
Research on the Fused Deposition Modeling of Polyether Ether Ketone





Abstract
:
1. Introduction
2. Materials and Methods
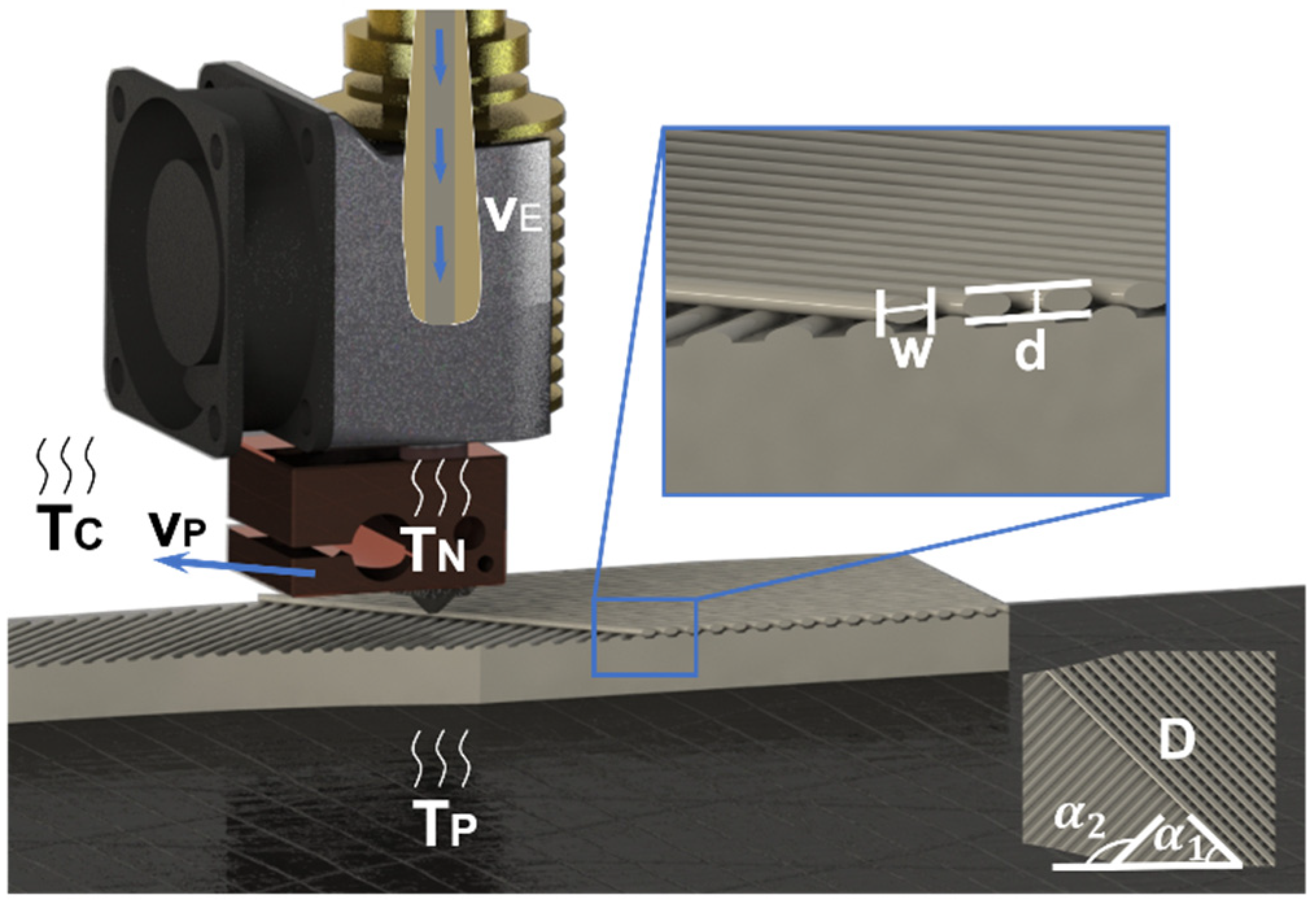
2.1. Equipment and Materials
