
Mechanical Properties of GFRPs Exposed to Tensile, Compression and Tensile–Tensile Cyclic Tests



Abstract
1. Introduction
2. Materials and Methods
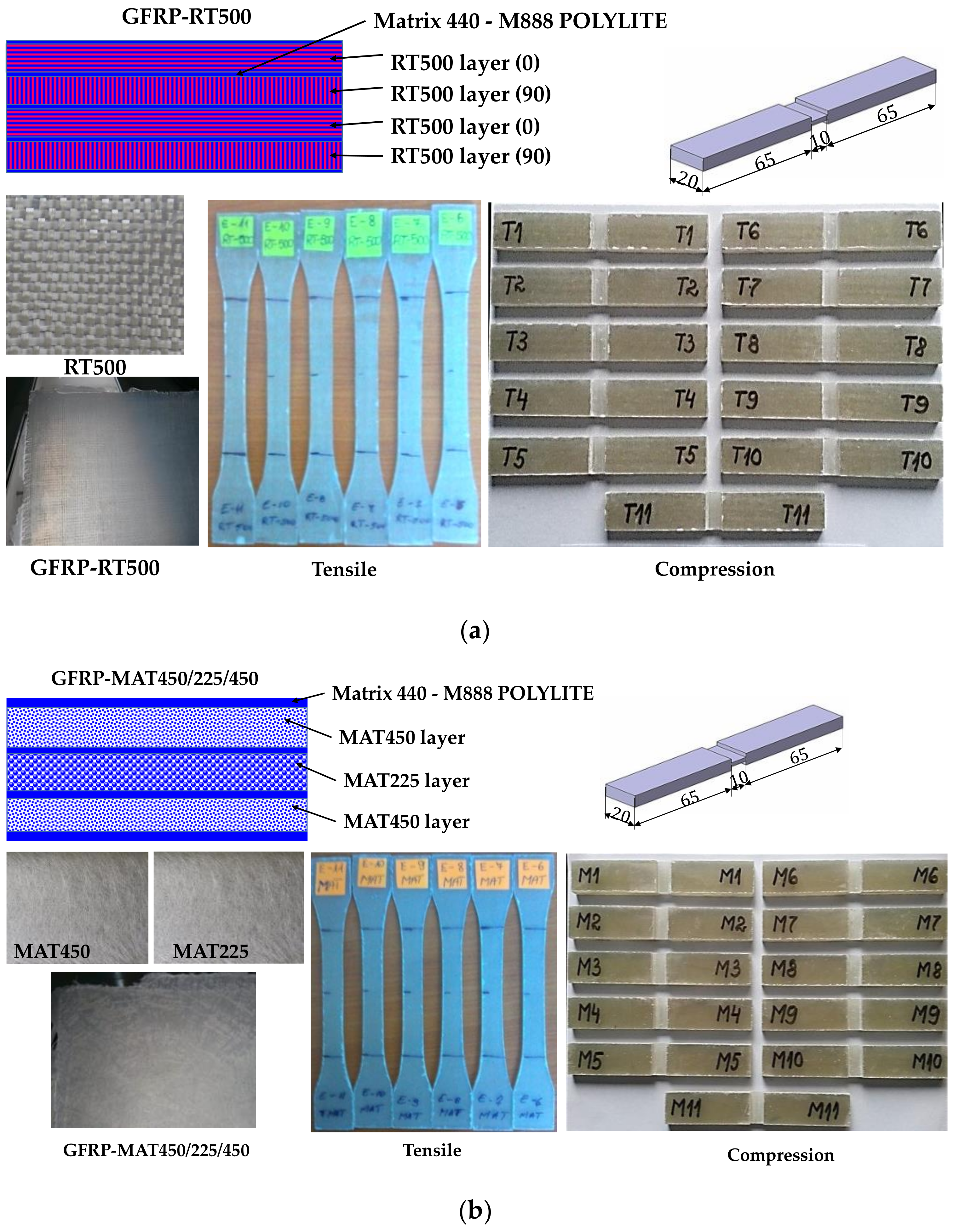
2.1. Materials
2.2. Experimental Setup
2.2.1. Tensile Test
2.2.2. Compression Test
2.2.3. Tensile–Tensile Cyclic Test
3. Results
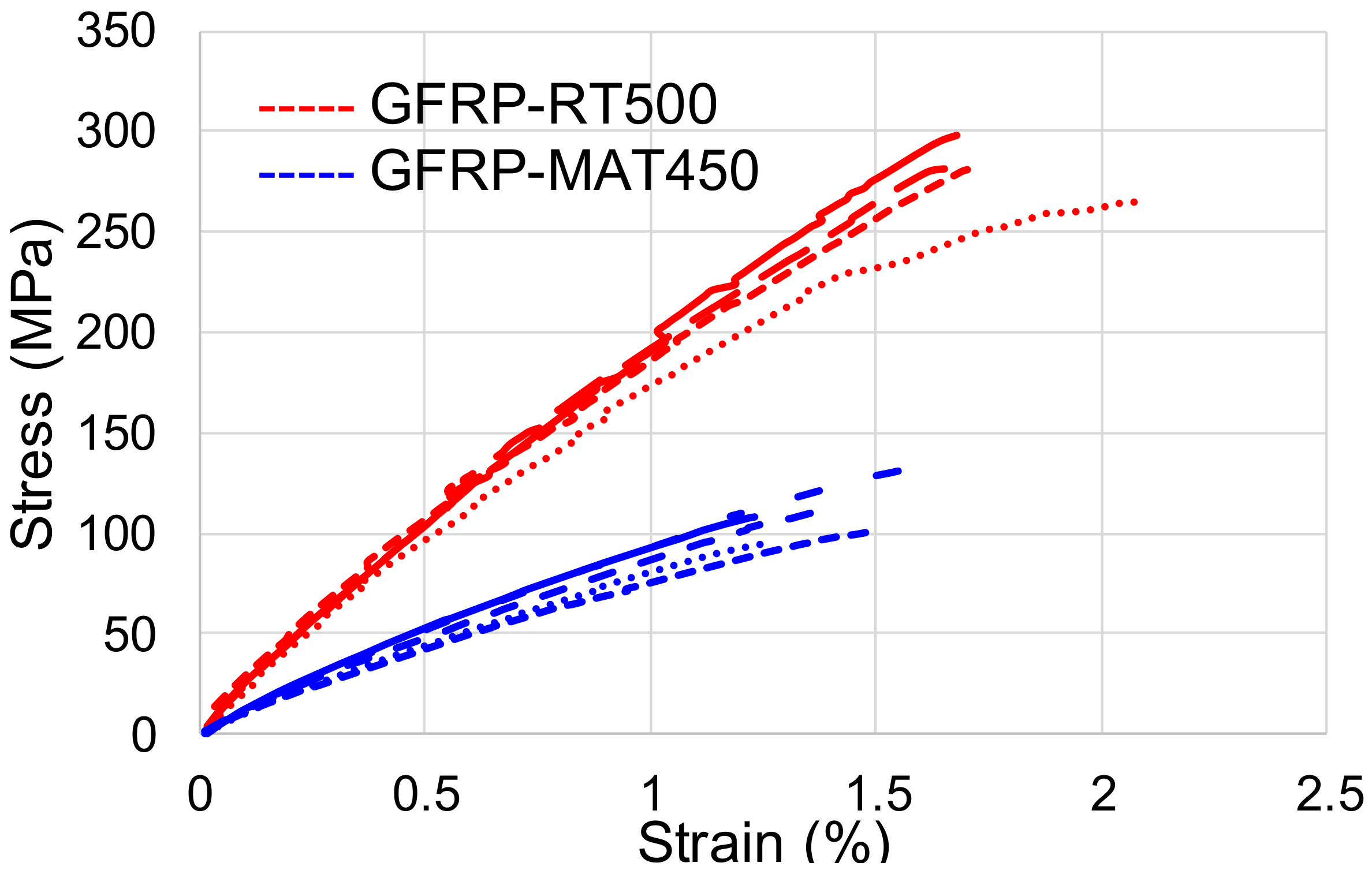
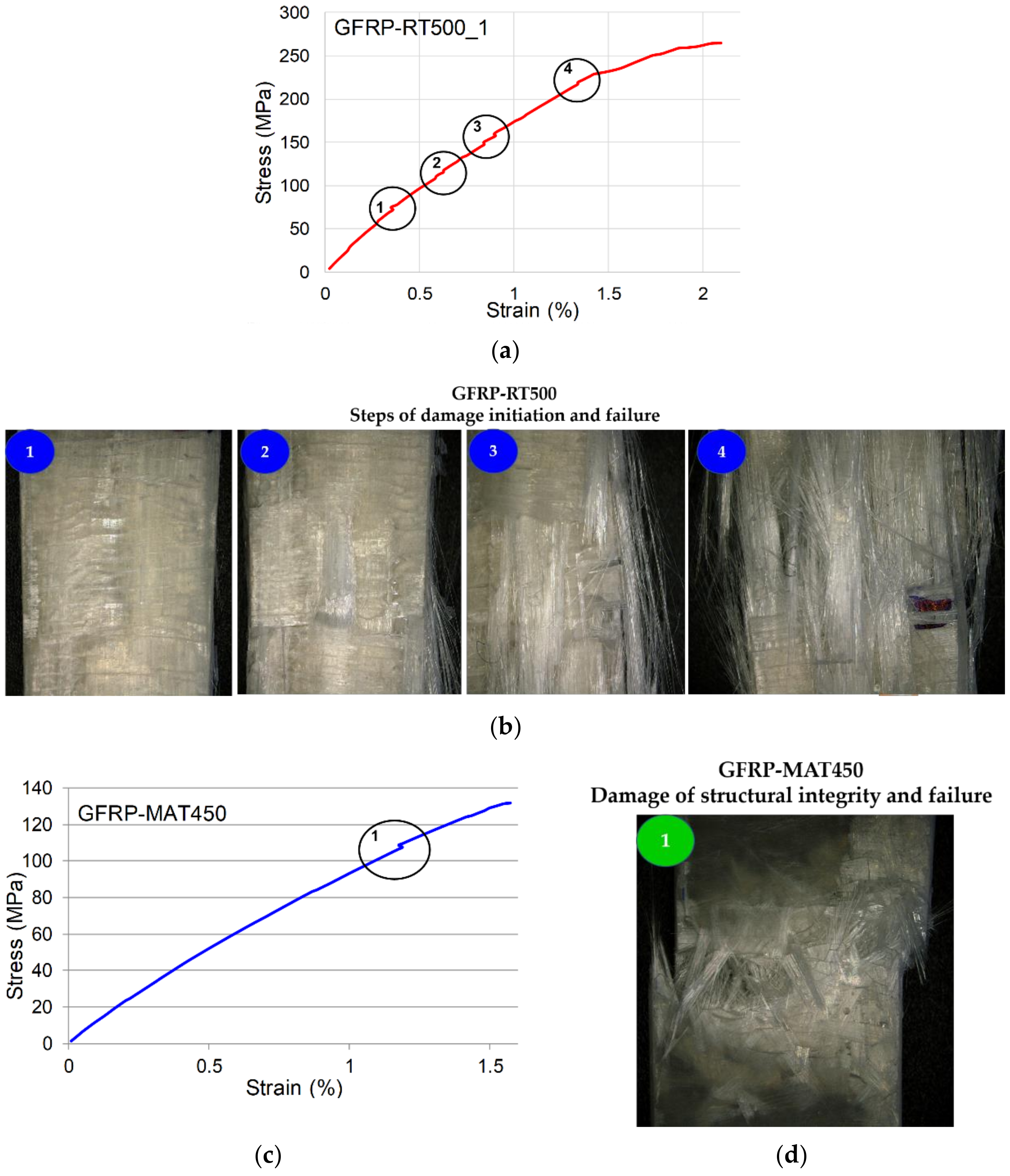
3.1. Mechanical Properties of GFRP under Static Tensile Loading
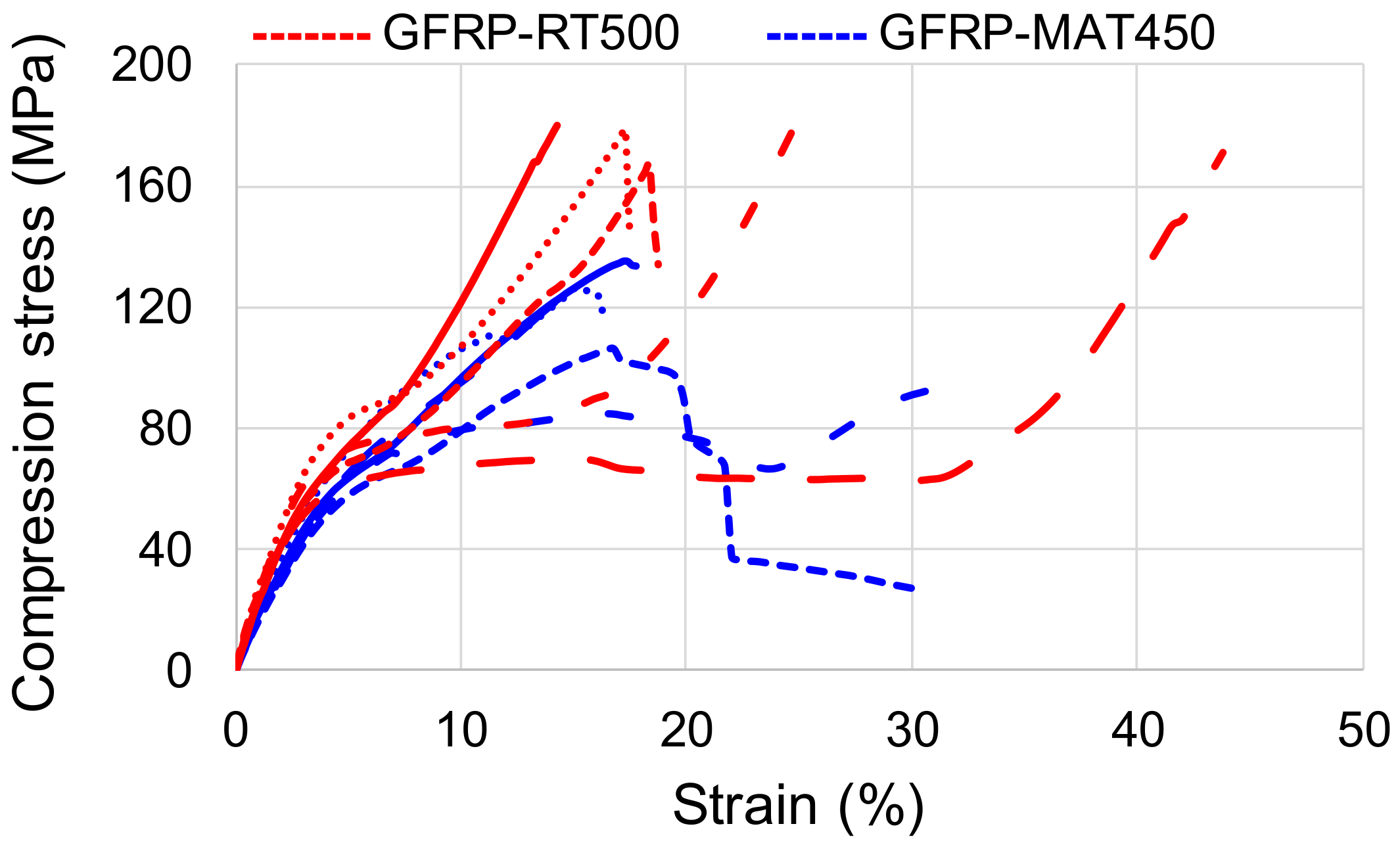
3.2. Compression Test
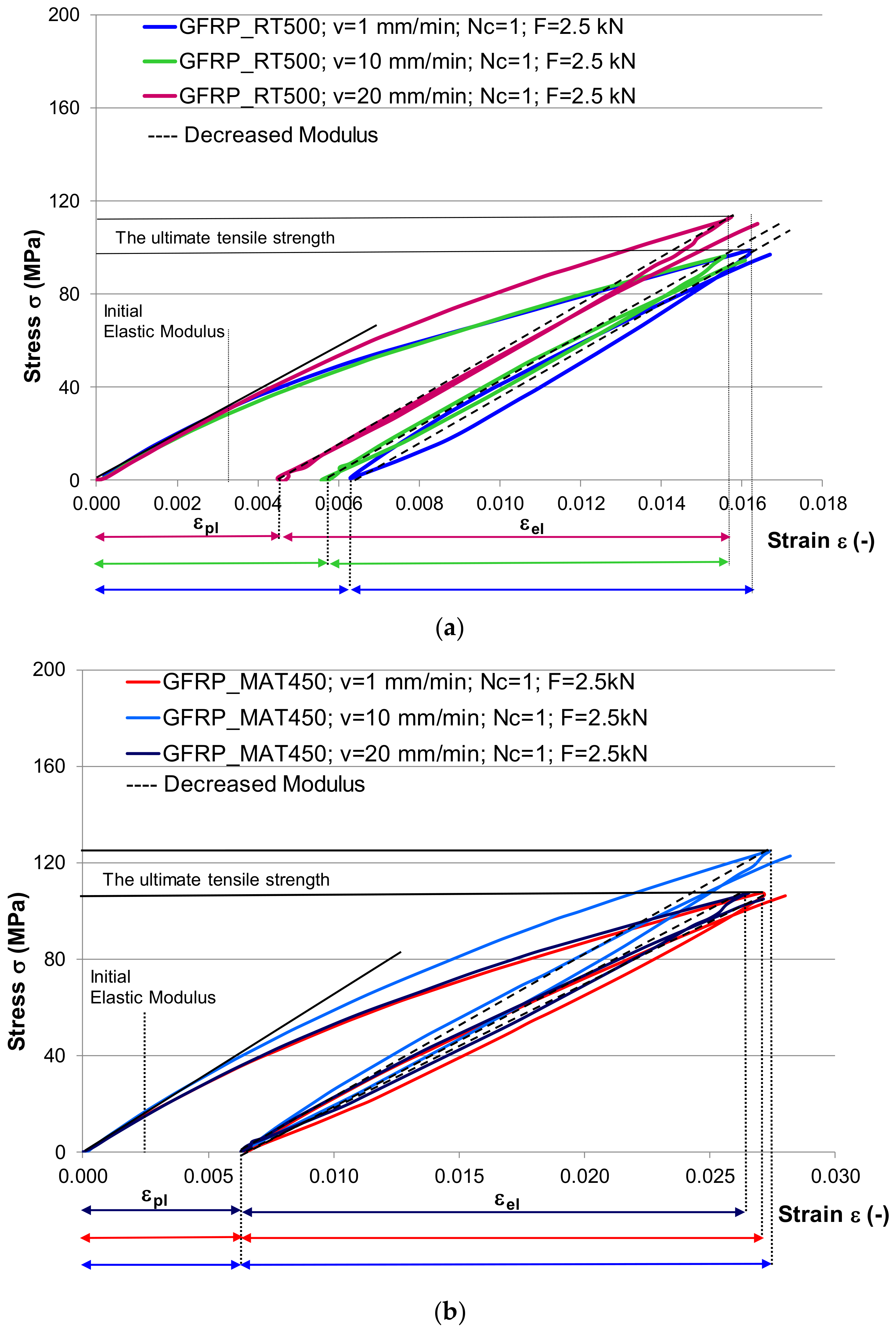
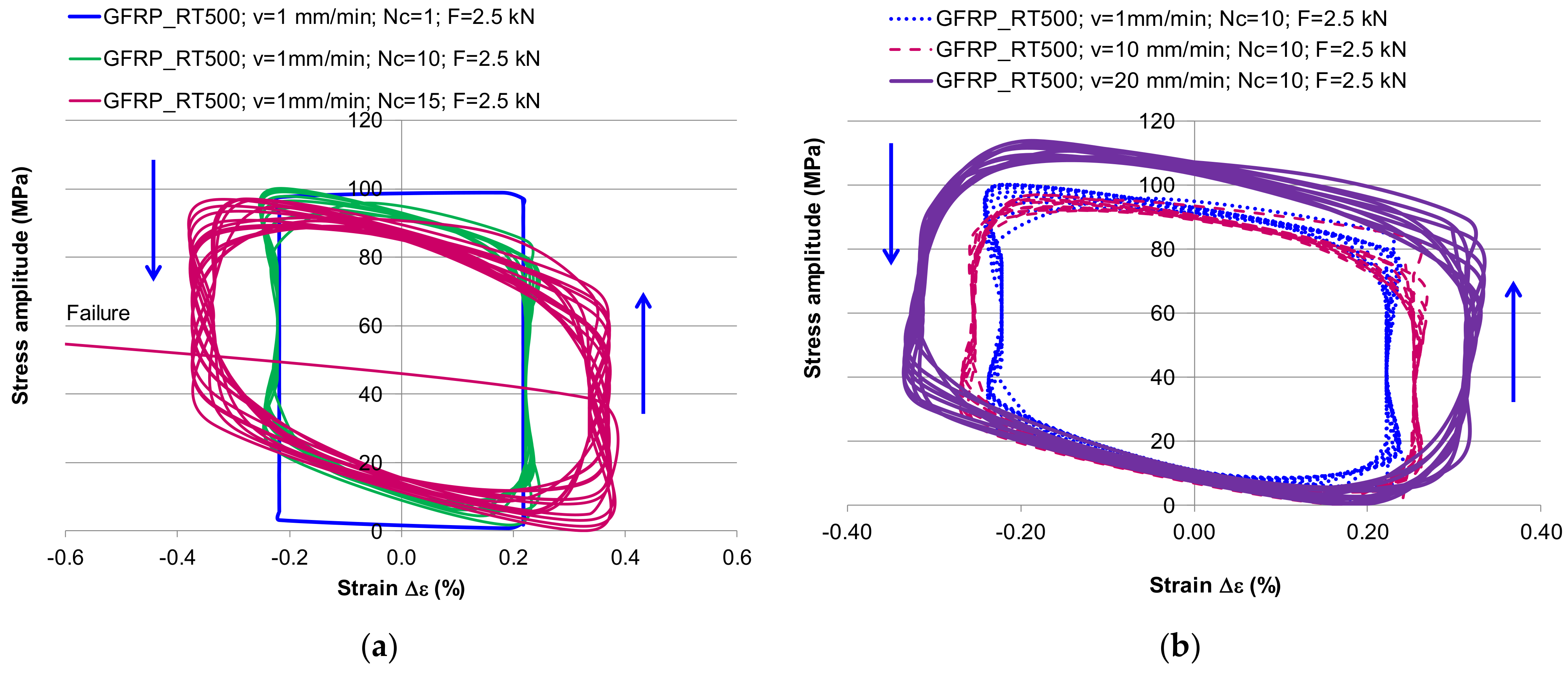
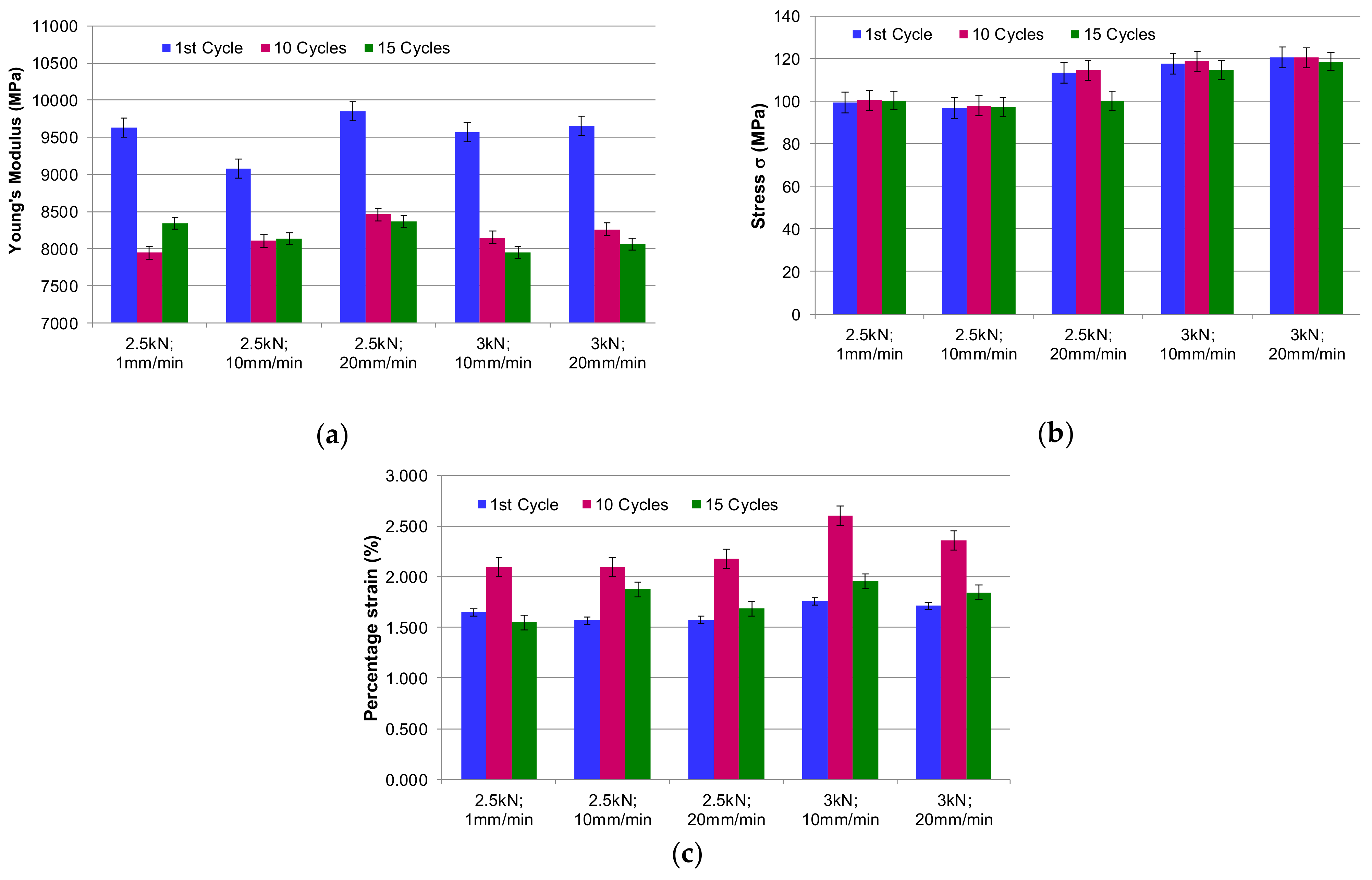
3.3. Tensile–Tensile Cyclic Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef]
