
Restrained Stress Development in Hardening Mortar Internally Cured with Superabsorbent Polymers under Autogenous and Drying Conditions


Abstract
1. Introduction
2. Research Significance
3. Materials and Methods
3.1. Materials
3.2. Methods
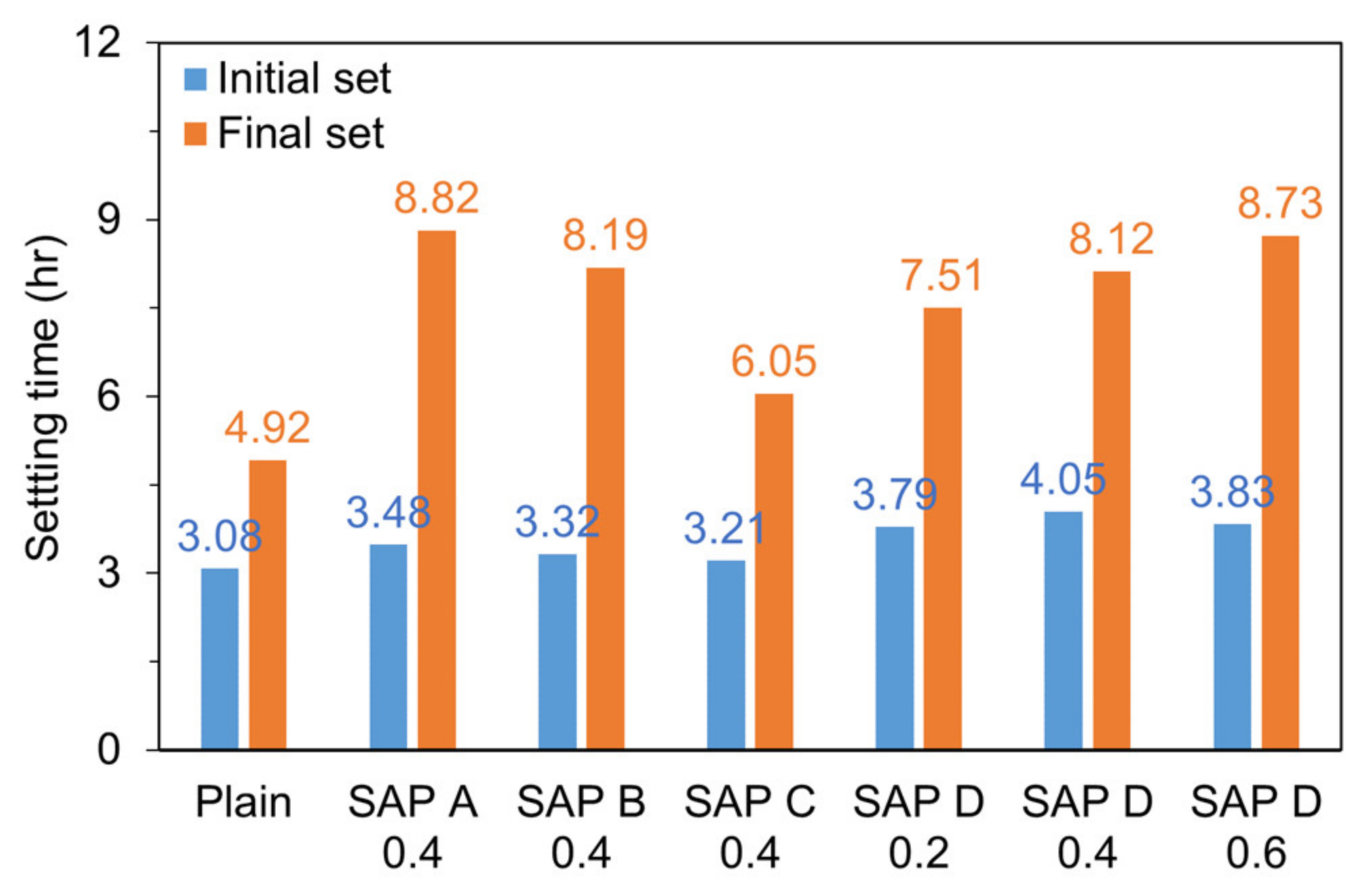
3.2.1. Set Times
3.2.2. Strengths
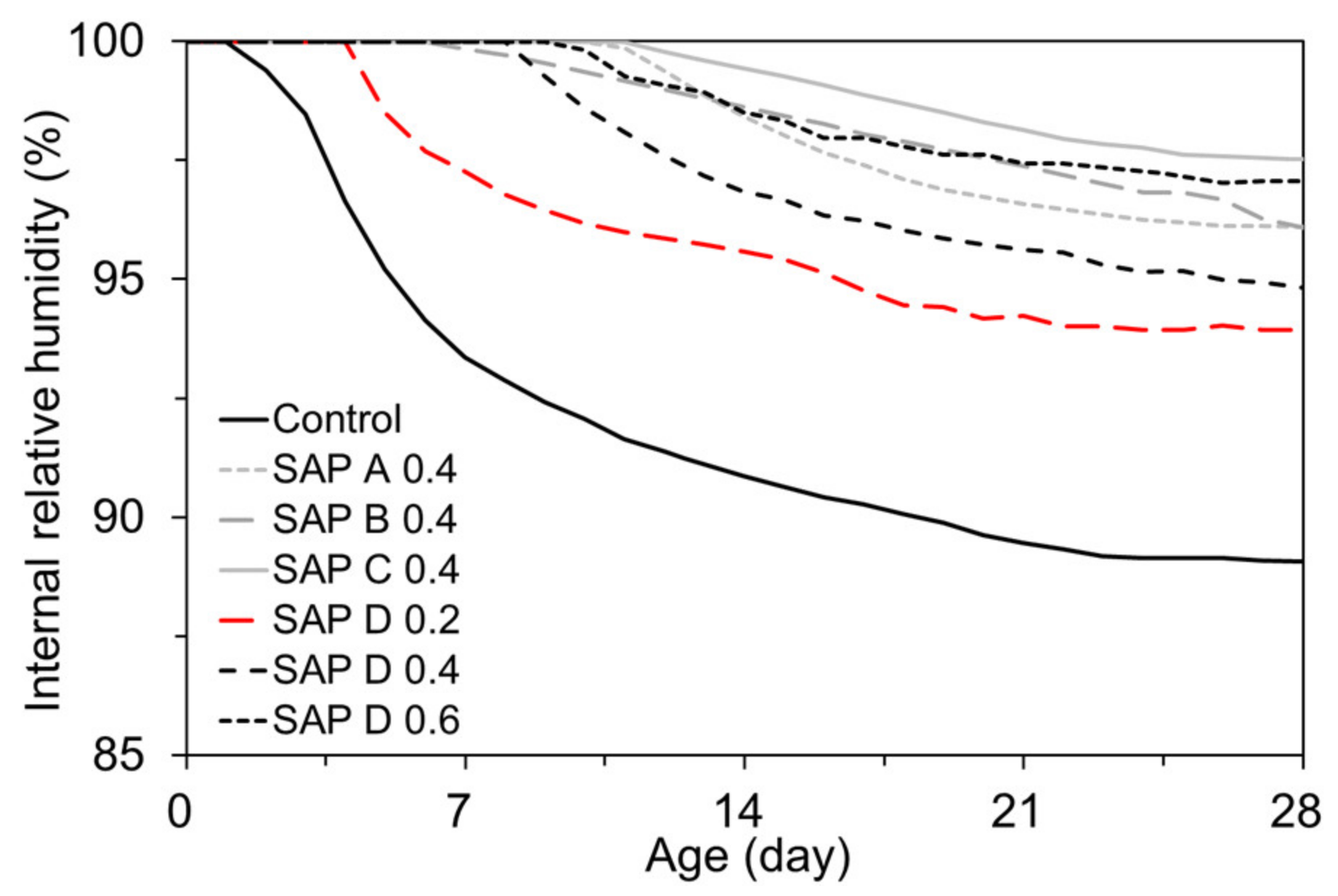
3.2.3. Internal Relative Humidity and Autogenous Shrinkage
