
A Study on the Oxygen Permeability Behavior of Nanoclay in a Polypropylene/Nanoclay Nanocomposite by Biaxial Stretching



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Biaxially Stretched PP/Nanoclay Nanocomposite Films
2.3. Characterization
3. Results and Discussion
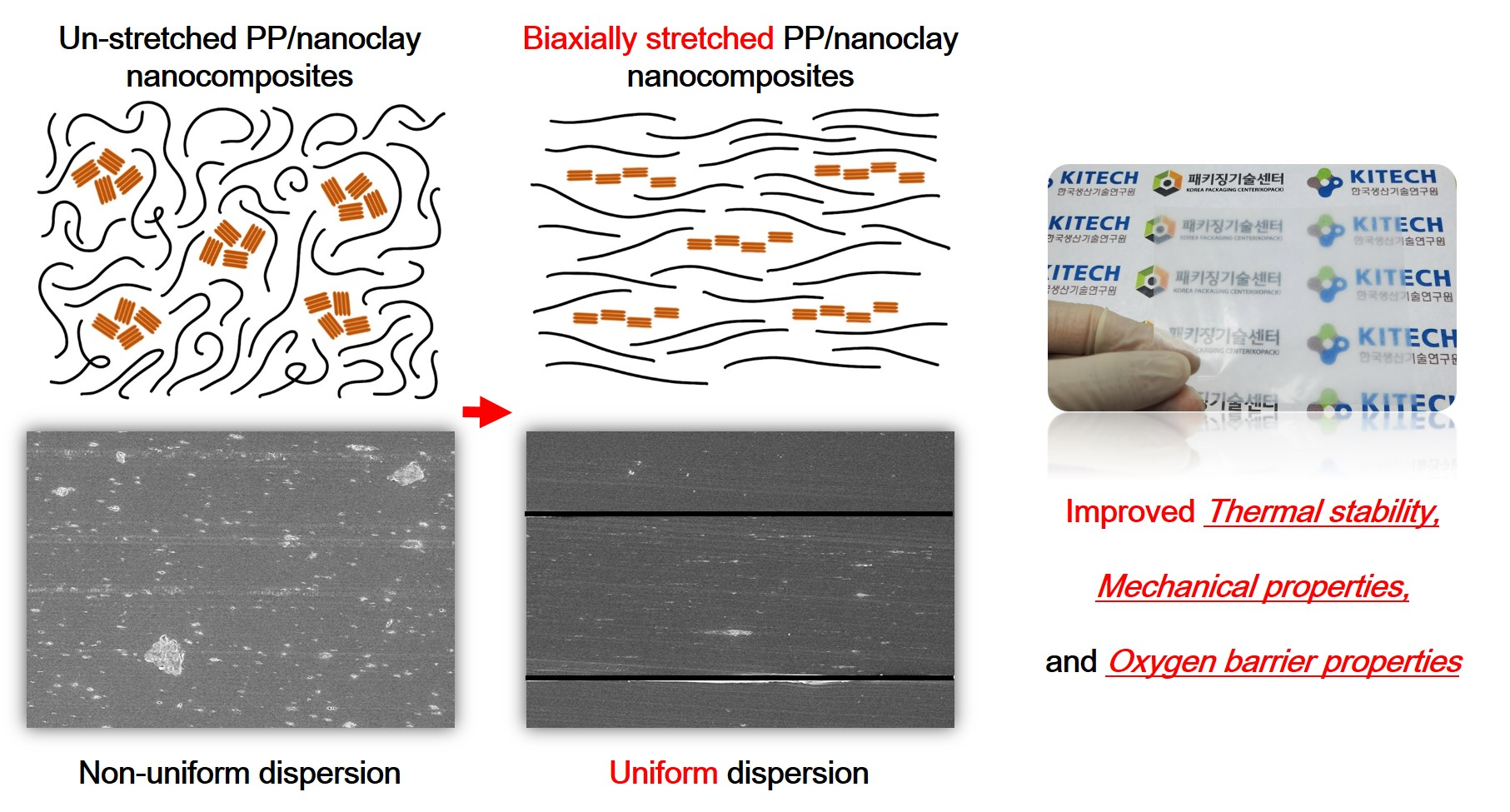
3.1. Morphological Properties
3.2. Interlayer Distances Properties of Nanoclay
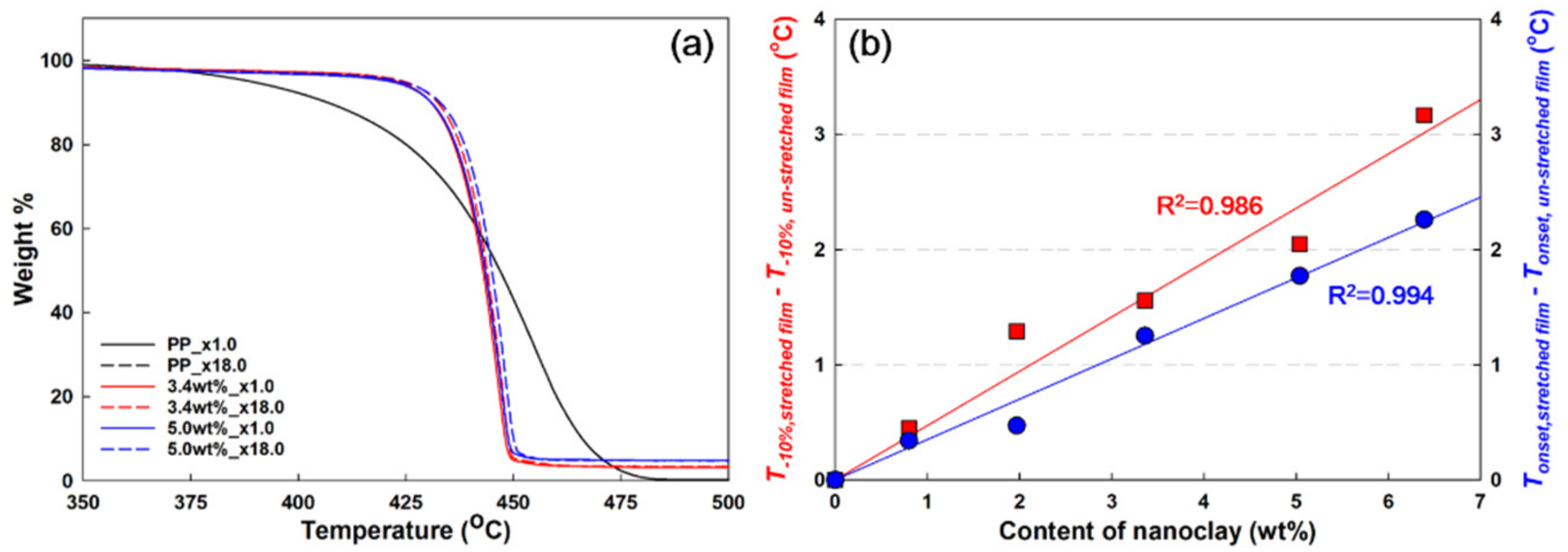
3.3. Thermal Stability Properties
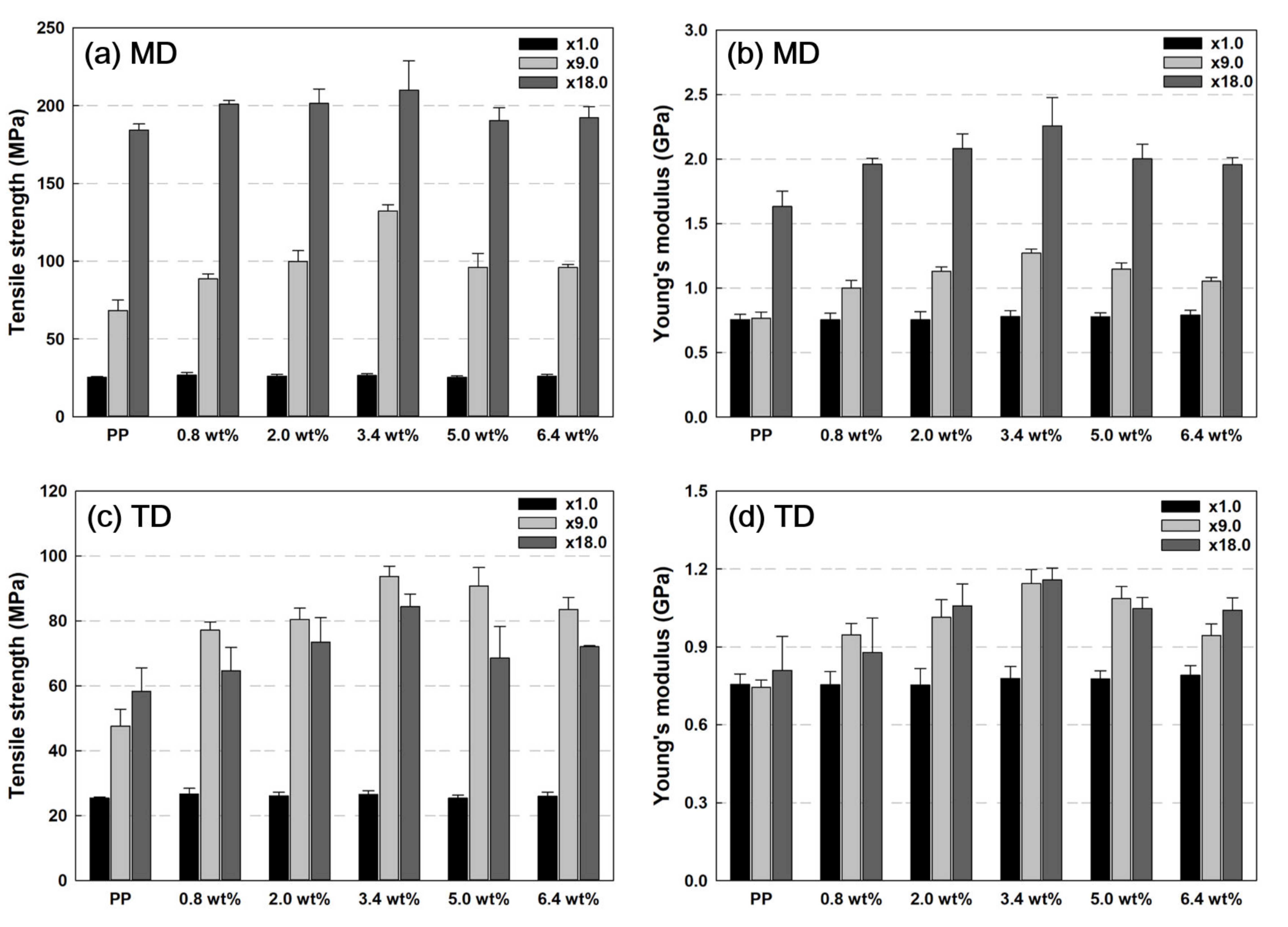
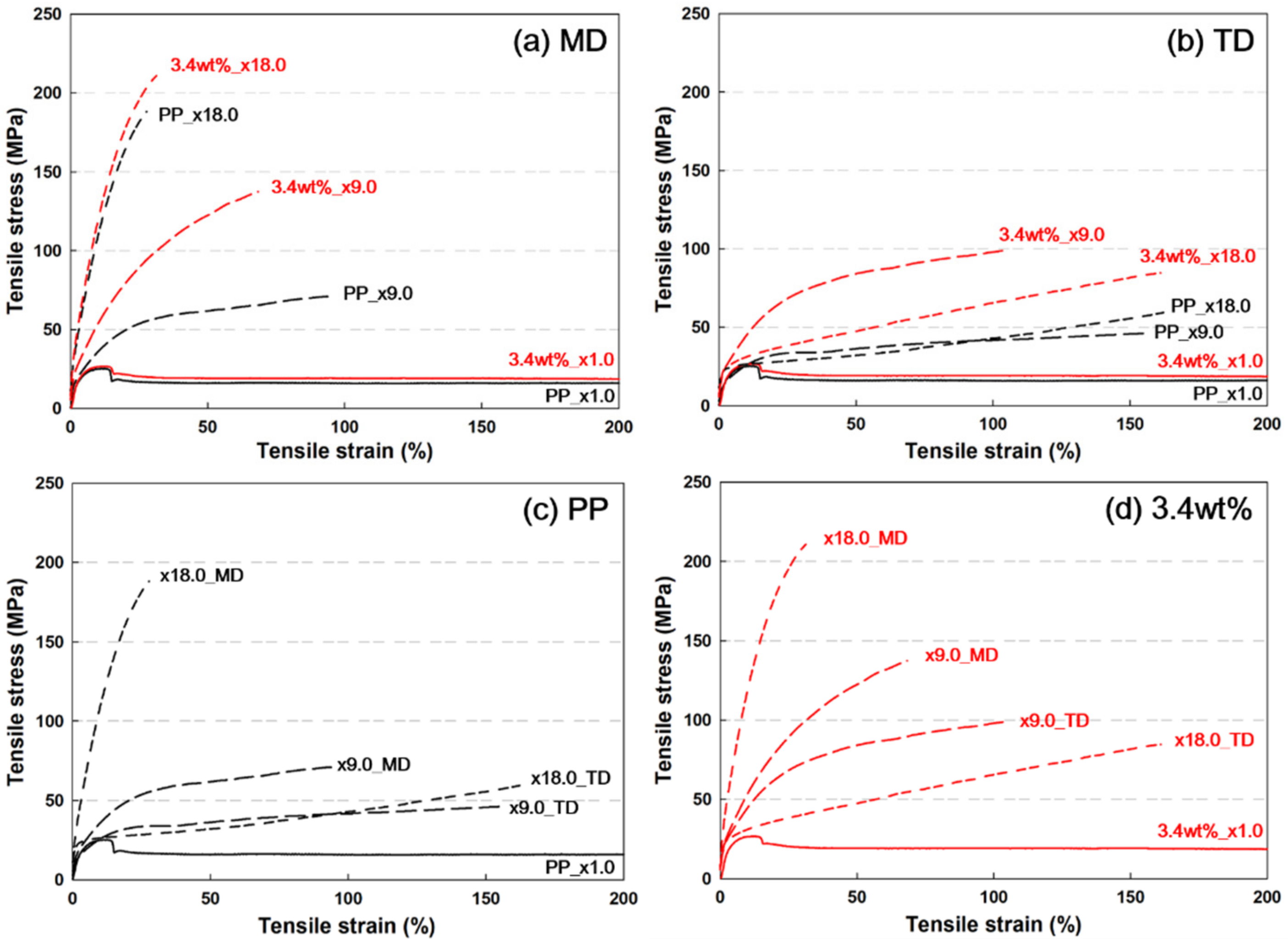
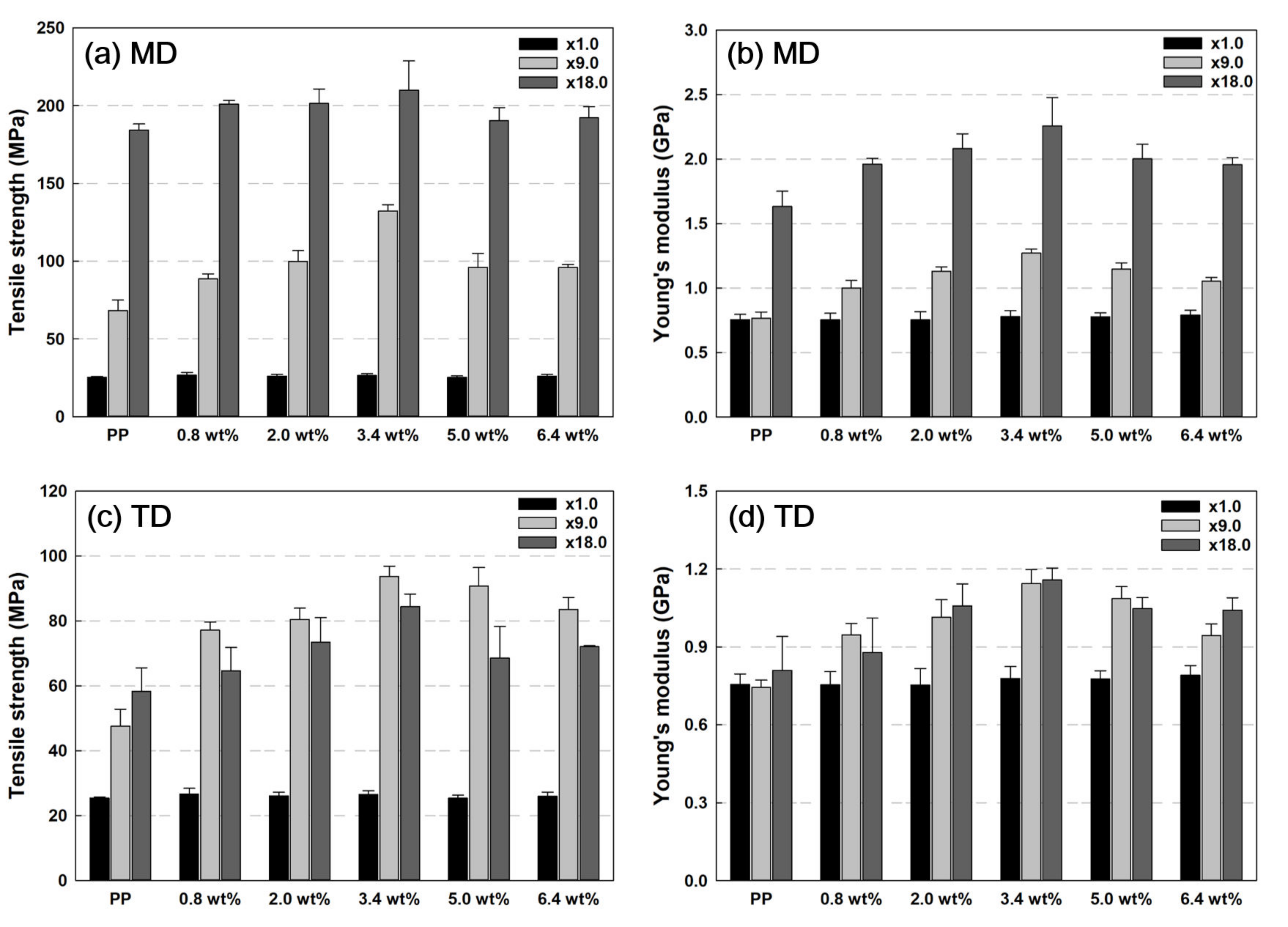
3.4. Mechanical Properties
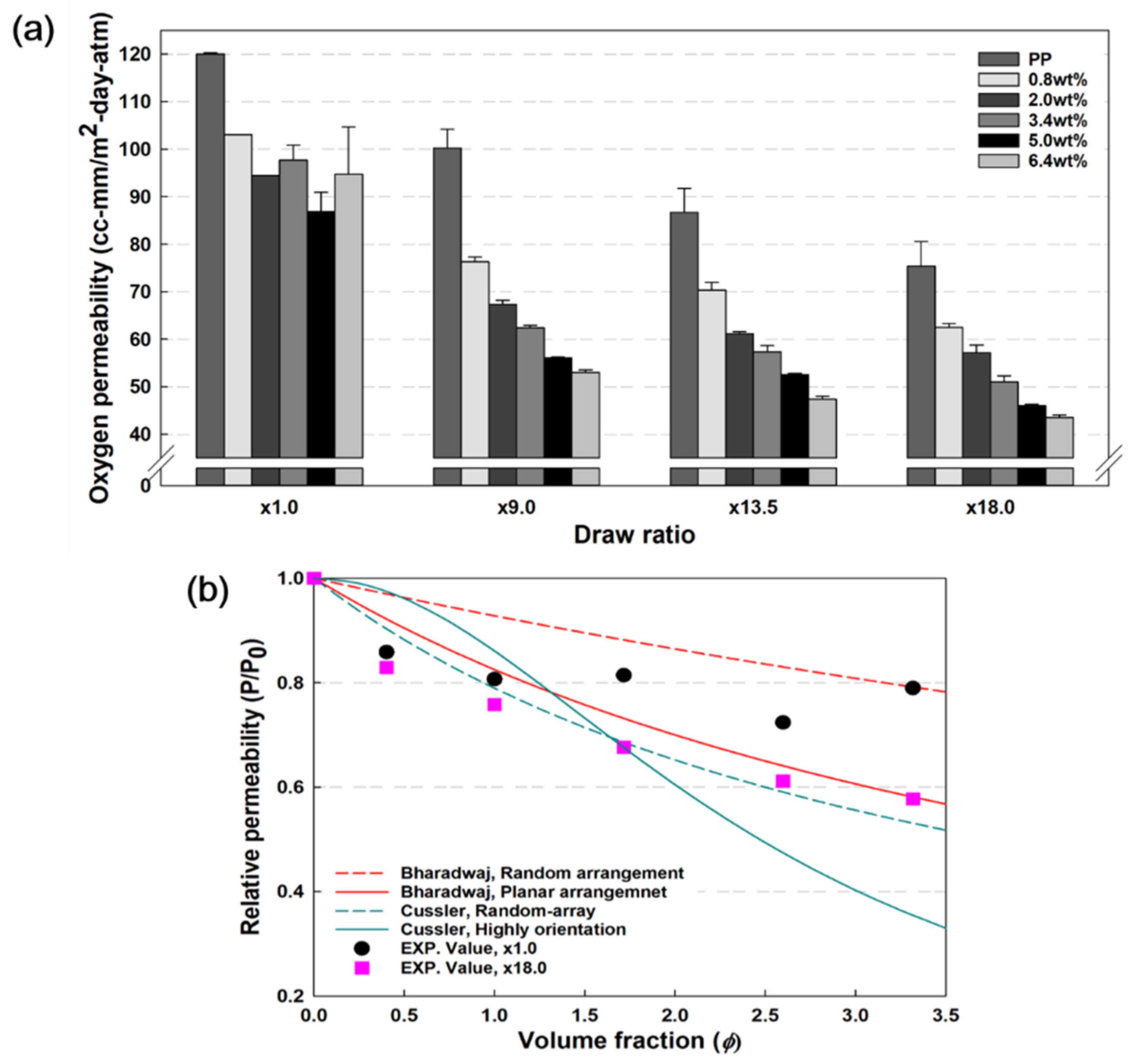
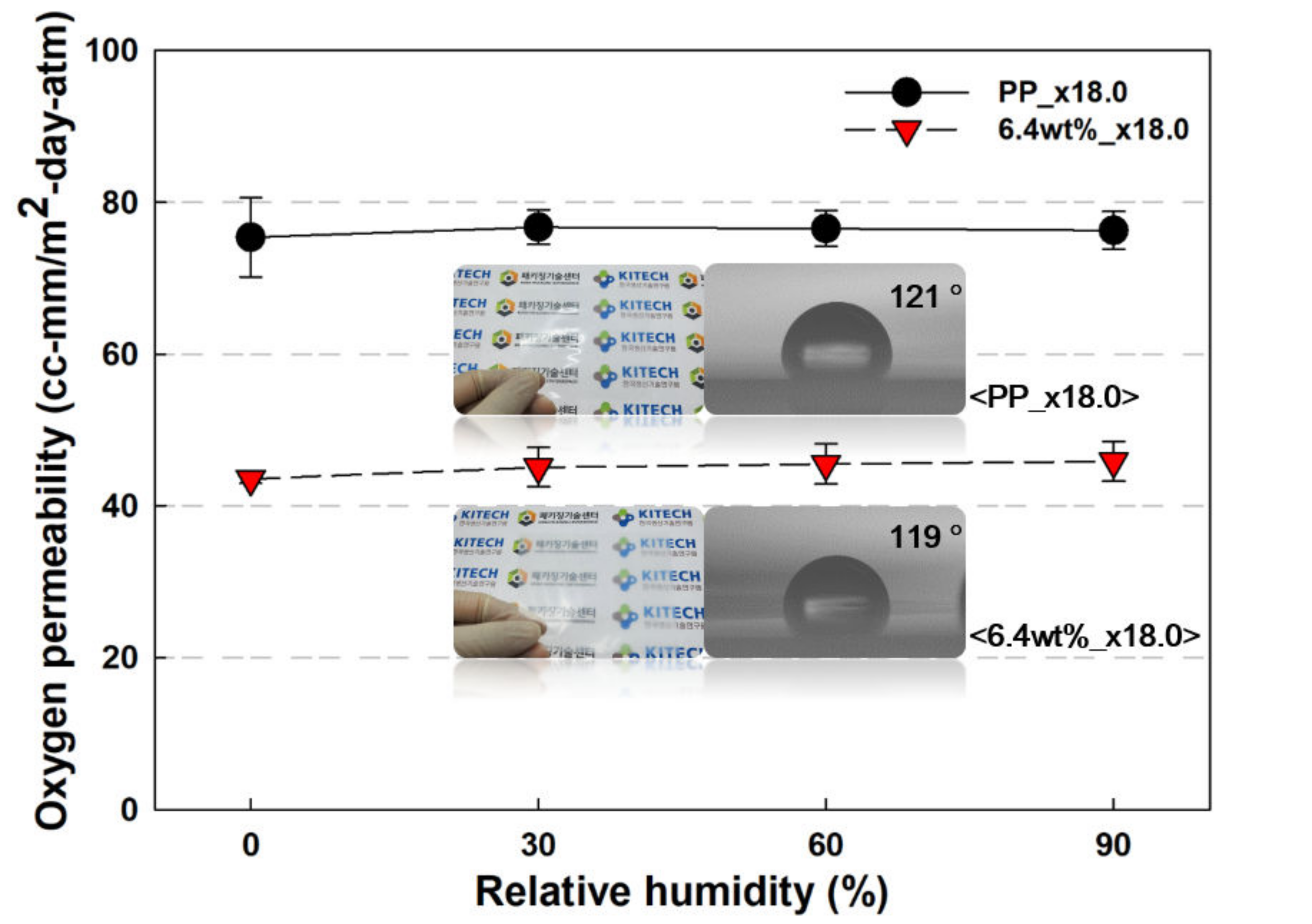
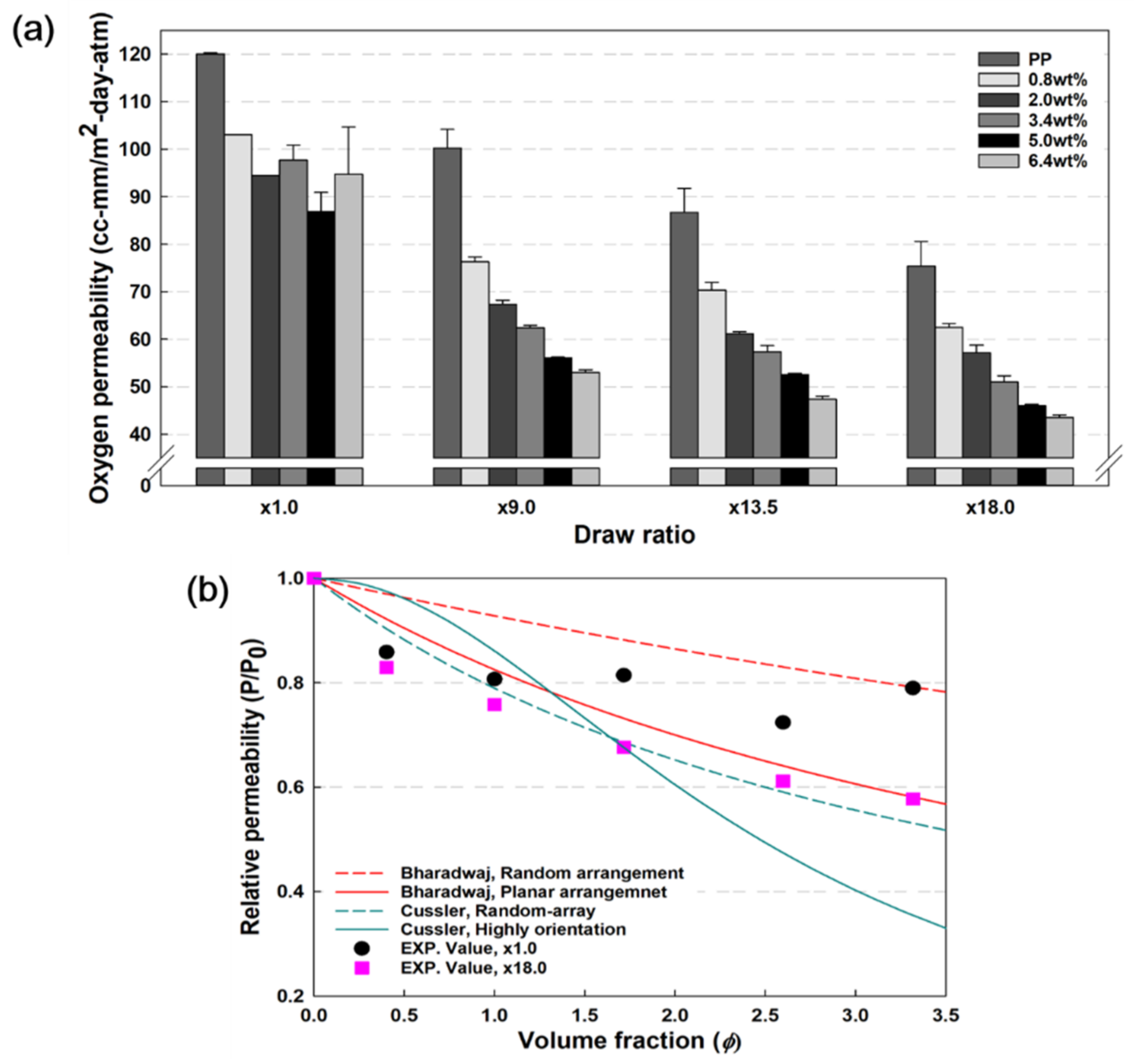
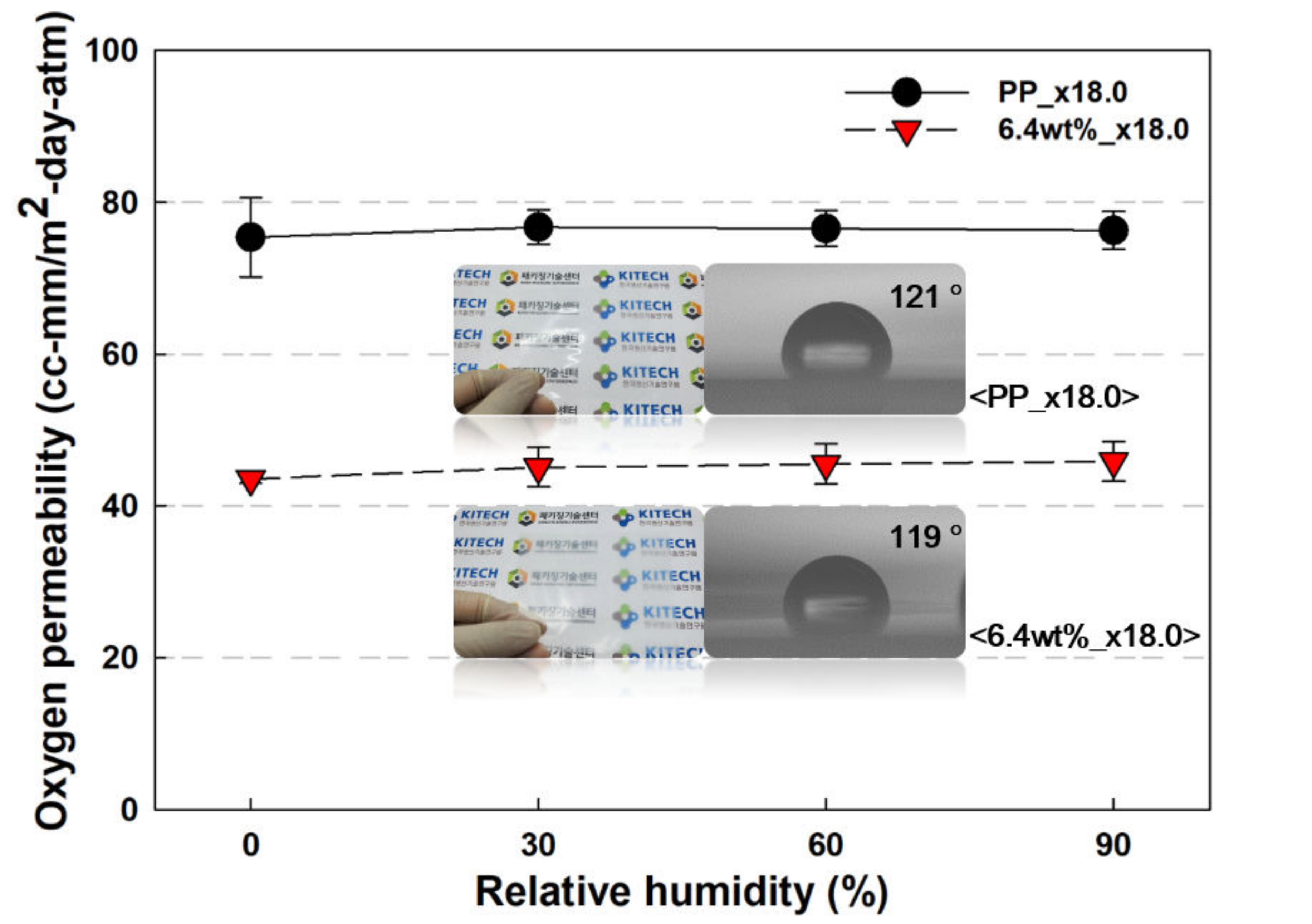
3.5. Oxygen Barrier Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Leal Filho, W.; Voronova, V.; Kloga, M.; Paço, A.; Minhas, A.; Salvia, A.L. COVID-19 and waste production in households: A trend analysis. Sci. Total Environ. 2021, 777, 145997. [Google Scholar] [CrossRef] [PubMed]
- Gee, I.M.; Heard, B.R.; Webber, M.E.; Miller, S.A. The future of food: Environmental lessons from e-commerce. Environ. Sci. Technol. 2020, 54, 14776–14784. [Google Scholar] [CrossRef] [PubMed]
