Recent Developments in Nanocellulose-Reinforced Rubber Matrix Composites: A Review




Abstract
1. Introduction
2. Conventional Rubber Fillers for Mechanical Reinforcement
2.1. Carbon Black (CB)

2.2. Silica
3. Nanocellulose as Promising Fillers

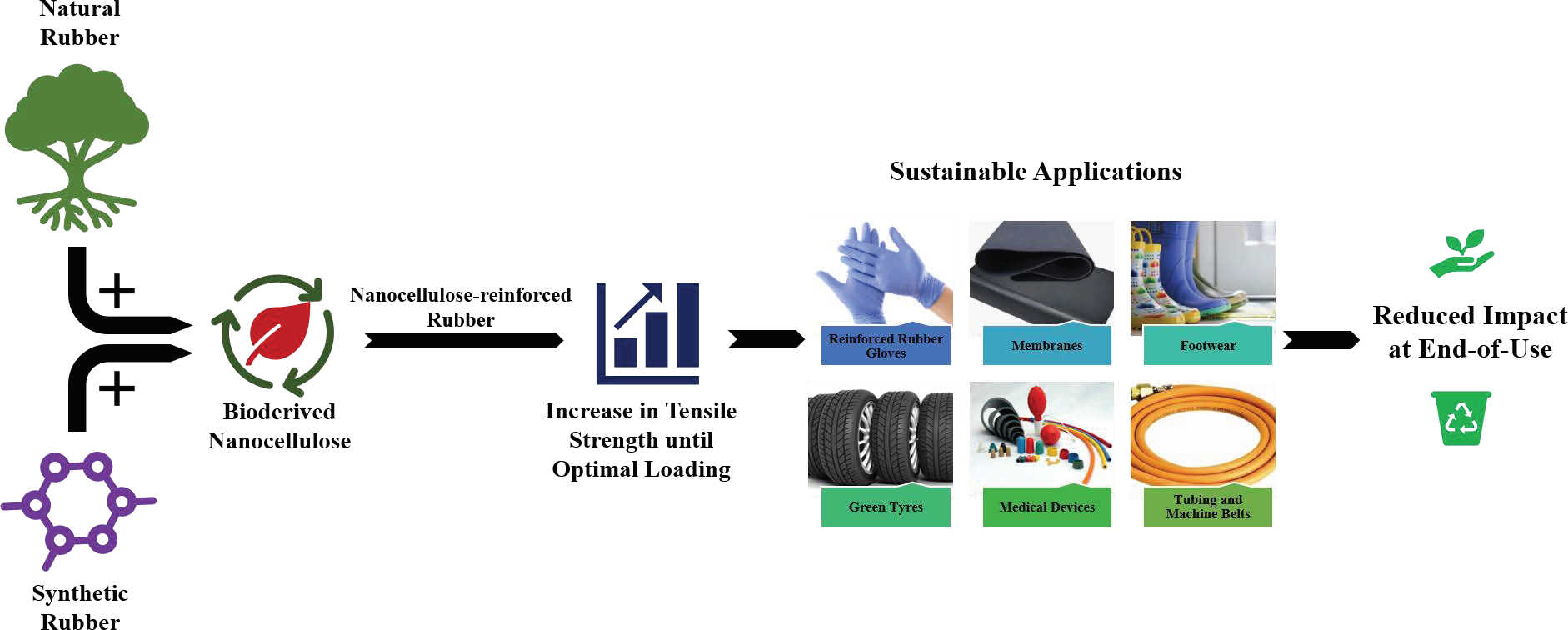
4. Nanocellulose Isolation Techniques
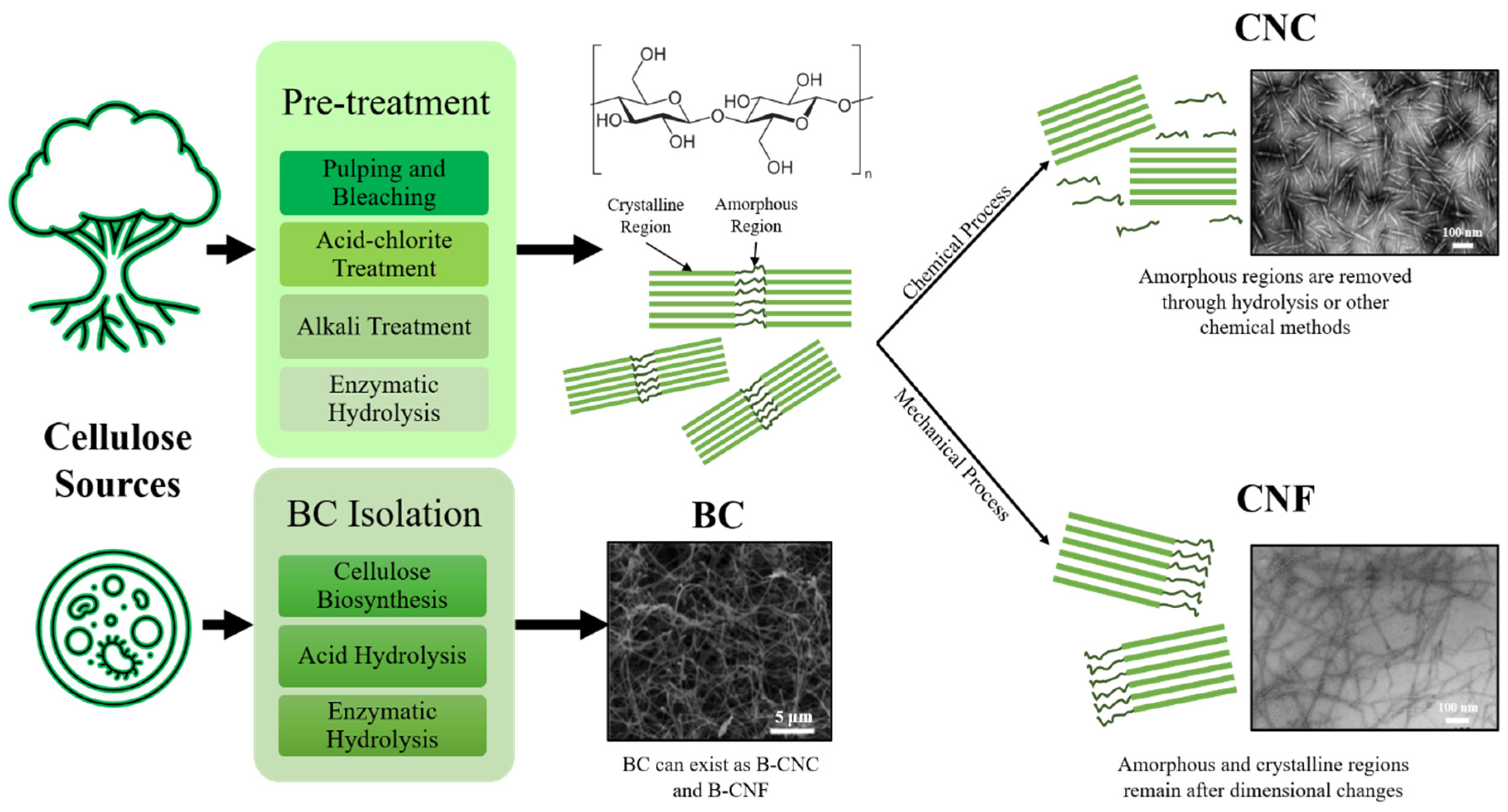
5. Properties Improvement of Nanocellulose-Reinforced Rubber Composites
5.1. Nanocellulose-Reinforced Natural Rubber Composites
5.2. Nanocellulose-Reinforced Synthetic Rubber Composites
6. Potential Applications of Nanocellulose-Reinforced Rubber Composites
7. Conclusions and Future Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Martău, G.A.; Mihai, M.; Vodnar, D.C. The Use of Chitosan, Alginate, and Pectin in the Biomedical and Food Sector-Biocompatibility, Bioadhesiveness, and Biodegradability. Polymers 2019, 11, 1837. [Google Scholar] [CrossRef] [PubMed]
- Thomas, P.; Duolikun, T.; Rumjit, N.P.; Moosavi, S.; Lai, C.W.; Bin Johan, M.R.; Fen, L.B. Comprehensive review on nanocellulose: Recent developments, challenges and future prospects. J. Mech. Behav. Biomed. Mater. 2020, 110, 103884. [Google Scholar] [CrossRef] [PubMed]
- Sharma, A.; Thakur, M.; Bhattacharya, M.; Mandal, T.; Goswami, S. Commercial application of cellulose nano-composites–A review. Biotechnol. Rep. 2019, 21, e00316. [Google Scholar] [CrossRef] [PubMed]
- Nunes, R.C.R. Rubber nanocomposites with nanocellulose. In Progress in Rubber Nanocomposites; Thomas, S., Maria, H.J., Eds.; Woodhead Publishing: Cambridge, UK, 2017; pp. 463–494. [Google Scholar]
- Trache, D.; Tarchoun, A.F.; Derradji, M.; Hamidon, T.S.; Masruchin, N.; Brosse, N.; Hussin, M.H. Nanocellulose: From Fundamentals to Advanced Applications. Front. Chem. 2020, 8, 1–33. [Google Scholar] [CrossRef] [PubMed]
- Abdul Salim, Z.A.S.; Hassan, A.; Ismail, H. A Review on Hybrid Fillers in Rubber Composites. Polym. Plast. Technol. 2018, 57, 523–539. [Google Scholar] [CrossRef]
- Kawano, M. Changing Resource-Based Manufacturing Industry: The Case of the Rubber Industry in Malaysia and Thailand. In Emerging States at Crossroads; Tsunekawa, K., Todo, Y., Eds.; Springer: Singapore, 2019; pp. 145–162. [Google Scholar]
- Feldman, D. Natural rubber nanocomposites. J. Macromol. Sci. A 2017, 54, 629–634. [Google Scholar] [CrossRef]
- Yamashita, S.; Takahashi, S. Molecular Mechanisms of Natural Rubber Biosynthesis. Annu. Rev. Biochem. 2020, 89, 821–851. [Google Scholar] [CrossRef]
- Men, X.; Wang, F.; Chen, G.-Q.; Zhang, H.-B.; Xian, M. Biosynthesis of Natural Rubber: Current State and Perspectives. Int. J. Mol. Sci. 2019, 20, 50. [Google Scholar] [CrossRef]
- Tang, C.; Yang, M.; Fang, Y.; Luo, Y.; Gao, S.; Xiao, X.; An, Z.; Zhou, B.; Zhang, B.; Tan, X.; et al. The rubber tree genome reveals new insights into rubber production and species adaptation. Nat. Plants 2016, 2, 16073. [Google Scholar] [CrossRef]
- Soratana, K.; Rasutis, D.; Azarabadi, H.; Eranki, P.L.; Landis, A.E. Guayule as an alternative source of natural rubber: A comparative life cycle assessment with Hevea and synthetic rubber. J. Clean Prod. 2017, 159, 271–280. [Google Scholar] [CrossRef]
- Ramirez-Cadavid, D.A.; Cornish, K.; Michel, F.C. Taraxacum kok-saghyz (TK): Compositional analysis of a feedstock for natural rubber and other bioproducts. Ind. Crops Prod. 2017, 107, 624–640. [Google Scholar] [CrossRef]
- Sarkar, P.; Bhowmick, A.K. Sustainable rubbers and rubber additives. J. Appl. Polym. Sci. 2018, 135, 45701. [Google Scholar] [CrossRef]
- Ibrahim, S.; Othman, N.; Sreekantan, S.; Tan, K.S.; Mohd Nor, Z.; Ismail, H. Preparation and Characterization of Low-Molecular-Weight Natural Rubber Latex via Photodegradation Catalyzed by Nano TiO2. Polymers 2018, 10, 1216. [Google Scholar] [CrossRef] [PubMed]
- Samsuri, A. Degradation of Natural Rubber and Synthetic Elastomers. In Shreir’s Corrosion; Richardson, T., Ed.; Elsevier: Amsterdam, The Netherlands, 2010; Volume 3, pp. 2407–2438. [Google Scholar]
- Song, K. Micro- and nano-fillers used in the rubber industry. In Progress in Rubber Nanocomposites; Thomas, S., Maria, H.J., Eds.; Woodhead Publishing: Cambridge, UK, 2017; pp. 41–80. [Google Scholar]
- Masłowski, M.; Miedzianowska, J.; Strzelec, K. Natural Rubber Composites Filled with Crop Residues as an Alternative to Vulcanizates with Common Fillers. Polymers 2019, 11, 972. [Google Scholar] [CrossRef]
- Fan, Y.; Fowler, G.D.; Zhao, M. The past, present and future of carbon black as a rubber reinforcing filler—A review. J. Clean Prod. 2020, 247, 119115. [Google Scholar] [CrossRef]
- Zhong, B.; Jia, Z.; Luo, Y.; Jia, D.; Liu, F. Understanding the effect of filler shape induced immobilized rubber on the interfacial and mechanical strength of rubber composites. Polym. Test. 2017, 58, 31–39. [Google Scholar] [CrossRef]
- Mermet-Guyennet, M.R.B.; Gianfelice de Castro, J.; Varol, H.S.; Habibi, M.; Hosseinkhani, B.; Martzel, N.; Sprik, R.; Denn, M.M.; Zaccone, A.; Parekh, S.H.; et al. Size-dependent reinforcement of composite rubbers. Polymer 2015, 73, 170–173. [Google Scholar] [CrossRef]
- Bokobza, L. Natural Rubber Nanocomposites: A Review. Nanomaterials 2018, 9, 12. [Google Scholar] [CrossRef]
- Barrera, C.S.; Cornish, K. Processing and mechanical properties of natural rubber/waste-derived nano filler composites compared to macro and micro filler composites. Ind. Crops Prod. 2017, 107, 217–231. [Google Scholar] [CrossRef]
- Khan, I.; Bhat, A.H. Micro and Nano Calcium Carbonate Filled Natural Rubber Composites and Nanocomposites. In Natural Rubber Materials: Composites and Nanocomposites; Thomas, S., Chan, C.H., Pothen, L., Joy, J., Maria, H., Eds.; The Royal Society of Chemistry: Cambridge, UK, 2013; Volume 2, pp. 467–487. [Google Scholar]
- Sinclair, A.; Zhou, X.; Tangpong, S.; Bajwa, D.S.; Quadir, M.; Jiang, L. High-Performance Styrene-Butadiene Rubber Nanocomposites Reinforced by Surface-Modified Cellulose Nanofibers. ACS Omega 2019, 4, 13189–13199. [Google Scholar] [CrossRef]
- Fumagalli, M.; Berriot, J.; de Gaudemaris, B.; Veyland, A.; Putaux, J.-L.; Molina-Boisseau, S.; Heux, L. Rubber materials from elastomers and nanocellulose powders: Filler dispersion and mechanical reinforcement. Soft Matter 2018, 14, 2638–2648. [Google Scholar] [CrossRef] [PubMed]
- Rattanasom, N.; Prasertsri, S.; Ruangritnumchai, T. Comparison of the mechanical properties at similar hardness level of natural rubber filled with various reinforcing-fillers. Polym. Test. 2009, 28, 8–12. [Google Scholar] [CrossRef]
- Jiang, W.; Gu, J. Nanocrystalline cellulose isolated from different renewable sources to fabricate natural rubber composites with outstanding mechanical properties. Cellulose 2020, 27, 5801–5813. [Google Scholar] [CrossRef]
- Sahakaro, K. Mechanism of reinforcement using nanofillers in rubber nanocomposites. In Progress in Rubber Nanocomposites; Thomas, S., Maria, H.J., Eds.; Woodhead Publishing: Cambridge, UK, 2017; pp. 81–113. [Google Scholar]
- Farida, E.; Bukit, N.; Ginting, E.M.; Bukit, B.F. The effect of carbon black composition in natural rubber compound. Case Stud. Therm. Eng. 2019, 16, 100566. [Google Scholar] [CrossRef]
- Balasooriya, W.; Schrittesser, B.; Pinter, G.; Schwarz, T.; Conzatti, L. The Effect of the Surface Area of Carbon Black Grades on HNBR in Harsh Environments. Polymers 2019, 11, 61. [Google Scholar] [CrossRef]
- Singh, M.; Vander Wal, R.L. Nanostructure Quantification of Carbon Blacks. J. Carbon Res. 2019, 5, 2. [Google Scholar] [CrossRef]