- Mortazavian, S.; Fatemi, A. Fatigue of short fiber thermoplastic composites: A review of recent experimental results and analysis. Int. J. Fatigue 2017, 102, 171–183. [Google Scholar]
- Flore, D.; Wegener, K.; Mayer, H.; Karr, U.; Oetting, C.C. Investigation of the high and very high cycle fatigue behaviour of continuous fibre reinforced plastics by conventional and ultrasonic fatigue testing. Compos. Sci. Technol. 2017, 141, 130–136. [Google Scholar]
- Launay, A.; Marco, Y.; Maitournam, M.H.; Raoult, I.; Szmytka, F. Cyclic behavior of short glass fiber reinforced polyamide for fatigue life prediction of automotive components. Procedia Eng. 2010, 2, 901–910. [Google Scholar]
- Roundi, W.; El Mahi, A.; El Gharad, A.; Rebiere, J.-L. Experimental and numerical investigation of the effects of stacking sequence and stress ratio on fatigue damage of glass/epoxy composites. Compos. Part B 2017, 109, 64–71. [Google Scholar]
- Zhang, Y.; Vassilopoulos, A.P.; Keller, T. Stiffness degradation and fatigue life prediction of adhesively-bonded joints for fiber-reinforced polymer composites. Int. J. Fatigue 2008, 30, 1813–1820. [Google Scholar]
- Stanciu, M.D.; Savin, A.; Teodorescu, D.H. The Assessing of the Failure Behavior of Glass/Polyester Composites Subject to Quasi Static Stresses. Mater. Sci. Eng. 2017, 209, 012007. [Google Scholar] [CrossRef]
- Khan, R.; Alderliesten, R.; Badshah, S.; Benedictus, R. Effect of stress ratio or mean stress on fatigue delamination growth in composites: Critical review. Compos. Struct. 2015, 124, 214–227. [Google Scholar]