- Sangroniz, A.; Zhu, J.; Tang, X.; Etxeberria, A.; Chen, E.Y.; Sardon, H. Packaging materials with desired mechanical and barrier properties and full chemical recyclability. Nat. Commun. 2019, 10, 1–7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jung, B.N.; Jung, H.W.; Kang, D.; Kim, G.H.; Shim, J.K. Synergistic Effect of Cellulose Nanofiber and Nanoclay as Distributed Phase in a Polypropylene Based Nanocomposite System. Polymers 2020, 12, 2399. [Google Scholar] [CrossRef]
- Tihminlioglu, F.; Atik, İ.D.; Özen, B. Water vapor and oxygen-barrier performance of corn-zein coated polypropylene films. J. Food Eng. 2010, 96, 342–347. [Google Scholar] [CrossRef] [Green Version]
- Hong, S.I.; Krochta, J. Oxygen barrier properties of whey protein isolate coatings on polypropylene films. J. Food Sci. 2003, 68, 224–228. [Google Scholar] [CrossRef]
- Song, Y.; Tzeng, P.; Grunlan, J.C. Super oxygen and improved water vapor barrier of polypropylene film with polyelectrolyte multilayer nanocoatings. Macromol. Rapid Commun. 2016, 37, 963–968. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.J.; Song, E.; Jo, K.; Yun, T.; Moon, M.W.; Lee, K.R. Composite oxygen-barrier coating on a polypropylene food container. Thin Solid Films 2013, 540, 112–117. [Google Scholar] [CrossRef]