- Bera, M.; Gupta, P.; Maji, P. Structural/Load-Bearing Characteristics of Polymer–Carbon Composites. In Carbon-Containing Polymer Composites; Mostafizur, R., Dipak, K., Ali Kanakhir, A., Eds.; Springer: Singapore, 2018; pp. 457–502. [Google Scholar]
- Savetlana, S.; Zulhendri; Sukmana, I.; Saputra, F.A. The effect of carbon black loading and structure on tensile property of natural rubber composite. IOP Conf. Ser. Mater. Sci. Eng. 2017, 223, 012009. [Google Scholar] [CrossRef]
- Hess, W.M.; McDonald, G.C. Improved Particle Size Measurements on Pigments for Rubber. Rubber Chem. Technol. 1983, 56, 892–917. [Google Scholar] [CrossRef]
- Wang, M.-J.; Gray, C.A.; Reznek, S.A.; Mahmud, K.; Kutsovsky, Y. Carbon Black. In Kirk-Othmer Encyclopedia of Chemical Technology; John Wiley & Sons: Hoboken, NJ, USA, 2003; Volume 4, pp. 761–803. [Google Scholar]
- Sarkawi, S.; Kaewsakul, W.; Sahakaro, K.; Dierkes, W.; Noordermeer, J. A Review on Reinforcement of Natural Rubber by Silica Fillers for Use in Low-Rolling Resistance Tires. J. Rubber Res. 2015, 18, 203–233. [Google Scholar]
- van Hoek, J.W.; Heideman, G.; Noordermeer, J.W.M.; Dierkes, W.K.; Blume, A. Implications of the Use of Silica as Active Filler in Passenger Car Tire Compounds on Their Recycling Options. Materials 2019, 12, 725. [Google Scholar] [CrossRef]
- Qu, L.; Wang, L.; Xie, X.; Yu, G.; Bu, S. Contribution of silica–rubber interactions on the viscoelastic behaviors of modified solution polymerized styrene butadiene rubbers (M-S-SBRs) filled with silica. RSC Adv. 2014, 4, 64354–64363. [Google Scholar] [CrossRef]
- Majesté, J.-C.; Vincent, F. A kinetic model for silica-filled rubber reinforcement. J. Rheol. 2015, 59, 405–427. [Google Scholar] [CrossRef]
- Kaewsakul, W.; Sahakaro, K.; Dierkes, W.; Noordermeer, J. Optimization of rubber formulation for silica-reinforced natural rubber compounds. Rubber Chem. Technol. 2013, 86, 313–329. [Google Scholar] [CrossRef]
- Bansod, N.D.; Kapgate, B.P.; Maji, P.K.; Bandyopadhyay, A.; Das, C. Functionalization of EPDM Rubber toward Better Silica Dispersion and Reinforcement. Rubber Chem. Technol. 2018, 92, 219–236. [Google Scholar] [CrossRef]
- Maghami, S.; Dierkes, W.K.; Noordermeer, J.W.M. Functionalized SBRs in Silica-reinforced Tire Thread Compounds: Evidence for Interactions between Silica Filler and Zinc Oxide. Rubber Chem. Technol. 2016, 89, 559–572. [Google Scholar] [CrossRef]
- Qu, L.; Yu, G.; Wang, L.; Li, C.; Zhao, Q.; Li, J. Effect of filler–elastomer interactions on the mechanical and nonlinear viscoelastic behaviors of chemically modified silica-reinforced solution-polymerized styrene butadiene rubber. J. Appl. Polym. Sci. 2012, 126, 116–126. [Google Scholar] [CrossRef]
- Qian, M.; Huang, W.; Wang, J.; Wang, X.; Liu, W.; Zhu, Y. Surface Treatment Effects on the Mechanical Properties of Silica Carbon Black Reinforced Natural Rubber/Butadiene Rubber Composites. Polymers 2019, 11, 1763. [Google Scholar] [CrossRef]
- Jansomboon, W.; Loykulnant, S.; Kongkachuichay, P.; Dittanet, P.; Prapainainar, P. Electron beam radiation curing of natural rubber filled with silica-graphene mixture prepared by latex mixing. Ind. Crops Prod. 2019, 141, 111789. [Google Scholar] [CrossRef]
- Li, Y.; Han, B.; Wen, S.; Lu, Y.; Yang, H.; Zhang, L.; Liu, L. Effect of the temperature on surface modification of silica and properties of modified silica filled rubber composites. Compos. Part A Appl. Sci. Manuf. 2014, 62, 52–59. [Google Scholar] [CrossRef]
- Szymańska-Chargot, M.; Cieśla, J.; Chylińska, M.; Gdula, K.; Pieczywek, P.M.; Kozioł, A.; Cieślak, K.J.; Zdunek, A. Effect of ultrasonication on physicochemical properties of apple based nanocellulose-calcium carbonate composites. Cellulose 2018, 25, 4603–4621. [Google Scholar] [CrossRef]
- Blanco, A.; Monte, M.C.; Campano, C.; Balea, A.; Merayo, N.; Negro, C. Nanocellulose for Industrial Use: Cellulose Nanofibers (CNF), Cellulose Nanocrystals (CNC), and Bacterial Cellulose (BC). In Handbook of Nanomaterials for Industrial Applications; Mustansar Hussain, C., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 74–126. [Google Scholar]
- Thakur, M.K.; Thakur, V.K.; Prasanth, R. Nanocellulose-Based Polymer Nanocomposites: An Introduction. In Nanocellulose Polymer Nanocomposites; Thakur, V.K., Ed.; Scrivener Publishing: Hoboken, NJ, USA, 2014; pp. 1–15. [Google Scholar]
- Michelin, M.; Gomes, D.G.; Romaní, A.; Polizeli, M.d.L.T.M.; Teixeira, J.A. Nanocellulose Production: Exploring the Enzymatic Route and Residues of Pulp and Paper Industry. Molecules 2020, 25, 3411. [Google Scholar] [CrossRef] [PubMed]
- Gopi, S.; Balakrishnan, P.; Chandradhara, D.; Poovathankandy, D.; Thomas, S. General scenarios of cellulose and its use in the biomedical field. Mater. Today Chem. 2019, 13, 59–78. [Google Scholar] [CrossRef]
- George, J.; Sabapathi, S.N. Cellulose nanocrystals: Synthesis, functional properties, and applications. Nanotechnol. Sci. Appl. 2015, 8, 45–54. [Google Scholar] [CrossRef] [PubMed]
- Hindi, S. The Interconvertiblity of Cellulose’s Allomorphs. Int. J. Innov. Res. Sci. Eng. Technol. 2017, 6, 715–722. [Google Scholar]
- Mukarakate, C.; Mittal, A.; Ciesielski, P.N.; Budhi, S.; Thompson, L.; Iisa, K.; Nimlos, M.R.; Donohoe, B.S. Influence of Crystal Allomorph and Crystallinity on the Products and Behavior of Cellulose during Fast Pyrolysis. ACS Sustain. Chem. Eng. 2016, 4, 4662–4674. [Google Scholar] [CrossRef]
- Miyashiro, D.; Hamano, R.; Umemura, K. A Review of Applications Using Mixed Materials of Cellulose, Nanocellulose and Carbon Nanotubes. Nanomaterials 2020, 10, 186. [Google Scholar] [CrossRef] [PubMed]
- Jonoobi, M.; Oladi, R.; Davoudpour, Y.; Oksman, K.; Dufresne, A.; Hamzeh, Y.; Davoodi, R. Different preparation methods and properties of nanostructured cellulose from various natural resources and residues: A review. Cellulose 2015, 22, 935–969. [Google Scholar] [CrossRef]
- Mokhena, T.C.; Sefadi, J.S.; Sadiku, E.R.; John, M.; Mochane, M.J.; Mtibe, A. Thermoplastic Processing of PLA/Cellulose Nanomaterials Composites. Polymers 2018, 10, 1363. [Google Scholar] [CrossRef]
- Bregado, J.L.; Secchi, A.R.; Tavares, F.W.; de Sousa Rodrigues, D.; Gambetta, R. Amorphous paracrystalline structures from native crystalline cellulose: A molecular dynamics protocol. Fluid Phase Equilib. 2019, 491, 56–76. [Google Scholar] [CrossRef]
- Paniz, O.G.; Pereira, C.M.P.; Pacheco, B.S.; Wolke, S.I.; Maron, G.K.; Mansilla, A.; Colepicolo, P.; Orlandi, M.O.; Osorio, A.G.; Carreño, N.L.V. Cellulosic material obtained from Antarctic algae biomass. Cellulose 2020, 27, 113–126. [Google Scholar] [CrossRef]
- Wahlström, N.; Edlund, U.; Pavia, H.; Toth, G.; Jaworski, A.; Pell, A.J.; Choong, F.X.; Shirani, H.; Nilsson, K.P.R.; Richter-Dahlfors, A. Cellulose from the green macroalgae Ulva lactuca: Isolation, characterization, optotracing, and production of cellulose nanofibrils. Cellulose 2020, 27, 3707–3725. [Google Scholar] [CrossRef]
- Choi, S.M.; Shin, E.J. The Nanofication and Functionalization of Bacterial Cellulose and Its Applications. Nanomaterials 2020, 10, 406. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.-H.; Mao, H.-L.; Wang, S.-S.; Deng, J.-C.; Chen, D.-L.; Li, M. Ecofriendly green biosynthesis of bacterial cellulose by Komagataeibacter xylinus B2-1 using the shell extract of Sapindus mukorossi Gaertn. as culture medium. Cellulose 2020, 27, 1255–1272. [Google Scholar] [CrossRef]
