
Online Cure Monitoring and Modelling of Cyanate Ester-Based Composites for High Temperature Applications

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
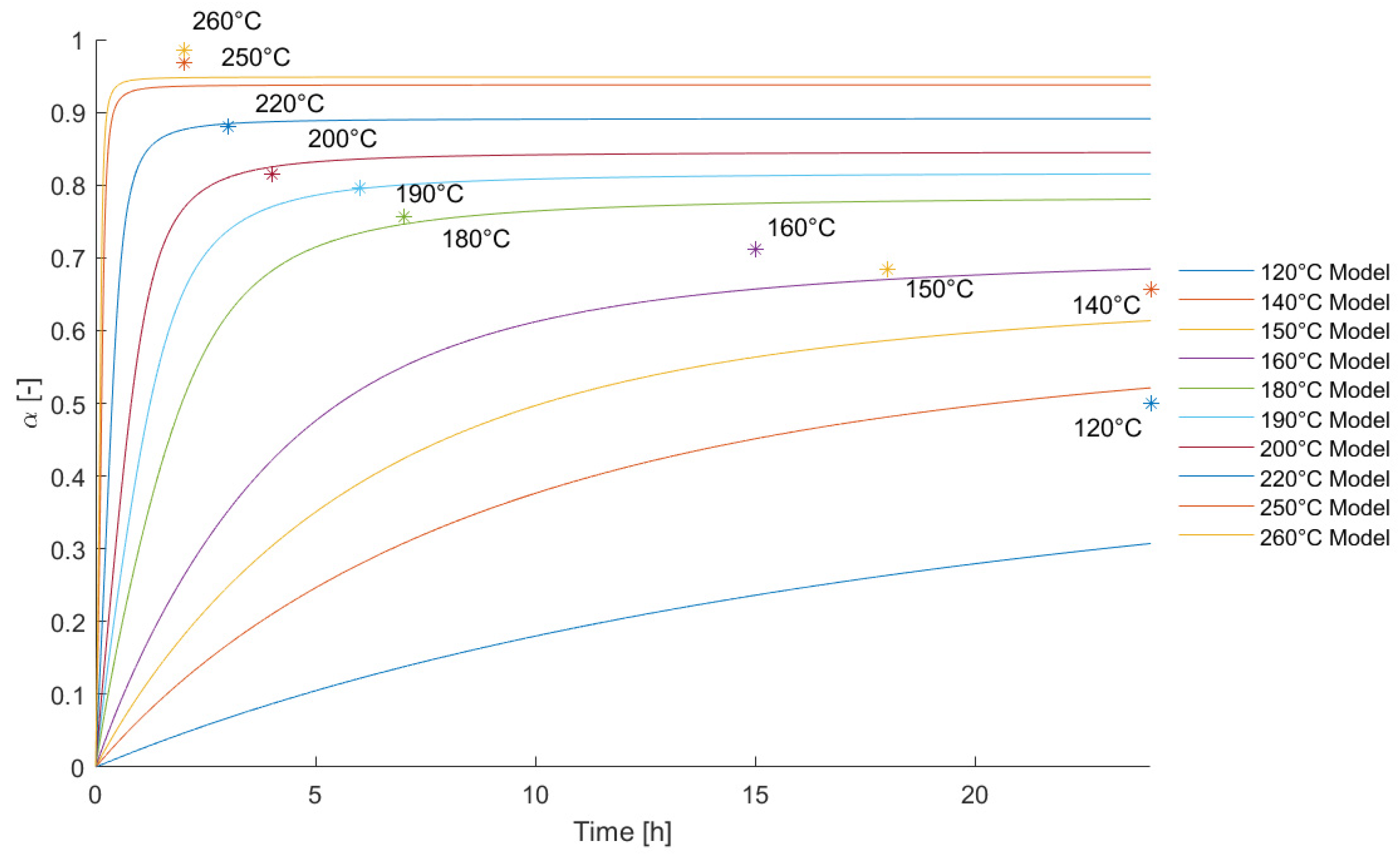
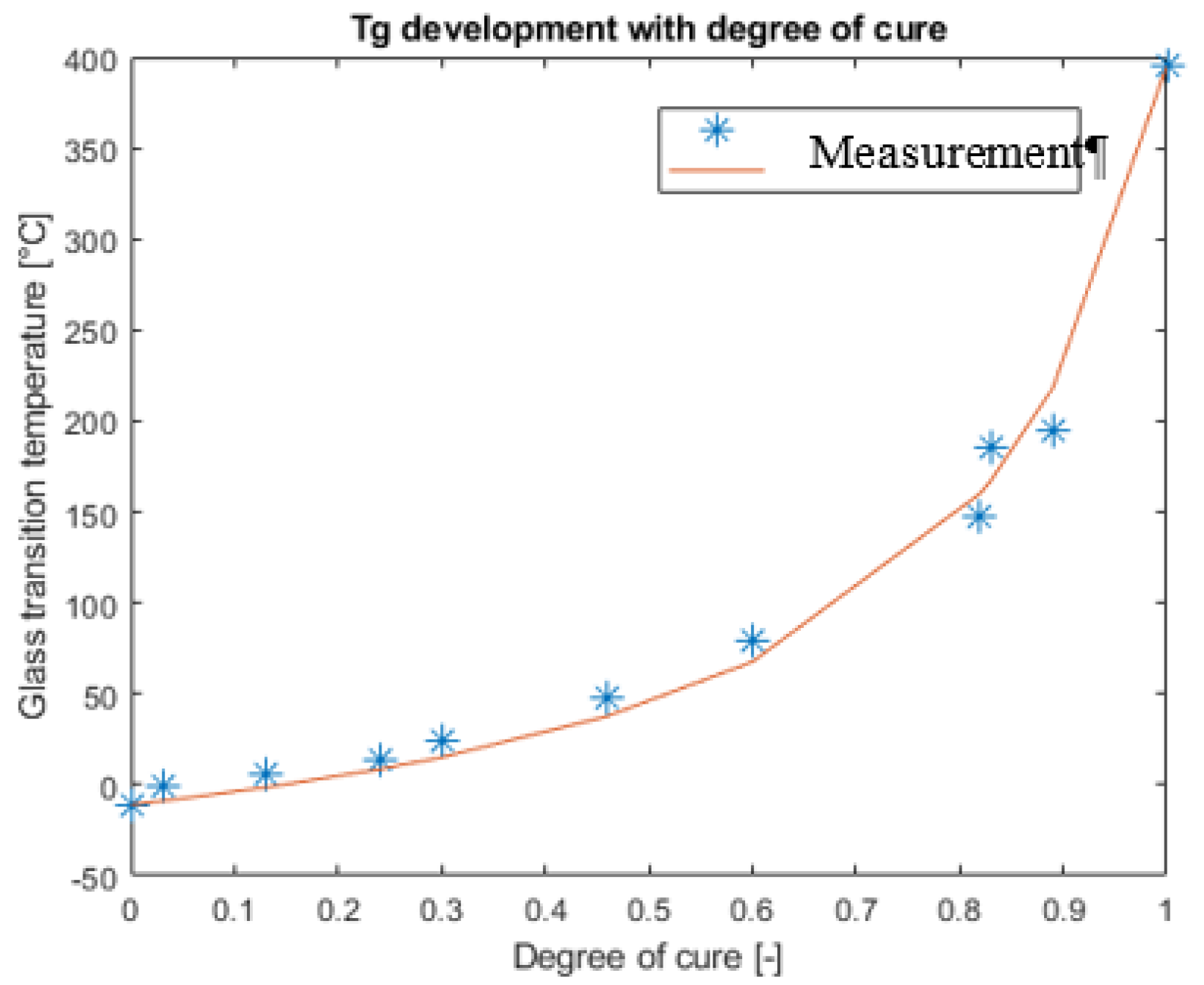
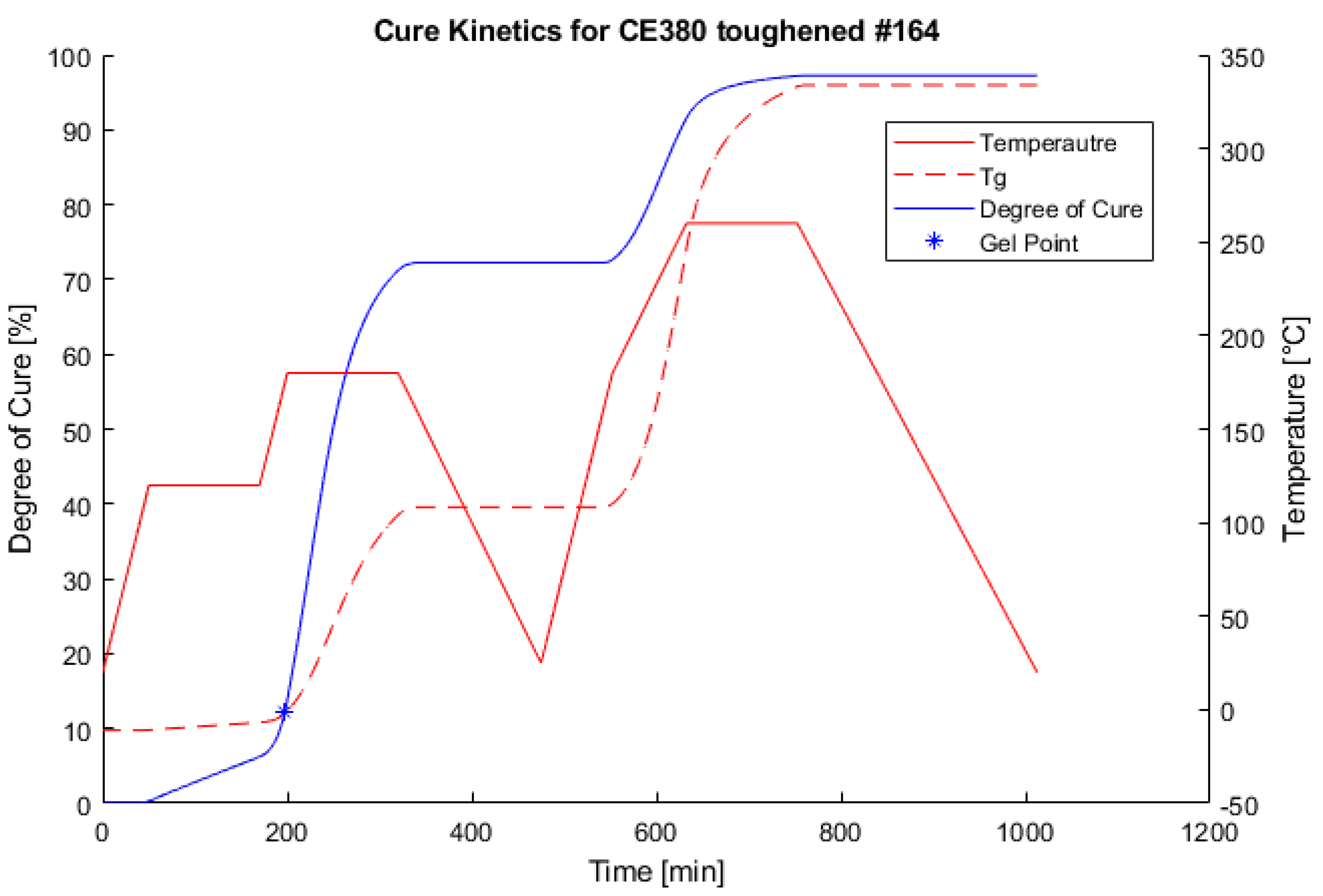
2.2.1. Cure Kinetics Model
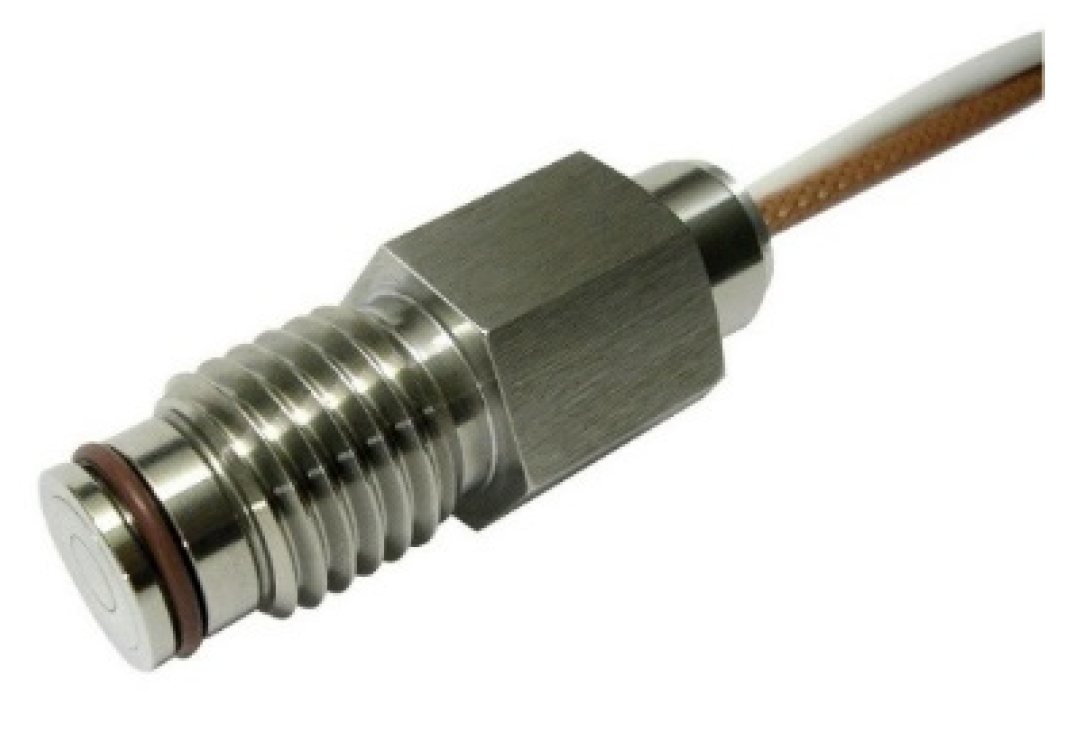
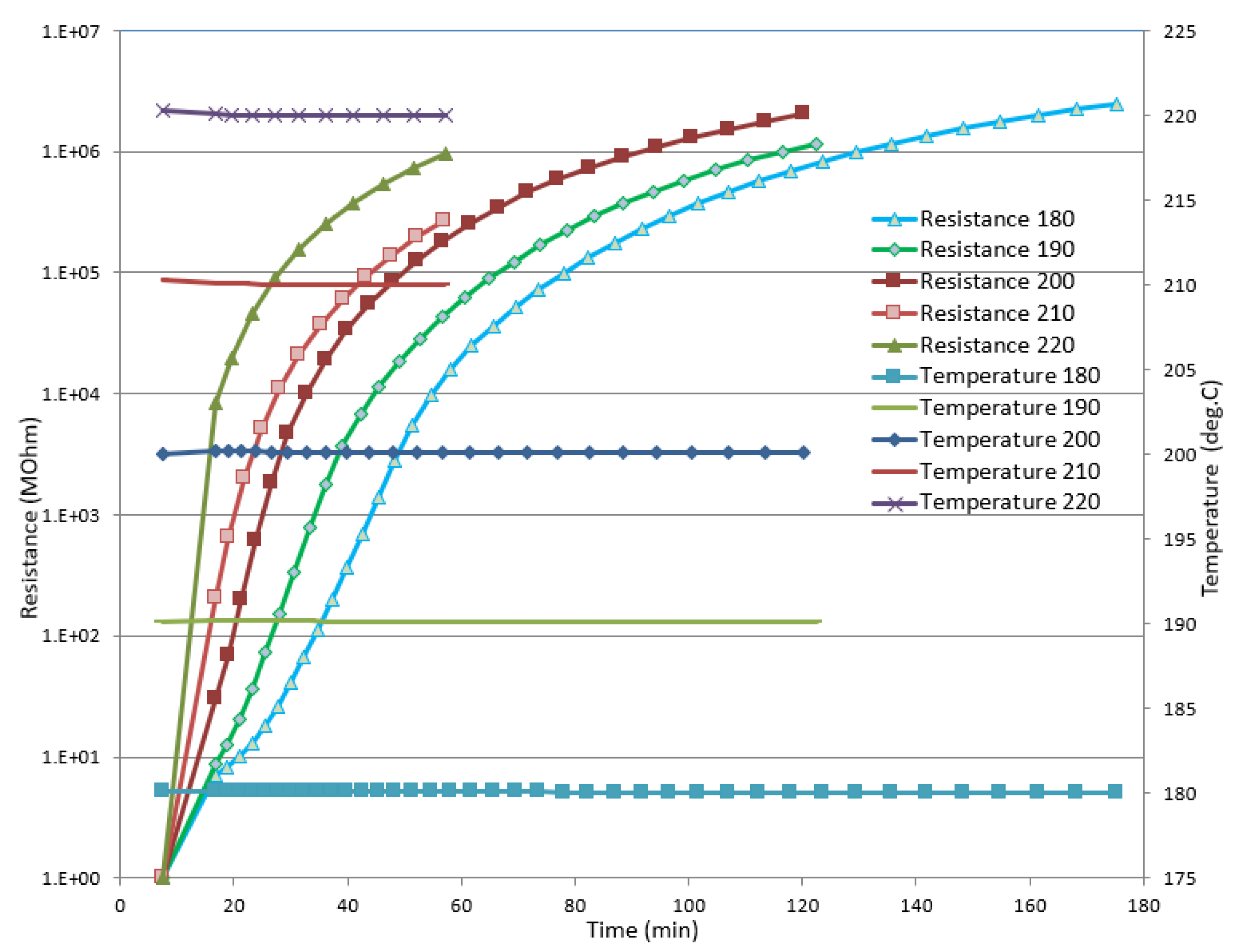
2.2.2. Cure Monitoring
3. Results
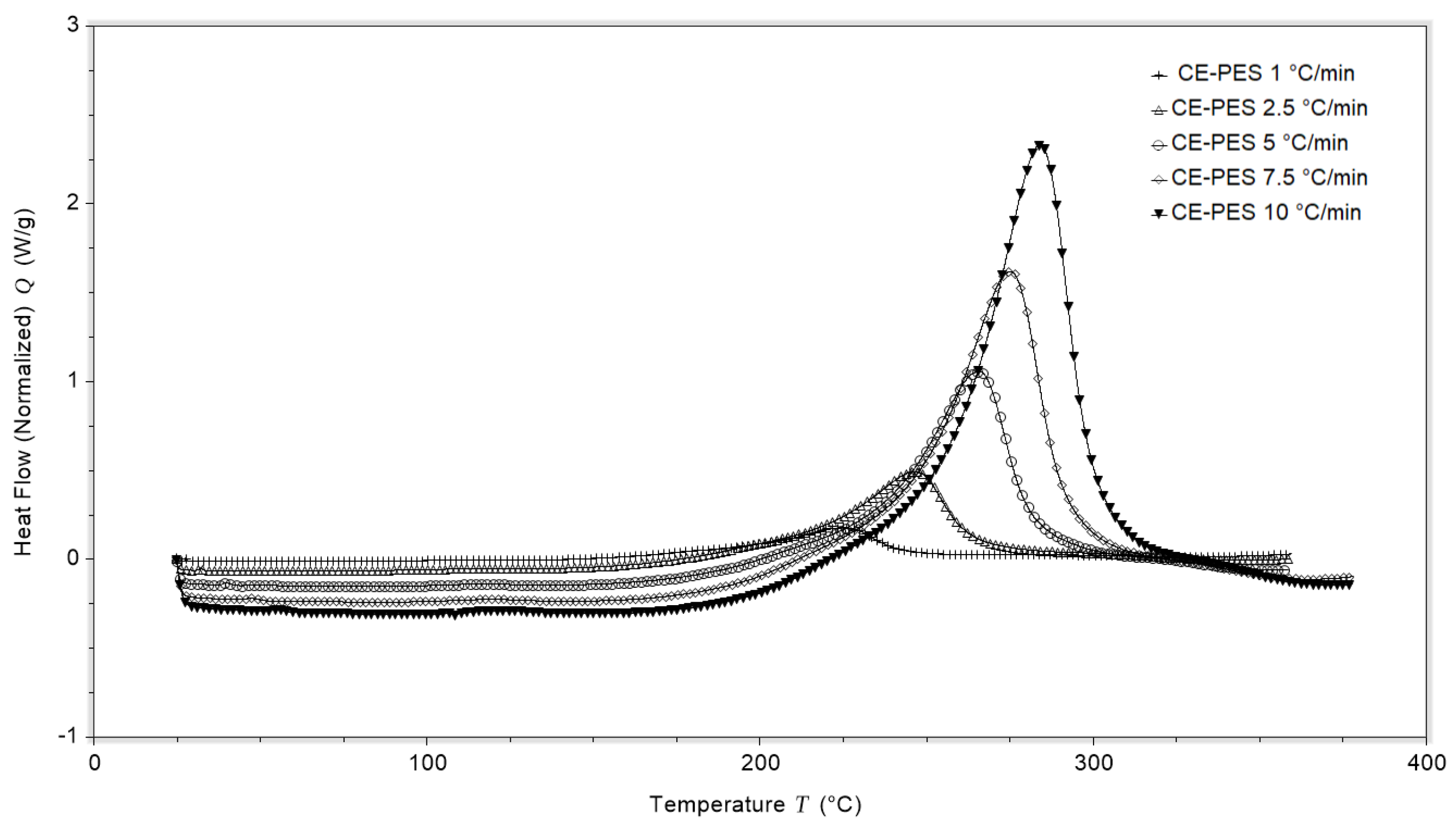
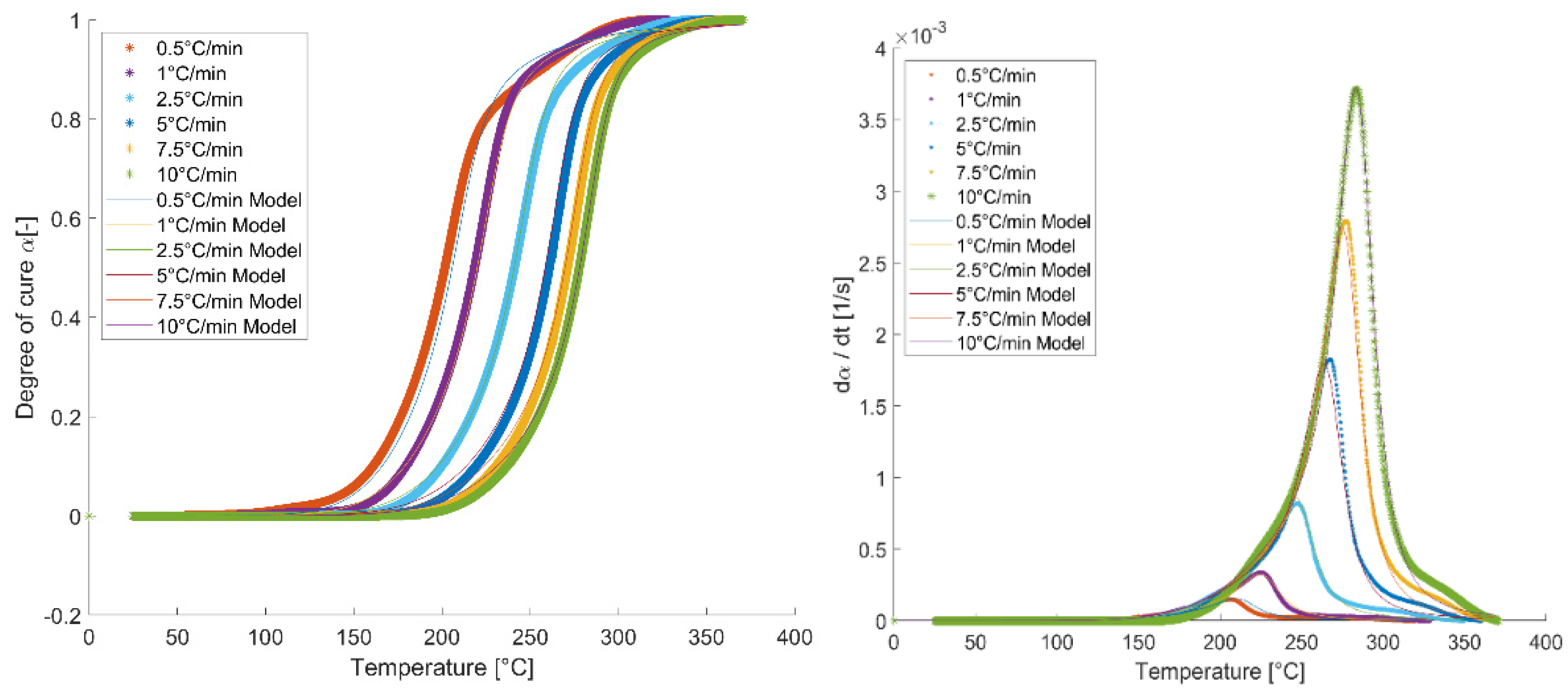
3.1. Cure Kinetics Characterization
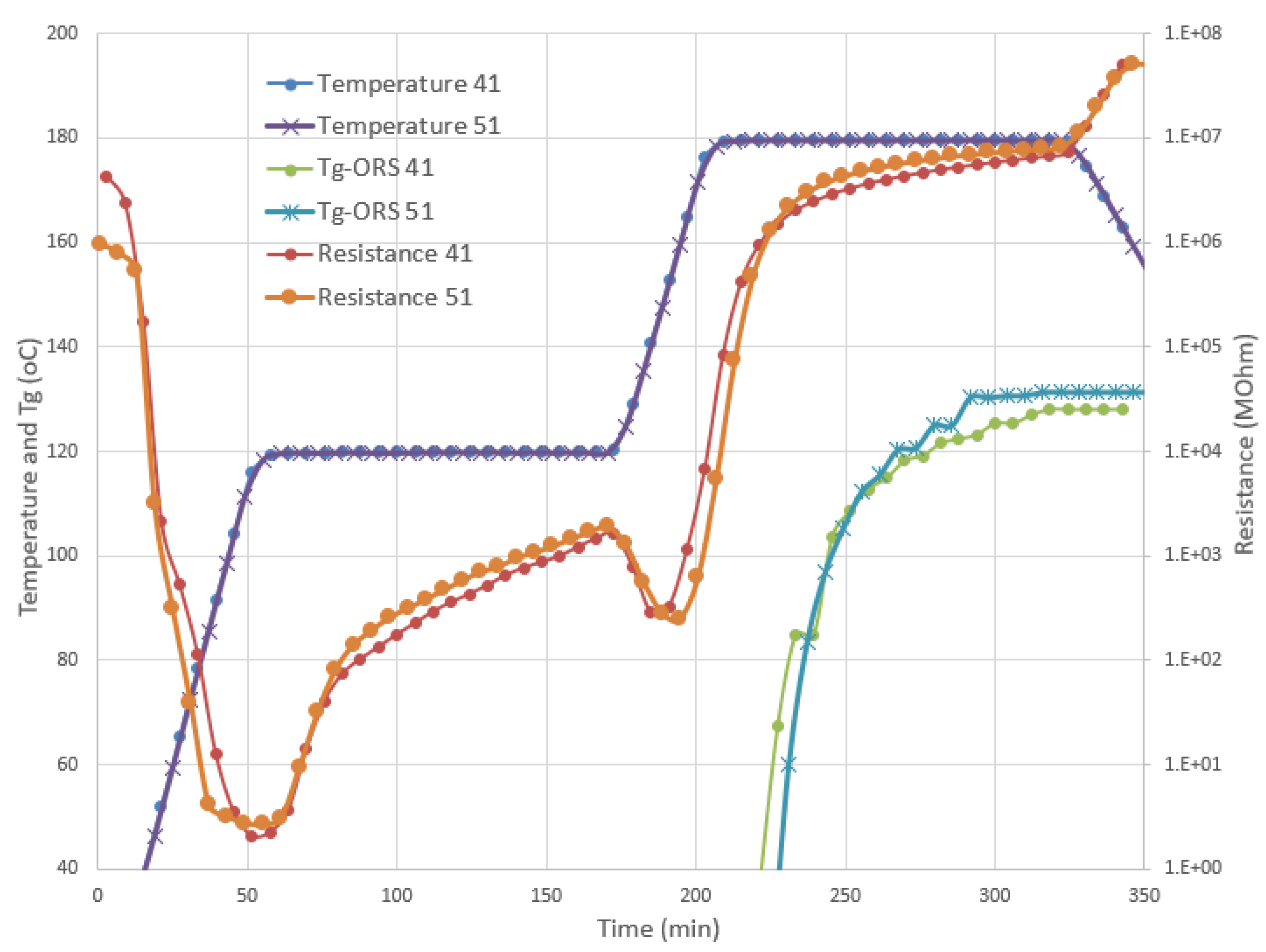
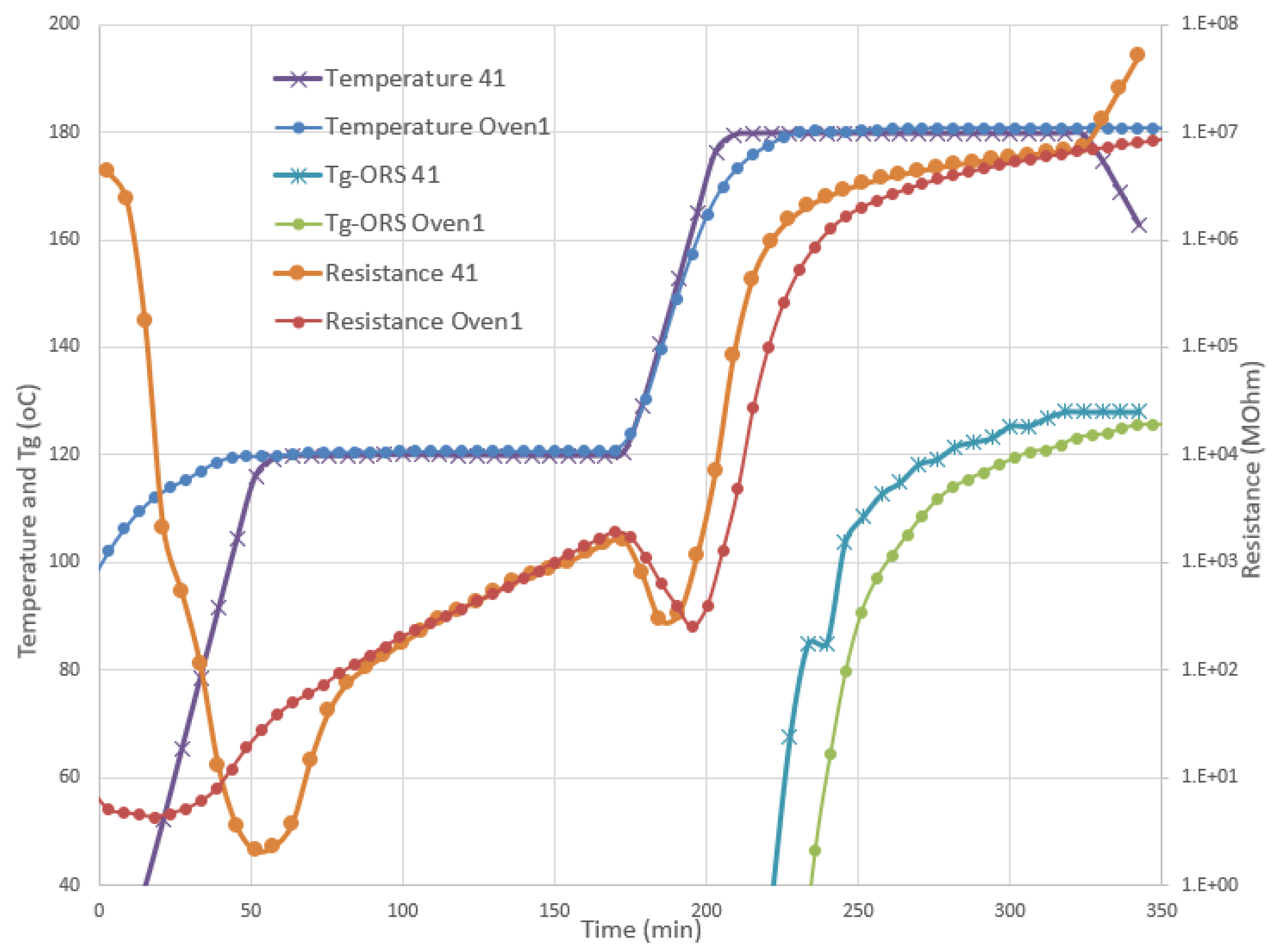
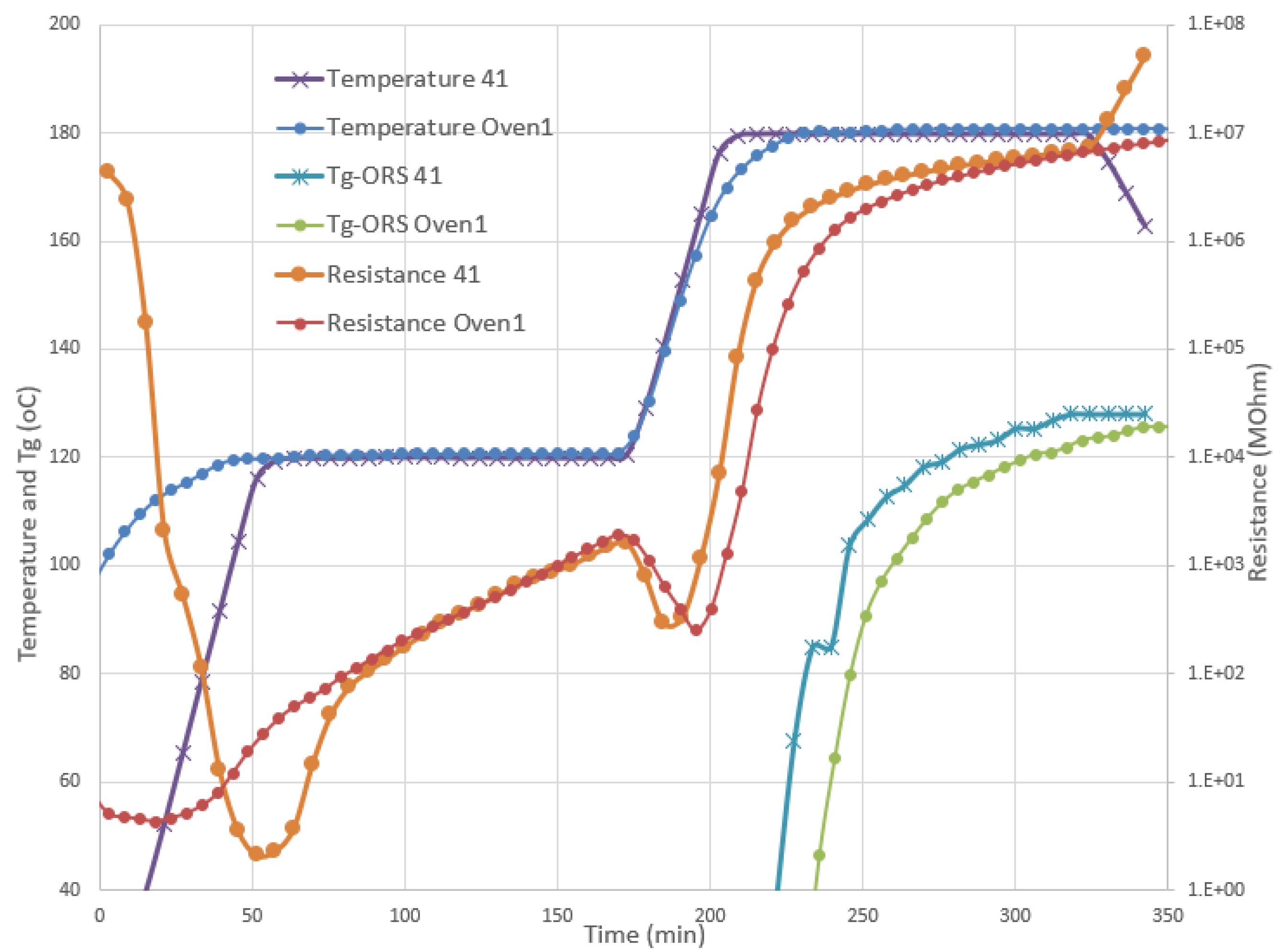
