
Icephobic and Anticorrosion Coatings Deposited by Electrospinning on Aluminum Alloys for Aerospace Applications

 ,
,  , and
, and 
Abstract
1. Introduction
2. Experimental Procedure
2.1. Materials and Reagents
2.2. Electrospinning Procedure
2.3. Characterization Techniques
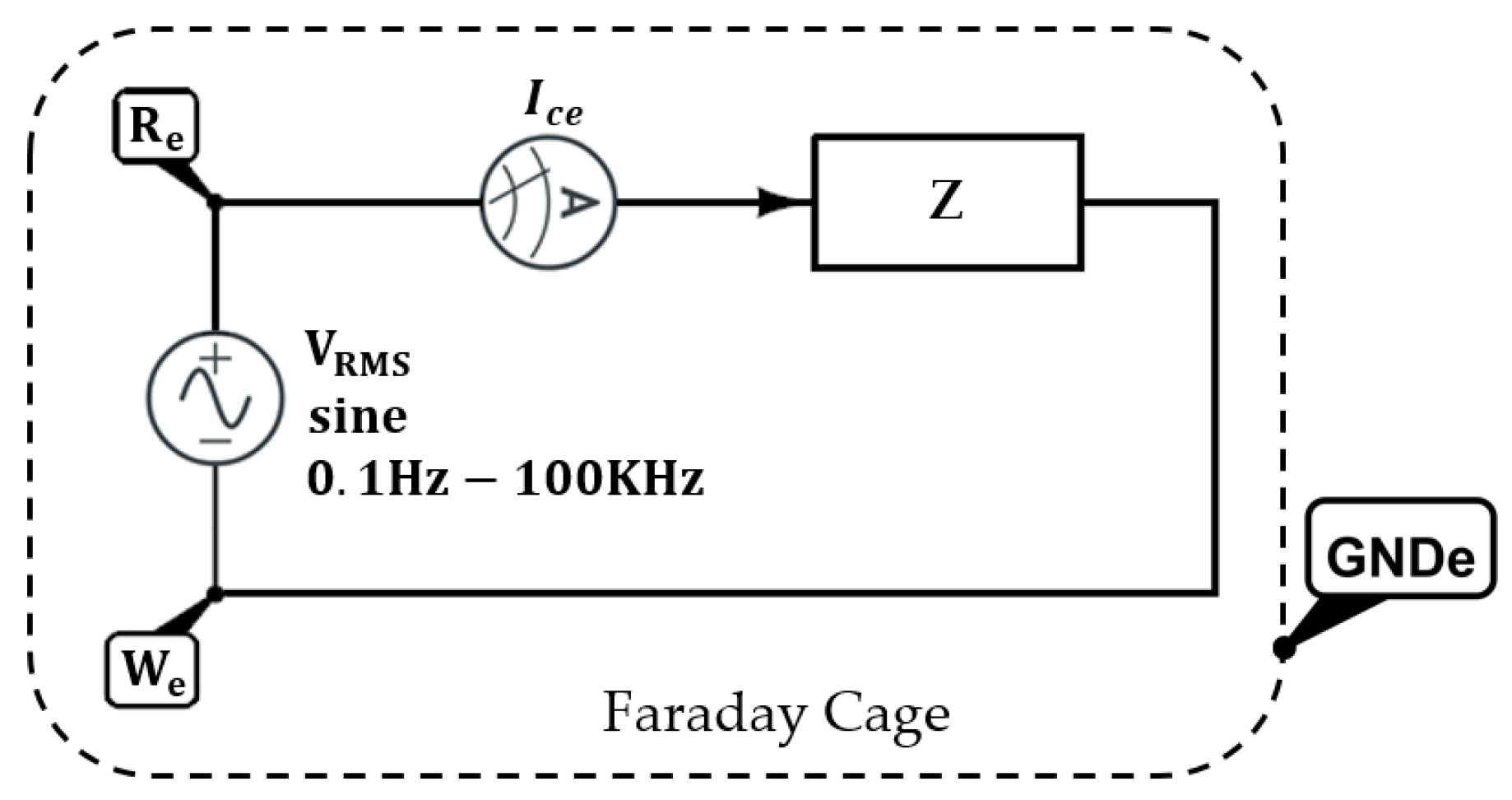
- (1)
- Ice accretion on samples: an important advantage of impact icing in IWTs, comparing with the in-mold icing, is the capability to replicate in-flight icing conditions in terms of air speed and temperature, and the generation of clouds of supercooled water where the liquid water content (LWC) and droplet size (MVD: median volume diameter) are controlled (see Figure 2 and Figure 3).
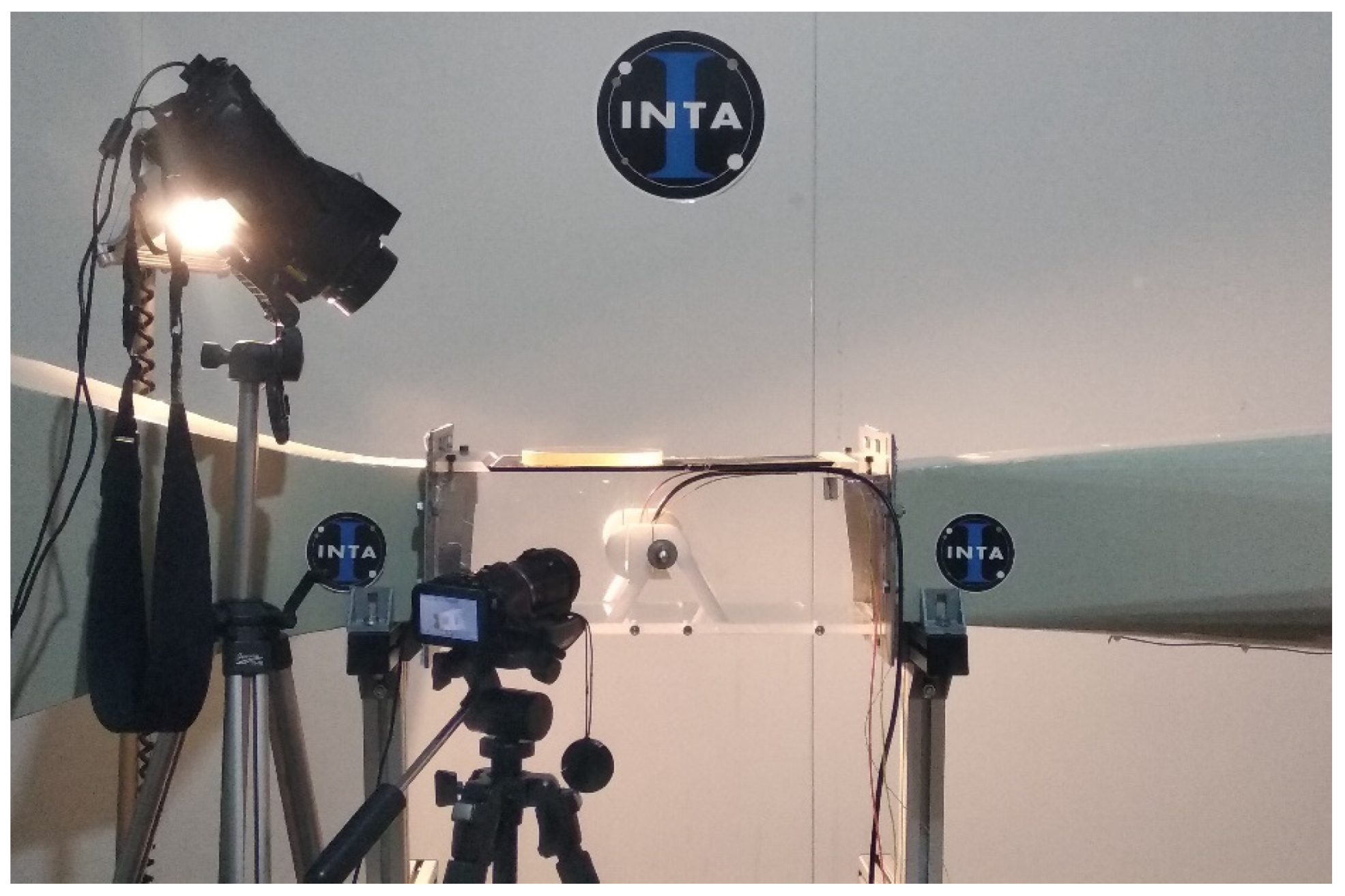
- (2)
- Ice adhesion test: CAT samples are mounted on a rotating beam 17 cm long where the accreted ice is placed in the last 2.5 cm to decrease the differences in the angular speed. Then, the probe is accelerated at a rate of 300 rpm/s until a piezoelectric sensor detects the impact of ice detached, when the corresponding angular speed is taken to calculate the centrifugal force (see Figure 4).
- τ is the shear stress (Pa);
- F is the centrifugal force (N);
- A is the Iced area (m2).
- m is the mass of ice (kg);
- r is the radius of the beam (m);
- ω is the angular speed of rotation (rad/s).
3. Results and Discussion
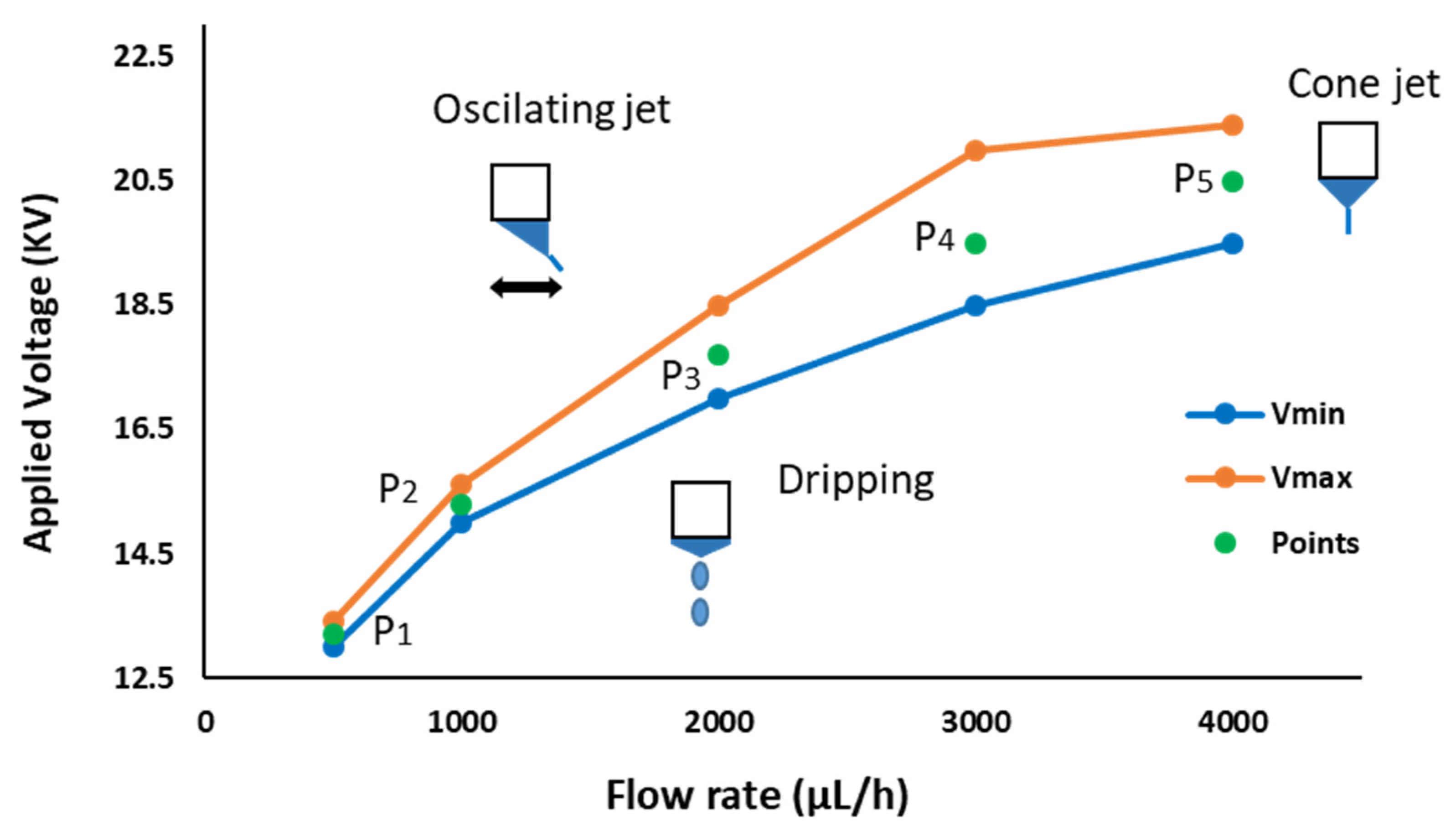
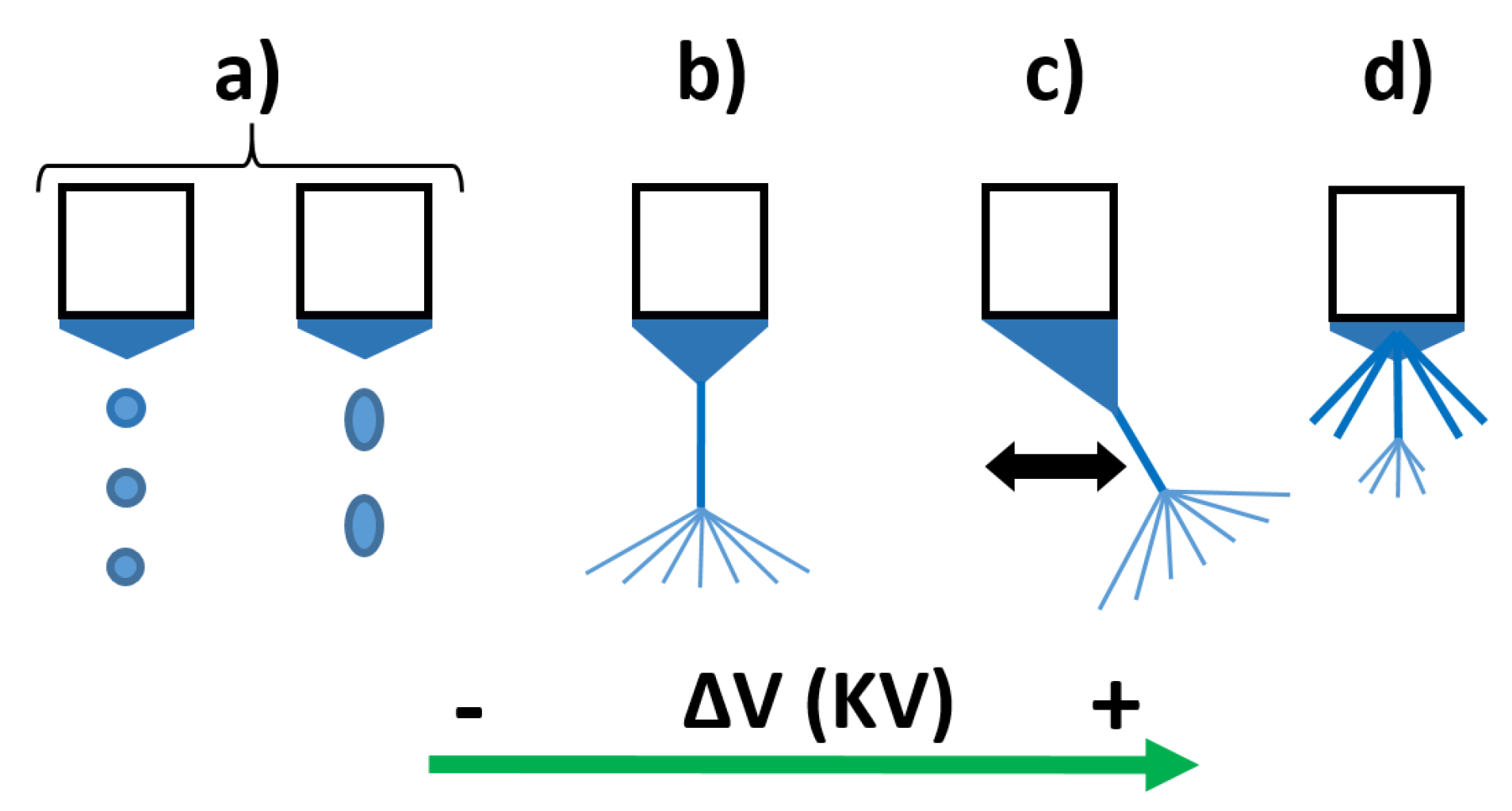
3.1. Electrospinning Jet Modes
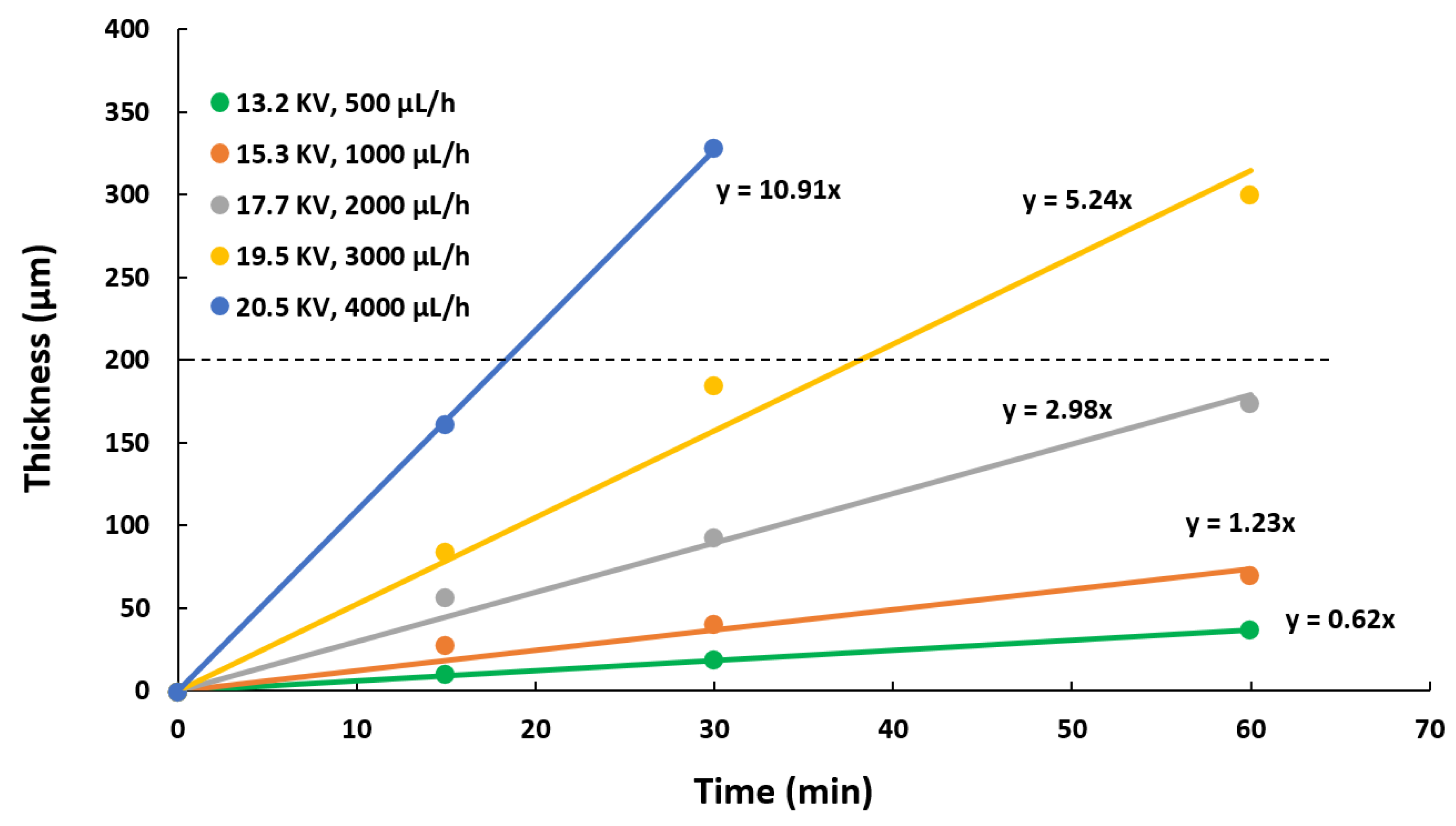
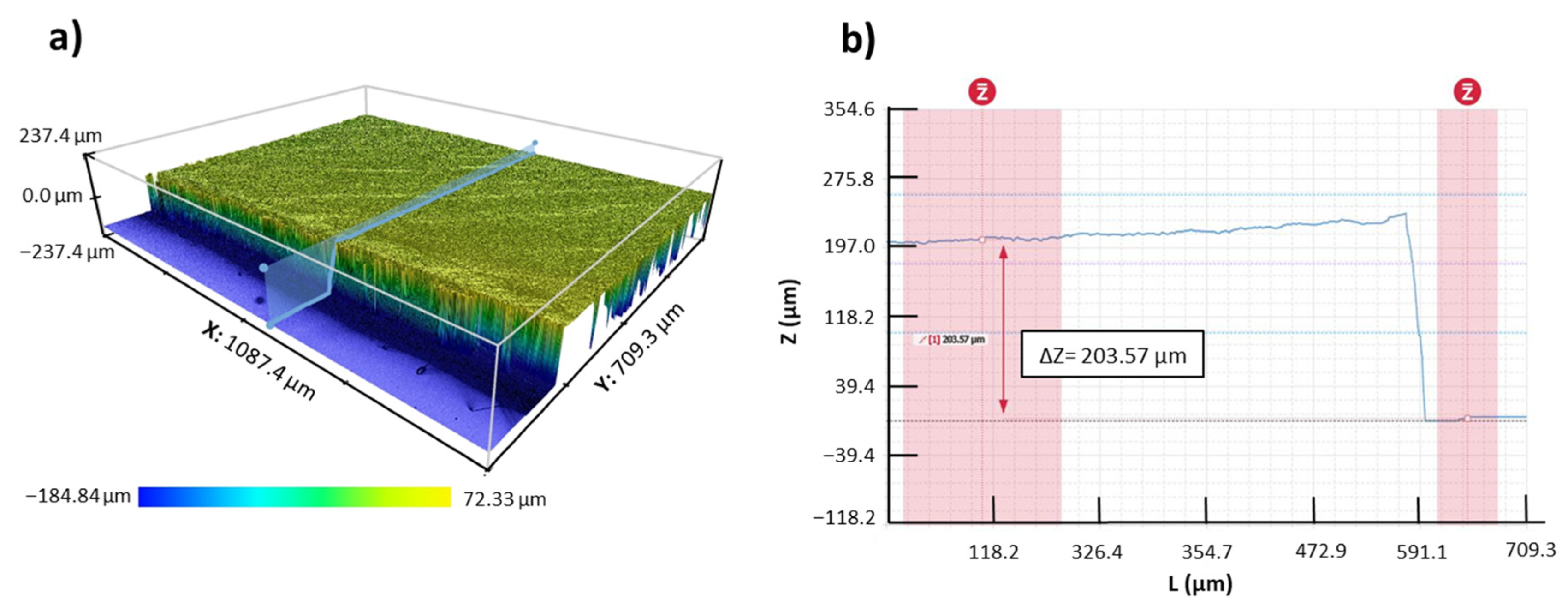
3.2. Thickness Control
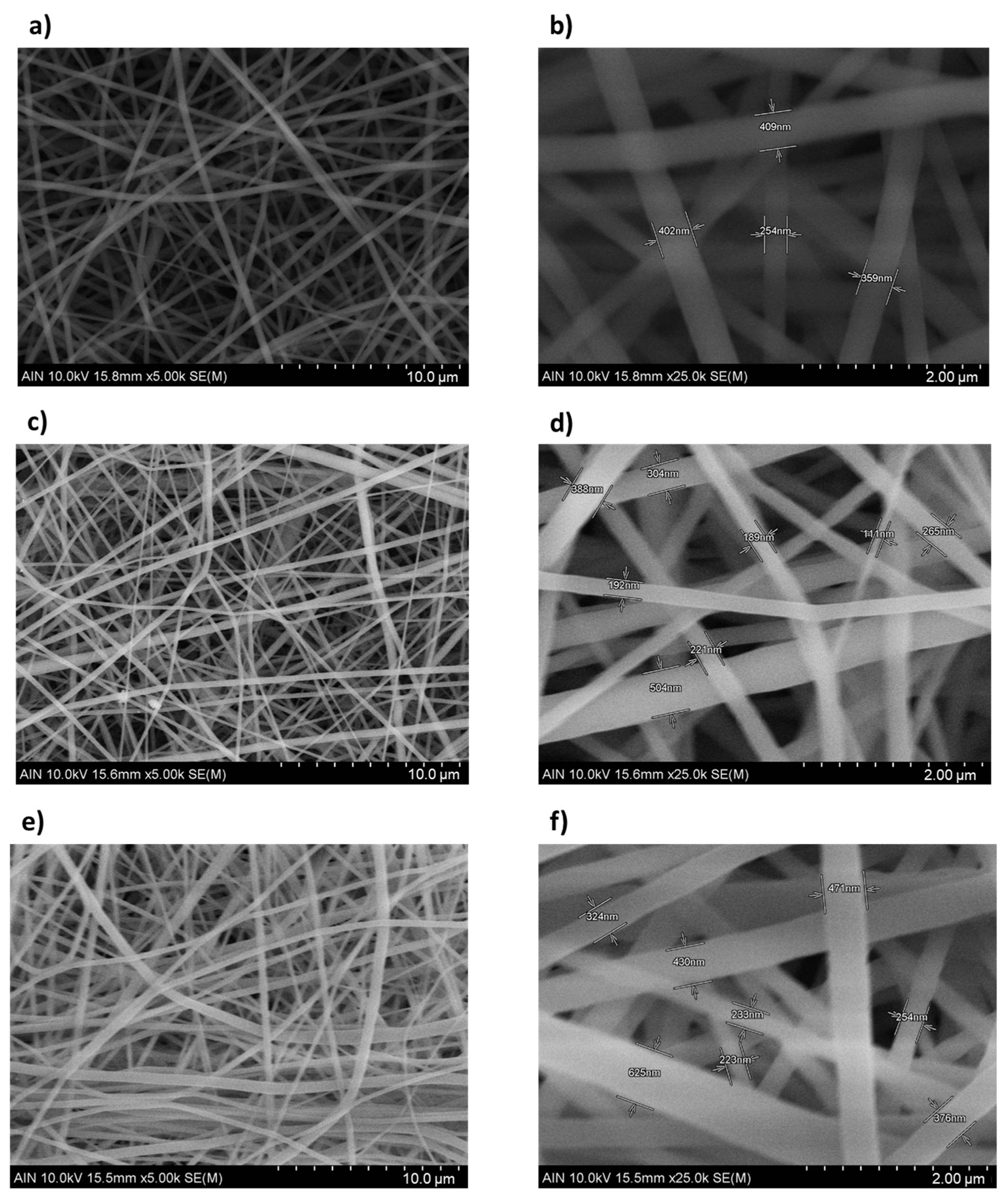
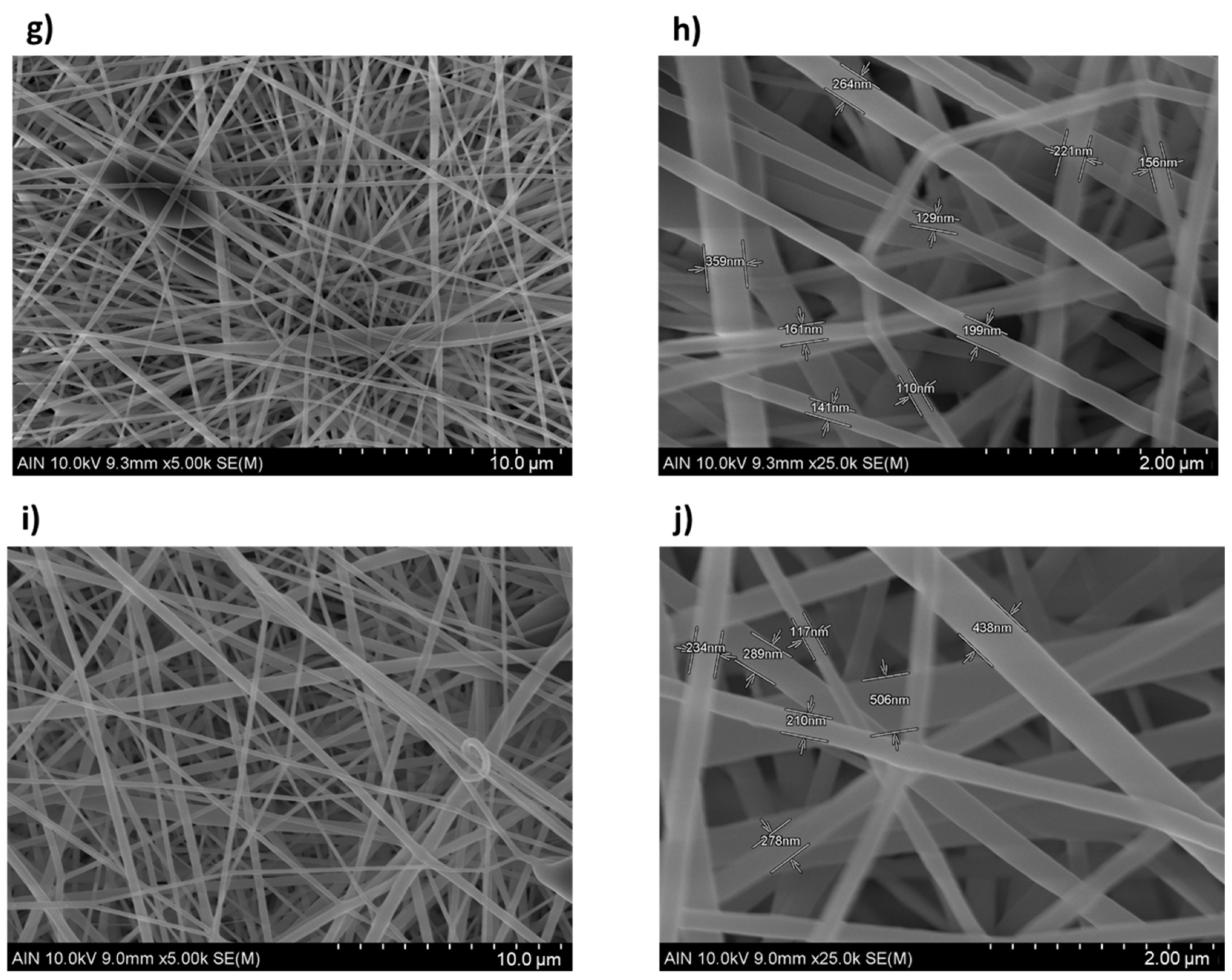
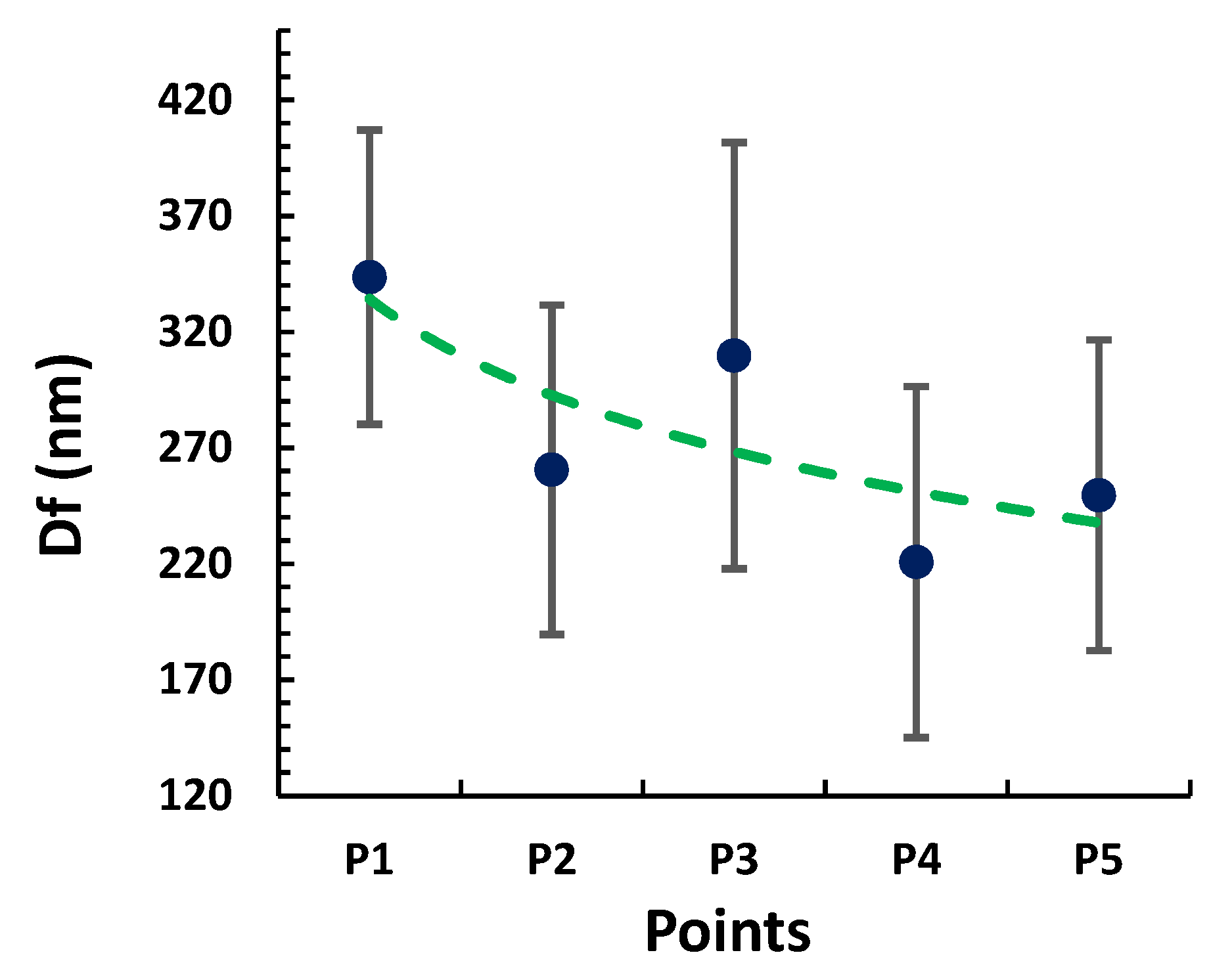
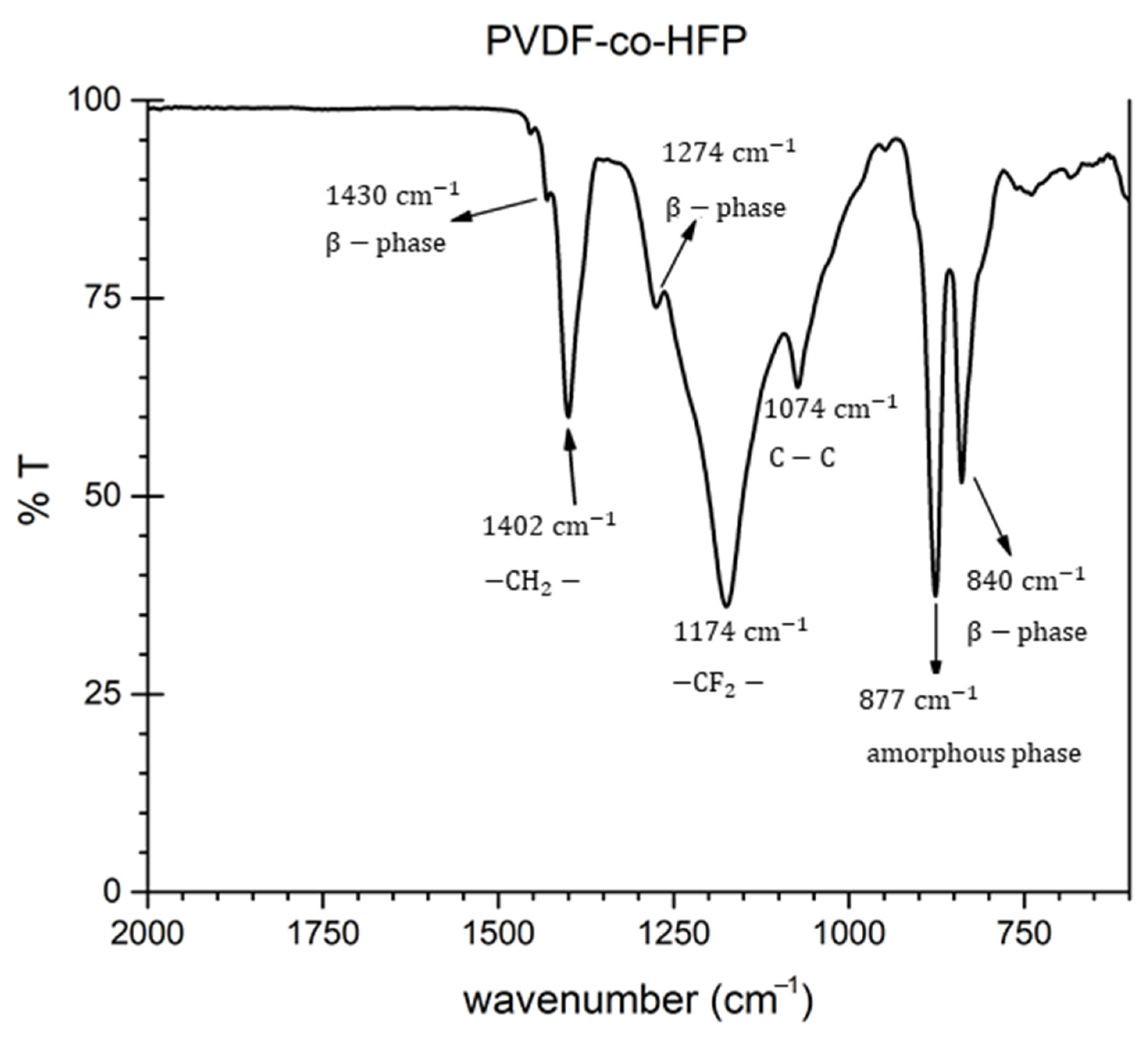
3.3. Surface Morphology
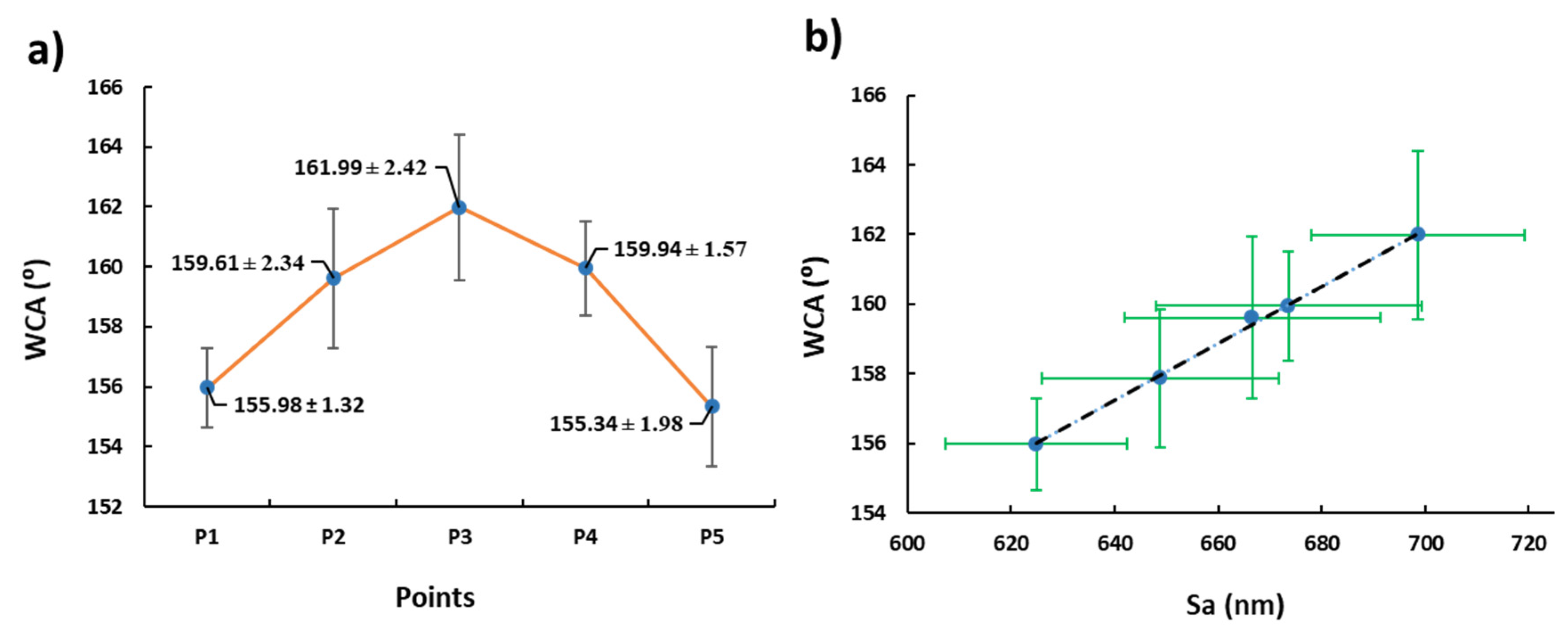
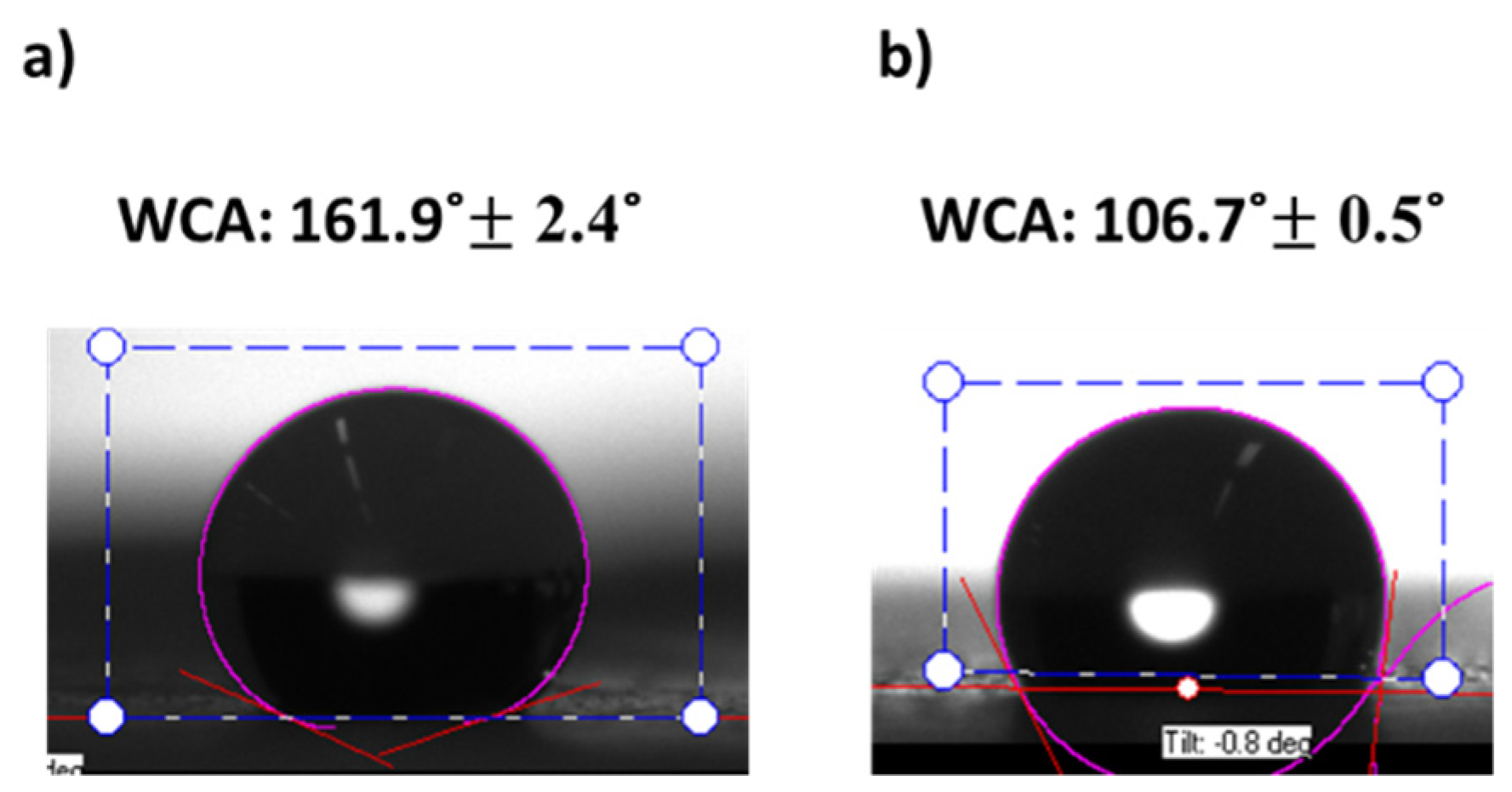
3.4. Wettability Properties
3.5. Anticorrosion Performance
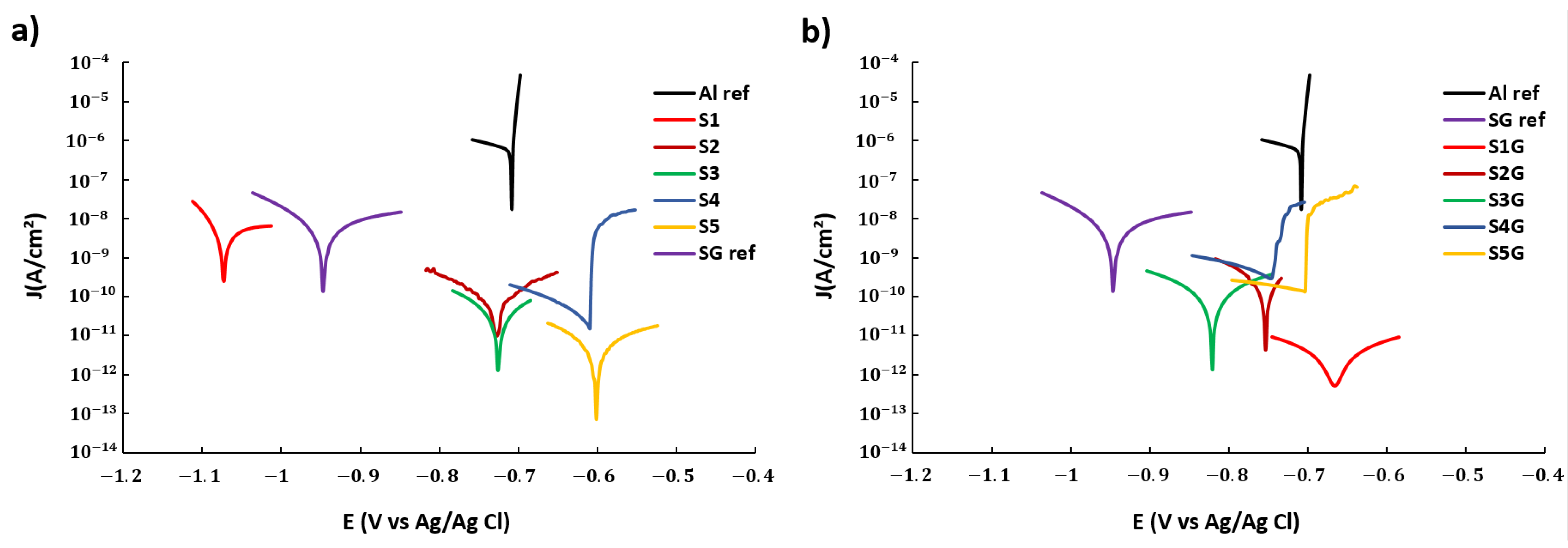
3.5.1. Tafel Polarization Test
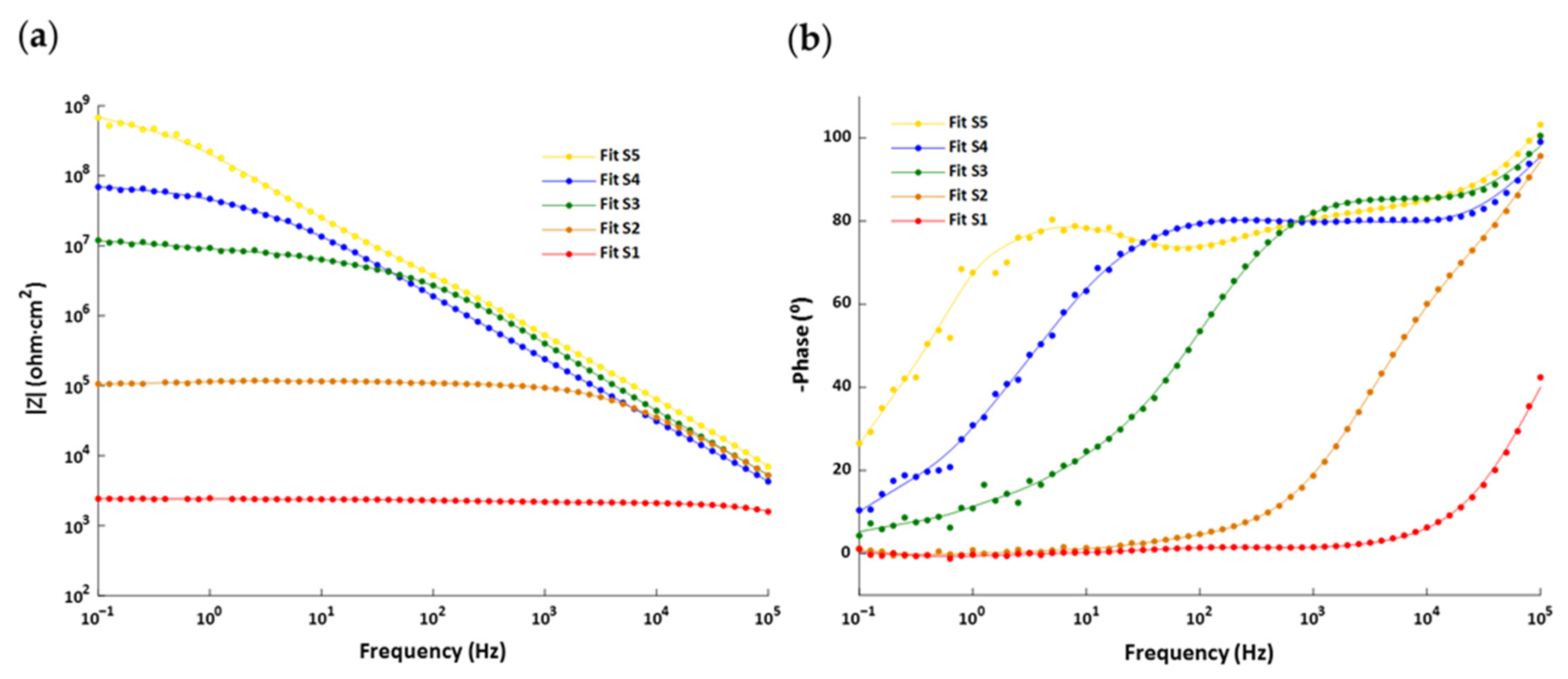
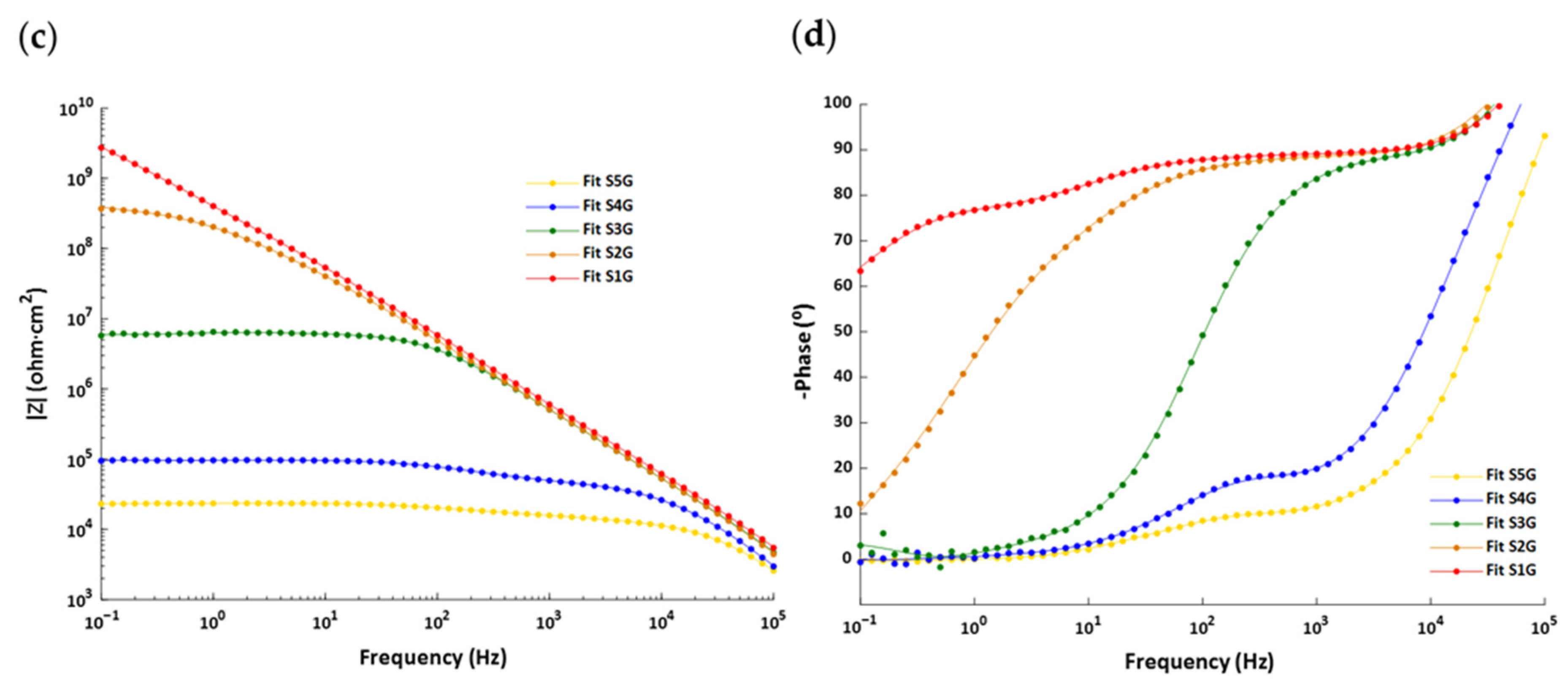
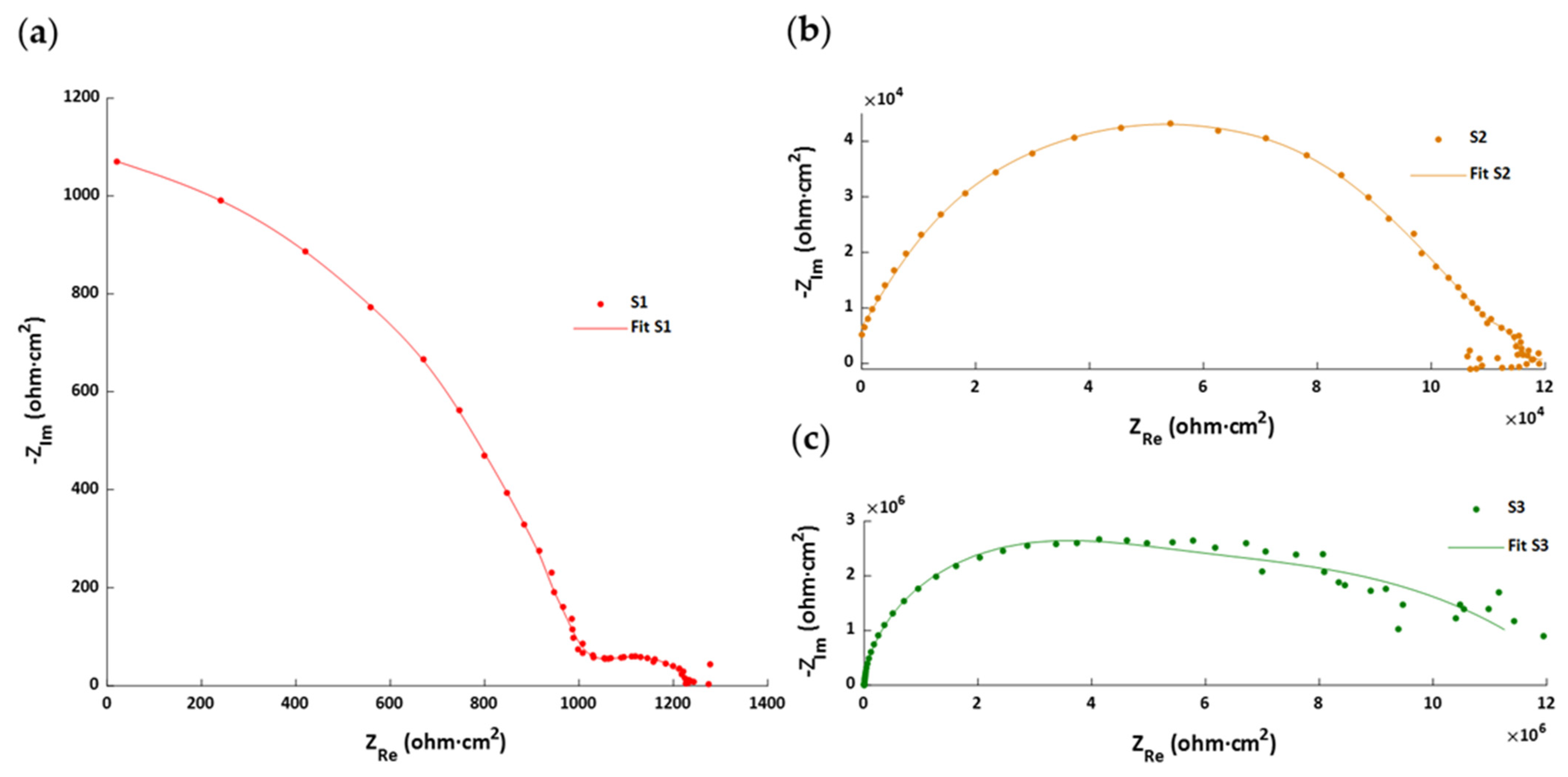
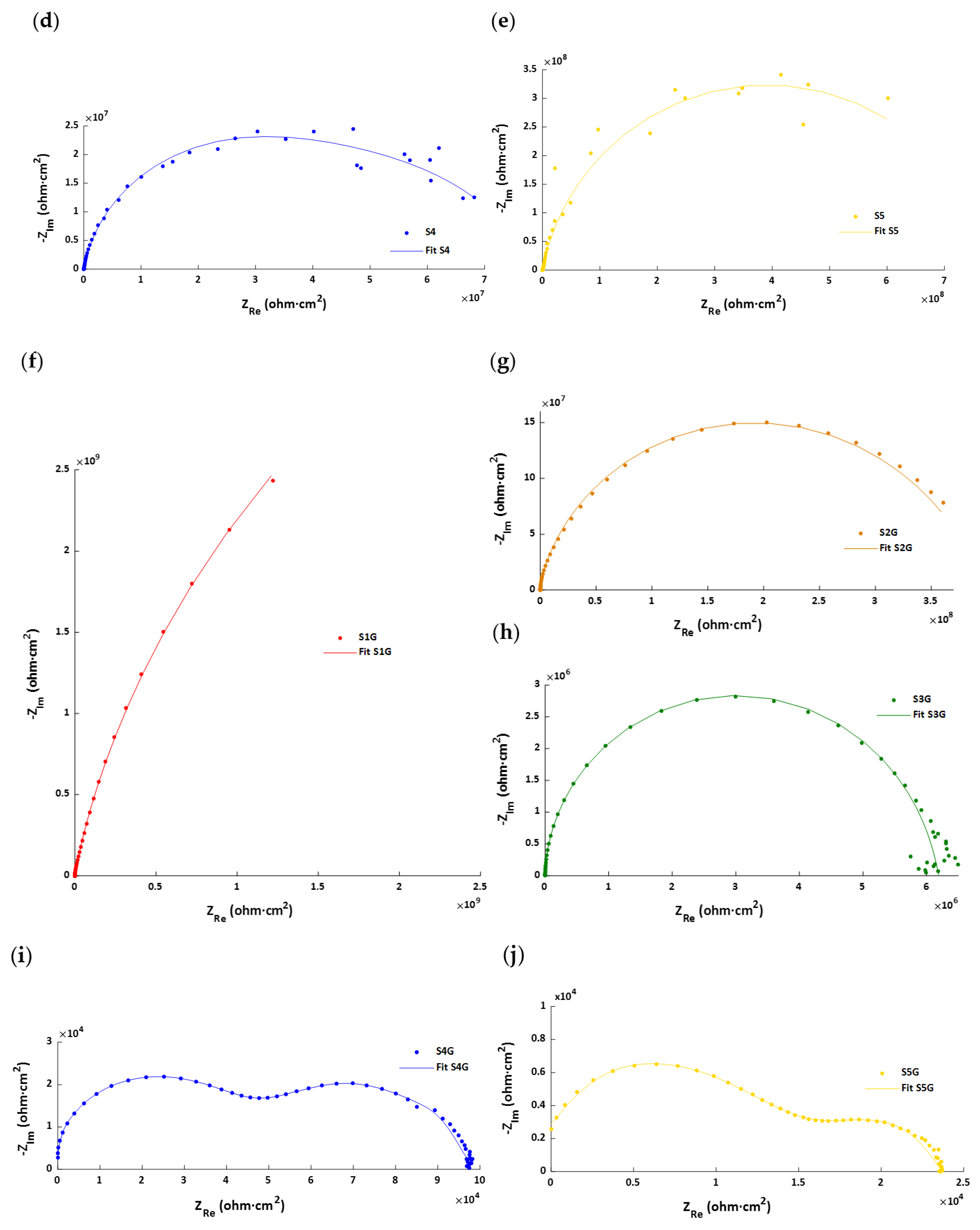
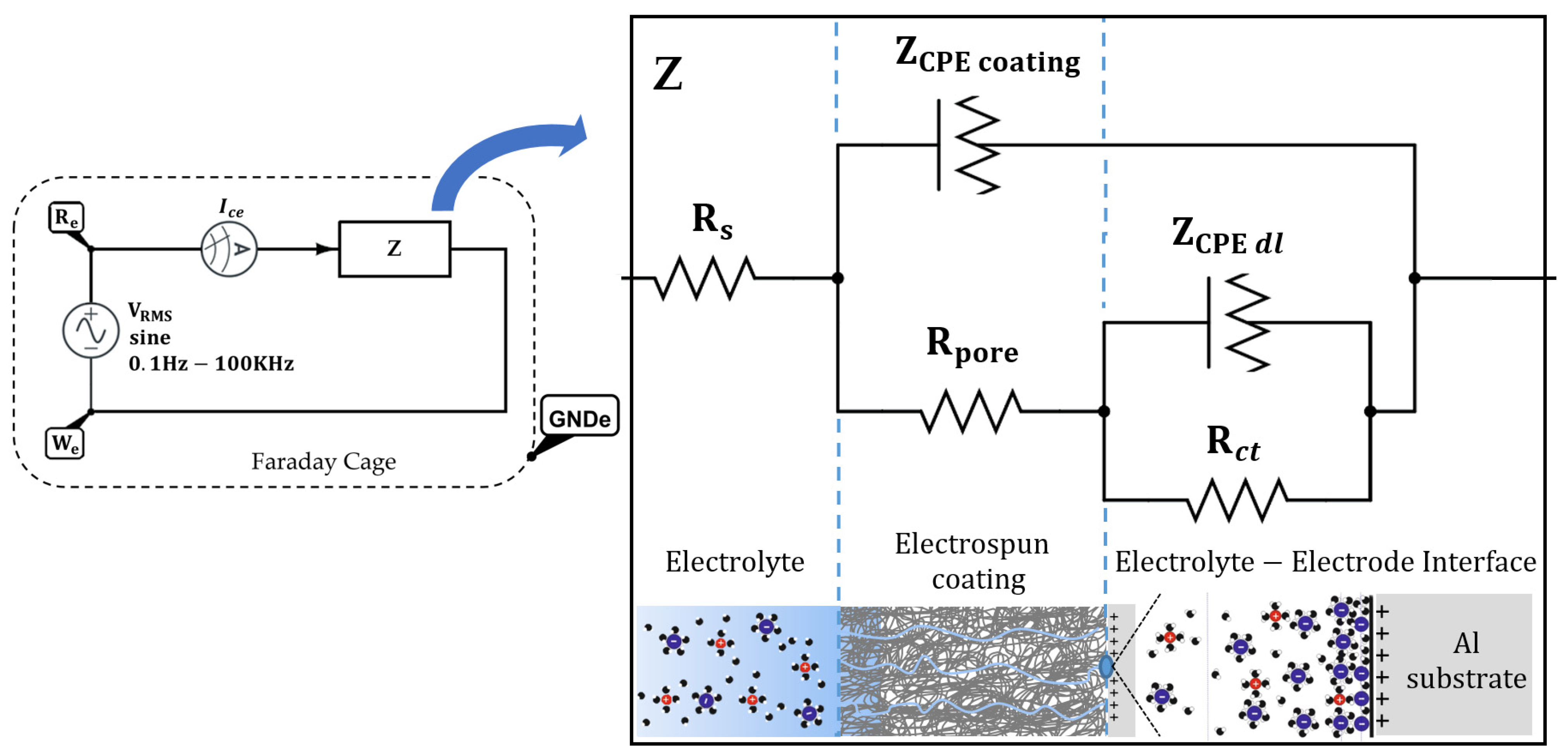
3.5.2. Electrochemical Impedance Spectroscopy (EIS)
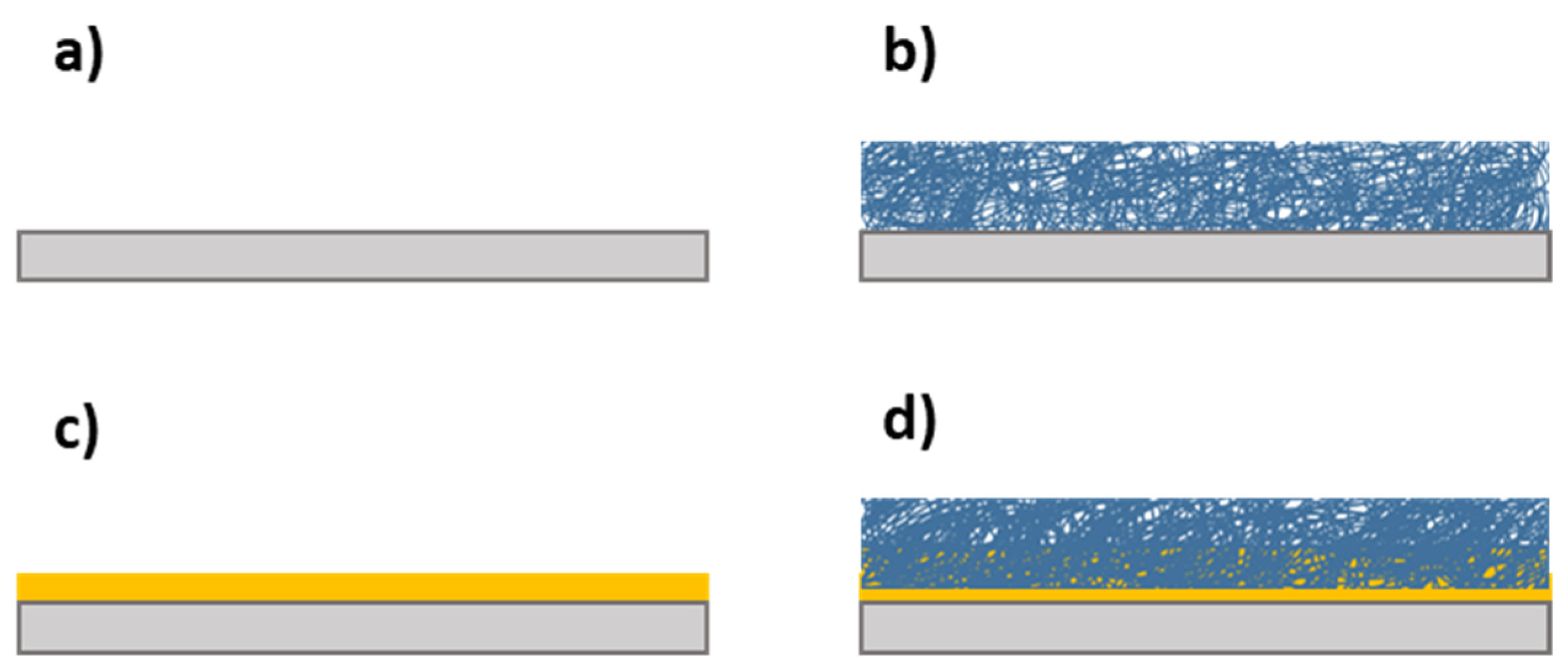
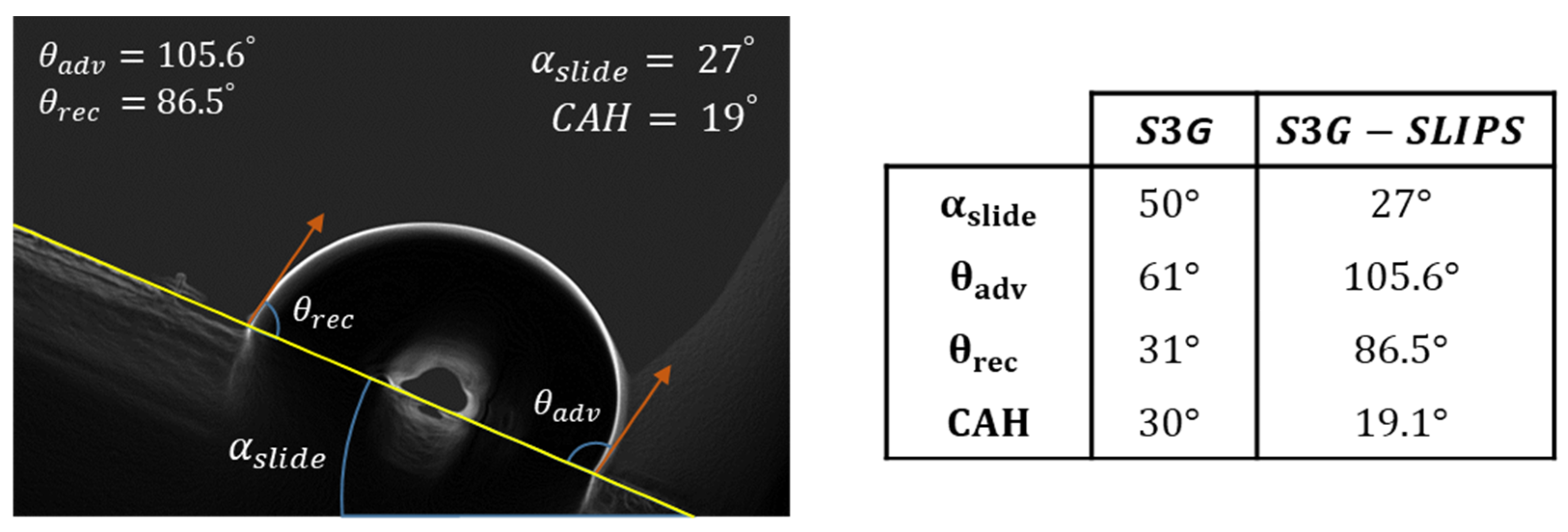
3.6. SLIPS Wetting Properties
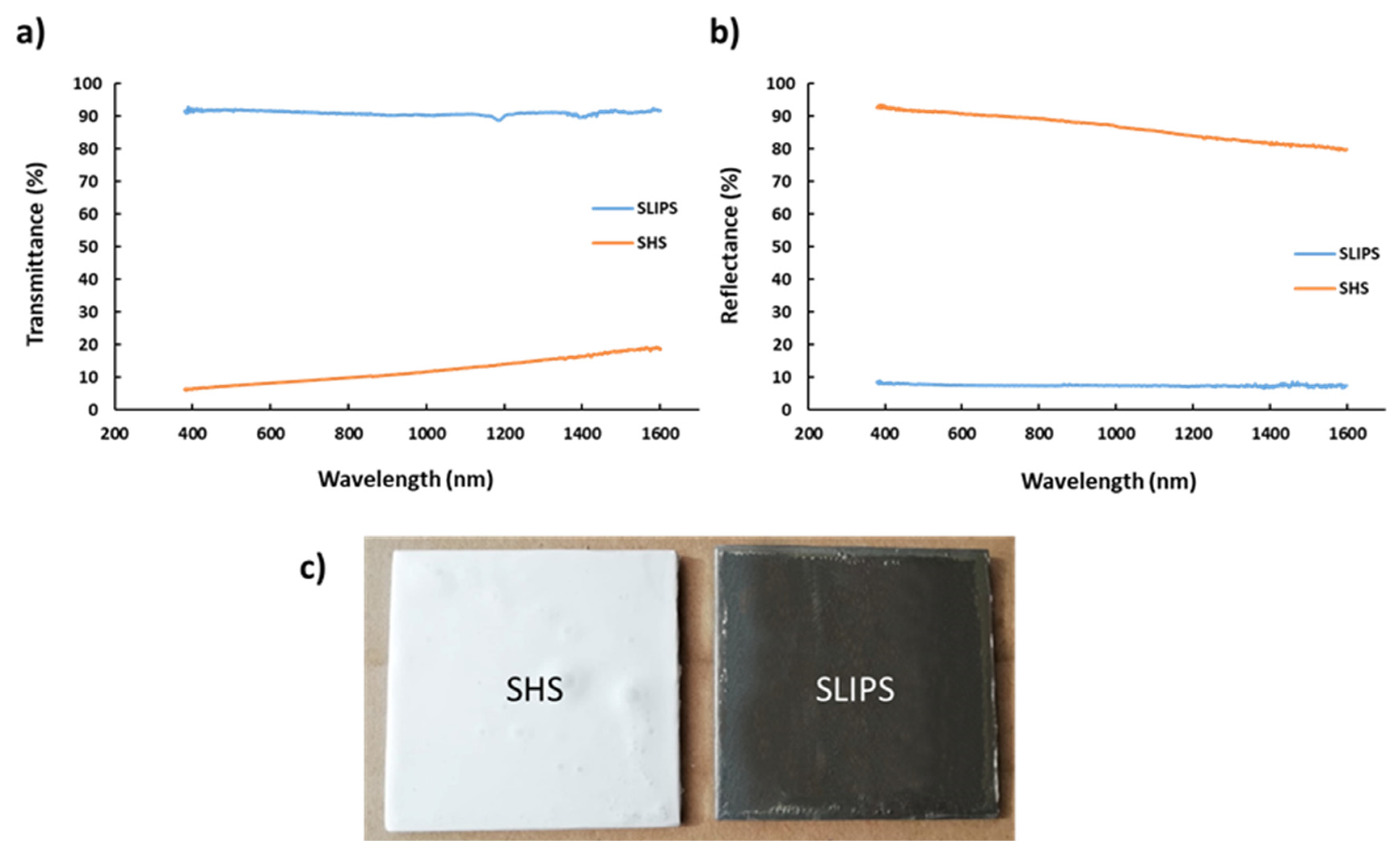
3.7. Optical Properties
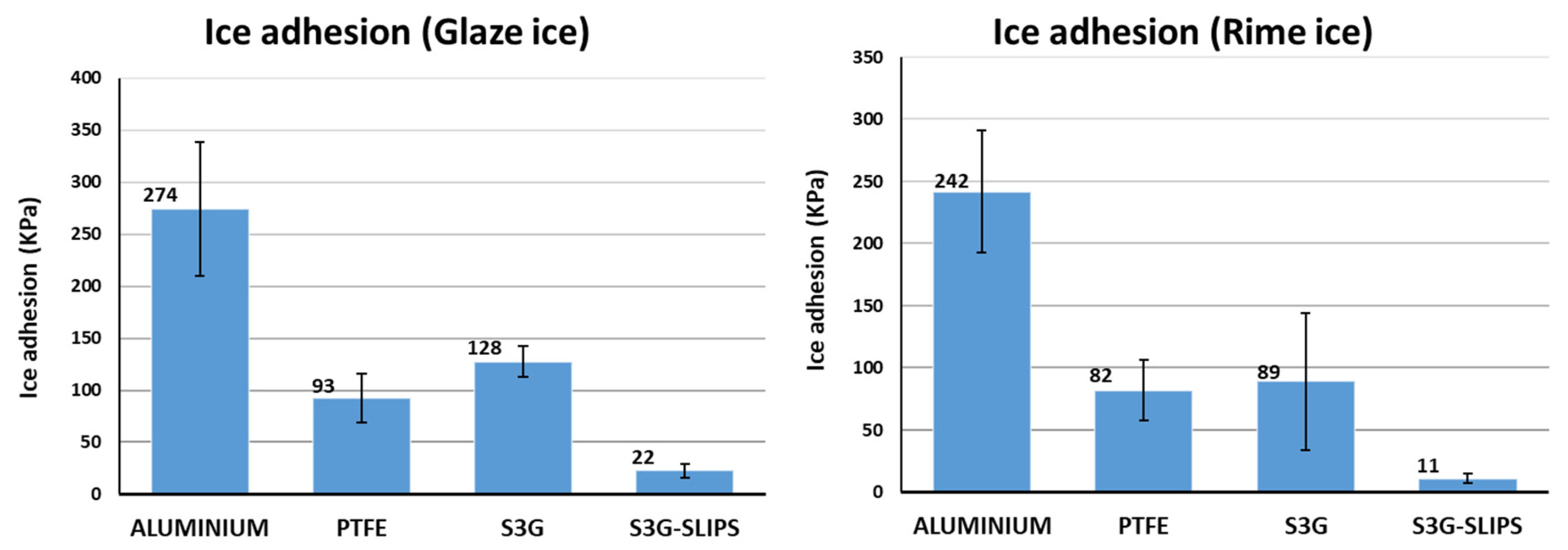
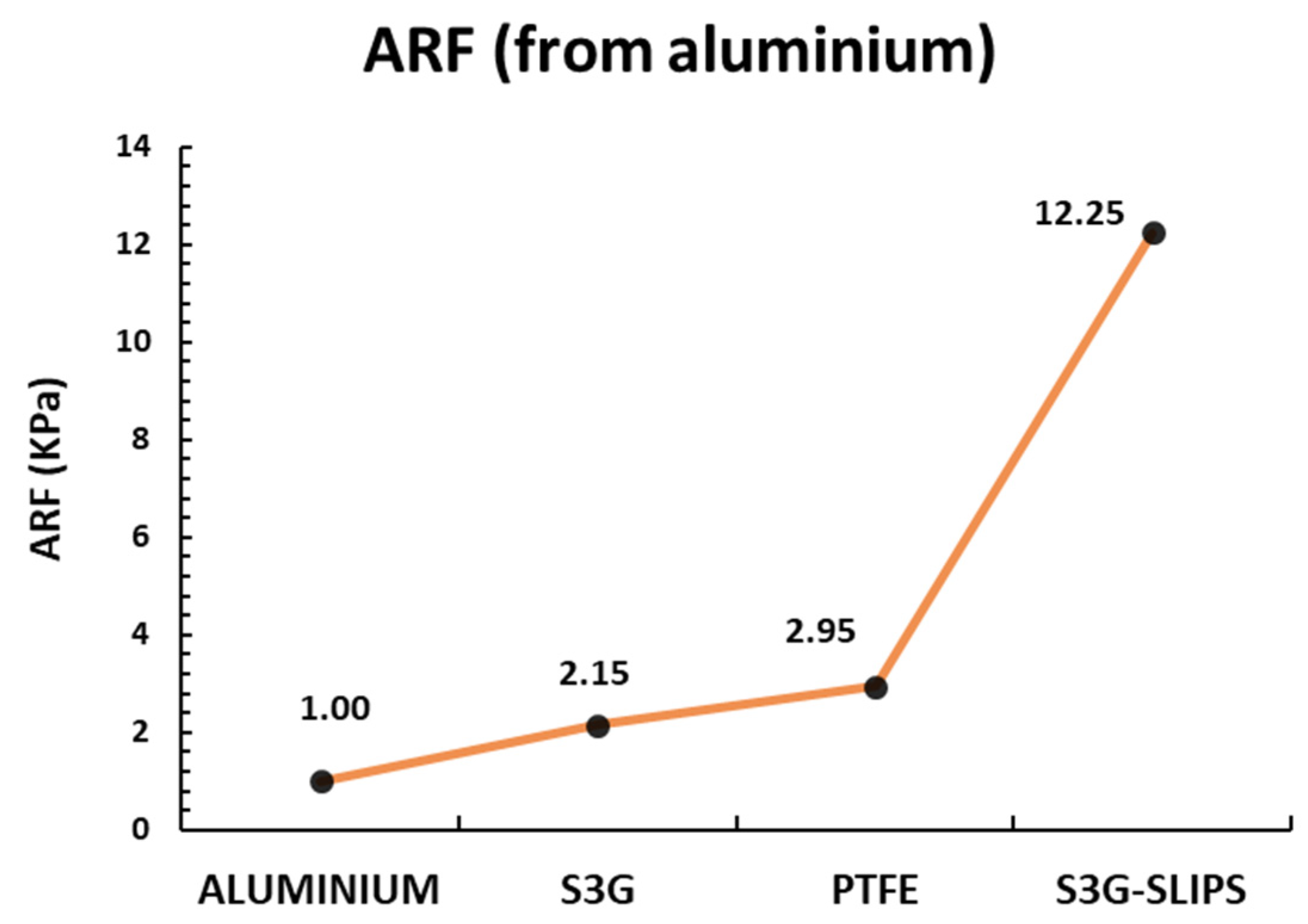
3.8. Ice Adhesion Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bolgiani, P.; Fernández-González, S.; Martin, M.L.; Valero, F.; Merino, A.; García-Ortega, E.; Sánchez, J.L. Analysis and numerical simulation of an aircraft icing episode near Adolfo Suárez Madrid-Barajas International Airport. Atmos. Res. 2018, 200, 60–69. [Google Scholar] [CrossRef]