- Park, S.H.; Kim, S.J.; Lee, H.S.; Choi, J.H.; Jeong, C.M.; Sung, M.H. Improvement of oxygen barrier of oriented polypropylene films coated by gravure ink-containing nanoclays. J. Appl. Polym. Sci. 2011, 121, 1788–1795. [Google Scholar] [CrossRef]
- Mao, Q.; Fell, C.J.; Scully, A.D. Self-assembled nano-phase particles for enhanced oxygen barrier coatings on polymeric materials. Prog. Org. Coat. 2013, 76, 51–59. [Google Scholar] [CrossRef]
- Lee, K.H.; Hong, J.; Kwak, S.J.; Park, M.; Son, J.G. Spin self-assembly of highly ordered multilayers of graphene-oxide sheets for improving oxygen barrier performance of polyolefin films. Carbon 2015, 83, 40–47. [Google Scholar] [CrossRef]
- Li, X.; Bandyopadhyay, P.; Nguyen, T.T.; Park, O.; Lee, J.H. Fabrication of functionalized graphene oxide/maleic anhydride grafted polypropylene composite film with excellent gas barrier and anticorrosion properties. J. Membr. Sci. 2018, 547, 80–92. [Google Scholar] [CrossRef]
- Yang, J.; Huang, Y.; Lv, Y.; Li, S.; Yang, Q.; Li, G. The synergistic mechanism of thermally reduced graphene oxide and antioxidant in improving the thermo-oxidative stability of polypropylene. Carbon 2015, 89, 340–349. [Google Scholar] [CrossRef]
- Ryu, Y.S.; Lee, J.H.; Kim, S.H. Efficacy of alkyl ketene dimer modified microcrystalline cellulose in polypropylene matrix. Polymer 2020, 196, 122463. [Google Scholar] [CrossRef]
- Jung, B.N.; Jung, H.W.; Kang, D.; Kim, G.H.; Lee, M.; Hwang, S.W. The fabrication of affinity improved nanocomposites with plasma treated polypropylene (PP) and alkaline cellulose nanofiber (CNF) suspension. Polym. Test. 2020, 85, 106352. [Google Scholar] [CrossRef]
- Khalaj, M.J.; Ahmadi, H.; Lesankhosh, R.; Khalaj, G. Study of physical and mechanical properties of polypropylene nanocomposites for food packaging application: Nano-clay modified with iron nanoparticles. Trends Food Sci. Technol. 2016, 51, 41–48. [Google Scholar] [CrossRef]
- Golebiewski, J.; Galeski, A. Thermal stability of nanoclay polypropylene composites by simultaneous DSC and TGA. Compos. Sci. Technol. 2007, 67, 3442–3447. [Google Scholar] [CrossRef] [Green Version]
- Kotal, M.; Bhowmick, A.K. Polymer nanocomposites from modified clays: Recent advances and challenges. Prog. Polym. Sci. 2015, 51, 127–187. [Google Scholar] [CrossRef] [Green Version]
