
Taking Advantage of Phosphate Functionalized Waterborne Acrylic Binders to Get Rid of Inhibitors in Direct-to-Metal Paints



Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Synthesis of the Phosphate Stabilized Binders
2.2.1. Poly(MMA-co-BA) Latex
2.2.2. Poly(SA/MMA-co-BA) Latex
2.3. Preparation of Waterborne Paints
2.4. Substrate Cleaning and Paint Application
2.5. Characterization and Testing Methods
3. Results and Discussions
3.1. Waterborne Binders Containing Phosphates Functionalities
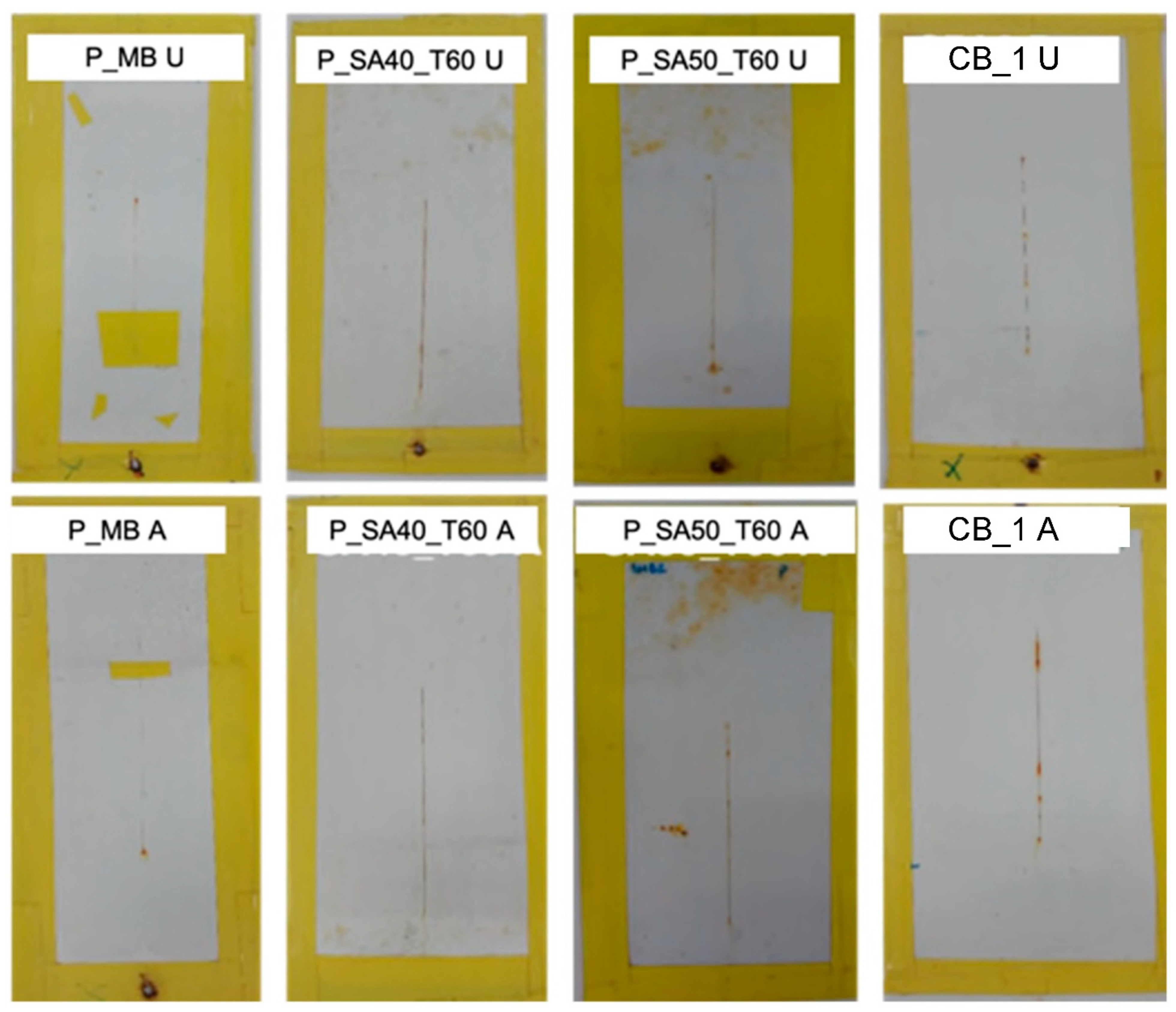
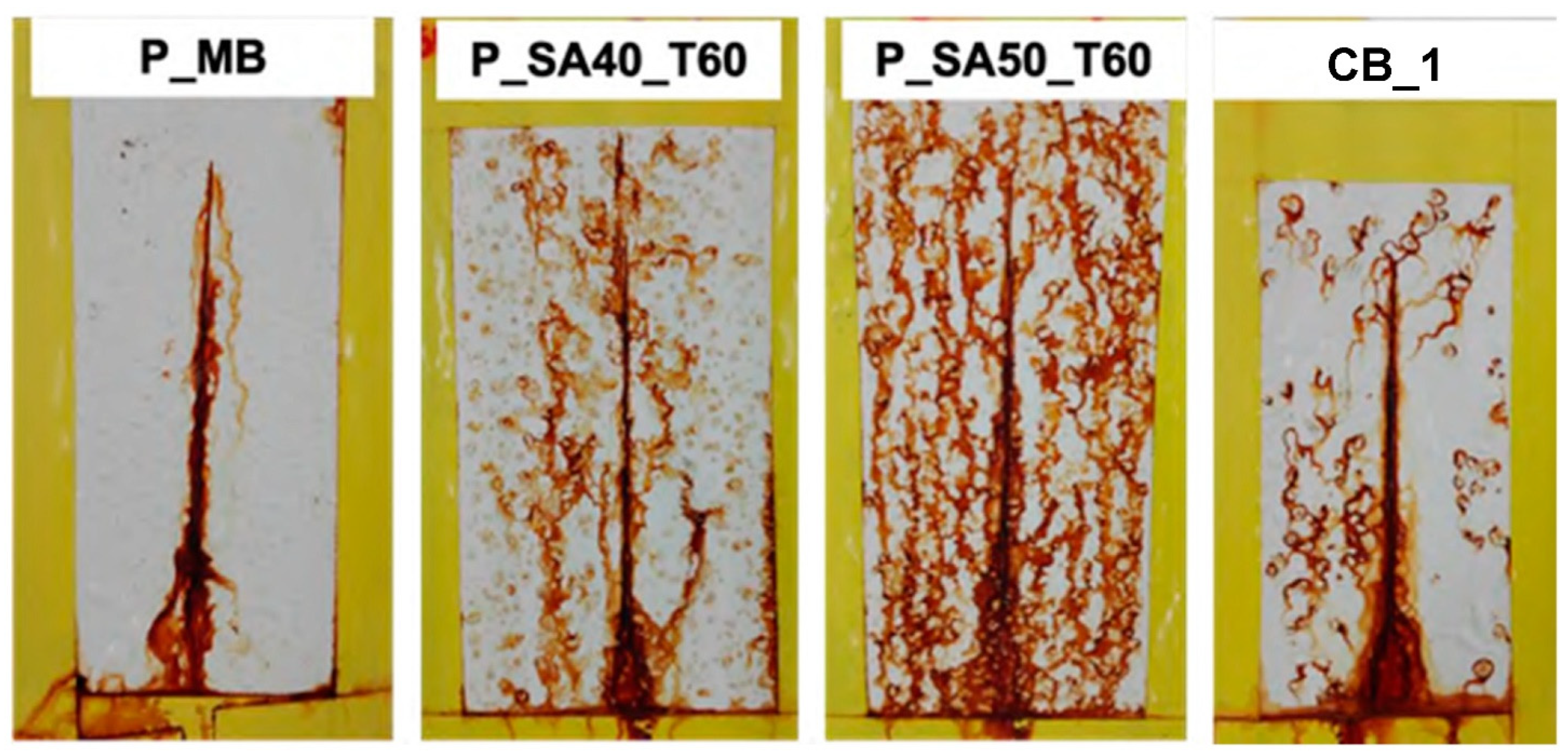
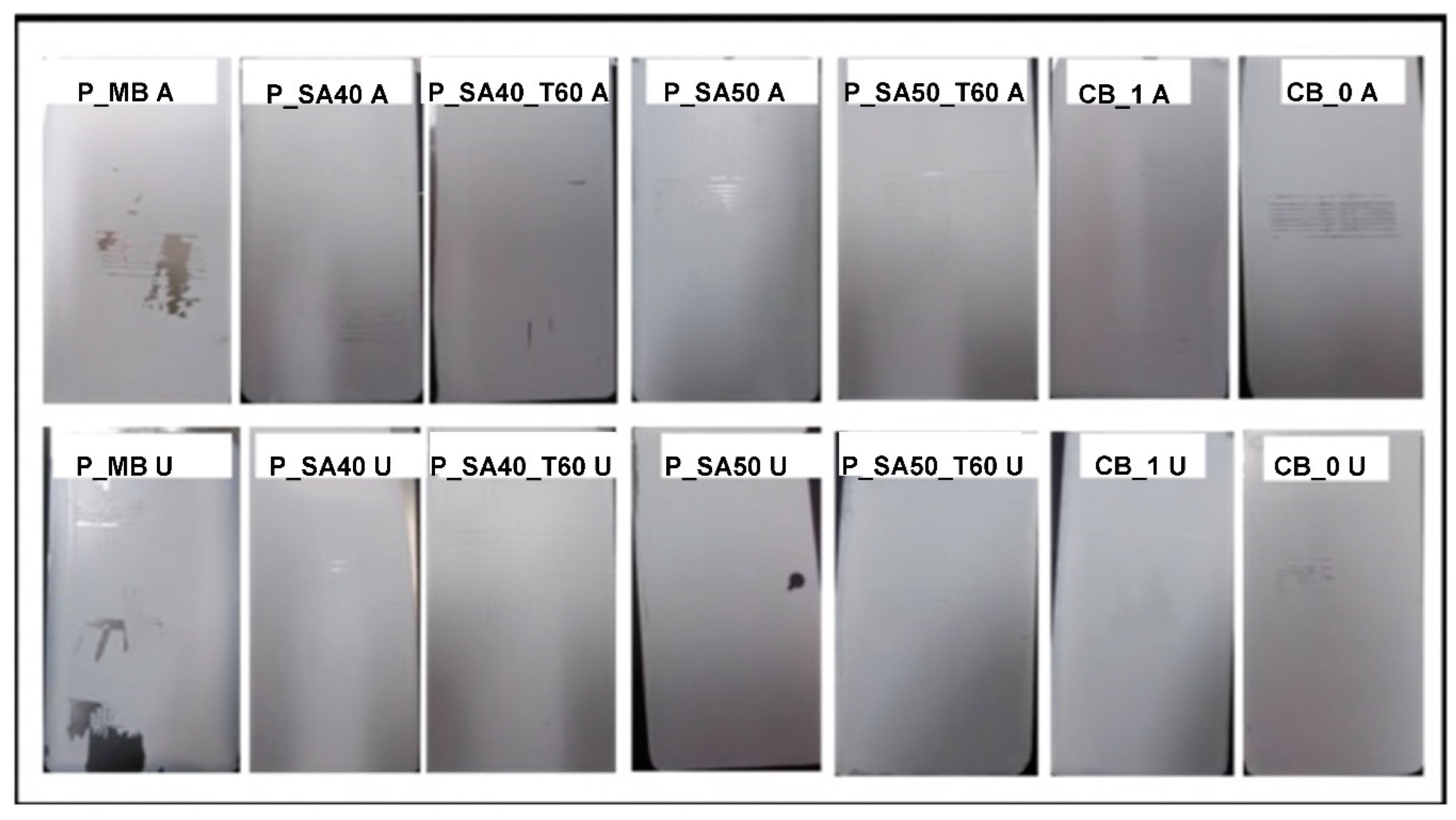
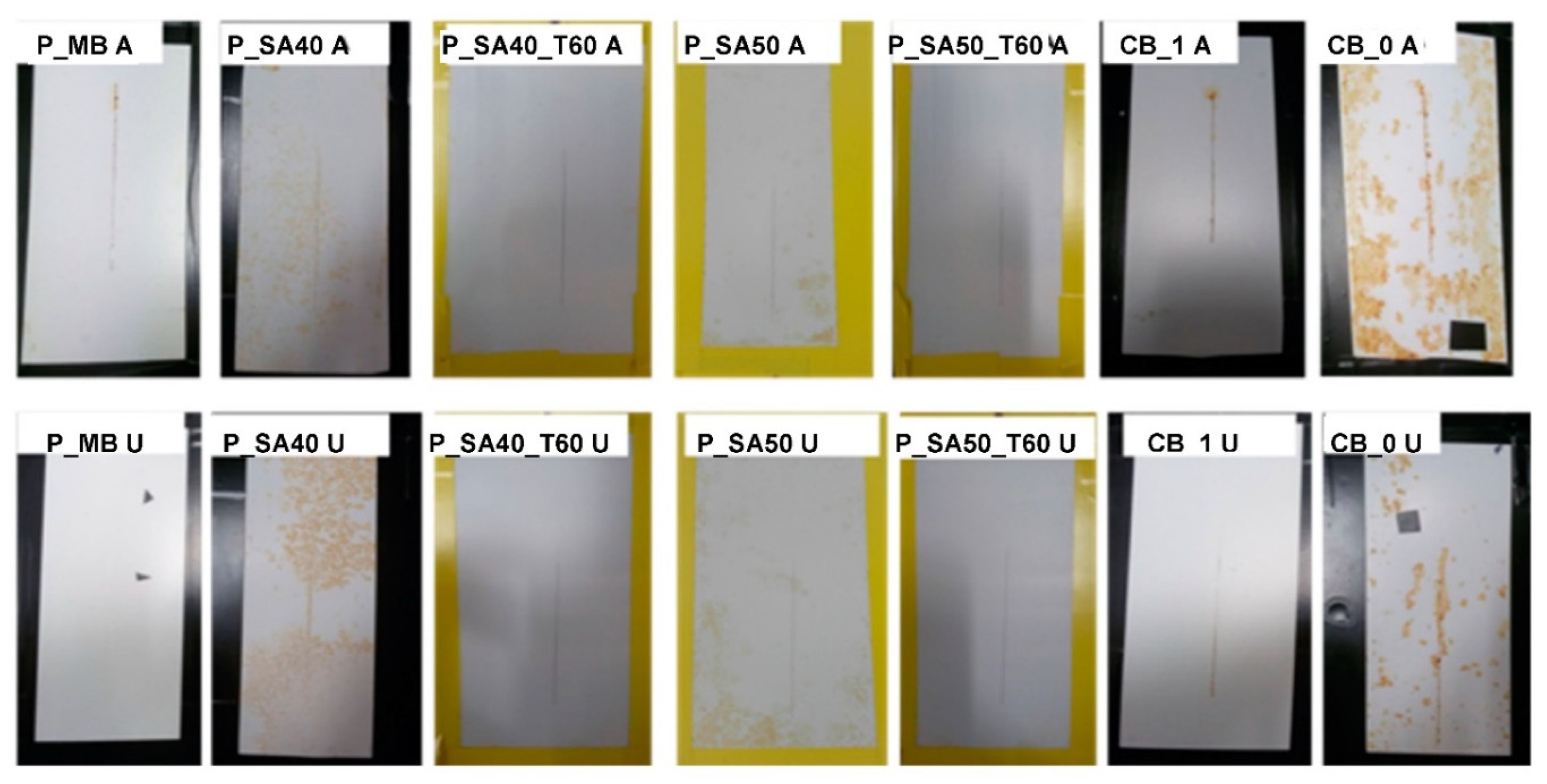
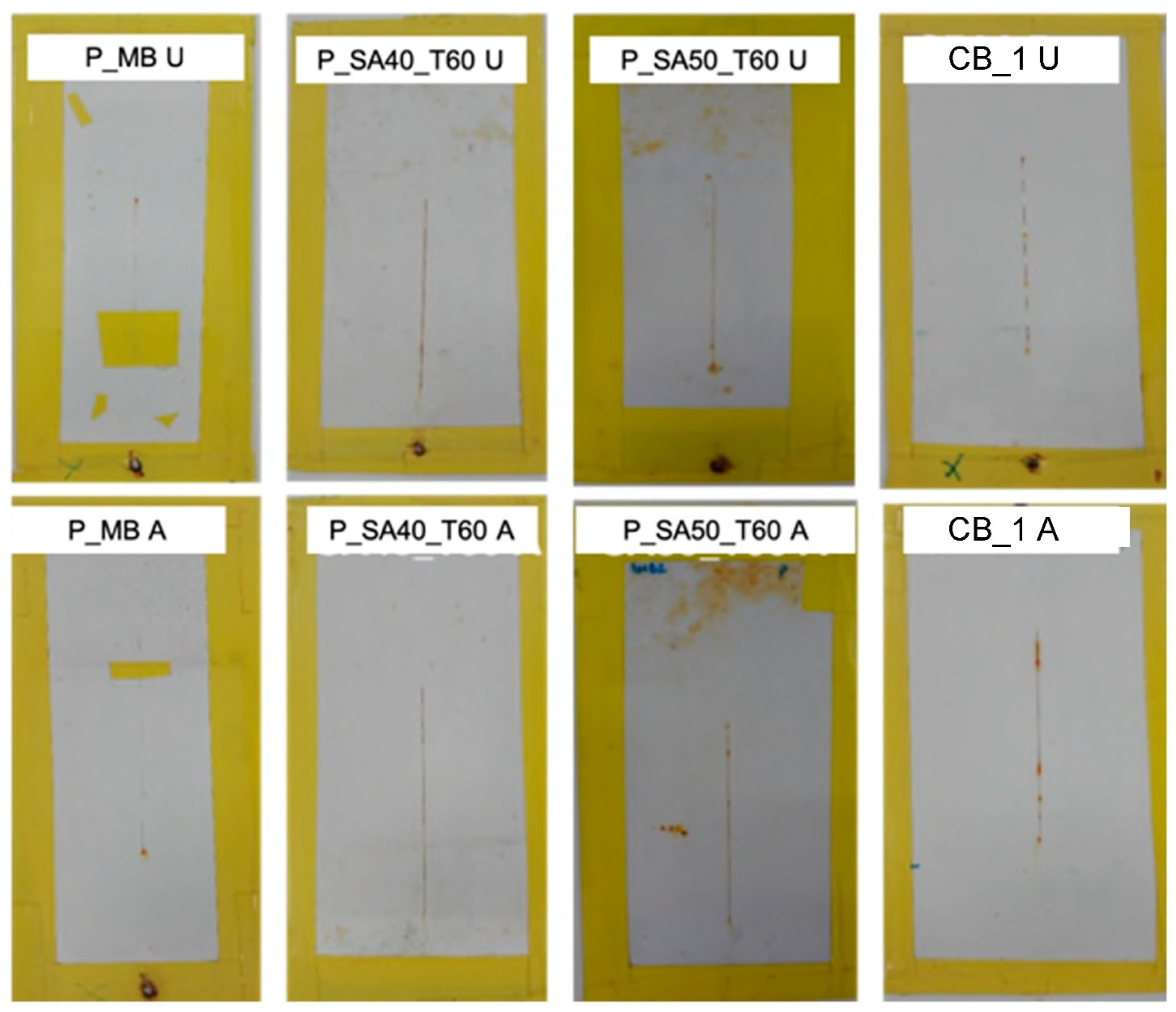
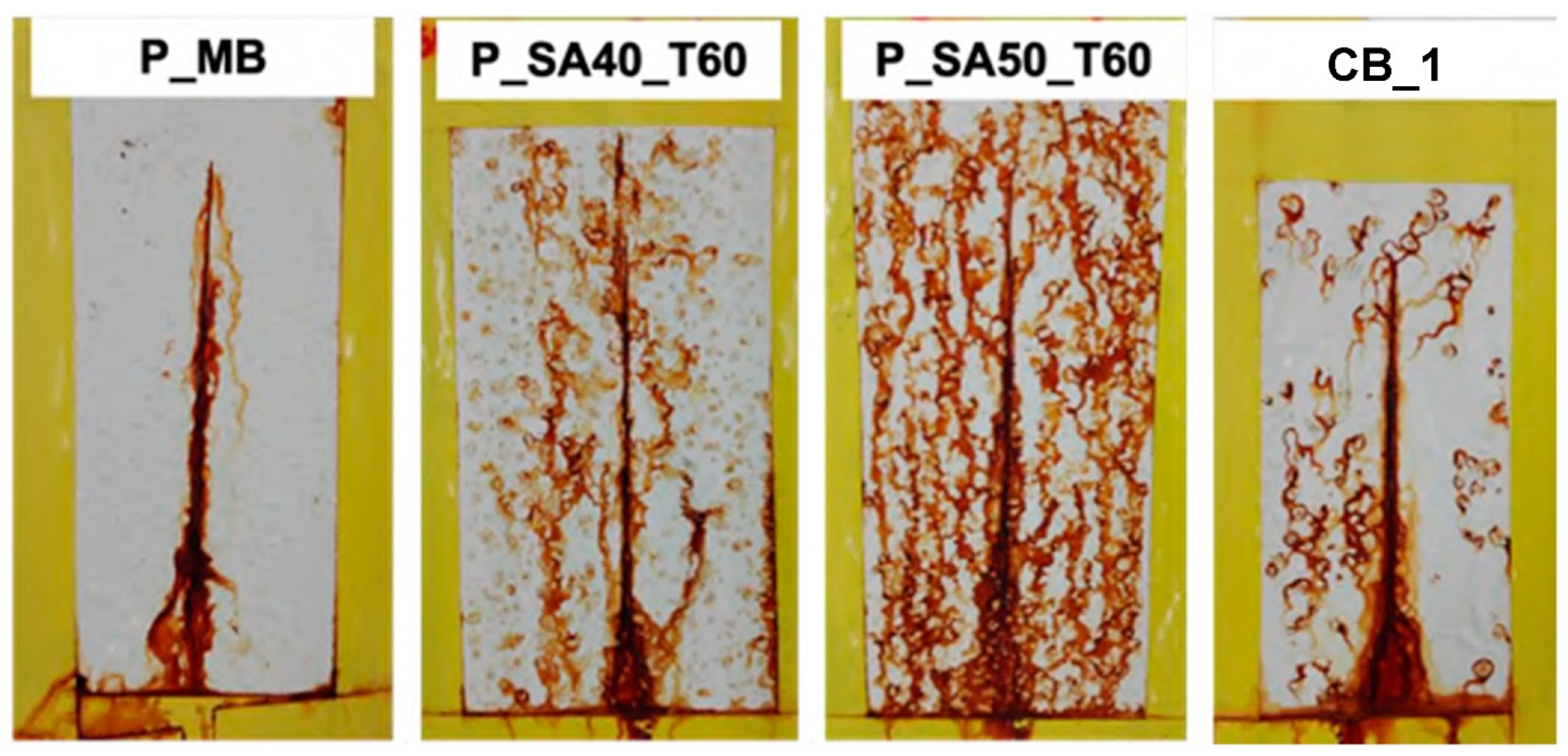
3.2. Performance of DTM Paints
4. Conclusions
5. Patents
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stoye, D.W.F. Introduction. In Paints, Coatings and Solvents; Wiley-VCH Verlag GmbH: Hoboken, NJ, USA, 2007; pp. 1–10. [Google Scholar]
- Stoye, D.W.F. Types of Paints and Coatings (Binders). In Paints, Coatings and Solvents; Wiley-VCH Verlag GmbH: Hoboken, NJ, USA, 2007; pp. 11–100. [Google Scholar]
- Stoye, D.W.F. Paint Systems. In Paints, Coatings and Solvents; Wiley-VCH Verlag GmbH: Hoboken, NJ, USA, 2007; pp. 101–141. [Google Scholar]
- Pilcher, G. Meeting the challenge of radical change: Coatings R&D as we enter the 21st century. In Macromolecular Symposia; Wiley Online Library: Hoboken, NJ, USA, 2002; pp. 1–16. [Google Scholar]