- Carriveau, R.; Edrisy, A.; Cadieux, P.; Mailloux, R. Ice Adhesion Issues in Renewable Energy Infrastructure. J. Adhes. Sci. Technol. 2012, 26, 447–461. [Google Scholar] [CrossRef]
- Laforte, J.L.; Allaire, M.A.; Laflamme, J. State-of-the-art on power line de-icing. Atmos. Res. 1998, 46, 143–158. [Google Scholar] [CrossRef]
- Shao, Z.; Wang, Y.; Bai, H. A superhydrophobic textile inspired by polar bear hair for both in air and underwater thermal insulation. Chem. Eng. J. 2020, 397, 125441. [Google Scholar] [CrossRef]
- Giacomello, A.; Meloni, S.; Chinappi, M.; Casciola, C.M. Cassie–Baxter and Wenzel States on a Nanostructured Surface: Phase Diagram, Metastabilities, and Transition Mechanism by Atomistic Free Energy Calculations. Langmuir 2012, 28, 10764–10772. [Google Scholar] [CrossRef]
- Sas, I.; Gorga, R.E.; Joines, J.A.; Thoney, K.A. Literature review on superhydrophobic self-cleaning surfaces produced by electrospinning. J. Polym. Sci. Part B Polym. Phys. 2012, 50, 824–845. [Google Scholar] [CrossRef]
- Cassie, A.B.D.; Baxter, S. Wettability of porous surfaces. Trans. Faraday Soc. 1944, 40, 546. [Google Scholar] [CrossRef]
- Gnedenkov, S.V.; Sinebryukhov, S.L.; Egorkin, V.S.; Vyaliy, I.E. Wettability and electrochemical properties of the highly hydrophobic coatings on PEO-pretreated aluminum alloy. Surf. Coat. Technol. 2016, 307, 1241–1248. [Google Scholar] [CrossRef]
- Sun, T.; Feng, L.; Gao, X.; Jiang, L. Bioinspired Surf. with Special Wettability. Acc. Chem. Res. 2005, 38, 644–652. [Google Scholar] [CrossRef]
- Yao, X.; Song, Y.; Jiang, L. Applications of Bio-Inspired Special Wettable Surfaces. Adv. Mater. 2011, 23, 719–734. [Google Scholar] [CrossRef] [PubMed]
- Deng, X.; Mammen, L.; Butt, H.-J.; Vollmer, D. Candle Soot as a Template for a Transparent Robust Superamphiphobic Coating. Science 2012, 335, 67–70. [Google Scholar] [CrossRef]
- Farhadi, S.; Farzaneh, M.; Kulinich, S.A. Anti-icing performance of superhydrophobic surfaces. Appl. Surf. Sci. 2011, 257, 6264–6269. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, L.; Levänen, E. Superhydrophobic surfaces for the reduction of bacterial adhesion. RSC Adv. 2013, 3, 12003. [Google Scholar] [CrossRef]
- Bhushan, B.; Jung, Y.C.; Koch, K. Self-Cleaning Efficiency of Artificial Superhydrophobic Surfaces. Langmuir 2009, 25, 3240–3248. [Google Scholar] [CrossRef] [PubMed]
- Wang, N.; Xiong, D.; Deng, Y.; Shi, Y.; Wang, K. Mechanically Robust Superhydrophobic Steel Surface with Anti-Icing, UV-Durability, and Corrosion Resistance Properties. ACS Appl. Mater. Interfaces 2015, 7, 6260–6272. [Google Scholar] [CrossRef]