- Gorgieva, S.; Trček, J. Bacterial Cellulose: Production, Modification and Perspectives in Biomedical Applications. Nanomaterials 2019, 9, 1352. [Google Scholar] [CrossRef]
- Ng, H.-M.; Sin, L.T.; Tee, T.-T.; Bee, S.-T.; Hui, D.; Low, C.-Y.; Rahmat, A.R. Extraction of cellulose nanocrystals from plant sources for application as reinforcing agent in polymers. Compos. Part B Eng. 2015, 75, 176–200. [Google Scholar] [CrossRef]
- Solala, I.; Iglesias, M.C.; Peresin, M.S. On the potential of lignin-containing cellulose nanofibrils (LCNFs): A review on properties and applications. Cellulose 2020, 27, 1853–1877. [Google Scholar] [CrossRef]
- Dunlop, M.J.; Acharya, B.; Bissessur, R. Isolation of nanocrystalline cellulose from tunicates. J. Environ. Chem. Eng. 2018, 6, 4408–4412. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, J. Excellent chemical and material cellulose from tunicates: Diversity in cellulose production yield and chemical and morphological structures from different tunicate species. Cellulose 2014, 21, 3427–3441. [Google Scholar] [CrossRef]
- Abitbol, T.; Rivkin, A.; Cao, Y.; Nevo, Y.; Abraham, E.; Ben-Shalom, T.; Lapidot, S.; Shoseyov, O. Nanocellulose, a tiny fiber with huge applications. Curr. Opin. Biotechnol. 2016, 39, 76–88. [Google Scholar] [CrossRef]
- Kargarzadeh, H.; Ioelovich, M.; Ahmad, I.; Thomas, S.; Dufresne, A. Methods for Extraction of Nanocellulose from Various Sources. In Handbook of Nanocellulose and Cellulose Nanocomposites; Kargarzadeh, H., Ahmad, I., Thomas, S., Dufresne, A., Eds.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2017; Volume 1, pp. 1–49. [Google Scholar]
- Patel, D.K.; Dutta, S.D.; Lim, K.-T. Nanocellulose-based polymer hybrids and their emerging applications in biomedical engineering and water purification. RSC Adv. 2019, 9, 19143–19162. [Google Scholar] [CrossRef]
- Lee, K.-Y.; Aitomäki, Y.; Berglund, L.A.; Oksman, K.; Bismarck, A. On the use of nanocellulose as reinforcement in polymer matrix composites. Compos. Sci. Technol. 2014, 105, 15–27. [Google Scholar] [CrossRef]
- Zinge, C.; Kandasubramanian, B. Nanocellulose based biodegradable polymers. Eur. Polym. J. 2020, 133, 109758. [Google Scholar] [CrossRef]
- Dominic, M.; Joseph, R.; Sabura Begum, P.M.; Kanoth, B.P.; Chandra, J.; Thomas, S. Green tire technology: Effect of rice husk derived nanocellulose (RHNC) in replacing carbon black (CB) in natural rubber (NR) compounding. Carbohydr. Polym. 2020, 230, 115620. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Barhoum, A.; Xiaoqing, C.; Li, H.; Samyn, P. Cellulose Nanofibers: Fabrication and Surface Functionalization Techniques. In Handbook of Nanofibers; Barhoum, A., Bechelany, M., Makhlouf, A.S.H., Eds.; Springer Nature Switzerland AG: Cham, Switzerland, 2019; pp. 409–449. [Google Scholar]
- Gopakumar, D.A.; Thomas, S.; Grohens, Y. Nanocelluloses as Innovative Polymers for Membrane Applications. In Multifunctional Polymeric Nanocomposites Based on Cellulosic Reinforcements; Puglia, D., Fortunati, E., Kenny, J.M., Eds.; William Andrew Publishing: Norwich, NY, USA, 2016; pp. 253–275. [Google Scholar]
- Supramaniam, J.; Wong, S.K.; Leo, B.F.; Tan, L.T.H.; Goh, B.H.; Tang, S.Y. Unravelling the Swelling Behaviour and Antibacterial Activity of Palm Cellulose Nanofiber-based Metallic Nanocomposites. IOP Conf. Ser. Mater. Sci. Eng. 2020, 778, 012027. [Google Scholar] [CrossRef]
- Stanisławska, A. Bacterial Nanocellulose as a Microbiological Derived Nanomaterial. Adv. Mater. Sci. 2016, 16, 45–57. [Google Scholar] [CrossRef]
- Klemm, D.; Cranston, E.D.; Fischer, D.; Gama, M.; Kedzior, S.A.; Kralisch, D.; Kramer, F.; Kondo, T.; Lindström, T.; Nietzsche, S.; et al. Nanocellulose as a natural source for groundbreaking applications in materials science: Today’s state. Mater. Today 2018, 21, 720–748. [Google Scholar] [CrossRef]
- Siró, I.; Plackett, D. Microfibrillated cellulose and new nanocomposite materials: A review. Cellulose 2010, 17, 459–494. [Google Scholar] [CrossRef]
- Kucharska, K.; Rybarczyk, P.; Hołowacz, I.; Łukajtis, R.; Glinka, M.; Kamiński, M. Pretreatment of Lignocellulosic Materials as Substrates for Fermentation Processes. Molecules 2018, 23, 2937. [Google Scholar] [CrossRef]
- Ahmad, E.; Pant, K.K. Lignin Conversion: A Key to the Concept of Lignocellulosic Biomass-Based Integrated Biorefinery. In Waste Biorefinery; Bhaskar, T., Pandey, A., Mohan, S.V., Lee, D.-J., Khanal, S.K., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 409–444. [Google Scholar]
- Watkins, D.; Nuruddin, M.; Hosur, M.; Tcherbi-Narteh, A.; Jeelani, S. Extraction and characterization of lignin from different biomass resources. J. Mater. Res. Technol. 2015, 4, 26–32. [Google Scholar] [CrossRef]
- Martelli-Tosi, M.; Torricillas, M.d.S.; Martins, M.A.; Assis, O.B.G.d.; Tapia-Blácido, D.R. Using Commercial Enzymes to Produce Cellulose Nanofibers from Soybean Straw. J. Nanomater. 2016, 2016, 8106814. [Google Scholar] [CrossRef]
- Kumar, A.K.; Sharma, S. Recent updates on different methods of pretreatment of lignocellulosic feedstocks: A review. Bioresour. Bioprocess. 2017, 4, 7. [Google Scholar] [CrossRef] [PubMed]
- Baruah, J.; Nath, B.K.; Sharma, R.; Kumar, S.; Deka, R.C.; Baruah, D.C.; Kalita, E. Recent Trends in the Pretreatment of Lignocellulosic Biomass for Value-Added Products. Front. Energy Res. 2018, 6, 1–19. [Google Scholar] [CrossRef]
- Sofla, M.R.K.; Brown, R.J.; Tsuzuki, T.; Rainey, T.J. A comparison of cellulose nanocrystals and cellulose nanofibres extracted from bagasse using acid and ball milling methods. Adv. Nat. Sci-Nanosci. 2016, 7, 035004. [Google Scholar] [CrossRef]
- Beltramino, F.; Roncero, M.B.; Torres, A.L.; Vidal, T.; Valls, C. Optimization of sulfuric acid hydrolysis conditions for preparation of nanocrystalline cellulose from enzymatically pretreated fibers. Cellulose 2016, 23, 1777–1789. [Google Scholar] [CrossRef]
- Houfani, A.A.; Anders, N.; Spiess, A.C.; Baldrian, P.; Benallaoua, S. Insights from enzymatic degradation of cellulose and hemicellulose to fermentable sugars—A review. Biomass Bioenergy 2020, 134, 105481. [Google Scholar] [CrossRef]
- Arfi, Y.; Shamshoum, M.; Rogachev, I.; Peleg, Y.; Bayer, E.A. Integration of bacterial lytic polysaccharide monooxygenases into designer cellulosomes promotes enhanced cellulose degradation. Proc. Natl. Acad. Sci. USA 2014, 111, 9109. [Google Scholar] [CrossRef]
- Carlsson, D.O.; Lindh, J.; Nyholm, L.; Strømme, M.; Mihranyan, A. Cooxidant-free TEMPO-mediated oxidation of highly crystalline nanocellulose in water. RSC Adv. 2014, 4, 52289–52298. [Google Scholar] [CrossRef]
- Mhd Haniffa, M.A.C.; Ching, Y.C.; Chuah, C.H.; Yong Ching, K.; Nazri, N.; Abdullah, L.C.; Nai-Shang, L. Effect of TEMPO-oxidization and rapid cooling on thermo-structural properties of nanocellulose. Carbohydr. Polym. 2017, 173, 91–99. [Google Scholar] [CrossRef]
- Low, L.E.; Wong, S.K.; Tang, S.Y.; Chew, C.L.; De Silva, H.A.; Lee, J.M.V.; Hoo, C.H.; Kenrick, K. Production of highly uniform Pickering emulsions by novel high-intensity ultrasonic tubular reactor (HUTR). Ultrason. Sonochem. 2019, 54, 121–128. [Google Scholar] [CrossRef]
- Zheng, D.; Zhang, Y.; Guo, Y.; Yue, J. Isolation and Characterization of Nanocellulose with a Novel Shape from Walnut (Juglans Regia L.) Shell Agricultural Waste. Polymers 2019, 11, 1130. [Google Scholar] [CrossRef]