- Atallah, P.; Wilson, J.; Gonzalez, I.; Chavanne, J.; Bacquet, G.; Destarac, M. MADIX Polytheque: A Virtual Library of Architectured Polymers for High Throughput Applications; American Chemical Society: Washington DC, USA, 2008; p. POLY-325. [Google Scholar]
- Braun, J.H. Chapter 19—White Pigments. In Paint and Coating Testing Manual, 14th ed.; Koleske, D.J.V., Ed.; American Society of Testing and Materials: Philadelphia, PA, USA, 1995; Volume 20. [Google Scholar]
- Merchak, P. Chapter 22—Inorganic Colored Pigments. In Paint and Coating Testing Manual, 14th ed.; Koleske, D.J.V., Ed.; American Society of Testing and Materials: Philadelphia, PA, USA, 1995; Volume 20, pp. 234–239. [Google Scholar]
- McKeen, L.W. Pigments, Fillers, and Extenders. In Fluorinated Coatings and Finishes Handbook; William Andrew Publishing: Norwich, NY, USA, 2006; pp. 59–76. [Google Scholar]
- Eppler, R.A. Chapter 24—Extender Pigments. In Paint and Coating Testing Manual, 14th ed.; Koleske, D.J.V., Ed.; American Society of Testing and Materials: Philadelphia, PA, USA, 1995; Volume 20, pp. 242–249. [Google Scholar]
- Veleva, L. Chapter 28—Protective Coatings and Inorganic Anti-Corrosion Pigments. In Paint and Coating Testing Manual, 14th ed.; Koleske, D.J.V., Ed.; American Society of Testing and Materials: Philadelphia, PA, USA, 1995; Volume 20, pp. 282–299. [Google Scholar]
- Mehravar, E.; Leiza, J.R.; Asua, J.M. Synthesis and characterization of comb-like acrylic-based polymer latexes containing nano-sized crystallizable domains. Polymer 2016, 84, 167–177. [Google Scholar] [CrossRef]