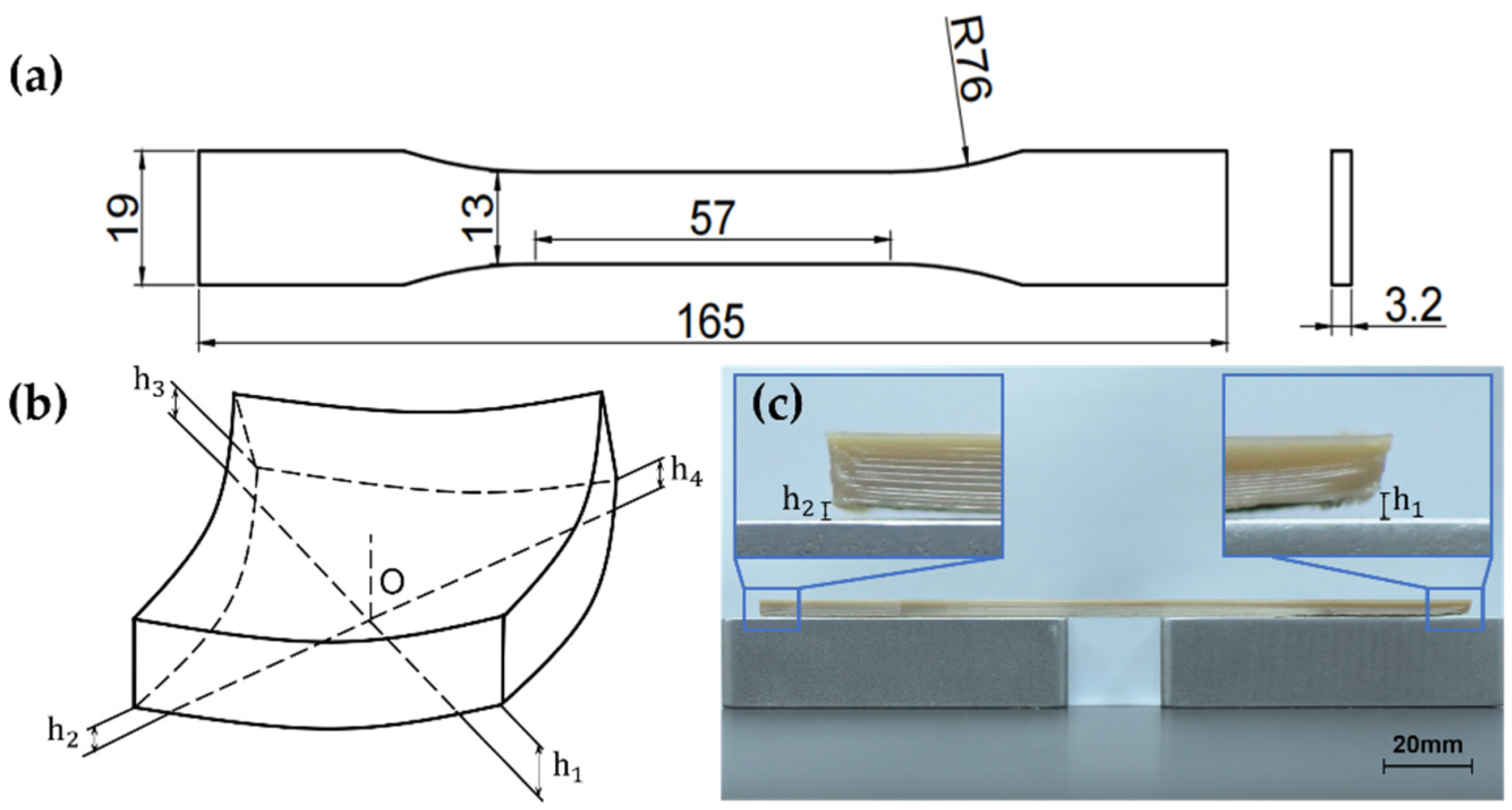
2.2. Tests and Parameters
2.3. Preliminary Experiment
2.3.1. Raster Angle Optimization
