1. Introduction
Besides the product design and its application-related characteristics, haptic properties play a decisive role, especially in the case of visible products, i.e., products that are touched by human beings. Spence et al. formulated the importance of touch-feel sensation in a broad economic and social sense. Based on former knowledge and cognitive perception, a particular product might not be considered if the previously suggested expectation does not correlate with the real haptic experience [
1]. In general, the topography of a polymer part surface will be customized during production or via post-treatments. Additional application steps, e.g., a plasma treatment before coating [
2,
3] and metallization [
4] will be avoided if possible, as they increase the product price. Wettability is a key parameter for detecting changes in surface properties, i.e., the resulting angle between a test liquid and a surface under investigation. For this purpose, contact angle measurements are usually performed either with the sessile-drop or with the modified Wilhelmy balance technique [
5,
6,
7]. But in contrast to ideal surfaces [
8], the wettability of a product surface is significantly influenced by the component roughness [
9]. However, injection molding is a common manufacturing method for parts with large dimensions exhibiting surface microstructures in a more economical manner, i.e., in large quantities at manageable costs [
10]. Numerous research groups are working on impression quality or replication rate to identify influences of process parameters [
10,
11,
12,
13,
14,
15], wear or damage of mold steel [
16], and material behavior of the applied thermoplastics [
17,
18]. The following literature survey reveals that the most important parameters influencing impression quality differ considerably. Both, melt and mold temperature are indicated as the main influences on impression quality. A higher melt temperature of the processed thermoplastic causes a decrease in the material viscosity, resulting in an improved flow behavior [
17]. Thus, materials exhibiting low levels of viscosity at given process conditions are preferred when micron-scale structures will be molded, in order to suppress a premature solidification of the flow front. In this context, Rytka et al. [
18] observed in their study that the solidification time of the flow front during the filling process of v-shaped microgrooves with an average structure width of 22
m and a maximum height of 123
m ± 6
m, corresponding to an aspect ratio of 5.6, is in the range of milliseconds. Moreover, the no-flow temperature for smaller structures will be reached sooner, due to the comparatively small volume required during texture impregnation. Accordingly, energy will be transferred rapidly from the volume element in contact with the wall into the cold mold by heat conduction. This effect can be delayed by raising the mold temperature. Nevertheless, with a standard temperature control of the mold, the process times will be increased, since higher mold temperatures require longer cooling times. To compensate it, a rapid heat cycle molding process, as described by Pacher [
15], can be considered. Wang et al. [
11] proposed a critical mold surface temperature prior to contact with filled polymer systems to inhibit filler exposure. Typically, only minor influences are exerted on the impression quality by injection rate as well as holding pressure [
10,
13,
17]. Besides the process parameters, the topography will be influenced by additives such as fillers or compatibilizers. Polymer melts containing fillers tend to cool down faster, since the addition of fillers generally increases the thermal conductivity [
19,
20]. As a result, both, the heat transfer coefficient and the viscosity level change [
10,
12,
18,
21]. Kuroda et al. [
22] investigated the influence of talcum filler size on surface roughness and assumed an effect on the replication of microstructures. Subsequently, compatibilizers have been used to improve the bonds between the polymer matrix and the filler, leading to an increase in mechanical properties of the final product. During the compounding process, however, the compatibilizer is grafted to the filler, which generally increases the filler dimension. Therefore, a grafting reaction might affect the impression quality in a similar way as does an increase of the filler particle size [
23].
To summarize, the perception of a surface and its haptic properties are significantly influenced by roughness and microstructure, respectively, whereby non-negligible parameters include friction, contact area, temperature, and humidity between the human finger and the examined surface [
24]. In particular, for a scientific investigation on haptic influences, the production of samples with a defined surface structure is indispensable. This study aims to analyze the impact of various mold insert roughnesses combined with the influences of filler particle size, filler-, and compatibilizer content on impression quality. To support the obtained results, a multivariate analysis of variance, a simulation of the filling phase as well as a rheological material characterization will be conducted.