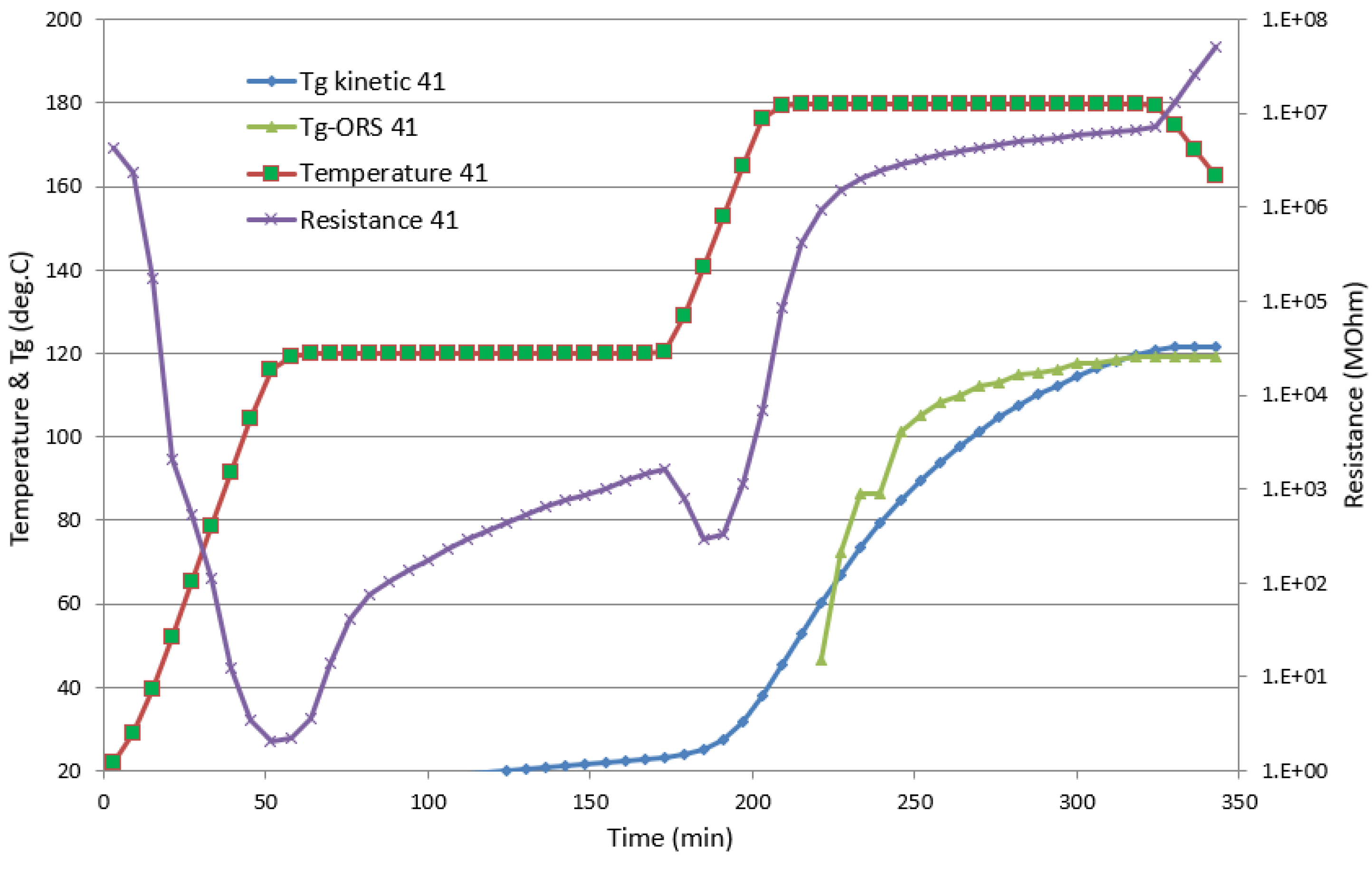
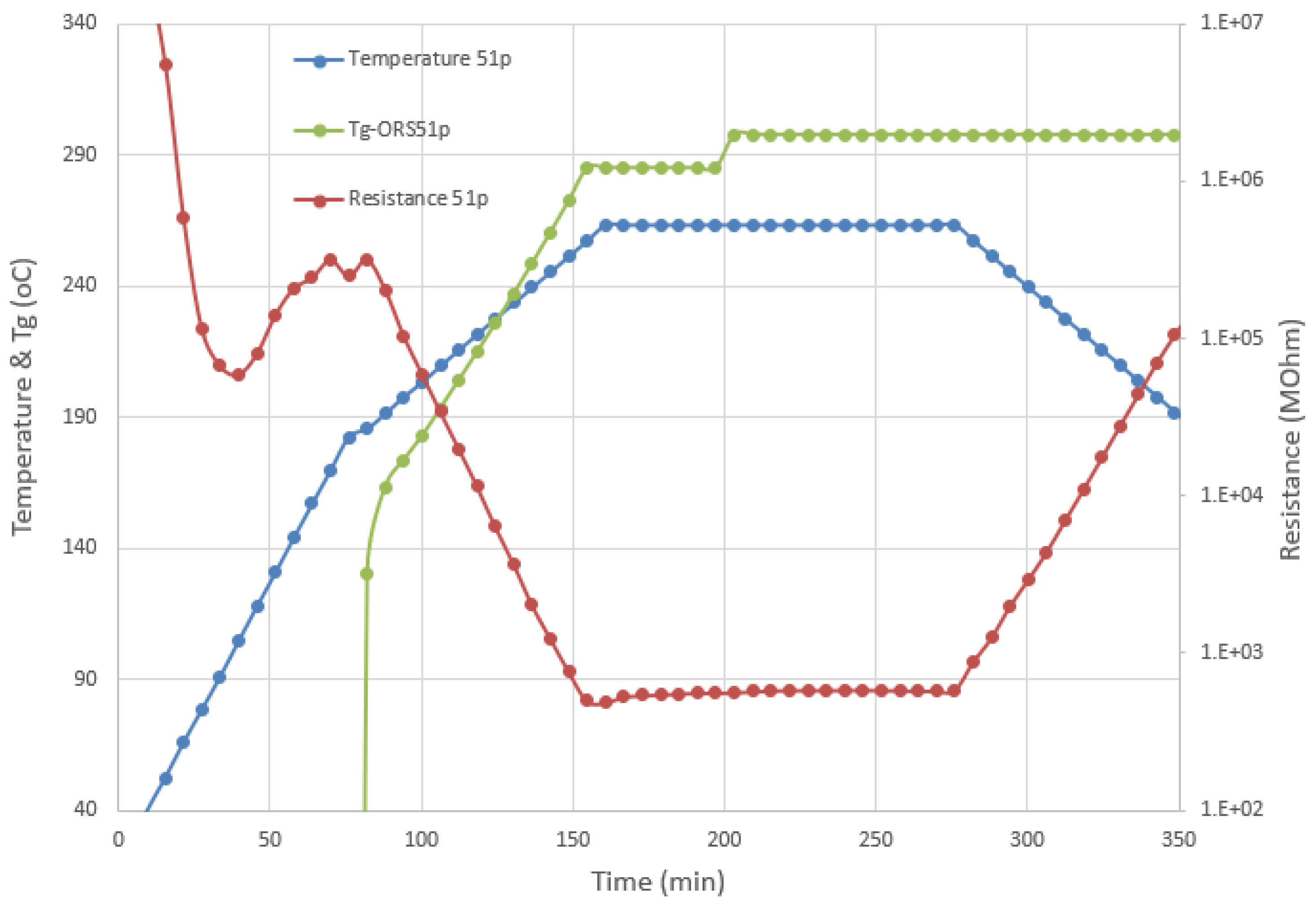
3.2. Online Cure Monitoring
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Nash, N.H.; Young, T.M.; McGrail, P.T.; Stanley, W.F. Inclusion of a thermoplastic phase to improve impact and post-impact performances of carbon fibre reinforced thermosetting composites—A review. Mater. Des. 2015, 85, 582–597. [Google Scholar] [CrossRef]
- Kumar, A.A.; Sundaram, R. Cure cycle optimization for the resin infusion technique using carbon nanotube additives. Carbon 2016, 96, 1043–1052. [Google Scholar] [CrossRef]