- Ma, Y.; Xia, Q.; Liu, Y.; Chen, W.; Liu, S.; Wang, Q.; Liu, Y.; Li, J.; Yu, H. Production of Nanocellulose Using Hydrated Deep Eutectic Solvent Combined with Ultrasonic Treatment. ACS Omega 2019, 4, 8539–8547. [Google Scholar] [CrossRef] [PubMed]
- Shojaeiarani, J.; Bajwa, D.; Holt, G. Sonication amplitude and processing time influence the cellulose nanocrystals morphology and dispersion. Nanocomposites 2020, 6, 41–46. [Google Scholar] [CrossRef]
- Zhuo, X.; Liu, C.; Pan, R.; Dong, X.; Li, Y. Nanocellulose Mechanically Isolated from Amorpha fruticosa Linn. ACS Sustain. Chem. Eng. 2017, 5, 4414–4420. [Google Scholar] [CrossRef]
- Ang, S.; Haritos, V.; Batchelor, W. Effect of refining and homogenization on nanocellulose fiber development, sheet strength and energy consumption. Cellulose 2019, 26, 4767–4786. [Google Scholar] [CrossRef]
- Taheri, H.; Samyn, P. Effect of homogenization (microfluidization) process parameters in mechanical production of micro- and nanofibrillated cellulose on its rheological and morphological properties. Cellulose 2016, 23, 1221–1238. [Google Scholar] [CrossRef]
- Angel, N.; Guo, L.; Yan, F.; Wang, H.; Kong, L. Effect of processing parameters on the electrospinning of cellulose acetate studied by response surface methodology. J. Agr. Food Res. 2020, 2, 100015. [Google Scholar] [CrossRef]
- Prasanth, R.; Nageswaran, S.; Thakur, V.K.; Ahn, J.-H. Electrospinning of Cellulose: Process and Applications. In Nanocellulose Polymer Nanocomposites; Thakur, V.K., Ed.; Scrivener Publishing: Hoboken, NY, USA, 2014; pp. 311–340. [Google Scholar]
- Ho, T.T.T.; Abe, K.; Zimmermann, T.; Yano, H. Nanofibrillation of pulp fibers by twin-screw extrusion. Cellulose 2015, 22, 421–433. [Google Scholar] [CrossRef]
- Rol, F.; Karakashov, B.; Nechyporchuk, O.; Terrien, M.; Meyer, V.; Dufresne, A.; Belgacem, M.N.; Bras, J. Pilot-Scale Twin Screw Extrusion and Chemical Pretreatment as an Energy-Efficient Method for the Production of Nanofibrillated Cellulose at High Solid Content. ACS Sustain. Chem. Eng. 2017, 5, 6524–6531. [Google Scholar] [CrossRef]
- Rol, F.; Vergnes, B.; El Kissi, N.; Bras, J. Nanocellulose Production by Twin-Screw Extrusion: Simulation of the Screw Profile To Increase the Productivity. ACS Sustain. Chem. Eng. 2020, 8, 50–59. [Google Scholar] [CrossRef]
- Rol, F.; Saini, S.; Meyer, V.; Petit-Conil, M.; Bras, J. Production of cationic nanofibrils of cellulose by twin-screw extrusion. Ind. Crops Prod. 2019, 137, 81–88. [Google Scholar] [CrossRef]
- Debiagi, F.; Faria-Tischer, P.C.S.; Mali, S. A Green Approach Based on Reactive Extrusion to Produce Nanofibrillated Cellulose from Oat Hull. Waste Biomass Valor. 2020, 1–10. [Google Scholar] [CrossRef]
- Jacek, P.; Dourado, F.; Gama, M.; Bielecki, S. Molecular aspects of bacterial nanocellulose biosynthesis. Microb. Biotechnol. 2019, 12, 633–649. [Google Scholar] [CrossRef]
- Wang, S.-S.; Han, Y.-H.; Chen, J.-L.; Zhang, D.-C.; Shi, X.-X.; Ye, Y.-X.; Chen, D.-L.; Li, M. Insights into Bacterial Cellulose Biosynthesis from Different Carbon Sources and the Associated Biochemical Transformation Pathways in Komagataeibacter sp. W1. Polymers 2018, 10, 963. [Google Scholar] [CrossRef]
- Singhsa, P.; Narain, R.; Manuspiya, H. Bacterial Cellulose Nanocrystals (BCNC) Preparation and Characterization from Three Bacterial Cellulose Sources and Development of Functionalized BCNCs as Nucleic Acid Delivery Systems. ACS Appl. Nano. Mater. 2018, 1, 209–221. [Google Scholar] [CrossRef]
- Rovera, C.; Ghaani, M.; Santo, N.; Trabattoni, S.; Olsson, R.T.; Romano, D.; Farris, S. Enzymatic Hydrolysis in the Green Production of Bacterial Cellulose Nanocrystals. ACS Sustain. Chem. Eng. 2018, 6, 7725–7734. [Google Scholar] [CrossRef]
- Reiniati, I.; Hrymak, A.N.; Margaritis, A. Recent developments in the production and applications of bacterial cellulose fibers and nanocrystals. Crit. Rev. Biotechnol. 2017, 37, 510–524. [Google Scholar] [CrossRef] [PubMed]
- Ribeiro, R.S.A.; Pohlmann, B.C.; Calado, V.; Bojorge, N.; Pereira, N., Jr. Production of nanocellulose by enzymatic hydrolysis: Trends and challenges. Eng. Life Sci. 2019, 19, 279–291. [Google Scholar] [CrossRef]
- Domingues, A.A.; Pereira, F.V.; Sierakowski, M.R.; Rojas, O.J.; Petri, D.F.S. Interfacial properties of cellulose nanoparticles obtained from acid and enzymatic hydrolysis of cellulose. Cellulose 2016, 23, 2421–2437. [Google Scholar] [CrossRef]
- Cicero, S.; Fuentes, J.D.; Torabi, A.R. Using the Equivalent Material Concept and the Average Strain Energy Density to Analyse the Fracture Behaviour of Structural Materials. Appl. Sci. 2020, 10, 1601. [Google Scholar] [CrossRef]
- Koblar, D.; Skofic, J.; Boltezar, M. Evaluation of the Young′s Modulus of Rubber-Like Materials Bonded to Rigid Surfaces with Respect to Poisson’s Ratio. Stroj. Vestn. J. Mech. Eng. 2014, 60, 506–511. [Google Scholar] [CrossRef]
- Flauzino Neto, W.P.; Mariano, M.; da Silva, I.S.V.; Silvério, H.A.; Putaux, J.-L.; Otaguro, H.; Pasquini, D.; Dufresne, A. Mechanical properties of natural rubber nanocomposites reinforced with high aspect ratio cellulose nanocrystals isolated from soy hulls. Carbohydr. Polym. 2016, 153, 143–152. [Google Scholar] [CrossRef] [PubMed]
- Kato, H.; Nakatsubo, F.; Abe, K.; Yano, H. Crosslinking via sulfur vulcanization of natural rubber and cellulose nanofibers incorporating unsaturated fatty acids. RSC Adv. 2015, 5, 29814–29819. [Google Scholar] [CrossRef]
- Zhang, B.; Huang, C.; Zhao, H.; Wang, J.; Yin, C.; Zhang, L.; Zhao, Y. Effects of Cellulose Nanocrystals and Cellulose Nanofibers on the Structure and Properties of Polyhydroxybutyrate Nanocomposites. Polymers 2019, 11, 2063. [Google Scholar] [CrossRef] [PubMed]
- Kulshrestha, U.; Gupta, T.; Kumawat, P.; Jaiswal, H.; Ghosh, S.B.; Sharma, N.N. Cellulose nanofibre enabled natural rubber composites: Microstructure, curing behaviour and dynamic mechanical properties. Polym. Test. 2020, 90, 106676. [Google Scholar] [CrossRef]
- Cao, L.; Huang, J.; Chen, Y. Dual Cross-linked Epoxidized Natural Rubber Reinforced by Tunicate Cellulose Nanocrystals with Improved Strength and Extensibility. ACS Sustain. Chem. Eng. 2018, 6, 14802–14811. [Google Scholar] [CrossRef]
- Parambath Kanoth, B.; Claudino, M.; Johansson, M.; Berglund, L.A.; Zhou, Q. Biocomposites from Natural Rubber: Synergistic Effects of Functionalized Cellulose Nanocrystals as Both Reinforcing and Cross-Linking Agents via Free-Radical Thiol–ene Chemistry. ACS Appl. Mater. Interfaces 2015, 7, 16303–16310. [Google Scholar] [CrossRef]
- Jardin, J.M.; Zhang, Z.; Hu, G.; Tam, K.C.; Mekonnen, T.H. Reinforcement of rubber nanocomposite thin sheets by percolation of pristine cellulose nanocrystals. Int. J. Biol. Macromol. 2020, 152, 428–436. [Google Scholar] [CrossRef]
- Yu, P.; He, H.; Luo, Y.; Jia, D.; Dufresne, A. Reinforcement of Natural Rubber: The Use of in Situ Regenerated Cellulose from Alkaline–Urea–Aqueous System. Macromolecules 2017, 50, 7211–7221. [Google Scholar] [CrossRef]
- Dominic, M.; Joseph, R.; Begum, P.M.S.; Joseph, M.; Padmanabhan, D.; Morris, L.A.; Kumar, A.S.; Formela, K. Cellulose Nanofibers Isolated from the Cuscuta Reflexa Plant as a Green Reinforcement of Natural Rubber. Polymers 2020, 12, 814. [Google Scholar] [CrossRef]
- Abraham, E.; Thomas, M.S.; John, C.; Pothen, L.A.; Shoseyov, O.; Thomas, S. Green nanocomposites of natural rubber/nanocellulose: Membrane transport, rheological and thermal degradation characterisations. Ind. Crops Prod. 2013, 51, 415–424. [Google Scholar] [CrossRef]
