
Investigation of the Thermal and Hydrolytic Degradation of Polylactide during Autoclave Foaming

 ,
, 
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Methods
2.2.1. Rheological Investigation
2.2.2. Size Exlcusion Chromatography (SEC)
2.2.3. Acid Value Determination
2.2.4. Foaming
3. Results
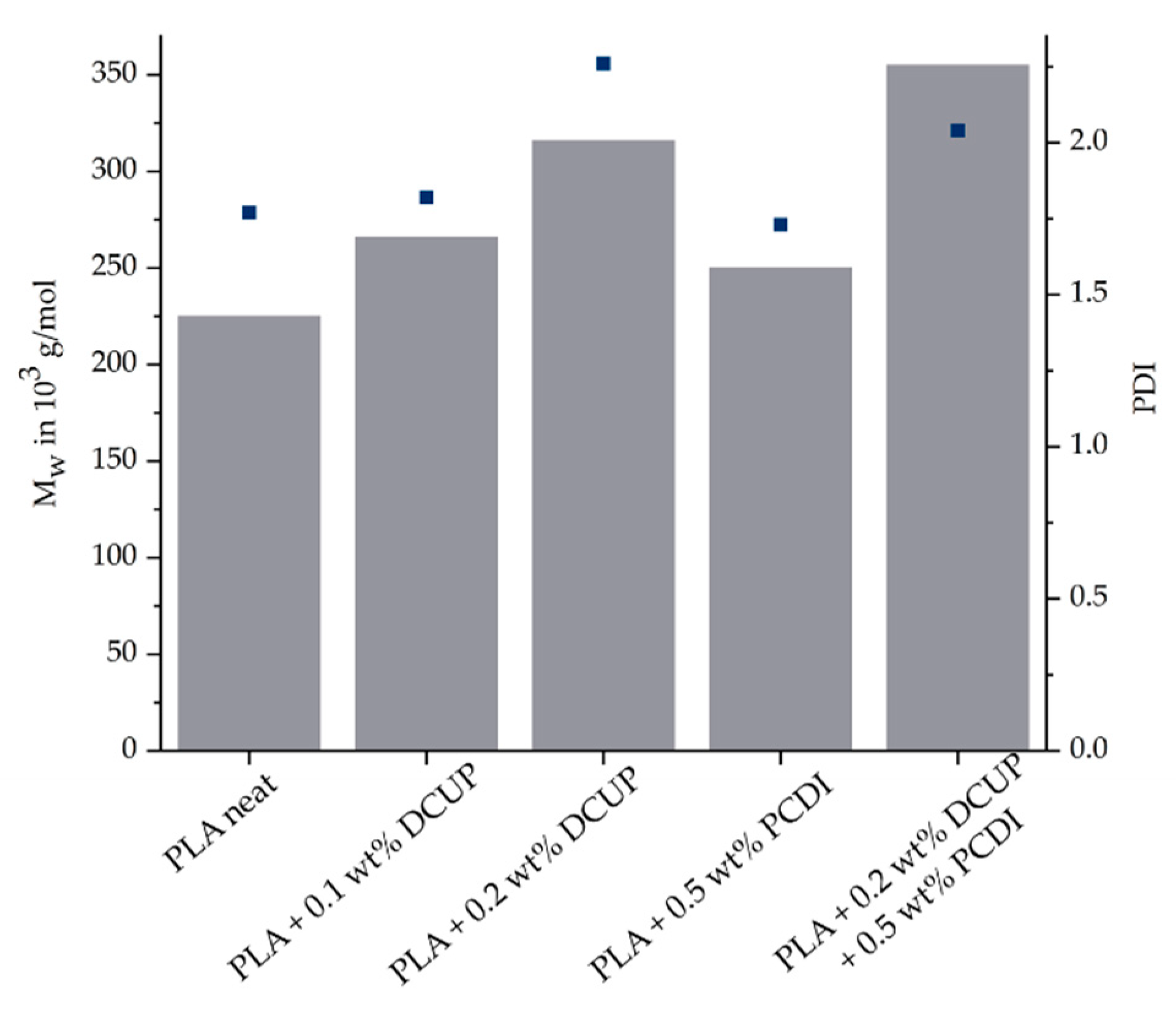
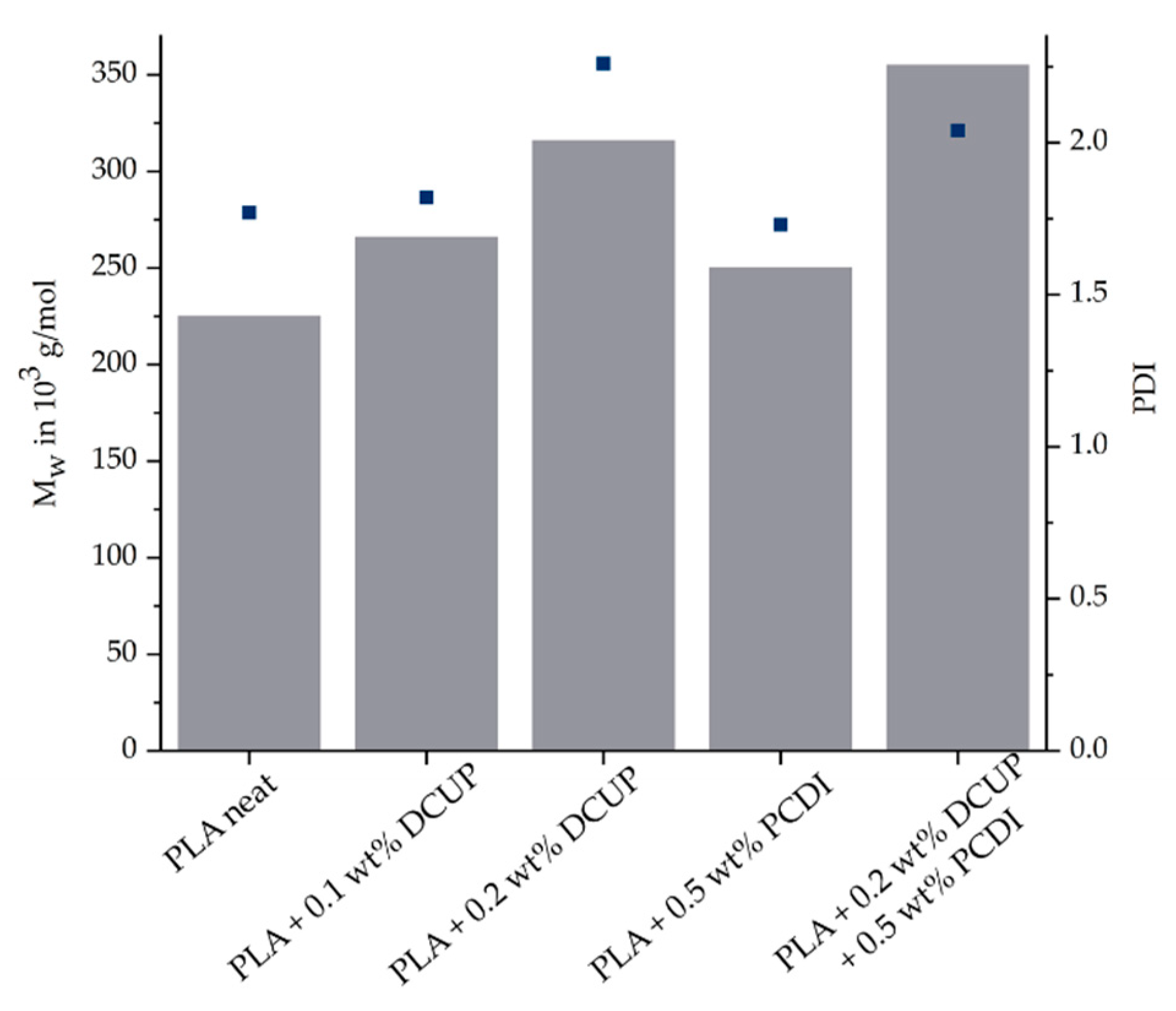
3.1. SEC Results
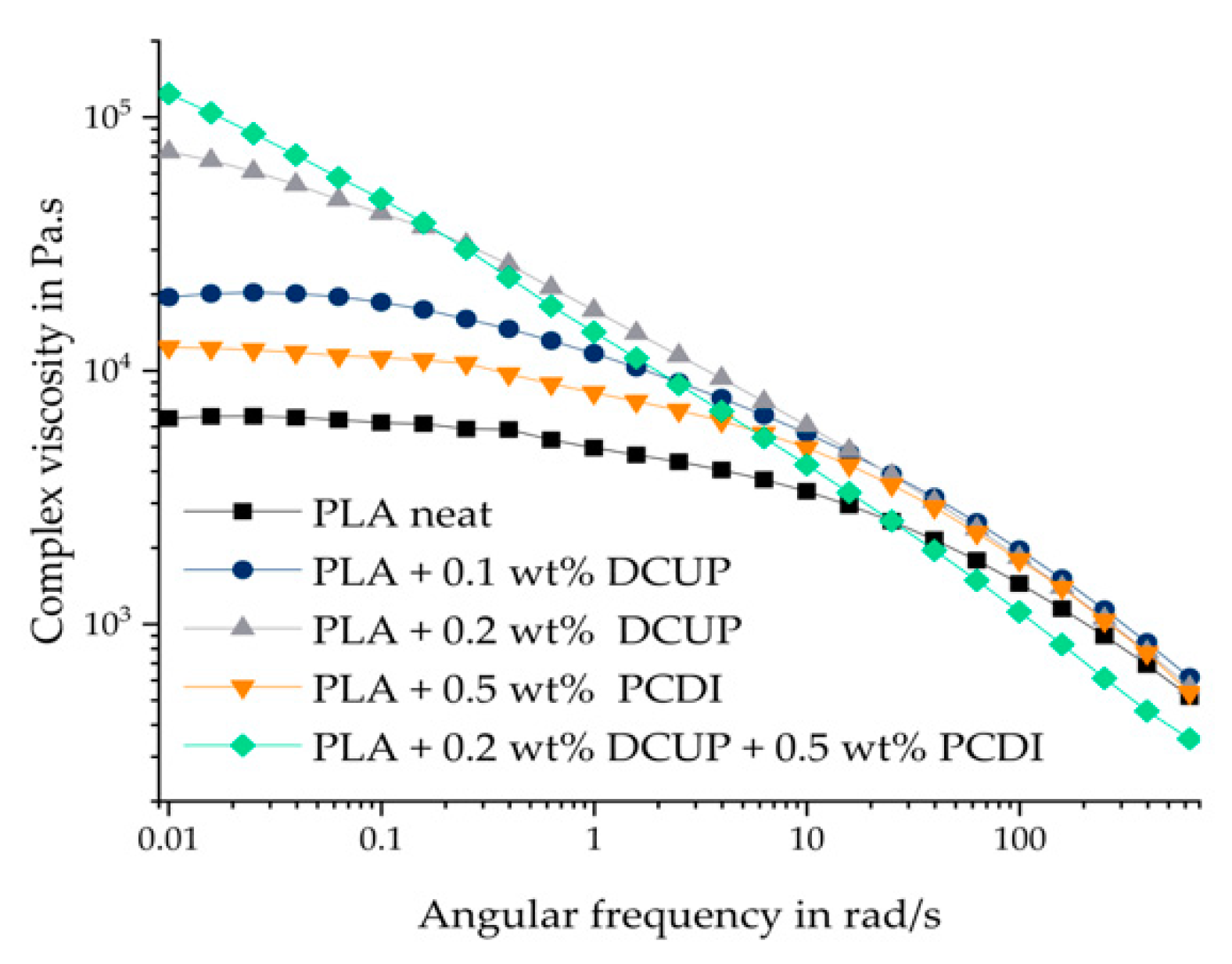
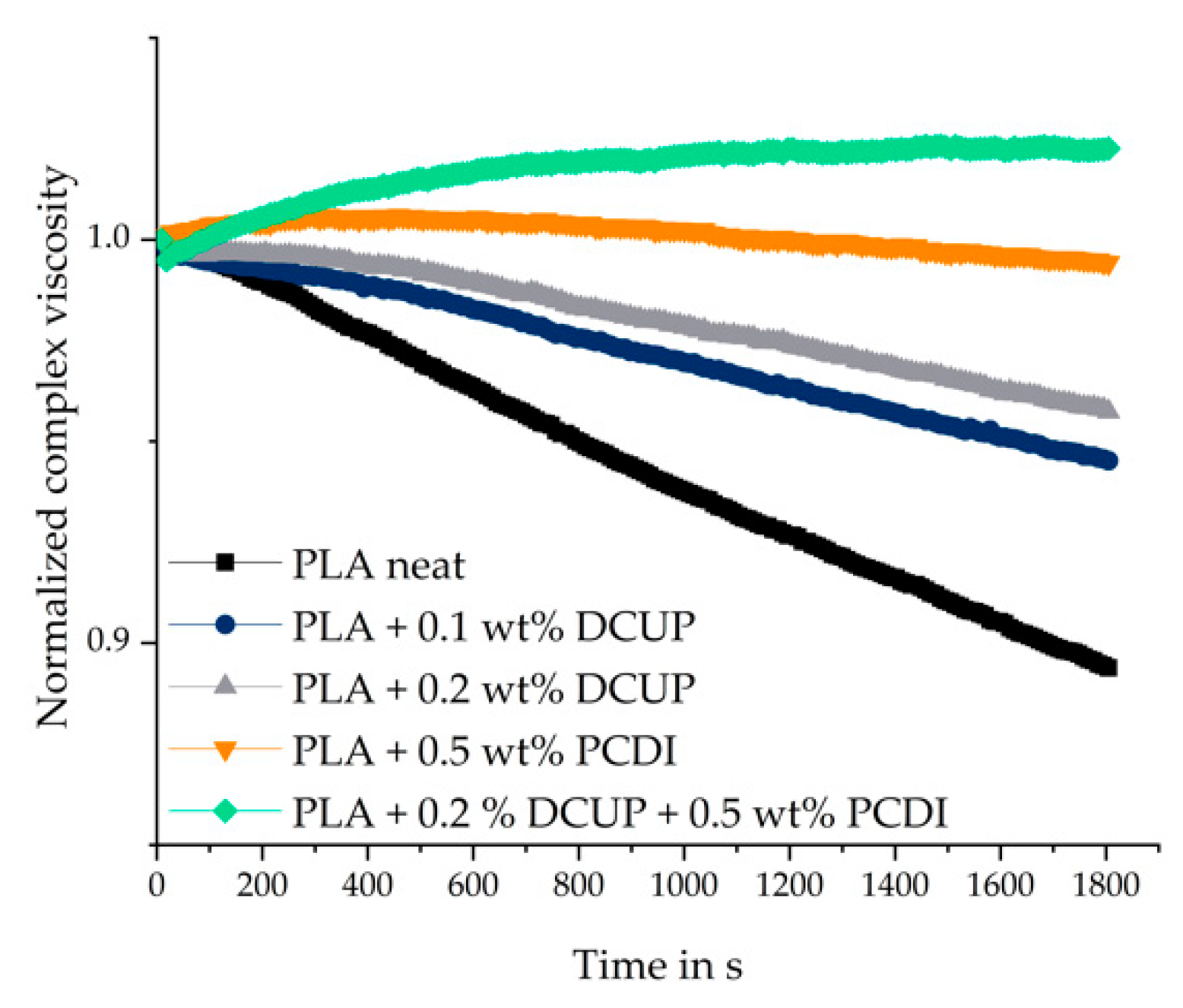
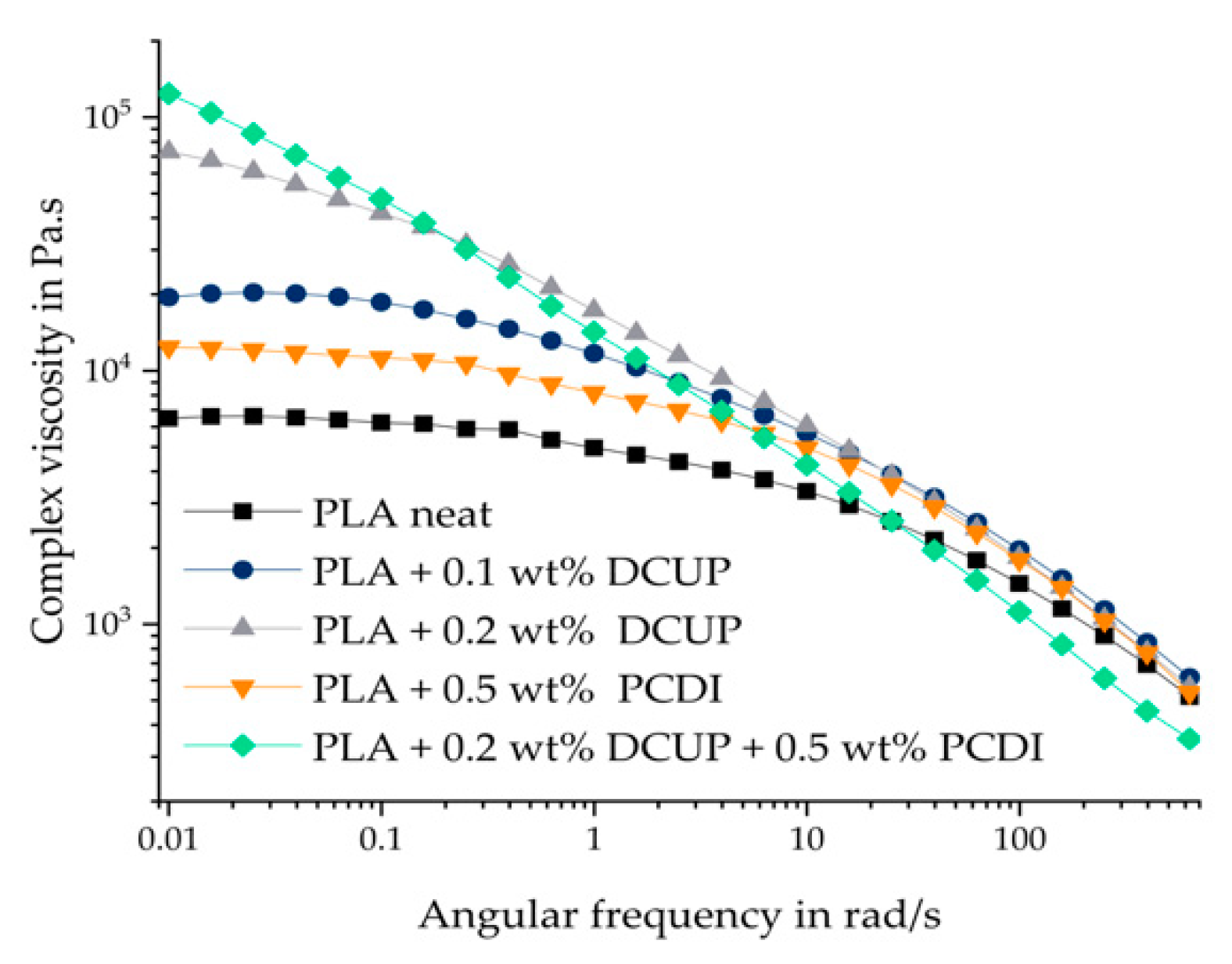
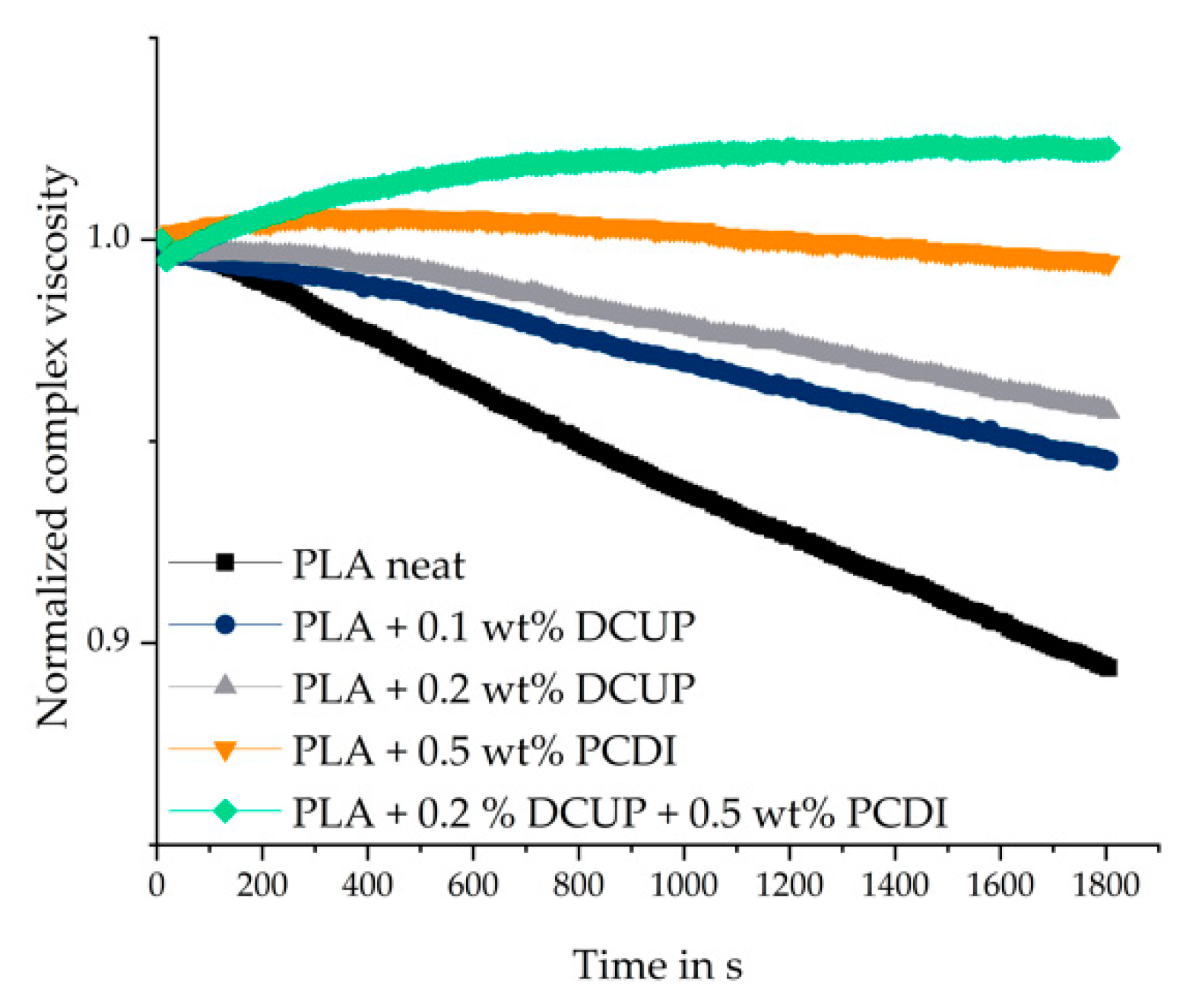
3.2. Rheological Investigation
3.3. Acid Value Determination
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lucas, N.; Bienaime, C.; Belloy, C.; Queneudec, M.; Silvestre, F.; Nava-Saucedo, J.