- Liang, S.; Gning, P.B.; Guillaumat, L. A comparative study of fatigue behaviour of flax/epoxy and glass/epoxy composites. Compos. Sci. Technol. 2012, 72, 535–543. [Google Scholar]
- Teodorescu, D.H.; Vlase, S.; Stanciu, M.D.; Curtu, I.; Mihalcica, M. Advanced Pultruded Glass Fibers-Reinforced Isophtalic Polyester Resin. Mater. Plast. 2015, 52, 62–64. [Google Scholar]
- Camanho, P.P.; Bowron, S.; Matthews, F.L. Failure Mechanisms in Bolted CFRP. J. Reinf. Plast. Compos. 1998, 17, 205–233. [Google Scholar]
- Eftekhari, M.; Fatemi, A. On the strengthening effect of increasing cycling frequency on fatigue behavior of some polymers and their composites: Experiments and modeling. Int. J. Fatigue 2016, 87, 153–166. [Google Scholar]
- Cerbu, C.; Cosereanu, C. Moisture Effects on the Mechanical Behavior of Fir Wood Flour/Glass Reinforced Epoxy Composite. BioResources 2016, 11, 8364–8385. [Google Scholar]
- Patel, V.K.; Rawat, N. Physico-mechanical properties of sustainable Sagwan-Teak Wood Flour/Polyester Composites with/without gum rosin. Sustain. Mater. Technol. 2017, 13, 1–8. [Google Scholar]
- Tang, H.; Nguyen, T.; Chuang, T.; Chin, J.; Lesko, J.; Wu, F. Fatigue Model for fiber-reinforced polymeric composite. J. Mater. Civ. Eng. 2000, 12, 97–104. [Google Scholar]
- Torabizadeh, M.A. Tensile, compressive and shear properties of unidirectional glass/epoxy composite subjected to mechanical loading and low temperature services. Indian J. Eng. Mater. Sci. 2013, 20, 299–309. [Google Scholar]
- Bazli, M.; Abolfazli, M. Mechanical Properties of Fibre Reinforced Polymers under Elevated Temperatures: An Overview. Polymers 2020, 12, 2600. [Google Scholar] [CrossRef]
- Degrieck, J.; Van Paepegem, W. Fatigue damage modelling of fibre-reinforced composite materials: Review. Appl. Mech. Rev. 2001, 54, 279–300. [Google Scholar]
- Aramide, F.O.; Atanda, P.O.; Olorunniwo, O.O. Mechanical Properties of a Polyester Fibre Glass Composite. Int. J. Compos. Mater. 2012, 2, 147–151. [Google Scholar]
- Pepper, T. Polyester Resin. Engineering Materials Handbook. Available online: http://home.engineering.iastate.edu/~mkessler/MatE454/Constituent%20Materials%20Chapters%20from%20ASM%20Handbook/%285%29%20Polyester%20Resins.pdf (accessed on 10 October 2016).