3. Results and Discussion
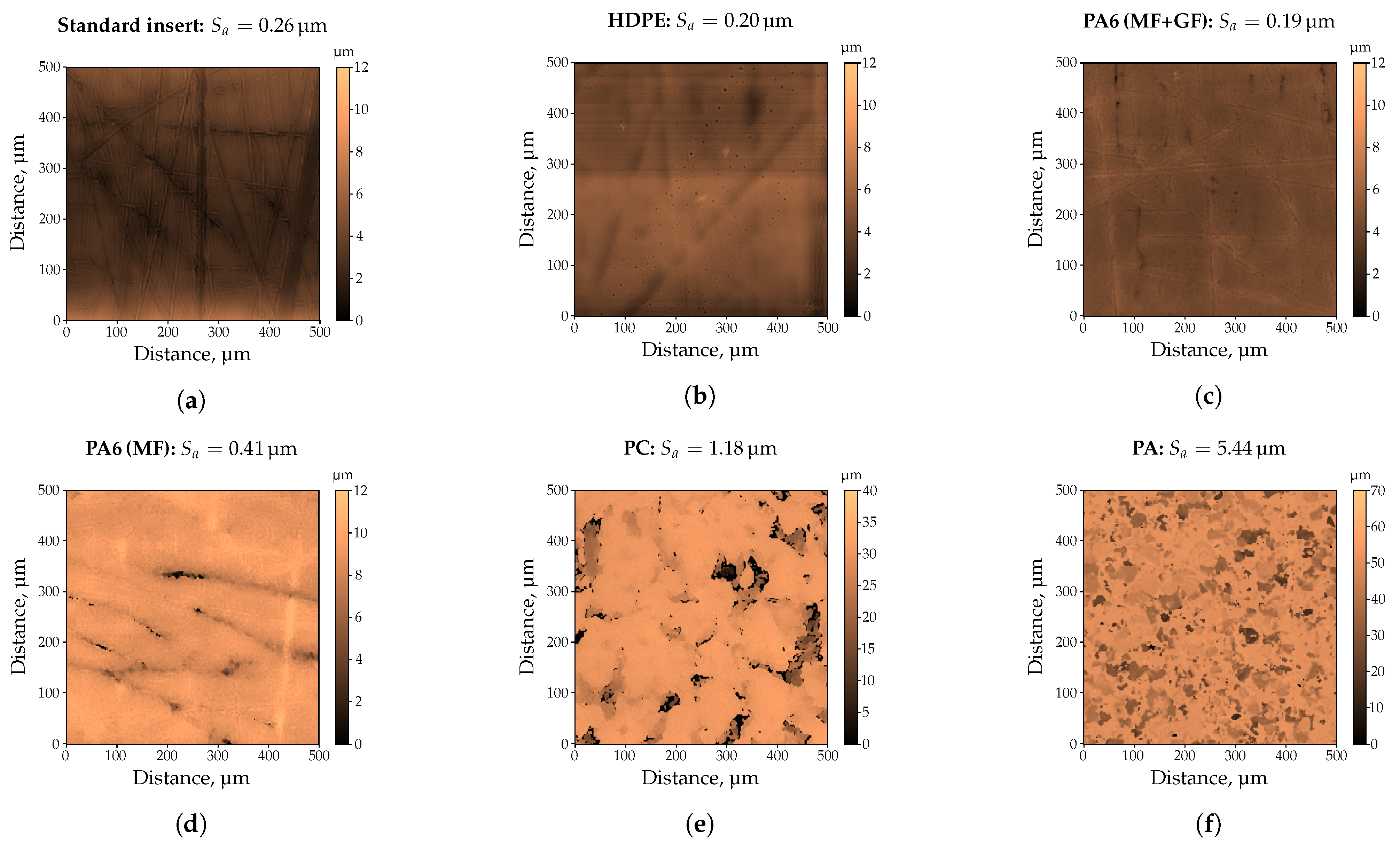
For a scientific investigation about the influences on haptics, it is crucial to be able to produce specimens with defined surface properties, such as specified roughness values. Consequently, the injection mold equipped with a standard insert, i.e., without a defined surface roughness, was selected to produce specimens with five commercially available thermoplastic materials in order to investigate a possible influence of the material to be processed on the impression quality. Subsequently, the impression quality of these moldings was examined with a confocal microscope and compared in
Figure 2.