- Hsiao, K.T.; Little, R.; Restrepo, O.; Minaie, B. A study of direct cure kinetics characterization during liquid composite molding. Compos. Part A 2006, 37, 925–933. [Google Scholar] [CrossRef]
- Merad, L.; Cochez, M.; Margueron, S.; Jauchem, F.; Ferriol, M.; Benyoucef, B.; Bourson, P. In-situ monitoring of the curing of epoxy resins by Raman spectroscopy. In New Achievements in Materials and Environmental Sciences Names; EDP Sciences: Ulis, France, 2007; pp. 155–158. [Google Scholar] [CrossRef] [Green Version]
- Sernek, M.; Kamke, F.A. Application of dielectric analysis for monitoring the cure process of phenol formaldehyde adhesive. Int. J. Adhes. Adhes. 2007, 27, 562–567. [Google Scholar] [CrossRef]
- Hardis, R.; Jessop, J.L.; Peters, F.E.; Kessler, M.R. Cure kinetics characterization and monitoring of an epoxy resin using DSC, Raman spectroscopy, and DEA. Compos. Part A Appl. Sci. Manuf. 2013, 49, 100–108. [Google Scholar] [CrossRef] [Green Version]
- Polanský, R.; Pihera, J.; Komárek, J.; Pavlica, R.; Prosr, P.; Freisleben, J.; Vik, R.; Hromadka, K.; Blecha, T.; Čengery, J.; et al. Development of a measuring system for on-line in situ monitoring of composite materials manufacturing. Compos. Part A Appl. Sci. Manuf. 2016, 90, 760–770. [Google Scholar] [CrossRef]
- Yuste-Sánchez, V.; Santana, M.H.; Ezquerra, T.A.; Verdejo, R.; López-Manchado, M.A. In-situ cure monitoring of epoxy/graphene