
Properties of High-Density Fiberboard Bonded with Urea–Formaldehyde Resin and Ammonium Lignosulfonate as a Bio-Based Additive

 ,
,  ,
,  , ,
, ,  , ,
, ,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Adhesive Mixture Viscosity
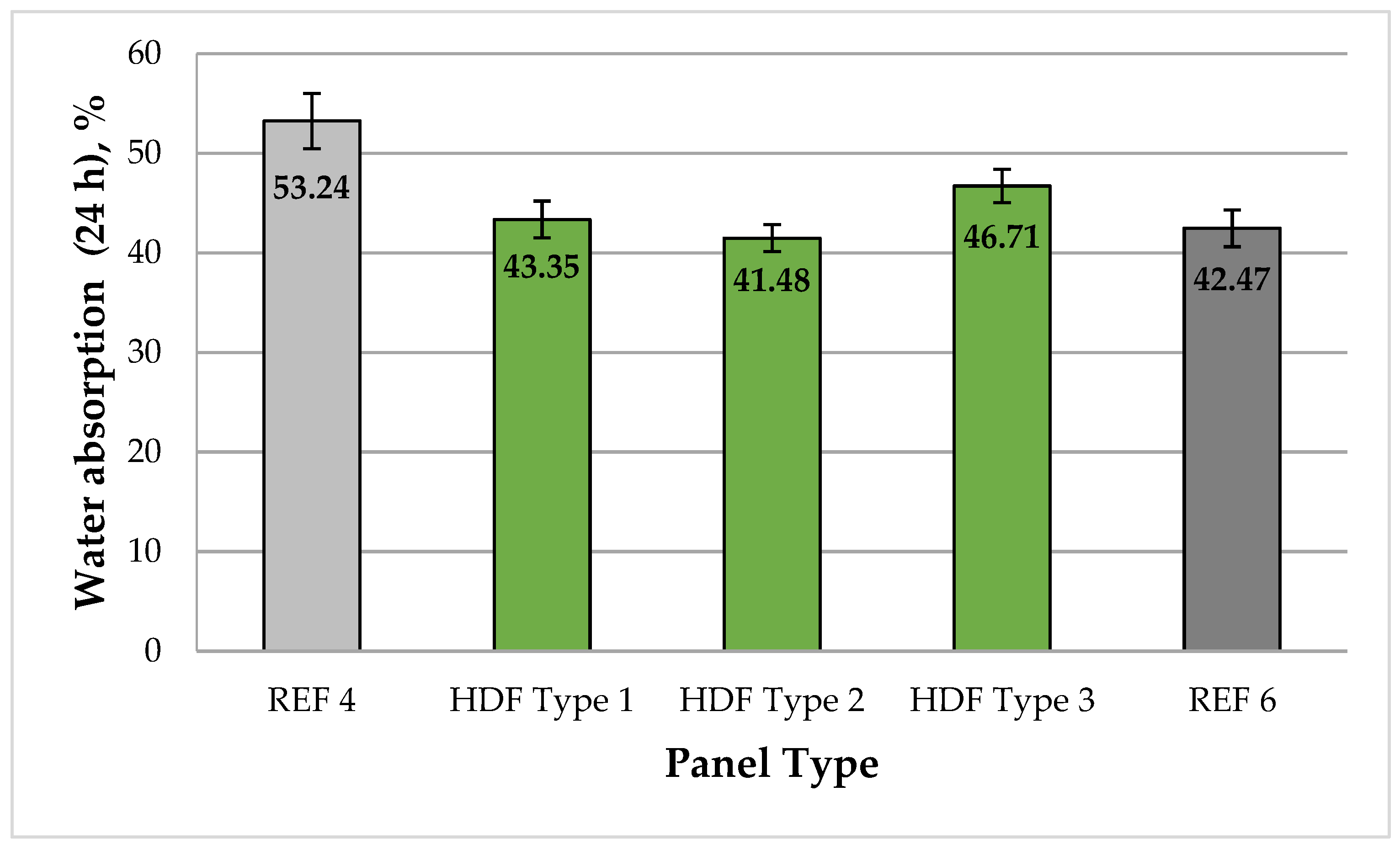
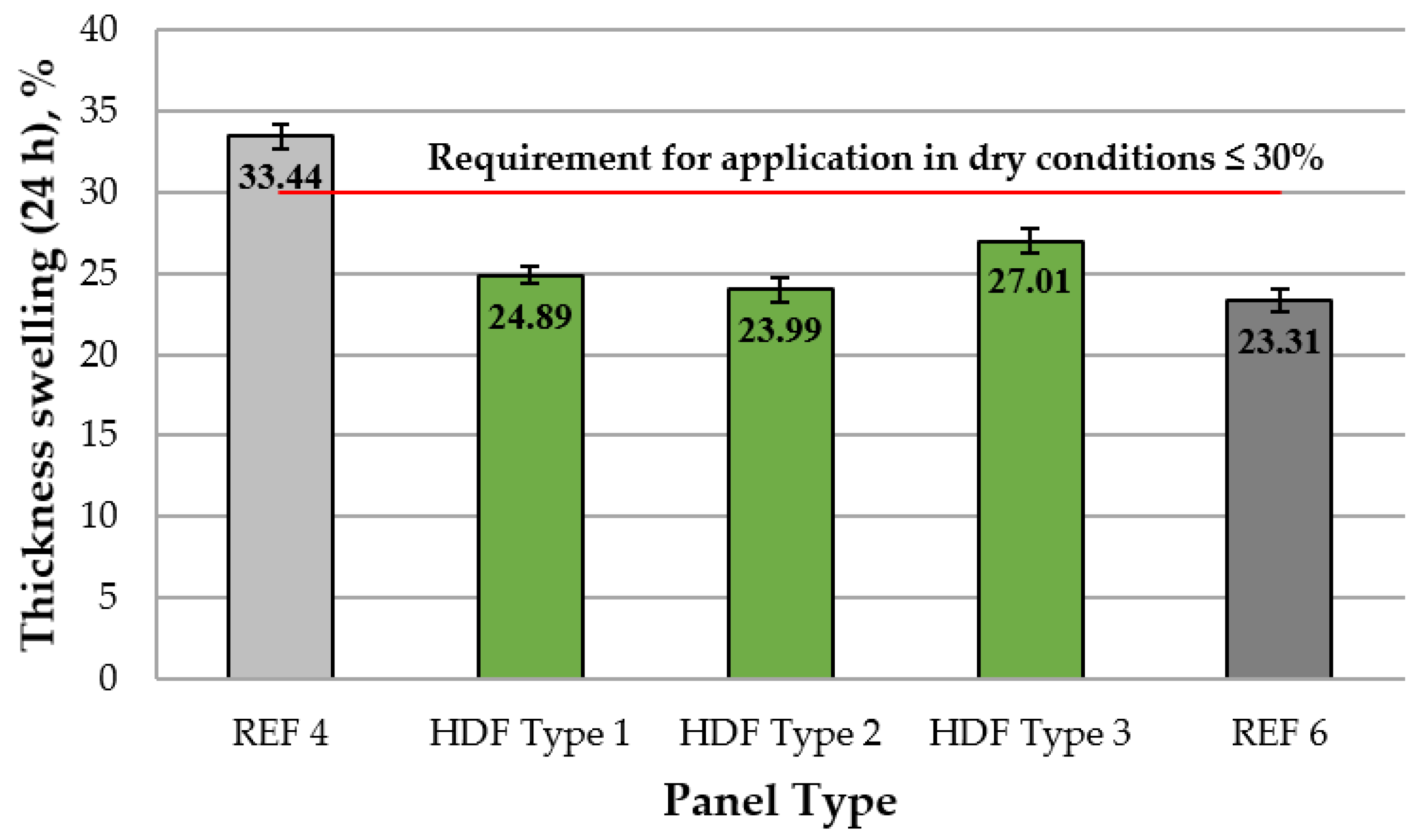
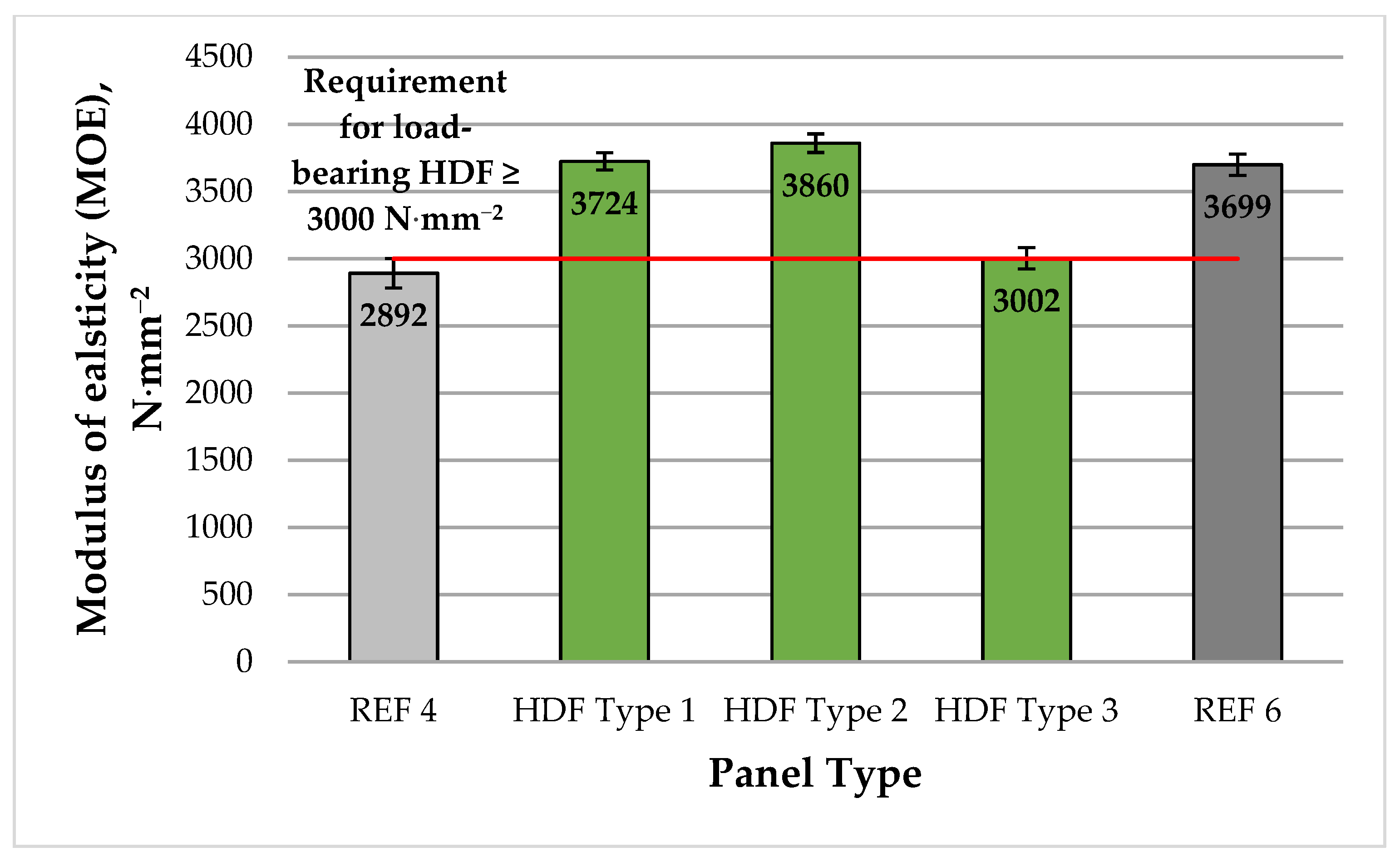
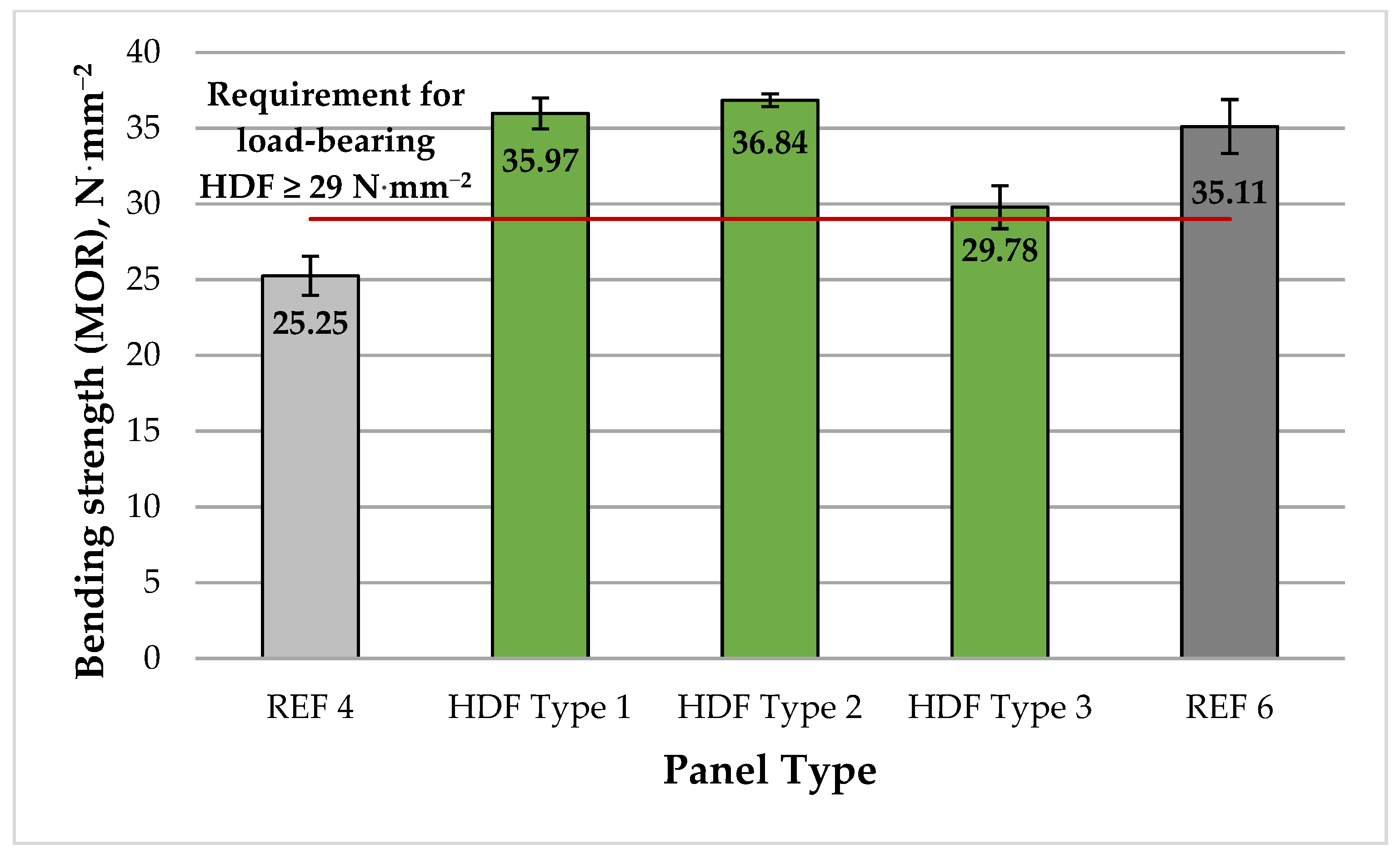