- Eckert, A.; Abbasi, M.; Mang, T.; Saalwachter, K.; Walther, A. Structure, mechanical properties, and dynamics of polyethylenoxide/nanoclay nacre-mimetic nanocomposites. Macromolecules 2020, 53, 1716–1725. [Google Scholar] [CrossRef]
- Aly, K.I.; Younis, O.; Mahross, M.H.; Tsutsumi, O.; Mohamed, M.G.; Sayed, M.M. Novel conducting polymeric nanocomposites embedded with nanoclay: Synthesis, photoluminescence, and corrosion protection performance. Polym. J. 2019, 51, 77–90. [Google Scholar] [CrossRef]
- Dhieb, F.B.; Dil, E.J.; Tabatabaei, S.H.; Mighri, F.; Ajji, A. Effect of nanoclay orientation on oxygen barrier properties of LbL nanocomposite coated films. RSC Adv. 2019, 9, 1632–1641. [Google Scholar] [CrossRef] [Green Version]
- Pal, A.K.; Wu, F.; Misra, M.; Mohanty, A.K. Reactive extrusion of sustainable PHBV/PBAT-based nanocomposite films with organically modified nanoclay for packaging applications: Compression moulding vs. cast film extrusion. Compos. B Eng. 2020, 198, 108141. [Google Scholar] [CrossRef]
- He, S.; He, T.; Wang, J.; Wu, X.; Xue, Y.; Zhang, L.; Lin, J. A novel method to prepare acrylonitrile-butadiene rubber/clay nanocomposites by compounding with clay gel. Compos. B Eng. 2019, 167, 356–361. [Google Scholar] [CrossRef]
