
Surface Treatment of Composites with Bismaleimide Resin-Based Wet Peel Ply for Enhanced Adhesive Bonding Performance

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.2.1. Preparation of BMI Composite Laminates
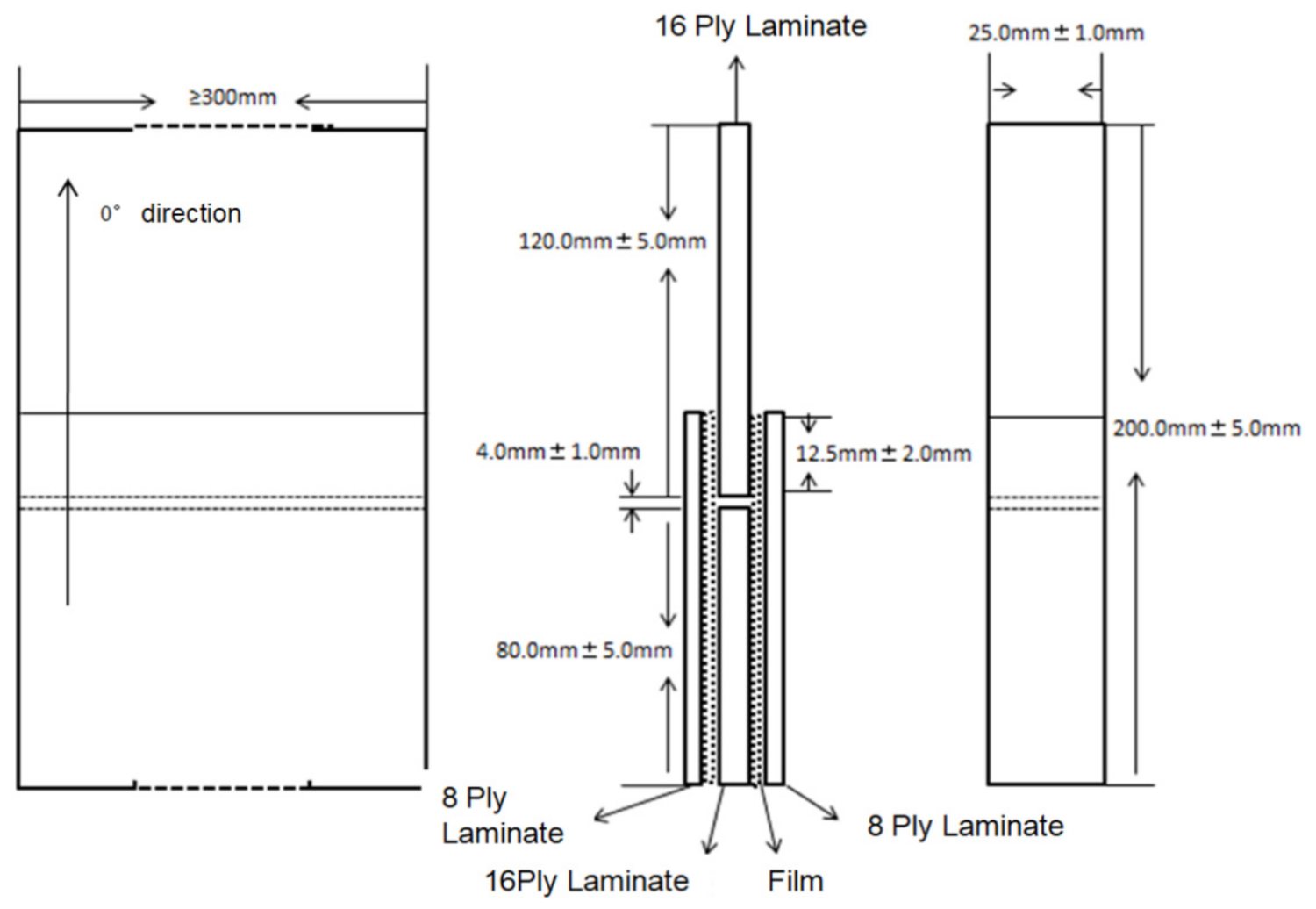
2.2.2. Fabrication of Double-Lap Joints
2.3. Characterization
3. Results and Discussion
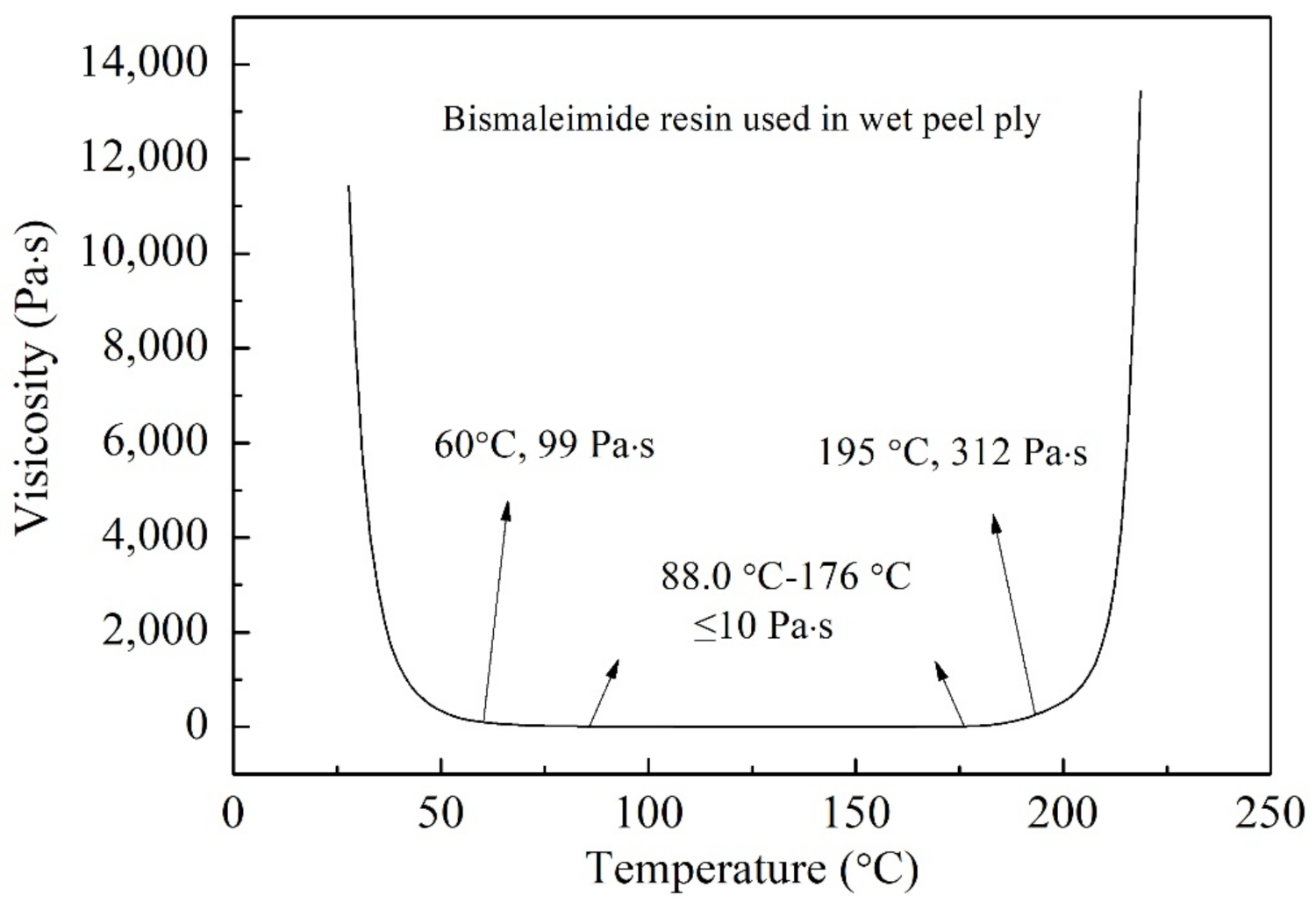
3.1. Rheological Analysis
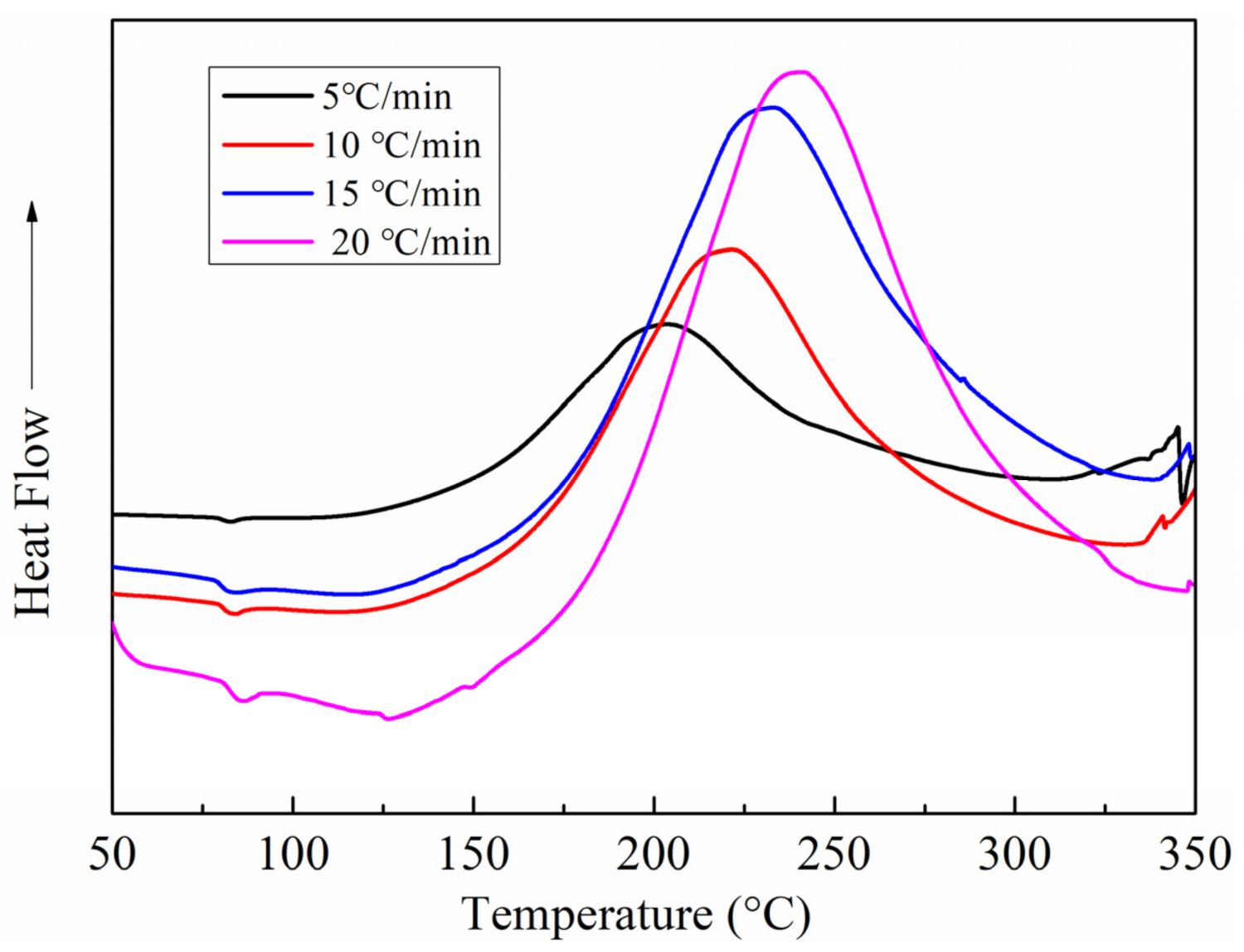
3.2. Analysis of Curing Reaction Process
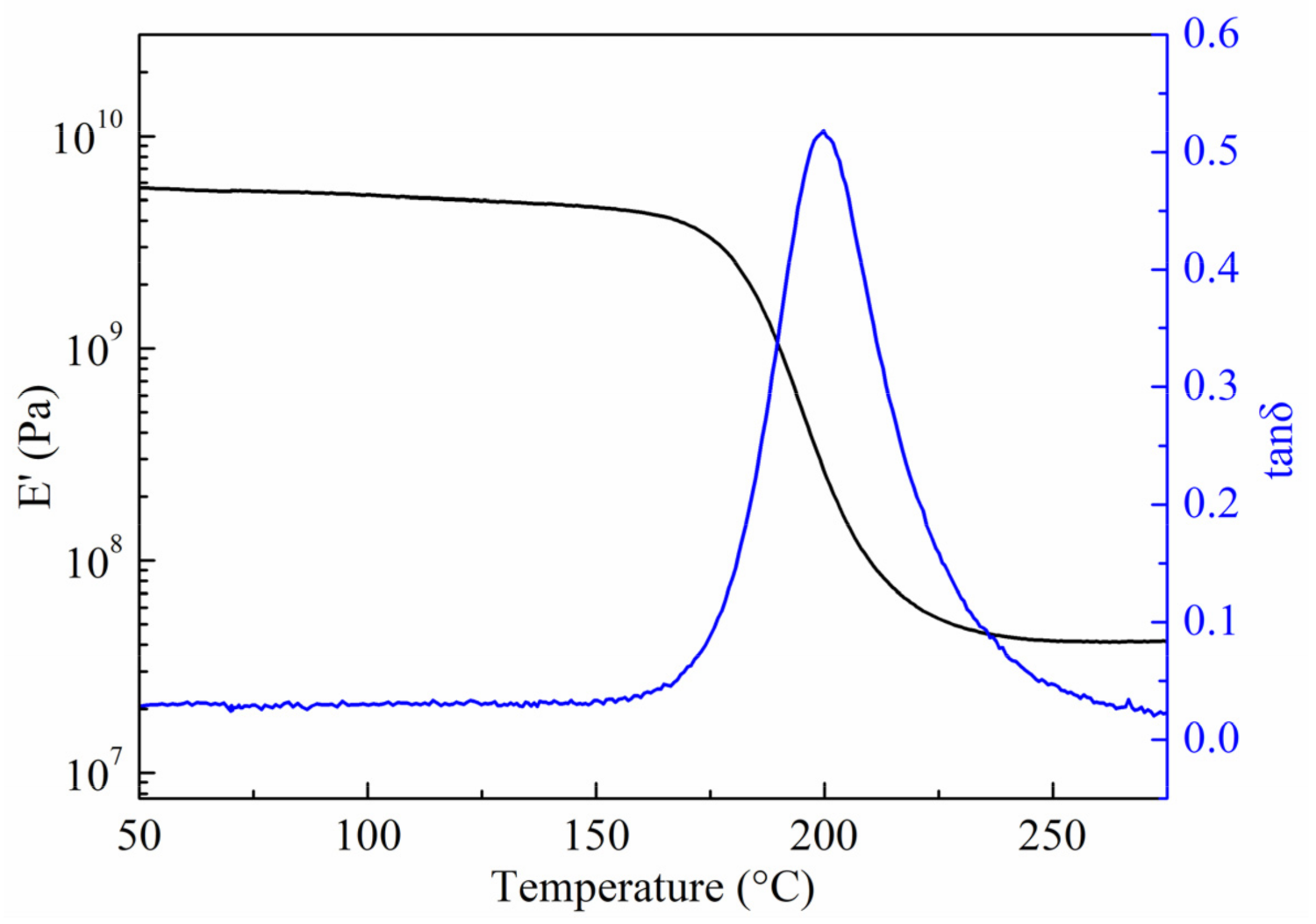
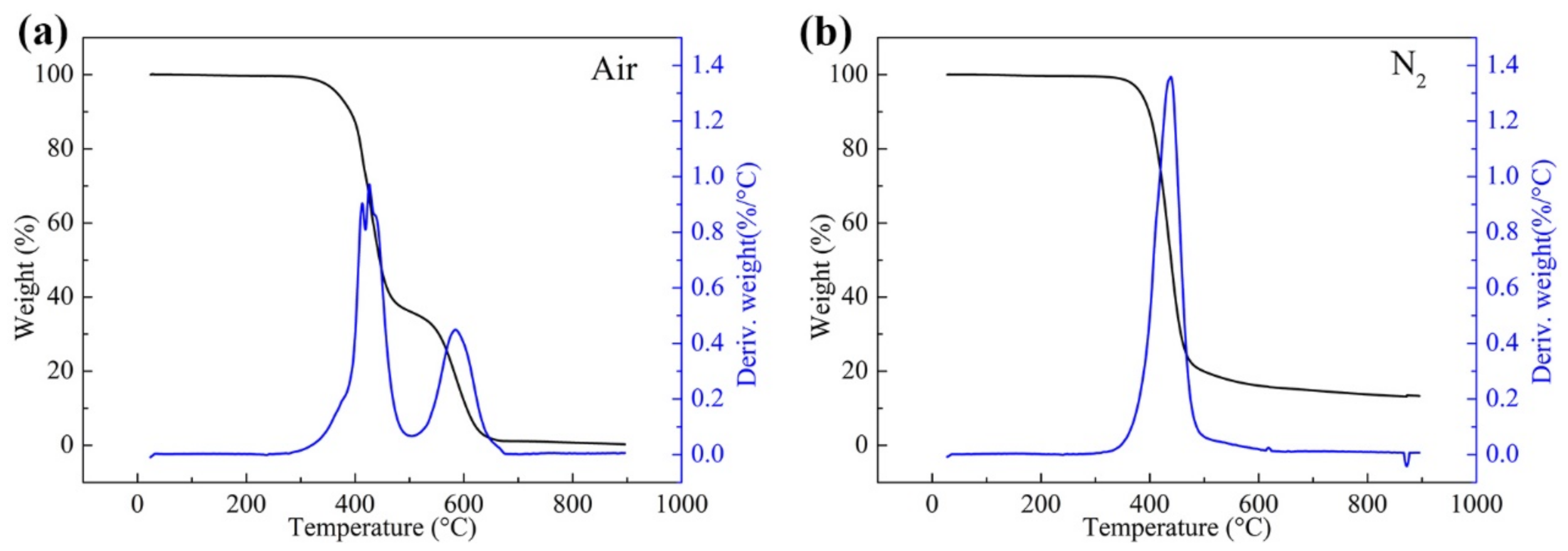
3.3. Thermal Stability and Heat Resistance
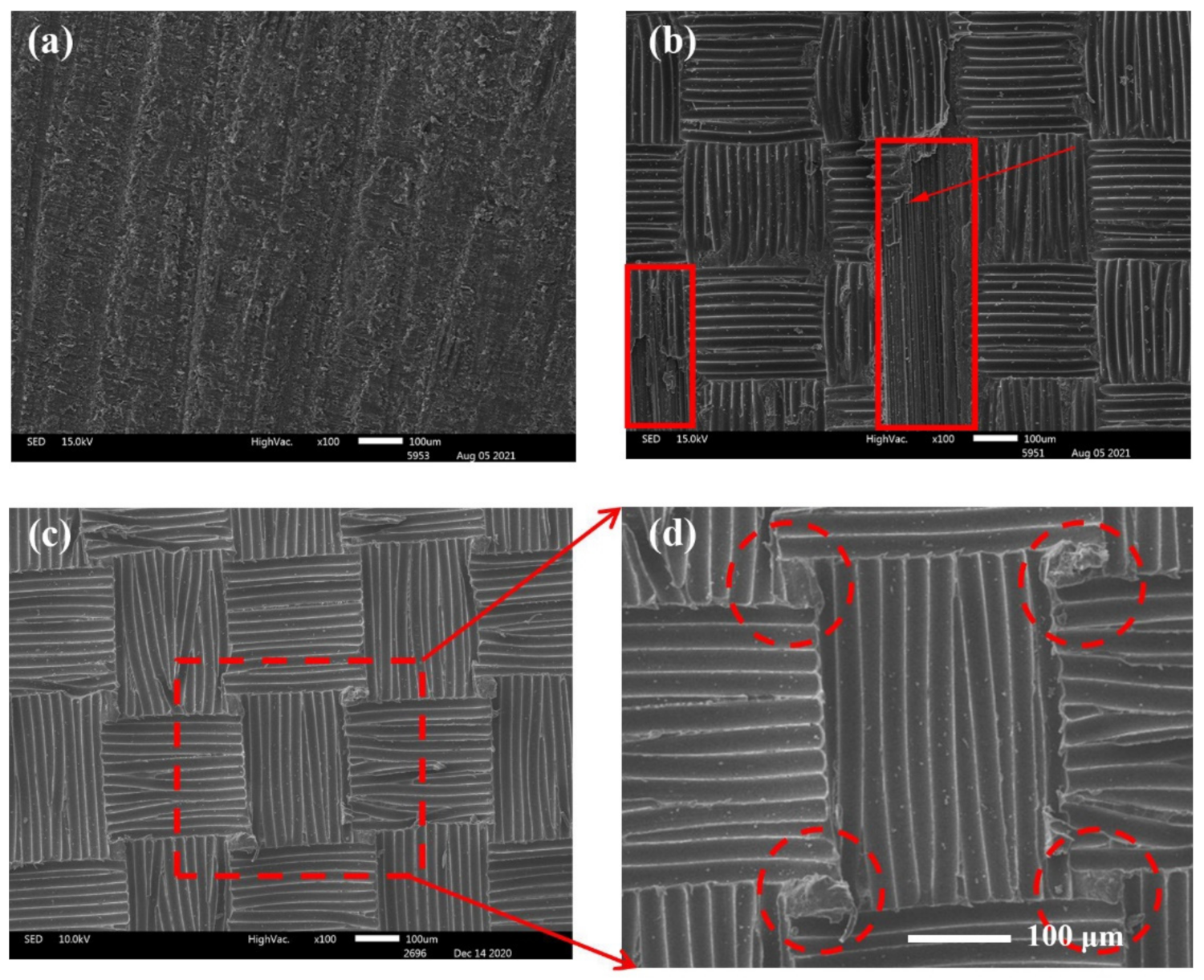
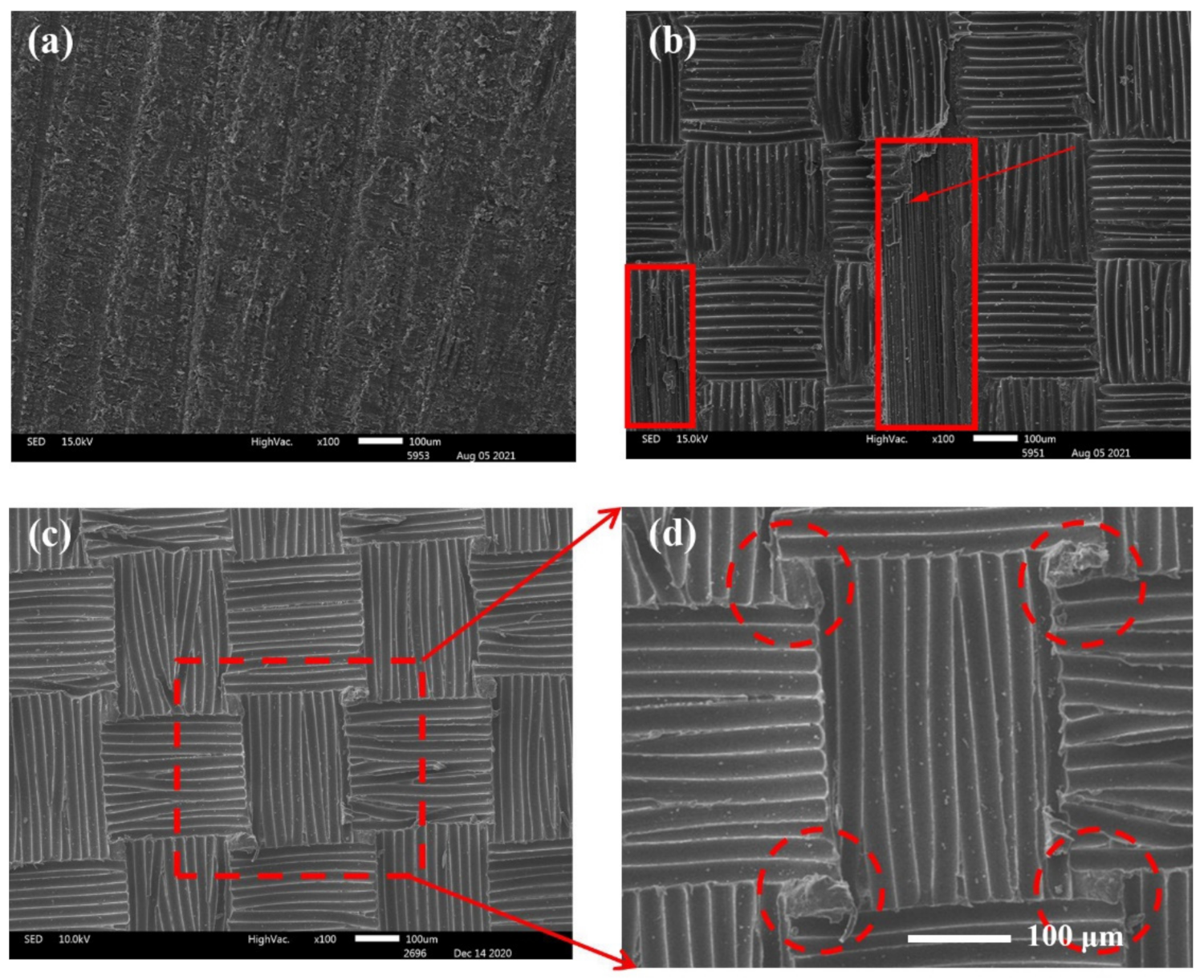
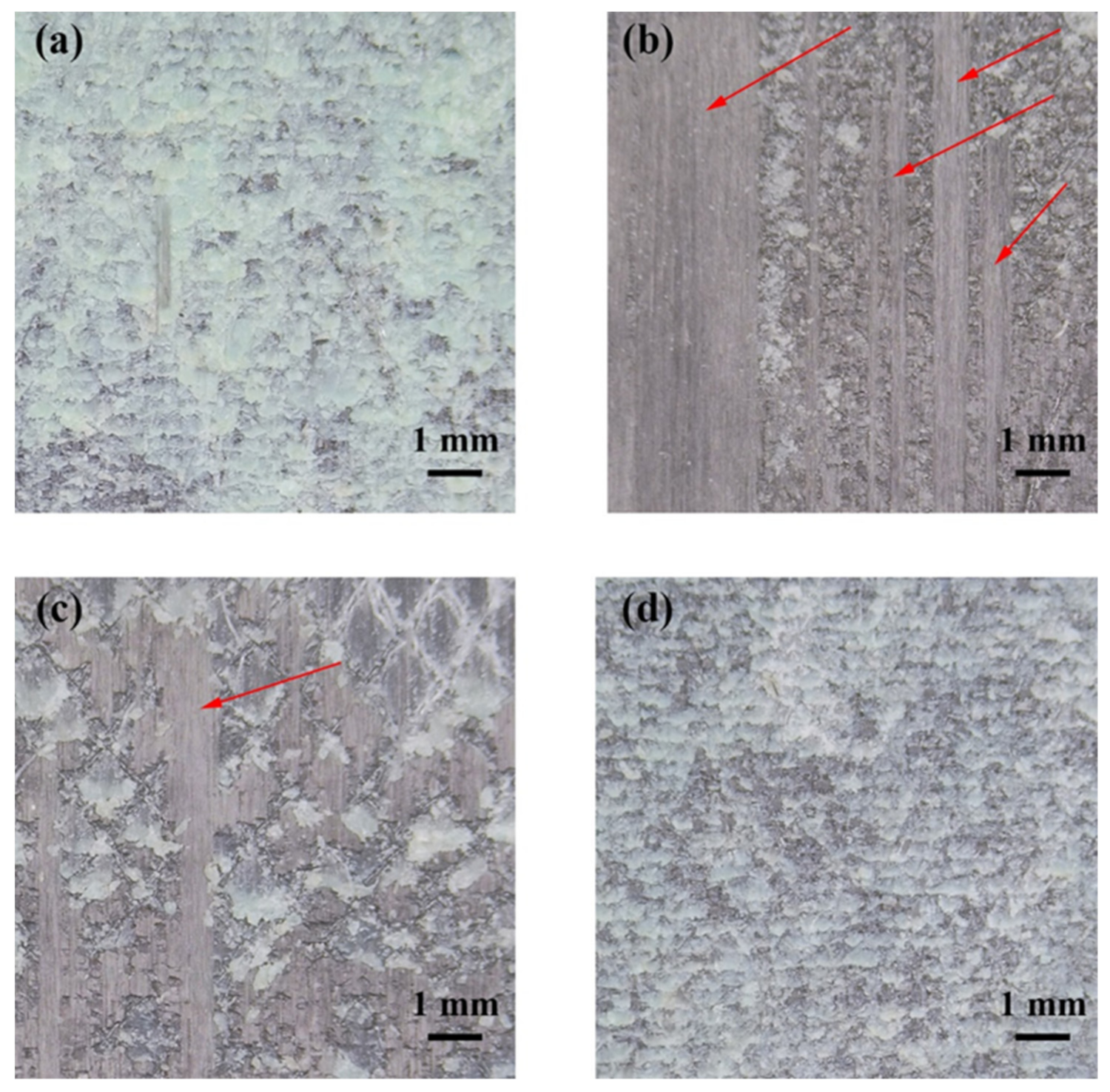
3.4. Microstructure Analysis of Different Laminate Surface
3.5. Bonding Performance and Failure Modes of Composites Treated Using Different Methods
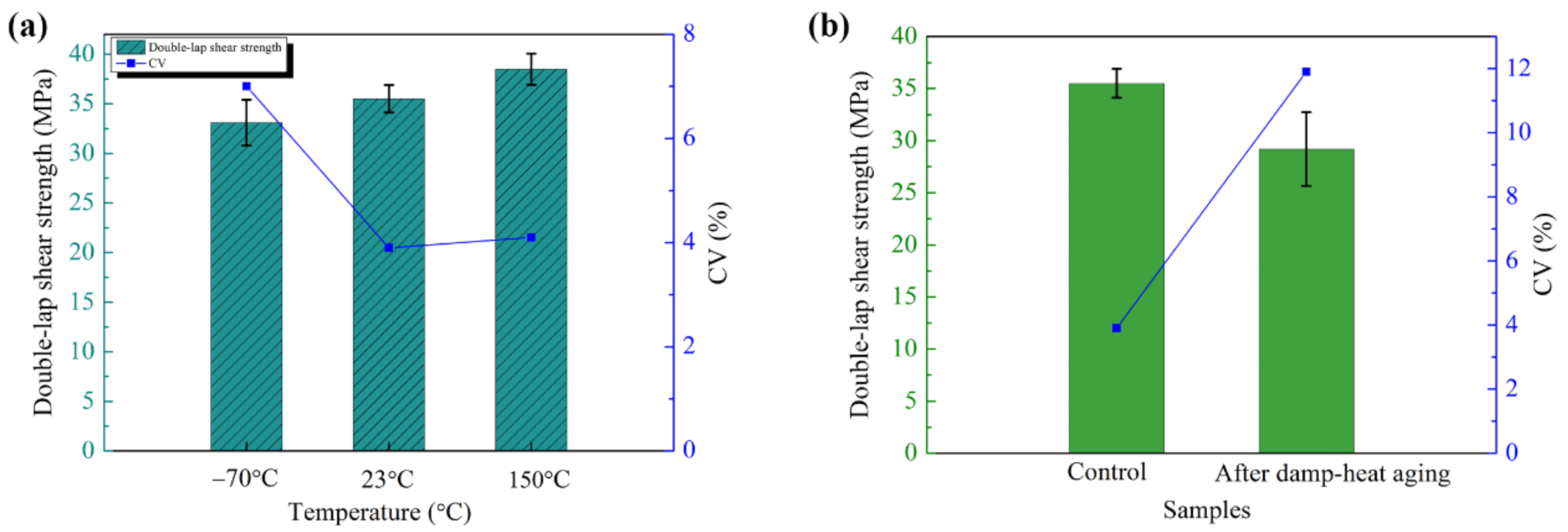
3.6. Comprehensive Bonding Performance of Composite Joints Treated with the Wet Peel Ply
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, G.; Sung, M.; Youk, J.H.; Lee, J.; Yu, W.-R. Improved tensile strength of carbon nanotube-grafted carbon fiber reinforced composites. Compos. Struct. 2019, 220, 580–591. [Google Scholar] [CrossRef]