- Kitamura, Y.; Okada, K.; Masunaga, H.; Hikosaka, M. Role of strain rate in the strain-induced crystallization (SIC) of natural and synthetic isoprene rubber. Polym. J. 2019, 51, 221–226. [Google Scholar] [CrossRef]
- Candau, N.; Chazeau, L.; Chenal, J.-M.; Gauthier, C.; Munch, E. A comparison of the abilities of natural rubber (NR) and synthetic polyisoprene cis-1,4 rubber (IR) to crystallize under strain at high strain rates. Phys. Chem. Chem. Phys. 2016, 18, 3472–3481. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Li, C.; Gu, J. Effects of MAH/St grafted nanocellulose on the properties of carbon reinforced styrene butadiene rubber. J. Polym. Eng. 2019, 39, 450–458. [Google Scholar] [CrossRef]
- Wang, J.; Jia, H.; Zhang, J.; Ding, L.; Huang, Y.; Sun, D.; Gong, X. Bacterial cellulose whisker as a reinforcing filler for carboxylated acrylonitrile-butadiene rubber. J. Mater. Sci. 2014, 49, 6093–6101. [Google Scholar] [CrossRef]
- Rajisha, K.R.; Maria, H.J.; Pothan, L.A.; Ahmad, Z.; Thomas, S. Preparation and characterization of potato starch nanocrystal reinforced natural rubber nanocomposites. Int. J. Biol. Macromol. 2014, 67, 147–153. [Google Scholar] [CrossRef]
- Jain, M.; Pradhan, M.K. Morphology and mechanical properties of sisal fiber and nano cellulose green rubber composite: A comparative study. Int. J. Plast. Technol. 2016, 20, 378–400. [Google Scholar] [CrossRef]
- Jiang, W.; Shen, P.; Yi, J.; Li, L.; Wu, C.; Gu, J. Surface modification of nanocrystalline cellulose and its application in natural rubber composites. J. Appl. Polym. Sci. 2020, 137, 49163. [Google Scholar] [CrossRef]
- Dittanet, P.; Somphol, W.; Lampang, T.N.; Prapainainar, P.; Loykulnan, S. Natural rubber reinforced by nanocellulose extracted from dried rubber leaves. AIP Conf. Proc. 2019, 2083, 030008. [Google Scholar]
- Mekonnen, T.H.; Ah-Leung, T.; Hojabr, S.; Berry, R. Investigation of the co-coagulation of natural rubber latex and cellulose nanocrystals aqueous dispersion. Colloids Surf. A Physicochem. Eng. Asp. 2019, 583, 123949. [Google Scholar] [CrossRef]
- Visakh, P.M.; Thomas, S.; Oksman, K.; Mathew, A.P. Crosslinked natural rubber nanocomposites reinforced with cellulose whiskers isolated from bamboo waste: Processing and mechanical/thermal properties. Compos. Part A Appl. Sci. Manuf. 2012, 43, 735–741. [Google Scholar] [CrossRef]
- Blanchard, R.; Ogunsona, E.O.; Hojabr, S.; Berry, R.; Mekonnen, T.H. Synergistic Cross-linking and Reinforcing Enhancement of Rubber Latex with Cellulose Nanocrystals for Glove Applications. ACS Appl. Polym. Mater. 2020, 2, 887–898. [Google Scholar] [CrossRef]
- Mariano, M.; El Kissi, N.; Dufresne, A. Cellulose nanocrystal reinforced oxidized natural rubber nanocomposites. Carbohydr. Polym. 2016, 137, 174–183. [Google Scholar] [CrossRef] [PubMed]
- Roy, K.; Potiyaraj, P. Development of high performance microcrystalline cellulose based natural rubber composites using maleated natural rubber as compatibilizer. Cellulose 2018, 25, 1077–1087. [Google Scholar] [CrossRef]
- Cao, L.; Fu, X.; Xu, C.; Yin, S.; Chen, Y. High-performance natural rubber nanocomposites with marine biomass (tunicate cellulose). Cellulose 2017, 24, 2849–2860. [Google Scholar] [CrossRef]
- Cao, L.; Yuan, D.; Xu, C.; Chen, Y. Biobased, self-healable, high strength rubber with tunicate cellulose nanocrystals. Nanoscale 2017, 9, 15696–15706. [Google Scholar] [CrossRef]
- Hirase, R.; Nagatani, A.; Yuguchi, Y. Development of powdering method for cellulose nanofibers assisted by zinc oxide for compounding reinforced natural rubber composite. Curr. Res. Green Sustain. Chem. 2020, 3, 100005. [Google Scholar] [CrossRef]
- Rosli, N.A.; Ahmad, I.; Anuar, F.H.; Abdullah, I. Effectiveness of cellulosic Agave angustifolia fibres on the performance of compatibilised poly(lactic acid)-natural rubber blends. Cellulose 2019, 26, 3205–3218. [Google Scholar] [CrossRef]
- Kumagai, A.; Tajima, N.; Iwamoto, S.; Morimoto, T.; Nagatani, A.; Okazaki, T.; Endo, T. Properties of natural rubber reinforced with cellulose nanofibers based on fiber diameter distribution as estimated by differential centrifugal sedimentation. Int. J. Biol. Macromol. 2019, 121, 989–995. [Google Scholar] [CrossRef]
- Zhang, C.; Zhai, T.; Sabo, R.; Clemons, C.; Dan, Y.; Turng, L. Reinforcing Natural Rubber with Cellulose Nanofibrils Extracted from Bleached Eucalyptus Kraft Pulp. J. Biobased Mater. Bioenergy 2014, 8, 317–324. [Google Scholar] [CrossRef]
- Han, J.; Lu, K.; Yue, Y.; Mei, C.; Huang, C.; Wu, Q.; Xu, X. Nanocellulose-templated assembly of polyaniline in natural rubber-based hybrid elastomers toward flexible electronic conductors. Ind. Crops Prod. 2019, 128, 94–107. [Google Scholar] [CrossRef]
- Li, Y.; Sun, H.; Zhang, Y.; Xu, M.; Shi, S.Q. The three-dimensional heterostructure synthesis of ZnO/cellulosic fibers and its application for rubber composites. Compos. Sci. Technol. 2019, 177, 10–17. [Google Scholar] [CrossRef]
- Thomas, M.G.; Abraham, E.; Jyotishkumar, P.; Maria, H.J.; Pothen, L.A.; Thomas, S. Nanocelluloses from jute fibers and their nanocomposites with natural rubber: Preparation and characterization. Int. J. Biol. Macromol. 2015, 81, 768–777. [Google Scholar] [CrossRef] [PubMed]
- Sharma, S.K.; Sharma, P.R.; Lin, S.; Chen, H.; Johnson, K.; Wang, R.; Borges, W.; Zhan, C.; Hsiao, B.S. Reinforcement of Natural Rubber Latex Using Jute Carboxycellulose Nanofibers Extracted Using Nitro-Oxidation Method. Nanomaterials 2020, 10, 706. [Google Scholar] [CrossRef] [PubMed]
- Hosseinmardi, A.; Annamalai, P.K.; Wang, L.; Martin, D.; Amiralian, N. Reinforcement of natural rubber latex using lignocellulosic nanofibers isolated from spinifex grass. Nanoscale 2017, 9, 9510–9519. [Google Scholar] [CrossRef]
- Potivara, K.; Phisalaphong, M. Development and Characterization of Bacterial Cellulose Reinforced with Natural Rubber. Materials 2019, 12, 2323. [Google Scholar] [CrossRef]
- Saowapark, T.; Chaichana, E.; Jaturapiree, A. Properties of natural rubber latex filled with bacterial cellulose produced from pineapple peels. J. Met. Mater. Miner. 2017, 27, 12–16. [Google Scholar]
- Trovatti, E.; Carvalho, A.J.F.; Ribeiro, S.J.L.; Gandini, A. Simple Green Approach to Reinforce Natural Rubber with Bacterial Cellulose Nanofibers. Biomacromolecules 2013, 14, 2667–2674. [Google Scholar] [CrossRef]
- Phomrak, S.; Nimpaiboon, A.; Newby, B.-M.Z.; Phisalaphong, M. Natural Rubber Latex Foam Reinforced with Micro- and Nanofibrillated Cellulose via Dunlop Method. Polymers 2020, 12, 1959. [Google Scholar] [CrossRef]
- Phomrak, S.; Phisalaphong, M. Reinforcement of Natural Rubber with Bacterial Cellulose via a Latex Aqueous Microdispersion Process. J. Nanomater. 2017, 2017, 4739793. [Google Scholar] [CrossRef]
- Phomrak, S.; Phisalaphong, M. Lactic Acid Modified Natural Rubber–Bacterial Cellulose Composites. Appl. Sci. 2020, 10, 3583. [Google Scholar] [CrossRef]
- Taib, M.N.A.M.; Yehye, W.A.; Julkapli, N.M. Influence of Crosslinking Density on Antioxidant Nanocellulose in Bio-degradation and Mechanical Properties of Nitrile Rubber Composites. Fibers Polym. 2019, 20, 165–176. [Google Scholar] [CrossRef]
- Taib, M.N.A.M.; Yehye, W.A.; Julkapli, N.M.; Hamid, S.B.O.A.A. Influence of Hydrophobicity of Acetylated Nanocellulose on the Mechanical Performance of Nitrile Butadiene Rubber (NBR) Composites. Fibers Polym. 2018, 19, 383–392. [Google Scholar] [CrossRef]