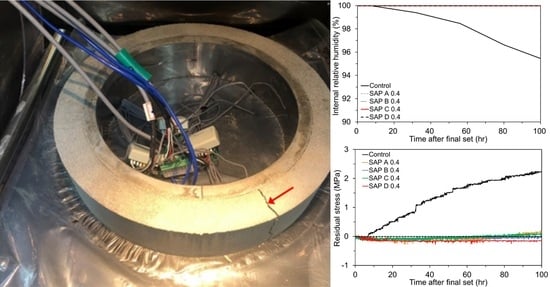
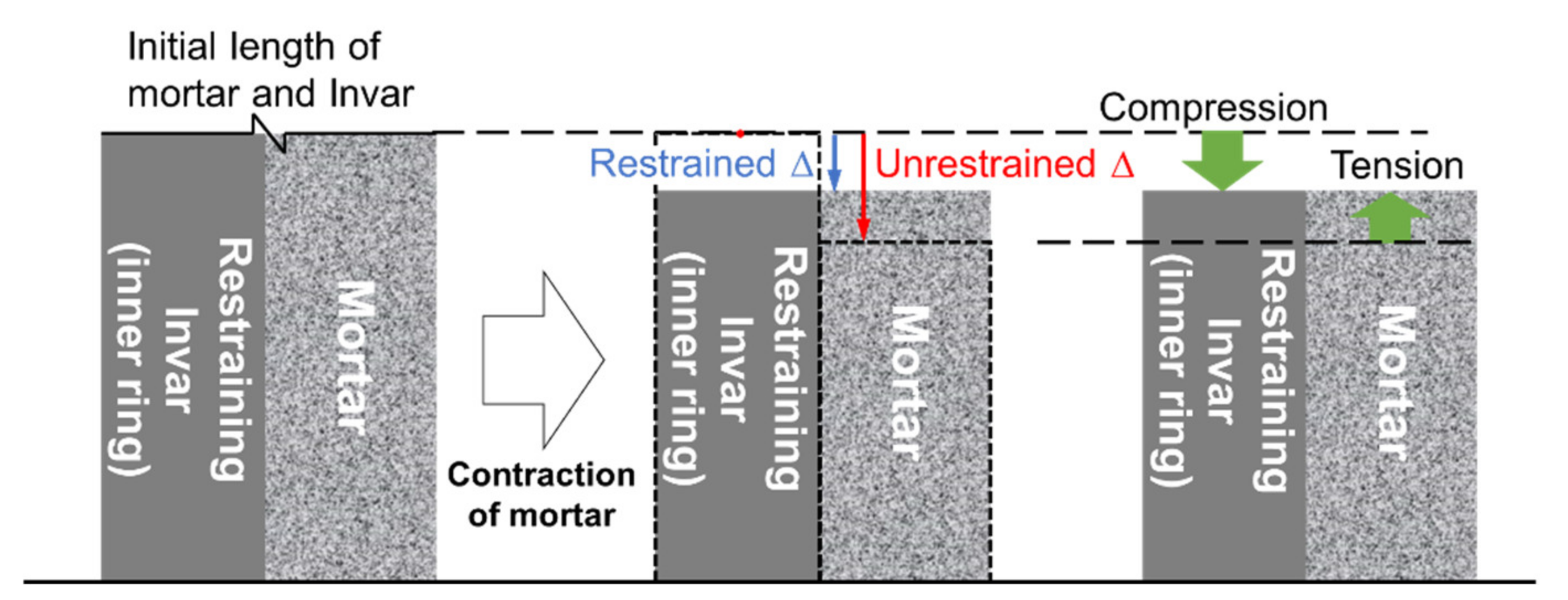
3.2.4. Restrained Ring Test
4. Results and Discussion
4.1. Effects of SAP Type and Content on the Set Times
4.2. Effects of SAP Type and Content on the Strengths
4.3. Effects of SAP Type and Content on the Autogenous Shrinkage and Internal Relative Humidity Changes
4.4. Effects of SAP Type and Content on the Restrained Stress Development
4.4.1. Restrained Shrinkage Stress Development Due to Autogenous Shrinkage Only
4.4.2. Restrained Shrinkage Cracking Due to Autogenous Shrinkage and Delayed External Drying
4.4.3. Restrained Stress Development Due to Immediate External Drying
5. Conclusions
- The greater the cross-linking density (i.e., gel strength), the shorter the set times. Both the initial and final set times were overall delayed with an increased SAP content.