- Taş, H.; Soykok, I.F. Effects of carbon nanotube inclusion into the carbon fiber reinforced laminated composites on flexural stiffness: A numerical and theoretical study. Compos. Part B Eng. 2018, 159, 44–52. [Google Scholar] [CrossRef]
- Barbosa, A.P.C.; Fulco, A.P.P.; Guerra, S.S.; Arakaki, F.K.; Tosatto, M.; Costa, M.C.B.; Melo, J.D.D. Accelerated aging effects on carbon fiber/epoxy composites. Compos. Part B Eng. 2017, 110, 298–306. [Google Scholar] [CrossRef]
- Khan, S.U.; Munir, A.; Hussain, R.; Kim, J.-K. Fatigue damage behaviors of carbon fiber-reinforced epoxy composites containing nanoclay. Compos. Sci. Technol. 2010, 70, 2077–2085. [Google Scholar] [CrossRef]
- Greiner, L.; Kukla, P.; Eibl, S.; Döring, M. Phosphorus Containing Polyacrylamides as Flame Retardants for Epoxy-Based Composites in Aviation. Polymers 2019, 11, 284. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Liu, G.; An, Q.; Chen, M. Occurrence and formation mechanism of surface cavity defects during orthogonal milling of CFRP laminates. Compos. Part B Eng. 2016, 109, 10–22. [Google Scholar] [CrossRef]
- Krebs, F.; Larsen, L.; Braun, G.; Dudenhausen, W. Design of a multifunctional cell for aerospace CFRP production. Int. J. Adv. Manuf. Technol. 2014, 85, 17–24. [Google Scholar] [CrossRef]