The measured surface roughness of the standard insert deployed is
= 0.26
m, whereby scratches in the range of 1
m–2
m could be detected (
Figure 2a). When using HDPE (
Figure 2b) or PA6 (MF + GF), i.e., filled with mineral fillers and glass fibers (
Figure 2c), the surface structure of the standard insert could not be completely molded, resulting in lower surface roughness values of
= 0.20
m, and
= 0.19
m, respectively. As shown in
Figure 2d–f, the obtained surface roughness values for the three filled and commercial thermoplastics are significantly higher, i.e., up to a factor of 27 for the highly filled PA compared to the unfilled HDPE. Based on the filler content determined by means of TGA (
Table 6), it is obvious that the filler content cannot be the only factor influencing the impression quality. Confirming this, the lower filler content of PC compared to PA6 (MF + GF) would lead to lower surface roughness values, which could not be observed. Similarly, PA6 (MF + GF) and PA6 (MF) exhibit almost the same filler content, whilst a factor of two is detectable in the surface roughness. Instead, it can be assumed that the shape, e.g., almost spherical or with a length-to-diameter ratio, quantity, and size of the used fillers are decisive for how the surface topography of the cavity will be molded. If this assumption meets the results, the use of inserts with different roughness values would lead to even more significant differences in impression quality. For this purpose, the inserts provided by Richard Hiebler GmbH., (Stainz, Austria) with target line roughness values of 0.2
m (low), 0.8
m (medium), and 3.2
m (high) were applied. Before manufacturing the injection molded parts, the actual roughness of the inserts was determined by means of a confocal microscope. As shown in
Figure 3, as an example for the insert with a target line roughness of 3.2
m, the surface roughness agrees very well with the results of the line roughness. Nevertheless, it can be seen that the measured roughness values
and
are approximately 30% higher compared to the target line roughness value of the insert. This could also be observed for the other two inserts as proved in
Figure 4 (cf.
Table 7).
In order to verify the suitability of the confocal microscope as well as to clarify the significant differences between the target and measured roughness values of the selected inserts, measurements were carried out on a VDI 3400 reference gauge with defined
-values, and compared in
Table 8. The standard deviation in the investigated measuring range (0.1
m–3.2
m) is less than 12%. For the equivalent roughness values of the VDI-gauge and the three inserts (0.2
m, 0.8
m, and 3.2
m), the standard deviation is less than 8%. Compared to the roughness values specified in VDI 3400 reference gauge, the deviation from the measurement results is less than 16%, and lower than 12% for the three roughness values of the inserts. The results prove that the applied confocal microscope is suitable for the determination of the roughness. Furthermore, the difference between the target and measured roughness of about 30% does not originate from the applied confocal microscope. This could be explained by the fact that it is common practice in industry, after producing the desired roughness values, e.g., by means of spark erosion, to check the roughness only with a VDI 3400 reference gauge, i.e., yielding to an accuracy within two VDI classes, or with portable hand-held devices. Finally, the mold was utilized with three inserts, showing significant differences in roughness values to produced parts from three thermoplastic materials with almost the same filler content, e.g., PA6 (MF + GF), PA6 (MF), and PA.
Figure 4 compares the obtained surface and line roughness values.
In general, it can be observed that both,
and
match if the specimens do not exhibit any curvature. In the case of curvatures due to shrinkage and warpage, it is mandatory to proceed according to ISO 4288 [
37] with cut-off wavelengths shown in
Table 5. Thus, only the results of the line roughness values will be discussed in more detail. A perfect impression can only be achieved by utilizing the mold with the insert of medium roughness and PA6 (MF + GF) as material. All other combinations of insert roughness and thermoplastic material affect the impression quality, i.e., difference between part and insert roughness. For the two differently filled PA6 grades, the molded roughness is about 20% higher for the insert with the lowest roughness. In contrast to that, an opposite trend for the insert with the highest roughness can be observed. The filled PA reveals almost an independence between the insert and the molded line roughness of the specimen, resulting in the highest
-values of 4.70
m, 4.02
m, and 5.88
m. Hence, a multivariate analysis of variance (MANOVA) was performed to test the influence of the insert roughness and the material on the impression quality. Within a 95%–confidence interval, the insert roughness as well as the thermoplastic material is statistically significant (
Figure 5). As illustrated in
Figure 5a, applying the insert with the lowest roughness results in average to a higher roughness on the molded part (
= +1.5
m). Continuing to increase the roughness of the insert leads to a decrease of
, i.e., the difference between the roughness of the molded part and the insert roughness is reduced. The opposite behavior can be observed when different thermoplastic materials are used (
Figure 5b). For both types of PA6, the impression quality leads to negative but almost identical
–values. However, for PA a disproportionate rise in the
–value is the outcome of the MANOVA. Thus, the results of the conducted MANOVA confirm the assumption that the filler geometry and size have by far the strongest impact on impression quality.