- Mehravar, E.; Leiza, J.R.; Asua, J.M. Performance of latexes containing nano-sized crystalline domains formed by comb-like polymers. Polymer 2016, 96, 121–129. [Google Scholar] [CrossRef]
- Chimenti, S.; Vega, J.M.; Lecina, E.G.; Grande, H.-J.; Paulis, M.; Leiza, J.R. Combined Effect of Crystalline Nanodomains and in Situ Phosphatization on the Anticorrosion Properties of Waterborne Composite Latex Films. Ind. Eng. Chem. Res. 2019, 58, 21022–21030. [Google Scholar] [CrossRef]
- Aguirreurreta, Z.; de la Cal, J.C.; Leiza, J.R. Preparation of high solids content waterborne acrylic coatings using polymerizable surfactants to improve water sensitivity. Prog. Org. Coat. 2017, 112, 200–209. [Google Scholar] [CrossRef]
- Martín-Fabiani, I.; Lesage de la Haye, J.; Schulz, M.; Liu, Y.; Lee, M.; Duffy, B.; D’Agosto, F.; Lansalot, M.; Keddie, J.L. Enhanced Water Barrier Properties of Surfactant-Free Polymer Films Obtained by MacroRAFT-Mediated Emulsion Polymerization. ACS Appl. Mater. Interfaces 2018, 10, 11221–11232. [Google Scholar] [CrossRef]
- López, A.B.; de la Cal, J.C.; Asua, J.M. Highly Hydrophobic Coatings from Waterborne Latexes. Langmuir 2016, 32, 7459–7466. [Google Scholar] [CrossRef]
- Ben, H.-J.; Ji, C.-Q.; Cheng, F.; Cui, W.-Z.; Chen, Y. Water-Borne Core–Shell Latexes of Acrylate–Vinylidene Chloride Copolymers: Preparation, Characterization, and their Anticorrosive Properties. Ind. Eng. Chem. Res. 2014, 53, 17362–17369. [Google Scholar] [CrossRef]