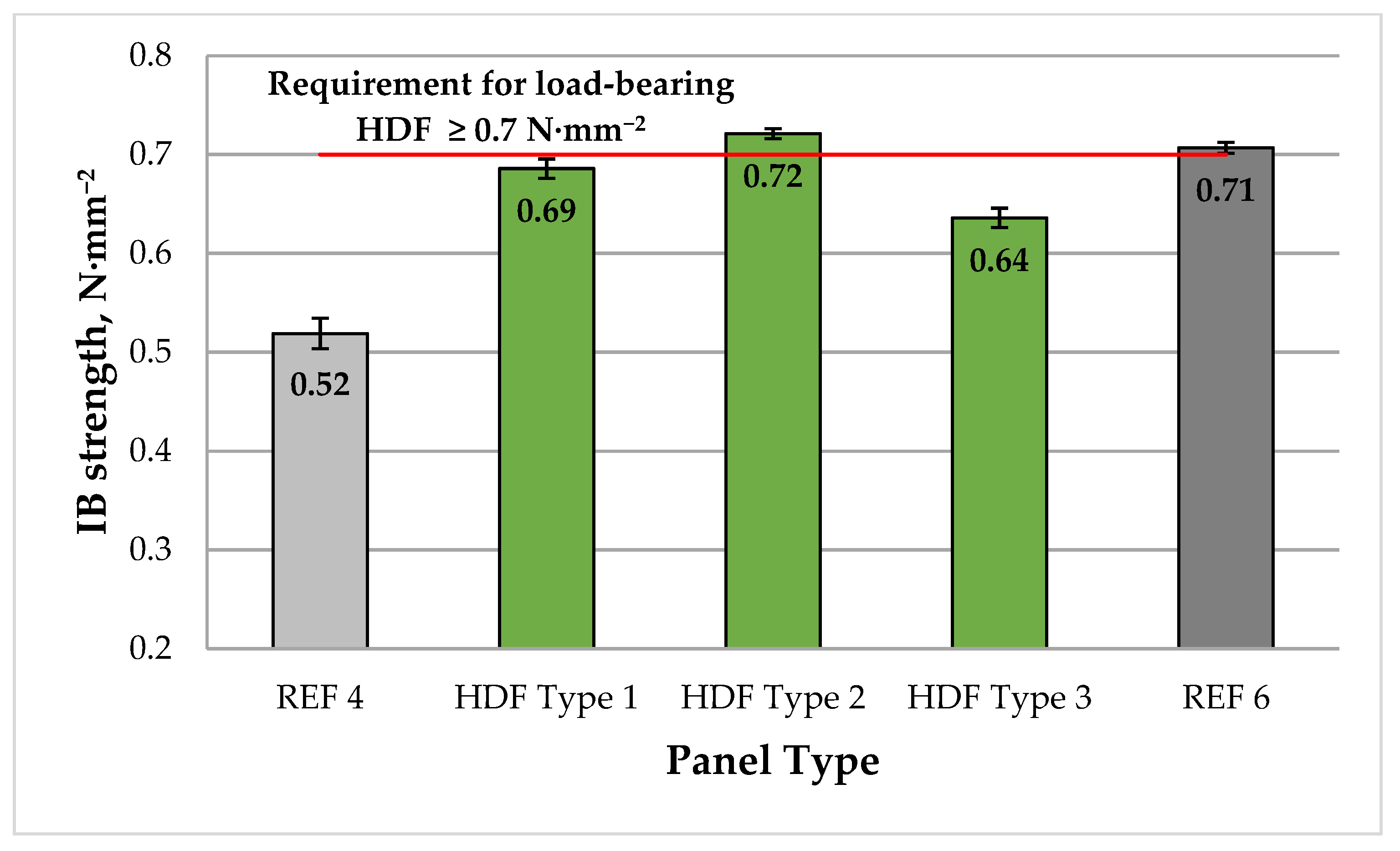
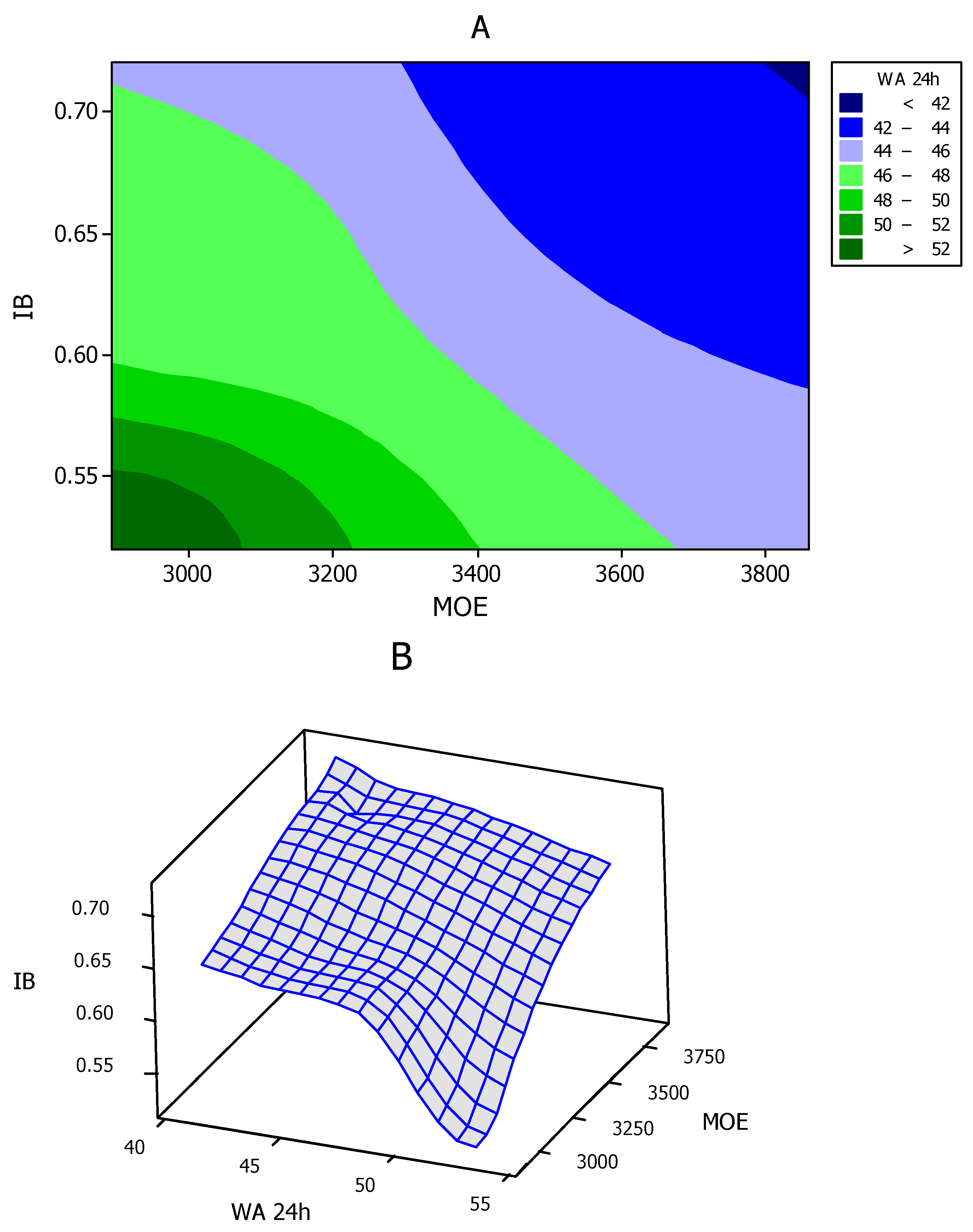
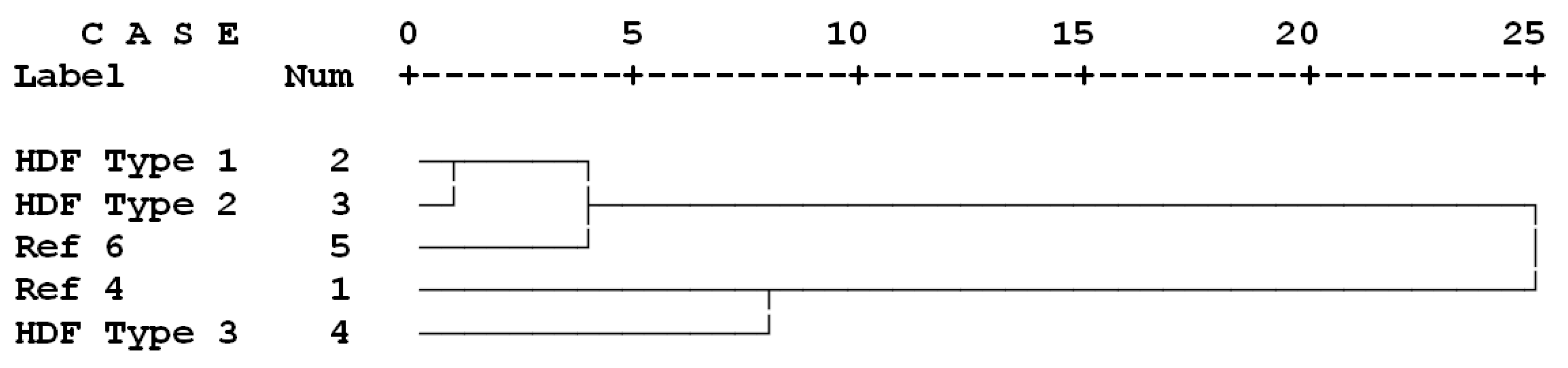
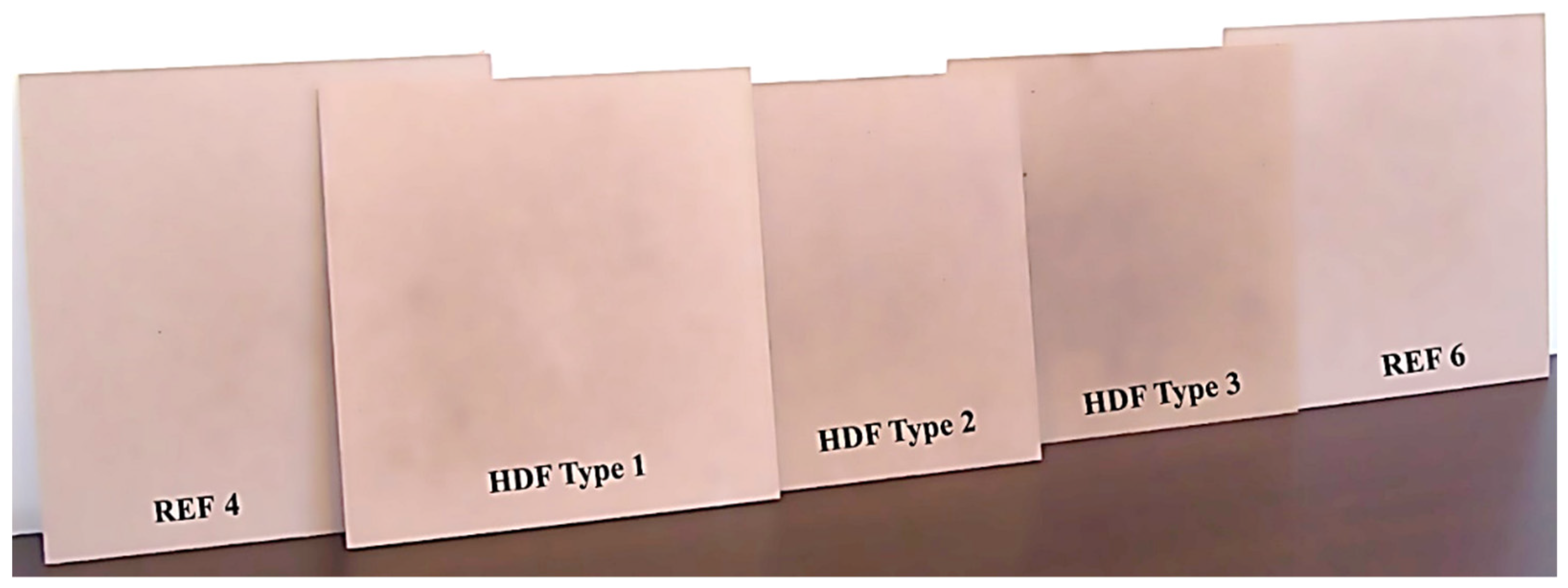
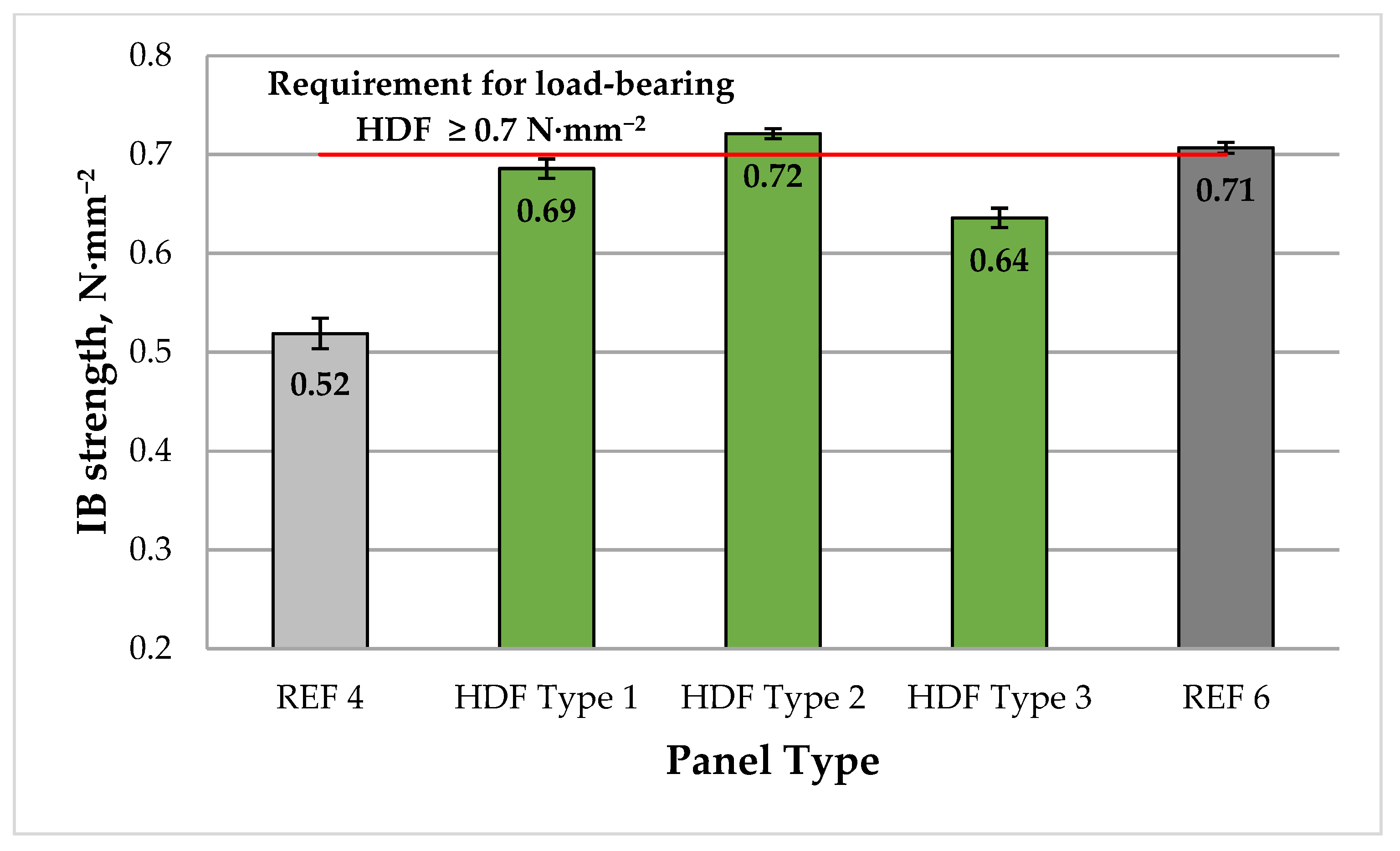
3.2. Physical and Mechanical Properties
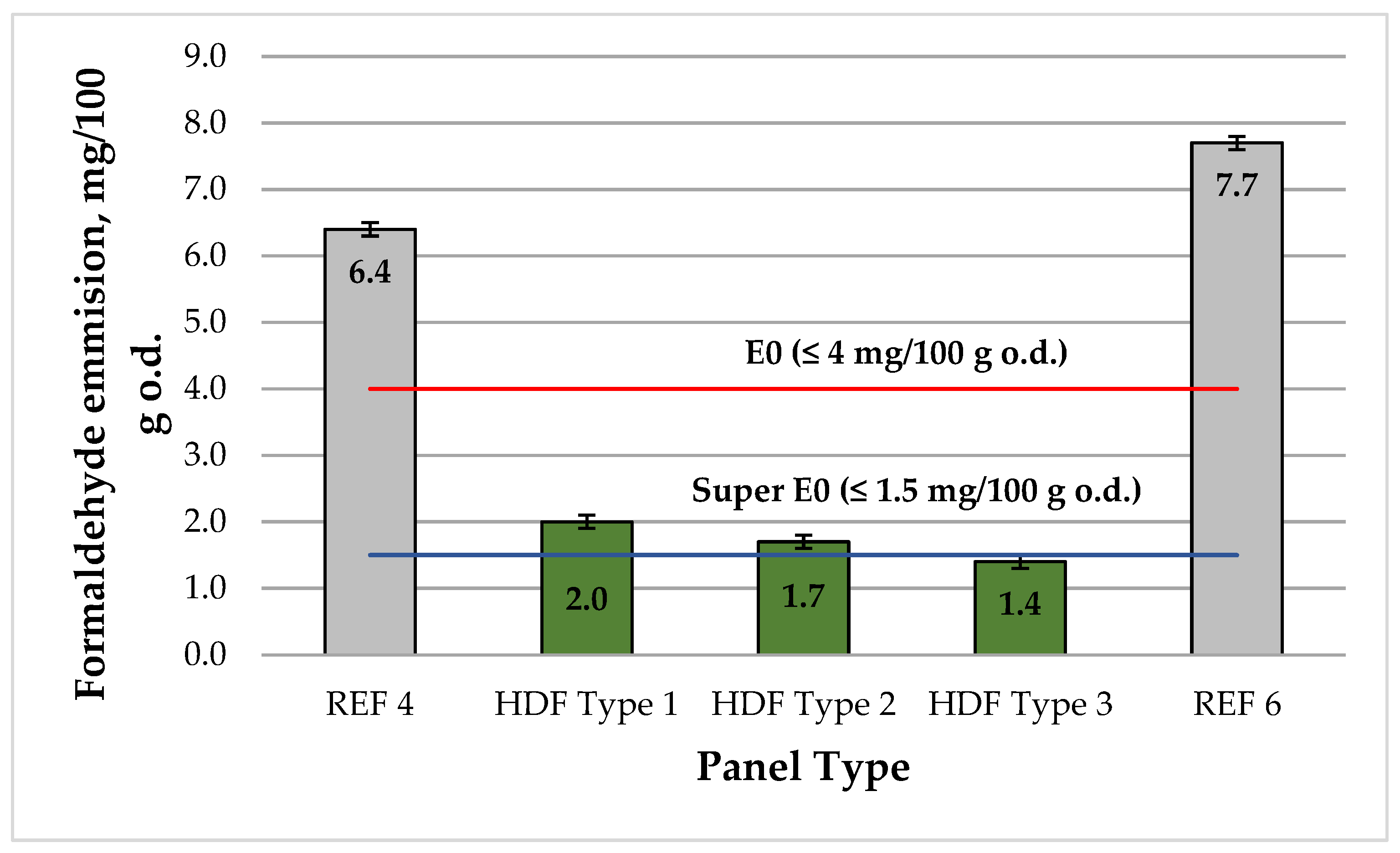
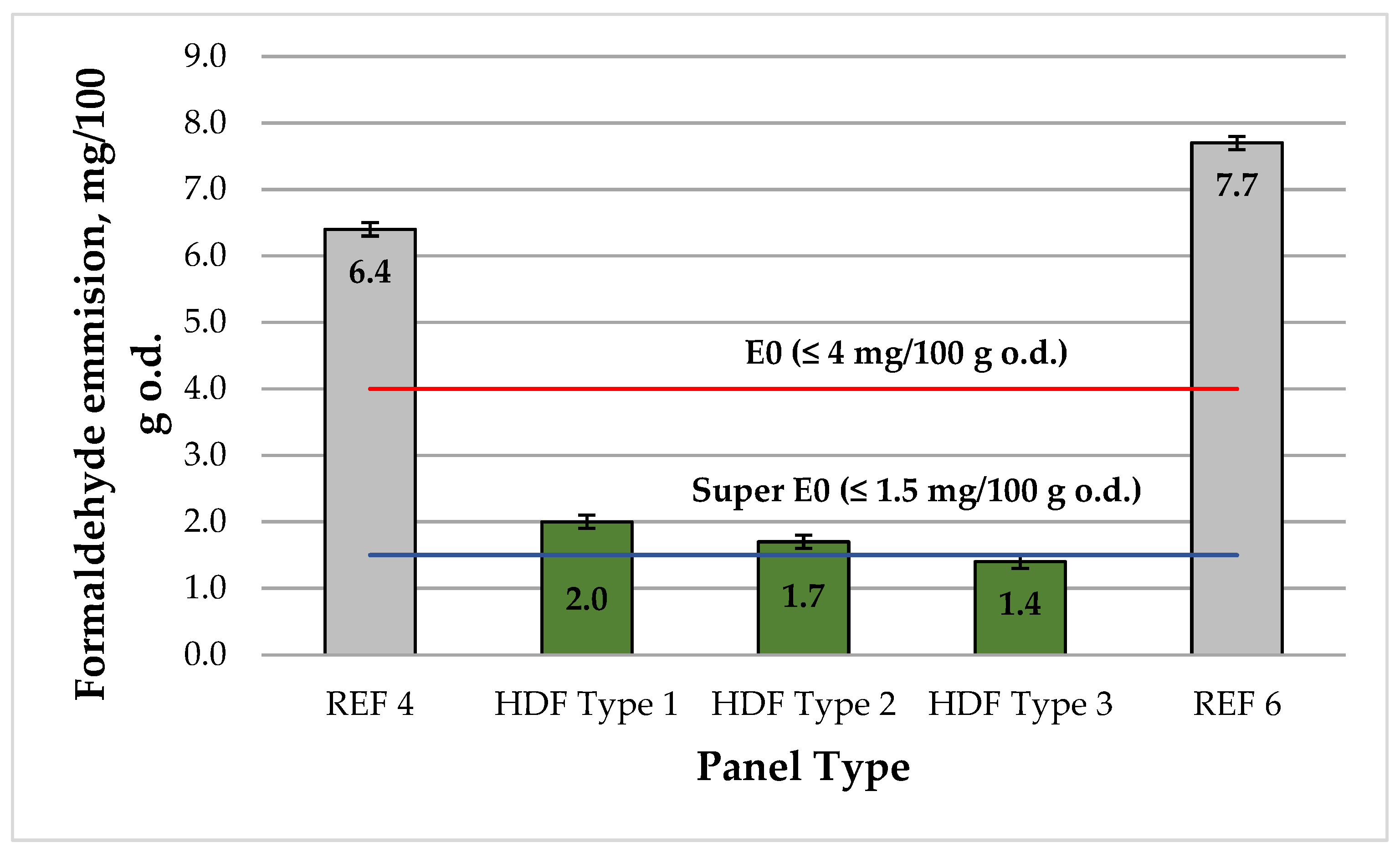
3.3. Free Formaldehyde Content
3.4. Thermal Analyses
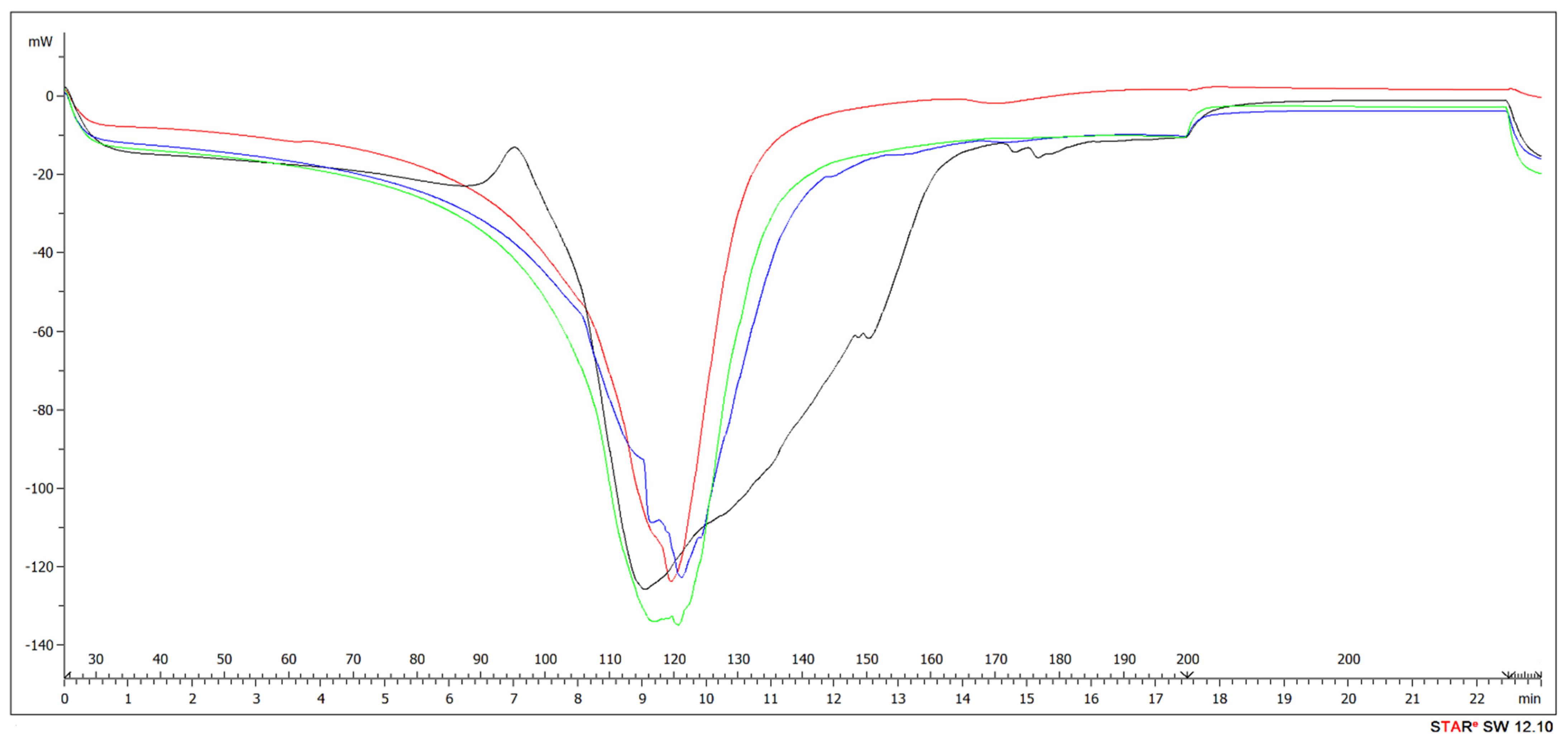