To corroborate this statement, compounds were prepared from HDPE and three different fillers with known mean particle sizes, i.e.,
-value (cf.
Table 1), followed by a comparison of results obtained for the commercial thermoplastics tested. Besides, the influence of a compatibilizer necessary for the distribution of the fillers in the polymer matrix was also taken into account. The results of the roughness measurements on the injection molded parts are shown for the filler CalPlex Extra in
Figure 6, for Plustalc H15 in
Figure 7, and for CalPlex 40 in
Figure 8. As already shown in the preliminary investigations (see
Figure 2b), the impression quality of the unfilled HDPE is excellent. This conclusion also includes inserts with low and medium roughness values, but does not apply to inserts with high
. Inserts with high
cause impaired impression quality, i.e., the molded roughness of the part is lower than those of the insert, which will be discussed in more detail later. Furthermore, it is obvious that (i) the
-value of the filler, (ii) the filler content, as well as (iii) the compatibilizer content affect the impression quality. Thus, more accurate conclusions cannot be provided, as these would be highly dependent on the person being assessed. To support the observations with statistical quantities, a MANOVA with a 95%-confidence interval was performed separately for each roughness class (low, medium, and high) of the insert as a first step. This enables the influences of filler type, weight percent of filler as well as of compatibilizer per roughness class to be considered independently of each other. After that, the three insert roughnesses will be included in the MANOVA to discuss a more general case. Within a 95%–confidence interval, the results illustrated in
Figure 9,
Figure 10 and
Figure 11 are all statistically significant.
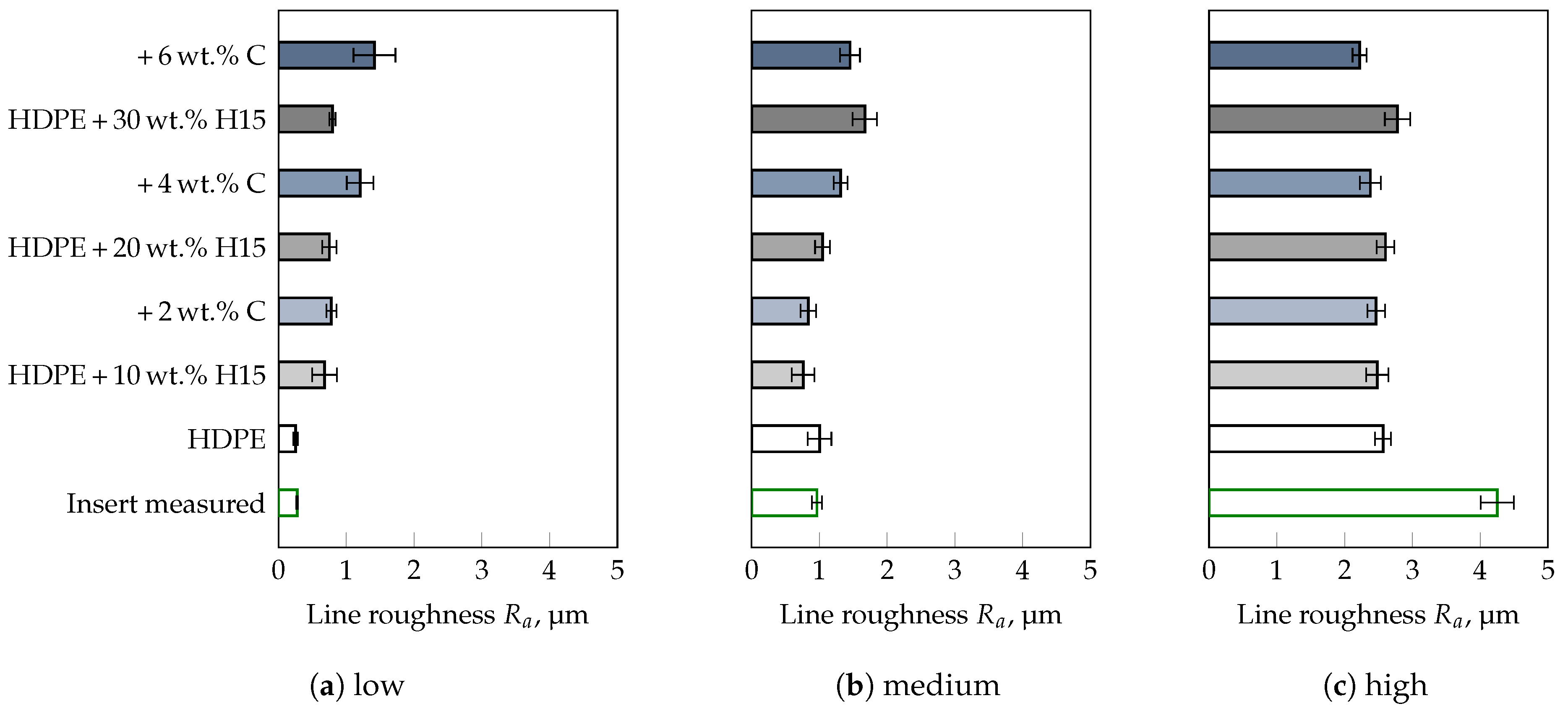
For the insert with low roughness (
Figure 9), the impact of the median particle size in ascending order, i.e., corresponding to the filler type used, is shown in
Figure 9a. With increasing filler size, e.g.,
-value of 0.75
m–0.9
m for CalPlex Extra (CE), 5.4
m for Plustalc H15 (H15), and 16
m–25
m for CalPlex 40 (C40),
increases. The roughness of the component is only affected by the compatibilizer at
-values of ≥5.4
m (filler Plustalc H15). For lower
-values of the filler, almost no difference between the specimens with and without compatibilizer is detectable. An increasing filler content causes a linear increase of
, as shown in
Figure 9b. Adding compatibilizer only affects the impression quality at a filler content of 30 wt.%. However, relative to the insert with low roughness, the results of the insert with medium roughness show a slightly different behavior (
Figure 10). Even the addition of the filler with the lowest
-value (CalPlex Extra) reduces the molded roughness, i.e., lower