- Xie, Y.; Yang, B.; Lu, L.; Wan, Z.; Liu, X. Shear strength of bonded joints of carbon fiber reinforced plastic (CFRP) laminates enhanced by a two-step laser surface treatment. Compos. Struct. 2019, 232, 111559. [Google Scholar] [CrossRef]
- Meram, A.; Can, A. Experimental investigation of screwed joints capabilities for the CFRP composite laminates. Compos. Part B Eng. 2019, 176. [Google Scholar] [CrossRef]
- Ueda, M.; Miyake, S.; Hasegawa, H.; Hirano, Y. Instantaneous mechanical fastening of quasi-isotropic CFRP laminates by a self-piercing rivet. Compos. Struct. 2012, 94, 3388–3393. [Google Scholar] [CrossRef]
- Shan, M.; Liu, F.; Yang, W.; Zhao, L.; Zhang, J. Uncertainty evaluation for bearing fatigue property of CFRP double-lap, single-bolt joints. Chin. J. Aeronaut. 2021. [Google Scholar] [CrossRef]
- Akman, E.; Erdoğan, Y.; Bora, M.; Çoban, O.; Oztoprak, B.G.; Demir, A. Investigation of accumulated laser fluence and bondline thickness effects on adhesive joint performance of CFRP composites. Int. J. Adhes. Adhes. 2018, 89, 109–116. [Google Scholar] [CrossRef]