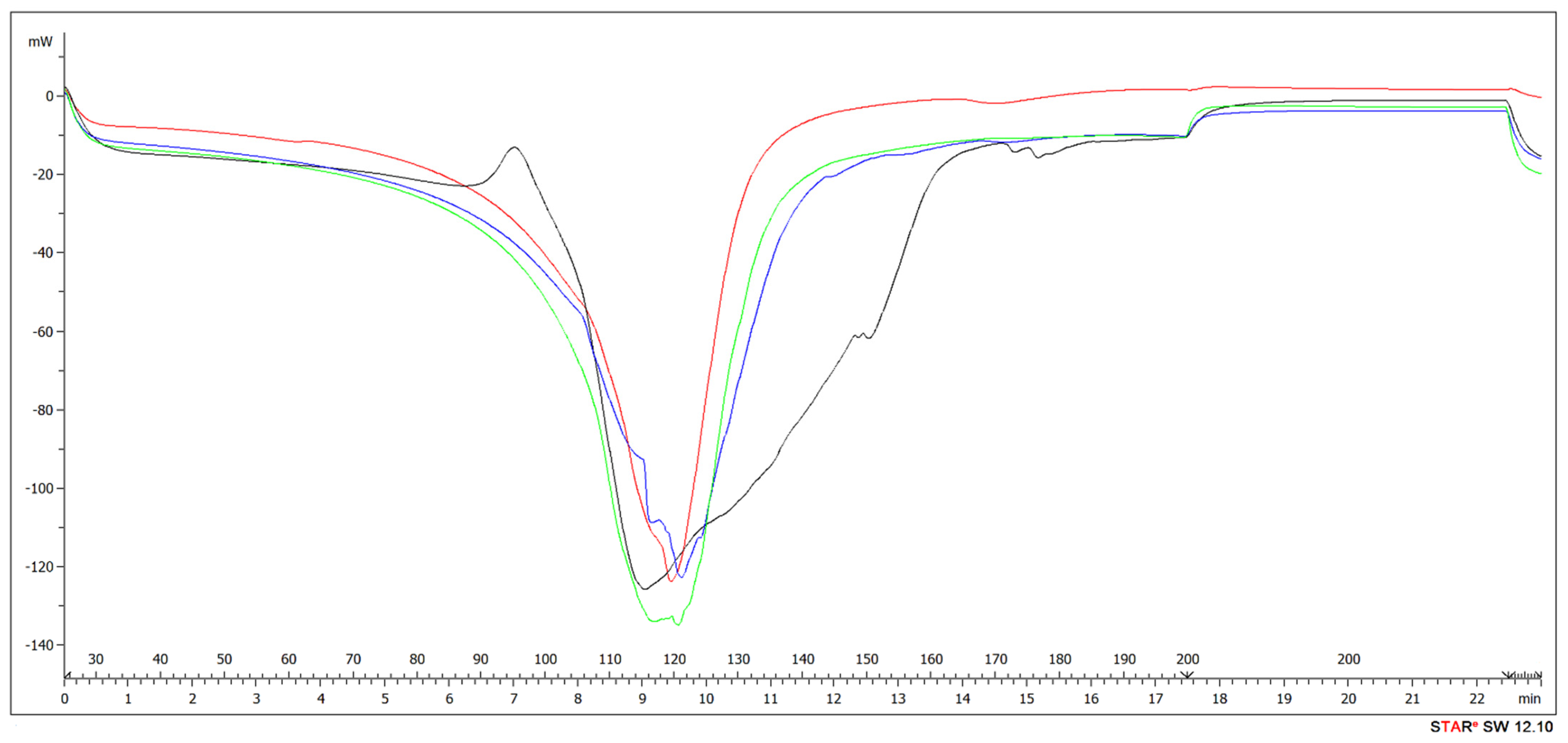
3.4.1. DSC
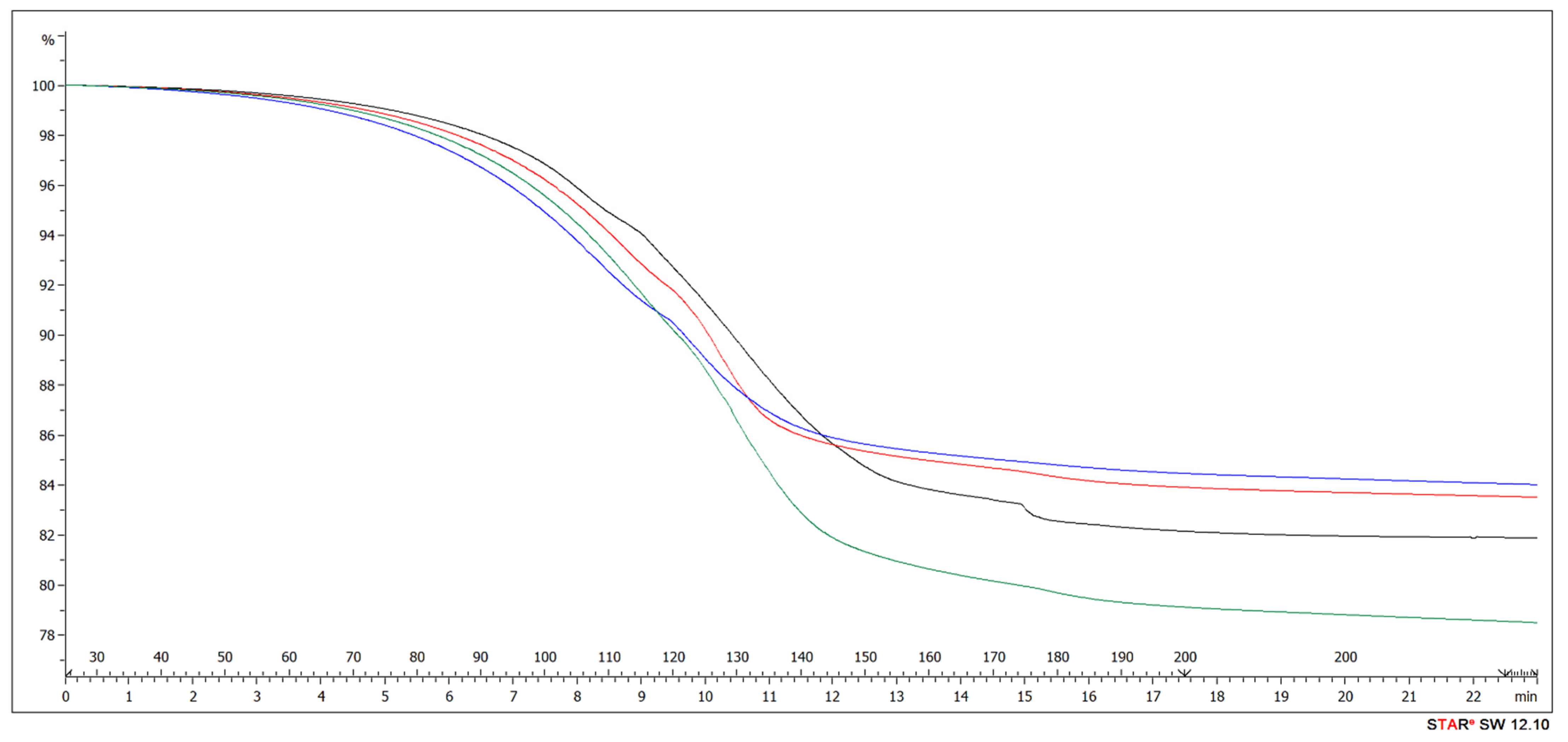
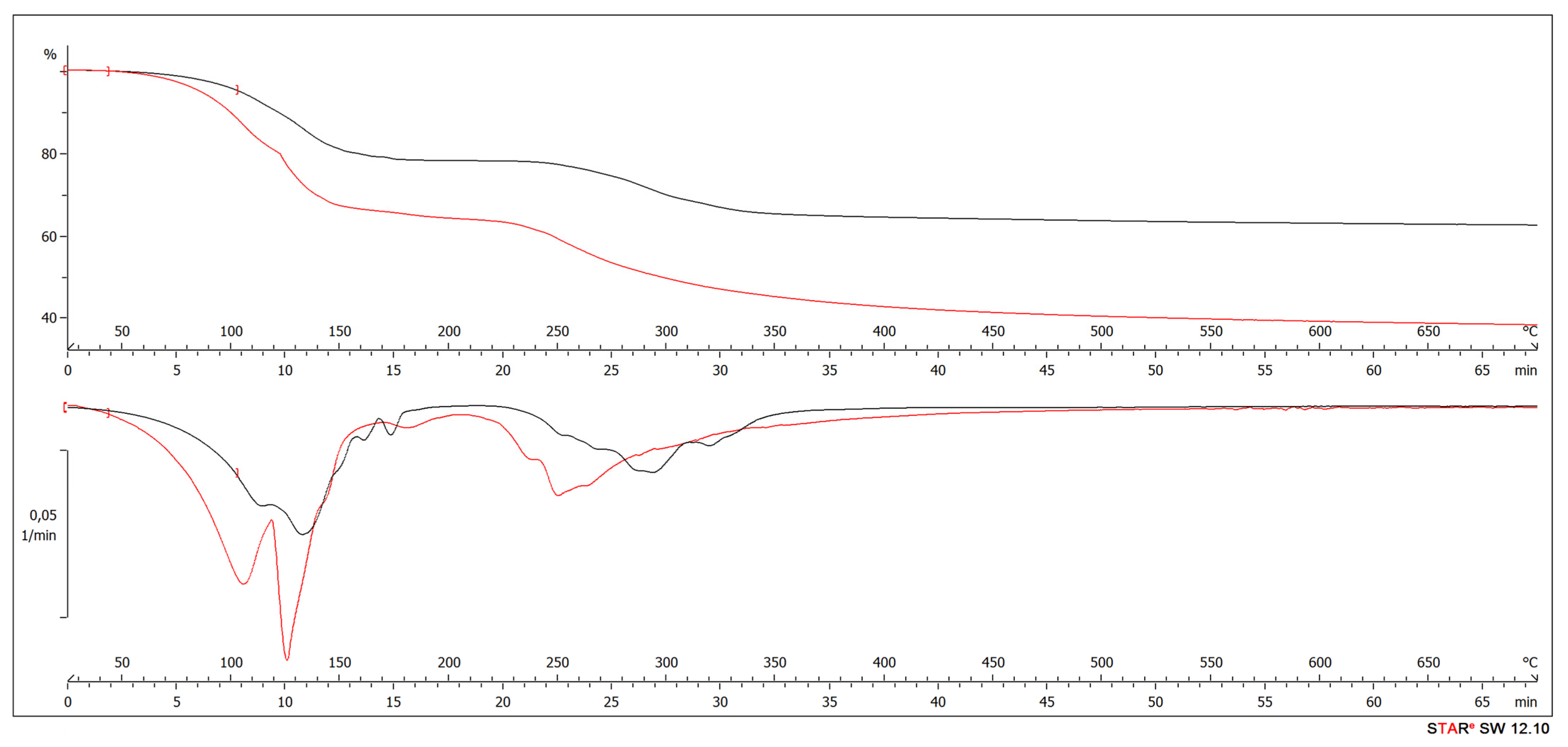
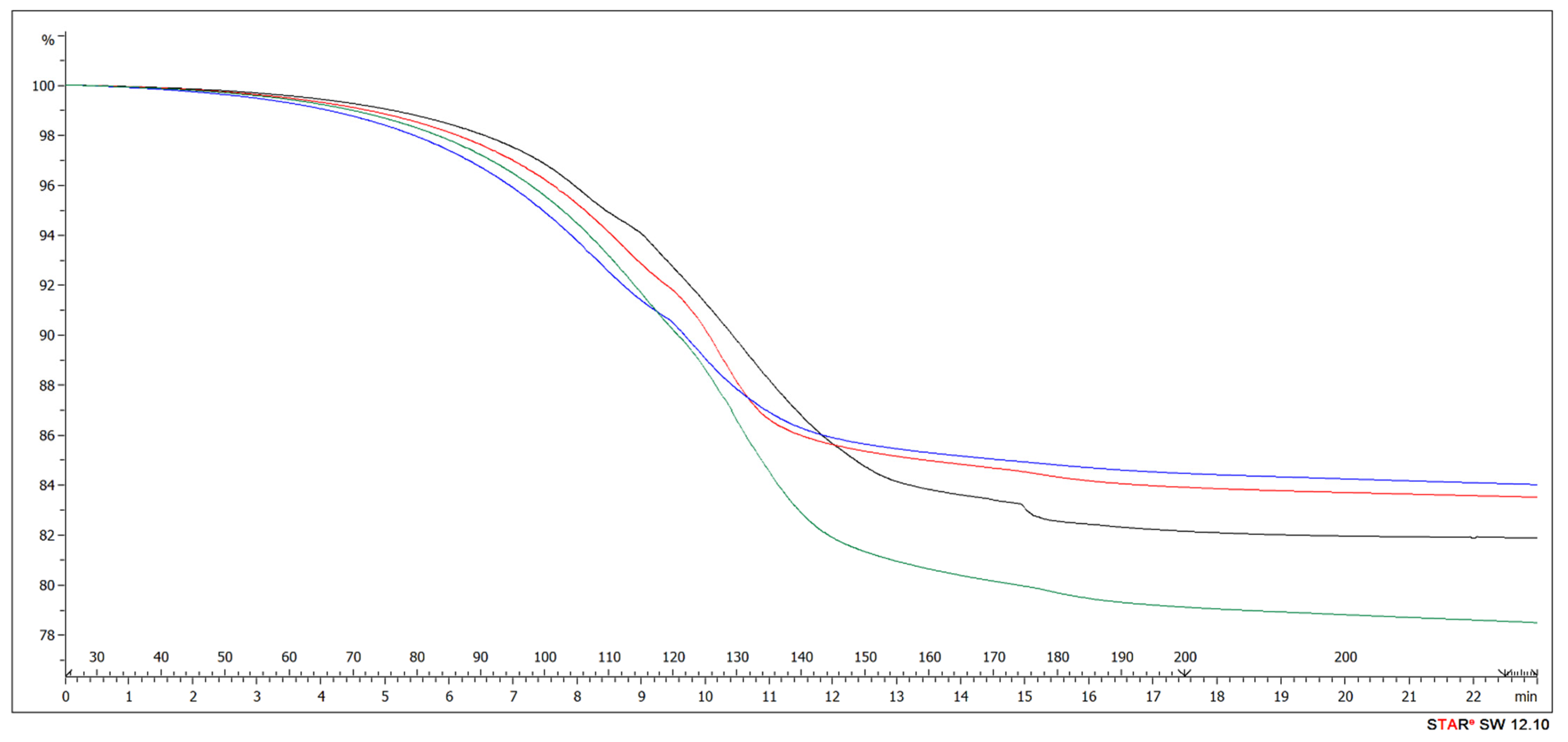
3.4.2. TGA and DTG
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Neykov, N.; Kitchoukov, E.; Simeonova-Zarkin, T.; Halalisan, A.F. Economic efficiency estimation of innovations in combined forestry and wood processing units in Bulgaria through certification in FSC chain of custody. In Innovation in Sustainable Management and Entrepreneurship, Proceedings of the II International Conference on Simulation Additive Manufacturing 2019 (SIM 2019), Pavia, Italy, 11–13 September 2019; Prostean, G., LaviosVillahoz, J., Brancu, L., Bakacsi, G., Eds.; Springer Proceedings in Business and Economics; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Sedliačiková, M.; Stroková, Z.; Klementová, J.; Šatanová, A.; Moresová, M. Impacts of behavioral aspects on financial decision-making of owners of woodworking and furniture manufacturing and trading enterprises. Acta Fac. Xylologiae Zvolen 2020, 62, 165–176. [Google Scholar]
- Forest Product Statistics. Available online: http://www.fao.org/forestry/statistics/ (accessed on 14 May 2021).