- The additions of SAP had an adverse impact to the strengths as both the compressive and flexural strengths were overall reduced as the SAP content increased. The particle size and cross-linking density of SAP also affected the strength characteristics as they determine the time of water release from SAP and pore structure of the matrix.
- The proposed test methods were proven to be valid as the measured shrinkage and residual stress profiles correlated well with the measured IRH changes.
- The addition of SAP up to 0.6% (by mass of cement) successfully reduced the IRH loss by up to 87.4% compared to the control mixture. There was an obvious trend that as the SAP content increased, both the rate and magnitude of IRH drop decreased due to the internal curing (IC) effect. The rate of IRH changes was also partly dependent on the cross-linking density and particle size of SAP.
- As expected, the IC via SAP effectively limited the residual stress build-up due to autogenous shrinkage. In particular, no or negligible tensile residual stresses occurred due to self-desiccation when more than 0.4% SAP was added. This finding indicates that adding SAP with an appropriate amount of extra curing water can be a promising strategy to mitigate the autogenous shrinkage-induced cracking potential and to extend the service life of high-performance concrete.
- However, the addition of SAP, irrespective of its content, hardly contributed to the gaining of sufficient resistance to cracking when directly exposed to drying environment because a rapid increase in residual stress and eventual cracking were observed as soon as the specimen was unsealed for external drying.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yoo, D.-Y.; Yoon, Y.-S. Structural performance of ultra-high-performance concrete beams with different steel fibers. Eng. Struct. 2015, 102, 409–423. [Google Scholar] [CrossRef]
- Tazawa, E.-I.; Miyazawa, S. Experimental study on mechanism autogenous shrinkage of concrete. Cem. Concr. Res. 1995, 25, 1633–1638. [Google Scholar] [CrossRef]
- Aitcin, P.-C. Demystifying autogenous shrinkage. Concr. Int. 1999, 21, 54–56. [Google Scholar]
- Ghali, A.; Favre, R.; Elbadry, M. Concrete Structures: Stresses and Deformations, 3rd ed.; E&FN Spon: London, UK, 2002. [Google Scholar]
- Taylor, H.F.W. Cement Chemistry, 2nd ed.; Thomas Telford: London, UK, 1997. [Google Scholar]
- Nagataki, S.; Gomi, H. Expansive admixtures. Cem. Concr. Compos. 1998, 20, 163–170. [Google Scholar] [CrossRef]
- Folliard, K.J.; Berke, N.S. Properties of high-performance concrete containing shrinkage-reducing admixture. Cem. Concr. Res. 1997, 27, 1357–1364. [Google Scholar] [CrossRef]
- Swayze, M.A. Early concrete volume changes and their control. J. Am. Concr. Inst. 1942, 13, 425–440. [Google Scholar]
- Neville, A.M.; Brooks, J.J. Concrete Technology; Longman: Harlow, UK, 1987. [Google Scholar]
- Szostak, B.; Golewski, G.L. Improvement of strength parameters of cement matrix with the addition of siliceous fly ash by using nanometric C-S-H seeds. Energies 2020, 13, 6734. [Google Scholar] [CrossRef]
- Powers, T.C. Capillary continuity of discontinuity in Portland cement paste. PCA Bull. 1959, 10, 2–12. [Google Scholar]
- Lura, P. Autogenous Deformation and Internal Curing of Concrete. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2003. [Google Scholar]