- Moretti, L.; Olivier, P.; Castanié, B.; Bernhart, G. Experimental study and in-situ FBG monitoring of process-induced strains during autoclave co-curing, co-bonding and secondary bonding of composite laminates. Compos. Part A Appl. Sci. Manuf. 2020, 142, 106224. [Google Scholar] [CrossRef]
- Hou, T.; Boston, K.; Baughman, J.; Walker, S.; Johnston, W. Composite-to-composite Bonding using Scotch-WeldTM AF-555M Structural Adhesive. J. Reinf. Plast. Compos. 2009, 29, 1702–1711. [Google Scholar] [CrossRef]
- Li, H.; Wang, D.; Qu, C.; Liu, Z.; Feng, H.; Su, K. Preparation and performances of bisphthalonitrile resin and novolac cyanate ester resin blends. Polym. Bull. 2019, 76, 5649–5660. [Google Scholar] [CrossRef]
- Rider, A.N.; Baker, A.A.; Wang, C.-H.; Smith, G. An Enhanced Vacuum Cure Technique for On-Aircraft Repair of Carbon-Bismaleimide Composites. Appl. Compos. Mater. 2010, 18, 231–251. [Google Scholar] [CrossRef]
- Wu, H.; Xiao, J.; Xing, S.; Wen, S.; Yang, F.; Yang, J. Numerical and experimental investigation into failure of T700/bismaleimide composite T-joints under tensile loading. Compos. Struct. 2015, 130, 63–74. [Google Scholar] [CrossRef]
- Oliveira, V.; Sharma, S.; de Moura, M.; Moreira, R.; Vilar, R. Surface treatment of CFRP composites using femtosecond laser radiation. Opt. Lasers Eng. 2017, 94, 37–43. [Google Scholar] [CrossRef]