2.3.2. Infill Density Optimization
2.4. Orthogonal Experiment
3. Results and Discussion
3.1. Preliminary Experiment
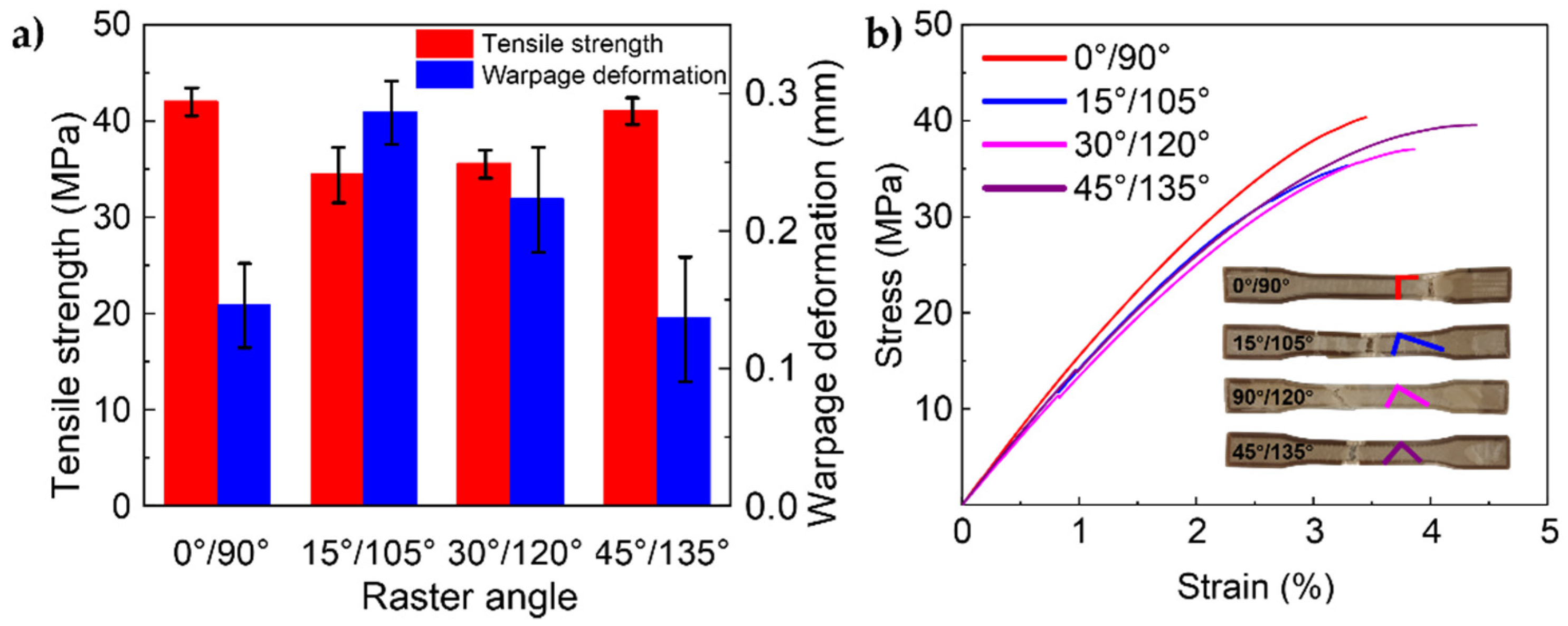
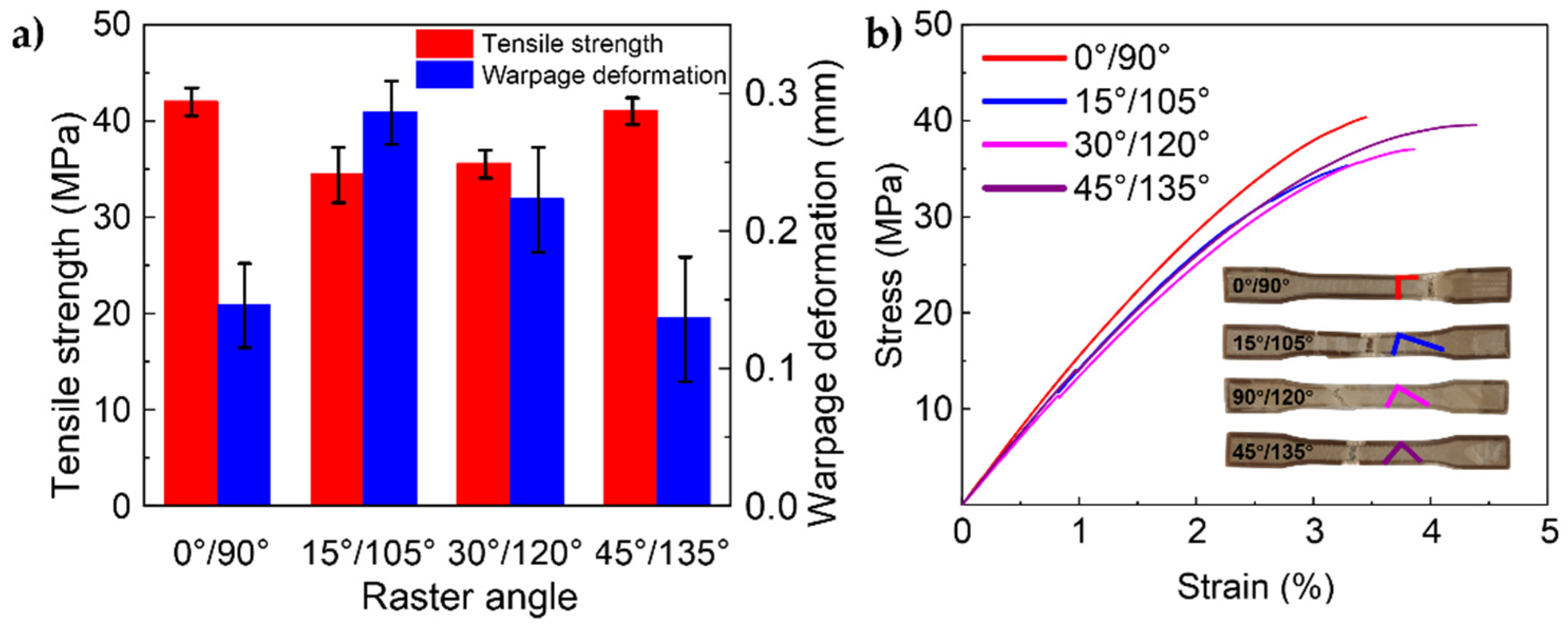
3.1.1. Raster