- Ogunsona, E.; Hojabr, S.; Berry, R.; Mekonnen, T.H. Nanocellulose-triggered structural and property changes of acrylonitrile-butadiene rubber films. Int. J. Biol. Macromol. 2020, 164, 2038–2050. [Google Scholar] [CrossRef]
- Eslami, H.; Tzoganakis, C.; Mekonnen, T.H. Constructing pristine and modified cellulose nanocrystals based cured polychloroprene nanocomposite films for dipped goods application. Compos. Part C (JCOMC) 2020, 1, 100009. [Google Scholar] [CrossRef]
- Peng, C.; Dong, B.; Zhang, C.; Hu, Y.; Liu, L.; Zhang, X. A Host–Guest Interaction Assisted Approach for Fabrication of Polybutadiene Nanocomposites Reinforced with Well-Dispersed Cellulose Nanocrystals. Macromolecules 2018, 51, 4578–4587. [Google Scholar] [CrossRef]
- Nagalakshmaiah, M.; El kissi, N.; Mortha, G.; Dufresne, A. Structural investigation of cellulose nanocrystals extracted from chili leftover and their reinforcement in cariflex-IR rubber latex. Carbohydr. Polym. 2016, 136, 945–954. [Google Scholar] [CrossRef]
- Fukui, S.; Ito, T.; Saito, T.; Noguchi, T.; Isogai, A. Surface-hydrophobized TEMPO-nanocellulose/rubber composite films prepared in heterogeneous and homogeneous systems. Cellulose 2019, 26, 463–473. [Google Scholar] [CrossRef]
- Ketabchi, M.R.; Ratnam, C.T.; Khalid, M.; Walvekar, R. Mechanical properties of polylactic acid/synthetic rubber blend reinforced with cellulose nanoparticles isolated from kenaf fibres. Polym. Bull. 2018, 75, 809–827. [Google Scholar] [CrossRef]
- Mishra, R.K.; Ha, S.K.; Verma, K.; Tiwari, S.K. Recent progress in selected bio-nanomaterials and their engineering applications: An overview. J. Sci. Adv. Mat. Devices 2018, 3, 263–288. [Google Scholar] [CrossRef]
- Nagatani, A. Characteristics & Applications of Cellulose Nanofiber Reinforced Rubber Composites. Int. Polym. Sci. Technol. 2017, 44, 1–8. [Google Scholar]
- Visakh, P.M.; Thomas, S.; Oksman, K.; Mathew, A.P. Cellulose nanofibres and cellulose nanowhiskers based natural rubber composites: Diffusion, sorption, and permeation of aromatic organic solvents. J. Appl. Polm. Sci. 2012, 124, 1614–1623. [Google Scholar] [CrossRef]
- Silva, M.J.; Sanches, A.O.; Medeiros, E.S.; Mattoso, L.H.C.; McMahan, C.M.; Malmonge, J.A. Nanocomposites of natural rubber and polyaniline-modified cellulose nanofibrils. J. Therm. Anal. Calorim. 2014, 117, 387–392. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name and Abbreviation | ASTM Nomenclature 1 | Average Particle Size (nm) | Average Nitrogen Surface Area (m2/g) |
|---|---|---|---|
| Super abrasion furnace (SAF) | N 110 | 15–18 | 124–130 |
| N 121 | 17–19 | 121–122 | |
| Intermediate SAF (ISAF) | N 220 | 20–25 | 112–115 |
| N 234 | 20–26 | 116–121 | |
| High abrasion furnace (HAF) | N 330 | 28–36 | 76–80 |
| N 339 | 26–34 | 89–92 | |
| Fast extrusion furnace (FEF) | N 550 | 39–55 | 39–41 |
| General-purpose furnace (GPF) | N 660 | 56–70 | 34–36 |
| Semi-reinforcing furnace—high structure (SFR) | N 774 | 77–82 | 28–32 |
| Fine thermal (FT) | N 880 | 180–200 | 17–20 |
| Medium thermal (MT) | N 990 | 250–350 | 7–9 |
| Source | Predominant Allomorph | Elaboration | Ref. |
|---|---|---|---|
| Algae | Iα (one-chain triclinic) | Green, yellow, brown, and red algae are suitable sources. Cellulose extracted from the Cladophorales order is usually high in crystallinity up to greater than 90%. | [2,60,61] |
| Bacteria | Iα (one-chain triclinic) | Bacterial cellulose (BC) could be extracted from an array of species, out of which the most common is Komagataeibacter xylinus. Others include Salmonella, Rhizobium, Azerobacter, Azotobacter and Pseudomonas. BC has several advantages, such as being mechanically stable, high purity, excellent permeability, non-cytotoxic and good biocompatibility. | [62,63,64] |
| Plants and agricultural biomass | Iβ (two-chain monoclinic) | Plants of all varieties and wood have high cellulose content. These resources are widely available in nature, renewable and cost-efficient. Some large-scale crops include oil palm, wheat, rice, coconut husks and bagasse. Some examples of wood sources are eucalyptus, oak, pine, juniper, and cedar. | [65,66] |
| Tunicates | Iβ (two-chain monoclinic) | Tunicates are marine invertebrate animals. Skeletal structures of tunicates are made of tunic tissues, which are the main source of cellulose. Tunicate cellulose possesses characteristics such as high aspect ratio and high crystallinity. Some examples include Ciona intestinalis, Styela clava and Halocynthia roretzi. | [67,68] |
| NC Type | Synonyms | Sources | Extraction Methods | Dimensions (L: length, D: diameter) | Cryst. and DP 1 | Mechanical Properties 2 | Ref. |
|---|---|---|---|---|---|---|---|
| CNC | Nano- crystalline cellulose (NCC), cellulose nanowhiskers (CNW), cellulose whiskers, rod-shaped cellulose microcrystals, microcrystalline cellulose, cellulose nanorods | Wood, cotton, sisal, flax, oil palm empty fruit bunches, wheat, algae, rice straw | Acid hydrolysis | L: 70–300 nm D: 3–70 nm | High (~90%), 500 to 15,000 | TS: 7500 MPa YM: 100–140 GPa | [2,53,69,73] |
| CNF | Cellulose nanofibrils, nanofibrillated cellulose (NFC), microfibrillated cellulose (MFC), cellulose microfibrils | Wood, hemp, oil palm empty fruit bunches, flax, cassava potato, bamboo | Mechanical treatments with chemicals or enzymatic treatments | L: a few microns D: 2–20 nm | Large range from 40% to 80%, ≥500 | TS: 72.6 ± 7.4 MPa YM: 10.2 ± 1.2 GPa | [73,75,76,77] |
| BC | Bacterial nanocellulose (BNC), microbial cellulose, biocellulose | Nutritional media such as saccharides and alcohols | Biosynthesis processes | L: a few microns D: 20–100 nm | 79% to 92%, 4000 to 10,000 | TS: 200–300 MPa YM: 15–35 GPa | [62,78,79] |
| NC Type | NC Source | NC Isolation | NC Surface Modification/Added Compatibilizer | Polymer | Method of Incorporation | Reference Sample 1 | Mechanical Property Change * | Ref. | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Tensile Strength (MPa) | Elongation at Break (%) | Modulus 2 (MPa) | Stress Energy Density (MJ/m3) | |||||||||
| CNC | Softwood pulp | Double oxidation with (NH4)2S2O8and H2O2 | n/a | NR | RT mixing using two-roll mill | 10 phr CNC | From 12.6 ± 0.5 to 24.8 ± 3.7 | From 564 ± 10 to 532 ± 30 | M 100 | From 0.9 ± 0.2 to 1.8 ± 0.4 | Not reported | [28] |
| RH dispersant in NR | 10 phr CNC + RH | From 12.6 ± 0.5 to 33.7 ± 2.5 | From 564 ± 10 to 603 ± 21 | From 0.9 ± 0.2 to 1.8 ± 0.3 | ||||||||
| Bagasse | n/a | 10 phr CNC | From 12.6 ± 0.5 to 27.2 ± 2.9 | From 564 ± 10 to 569 ± 12 | From 0.9 ± 0.2 to 2.0 ± 0.2 | |||||||
| RH dispersant in NR | 10 phr CNC + RH | From 12.6 ± 0.5 to 30.5 ± 3.5 | From 564 ± 10 to 517 ± 10 | From 0.9 ± 0.2 to 2.7 ± 0.5 | ||||||||
| Cotton straw | n/a | 10 phr CNC | From 12.6 ± 0.5 to 28.1 ± 2.6 | From 564 ± 10 to 579 ± 30 | From 0.9 ± 0.2 to 1.9 ± 0.2 | |||||||
| RH dispersant in NR | 10 phr CNC + RH | From 12.6 ± 0.5 to 30.4 ± 2.9 | From 564 ± 10 to 550 ± 18 | From 0.9 ± 0.2 to 2.3 ± 0.3 | ||||||||
| MCC | n/a | 10 phr CNC | From 12.6 ± 0.5 to 30.7 ± 1.5 | From 564 ± 10 to 575 ± 20 | From 0.9 ± 0.2 to 2.2 ± 0.2 | |||||||
| RH dispersant in NR | 10 phr CNC + RH | From 12.6 ± 0.5 to 35.9 ± 5.0 | From 564 ± 10 to 575 ± 40 | From 0.9 ± 0.2 to 2.6 ± 0.4 | ||||||||
| CNC | Soy hulls | H2SO4 hydrolysis | n/a | NR | RT mechanical mixing | 5 dry wt % CNC | From 0.59 ± 0.08 to 3.03 ± 0.11 | From 611 ± 71 to 552 ± 9 | YM | From 0.6 ± 0.1 to 18.1 ± 2.8 | From 2.78 ± 0.43 to 10.74 ± 0.62 | [116] |