- Sorrentino, L.; Polini, W.; Bellini, C.; Parodo, G. Surface treatment of CFRP: Influence on single lap joint performances. Int. J. Adhes. Adhes. 2018, 85, 225–233. [Google Scholar] [CrossRef]
- Pethrick, R.A. 9—Composite to metal bonding in aerospace and other applications. In Welding and Joining of Aerospace Materials, 2nd ed.; Chaturvedi, M., Ed.; Woodhead Publishing: Sawston, UK, 2012; pp. 277–303. [Google Scholar]
- Tao, R.; Alfano, M.; Lubineau, G. Laser-based surface patterning of composite plates for improved secondary adhesive bonding. Compos. Part A Appl. Sci. Manuf. 2018, 109, 84–94. [Google Scholar] [CrossRef] [Green Version]
- Law, V.J.; Mohan, J.; O’Neill, F.T.; Ivanković, A.; Dowling, D.P. Air based atmospheric pressure plasma jet removal of FreKote 710-NC prior to composite-to-composite adhesive bonding. Int. J. Adhes. Adhes. 2014, 54, 72–81. [Google Scholar] [CrossRef]
- Dehaghani, R.C.; Shokrieh, M.; Taheri-Behrooz, F. An investigation on effects of acid etching duration on adhesive bonding of polyethylene to E-glass/epoxy composites. Int. J. Adhes. Adhes. 2018, 85, 177–183. [Google Scholar] [CrossRef]
- Dewi, W.U. Effects of Bleeder Schedule to Fiber Mass Fraction and Composites Surface Topography on Wet Lay-up Manufacturing Process. J. Teknol. Dirgant. 2021, 19, 101–110. [Google Scholar]