nanocomposites by several spectroscopic techniques. Polym. Test. 2019, 80, 106114. [Google Scholar] [CrossRef]
- Kim, S.S.; Murayama, H.; Kageyama, K.; Uzawa, K.; Kanai, M. Study on the curing process for carbon/epoxy composites to reduce thermal residual stress. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1197–1202. [Google Scholar] [CrossRef]
- Yang, Y.; Chiesura, G.; Vervust, T.; Bossuyt, F.; Luyckx, G.; Degrieck, J.; Vanfleteren, J. Design and fabrication of a flexible dielectric sensor system for in situ and real-time production monitoring of glass fibre reinforced composites. Sens. Actuators A Phys. 2016, 243, 103–110. [Google Scholar] [CrossRef]
- Pantelelis, N.; Bistekos, E.; Emmerich, R.; Gerard, P.; Zoller, A.; Gallardo, R.R. Compression RTM of reactive thermoplastic composites using microwaves and cure monitoring. Procedia CIRP 2019, 85, 249–254. [Google Scholar] [CrossRef]
- Pantelelis, N.; Gerrits, W.; Klomp-de Boer, R.; Johnston, A.; Wilson, S.; McKibbin, A. Cure monitoring of a BMI resin for enhancing the manufacturing of high-temp composite structures. In Proceedings of the SAMPE-19 Conference, Nantes, France, 17–19 September 2019. [Google Scholar]
- Goertzen, W.K.; Kessler, M.R. Thermal and mechanical evaluation of cyanate ester composites with low-temperature processability. Compos. Part A Appl. Sci. Manuf. 2007, 38, 779–784. [Google Scholar] [CrossRef]
- Kinloch, A.J.; Taylor, A.C. The toughening of cyanate-ester polymers: Part II Chemical modification. J. Mater. Sci. 2003, 38, 65–79. [Google Scholar] [CrossRef] [Green Version]
- Amirova, L.; Schadt, F.; Grob, M.; Brauner, C.; Ricard, T.; Wille, T. Properties and structure of high temperature resistant cyanate ester/polyethersulfone blends using solvent-free toughening approach. Polym. Bull. 2020. [Google Scholar] [CrossRef]
- NTPT ThinprepregTM 380CE Datasheet. Available online: https://www.thinplytechnology.com/assets/mesimages/NTPT-DS-ThinPreg-380CE-April2017-v2.pdf (accessed on 20 January 2019).