- Bohn, H.F.; Federle, W. Insect aquaplaning: Nepenthes pitcher plants capture prey with the peristome, a fully wettable water-lubricated anisotropic surface. Proc. Natl. Acad. Sci. USA 2004, 101, 14138–14143. [Google Scholar] [CrossRef] [PubMed]
- Wong, T.-S.; Kang, S.H.; Tang, S.K.Y.; Smythe, E.J.; Hatton, B.D.; Grinthal, A.; Aizenberg, J. Bioinspired self-repairing slippery surfaces with pressure-stable omniphobicity. Nature 2011, 477, 443–447. [Google Scholar] [CrossRef]
- Wang, P.; Zhang, D.; Lu, Z. Slippery liquid-infused porous surface bio-inspired by pitcher plant for marine anti-biofouling application. Colloids Surf. B Biointerfaces 2015, 136, 240–247. [Google Scholar] [CrossRef] [PubMed]
- Manna, U.; Raman, N.; Welsh, M.A.; Zayas-Gonzalez, Y.M.; Blackwell, H.E.; Palecek, S.P.; Lynn, D.M. Slippery Liquid-Infused Porous Surfaces that Prevent Microbial Surface Fouling and Kill Non-Adherent Pathogens in Surrounding Media: A Controlled Release Approach. Adv. Funct. Mater. 2016, 26, 3599–3611. [Google Scholar] [CrossRef]
- Bernstein, B.C.; Omeron, T.A.; Politovich, M.K.; McDonough, F. Surface weather features associated with freezing precipitation and severe in-flight aircraft icing. Atmos. Res. 1998, 46, 57–73. [Google Scholar] [CrossRef]
- Dotan, A.; Dodiuk, H.; Laforte, C.; Kenig, S. The Relationship between Water Wetting and Ice Adhesion. J. Adhes. Sci. Technol. 2009, 23, 1907–1915. [Google Scholar] [CrossRef]
- Lynch, F.T.; Khodadoust, A. Effects of ice accretions on aircraft aerodynamics. Prog. Aerosp. Sci. 2001, 37, 669–767. [Google Scholar] [CrossRef]
- Huttunen-Saarivirta, E.; Kuokkala, V.-T.; Kokkonen, J.; Paajanen, H. Corrosion effects of runway de-icing chemicals on aircraft alloys and coatings. Mater. Chem. Phys. 2011, 126, 138–151. [Google Scholar] [CrossRef]
- Cao, L.; Jones, A.K.; Sikka, V.K.; Wu, J.; Gao, D. Anti-Icing Superhydrophobic Coatings. Langmuir 2009, 25, 12444–12448. [Google Scholar] [CrossRef]
- Wang, Y.; Orol, D.; Owens, J.; Simpson, K.; Lee, H.J. Design and Development of Anti-Icing Aluminum Surface. Mater. Sci. Appl. 2013, 4, 347–356. [Google Scholar] [CrossRef][Green Version]
- Yong, J.; Chen, F.; Yang, Q.; Fang, Y.; Huo, J.; Zhang, J.; Hou, X. Nepenthes Inspired Design of Self-Repairing Omniphobic Slippery Liquid Infused Porous Surface (SLIPS) by Femtosecond Laser Direct Writing. Adv. Mater. Interfaces 2017, 4, 1700552. [Google Scholar] [CrossRef]
- Yong, J.; Huo, J.; Yang, Q.; Chen, F.; Fang, Y.; Wu, X.; Liu, L.; Lu, X.; Zhang, J.; Hou, X. Femtosecond Laser Direct Writing of Porous Network Microstructures for Fabricating Super-Slippery Surfaces with Excellent Liquid Repellence and Anti-Cell Proliferation. Adv. Mater. Interfaces 2018, 5, 1701479. [Google Scholar] [CrossRef]