- Ninikas, K.; Mitani, A.; Koutsianitis, D.; Ntalos, G.; Taghiyari, H.R.; Papadopoulos, A.N. Thermal and Mechanical Properties of Green Insulation Composites Made from Cannabis and Bark Residues. J. Compos. Sci. 2021, 5, 132. [Google Scholar] [CrossRef]
- Pizzi, A. Recent developments in eco-efficient bio-based adhesives for wood bonding: Opportunities and issues. J. Adhes. Sci. Technol. 2006, 20, 829–846. [Google Scholar] [CrossRef]
- Dukarska, D.; Pędzik, M.; Rogozińska, W.; Rogoziński, T.; Czarnecki, R. Characteristics of straw particles of selected grain species purposed for the production of lignocellulose particleboards. Part. Sci. Technol. 2021, 39, 213–222. [Google Scholar] [CrossRef]
- Makovicka Osvaldova, L.; Markova, I.; Jochim, S.; Bares, J. Experimental Study of Straw-Based Eco-Panel Using a Small Ignition Initiator. Polymers 2021, 13, 1344. [Google Scholar] [CrossRef]
- Boussetta, A.; Ablouh, E.; Benhamou, A.; Taourirte, M.; Moubarik, A. Valorization of Moroccan brown seaweeds: Elaboration of formaldehyde-free particleboards based on sodium alginate–corn-starch—Mimosa tannin wood adhesives. Int. J. Adhes. Adhes. 2021, 108, 102894. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Tajvidi, M.; Taghiyari, R.; Mantanis, G.I.; Esmailpour, A.; Hosseinpourpia, R. Nanotechnology for Wood Quality Improvement and Protection. In Nanomaterials for Agriculture and Forestry Applications; Husen, A., Jawaid, M., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 469–489. [Google Scholar]
- Iždinský, J.; Vidholdová, Z.; Reinprecht, L. Particleboards from Recycled Wood. Forests 2020, 11, 1166. [Google Scholar] [CrossRef]
- Ihnát, V.; Lübke, H.; Russ, A.; Pažitný, A.; Borůvka, V. Waste agglomerated wood materials as a secondary raw material for chipboards and fibreboards. Part II: Preparation and characterization of wood fibres in terms of their reuse. Wood Res. 2018, 63, 431–442. [Google Scholar]
- Kminiak, R.; Orlowski, K.A.; Dzurenda, L.; Chuchala, D.; Banski, A. Effect of Thermal Treatment of Birch Wood by Saturated Water Vapor on Granulometric Composition of Chips from Sawing and Milling Processes from the Point of View of Its Processing to Composites. Appl. Sci. 2020, 10, 7545. [Google Scholar] [CrossRef]
- Lubke, H.; Ihnát, V.; Kuňa, V.; Balberčák, J. A Multi-Stage Cascade Use of Wood Composite Boards. Wood Res. 2020, 65, 843–854. [Google Scholar] [CrossRef]
- Barbu, M.C.; Sepperer, T.; Tudor, E.M.; Petutschnigg, A. Walnut and Hazelnut Shells: Untapped Industrial Resources and Their Suitability in Lignocellulosic Composites. Appl. Sci. 2020, 10, 6340. [Google Scholar] [CrossRef]
- Hejna, A.; Marć, M.; Kowalkowska-Zedler, D.; Pladzyk, A.; Barczewski, M. Insights into the Thermo-Mechanical Treatment of Brewers’ Spent Grain as a Potential Filler for Polymer Composites. Polymers 2021, 13, 879. [Google Scholar] [CrossRef] [PubMed]
- de Carvalho Araújo, C.; Salvador, R.; Piekarski, C.; Sokulski, C.; de Francisco, A.; Camargo, S. Circular Economy Practices on Wood Panels: A Bibliographic Analysis. Sustainability 2019, 11, 1057. [Google Scholar] [CrossRef] [Green Version]
- Taghiyari, H.R.; Majidi, R.; Esmailpour, A.; Sarvari Samadi, Y.; Jahangiri, A.; Papadopoulos, A.N. Engineering composites made from wood and chicken feather bonded with UF resin fortified with wollastonite: A novel approach. Polymers 2020, 12, 857. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Küçüktüvek, M.; Kasal, A.; Kuşkun, T.; Erdil, Y.Z. Utilizing poppy husk-based particleboards as an alternative material in case furniture construction. BioResources 2017, 12, 839–852. [Google Scholar] [CrossRef] [Green Version]
- Taghiyari, H.R.; Arbabi Ghamsari, F.; Salimifard, E. Effects of adding nano-wollastonite, date palm prunings and two types of resins on the physical and mechanical properties of medium-density fiberboard (MDF). Bois For. Trop. 2018, 335, 49–57. [Google Scholar] [CrossRef]
- Youngquist, J.A. Wood-Based Composites and Panel Products. In Wood Handbook: Wood as an Engineering Material; USDA Forest Service, Forest Products Laboratory: Madison, WI, USA, 1999; pp. 1–31. [Google Scholar]
- Wibowo, E.S.; Lubis, M.A.R.; Park, B.D.; Kim, J.S.; Causin, V. Converting crystalline thermosetting urea-formaldehyde resins to amorphous polymer using modified nanoclay. J. Ind. Eng. Chem. 2020, 87, 78–89. [Google Scholar] [CrossRef]
- Mantanis, G.I.; Athanassiadou, E.T.; Barbu, M.C.; Wijnendaele, K. Adhesive systems used in the European particleboard, MDF and OSB industries. Wood Mater. Sci. Eng. 2018, 13, 104–116. [Google Scholar] [CrossRef]
- Kumar, R.N.; Pizzi, A. Environmental Aspects of Adhesives–Emission of Formaldehyde. In Adhesives for Wood and Lignocellulosic Materials; Wiley-Scrivener Publishing: Hoboken, NJ, USA, 2019; pp. 293–312. [Google Scholar]
- Dae, P.B.; Woo, K.J. Dynamic mechanical analysis of urea-formaldehyde resin adhesives with different formaldehyde-to-urea molar ratios. J. Appl. Polym. Sci. 2008, 108, 2045–2051. [Google Scholar]
- Pizzi, A.; Papadopoulos, A.; Policardi, F. Wood Composites and Their Polymer Binders. Polymers 2020, 12, 1115. [Google Scholar] [CrossRef] [PubMed]
- Bekhta, P.; Sedliačik, J.; Noshchenko, G.; Kačík, F.; Bekhta, N. Characteristics of Beech Bark and its Effect on Properties of UF Adhesive and on Bonding Strength and Formaldehyde Emission of Plywood Panels. Eur. J. Wood Prod. 2021, 79, 423–433. [Google Scholar] [CrossRef]
- Dunky, M. Adhesives in the Wood Industry. In Handbook of Adhesive Technology; Pizzi, A., Mittal, K.L., Eds.; Marcel Dekker: New York, NY, USA, 2003; Chapter 47; pp. 872–941. [Google Scholar]
- Kumar, R.N.; Pizzi, A. Urea-Formaldehyde Resins. In Adhesives for Wood and Lignocellulosic Materials; Wiley-Scrivener Publishing: Hoboken, NJ, USA, 2019; pp. 61–100. [Google Scholar]
- Łebkowska, M.; Radziwiłł, M.Z.; Tabernacka, A. Adhesives based on formaldehyde—Environmental problems. BioTechnologia 2017, 98, 53–65. [Google Scholar] [CrossRef] [Green Version]
- Mirski, R.; Bekhta, P.; Dziurka, D. Relationships between Thermoplastic Type and Properties of Polymer-Triticale Boards. Polymers 2019, 11, 1750. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- US Consumer Product Safety Commission. An Update on Formaldehyde (Publication 725); US Consumer Product Safety Commission: Bethesda, MD, USA, 2013.
- World Health Organization. Formaldehyde, 2–Butoxyethanol and 1–tert–Butoxypropan–2–ol. In Monographs on the Evaluation of Carcinogenic Risk to Humans; International Agency for Research on Cancer: Lyon, France, 2006; Volume 88. [Google Scholar]
- International Agency for Research on Cancer. IARC Classifies Formaldehyde as Carcinogenic to Humans; International Agency for Research on Cancer: Lyon, France, 2004. [Google Scholar]
- Costa, N.; Pereira, J.; Ferra, J.; Cruz, P.; Martins, J.; Magalhāes, F.; Mendes, A.; Carvalho, L.H. Scavengers for achieving zero formaldehyde emission of wood-based panels. Wood Sci. Technol. 2013, 47, 1261–1272. [Google Scholar] [CrossRef]
- Costa, N.; Pereira, J.; Martins, J.; Ferra, J.; Cruz, P.; Magalhāes, F.; Mendes, A.; Carvalho, L. Alternative to latent catalysts for curing UF resins used in the production of low formaldehyde emission wood-based panels. Int. J. Adhes. Adhes. 2012, 33, 56–60. [Google Scholar] [CrossRef]
- de Cademartori, P.H.G.; Artner, M.A.; de Freitas, R.A.; Magalhaes, W.L.E. Alumina nanoparticles as formaldehyde scavenger for urea-formaldehyde resin: Rheological and in-situ cure performance. Compos. B Eng. 2019, 176, 107281. [Google Scholar] [CrossRef]
- Medved, S.; Gajsek, U.; Tudor, E.M.; Barbu, M.C.; Antonovic, A. Efficiency of bark for reduction of formaldehyde emission from particleboards. Wood Res. 2019, 64, 307–315. [Google Scholar]
- Réh, R.; Igaz, R.; Krišt’ák, L.; Ružiak, I.; Gajtanska, M.; Božíková, M.; Kučerka, M. Functionality of beech bark in adhesive mixtures used in plywood and its effect on the stability associated with material systems. Materials 2019, 12, 1298. [Google Scholar] [CrossRef] [Green Version]
- Mirski, R.; Kawalerczyk, J.; Dziurka, D.; Siuda, J.; Wieruszewski, M. The Application of Oak Bark Powder as a Filler for Melamine-Urea-Formaldehyde Adhesive in Plywood Manufacturing. Forests 2020, 11, 1249. [Google Scholar] [CrossRef]
- Boran, S.; Usta, M.; Ondaral, S.; Gümüskaya, E. The efficiency of tannin as a formaldehyde scavenger chemical in medium density fiberboard. Compos. B Eng. 2012, 43, 2487–2491. [Google Scholar] [CrossRef]
- Bekhta, P.; Sedliačik, J.; Kačík, F.; Noshchenko, G.; Kleinova, A. Lignocellulosic waste fibers and their application as a component of urea-formaldehyde adhesive composition in the manufacture of plywood. Eur. J. Wood Prod. 2019, 77, 495–508. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Neykov, N. Reduction of Formaldehyde Emission from Engineered Wood Panels by Formaldehyde Scavengers—A Review. In Proceedings of the 13th International Scientific Conference Wood EMA 2020 and 31st International Scientific Conference ICWST 2020 Sustainability of Forest-Based Industries in the Global Economy, Vinkovci, Croatia, 28–30 September 2020; pp. 7–11, ISBN 978-953-57822-8-5. [Google Scholar]
- Taghiyari, H.R.; Hosseini, S.B.; Ghahri, S.; Ghofrani, M.; Papadopoulos, A.N. Formaldehyde emission in micron-sized wollastonite-treated plywood bonded with soy flour and urea-formaldehyde resin. Appl. Sci. 2020, 10, 6709. [Google Scholar] [CrossRef]
- Kawalerczyk, J.; Siuda, J.; Mirski, R.; Dziurka, D. Hemp Flour as a Formaldehyde Scavenger for Melamine-Urea-Formaldehyde Adhesive in Plywood Production. BioResources 2020, 15, 4052–4064. [Google Scholar] [CrossRef]
- Arias, A.; González-Rodríguez, S.; Vetroni Barros, M.; Salvador, R.; de Francisco, A.C.; Piekarski, C.M.; Moreira, M.T. Recent developments in bio-based adhesives from renewable natural resources. J. Clean. Prod. 2021, 314, 127892. [Google Scholar] [CrossRef]
- Nordström, E.; Demircan, D.; Fogelström, L.; Khabbaz, F.; Malmström, E. Green Binders for Wood Adhesives. In Applied Adhesive Bonding in Science and Technology; Interhopen Books: London, UK, 2017; pp. 47–71. [Google Scholar]
- Hemmilä, V.; Adamopoulos, S.; Karlsson, O.; Kumar, A. Development of sustainable bio-adhesives for engineered wood panels-A review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar] [CrossRef]
- Hosseinpourpia, R.; Adamopoulos, S.; Mai, C.; Taghiyari, H.R. Properties of medium-density fiberboards bonded with dextrin-based wood adhesives. Wood Res. 2019, 64, 185–194. [Google Scholar]
- Antov, P.; Savov, V.; Neykov, N. Sustainable Bio-based Adhesives for Eco-Friendly Wood Composites—A Review. Wood Res. 2020, 65, 51–62. [Google Scholar] [CrossRef]
- Sarika, P.R.; Nancarrow, P.; Khansaheb, A.; Ibrahim, T. Bio-Based Alternatives to Phenol and Formaldehyde for the Pro-duction of Resins. Polymers 2020, 12, 2237. [Google Scholar] [CrossRef] [PubMed]