- Buchmann, C.; Langer, S.; Filsinger, J.; Drechsler, K. Analysis of the removal of peel ply from CFRP surfaces. Compos. Part B Eng. 2016, 89, 352–361. [Google Scholar] [CrossRef]
- Armstrong, K. Effect of absorbed water in CFRP composites on adhesive bonding. Int. J. Adhes. Adhes. 1996, 16, 21–28. [Google Scholar] [CrossRef]
- Bello, I.; Alowayed, Y.; Albinmousa, J.; Lubineau, G.; Merah, N. Fatigue crack growth in laser-treated adhesively bonded composite joints: An experimental examination. Int. J. Adhes. Adhes. 2020, 105, 102784. [Google Scholar] [CrossRef]
- Kanerva, M.; Saarela, O. The peel ply surface treatment for adhesive bonding of composites: A review. Int. J. Adhes. Adhes. 2013, 43, 60–69. [Google Scholar] [CrossRef]
- Wegman, R.F.; Van Twisk, J. 8—Plastics. In Surface Preparation Techniques for Adhesive Bonding, 2nd ed.; Wegman, R.F., Van Twisk, J., Eds.; William Andrew Publishing: Norwich, NY, USA, 2013; pp. 115–130. [Google Scholar]
- Martínez-Landeros, V.; Vargas-Islas, S.; Cruz-González, C.E.; Barrera, S.; Mourtazov, K.; Ramírez-Bon, R. Studies on the influence of surface treatment type, in the effectiveness of structural adhesive bonding, for carbon fiber reinforced composites. J. Manuf. Process. 2019, 39, 160–166. [Google Scholar] [CrossRef]