-values compared to the unfilled HDPE. As the
-value increases, the
increases again linearly, but can not reach the
-value of the unfilled HDPE. A similar behavior is achieved by adding the compatibilizer. Nevertheless, the increase in the molded roughness value for the samples with compatibilizer is more pronounced (
Figure 10a). The same behavior can be observed during an increase of the filler content, whereby the change of
for the samples without compatibilizer is more prominent compared to the filler diameter (
Figure 10b).
Both, the filler used as well as the filler and compatibilizer content affect the impression quality within a 95%-confidence interval of the conducted MANOVA significantly when applying the insert with the highest roughness (
Figure 11). In addition, no clear trend could be confirmed, as the
-values are within −1
m and −2
m. Accordingly, other influences on the impression quality must exist, which have not yet been taken into account. The results of the general case, i.e., when all studied insert roughnesses are considered in the MANOVA, are illustrated in
Figure 12. In this case, even the unfilled HDPE is molded worse, i.e., recognizable by a negative
-value (
Figure 12a). In addition, a critical
-value seems to exist, which impacts the impression quality, since
increases significantly with the addition of CalPlex 40 (highest
-value). An analogy could also be observed in the preliminary investigations with PA, where the impression quality was almost not affected by the insert roughness applied (cf.
Figure 4). Furthermore, the compatibilizer influence on the impression quality is more pronounced for fillers with high
-values than for low ones. Similar relationships, as observed for the filler used, are valid for an increasing filler content (
Figure 12b). The impact of the applied insert roughness on impression quality is shown in
Figure 12c for the general case. As already discussed in
Figure 5 for the commercial thermoplastic materials (black dotted line in
Figure 12c), the trend of the impression quality is quite similar for the filled HDPE (gray dashed line). However, a significant shift in
is evident, resulting in smoother surfaces when using the fillers compared to the commercial thermoplastic materials, which are filled with unknown filler types. One reason for the shift in
could be the higher content of fillers (>47 wt.%), determined by TGA, and shown in
Table 6. Another reason could be related to the fact that the commercial thermoplastics are filled with fillers having a significantly higher
-value (>25
m). Both factors have a strong influence on the
-value, since the influence of the filler diameter and the filler content amplify each other. Furthermore, the addition of a compatibilizer increases the
-value for the inserts with low and medium roughness but it causes the
for the insert with the highest roughness.