- Ysiwata-Rivera, A.P.; Hernández-Hernández, E.; Cadenas-Pliego, G.; Ávila-Orta, C.A.; González-Morones, P.; Jesús, J.A.; Cuara-Díaz, E.; Gallardo-Vega, C.A.; Mata-Padilla, J.M. Effect of Modified Hexagonal Boron Nitride Nanoparticles on the Emulsion Stability, Viscosity and Electrochemical Behavior of Nanostructured Acrylic Coatings for the Corrosion Protection of AISI 304 Stainless Steel. Coatings 2020, 10, 488. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, H.; Peng, C.; Ren, S.; Yuan, C.; Luo, W.; Chen, G.; He, F.; Dai, L. UV-curable waterborne polyurethane dispersions modified with a trimethoxysilane end-capping agent and edge-hydroxylated boron nitride. J. Coat. Technol. Res. 2019, 16, 1479–1492. [Google Scholar] [CrossRef]
- Zhao, H.; Ding, J.; Yu, H. The efficient exfoliation and dispersion of hBN nanoplatelets: Advanced application to waterborne anticorrosion coatings. New J. Chem. 2018, 42, 14433–14443. [Google Scholar] [CrossRef]
- Li, J.; Gan, L.; Liu, Y.; Mateti, S.; Lei, W.; Chen, Y.; Yang, J. Boron nitride nanosheets reinforced waterborne polyurethane coatings for improving corrosion resistance and antifriction properties. Eur. Polym. J. 2018, 104, 57–63. [Google Scholar] [CrossRef]
- Deyab, M.A.; Awadallah, A.E. Advanced anticorrosive coatings based on epoxy/functionalized multiwall carbon nanotubes composites. Prog. Org. Coat. 2020, 139, 105423. [Google Scholar] [CrossRef]