- Wang, P.; Lu, Z.; Zhang, D. Slippery liquid-infused porous surfaces fabricated on aluminum as a barrier to corrosion induced by sulfate reducing bacteria. Corros. Sci. 2015, 93, 159–166. [Google Scholar] [CrossRef]
- Zhou, X.; Lee, Y.-Y.; Chong, K.S.L.; He, C. Superhydrophobic and slippery liquid-infused porous surfaces formed by the self-assembly of a hybrid ABC triblock copolymer and their antifouling performance. J. Mater. Chem. B 2018, 6, 440–448. [Google Scholar] [CrossRef] [PubMed]
- Okada, I.; Shiratori, S. High-Transparency, Self-Standable Gel-SLIPS Fabricated by a Facile Nanoscale Phase Separation. ACS Appl. Mater. Interfaces 2014, 6, 1502–1508. [Google Scholar] [CrossRef]
- Liu, Q.; Yang, Y.; Huang, M.; Zhou, Y.; Liu, Y.; Liang, X. Durability of a lubricant-infused Electrospray Silicon Rubber surface as an anti-icing coating. Appl. Surf. Sci. 2015, 346, 68–76. [Google Scholar] [CrossRef]
- Nuraje, N.; Khan, W.S.; Lei, Y.; Ceylan, M.; Asmatulu, R. Superhydrophobic electrospun nanofibers. J. Mater. Chem. A 2013, 1, 1929–1946. [Google Scholar] [CrossRef]
- Vicente, A.; Rivero, P.J.; Palacio, J.F.; Rodríguez, R. The Role of the Fiber/Bead Hierarchical Microstructure on the Properties of PVDF Coatings Deposited by Electrospinning. Polymers 2021, 13, 464. [Google Scholar] [CrossRef] [PubMed]
- Rivero, P.J.; Rosagaray, I.; Fuertes, J.P.; Palacio, J.F.; Rodríguez, R.J. Designing Multifunctional Protective PVC Electrospun Fibers with Tunable Properties. Polymers 2020, 12, 2086. [Google Scholar] [CrossRef]
- Rivero, P.J.; Iribarren, A.; Larumbe, S.; Palacio, J.F.; Rodríguez, R. A Comparative Study of Multifunctional Coatings Based on Electrospun Fibers with Incorporated ZnO Nanoparticles. Coatings 2019, 9, 367. [Google Scholar] [CrossRef]
- Wang, X.; Ding, B.; Yu, J.; Wang, M. Engineering biomimetic superhydrophobic surfaces of electrospun nanomaterials. Nano Today 2011, 6, 510–530. [Google Scholar] [CrossRef]
- Reneker, D.H.; Chun, I. Nanometre diameter fibres of polymer, produced by electrospinning. Nanotechnology 1996, 7, 216–223. [Google Scholar] [CrossRef]
- Li, D.; Xia, Y. Electrospinning of Nanofibers: Reinventing the Wheel? Adv. Mater. 2004, 16, 1151–1170. [Google Scholar] [CrossRef]
- Rivero, P.J.; Redin, D.M.; Rodríguez, R.J. Electrospinning: A Powerful Tool to Improve the Corrosion Resistance of Metallic Surfaces Using Nanofibrous Coatings. Metals 2020, 10, 350. [Google Scholar] [CrossRef]
- Reschetnik, W.; Brüggemann, J.-P.; Aydinöz, M.E.; Grydin, O.; Hoyer, K.-P.; Kullmer, G.; Richard, H.A. Fatigue crack growth behavior and mechanical properties of additively processed EN AW-7075 aluminium alloy. Procedia Struct. Integr. 2016, 2, 3040–3048. [Google Scholar] [CrossRef]
- Dorward, R.C.; Pritchett, T.R. Advanced aluminium alloys for aircraft and aerospace applications. Mater. Des. 1988, 9, 63–69. [Google Scholar] [CrossRef]