| CNC | Tunicate | H2SO4 hydrolysis | Carboxylated CNC | ENR | RT mechanical mixing | 10 phr m-CNC | From 1.29 ± 0.07 to 4.66 ± 0.18 | From 493 ± 35 to 522 ± 29 | M | From 0.83 ± 0.05 to 3.63 ± 0.15 | From 0.402 ± 0.018 to 1.248 ± 0.049 | [120] |
| CNC | Cotton | H2SO4 hydrolysis | n/a | NR | RT mechanical mixing | 10 wt % CNC | From 2.4 ± 0.4 to 4.2 ± 0.8 | From 910 ± 174 to 750 ± 125 | M5 | From 1.01 ± 0.08 to 1.75 ± 0.38 | From 1.45 ± 0.41 to 1.56 ± 0.32 | [121] |
| Surface-modified CNC with thiol groups | 10 wt % m-CNC | From 2.4 ± 0.4 to 10.2 ± 1.3 | From 910 ± 174 to 1210 ± 110 | From 1.01 ± 0.08 to 1.86 ± 0.12 | From 1.45 ± 0.41 to 4.60 ± 0.57 | |||||||
| CNC | n/a | H2SO4 hydrolysis | n/a | NR | RT mechanical mixing | 6 phr CNC | From 0.30 to 2.45 | Not reported | YM | From 0.2 to 3.8 | Not reported | [122] |
| CNC | Potato starch | H2SO4 hydrolysis | n/a | NR | RT mechanical mixing | 20 dry wt % CNC | From 2.5 to 13.5 | From 1351 to 536 | M | From 1.0 to 25.0 | Not reported | [130] |
| CNC | Sisal leaves | H2SO4 hydrolysis | n/a | NR | Hand layup technique | 10 wt % CNC | From 0.406 to 0.550 | From 352.30 to 312.42 | - | Not reported | Not reported | [131] |
| CNC | Softwood pulp | Double oxidation with (NH4)2S2O8and H2O2 | n/a | NR | RT mixing using a two-roll mill | 20 phr CNC | From 13.0 to 31.0 | From 558.7 to 575 | - | Not reported | Not reported | [132] |
| Surface-modified CNC with CTMAB surfactant | 10 phr m-CNC | From 13.0 to 30.3 | From 558.7 to 670.4 | |||||||||
| CNC | n/a | Without treatment | Compound subjected to electron beam irradiation | NR | RT mechanical mixing | 2 wt % CNC | From 12.30 ± 0.27 to 16.06 ± 1.17 | From 723.95 ± 10.54 to 798.02 ± 14.96 | M 200 | From 0.86 ± 0.04 to 0.95 ± 0.07 | Not reported | [133] |
| Dried rubber tree leaves | H2SO4 hydrolysis | 2 wt % r-CNC | From 12.30 ± 0.27 to 15.04 ± 1.35 | From 723.95 ± 10.54 to 807.23 ± 15.79 | From 0.86 ± 0.04 to 1.04 ± 0.07 | |||||||
| CNC | Kraft pulp | H2SO4 hydrolysis | Formic acid coagulant | NR | RT mixing and homogenization | 20 phr CNC | From 7.9 to 17.0 | From 520 to 345 | M 300 | From 2.5 to 6.9 | Not reported | [134] |
| CNC | Bamboo pulp | H2SO4 hydrolysis | n/a | NR | RT mixing using two-roll mill | 10 wt % CNC | From 9.2 ± 1.3 to 17.3 ± 1.4 | From 554 ± 9 to 455 ± 11 | YM | From 1.7 ± 0.2 to 3.8 ± 0.2 | Not reported | [135] |
| CNC | n/a | Without treatment | n/a | NR | RT mechanical mixing | 5 phr CNC | From 2.25 to 7.00 | From 610 to 550 | M 100 | From 1.0 to 6.2 | Not reported | [136] |
| CNC | n/a | Without treatment | Oxidized NR | NR | RT mechanical mixing | 5 wt % CNC, second degree of oxidation | From 1.72 ± 0.39 to 2.37 ± 0.42 | From 878 ± 57 to 703 ± 43 | M | From 1.33 ± 0.39 to 7.92 ± 1.02 | Not reported | [137] |
| CNC | n/a | Without treatment | n/a | NR | RT mixing using two-roll mixing mill | 5 phr CNC | From 13.5 ± 0.47 to 15.4 ± 0.58 | From 1066 ± 48.7 to 1257 ± 89.5 | M 100 | From 0.721 ± 0.028 to 0.745 ± 0.025 | Not reported | [138] |
| Maleated NR as a compatibilizer | 5 phr CNC + 10 phr m-NR | From 13.5 ± 0.47 to 21.9 ± 0.84 | From 1066 ± 48.7 to 1412 ± 55.5 | From 0.721 ± 0.028 to 1.069 ± 0.036 | ||||||||
| CNC | Tunicate | Bleaching, H2SO4 hydrolysis | n/a | ENR | RT mechanical mixing, two-roll mill | 10 phr CNC | From 14.4 ± 1.2 to 22.6 ± 1.6 | From 674 ± 30 to 474 ± 60 | M | From 4.2 ± 0.6 to 10.7 ± 1.1 | From 20.4 ± 3.7 to 55.9 ± 5.8 | [139] |
| CNC | Tunicate | H2SO4 hydrolysis | n/a | ENR | RT mechanical mixing, two-roll mill | 20 phr CNC | From 1.15 ± 0.08 to 4.04 ± 0.18 | From 306 ± 15 to 198 ± 12 | M 100 | From 0.59 ± 0.04 to 2.21 ± 0.09 | From 2.2 to 4.4 | [140] |
| CNF | Rice husk | Alkali treatment, steam explosion | Partial substitute of CB | NR | RT mixing using two-roll mill | 5 wt % CNF + 25 wt % CB | From 22.35 ± 0.44 to 23.74 ± 0.14 | From 820 ± 10 to 574 ± 14 | M 100 | From 0.90 ± 0.08 to 1.98 ± 0.08 | Not reported | [74] |
| CNF | Softwood Kraft pulp | Refiner, Grinder | n/a | NR | RT mixing, kneaded with three-roll mill | 5 wt % CNF | From 16.1 ±1.4 to 30.3 ± 0.4 | From 623 ± 14 to 718 ± 6 | YM | From 1.7 ± 0.0 to 4.4 ± 0.1 | Not reported | [117] |
| CNF/Stearic acid | 5 wt % st-CNF | From 16.1 ± 1.4 to 28.9 ± 1.4 | From 623 ± 14 to 530 ± 30 | From 1.7 ± 0.0 to 18.3 ± 1.0 | ||||||||
| CNF/Oleic acid | 5 wt % ol-CNF | From 16.1 ± 1.4 to 25.6 ± 1.0 | From 623 ± 14 to 492 ± 12 | From 1.7 ± 0.0 to 12.7 ± 1.9 | ||||||||
| CNF | Wheat straw | Alkaline/ acid hydrolysis, US treatment | Partial substitute of CB | NR | RT mixing using two-roll mill | 2 phr CNF + 50 phr CB | From 26.0 to 30.1 | From 465 to 501 | M 300 | From 12.5 to 16.5 | From 119.0 to 150.8 | [119] |
| CNF | Cuscuta reflexa (parasitic plant) | Alkali treatment, steam explosion | n/a | NR | RT mixing using two-roll mill | 2 phr CNF | From 20.38 ± 0.44 to 22.78 ± 0.52 | From 810 ± 0 to 799 ± 11 | M 300 | From 2.11 ± 0.04 to 2.70 ± 0.05 | Not reported | [124] |
| CNF | n/a | Without treatment | CNF decorated with ZnO | NR | Dry blending using a two-roll mill | 7.5 phr m-CNF (Medium) | From 26.59 ± 0.78 to 26.97 ± 0.59 | From 685 ± 9 to 665 ± 4 | M 300 | From 2.31 ± 0.01 to 2.90 ± 0.01 | Not reported | [141] |
| Wet blending with a mixer | 1 phr m-CNF (Long) | From 26.59 ± 0.78 to 27.49 ± 0.52 | From 685 ± 9 to 638 ± 3 | From 2.31 ± 0.01 to 4.42 ± 0.05 | ||||||||
| CNF | Agave angustifolia | Bleaching | n/a | NR/PLA | RT mechanical mixing | 7.5 wt % CNF | From 10.4 to 13.0 | Not reported | YM | From 1.55 GPa to 1.75 GPa | Not reported | [142] |
| CNF | Kraft pulp | Disk milling | n/a | NR | RT mechanical mixing | 5 phr CNF | From 0.79 to 7.03 | From 603 to 508 | M 100 | From 1.12 to 4.92 | Not reported | [143] |
| CNF | Eucalyptus Kraft pulp | TEMPO- oxidation, Micro- fluidizer | n/a | NR | RT mechanical mixing | 10 wt % CNF | From 8.3 ± 0.2 to 18.7 ± 0.4 | From 908 ± 13 to 7 ± 0.7 | - | Not reported | From 18.1 ± 1.1 to 0.9 ± 0.1 J/m3 | [144] |
| CNF | Wood pulp | H2SO4 hydrolysis | CNF–PANI complex | NR | Demulsification and co- precipitation | ~0.60 wt % CNF + 20 wt % PANI | From 1.0 ± 0.1 to 9.7 ± 0.9 | From 352 ± 46 to 253 ± 74 | YM | From 0.9 ± 0.2 to 10.9 ± 0.9 | Not reported | [145] |
| CNF | Wood fibers | Alkali treatment | n/a | NR | RT mechanical mixing | 1 phr CNF | From 11.8 to 12.5 | Not reported | - | Not reported | Not reported | [146] |
| Alkali treatment, Ultra- sonication | n/a | 1 phr u-CNF | From 11.8 to 14.0 | |||||||||
| Alkali treatment, Ultra- sonication | ZnO/CNF hybrid filler | 1 phr ZnO/ u-CNF | From 11.8 to 16.3 | |||||||||
| CNF | Jute fibers | Alkali treatment, steam explosion | n/a | NR | Ball milling, US treatment | 3 wt % CNF | From 3.52 to 4.25 | From 860 to 410 | - | Not reported | Not reported | [147] |
| CNF | Jute fibers | Nitro- oxidation | Modified carboxycellulose nanofibers | NR | RT mechanical mixing, sonication | 0.4 wt % NO-CNF | From 0.77 to 6.20 | From 234 to 3.5 | YM | From 3.3 kPa to 1770 kPa | Not reported | [148] |
| CNF | Spinifex grass | NaOH treatment, HP homogenization | n/a | NR | RT mechanical mixing | 0.1 wt % NaOH-CNF | From 24.32 to 25.67 | From 1925.2 to 1859.1 | - | Not reported | From 125 ± 14 to 131 ± 12 | [149] |
| Bleaching, HP homogenization | 0.1 wt % B-CNF | From 24.32 to 23.69 | From 1925.2 to 1882.2 | From 125 ± 14 to 127 ± 3 | ||||||||
| Choline chloride- urea treatment, HP homogenization | 0.1 wt % CCU-CNF | From 24.32 to 28.45 | From 1925.2 to 1920.6 | From 125 ± 14 to 142 ± 12 | ||||||||