- Irfan, M.; Bhat, S.I.; Ahmad, S. Waterborne reduced graphene oxide dispersed bio-polyesteramide nanocomposites: An approach towards eco-friendly anticorrosive coatings. New J. Chem. 2019, 43, 4706–4720. [Google Scholar] [CrossRef]
- Wang, H.; He, Y.; Fei, G.; Wang, C.; Shen, Y.; Zhu, K.; Sun, L.; Rang, N.; Guo, D.; Wallace, G.G. Functionalizing graphene with titanate coupling agents as reinforcement for one-component waterborne poly(urethane-acrylate) anticorrosion coatings. Chem. Eng. J. 2019, 359, 331–343. [Google Scholar] [CrossRef]
- Gu, L.; Zhao, X.; Tong, X.; Ma, J.; Chen, B.; Liu, S.; Zhao, H.; Yu, H.; Chen, J. Facile preparation of polyaniline nanoparticles and their dispersion for waterborne anticorrosion coatings. Int. J. Electrochem. Sci. 2016, 11, 1621–1631. [Google Scholar]
- Chen, F.; Liu, P. Conducting Polyaniline Nanoparticles and Their Dispersion for Waterborne Corrosion Protection Coatings. ACS Appl. Mater. Interfaces 2011, 3, 2694–2702. [Google Scholar] [CrossRef] [PubMed]
- Li, X.-G.; Huang, M.-R.; Zeng, J.-F.; Zhu, M.-F. The preparation of polyaniline waterborne latex nanoparticles and their films with anti-corrosivity and semi-conductivity. Colloids Surf. A Physicochem. Eng. Asp. 2004, 248, 111–120. [Google Scholar] [CrossRef]
- Rahman, O.U.; Kashif, M.; Ahmad, S. Nanoferrite dispersed waterborne epoxy-acrylate: Anticorrosive nanocomposite coatings. Prog. Org. Coat. 2015, 80, 77–86. [Google Scholar] [CrossRef]