- Zhang, M.; Chen, R.; Liu, Q.; Liu, J.; Yu, J.; Song, D.; Liu, P.; Gao, L.; Wang, J. Long-Term Stability of a Liquid-Infused Coating with Anti-Corrosion and Anti-Icing Potentials on Al Alloy. ChemElectroChem 2019, 6, 3911–3919. [Google Scholar] [CrossRef]
- Yuan, R.; Wu, S.; Yu, P.; Wang, B.; Mu, L.; Zhang, X.; Zhu, Y.; Wang, B.; Wang, H.; Zhu, J. Superamphiphobic and Electroactive Nanocomposite toward Self-Cleaning, Antiwear, and Anticorrosion Coatings. ACS Appl. Mater. Interfaces 2016, 8, 12481–12493. [Google Scholar] [CrossRef]
- Montemor, M.F. Functional and smart coatings for corrosion protection: A review of recent advances. Surf. Coat. Technol. 2014, 258, 17–37. [Google Scholar] [CrossRef]
- Ran, M.; Zheng, W.; Wang, H. Fabrication of superhydrophobic surfaces for corrosion protection: A review. Mater. Sci. Technol. 2019, 35, 313–326. [Google Scholar] [CrossRef]
- Laforte, C. Icephobic Materials Centrifuge Adhesion Test. In Proceedings of the 11th International Workshop on Atmospheric Icing of Structures, IWAIS, Montreal, QC, Canada, 12–16 June 2005. [Google Scholar]
- Rico, V.; Mora, J.; García, P.; Agüero, A.; Borrás, A.; González-Elipe, A.R.; López-Santos, C. Robust anti-icing superhydrophobic aluminum alloy surfaces by grafting fluorocarbon molecular chains. Appl. Mater. Today 2020, 21, 100815. [Google Scholar] [CrossRef]
- Rivero, P.J.; Rodriguez, R.J.; Larumbe, S.; Monteserín, M.; Martín, F.; García, A.; Acosta, C.; Clemente, M.J.; García, P.; Mora, J.; et al. Evaluation of Functionalized Coatings for the Prevention of Ice Accretion by Using Icing Wind Tunnel Tests. Coatings 2020, 10, 636. [Google Scholar] [CrossRef]
- Hohman, M.M.; Shin, M.; Rutledge, G.; Brenner, M.P. Electrospinning and electrically forced jets. II. Applications. Phys. Fluids 2001, 13, 2221–2236. [Google Scholar] [CrossRef]
- Shin, Y.M.; Hohman, M.M.; Brenner, M.P.; Rutledge, G.C. Experimental characterization of electrospinning: The electrically forced jet and instabilities. Polymer 2001, 42, 09955–09967. [Google Scholar] [CrossRef]
- Li, Z.; Wang, C. Introduction of Electrospinning; Springer: Berlin/Heidelberg, Germany, 2013; pp. 1–13. [Google Scholar]
- Zong, H.; Xia, X.; Liang, Y.; Dai, S.; Alsaedi, A.; Hayat, T.; Kong, F.; Pan, J.H. Designing function-oriented artificial nanomaterials and membranes via electrospinning and electrospraying techniques. Mater. Sci. Eng. C Mater. Biol. Appl. 2018, 92, 1075–1091. [Google Scholar] [CrossRef]
- Cozza, E.S.; Monticelli, O.; Marsano, E.; Cebe, P. On the electrospinning of PVDF: Influence of the experimental conditions on the nanofiber properties. Polym. Int. 2013, 62, 41–48. [Google Scholar] [CrossRef]