- Hart-Smith, L.; Redmond, G.; Davis, M. The curse of the nylon peel ply. In Proceedings of the International SAMPE Symposium and Exhibition, Anaheim, CA, USA, 25–28 March 1996; pp. 303–317. [Google Scholar]
- Fernholz, K.D. 10—Bonding of polymer matrix composites. In Advances in Structural Adhesive Bonding; Dillard, D.A., Ed.; Woodhead Publishing: Sawston, UK, 2010; pp. 265–291. [Google Scholar]
- Palmieri, F.L.; Belcher, M.A.; Wohl, C.J.; Blohowiak, K.Y.; Connell, J.W.; Palmieri, F.L.; Belcher, M.A.; Wohl, C.J.; Blohowiak, K.Y.; Connell, J.W. Laser ablation surface preparation for adhesive bonding of carbon fiber reinforced epoxy composites. Int. J. Adhes. Adhes. 2016, 68, 95–101. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heating Rate (°C/min) | Initial Temperature, Ti (°C) | Peak Temperature, Tp (°C) | Final Temperature, Tf (°C) |
|---|---|---|---|
| 5 | 127.6 | 204.6 | 305.4 |
| 10 | 131.6 | 218.8 | 329.1 |
| 15 | 133.9 | 230.0 | 338.3 |
| 20 | 137.2 | 239.4 | 345.1 |
| Scheme | Double-Lap Shear Strength (MPa) | Mean Shear Strength (MPa) | Standard Deviation | Coefficient of Variation, CV (%) |
|---|---|---|---|---|
| Sanding | 38.4, 32.5, 34.2, 30.4, 39.1 | 34.9 | 3.75 | 10.8 |