- Castro, J.; Keiser, J.; Golia, M.; Weiss, J. Absorption and desorption properties of fine lightweight aggregate for application to internally cured concrete mixtures. Cem. Concr. Compos. 2011, 33, 1001–1008. [Google Scholar] [CrossRef]
- Lura, P.; Wyrzykowsk, M.; Tang, C.; Lehmann, E. Internal curing with lightweight aggregate produced from biomass-derived waste. Cem. Concr. Res. 2014, 59, 24–33. [Google Scholar] [CrossRef]
- Balapour, M.; Zhao, W.; Garboczi, E.J.; Oo, N.Y.; Spatari, S.; Hsuan, Y.G.; Billen, P.; Farnam, Y. Potential use of lightweight aggregate (LWA) produced from bottom coal ash for internal curing of concrete systems. Cem. Concr. Compos. 2019, 105, 103428. [Google Scholar] [CrossRef]
- Zhang, B.; Poon, C.S. Internal curing effect of high volume furnace bottom ash (FBA) incorporation on lightweight aggregate concrete. J. Sustain. Cem. Based Mater. 2017, 6, 366–383. [Google Scholar] [CrossRef]
- Jensen, O.M.; Hansen, P.F. Water-entrained cement-based materials I. Principles and theoretical background. Cem. Concr. Res. 2002, 31, 647–654. [Google Scholar] [CrossRef]
- Jensen, O.M.; Hansen, P.F. Water-entrained cement-based materials II. Experimental observations. Cem. Concr. Res. 2002, 32, 973–978. [Google Scholar] [CrossRef]
- Schröfl, C.; Mechtcherine, V.; Gorges, M. Relation between the molecular structure and the efficiency of superabsorbent polymers (SAP) as concrete admixture to mitigate autogenous shrinkage. Cem. Concr. Res. 2012, 42, 865–873. [Google Scholar] [CrossRef]
- Snoeck, D.; Jensen, O.M.; De Belie, N. The influence of superabsorbent polymers on the autogenous shrinkage properties of cement pastes with supplementary cementitious materials. Cem. Concr. Res. 2015, 74, 59–67. [Google Scholar] [CrossRef]
- Shen, D.; Wang, X.; Cheng, D.; Zhang, J.; Jiang, G. Effect of internal curing with super absorbent polymers on autogenous shrinkage of concrete at early age. Constr. Build. Mater. 2016, 106, 512–522. [Google Scholar] [CrossRef]
- Lam, H.; Hooton, R.D. Effects of internal curing methods on restrained shrinkage and permeability. In Proceedings of the 4th International Seminar on Self-Desiccation and Its Importance in Concrete Technology, Gaithersburg, MD, USA, 20 June 2005; Persson, B., Bentz, D., Nilsson, L.-O., Eds.; Lund University: Lund, Sweden, 2005; pp. 210–228. [Google Scholar]
- Shen, D.; Shi, H.; Tang, X.; Ji, Y.; Jiang, G. Effect of internal curing with super absorbent polymers on residual stress development and stress relaxation in restrained concrete ring specimens. Constr. Build. Mater. 2016, 120, 309–320. [Google Scholar] [CrossRef]
- Lura, P.; Durand, F.; Loukili, A.; Kovler, K.; Jensen, O.M. Compressive strength of cement pastes and mortars with suberabsorbent polymers. In Volume Changes of Hardening Concrete: Testing and Mitigation, Proceedings of the RILEM Proceedings of PRO 52, Lyngby, Denmark, 20–23 August 2006; Jensen, O.M., Lura, P., Kovler, K., Eds.; RILEM Publications SARL: Bagneux, France, 2006; pp. 20–23. [Google Scholar]
- Esteves, L.P.; Cachim, P.; Ferreira, V.M. Mechanical properties of cement mortars with superabsorbent polymers. In Advances in Construction Materials; Grosse, C.U., Ed.; Springer: Berlin/Heidelberg, Germany, 2007; pp. 451–462. [Google Scholar]
- Snoeck, D.; Schaubroeck, D.; Dubruel, P.; De Belie, N. Effect of high amounts of superabsorbent polymers and additional water on the workability, microstructure and strength of mortars with a water-to-cement ratio of 0.50. Constr. Build. Mater. 2014, 72, 148–157. [Google Scholar] [CrossRef]