- Katti, D.S.; Robinson, K.W.; Ko, F.K.; Laurencin, C.T. Bioresorbable nanofiber-based systems for wound healing and drug delivery: Optimization of fabrication parameters. J. Biomed. Mater. Res. 2004, 70B, 286–296. [Google Scholar] [CrossRef]
- Nair, L.S.; Bhattacharyya, S.; Bender, J.D.; Greish, Y.E.; Brown, P.W.; Allcock, H.R.; Laurencin, C.T. Fabrication and optimization of methylphenoxy substituted polyphosphazene nanofibers for biomedical applications. Biomacromolecules 2004, 5, 2212–2220. [Google Scholar] [CrossRef]
- Yee, W.A.; Kotaki, M.; Liu, Y.; Lu, X. Morphology, polymorphism behavior and molecular orientation of electrospun poly(vinylidene fluoride) fibers. Polymer 2007, 48, 512–521. [Google Scholar] [CrossRef]
- Chanunpanich, N.; Lee, B.; Byun, H. A study of electrospun PVDF on PET sheet. Macromol. Res. 2008, 16, 212–217. [Google Scholar] [CrossRef]
- Law, K.-Y.; Zhao, H. Surface Wetting. Surf. Wetting 2016. [Google Scholar] [CrossRef]
- Chen, N.; Hong, L. Surface phase morphology and composition of the casting films of PVDF–PVP blend. Polymer 2002, 43, 1429–1436. [Google Scholar] [CrossRef]
- Pham, N.-D.; Duong, M.-M.; Le, M.-V.; Hoang, H.A.; Pham, L.-K.-O. Preparation and characterization of antifungal colloidal copper nanoparticles and their antifungal activity against Fusarium oxysporum and Phytophthora capsici. Comptes Rendus Chim. 2019, 22, 786–793. [Google Scholar] [CrossRef]
- Su, F.; Yao, K. Facile Fabrication of Superhydrophobic Surface with Excellent Mechanical Abrasion and Corrosion Resistance on Copper Substrate by a Novel Method. ACS Appl. Mater. Interfaces 2014, 6, 8762–8770. [Google Scholar] [CrossRef]
- Ulaganathan, M.; Rajendran, S. Effect of different salts on PVAc/PVdF-co-HFP based polymer blend electrolytes. J. Appl. Polym. Sci. 2010, 118, 646–651. [Google Scholar] [CrossRef]
- Kim, H.; Noh, K.; Choi, C.; Khamwannah, J.; Villwock, D.; Jin, S. Extreme Superomniphobicity of Multiwalled 8 nm TiO2 Nanotubes. Langmuir 2011, 27, 10191–10196. [Google Scholar] [CrossRef]
- Shirtcliffe, N.J.; McHale, G.; Newton, M.I.; Chabrol, G.; Perry, C.C. Dual-Scale Roughness Produces Unusually Water-Repellent Surfaces. Adv. Mater. 2004, 16, 1929–1932. [Google Scholar] [CrossRef]
- TAS, M.; Memon, H.; Xu, F.; Ahmed, I.; Hou, X. Electrospun nanofibre membrane based transparent slippery liquid-infused porous surfaces with icephobic properties. Colloids Surfaces A Physicochem. Eng. Asp. 2020, 585, 124177. [Google Scholar] [CrossRef]
- Smith, J.D.; Dhiman, R.; Anand, S.; Reza-Garduno, E.; Cohen, R.E.; McKinley, G.H.; Varanasi, K.K. Droplet mobility on lubricant-impregnated surfaces. Soft Matter 2013, 9, 1772–1780. [Google Scholar] [CrossRef]
- Kreder, M.J.; Alvarenga, J.; Kim, P.; Aizenberg, J. Design of anti-icing surfaces: Smooth, textured or slippery? Nat. Rev. Mater. 2016, 1, 15003. [Google Scholar] [CrossRef]