- Saud, A.S.; Maniam, G.P.; Rahim, M.H.A. Introduction of Eco-Friendly Adhesives: Source, Types, Chemistry and Characterization. In Eco-Friendly Adhesives for Wood and Natural Fiber Composites; Composites Science and Technology, 2021, Jawaid, M., Khan, T.A., Nasir, M., Asim, M., Eds.; Springer: Singapore, 2021. [Google Scholar] [CrossRef]
- Ghahri, S.; Bari, E.; Pizzi, A. The Challenge of Environment-Friendly Adhesives for Bio-Composites. In Eco-Friendly Adhesives for Wood and Natural Fiber Composites; Composites Science and Technology; Jawaid, M., Khan, T.A., Nasir, M., Asim, M., Eds.; Springer: Singapore, 2021. [Google Scholar] [CrossRef]
- Tisserat, B.; Eller, F.; Mankowski, M. Properties of composite wood panels fabricated from Eastern red cedar employing various bio-based green adhesives. BioResources 2019, 14, 6666–6685. [Google Scholar]
- Papadopoulos, A.N. Advances in Wood Composites III. Polymers 2021, 13, 163. [Google Scholar] [CrossRef] [PubMed]
- Dunky, M. Wood Adhesives Based on Natural Resources: A Critical Review Part III. Tannin- and Lignin-Based Adhesives. Rev. Adhes. Adhes. 2020, 8, 379–525. [Google Scholar] [CrossRef]
- Wedaïna, A.G.; Pizzi, A.; Nzie, W.; Dawne, R.; Konai, N.; Amirou, S.; Segovia, C.; Kueny, R. Performance of unidirectional biocomposite developed with Piptadeniastrum Africanum tannin resin and Urena Lobata fibers as reinforcement. J. Renew. Mater. 2021, 9, 477–493. [Google Scholar]
- Ndiwe, B.; Pizzi, A.; Tibi, B.; Danwe, R.; Konai, N.; Amirou, S. African tree bark exudate extracts as biohardeners of fully biosourced thermoset tannin adhesives for wood panels. Ind. Crop. Prod. 2019, 132, 253–268. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, F.; Wu, L.; Gao, Z.; Zhang, L. Assessment of soybean protein-based adhesive formulations, prepared by different liquefaction technologies for particleboard applications. Wood Sci. Technol. 2020, 55, 33–48. [Google Scholar] [CrossRef]
- Ghahri, S.; Pizzi, A. Improving soy-based adhesives for wood particleboard by tannins addition. Wood Sci. Technol. 2018, 52, 261–279. [Google Scholar] [CrossRef]
- Frihart, C.R.; Satori, H. Soy flour dispersibility and performance as wood adhesive. J. Adhes. Sci. Technol. 2013, 27, 2043–2052. [Google Scholar] [CrossRef] [Green Version]
- Arias, A.; Feijoo, G.; Moreira, M.T. Evaluation of Starch as an Environmental-Friendly Bioresource for the Development of Wood Bioadhesives. Molecules 2021, 26, 4526. [Google Scholar] [CrossRef]
- Gu, Y.; Cheng, L.; Gu, Z.; Hong, Y.; Li, Z.; Li, C. Preparation, characterization and properties of starch-based adhesive for wood-based panels. Int. J. Biol. Macromol. 2019, 134, 247–254. [Google Scholar] [CrossRef]
- Arias, A.; González-García, S.; González-Rodríguez, S.; Feijoo, G.; Moreira, M.T. Cradle-to-gate Life Cycle Assessment of bio-adhesives for the wood panel industry. A comparison with petrochemical alternatives. Sci. Total Environ. 2020, 738, 140357. [Google Scholar] [CrossRef]
- El Mansouri, N.E.; Pizzi, A.; Salvadó, J. Lignin-based wood panel adhesives without formaldehyde. Holz Roh Werkst. 2006, 65, 65. [Google Scholar] [CrossRef]
- Antov, P.; Jivkov, V.; Savov, V.; Simeonova, R.; Yavorov, N. Structural Application of Eco-Friendly Composites from Recycled Wood Fibres Bonded with Magnesium Lignosulfonate. Appl. Sci. 2020, 10, 7526. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Krišťák, L.; Réh, R.; Mantanis, G.I. Eco-Friendly, High-Density Fiberboards Bonded with Urea-Formaldehyde and Ammonium Lignosulfonate. Polymers 2021, 13, 220. [Google Scholar] [CrossRef]
- Chen, X.; Xi, X.; Pizzi, A.; Fredon, E.; Du, G.; Gerardin, C.; Amirou, S. Oxidized demethylated lignin as a bio-based adhesive for wood bonding. J. Adhes. 2020, 97, 873–890. [Google Scholar] [CrossRef]
- Saražin, J.; Pizzi, A.; Amirou, S.; Schmiedl, D.; Šernek, M. Organosolv Lignin for Non-Isocyanate Based Polyurethanes (NIPU) as Wood Adhesive. J. Renew. Mater. 2021, 9, 881–907. [Google Scholar] [CrossRef]
- Borrero-López, A.M.; Valencia, C.; Domínguez, G.; Eugenio, M.E.; Franco, J.M. Rheology and adhesion performance of adhesives formulated with lignins from agricultural waste straws subjected to solid-state fermentation. Ind. Crop. Prod. 2021, 171, 113876. [Google Scholar] [CrossRef]
- Anderson, I.; Anderson, B.; Avramidis, G.; Frichart, C. Handbook of Wood Chemistry and Wood Composites, 2nd ed.; Roger, M.R., Ed.; CRC Press: Boca Raton, FL, USA, 2013; pp. 255–511. [Google Scholar] [CrossRef]
- Savov, V.; Valchev, I.; Antov, P. Processing factors for production of eco-friendly medium density fibreboards based on lignosulfonate adhesives. In Proceedings of the 2nd International Congress of Biorefinery of Lignocellulosic Materials (IWBLCM 2019), Córdoba, Spain, 4–7 June 2019; pp. 165–169, ISBN 978-84-940063-7-1. [Google Scholar]
- Bajwa, D.S.; Pourhashem, G.; Ullah, A.H.; Bajwa, S.G. A Concise Review of Current Lignin Production, Applications, Products and Their Environmental Impact. Ind. Crop. Prod. 2019, 139, 111526. [Google Scholar] [CrossRef]
- Sharma, S.; Kumar, A. (Eds.) Lignin: Biosynthesis and Transformation for Industrial Applications; Springer: Cham, Switzerland; Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Aro, T.; Fatehi, P. Production and Application of Lignosulfonates and Sulfonated Lignin. ChemSusChem 2017, 10, 1861–1877. [Google Scholar] [CrossRef] [PubMed]
- De Wild, P.J.; Huijgen, W.J.J.; Gosselink, R.J.A. Lignin Pyrolysis for Profitable Lignocellulosic Biorefineries. Biofuels Bioprod. Bioref. 2014, 8, 645–657. [Google Scholar] [CrossRef]
- Luo, H.; Abu-Omar, M.M. Chemicals from Lignin. In Encyclopedia of Sustainable Technologies; Elsevier: Amsterdam, The Netherlands, 2017; pp. 573–585. ISBN 978-0-12-804792-7. [Google Scholar]
- Karthäuser, J.; Biziks, V.; Mai, C.; Militz, H. Lignin and Lignin-Derived Compounds for Wood Applications—A Review. Molecules 2021, 26, 2533. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Mantanis, G.I.; Neykov, N. Medium-density fibreboards bonded with phenol-formaldehyde resin and calcium lignosulfonate as an eco-friendly additive. Wood Mater. Sci. Eng. 2020, 1751279. [Google Scholar] [CrossRef]
- Papadopoulou, E. Adhesives from renewable resources for binding wood-based panels. J. Environ. Prot. Ecol. 2009, 10, 1128–1136. [Google Scholar]
- Talabia, S.; Luz, A.; Pandolfellia, V.; Lima, V.; Botaro, V.; Lucas, A. Graphitization of Lignin-Phenol-Formaldehyde Resin. Mater. Res. 2020, 23. [Google Scholar] [CrossRef]
- Kalami, S.; Arefmanesh, M.; Master, E.; Nejad, M. Replacing 100% of phenol in phenolic adhesive formulations with lignin. J. Appl. Polym. Sci. 2017, 134, 45124. [Google Scholar] [CrossRef] [Green Version]
- Vázquez, G.; González, J.; Freire, S.; Antorrena, G. Effect of chemical modification of lignin on the gluebond performance of lignin-phenolic resins. Bioresour. Technol. 1997, 60, 191–198. [Google Scholar] [CrossRef]
- Gellerstedt, G. Softwood kraft lignin: Raw material for the future. Ind. Crop. Prod. 2015, 77, 845–854. [Google Scholar] [CrossRef]
- Vishtal, A.G.; Kraslawski, A. Challenges in industrial applications of technical lignins. BioResources 2011, 6, 3547–3568. [Google Scholar] [CrossRef]
- Alonso, M.V.; Oliet, M.; Rodríguez, F.; Astarloa, G.; Echeverría, J.M. Use of a methylolated softwood ammonium lignosulfonate as partial substitute of phenol in resol resins manufacture. J. Appl. Polym. Sci. 2004, 94, 643–650. [Google Scholar] [CrossRef]
- Alonso, M.V.; Oliet, M.; Rodríguez, F.; García, J.; Gilarranz, M.A.; Rodríguez, J.J. Modification of ammonium lignosulfonate by phenolation for use in phenolic resins. Bioresour. Technol. 2005, 96, 1013–1018. [Google Scholar] [CrossRef] [PubMed]
- ASTM International. Standard Test Methods for Viscosity of Adhesives; ASTM International: West Conshohocken, PA, USA, 2016; ASTM D1084-16. [Google Scholar]
- Wood-Based Panels-Determination of Formaldehyde Release—Part 5. Extraction Method (Called the Perforator Method); European Committee for Standardization: Brussels, Belgium, 2015; EN ISO 12460-5.
- Thoemen, H.; Irle, M.; Semek, M. Wood-Based Panels—An Introduction for Specialists; Brunel University Press: London, UK, 2020; p. 304. ISBN 978-1-902316-82-6. [Google Scholar]
- Lee, T.C.; Mohd Pu’ad, N.A.D.; Selimin, M.A.; Manap, N.; Abdullah, H.Z.; Idris, M.I. An overview on development of environmental friendly medium density fibreboard. Mater. Today Proc. 2020, 29, 52–57. [Google Scholar] [CrossRef]
- Wood-Based Panels-Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization: Brussels, Belgium, 1999.
- Particleboards and Fibreboards-Determination of Swelling in Thickness after Immersion in Water; European Committee for Standardization: Brussels, Belgium, 1998.
- Wood-Based Panels-Determination of Moisture Content; European Committee for Standardization: Brussels, Belgium, 1998.
- Wood-Based Panels-Determination of Density; European Committee for Standardization: Brussels, Belgium, 2001.
- Kúdela, J. Surface properties of a medium density fibreboard evaluated from the viewpoint of its surface treatment. Acta Fac. Xylologiae Zvolen 2020, 62, 35–45. [Google Scholar]
- Sihag, K.; Yadav, S.M.; Lubis, M.A.R.; Poonia, P.K.; Negi, A.; Khali, D.P. Influence of needle-punching treatment and pressure on selected properties of medium density fiberboard made of bamboo (Dendrocalamus strictus Roxb. Nees). Wood Mater. Sci. Eng. 2021. [Google Scholar] [CrossRef]
- Savov, V.; Valchev, I.; Yavorov, N.; Sabev, K. Influence of press factor and additional thermal treatment on technology for production of eco-friendly MDF based on lignosulfonate adhesives. Bulg. Chem. Commun. 2020, 52, 48–52. [Google Scholar]
- Antov, P.; Krišťák, L.; Réh, R.; Savov, V.; Papadopoulos, A.N. Eco-Friendly Fiberboard Panels from Recycled Fibres Bonded with Calcium Lignosulfonate. Polymers 2021, 13, 639. [Google Scholar] [CrossRef]
- Mihajlova, J.; Savov, V. Physical Indicators of High-Density Fibreboards (HDF) Manufactured from Wood of Hard Broadleaved Species. In Proceedings of the 8th Hardwood Conference, Sopron, Hungary, 25–26 October 2018; pp. 142–144, ISBN 978-963-359-096-6. [Google Scholar]
- Çamlıbel, O. The effect of urea resins synthesized with different mole ratios on physical properties of high density fiberboards (HDF) and formaldehyde emission. Turk. J. For. 2020, 21, 49–55. [Google Scholar] [CrossRef]
- Sala, C.M.; Robles, E.; Kowaluk, G. Influence of adding offcuts and trims with a recycling approach on the properties of high-density fibrous composites. Polymers 2020, 12, 1327. [Google Scholar] [CrossRef]
- Fibreboards–Specifications—Part 5: Requirements for Dry Process Boards; European Committee for Standardization: Brussels, Belgium, 2010.