- Nikforooz, M.; Montesano, J.; Golzar, M.; Shokrieh, M.M. Assessment of failure toughening mechanisms in continuous glass fiber thermoplastic laminates subjected to cyclic loading. Compos. Part B 2019, 161, 344–356. [Google Scholar]
- Movahedi-Rad, A.V. Load History Effects in Fibre-Reinforced Polymer Composite Materials. Ph.D. Thesis, Ecole Polytehnique Federale de Lausanne, Lausanne, France, 28 June 2019. [Google Scholar]
- Movahedi-Rad, A.V.; Keller, T.; Vassilopoulos, A.P. Creep effects on tension-tension fatigue behavior of angle-ply GFRP composite laminates. Int. J. Fatigue 2019, 123, 144–156. [Google Scholar]
- Dzenis, Y.A. Cycle-based analysis of damage and failure in advanced composites under fatigue. I: Experimental observation of damage development with loading cycles. Int. J. Fatigue 2003, 25, 499–510. [Google Scholar]
- Wu, X.F.; Zholobko, O. Experimental Study of the Probabilistic Fatigue Residual Strength of a Carbon Fiber-Reinforced Polymer Matrix Composite. J. Compos. Sci. 2020, 4, 173. [Google Scholar] [CrossRef]
- Jin, Q.; Chen, P.; Gao, Y.; Du, A.; Liu, D.; Sun, L. Tensile Strength and Degradation of GFRP Bars under Combined Effects of Mechanical Load and Alkaline Solution. Materials 2020, 13, 3533. [Google Scholar] [CrossRef]
- Beter, J.; Schrittesser, B.; Lechner, B.; Mansouri, M.R.; Marano, C.; Fuchs, P.F.; Pinter, G. Viscoelastic Behavior of Glass-Fiber-Reinforced Silicone Composites Exposed to Cyclic Loading. Polymers 2020, 12, 1862. [Google Scholar] [CrossRef]
- Stanciu, M.D.; Teodorescu, D.H.; Tămaș, F.; Terciu, O.M. Mechanical and Rheological Behaviour of Composites Reinforced with Natural Fibres. Polymers 2020, 12, 1402. [Google Scholar] [CrossRef]
- Pupurs, A.; Krasnikovs, A.; Varna, J. Energy Release Rate Based Fiber/Matrix Debond Growth in Fatigue. Part II: Debond Growth Analysis Using Paris Law. Mech. Adv. Mater. Struct. 2013, 20, 288–296. [Google Scholar] [CrossRef]
- Santa, J.F.; Vanegas-Jaramillo, J.D.; Patiño, I.D. Mechanical Characterization of Composites Manufactured by RTM Process: Effect of Fiber Content, Strain Rate and Orientation. Lat. Am. J. Solids Struct. 2016, 13, 344–364. [Google Scholar]
- Ghasemi, A.R.; Moradi, M. Low thermal cycling effects on mechanical properties of laminated composite materials. Mech. Mater. 2016, 96, 126–137. [Google Scholar]
- ASTM D3039/D3039M-17. Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. Available online: https://www.astm.org/Standards/D3039 (accessed on 24 November 2019).
- BS EN ISO 527-4:1997. Plastics—Determination of Tensile Properties. Part 4—Test Conditions for Isotropic and Orthotropic Fibre-reinforced Plastic Composites. Available online: https://shop.bsigroup.com/ProductDetail?pid=000000000001057400 (accessed on 12 March 2018).
- ASTM D6641-09. Standard Test Method for Compressive Properties of Polymer Matrix Composite Materials Using a Combined Loading Compression (CLC) Test Fixture. Available online: https://www.astm.org/DATABASE.CART/HISTORICAL/D6641D6641M-09.htm (accessed on 24 November 2019).
- German, J. The influence of intralaminar damage on mechanical properties of composite laminates. Eng. Trans. 2004, 52, 271–296. [Google Scholar]
- Urbanski, M. Compressive Strength of Modified FRP Hybrid Bars. Materials 2020, 13, 1898. [Google Scholar] [CrossRef]
- Behera, R.P.; Rawat, P.; Singh, K.K.; Ha, S.K.; Gaurav, A.; Tiwari, S.K. Fracture analysis and mechanical properties of three phased glass/epoxy laminates reinforced with multiwalled carbon nanotubes. J. Sci. Adv. Mater. Dev. 2019, 4, 299–309. [Google Scholar]
- Lakshmanan, M.; Jayanarayanan, K.; Joesph, J. An Experimental Investigation of Fracture Toughness and Volume Resistivity of Symmetric Laminated Epoxy/Glass Fiber/CNT multiscale composites. Proceedings of the International Conference on Advances in Materials and Manufacturing Applications (IConAMMA-2018), Bengaluru, India, 16–18 August 2018. IOP Conf. Ser. Mater. Sci. Eng. 2019, 577, 012030. [Google Scholar]
- Wu, L.; Adam, L.; Doghri, I.; Noels, L. An incremental-secant mean-field homogenization method with second statistical moments for elasto-visco-plastic composite materials. Mech. Mater. 2017, 114, 180–200. [Google Scholar]