Angle Optimization
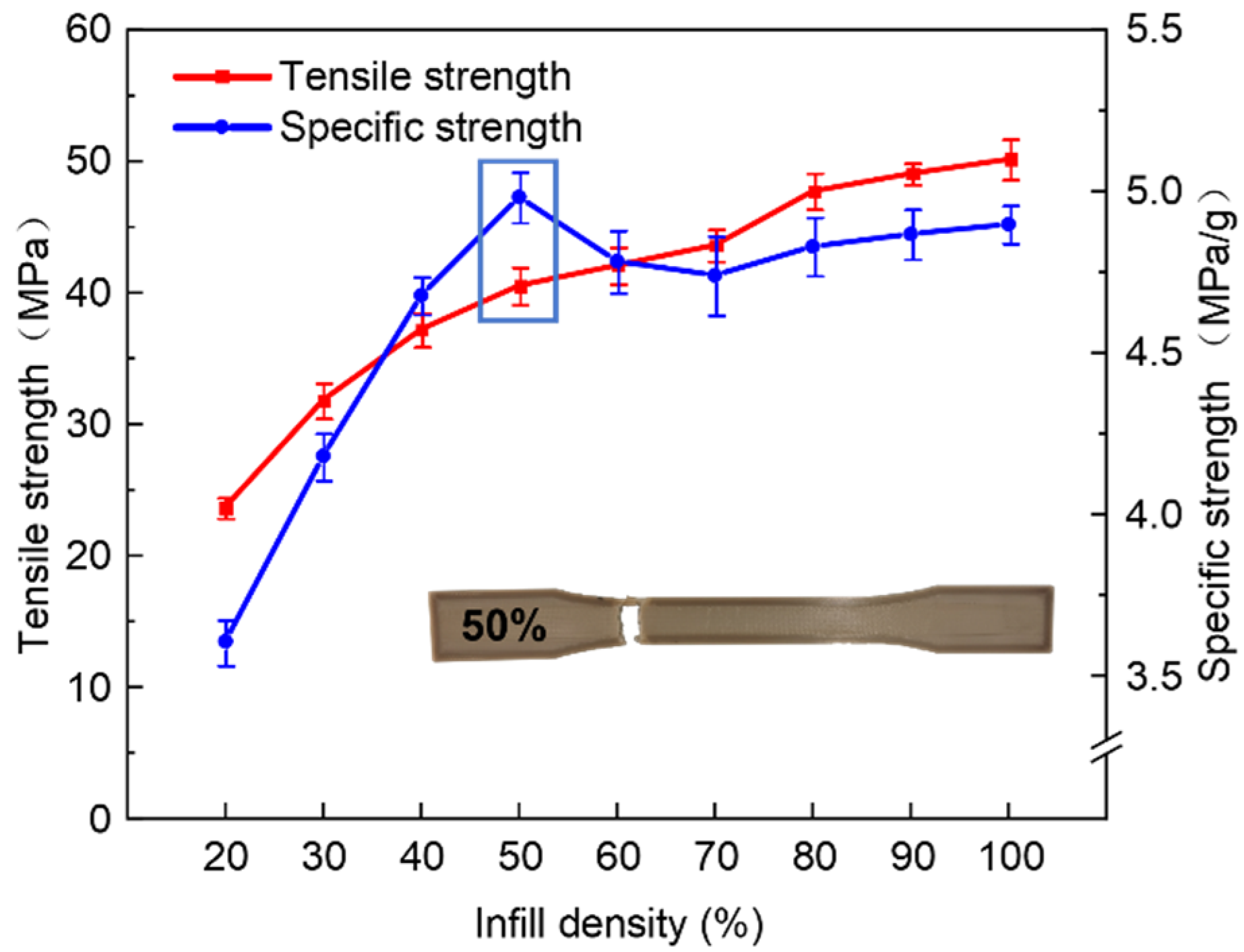
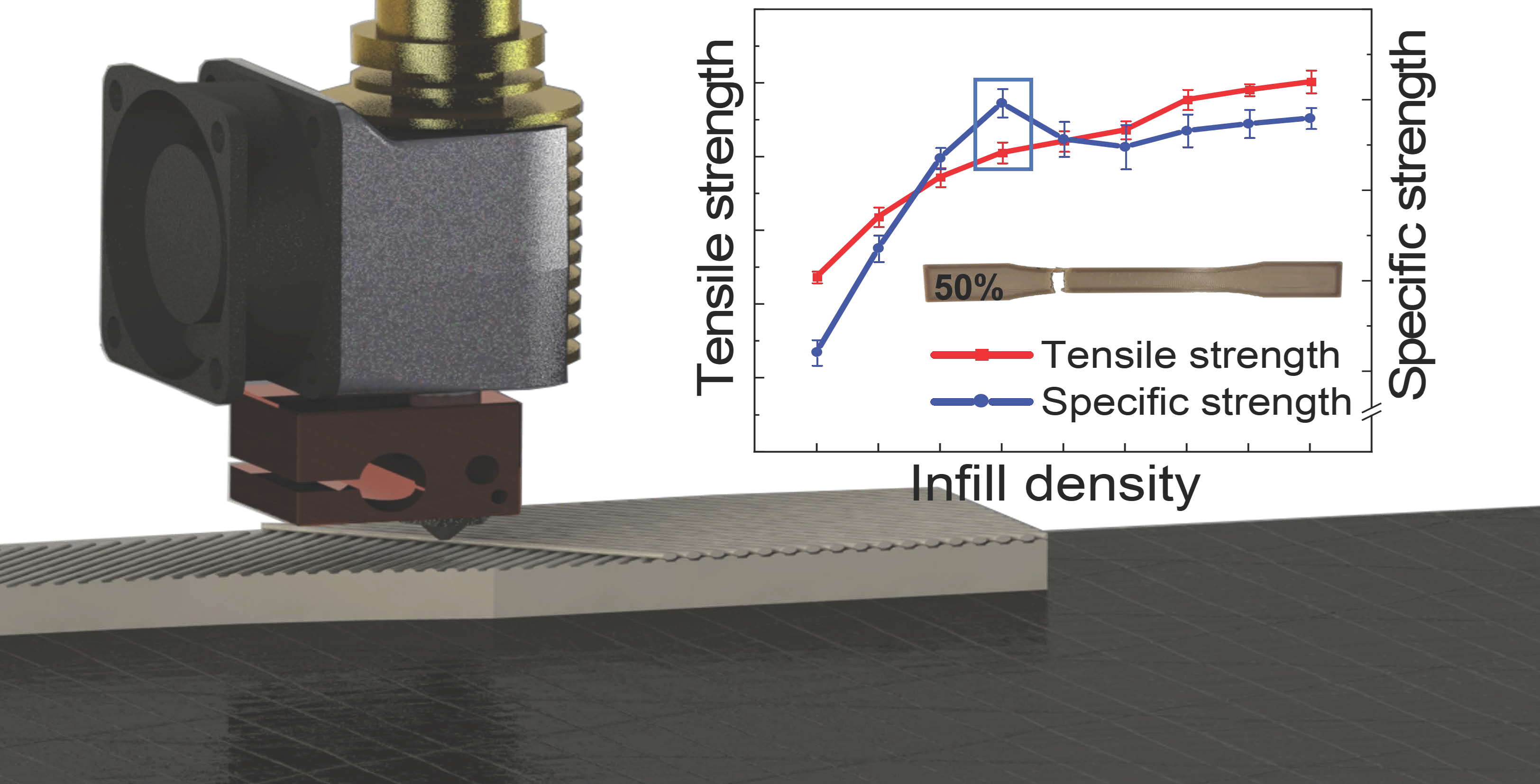