-E. Polymer biodegradation: Mechanisms and estimation techniques. Chemosphere 2008, 73, 429–442. [Google Scholar] [CrossRef] [PubMed]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Elsawy, M.A.; Kim, K.-H.; Park, J.-W.; Deep, A. Hydrolytic degradation of polylactic acid (PLA) and its composites. Renew. Sustain. Energy Rev. 2017, 79, 1346–1352. [Google Scholar] [CrossRef]
- Haider, T.P.; Völker, C.; Kramm, J.; Landfester, K.; Wurm, F.R. Kunststoffe der Zukunft? Der Einfluss von bioabbaubaren Polymeren auf Umwelt und Gesellschaft. Angew. Chem. 2019, 131, 50–63. [Google Scholar] [CrossRef]
- Lim, L.-T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Al-Itry, R.; Lamnawar, K.; Maazouz, A. Improvement of thermal stability, rheological and mechanical properties of PLA, PBAT and their blends by reactive extrusion with functionalized epoxy. Polym. Degrad. Stab. 2012, 97, 1898–1914. [Google Scholar] [CrossRef]
- Yang, L.; Chen, X.; Jing, X. Stabilization of poly(lactic acid) by polycarbodiimide. Polym. Degrad. Stab. 2008, 93, 1923–1929. [Google Scholar] [CrossRef]
- Janorkar, A.V.; Metters, A.T.; Hirt, D.E. Modification of Poly(lactic acid) Films: Enhanced Wettability from Surface-Confined Photografting and Increased Degradation Rate Due to an Artifact of the Photografting Process. Macromolecules 2004, 37, 9151–9159. [Google Scholar] [CrossRef]
- Gorrasi, G.; Pantani, R. Effect of PLA grades and morphologies on hydrolytic degradation at composting temperature: Assessment of structural modification and kinetic parameters. Polym. Degrad. Stab. 2013, 98, 1006–1014. [Google Scholar] [CrossRef]