- Hong, M.K.; Lubis, M.A.R.; Park, B.D.; Sohn, C.H.; Roh, J. Effects of surface laminate type and recycled fiber content on properties of three-layer medium density fiberboard. Wood Mater. Sci. Eng. 2020, 15, 163–171. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Park, B.D.; Hong, M.K. Tuning of adhesion and disintegration of oxidized starch adhesives for the recycling of medium density fiberboards. BioResources 2020, 15, 5156–5178. [Google Scholar] [CrossRef]
- Bouajila, J.; Limare, A.; Joly, C.; Dole, P. Lignin Plasticization to Improve Binderless Fiberboard Mechanical Properties. Polym. Eng. Sci. 2005, 45, 809–816. [Google Scholar] [CrossRef]
- Nasir, M.; Khali, D.P.; Jawaid, M.; Tahir, P.M.; Siakeng, R.; Asim, M.; Khan, T.A. Recent development in binderless fiber-board fabrication from agricultural residues: A review. Constr. Build. Mater. 2019, 211, 502–516. [Google Scholar] [CrossRef]
- Cai, Z.; Muehl, J.H.; Winandy, J.E. Effects of panel density and mat moisture content on processing medium density fiberboard. For. Prod. J. 2006, 56, 20–25. [Google Scholar]
- Ganev, S.; Gendron, G.; Cloutier, A.; Beauregard, R. Mechanical properties of MDF as a function of density and moisture content. Wood Fiber Sci. 2005, 37, 314–326. [Google Scholar]
- Hu, J.P.; Guo, M.H. Influence of ammonium lignosulfonate on the mechanical and dimensional properties of wood fiber biocomposites reinforced with polyactic acid. Ind. Crop. Prod. 2015, 78, 48–57. [Google Scholar] [CrossRef]
- Wong, E.D.; Zhang, M.; Wang, Q.; Han, G.; Kawai, S. Formation of the density profile and its effects on the properties of fiberboard. J. Wood Sci. 2000, 46, 202–209. [Google Scholar] [CrossRef]
- Nourbakhsh, A.; Ashori, A.; Jahan-Latibari, A. Evaluation of the physical and mechanical properties of medium density fiberboard made from old newsprint fibers. J. Reinf. Plast. Compos. 2010, 29, 5–11. [Google Scholar] [CrossRef]
- Alonso, M.V.; Rodriguez, J.J.; Oliet, M.; Rodriguez, F.; Garcia, J.; Gilarranz, M.A. Characterization and Structural Modification of Ammonic Lignosulfonate by Methylolation. J. Appl. Polym. Sci. 2001, 82, 2661–2668. [Google Scholar] [CrossRef]
- Klapiszewski, Ł.; Oliwa, R.; Oleksy, M.; Jesionowski, T. Calcium lignosulfonate as eco-friendly additive of crosslinking fibrous composites with phenol-formaldehyde resin matrix. Polymers 2018, 63, 102–108. [Google Scholar] [CrossRef]
- Antov, P.; Mantanis, G.I.; Savov, V. Development of wood composites from recycled fibres bonded with magnesium lignosulfonate. Forests 2020, 11, 613. [Google Scholar] [CrossRef]
- Aristri, M.A.; Lubis, M.A.R.; Yadav, S.M.; Antov, P.; Papadopoulos, A.N.; Pizzi, A.; Fatriasari, W.; Ismayati, M.; Iswanto, A.H. Recent Developments in Lignin and Tannin-Based Non-Isocyanate Polyurethane Resins for Wood Adhesives—A Review. Appl. Sci. 2021, 11, 4242. [Google Scholar] [CrossRef]
- Vozárová, V. Study of processes and properties of food materials during thermal treatment. J. Food Phys. 2008, 19, 17–24. [Google Scholar]
- Petrovič, A.; Vozárová, V.; Csillag, J.; Bilčík, M. Effects of temperature and blending on biodiesel density. J. Process. Energy Agric. 2019, 23, 69–72. [Google Scholar] [CrossRef]
- Réh, R.; Krišťák, L.; Sedliačik, J.; Bekhta, P.; Božiková, M.; Kunecová, D.; Vozárová, V.; Tudor, E.M.; Antov, P.; Savov, V. Utilization of Birch Bark as an Eco-Friendly Filler in Urea-Formaldehyde Adhesives for Plywood Manufacturing. Polymers 2021, 13, 511. [Google Scholar] [CrossRef]
- Siimer, K.; Kaljuveee, T.; Christjanson, P. Thermal behavior of urea-formaldehyde resins during curing. J. Anal. Calorim. 2003, 72, 607–617. [Google Scholar] [CrossRef]
- Solt, P.; Jääskeläinen, A.-S.; Lingenfelter, P.; Konnerth, J.; van Herwijnen, H. Impact of Molecular Weight of Kraft Lignin on Adhesive Performance of Lignin-Based Phenol-Formaldehyde Resins. For. Prod. J. 2018, 68, 365–371. [Google Scholar]
- Hemmilä, V.; Adamopoulos, S.; Hosseinpourpia, R.; Ahmed, S.A. Ammonium Lignosulfonate Adhesives for Particleboards with pMDI and Furfuryl Alcohol as Crosslinkers. Polymers 2019, 11, 1633. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Stefke, B.; Dunkz, M. Catalzc influence of wood on the hardening behavior of formaldehyde-based resin adhesives used for wood-based panels. J. Adhes. Sci. Technol. 2006, 20, 761–785. [Google Scholar] [CrossRef]
- Domínguez, J.C.; Grivel, J.C.; Madsen, B. Study on the non-isothermal curing kinetics of a polyfurfuryl bioresin by DSC using di_erent amounts of catalyst. Thermochim. Acta 2012, 529, 29–35. [Google Scholar] [CrossRef]
- Alonso, M.V.; Oliet, M.; Perez, J.M.; Rodriguez, F.; Echeverria, J. Determination of curing kinetic parameters of lignin-phenol-formaldehyde resol resins by several dynamic differential scanning calorimetry methods. Thermochim. Acta 2004, 419, 161–167. [Google Scholar] [CrossRef]
- Xing, C.; Deng, J.; Zhang, S.Y.; Riedl, B.; Cloutier, A. Differential Scanning Calorimetry Characterization of Urea–Formaldehyde Resin Curing Behavior as Affected by Less Desirable Wood Material and Catalyst Content. J. Appl. Polym. Sci. 2005, 98, 2027–2032. [Google Scholar] [CrossRef]
- He, G.; Riedl, B.; Ait-Kadi, A. The cure of powdered phenol-formaldehyde resol resins and the role of water in the curing systems. J. Appl. Polym. Sci. 2003, 89, 1371–1378. [Google Scholar] [CrossRef]
- He, G.; Riedl, B. Curing kinetics of phenol formaldehyde resin and wood-resin interactions in the presence of wood substrates. Wood Sci. Technol. 2004, 38, 69–81. [Google Scholar]
- Nuryawan, A.; Park, B.D.; Singh, A.P. Comparision of thermal curing behavior of liquid and solid urea-formaldehyde resins with different formaldehyde/urea mole ratios. J. Ther. Anal. Calorim. 2014, 118, 397–404. [Google Scholar] [CrossRef]
- Hogger, E.M.; van Herwijnen, H.W.G.; Moser, J.; Kantner, W.; Konnerth, J. Systematic assessment of wheat extenders in condensation resin for plywood production: Part 1—Physico-chemical adhesive properties. J. Adhes. 2020. [Google Scholar] [CrossRef]
- Dunky, M. Urea-formaldehyde (UF) adhesive resins for wood. Int. J. Adhes. Adhes. 1998, 18, 95. [Google Scholar] [CrossRef]
- Dunky, M.; Pizzi, A. Surfaces, chemistry and applications. In Adhesion Science and Engineering; Pocius, A.V., Dillard, D.A., Eds.; Elsevier Science: Amsterdam, The Netherlands, 2002. [Google Scholar]
- Puttasukha, J.; Khongtong, S.; Chaowana, P. Curing behavionr and bonding performance of urea formaldehyde resin admixed with formaldehyde scavenger. Wood Res. 2015, 60, 645–654. [Google Scholar]
- Myers, G.E. Formaldehyde liberation and cure behavior of urea-formaldehyde resins. Holzforschung 1990, 44, 117–126. [Google Scholar] [CrossRef]
- Popovic, M.; Budinski-Simendic, J.; Jovicic, M.; Diporovic-Momcilovic, M.; Pavlicevic, J.; Ristic, I. Curing kinetics of two commercial urea-formaldehyde adhesives studied by isoconversional method. Hem. Ind. 2011, 65, 717–726. [Google Scholar] [CrossRef]
- Ji, X.; Guo, M. Preparation and properties of a chitosan-lignin wood adhesive. Int. J. Adhes. Adhes. 2018, 82, 8–13. [Google Scholar] [CrossRef]
- Ghrobani, M.; Konnerth, J.; van Herwijnen, H.W.G.; Zinovyev, G.; Budjav, E.; Silva, A.R.; Liebner, F. Commercial lignosulfonates from different sulfite processes as partial phenol replacement in PF resole resins. J. Appl. Polym. Sci. 2017, 135, 44849. [Google Scholar] [CrossRef]
- Young-Kuy, L.; Hyun-Joong, K. Curing Reaction of Urea-formaldehyde Resin using real time FT-IR Spectroscopy. J. Adhes. Int. 2012, 13, 85–88. [Google Scholar]
- Mansouri, H.R.; Navarrete, P.; Pizzi, A.; Tapin-Lingua, S.; Benjelloun-Mlayah, B.; Pasch, H. Synthetic-resin-free wood panel adhesives from mixed low molecular mass lignin and tannin. Eur. J. Wood Wood Prod. 2010, 69, 221–229. [Google Scholar] [CrossRef] [Green Version]
- Esmaeili, N.; Zouriaan-Meht, M.J.; Mohajeri, S.; Kabiri, K.; Bouhendi, H. Hydroxymethyl furfular-modified urea-formaldehyde resin: Synthesis and properties. Eur. J. Wood Wood Prod. 2017, 75, 71–80. [Google Scholar] [CrossRef]
- Carrier, M.; Loppinet-Serani, A.; Denux, D.; Lasnier, J.M.; Ham-Pichavant, F.; Cansell, F.; Aymonier, C. Thermogravimetric analysis as a new method to determine the lignocellulosic composition of biomass. Biomass Bioenergy 2011, 35, 298–307. [Google Scholar] [CrossRef]
- Hemmila, V.; Hosseinpourpia, R.; Adamopoulos, S.; Eceiza, A. Characterization of Wood-based Industrial Biorefinery Lignosulfonates and Supercritical Water Hydrolysis Lignin. Waste Biomass Valor. 2020, 11, 5835–5845. [Google Scholar] [CrossRef] [Green Version]
- Tejado, A.; Peña, C.; Labidi, J.; Echeverria, J.M.; Mondragon, I. Physico-chemical characterization of lignins from different sources for use in phenol-formaldehyde resin synthesis. Bioresour. Technol. 2007, 98, 1655–1663. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| HDF Type | Adhesive Type | UF Resin Content, % | Ammonium Lignosulfonate Content, % |
|---|---|---|---|
| REF 4 | UF | 4 | 0 |
| HDF Type 1 | UF + ALS | 4 | 4 |
| HDF Type 2 | UF + ALS | 4 | 6 |
| HDF Type 3 | UF + ALS | 4 | 8 |
| REF 6 | UF | 6 | 0 |
| UF | UF + 4% ALS | UF + 6% ALS | UF + 8% ALS |
|---|---|---|---|
| 23.76 ± 0.52 | 46.08 ± 0.80 | 64.40 ± 0.96 | 66.60 ± 0.98 |
| Panel Type | REF 4 | HDF Type 1 | HDF Type 2 | HDF Type 3 | REF 6 |
|---|---|---|---|---|---|
| Density, kg·m−3 | 914 ± 17 | 912 ± 13 | 910 ± 21 | 917 ± 18 | 912 ± 17 |
| UF | HDF Type 1 | HDF Type 2 | HDF Type 3 | |
|---|---|---|---|---|
| Tonset °C | 101.44 | 100.69 | 103.33 | 100.5 |
| Tp °C | 110.48 | 115.01 | 116.18 | 119.38 |
| J∙g−1 | 815.87 | 553.89 | 692.92 | 826.17 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Antov, P.; Savov, V.; Trichkov, N.; Krišťák, Ľ.; Réh, R.; Papadopoulos, A.N.; Taghiyari, H.R.; Pizzi, A.; Kunecová, D.; Pachikova, M. Properties of High-Density Fiberboard Bonded with Urea–Formaldehyde Resin and Ammonium Lignosulfonate as a Bio-Based Additive. Polymers 2021, 13, 2775. https://doi.org/10.3390/polym13162775
Antov P, Savov V, Trichkov N, Krišťák Ľ, Réh R, Papadopoulos AN, Taghiyari HR, Pizzi A, Kunecová D, Pachikova M. Properties of High-Density Fiberboard Bonded with Urea–Formaldehyde Resin and Ammonium Lignosulfonate as a Bio-Based Additive. Polymers. 2021; 13(16):2775. https://doi.org/10.3390/polym13162775
Chicago/Turabian StyleAntov, Petar, Viktor Savov, Neno Trichkov, Ľuboš Krišťák, Roman Réh, Antonios N. Papadopoulos, Hamid R. Taghiyari, Antonio Pizzi, Daniela Kunecová, and Marina Pachikova. 2021. "Properties of High-Density Fiberboard Bonded with Urea–Formaldehyde Resin and Ammonium Lignosulfonate as a Bio-Based Additive" Polymers 13, no. 16: 2775. https://doi.org/10.3390/polym13162775
APA StyleAntov, P., Savov, V., Trichkov, N., Krišťák, Ľ., Réh, R., Papadopoulos, A. N., Taghiyari, H. R., Pizzi, A., Kunecová, D., & Pachikova, M. (2021). Properties of High-Density Fiberboard Bonded with Urea–Formaldehyde Resin and Ammonium Lignosulfonate as a Bio-Based Additive. Polymers, 13(16), 2775. https://doi.org/10.3390/polym13162775