- Assmann, A.; Reinhardt, H.W. Tensile creep and shrinkage of SAP modified concrete. Cem. Concr. Res. 2014, 58, 179–185. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Secrieru, E.; Schröfl, C. Effect of superabsorbent polymers (SAPs) on rheological properties of fresh cement-based mortars—Development of yield stress and plastic viscosity over time. Cem. Concr. Res. 2015, 67, 52–65. [Google Scholar] [CrossRef]
- Secrieru, E.; Mechtcherine, V.; Schröfl, C.; Borin, D. Rheological characterisation and prediction of pumpability of strain hardening cement-based-composites (SHCC) with and without addition of superabsorbent polymers (SAP) at various temperatures. Constr. Build. Mater. 2016, 112, 581–594. [Google Scholar] [CrossRef]
- Bessaies-Bey, H.; Baumann, R.; Schmitz, M.; Radler, M.; Roussel, N. Effect of polyacrylamide on rheology of fresh cement pastes. Cem. Concr. Res. 2015, 76, 98–106. [Google Scholar] [CrossRef]
- Lee, H.X.D.; Wong, H.S.; Buenfeld, N. Potential of superabsorbent polymer for self-sealing cracks in concrete. Adv. Appl. Ceram. 2010, 109, 296–302. [Google Scholar] [CrossRef]
- Snoeck, D.; Steuperaert, S.; Van Tittelboom, K.; Dubruel, P.; De Belie, N. Visualization of water penetration in cementitious materials with superabsorbent polymers by means of neutron radiography. Cem. Concr. Res. 2012, 42, 1113–1121. [Google Scholar] [CrossRef]
- Lee, H.X.D.; Wong, H.S.; Buenfeld, N. Self-sealing of cracks in concrete using superabsorbent polymers. Cem. Concr. Res. 2016, 79, 194–208. [Google Scholar] [CrossRef]
- Hong, G.; Choi, S. Rapid self-sealing of cracks in cementitious materials incorporating superabsorbent polymers. Constr. Build. Mater. 2017, 143, 366–375. [Google Scholar] [CrossRef]
- Snoeck, D.; Van Tittelboom, K.; Steuperaert, S.; Dubruel, P.; De Belie, N. Self-healing cementitious materials by the combination of microfibres and superabsorbent polymers. J. Intell. Mater. Syst. Struct. 2014, 25, 13–24. [Google Scholar] [CrossRef]
- Wyrzykowski, M.; Lura, P. Controlling the coefficient of thermal expansion of cementitious materials—A new application for superabsorbent polymers. Cem. Concr. Compos. 2013, 35, 49–58. [Google Scholar] [CrossRef]
- Urgessa, G.; Choi, K.-B.; Yeon, J.H. Internal relative humidity, autogenous shrinkage, and strength of cement mortar modified with superabsorbent polymers. Polymers 2018, 10, 1074. [Google Scholar] [CrossRef]
- Mönnig, S.; Lura, P. Superabsorbent polymers—An additive to increase freeze-thaw resistance of high strength concrete. In Advances in Construction Materials; Grosse, C.U., Ed.; Springer: Berlin/Heidelberg, Germany, 2007; pp. 351–358. [Google Scholar]
- Laustsen, S.; Hasholt, M.T.; Jensen, O.M. Void structure of concrete with superabsorbent polymers and its relation to frost resistance of concrete. Mater. Struct. 2015, 48, 357–368. [Google Scholar] [CrossRef]
- Snoeck, D.; Pel, L.; De Belie, L. The water kinetics of superabsorbent polymers during cement hydration and internal curing visualized and studied by NMR. Sci. Rep. 2017, 7, 9514. [Google Scholar] [CrossRef]
- Yun, K.-K.; Kim, K.-K.; Choi, W.; Yeon, J.H. Hygral behavior of superabsorbent polymers with various particle sizes and cross-linking densities. Polymers 2017, 9, 600. [Google Scholar] [CrossRef]