- Remiro, P.M.; De La Caba, K.; Mondragon, I.; Riccardi, C.C. Influence of phenoxy addition on the curing kinetics for uncatalyzed and catalyzed cyanate ester resin. J. Appl. Polym. Sci. 2010, 118, 2869–2880. [Google Scholar] [CrossRef]
- Sheng, X.; Akinc, M.; Kessler, M.R. The effects of alumina and silica nanoparticles on the cure kinetics of bisphenol E cyanate ester. Polym. Eng. Sci. 2010, 50, 1075–1084. [Google Scholar] [CrossRef]
- Karkanas, P.I.; Partridge, I.K. Cure modeling and monitoring of epoxy/amine resin systems. I. Cure kinetics modeling. J. Appl. Polym. Sci. 2000, 77, 1419–1431. [Google Scholar] [CrossRef]
- Navabpour, P.; Nesbitt, A.; Degamber, B.; Fernando, G.; Mann, T.; Day, R. Comparison of the Curing Kinetics of the RTM6 Epoxy Resin System Using Differential Scanning Calorimetry and a Microwave-Heated Calorimeter. J. Appl. Polym. Sci. 2006, 99, 3658–3668. [Google Scholar] [CrossRef]
- Di Benedetto, A.T. Prediction of the glass transition temperature of polymers: A model based on the principle of corresponding states. J. Polym.Sci. Part B 1987, 25, 1949–1969. [Google Scholar] [CrossRef]
- Tajima, Y. Monitoring Cure Viscosity of Epoxy Composite. Polym. Compos. 1982, 3, 162–169. [Google Scholar] [CrossRef]
- Schwab, S.; Levy, R.; Glover, G. Sensor System for Monitoring Impregnation and Cure during Resin Transfer Molding. Polym. Compos. 1996, 17, 312–316. [Google Scholar] [CrossRef]
- Pantelelis, N.; Bistekos, E. Process monitoring and control for the production of CFRP components. In Proceedings of the SAMPE-10 Conference, Seattle, WA, USA, 17–20 May 2010. [Google Scholar]
- Etchells, M.; Pantelelis, N.; Lira, C. Cure Monitoring of Highly reactive resin during high-pressure compression resin transfer moulding. In Proceedings of the ECCM18–18th European Conference on Composite Material, Athens, Greece, 25–28 June 2018. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heating Rate [K/min] | Onset [°C] | Offset [°C] | Tot. Enthalpy [J/g] |
|---|---|---|---|
| 0.5 | 120 | 325 | 552.8 |
| 0.5 | 118 | 328 | 540.1 |
| 1 | 126 | 336 | 515.6 |
| 2.5 | 129 | 350 | 581.0 |
| 5 | 150 | 363 | 571.1 |
| 5 | 144 | 362 | 591.2 |
| 7.5 | 157 | 368 | 583.1 |
| 10 | 164 | 371 | 591.5 |
| Average | 573.0 | ||
| Std. Deviation | 18.2 |
| Parameter | Value | Unit |
|---|---|---|
| A1 | 1.08 × 102 | 1/s |
| E1 | 5.05 × 104 | J/mol |
| A2 | 3.40 × 106 | 1/s |
| E2 | 8.38 × 104 | J/mol |
| l | 1.68 | - |
| m | 1.93 | - |
| n | 1.64 | - |
| amax | 0.02 | 1/K |
| bmax | 7.85 | - |
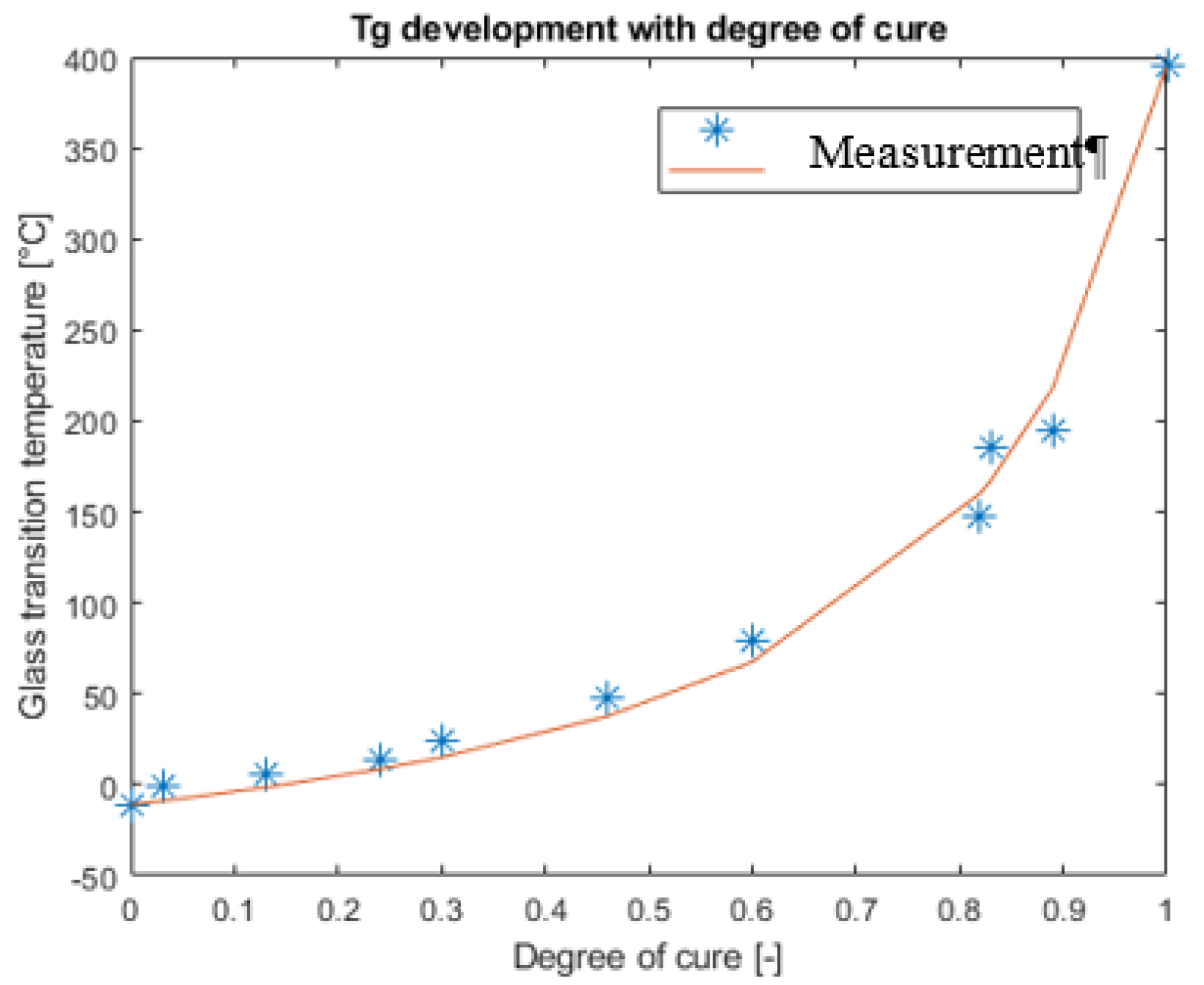
| Parameter Name | Parameter Value | Units |
|---|---|---|
| 0.16 | - | |
| Tg0 | −11 | °C |
| Tg∞ | 395 | °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amirova, L.; Brauner, C.; Grob, M.; Gort, N.; Schadt, F.; Pantelelis, N.; Ricard, T.; Gerrits, W. Online Cure Monitoring and Modelling of Cyanate Ester-Based Composites for High Temperature Applications. Polymers 2021, 13, 3021. https://doi.org/10.3390/polym13183021
Amirova L, Brauner C, Grob M, Gort N, Schadt F, Pantelelis N, Ricard T, Gerrits W. Online Cure Monitoring and Modelling of Cyanate Ester-Based Composites for High Temperature Applications. Polymers. 2021; 13(18):3021. https://doi.org/10.3390/polym13183021
Chicago/Turabian StyleAmirova, Lyaysan, Christian Brauner, Markus Grob, Nicolas Gort, Fabian Schadt, Nikos Pantelelis, Thomas Ricard, and Wilco Gerrits. 2021. "Online Cure Monitoring and Modelling of Cyanate Ester-Based Composites for High Temperature Applications" Polymers 13, no. 18: 3021. https://doi.org/10.3390/polym13183021
APA StyleAmirova, L., Brauner, C., Grob, M., Gort, N., Schadt, F., Pantelelis, N., Ricard, T., & Gerrits, W. (2021). Online Cure Monitoring and Modelling of Cyanate Ester-Based Composites for High Temperature Applications. Polymers, 13(18), 3021. https://doi.org/10.3390/polym13183021