| Dry peel ply | 32.1, 31.5, 29.6, 28.8, 29.0 | 30.2 | 1.50 | 5.0 |
| Wet peel ply | 37.5, 35.9, 35.1, 33.7, 35.3 | 35.5 | 1.38 | 3.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Zhao, L.; Qiao, Y.; Bai, X.; Wang, D.; Qu, C.; Liu, C.; Wang, Y. Surface Treatment of Composites with Bismaleimide Resin-Based Wet Peel Ply for Enhanced Adhesive Bonding Performance. Polymers 2021, 13, 3488. https://doi.org/10.3390/polym13203488
Li H, Zhao L, Qiao Y, Bai X, Wang D, Qu C, Liu C, Wang Y. Surface Treatment of Composites with Bismaleimide Resin-Based Wet Peel Ply for Enhanced Adhesive Bonding Performance. Polymers. 2021; 13(20):3488. https://doi.org/10.3390/polym13203488
Chicago/Turabian StyleLi, Hongfeng, Liwei Zhao, Yingjie Qiao, Xuefeng Bai, Dezhi Wang, Chunyan Qu, Changwei Liu, and Yongqiang Wang. 2021. "Surface Treatment of Composites with Bismaleimide Resin-Based Wet Peel Ply for Enhanced Adhesive Bonding Performance" Polymers 13, no. 20: 3488. https://doi.org/10.3390/polym13203488
APA StyleLi, H., Zhao, L., Qiao, Y., Bai, X., Wang, D., Qu, C., Liu, C., & Wang, Y. (2021). Surface Treatment of Composites with Bismaleimide Resin-Based Wet Peel Ply for Enhanced Adhesive Bonding Performance. Polymers, 13(20), 3488. https://doi.org/10.3390/polym13203488