| Wood pulp | Ultrafine grinding | 0.1 wt % M-CNF | From 24.32 to 20.05 | From 1925.2 to 1585.9 | From 125 ± 14 to 103 ± 11 | |||||||
| BC | Acetobacter xylinum | Without treatment | n/a | NR | NR immersion of BC pellicles | 2.5 DRC with BC, 50 °C | From 0.8–1.2 to 392 | From 100–111 to 3.2 | YM | From 1.6–2.4 to ~20,000 | Not reported | [150] |
| BC | Acetobacter xylinum | Bio- synthesis | n/a | NR | RT mechanical mixing | 10 phr BC | From 20 to 24 | From 840 to 750 | M 100 | From 0.55 to 0.65 | Not reported | [151] |
| BC | Modified Hestrin Shran culture medium | Bio- synthesis | n/a | NR | RT mechanical mixing | 10 phr BC | From ~3.0 to ~10.5 | From ~875 to ~20 | YM | From 0.020 to 0.625 | Not reported | [152] |
| BC decorated with polystyrene | 7 phr d-BC | From ~3.0 to ~6.0 | From ~875 to ~25 | From 0.02 to 0.41 | ||||||||
| BC | n/a | Crushing, homogenization, ball milling | n/a | NR Foam | RT beater homogenization | 15 phr BC | From 0.30 to 0.73 | From 150 to 100 | M 100 | From 0.25 to 0.70 | Not reported | [153] |
| BC | n/a | Without treatment | n/a | NR | RT mechanical mixing | 80 wt % BC | From 0.8 ± 0.1 to 75.1 ± 27.1 | From 111.5 ± 6.4 to 4.3 ± 1.4 | YM | From 1.6 ± 0.4 to 4128.4 ± 998.3 | Not reported | [154] |
| BC | n/a | Without treatment | n/a | NR | RT mechanical mixing | 80 wt % BC | Up to ~125 | Approximately 7 | YM | Approximately 4750 | Not reported | [155] |
| Lactic acid-modified composite | 80 wt % BC + 20 wt % a-NR | Up to ~155 | Approximately 9 | Approximately 6000 | ||||||||
| NC Type | NC Source | NC Isolation | NC Surface Modification/ Added Compatibilizer | Polymer | Method of Incorporation | Reference Sample 1 | Mechanical Property Change ** | Ref. | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Tensile Strength (MPa) | Elongation at Break (%) | Modulus 2 (MPa) | Strain Energy Density (MJ/m3) | |||||||||
| CNC | Cotton linter | H2SO4 hydrolysis | CNC surface modified with DTACl | SBR | Mechanical mixing at 100 °C | 10 wt % m-CNC | From 10 ± 1 to 70 ± 5 | From 368 ± 25 to 427 ± 21 | YM | From 2.0 ± 0.1 to 6.6 ± 0.2 | Not reported | [26] |
| CNC | n/a | H2SO4 hydrolysis | n/a | SBR | RT mechanical mixing | 2 phr CNC | From 0.85 to 1.50 | Not reported | YM | From 2.8 to 5.0 | Not reported | [122] |
| CNC | Bagasse | Alkaline hydrolysis, H2O2 oxidation, US treatment | NC grafted with maleic anhydride and styrene, partial substitute of CB | SBR | RT mechanical mixing | 35 phr CB + 10 phr m-CNC | From 30 to 32.5 | From 590 to 600 | M 300 | From 15.5 to 16.0 | Not reported | [128] |
| CNC | Cotton linter | HCl hydrolysis | Antioxidant gallic acid added to CNC | NBR | RT mechanical mixing | 3 phr m-CNC | From 8.26 to 11.86 | From 3.46 to 4.20 | M 100 | From 1.06 to 1.19 | Not reported | [156] |
| CNC | Cotton linter | HCl hydrolysis | Acetic anhydride added to CNC | NBR | RT mechanical mixing | 5 phr m-CNC | From 8.264 to 16.228 | From 3.257 to 4.171 | M 100 | From 15.008 to 19.388 | Not reported | [157] |
| CNC | n/a | Without treatment | n/a | NBR | US treatment, RT mechanical mixing | 3 phr CNC, 2 days maturation | From 4.3 to 11.5 | From 145 to 167 | YM | From 2.5 to 130 | From 0.5 to 2.4 J/m3 | [158] |
| CNC | n/a | Without treatment | n/a | CR | Homogenization, US treatment, RT mechanical mixing | 3 wt % CNC | From 4.7 to 5.8 | From 846 to 660 | YM | From 1.3 to 12.5 | Not reported | [159] |
| CNC grafted with PLA | 3 wt % m-CNC | From 4.7 to 6.3 | From 846 to 640 | From 1.3 to 19.9 | ||||||||
| CNC | Cotton | Without treatment | n/a | BR | US treatment, RT mechanical mixing | 10 wt % CNC | From 0.31 ± 0.01 to 0.39 ± 0.07 | From 515 ± 35 to 492 ± 27 | YM | From 0.7 ± 0.1 to 0.9 ± 0.2 | Not reported | [160] |
| BR partially modified with adamantane | 10 wt % CNC | From 0.24 ± 0.04 to 0.40 ± 0.05 | From 420 ± 30 to 390 ± 19 | From 0.8 ± 0.1 to 1.1 ± 0.3 | ||||||||
| BR modified with adamantane and β-cyclodextrin | 10 wt % β-CD + 15 wt % CNC | From 1.51 ± 0.02 to 3.43 ± 0.06 | From 341 ± 24 to 103 ± 7 | From 2.2 ± 0.2 to 6.9 ± 0.4 | ||||||||
| CNC | Chili (Capsicum annum) | Alkali treatment, bleaching, H2SO4 hydrolysis | n/a | IR | RT mechanical mixing | 6 wt % CNC | From 0.202 ± 0.010 to 0.359 ± 0.040 | Not reported | YM | From 4.8 ± 1.1 to 24.6 ± 3.0 | Not reported | [161] |
| CNF | n/a | Without treatment | n/a | SBR | RT homogenization and blending | 7 phr CNF | From 3.20 ± 0.71 to 8.06 ± 0.95 | From 714 ± 131 to 786 ± 88 | YM | From 1.67 ± 0.06 to 10.33 ± 1.73 | Not reported | [25] |
| CNF surface modified with 3-mercaptopropanoic acid | 7 phr m-CNF | From 3.20 ± 0.71 to 9.03 ± 0.29 | From 714 ± 131 to 357 ± 48 | From 1.67 ± 0.06 to 9.78 ± 1.95 | ||||||||
| CNF surface modified with 11-mercaptoundecanoic acid | 7 phr m-CNF | From 3.20 ± 0.71 to 8.66 ± 0.57 | From 714 ± 131 to 204 ± 30 | From 1.67 ± 0.06 to 11.51 ± 1.76 | ||||||||
| CNF surface modified with 4-pentanoic acid | 9 phr m-CNF | From 3.20 ± 0.71 to 12.77 ± 0.16 | From 714 ± 131 to 157 ± 16 | From 1.67 ± 0.06 to 22.14 ± 2.78 | ||||||||
| CNF surface modified with 10-undecenoic acid | 7 phr m-CNF | From 3.20 ± 0.71 to 9.37 ± 0.34 | From 714 ± 131 to 332 ± 12 | From 1.67 ± 0.06 to 9.67 ± 1.18 | ||||||||
| CNF surface modified with cysteine | 9 phr m-CNF | From 3.20 ± 0.71 to 10.32 ± 0.39 | From 714 ± 131 to 276 ± 14 | From 1.67 ± 0.06 to 12.79 ± 1.58 | ||||||||
| CNF | Hardwood pulp | HP homogenization, solvent exchange | CNF surface modified with DTACl | SBR | Mechanical mixing at 100 °C | 10 wt % m-CNF | From 10 ± 1 to 55 ± 4 | From 368 ± 25 to 406 ± 13 | YM | From 2.0 ± 0.1 to 6.8 ± 0.3 | Not reported | [26] |
| CNF | Wood | TEMPO- oxidation | Solvent exchange for getting a homogenous system with N, N-dimethylformamide (DMF) solution | H-NBR | RT mechanical mixing | 5 wt % m-CNF | From 4.8 to 17.5 | From 750 to 490 | YM | From 4 to 46 | From 22.0 to 51.0 MJ/cm3 | [162] |
| CNF | Kenaf fiber | Mercerization, bleaching and sonication | IR/PLA compound blend | IR/PLA | Melt compounding technique | 3 wt % CNF + 10 wt % IR + 87 wt % PLA | Negligible change at 60 | Not reported | YM | From 600 to 1180 | Not reported | [163] |
| BC | Acetobacter xylinum | H2SO4 hydrolysis | n/a | XNBR | US treatment | 13 phr BC | From 2.90 ± 0.32 to 12.21 ± 0.10 | From 228 ± 30 to 195 ± 10 | YM | From 1.7 ± 0.2 to 4.3 ± 0.1 | Not reported | [129] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Low, D.Y.S.; Supramaniam, J.; Soottitantawat, A.; Charinpanitkul, T.; Tanthapanichakoon, W.; Tan, K.W.; Tang, S.Y. Recent Developments in Nanocellulose-Reinforced Rubber Matrix Composites: A Review. Polymers 2021, 13, 550. https://doi.org/10.3390/polym13040550
Low DYS, Supramaniam J, Soottitantawat A, Charinpanitkul T, Tanthapanichakoon W, Tan KW, Tang SY. Recent Developments in Nanocellulose-Reinforced Rubber Matrix Composites: A Review. Polymers. 2021; 13(4):550. https://doi.org/10.3390/polym13040550
Chicago/Turabian StyleLow, Darren Yi Sern, Janarthanan Supramaniam, Apinan Soottitantawat, Tawatchai Charinpanitkul, Wiwut Tanthapanichakoon, Khang Wei Tan, and Siah Ying Tang. 2021. "Recent Developments in Nanocellulose-Reinforced Rubber Matrix Composites: A Review" Polymers 13, no. 4: 550. https://doi.org/10.3390/polym13040550
APA StyleLow, D. Y. S., Supramaniam, J., Soottitantawat, A., Charinpanitkul, T., Tanthapanichakoon, W., Tan, K. W., & Tang, S. Y. (2021). Recent Developments in Nanocellulose-Reinforced Rubber Matrix Composites: A Review. Polymers, 13(4), 550. https://doi.org/10.3390/polym13040550