- Ehrenstein, G.W.; Pongratz, S. Beständigkeit von Kunststoffen; Edition Kunststoffe; Hanser: München, Germany, 2007; ISBN 978-3-446-21851-2. [Google Scholar]
- Mohanty, A.K.; Drzal, L.T.; Misra, M. Natural Fibers, Biopolymers, and Biocomposites; Taylor & Francis: Boca Raton, FL, USA, 2005; ISBN 9781280400148. [Google Scholar]
- Badia, J.D.; Ribes-Greus, A. Mechanical recycling of polylactide, upgrading trends and combination of valorization techniques. Eur. Polym. J. 2016, 84, 22–39. [Google Scholar] [CrossRef] [Green Version]
- Cicero, J.A.; Dorgan, J.R.; Dec, S.F.; Knauss, D.M. Phosphite stabilization effects on two-step melt-spun fibers of polylactide. Polym. Degrad. Stab. 2002, 78, 95–105. [Google Scholar] [CrossRef]
- Göttermann, S.; Standau, T.; Weinmann, S.; Altstädt, V.; Bonten, C. Effect of chemical modification on the thermal and rheological properties of polylactide. Polym. Eng. Sci. 2017, 57, 1242–1251. [Google Scholar] [CrossRef]
- Karst, D.; Yang, Y. Molecular modeling study of the resistance of PLA to hydrolysis based on the blending of PLLA and PDLA. Polymer 2006, 47, 4845–4850. [Google Scholar] [CrossRef]
- Oliveira, M.; Santos, E.; Araújo, A.; Fechine, G.J.; Machado, A.V.; Botelho, G. The role of shear and stabilizer on PLA degradation. Polym. Test. 2016, 51, 109–116. [Google Scholar] [CrossRef]
- Rasal, R.M.; Janorkar, A.V.; Hirt, D.E. Poly(lactic acid) modifications. Prog. Polym. Sci. 2010, 35, 338–356. [Google Scholar] [CrossRef]
- Standau, T.; Zhao, C.; Castellón, S.M.; Bonten, C.; Altstädt, V. Chemical Modification and Foam Processing of Polylactide (PLA). Polymers 2019, 11, 306. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nofar, M.; Ameli, A.; Park, C.B. A novel technology to manufacture biodegradable polylactide bead foam products. Mater. Des. 2015, 83, 413–421. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | Acid Value before Foaming | Acid Value after Foaming |
|---|---|---|
| PLA neat | 18.78 ± 0.04 | 30.60 ± 0.13 |
| PLA + 0.1 wt% DCUP | 20.80 ± 0.25 | 31.87 ± 1.20 |
| PLA + 0.2 wt% DCUP | 26.63 ± 0.19 | 34.83 ± 0.31 |
| PLA + 0.5 wt% PCDI | 0.72 ± 0.03 | 2.03 ± 0.98 |
| PLA + 0.2 wt% DCUP + 0.5 wt% PCDI | 1.15 ± 0.20 | 5.67 ± 0.31 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dreier, J.; Brütting, C.; Ruckdäschel, H.; Altstädt, V.; Bonten, C. Investigation of the Thermal and Hydrolytic Degradation of Polylactide during Autoclave Foaming. Polymers 2021, 13, 2624. https://doi.org/10.3390/polym13162624
Dreier J, Brütting C, Ruckdäschel H, Altstädt V, Bonten C. Investigation of the Thermal and Hydrolytic Degradation of Polylactide during Autoclave Foaming. Polymers. 2021; 13(16):2624. https://doi.org/10.3390/polym13162624
Chicago/Turabian StyleDreier, Julia, Christian Brütting, Holger Ruckdäschel, Volker Altstädt, and Christian Bonten. 2021. "Investigation of the Thermal and Hydrolytic Degradation of Polylactide during Autoclave Foaming" Polymers 13, no. 16: 2624. https://doi.org/10.3390/polym13162624
APA StyleDreier, J., Brütting, C., Ruckdäschel, H., Altstädt, V., & Bonten, C. (2021). Investigation of the Thermal and Hydrolytic Degradation of Polylactide during Autoclave Foaming. Polymers, 13(16), 2624. https://doi.org/10.3390/polym13162624