- Aswathy, T.; Bhattacharya, A.B.; Dash, B.; Dey, P.; Nair, S.; Naskar, K. Assessment of various nano-clays in bromobutyl rubber hydrogenated acrylonitrile butadiene rubber blend for improved gas barrier applications. J. Appl. Polym. Sci. 2021, 138, 50086. [Google Scholar] [CrossRef]
- Zekriardehani, S.; Jabarin, S.; Gidley, D.; Coleman, M. Effect of chain dynamics, crystallinity, and free volume on the barrier properties of poly (ethylene terephthalate) biaxially oriented films. Macromolecules 2017, 50, 2845–2855. [Google Scholar] [CrossRef]
- Lin, Y.; Dias, P.; Chen, H.; Hiltner, A.; Baer, E. Relationship between biaxial orientation and oxygen permeability of polypropylene film. Polymer 2008, 49, 2578–2586. [Google Scholar] [CrossRef]
- Jung, B.N.; Kang, D.; Cheon, S.; Shim, J.K.; Hwang, S.W. The addition effect of hollow glass microsphere on the dispersion behavior and physical properties of polypropylene/clay nanocomposites. J. Appl. Polym. Sci. 2019, 136, 47476. [Google Scholar] [CrossRef]
- Fitaroni, L.B.; de Lima, J.A.; Cruz, S.A.; Waldman, W.R. Thermal stability of polypropylene–montmorillonite clay nanocomposites: Limitation of the thermogravimetric analysis. Polym. Degrad. Stab. 2015, 111, 102–108. [Google Scholar] [CrossRef]
- Fu, X.; Qutubuddin, S. Polymer–clay nanocomposites: Exfoliation of organophilic montmorillonite nanolayers in polystyrene. Polymer 2001, 42, 807–813. [Google Scholar] [CrossRef]
- Lüpke, T.; Dunger, S.; Sänze, J.; Radusch, H.J. Sequential biaxial drawing of polypropylene films. Polymer 2004, 45, 6861–6872. [Google Scholar] [CrossRef]
- Bharadwaj, R.K. Modeling the barrier properties of polymer-layered silicate nanocomposites. Macromolecules 2001, 34, 9189–9192. [Google Scholar] [CrossRef]
- Yang, C.; Smyrl, W.; Cussler, E. Flake alignment in composite coatings. J. Membr. Sci. 2004, 231, 1–12. [Google Scholar] [CrossRef]
- Cussler, E.; Hughes, S.E.; Ward, W.J., III; Aris, R. Barrier membranes. J. Membr. Sci. 1988, 38, 161–174. [Google Scholar] [CrossRef]
- Cao, T.; Fasulo, P.D.; Rodgers, W.R. Investigation of the shear stress effect on montmorillonite platelet aspect ratio by atomic force microscopy. Appl. Clay Sci. 2010, 49, 21–28. [Google Scholar] [CrossRef]