- ASTM C150/C150M-20. Standard Specification for Portland Cement; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM C403/C403M-16. Standard Test Method for Time of Setting of Concrete Mixtures by Penetration Resistance; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM C348. Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM C349. Standard Test Method for Compressive Strength of Hydraulic-Cement Mortars (Using Portions of Prisms Broken in Flexure); ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM C1581/C1581M-18a. Standard Test Method for Determining Age at Cracking and Induced Tensile Stress Characteristics of Mortar and Concrete under Restrained Shrinkage; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Moon, J.-H.; Rajabipour, F.; Pease, B.; Weiss, J. Quantifying the influence of specimen geometry on the results of the restrained ring test. J. ASTM Int. 2006, 3, 1–14. [Google Scholar]
- Schlitter, J.L.; Bentz, D.P.; Weiss, W.J. Quantifying stress development and remaining stress capacity in restrained, internally cured mortars. ACI Mater. J. 2013, 110, 3–11. [Google Scholar]
- Sarbapalli, D.; Dhabalia, Y.; Sarkar, K.; Bhattacharjee, B. Application of SAP and PEG as curing agents for ordinary cement-based systems: Impact on the early age properties of paste and mortar with water-to-cement ratio of 0.4 and above. Eur. J. Environ. Civ. Eng. 2017, 21, 1237–1252. [Google Scholar] [CrossRef]
- Ramazani-Harandi, M.J.; Zohuriaan-Mehr, M.J.; Yousefi, A.A.; Ershad-Langroudi, A.; Kabiri, K. Rheological determination of the swollen gel strength of superabsorbent polymer hydrogels. Polym. Test. 2006, 25, 470–474. [Google Scholar] [CrossRef]
- Klemm, A.J.; Moriconi, G.; Trillini, G. Combined effect of polymeric fibres and SAP on the performance of repair mortars. In Proceedings of the 3rd International Conference on Sustainable Construction Materials and Technologies (SCMT3), Kyoto, Japan, 18–21 August 2013. [Google Scholar]
- Greer, W. Variation of laboratory concrete flexural strength tests. Cem. Concr. Aggreg. 1983, 5, 111–122. [Google Scholar]
- Eskandari-Naddaf, H.; Kazemi, R. Experimental evaluation of the effect of mix design ratios on compressive strength of cement mortars containing cement strength class 42.5 and 52.5 MPa. Procedia Manuf. 2018, 22, 392–398. [Google Scholar] [CrossRef]
- Wang, F.; Yang, J.; Cheng, H.; Wu, J.; Liang, X. Study on mechanism of desorption behavior of saturated superabsorbent polymers in concrete. ACI Mater. J. 2015, 112, 463–469. [Google Scholar] [CrossRef]
- Song, C.; Choi, Y.C.; Choi, S. Effect of internal curing by superabsorbent polymers–internal relative humidity and autogenous shrinkage of alkali-activated slag mortars. Constr. Build. Mater. 2016, 123, 198–206. [Google Scholar] [CrossRef]
- Esteves, L.P. Superabsorbent polymers: On their interaction with water and pore fluid. Cem. Concr. Compos. 2011, 33, 717–724. [Google Scholar] [CrossRef]
- Wang, F.; Zhou, Y.; Liu, Z.; Hu, S. Internal relative humidity and autogenous shrinkage of low water/binder ratio concrete. In Volume Changes of Hardening Concrete: Testing and Mitigation, Proceedings of the RILEM Conference on, Lyngby, Denmark, 20–23 August 2006; Jensen, O.M., Lura, P., Kovler, K., Eds.; RILEM Publications SARL: Bagneux, France, 2006; pp. 51–56. [Google Scholar]
- Lura, P.; Jensen, O.M.; van Breugel, K. Autogenous shrinkage in high-performance cement paste: An evaluation of basic mechanisms. Cem. Concr. Res. 2003, 33, 223–232. [Google Scholar] [CrossRef]
- Grasley, Z.; Lange, D. Modeling drying shrinkage stress gradients in concrete. Cem. Concr. Aggreg. 2004, 26, 1–8. [Google Scholar] [CrossRef]