- Niemelä-Anttonen, H.; Kiilakoski, J.; Vuoristo, P.; Koivuluoto, H. Icephobic Performance of Different Surface Designs and Materials. In Proceedings of the International Workshop on Atmospheric Icing of Structures, Reykjavík, Iceland, 23–28 June 2019. [Google Scholar]
- Fortin, G.; Beisswenger, A.; Perron, J. Centrifuge Adhesion Test to Evaluate Icephobic Coatings. In Proceedings of the AIAA Atmospheric and Space Environments Conference, Toronto, ON, Canada, 2–5 August 2010; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2010. [Google Scholar]
- Makkonen, L. Models for the growth of rime, glaze, icicles and wet snow on structures. Philos. Trans. R. Soc. Lond. Ser. A Math. Phys. Eng. Sci. 2000, 358, 2913–2939. [Google Scholar] [CrossRef]
- Work, A.; Lian, Y. A critical review of the measurement of ice adhesion to solid substrates. Prog. Aerosp. Sci. 2018, 98, 1–26. [Google Scholar] [CrossRef]
- Rønneberg, S.; Laforte, C.; Volat, C.; He, J.; Zhang, Z. The effect of ice type on ice adhesion. AIP Adv. 2019, 9, 055304. [Google Scholar] [CrossRef]
- Stenroos, C. Properties of Icephobic Surfaces in Different Icing Conditions. Master’s Thesis, Tampere University of Technology, Tampere, Pirkanmaa, Finland, 9 September 2015. Available online: https://trepo.tuni.fi/handle/123456789/23364 (accessed on 25 November 2021).
- Laroche, A.; Bottone, D.; Seeger, S.; Bonaccurso, E. Silicone nanofilaments grown on aircraft alloys for low ice adhesion. Surf. Coat. Technol. 2021, 410, 126971. [Google Scholar] [CrossRef]
- Golovin, K.; Kobaku, S.P.R.; Lee, D.H.; DiLoreto, E.T.; Mabry, J.M.; Tuteja, A. Designing durable icephobic surfaces. Sci. Adv. 2016, 2, e1501496. [Google Scholar] [CrossRef] [PubMed]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | Condition 1 | Condition 2 |
|---|---|---|
| Wind speed (m/s) | 70 | 70 |
| Temperature (°C) | −5 | −15 |
| MVD (µm) | 40 | 20 |
| LWC (g/m3) | 0.5 | 0.5 |
| Time of nebulization (min.) | 4 | 4 |
| Iced area (cm2) | 12.5 | 12.5 |
| Points (Px) | Samples (Sx/SxG) | Applied Voltage (KV) | Flow Rate (µL/h) | Thickness (µm) | Time (min) |
|---|---|---|---|---|---|
| P1 | S1/S1G | 13.2 | 500 | 200 ± 5 | 325 |
| P2 | S2/S2G | 15.3 | 1000 | 200 ± 5 | 163 |
| P3 | S3/S3G | 17.7 | 2000 | 200 ± 5 | 67 |
| P4 | S4/S4G | 19.5 | 3000 | 200 ± 5 | 38 |
| P5 | S5/S5G | 20.5 | 4000 | 200 ± 5 | 18 |
| Sample | Voltage (KV) | Flow Rate (µL/h) | Jcorr (nA/cm2) | Ecorr (V) | Corrosion Rate (µm/year) | βa (V/dec) | βc (V/dec) | η (%) |
|---|---|---|---|---|---|---|---|---|
| Al ref | 0 | 0 | 504.210 | −0.71 | 15,902.00 | 0.01 | 0.26 | 0 |
| S1 | 13.2 | 500 | 29.814 | −1.07 | 940.29 | 0.15 | 0.09 | 94.087 |
| S2 | 15.3 | 1000 | 1.182 | −0.73 | 37.28 | 1.15 | 0.94 | 99.766 |
| S3 | 17.7 | 2000 | 0.142 | −0.73 | 4.46 | 0.44 | 0.24 | 99.972 |