- Zeng, K.; Gu, J.; Cao, C. Facile approach for ecofriendly, low-cost, and water-resistant paper coatings via palm kernel oil. ACS Appl. Mater. Interfaces 2020, 12, 18987–18996. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jung, B.-N.; Jung, H.-W.; Kang, D.-H.; Kim, G.-H.; Shim, J.-K. A Study on the Oxygen Permeability Behavior of Nanoclay in a Polypropylene/Nanoclay Nanocomposite by Biaxial Stretching. Polymers 2021, 13, 2760. https://doi.org/10.3390/polym13162760
Jung B-N, Jung H-W, Kang D-H, Kim G-H, Shim J-K. A Study on the Oxygen Permeability Behavior of Nanoclay in a Polypropylene/Nanoclay Nanocomposite by Biaxial Stretching. Polymers. 2021; 13(16):2760. https://doi.org/10.3390/polym13162760
Chicago/Turabian StyleJung, Bich-Nam, Hyun-Wook Jung, Dong-Ho Kang, Gi-Hong Kim, and Jin-Kie Shim. 2021. "A Study on the Oxygen Permeability Behavior of Nanoclay in a Polypropylene/Nanoclay Nanocomposite by Biaxial Stretching" Polymers 13, no. 16: 2760. https://doi.org/10.3390/polym13162760
APA StyleJung, B.-N., Jung, H.-W., Kang, D.-H., Kim, G.-H., & Shim, J.-K. (2021). A Study on the Oxygen Permeability Behavior of Nanoclay in a Polypropylene/Nanoclay Nanocomposite by Biaxial Stretching. Polymers, 13(16), 2760. https://doi.org/10.3390/polym13162760