In general, the compatibilizer is chemically bonded to the filler, resulting in an expansion of the filler diameter, and
-value, respectively [
23]. Another indication that the commercial thermoplastics are composed of fillers with a higher
-value, is that the addition of the compatibilizer causes a shift to higher
-values, at least for inserts with low and medium roughness. So far, the only unanswered question is why the impression quality of the insert with the highest roughness follows a different trend compared to the inserts with low and medium roughness. Therefore, profile parameters like the average peak-to-valley height
, as well as the mean distances between the local (positive) peaks
S of the measured line profiles of the several inserts will be discussed in more detail. As shown in
Table 7, the inserts with low and medium roughness exhibit almost the same S-values, i.e., mean distance of local profile peaks
S. However, the mean peak-to-valley height
increases by a factor of about two.
-values in this range enable the unfilled HDPE to completely fill the valleys represented by
S and
before the flow front starts to solidify on the cavity wall, which is cold compared to the melt temperature.
Relative to the insert with the lowest roughness, the
S-value of the insert with the highest roughness is 62.91
m ± 3.03
m, i.e., a factor of about four higher. In addition, this insert exhibits the highest
-value of 34.42
m ± 1.78
m, which corresponds to a factor of six compared to the insert with the lowest roughness. Because of this six times deeper valley, the HDPE tested will freeze at a selected mold temperature of 45 °C even before reaching the bottom of the valley, preventing a complete impression (cf.
Figure 8c). An addition of fillers or compatibilizer to the HDPE generally does not significantly affect the molded roughness of the part (cf.
Figure 11), because the applied fillers can penetrate the valley formed by
S and
, since
and
. In this case, the impression quality is primarily dominated by solidification processes of the polymer matrix.
For the inserts with low and medium roughness, the constraints
and
are only fulfilled for the filler CalPlex Extra. All other fillers showed significantly higher
D-values (cf.
Table 1), preventing the filler particles from entering the valleys. In addition, an increase in the filler content rises the material viscosity. This impairs the flow properties leading to an earlier solidification of the flow front. As a result, the filler geometry is more likely to be molded, leading to a complete independence between insert roughness and impression quality, as observed for instance, for PA (
Figure 4) and HDPE + 30 wt.% C40 + 6 wt.% C (
Figure 8) samples.
In order to suppress the premature freezing of the flow front, investigations would have to be carried out with higher mold and melt temperatures. However, since higher mold temperatures require longer process times, only the material viscosity of the individual formulations will be discussed in more detail. The objective is to demonstrate whether material formulations with identical viscosities yield the same impression quality for given and equal process conditions, i.e., based on the process simulation carried out. Assuming this, the viscosity curve of an unknown formulation might be shifted by means of temperature, i.e., WLF or Arrhenius temperature shift factor [
42], to a known and well-working viscosity curve. In other words: if a perfect impression quality can be realized with material 1 but not with material 2, i.e., due to different material viscosities at given process conditions, the process temperature of the melt could be adjusted so that the viscosity of material 2 corresponds to that of material 1. This procedure would significantly reduce the effort associated with trial and error.
For this purpose, the filling process was simulated with the unfilled HDPE by means of the simulation routine Moldflow
® Insight. The required material parameters of the HDPE are given in
Appendix A. Thus, an estimation of the shear rate at the cavity wall
and the corresponding melt temperature
is possible. Both,
and
are subsequently the basis for the viscosity measurements. During the simulated filling process, the centre of the part on the film gate side was evaluated, as the roughness measurements were also carried out at this position (cf.
Figure 1). After only 24 ms,
drops significantly due to solidification processes (
Figure 13a). In this context, it should be noted that surface structures in the order of magnitude of a few micrometres cannot yet be taken into account in simulation routines. Therefore, a shear rate of
= 500 s
was chosen for the comparison of the viscosities of the different formulations.
Figure 13b illustrates the distribution of the melt temperature as a function of time. Due to the narrow film gate of 0.5 mm, the material is extensively dissipated during the filling of the cavity, resulting in an average temperature increase of 25 K as well as a non-symmetrical distribution of the flow front temperature. Concerning the comparative viscosity measurements, the distribution of the mass temperature at the time step
= 0 s was averaged, resulting in a mean melt temperature of
= 215 °C.