- Czarnota, C.; Kowalczyk-Gajewska, K.; Salahouelhadj, A.; Martiny, M.; Mercier, S. Modeling of the cyclic behavior of elastic–viscoplastic composites by the additive tangent Mori–Tanaka approach and validation by finite element calculations. Int. J. Solids Struct. 2015, 56, 96–117. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | No. of Samples | No. of Layers | Thickness [mm] | Width [mm] | Area [mm2] | Gauge Length [mm] |
|---|---|---|---|---|---|---|
| GFRP-RT500 tensile test | 5 | 4 | 2.50 ± 0.20 | 10 ± 0.5 | 25 ± 2.0 | 70 |
| GFRP-RT500 tensile–tensile cyclic test | 5 | 4 | 2.50 ± 0.20 | 10 ± 0.5 | 25 ± 2.0 | 70 |
| GFRP-RT500 compression test | 5 | 4 | 2.50 ± 0.20 | 20 ± 0.5 | 48 ± 2.0 | 10 |
| GFRP-MAT450 tensile test | 5 | 3 | 2.20 ± 0.20 | 10 ± 0.5 | 21 ± 2.0 | 70 |
| GFRP-MAT450 tensile–tensile cyclic test | 5 | 3 | 2.20 ± 0.20 | 10 ± 0.5 | 21 ± 2.0 | 70 |
| GFRP-MAT450 compression test | 5 | 3 | 2.20 ± 0.20 | 20 ± 0.5 | 44 ± 2.0 | 10 |
| Properties | Units | Value | Tested Method |
|---|---|---|---|
| Brookfield Viscosity LVF | mPa·s(cP) | 1100–1300 | ASTM D 2196-86 |
| Density | g/cm3 | 1.10 | ISO 2811-2001 |
| PH (max.) | mgKOH/g | 24 | ISO 2114-1996 |
| Styrene content | % of weight | 43 ± 2 | B070 |
| Curing time: 1% NORPOL PEROXIDE 1 | Minutes | 35–45 | G020 |
| Tensile strength | MPa | 50 | ISO 527-1993 |
| Longitudinal elasticity modulus | MPa | 4600 | ISO 5271993 |
| Elongation | % | 1.6 | ISO 527-1993 |
| Bending strength | MPa | 90 | ISO 178-2001 |
| Elasticity modulus at bending | MPa | 4000 | ISO 178-2001 |
| The shock resistance P4J | mJ/mm2 | 5.0–6.0 | ISO 179-2001 |
| Volumic contraction | % | 5.5–6.5 | ISO 3521-1976 |
| Glass transition temperature | °C | 62 | ISO 75-1993 |
| Tensile–Tensile Cyclic Test | Speed (mm/min) | No. of Cycles | Loading (Limit 1) (kN) | Loading (Limit 2) (kN) |
|---|---|---|---|---|
| Test 1.1 | 1 | 1 | 2.5 | 0 |
| Test 1.2 | 1 | 10 | 2.5 | 0 |
| Test 1.3 | 1 | 15 | 2.5 | 0 |
| Test 2.1 | 10 | 1 | 2.5 | 0 |
| Test 2.2 | 10 | 10 | 2.5 | 0 |
| Test 2.3 | 10 | 15 | 2.5 | 0 |
| Test 3.1 | 20 | 1 | 2.5 | 0 |
| Test 3.2 | 20 | 10 | 2.5 | 0 |
| Test 3.3 | 20 | 15 | 2.5 | 0 |
| Test 4.1 | 10 | 1 | 3.0 | 0 |
| Test 4.2 | 10 | 10 | 3.0 | 0 |
| Test 4.3 | 10 | 15 | 3.0 | 0 |
| Test 5.1 | 20 | 1 | 3.0 | 0 |
| Test 5.2 | 20 | 10 | 3.0 | 0 |
| Test 5.3 | 20 | 15 | 3.0 | 0 |
| Samples | E [MPa] | STDV E [MPa] | σr [MPa] | STDV σr [MPa] | ε [%] | STDV ε [%] | Fr (kN) | STDV Fr (kN) | k [×106 N/mm] | STDV k [×106 N/mm] |
|---|---|---|---|---|---|---|---|---|---|---|
| GFRP-RT500 | 21,337 | 267 | 228 | 53 | 1.788 | 0.154 | 5.738 | 1.246 | 7.692 | 0.246 |
| GFRP-MAT450 | 10,238 | 1053 | 109 | 15 | 1.402 | 0.153 | 2.5 | 0.274 | 3.318 | 0.109 |
| Samples | E [MPa] | STDV E [MPa] | σcr [MPa] | STDV σc [MPa] | εr [%] | STDV εr [%] | Fr [kN] | STDV Fr [kN] | k [×106 N/mm] | STDV k [×106 N/mm] |
|---|---|---|---|---|---|---|---|---|---|---|
| GFRP-RT500 | 2925 | 186 | 165 | 23 | 24.15 | 0.119 | 7.59 | 1.255 | 13.392 | 0.555 |
| GFRP-MAT450 | 1556 | 106 | 90 | 50 | 20.48 | 0.078 | 3.93 | 0.678 | 7.047 | 0.231 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stanciu, M.D.; Drăghicescu, H.T.; Roșca, I.C. Mechanical Properties of GFRPs Exposed to Tensile, Compression and Tensile–Tensile Cyclic Tests. Polymers 2021, 13, 898. https://doi.org/10.3390/polym13060898
Stanciu MD, Drăghicescu HT, Roșca IC. Mechanical Properties of GFRPs Exposed to Tensile, Compression and Tensile–Tensile Cyclic Tests. Polymers. 2021; 13(6):898. https://doi.org/10.3390/polym13060898
Chicago/Turabian StyleStanciu, Mariana Domnica, Horațiu Teodorescu Drăghicescu, and Ioan Călin Roșca. 2021. "Mechanical Properties of GFRPs Exposed to Tensile, Compression and Tensile–Tensile Cyclic Tests" Polymers 13, no. 6: 898. https://doi.org/10.3390/polym13060898
APA StyleStanciu, M. D., Drăghicescu, H. T., & Roșca, I. C. (2021). Mechanical Properties of GFRPs Exposed to Tensile, Compression and Tensile–Tensile Cyclic Tests. Polymers, 13(6), 898. https://doi.org/10.3390/polym13060898