- Bayer, I.S.; Steele, A.; Loth, E. Superhydrophobic and electroconductive carbon nanotube-fluorinated acrylic copolymer nanocomposites from emulsions. Chem. Eng. J. 2013, 221, 522–530. [Google Scholar] [CrossRef]
- Zarras, P.; Stenger-Smith, J.D. Chapter 3—Smart Inorganic and Organic Pretreatment Coatings for the Inhibition of Corrosion on Metals/Alloys. In Intelligent Coatings for Corrosion Control; Tiwari, A., Rawlins, J., Hihara, L.H., Eds.; Butterworth-Heinemann: Boston, MA, USA, 2015; pp. 59–91. [Google Scholar]
- Simescu, F.; Idrissi, H. Effect of zinc phosphate chemical conversion coating on corrosion behaviour of mild steel in alkaline medium: Protection of rebars in reinforced concrete. Sci. Technol. Adv. Mater. 2008, 9, 045009. [Google Scholar] [CrossRef]
- Sankara Narayanan, T. Surface pretretament by phosphate conversion coatings—A review. Rev. Adv. Mater. Sci. 2005, 9, 130–177. [Google Scholar]
- Fristad, W.E.; Saad, K.I. Phosphate Conversion Coating Concentrate. Google Patents AU8308201A, 31 July 2001. [Google Scholar]
- Kendig, M.W.; Buchheit, R.G. Corrosion Inhibition of Aluminum and Aluminum Alloys by Soluble Chromates, Chromate Coatings, and Chromate-Free Coatings. Corrosion 2003, 59, 379–400. [Google Scholar] [CrossRef]
- Tomlinson, C.E. Conversion Coatings for Metal Surfaces. Google Patents US5380374A, 15 October 1993. [Google Scholar]
- Bétremieux, I.A.B.; Chambat, C.; Delmas, G. Designing defensive Polymers: A new way to ensure metal protecion with waterborne dispersions. Eur. Coat. J. 2013, 5, 32–40. [Google Scholar]