- Meddah, M.S.; Tagnit-Hamou, A. Pore structure of concrete with mineral admixtures and its effect on self-desiccation shrinkage. ACI Mater. J. 2009, 106, 241–250. [Google Scholar]
- Ulaş, M.A.; Alyamaç, K.E.; Ulucan, Z.C. Relation between splitting tensile and flexural strengths of steel fiber-reinforced concrete. In Proceedings of the International Conference on the Regeneration and Conservation of Concrete Structures (RCCS), Nagasaki, Japan, 1–3 June 2015. [Google Scholar]
- Raoufi, K.; Schlitter, J.; Bentz, D.; Weiss, J. Parametric assessment of stress development and cracking in internally cured restrained mortars experiencing autogenous deformations and thermal loading. Adv. Civ. Eng. 2011, 2011, 870128. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | Fineness (m2/kg) | Specific Gravity (-) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | K2O | Na2O | ||
| 19.7 | 5.33 | 2.90 | 61.5 | 3.81 | 2.54 | 0.86 | 0.18 | 370 | 3.15 |
| SAP ID | Dry Particle Size | Cross-Linking Density 1 | Rate of Moisture Uptake 1 | Capacity of Moisture Uptake |
|---|---|---|---|---|
| SAP A | #80–20 mesh (177–841 μm) | Low | Low | High (12.70 g/g) |
| SAP B | #120–80 mesh (125–177 μm) | Medium | High | Medium (8.75 g/g) |
| SAP C | #80–20 mesh (177–841 μm) | High | Low | Low (4.82 g/g) |
| SAP D | #100–40 mesh (149–400 μm) | Medium | Medium | High (10.99 g/g) |
| Chemical Nomenclature | Chemical Formula | Molar Mass (g/mol) | Constitutional Formula | Density (g/cm3) |
|---|---|---|---|---|
| Poly(sodium prop-2-enoate) | (C3H3NaO2)n | Variable |  | 1.22 |
| Mixture ID | Effective w/c | Weight per Unit Volume (kg/m3) | |||||
|---|---|---|---|---|---|---|---|
| Cement | Fine Aggregate | Water | SAP | IC Water | Water Reducer | ||
| Control | 0.3 | 604.2 | 1661.6 | 181.3 | - | - | 3.02 |
| SAP A 0.4 | 586.2 | 1612.1 | 175.9 | 2.35 | 29.8 | 2.93 | |
| SAP B 0.4 | 591.7 | 1627.2 | 177.5 | 2.37 | 20.7 | 2.96 | |
| SAP C 0.4 | 597.3 | 1642.6 | 179.2 | 2.39 | 11.5 | 2.99 | |
| SAP D 0.2 | 596.3 | 1639.8 | 178.9 | 1.19 | 13.1 | 2.98 | |
| SAP D 0.4 | 588.6 | 1618.7 | 176.6 | 2.35 | 25.9 | 2.94 | |
| SAP D 0.6 | 581.1 | 1598.0 | 174.3 | 3.49 | 38.3 | 2.91 | |
| Mixture ID | y = a exp (bx) | |
|---|---|---|
| a | b | |
| Control | 0.1111 | 1.1208 |
| SAP A 0.4 | 0.4571 | 0.5062 |
| SAP B 0.4 | 0.8539 | 0.4244 |
| SAP C 0.4 | 0.3381 | 0.7278 |
| SAP D 0.2 | 0.4571 | 0.5062 |
| SAP D 0.4 | 0.4575 | 0.5344 |
| SAP D 0.6 | 0.7776 | 0.3414 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yeon, J.H. Restrained Stress Development in Hardening Mortar Internally Cured with Superabsorbent Polymers under Autogenous and Drying Conditions. Polymers 2021, 13, 979. https://doi.org/10.3390/polym13060979
Yeon JH. Restrained Stress Development in Hardening Mortar Internally Cured with Superabsorbent Polymers under Autogenous and Drying Conditions. Polymers. 2021; 13(6):979. https://doi.org/10.3390/polym13060979
Chicago/Turabian StyleYeon, Jung Heum. 2021. "Restrained Stress Development in Hardening Mortar Internally Cured with Superabsorbent Polymers under Autogenous and Drying Conditions" Polymers 13, no. 6: 979. https://doi.org/10.3390/polym13060979
APA StyleYeon, J. H. (2021). Restrained Stress Development in Hardening Mortar Internally Cured with Superabsorbent Polymers under Autogenous and Drying Conditions. Polymers, 13(6), 979. https://doi.org/10.3390/polym13060979