| S4 | 19.5 | 3000 | 0.059 | −0.61 | 1.86 | 0.01 | 0.18 | 99.988 |
| S5 | 20.5 | 5000 | 0.039 | −0.60 | 1.24 | 1.28 | 0.39 | 99.992 |
| SG ref | 0 | 0 | 34.415 | −0.95 | 1085.40 | 0.82 | 0.22 | 93.174 |
| S1G | 13.2 | 500 | 0.038 | −0.67 | 1.19 | 1.97 | 1.25 | 99.992 |
| S2G | 15.3 | 1000 | 0.077 | −0.75 | 2.42 | 0.01 | 0.05 | 99.985 |
| S3G | 17.7 | 2000 | 0.239 | −0.82 | 7.54 | 0.28 | 0.22 | 99.953 |
| S4G | 19.5 | 3000 | 0.297 | −0.75 | 9.38 | 0.07 | 0.13 | 99.941 |
| S5G | 20.5 | 5000 | 0.399 | −0.70 | 12.57 | 0.11 | 0.50 | 99.921 |
| Sample | Ru (Ω·cm2) | Rpore (MΩ·cm2) | ZCPE (Coating) | Rct (MΩ·cm2) | ZCPE (Doble Layer) | X2 | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Q0 (nMho·Sn) | n | Ccoating (nF·cm2) | Q0 (nMho·Sn) | n | Cdl (nF·cm2) | |||||
| S1 | 20.6 | 0.0025 | 1.72 | 0.95 | 0.86 | 0.0002 | 2208.9 | 0.76 | 206.01 | 0.0029 |
| S2 | 18 | 0.1 | 1.59 | 0.88 | 0.49 | 0.011 | 258.78 | 0.86 | 96.82 | 0.00025 |
| S3 | 20.8 | 4.25 | 0.59 | 0.95 | 0.44 | 8.28 | 33.16 | 0.56 | 12.13 | 0.0037 |
| S4 | 21.3 | 47.01 | 1.68 | 0.89 | 1.23 | 28.09 | 15.26 | 0.77 | 11.85 | 0.0011 |
| S5 | 19.7 | 776.2 | 0.93 | 0.88 | 0.89 | --- | --- | --- | --- | 0.0068 |
| S1G | 18.9 | 5270 | 0.41 | 0.96 | 0.42 | --- | --- | --- | --- | 0.0082 |
| S2G | 19.3 | 90 | 0.34 | 0.99 | 0.33 | 305 | 0.8 | 0.76 | 0.51 | 0.0017 |
| S3G | 20.2 | 4.81 | 0.32 | 1 | 0.31 | 1.39 | 5.53 | 0.75 | 1.09 | 0.0012 |
| S4G | 21.8 | 0.04 | 0.47 | 1 | 0.47 | 0.055 | 101.54 | 0.75 | 18.12 | 0.0011 |
| S5G | 18.6 | 0.01 | 0.57 | 1 | 0.57 | 0.012 | 1106.8 | 0.57 | 43.06 | 0.00096 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vicente, A.; Rivero, P.J.; García, P.; Mora, J.; Carreño, F.; Palacio, J.F.; Rodríguez, R. Icephobic and Anticorrosion Coatings Deposited by Electrospinning on Aluminum Alloys for Aerospace Applications. Polymers 2021, 13, 4164. https://doi.org/10.3390/polym13234164
Vicente A, Rivero PJ, García P, Mora J, Carreño F, Palacio JF, Rodríguez R. Icephobic and Anticorrosion Coatings Deposited by Electrospinning on Aluminum Alloys for Aerospace Applications. Polymers. 2021; 13(23):4164. https://doi.org/10.3390/polym13234164
Chicago/Turabian StyleVicente, Adrián, Pedro J. Rivero, Paloma García, Julio Mora, Francisco Carreño, José F. Palacio, and Rafael Rodríguez. 2021. "Icephobic and Anticorrosion Coatings Deposited by Electrospinning on Aluminum Alloys for Aerospace Applications" Polymers 13, no. 23: 4164. https://doi.org/10.3390/polym13234164
APA StyleVicente, A., Rivero, P. J., García, P., Mora, J., Carreño, F., Palacio, J. F., & Rodríguez, R. (2021). Icephobic and Anticorrosion Coatings Deposited by Electrospinning on Aluminum Alloys for Aerospace Applications. Polymers, 13(23), 4164. https://doi.org/10.3390/polym13234164