- Reyes, Y.; Rodriguez, F.J.; del Rio, J.M.; Corea, M.; Vazquez, F. Characterisation of an anticorrosive phosphated surfactant and its use in water-borne coatings. Prog. Org. Coat. 2005, 52, 366–371. [Google Scholar] [CrossRef]
- Breucker, L.; Landfester, K.; Taden, A. Phosphonic acid-functionalized polyurethane dispersions with improved adhesion properties. ACS Appl. Mater. Interfaces 2015, 7, 24641–24648. [Google Scholar] [CrossRef]
- Lin, C.-T. Green chemistry in situ phosphatizing coatings. Prog. Org. Coat. 2001, 42, 226–235. [Google Scholar] [CrossRef]
- Lin, C.-T. Additive Package for In Situ Phosphatizing Paint, Paint and Method. Google Patents US5322870A, 29 December 1992. [Google Scholar]
- Chimenti, S.; Vega, J.M.; García-Lecina, E.; Grande, H.-J.; Paulis, M.; Leiza, J.R. In-situ phosphatization and enhanced corrosion properties of films made of phosphate functionalized nanoparticles. React. Funct. Polym. 2019, 143, 104334. [Google Scholar] [CrossRef]
- Dawson, H.G. Mechanical Stability Test for Hevea Latex. Rubber Chem. Technol. 1950, 23, 981–994. [Google Scholar] [CrossRef]
- ASTM D3359-09e2Standard Test Methods for Measuring Adhesion by Tape Test, ASTM International: West Conshohocken, PA, USA, 2009. [CrossRef]
- ISO 6270-2:2005—Determination of resistance to humidity—Part 2: Procedure for exposing test specimens in condensation-water atmospheres. In Paints and Varnishes; ISO: Geneva, Switzerland, 2005.