Figure 14 shows the viscosities determined at
and
for all formulations. In general, the viscosity increases with the addition of filler or combatibilizer. However, the increase in viscosity is more pronounced for the filler with the lowest
-value (CalPlex Extra,
Figure 14a) compared to fillers with higher
-values (Plustalc H15,
Figure 14b, and CalPlex 40,
Figure 14c). Moreover, it can be observed that the formulation with 10 wt.% filler, 10 wt.% filler and 2 wt.% compatibilizer as well as the formulation containing 20 wt.% Plustalc H15 as filler exhibit more or less the same viscosity (green viscosity values in
Table 9). Consequently, as previously assumed, same viscosities should yield to an equal impression quality
. At the same viscosity, the molded part is noticeably rougher with increasing filler diameter, even when an insert with low roughness is applied. The behavior is similar for the formulation with 30 wt.% filler and 6 wt.% compatibilizer when fillers like CalPlex Extra and Plustalc H15 are added to the polymer matrix (red viscosity values in
Table 9).
On the basis of the investigations that were carried out, the assumption that an equal viscosity leads to an identical impression quality cannot be confirmed. In further studies, the focus should be on the mold temperature. An increased mold temperature shifts the contact temperature between the polymer melt and the mold surface towards the no-flow temperature, preventing a premature freezing of the polymer melt. This approach might be a possibility to significantly improve the impression quality.
4. Conclusions
The focus of this study was on investigating the influences, e.g., filler content, particle diameter of the filler, compatibilizer content as well as the roughness of the employed injection mold, on the impression quality . In this context, is defined as the difference between the roughness of the molded part and the roughness of the mold insert. In order to identify possible influences on the impression quality, preliminary investigations were carried out with five commercially available thermoplastics and a mold without a defined roughness. Based on a mold surface roughness of = 0.26 m, the unfilled HDPE could be molded very well. Compared to the HDPE ( = 0.20 m), the use of a highly filled polyamide (52 wt.%) resulted in a 27–times higher -value. Additionally, it could be shown that almost the same filler content but different fillers, e.g., mineral and glass fibers, lead to a factor of two in impression quality. It can be assumed that the filler size and quantity are decisive for molding the cavity surface topography. Since the filler properties of commercially available thermoplastics are not specified by the manufacturer, different compounds with a known filler size were subsequently produced in-house. Finally, specimens were injection molded by employing spark eroded mold inserts with a target line roughness of 0.2 m, 0.8 m, and 3.2 m.
To verify the suitability of the confocal microscope as well as to clarify the significant differences between target and measured roughness values of the employed inserts, measurements were carried out applying a VDI3400 reference gauge with defined -values. As a result, the applied confocal microscope was suitable for the determination of the roughness. Furthermore, the difference between the target and measured insert roughness of about 30% did not originate from the applied confocal microscope. The difference could be explained by the fact that it is common practice in industry, after producing the desired insert roughness, e.g., by means of spark erosion, to check the roughness only with a VDI3400 reference gauge, i.e., yielding an accuracy within two VDI classes, or with portable hand-held devices. In general, it could be observed in the preliminary investigations that both, and agree very well if the specimens do not exhibit any curvature. In the case of curvatures due to shrinkage and warpage, it is mandatory to proceed with defined cut-off wavelengths and measuring lengths. To support the observations with statistical quantities, a multivariate analysis of variance was performed. As a result, a distinction must be made between two cases, whether it is possible for the unfilled matrix polymer to flow to the bottom of the valleys or not. If the flow front of filled thermoplastics does not solidify before reaching the bottom of the valleys, an increase of the filler diameter and of the filler content causes an increase of , i.e., the molded part becomes rougher compared to the selected insert roughness. Another influencing factor is related to the size of the filler, i.e., whether it fits into the valleys or not. However, if this is not the case, e.g., when using inserts with -values lower than 0.8 m and the filler CalPlex 40 with a -value of 16–25 m, the geometry of the filler is primarily molded. Once the flow front solidifies before reaching the valleys, e.g., as observed for insert roughness of 3.2 m, this generally leads to significantly smoother specimens. Any addition of filler as well as a change in the quantity of filler or compatibilizer reveals no significant effect on the impression quality. In order to improve the impression quality in this case, the occurring melt temperature and the wall shear rate during the filling process was calculated on the basis of a filling simulation. Subsequently, viscosity measurements were carried out applying the simulated parameters with the objective of correlating the impression quality with the material viscosity. On the basis of these investigations, the assumption that an equal viscosity at given process conditions leads to an identical impression quality could not be confirmed.
In ongoing studies, the focus should be on the mold temperature. An increased mold temperature shifts the contact temperature between the polymer melt and the mold surface towards the no-flow temperature, preventing a premature freezing of the polymer melt. This approach might be a possibility to significantly improve the impression quality, when filled polymers will be applied.


 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}