- ASTM. ASTM G53-96, Practice for Operating Light- and Water-Exposure Apparatus (Fluorescent UV-Condensation Type) for Exposure of Nonmetallic Materials; ASTM: West Conshohocken, PA, USA, 2000. [Google Scholar]
- Aguirreurreta, Z.; Dimmer, J.A.; Willerich, I.; de la Cal, J.C.; Leiza, J.R. Water Whitening Reduction in Waterborne Pressure-Sensitive Adhesives Produced with Polymerizable Surfactants. Macromol. Mater. Eng. 2015, 300, 925–936. [Google Scholar] [CrossRef]
- Aramendia, E.; Barandiaran, M.J.; Grade, J.; Blease, T.; Asua, J.M. Improving water sensitivity in acrylic films using surfmers. Langmuir 2005, 21, 1428–1435. [Google Scholar] [CrossRef]
- Kahraman, R.; Al-Harthi, M. Moisture diffusion into aluminum powder-filled epoxy adhesive in sodium chloride solutions. Int. J. Adhes. Adhes. 2005, 25, 337–341. [Google Scholar] [CrossRef]
- Tai, R.C.L.; Szklarska-Smialowska, Z. Effect of fillers on the degradation of automotive epoxy adhesives in aqueous solutions. Part II The microhardness change and delamination of automotive epoxy adhesives in distilled water and NaCl solutions. J. Mater. Sci. 1993, 28, 6205–6210. [Google Scholar] [CrossRef]
- Tai, R.C.L.; Szklarska-Smialowska, Z. Effect of fillers on the degradation of automotive epoxy adhesives in aqueous solutions. Part I. Absorption of water by different fillers-incorporated automotive epoxy adhesives. J. Mater. Sci. 1993, 28, 6199–6204. [Google Scholar] [CrossRef]
- Ishikawa, Y.; Katoh, Y.; Ohshima, H. Colloidal stability of aqueous polymeric dispersions: Effect of pH and salt concentration. Colloids Surf. B Biointerfaces 2005, 42, 53–58. [Google Scholar] [CrossRef]
- Koleske, J.V. (Ed.) Chapter 28—Absorption of Pigments. In Paint and Coating Testing Manual, 14th ed.; Gradner-Sward Handbook; American Society of Testing and Materials: Philadelphia, PA, USA, 1995; pp. 252–260. [Google Scholar]
- Michler, G.H. Electron Microscopy of Polymers; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2008. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Without Inhibitors P_MB, P_SA40, P_SA50 and CB_0 | With Inhibitors CB1 | ||||
|---|---|---|---|---|---|
| Ingredients | Name | wt% | Amount (g) | wt% | Amount (g) |
| Water | 28.2 | 84.6 | 20.4 | 61.2 | |
| Defoamer | Tego airex 902W | 0.2 | 0.6 | 0.2 | 0.6 |
| Dispersant | Disperbyk 191 | 0.6 | 1.8 | 0.6 | 1.8 |
| Binder | Different ones * | 5 | 15.0 | 5 | 15.0 |
| Pigment | TiO2 type R706 | 15 | 45.0 | 15 | 45.0 |
| Pigment | Zinc oxide | - | - | 2.9 | 8.7 |
| Inhibitor | Z-plex 111 | - | - | 3.6 | 10.8 |
| Filler | Talc CHB2 | 5 | 15.0 | 5 | 15.0 |
| Coalescing agent | Butyl carbitol | 2 | 6.0 | 2 | 6.0 |
| Binder | Different ones * | 42 | 126.0 | 42 | 126.0 |
| Defoamer | Foamex 1488 | 0.2 | 0.6 | 0.2 | 0.6 |
| Biocide | Acticide MBS | 0.1 | 0.3 | 0.1 | 0.3 |
| Inhibitor | Naziln FA179 | - | - | 1.3 | 3.9 |
| Alkalizing agent | AMP95 | 0.3 | 0.9 | 0.3 | 0.9 |
| Wetting agent | Byk 3455 | 0.4 | 1.2 | 0.4 | 1.2 |
| Thickener | Tafigel PUR44 | 1 | 3.0 | 1 | 3.0 |
| Liquid Water Uptake (Weight Gain %/14 Days) | ||||||
|---|---|---|---|---|---|---|
| MB | SA40 | SA40_T60 | SA50 | SA50_T60 | CB | |
| H2O | 18.1 | 22.9 | 14.7 | 24.9 | 12.0 | 20.2 |
| NaCl | 7.2 | 14.8 | 4.1 | 17.1 | 6.6 | 11.6 |
| MB (ppm **) | SA40 (ppm **) | SA50 (ppm **) | ||
|---|---|---|---|---|
| pH | 7 | 330 | 219 | 290 |
| 8 * | 30 | 48 | 86 | |
| Sample | P_MB | P_SA40 | P_SA50 | P_SA40_T60 | P_SA50_T60 | CB_1 | CB_0 | |
|---|---|---|---|---|---|---|---|---|
| Adhesion | A | 1B | 4B | 4B | 4B | 4B | 4B | 2B |
| U | 1B | 4B | 4B | 5B | 5B | 5B | 4B | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chimenti, S.; Cerra, M.; Zanetta, T.; Leiza, J.R.; Paulis, M. Taking Advantage of Phosphate Functionalized Waterborne Acrylic Binders to Get Rid of Inhibitors in Direct-to-Metal Paints. Polymers 2022, 14, 316. https://doi.org/10.3390/polym14020316
Chimenti S, Cerra M, Zanetta T, Leiza JR, Paulis M. Taking Advantage of Phosphate Functionalized Waterborne Acrylic Binders to Get Rid of Inhibitors in Direct-to-Metal Paints. Polymers. 2022; 14(2):316. https://doi.org/10.3390/polym14020316
Chicago/Turabian StyleChimenti, Stefano, Marco Cerra, Tito Zanetta, Jose Ramon Leiza, and María Paulis. 2022. "Taking Advantage of Phosphate Functionalized Waterborne Acrylic Binders to Get Rid of Inhibitors in Direct-to-Metal Paints" Polymers 14, no. 2: 316. https://doi.org/10.3390/polym14020316
APA StyleChimenti, S., Cerra, M., Zanetta, T., Leiza, J. R., & Paulis, M. (2022). Taking Advantage of Phosphate Functionalized Waterborne Acrylic Binders to Get Rid of Inhibitors in Direct-to-Metal Paints. Polymers, 14(2), 316. https://doi.org/10.3390/polym14020316