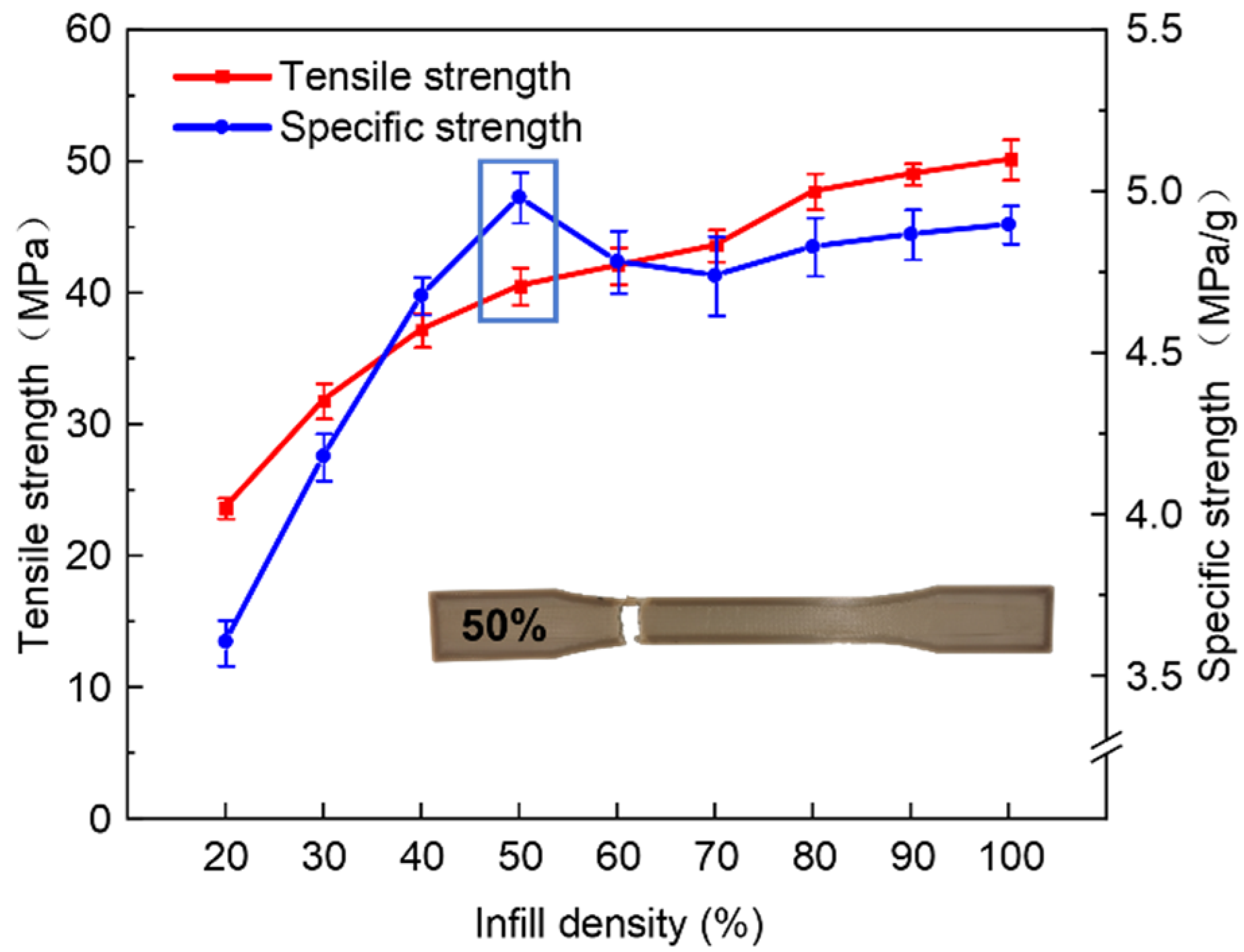
3.1.2. Infill Density Optimization
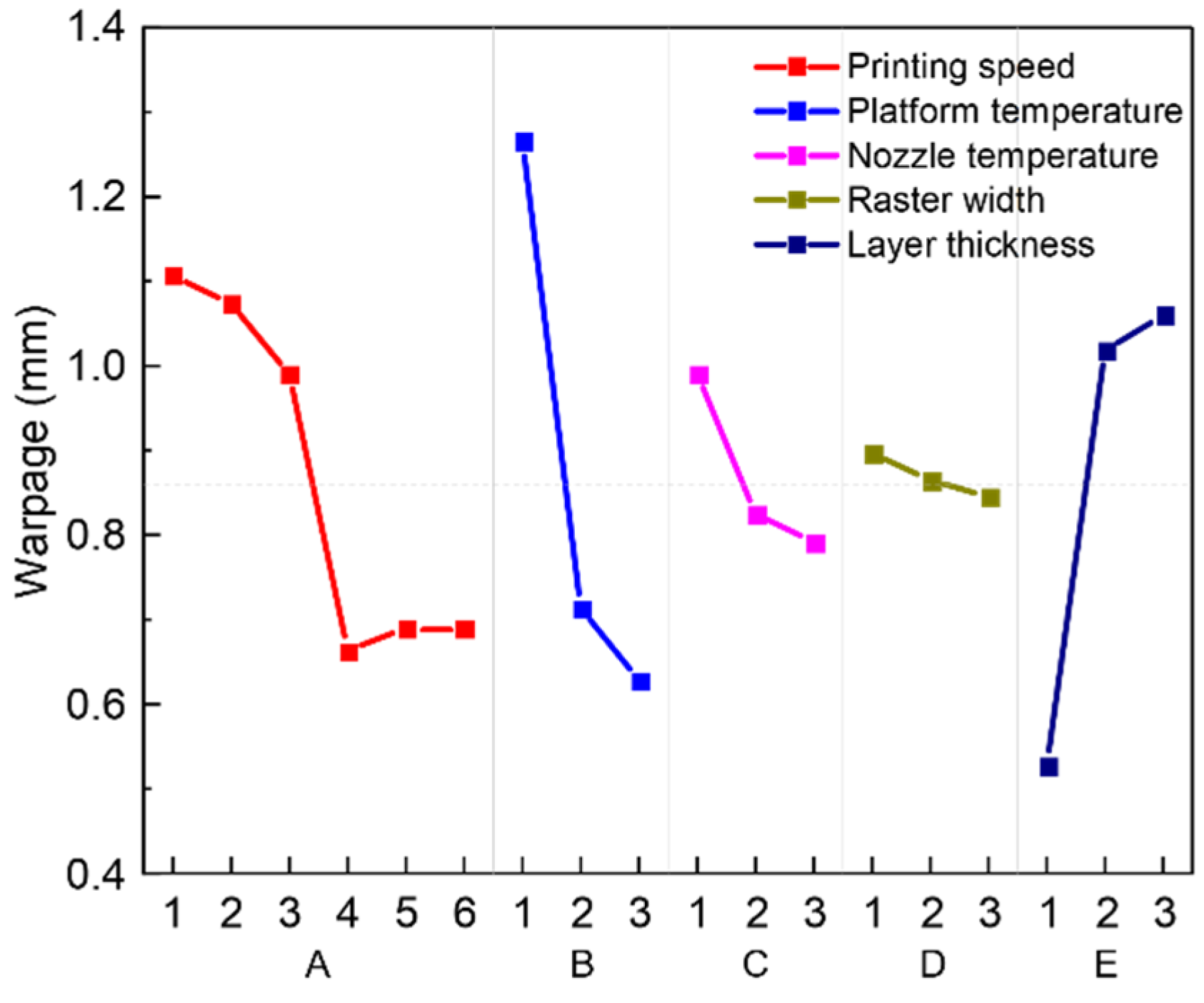
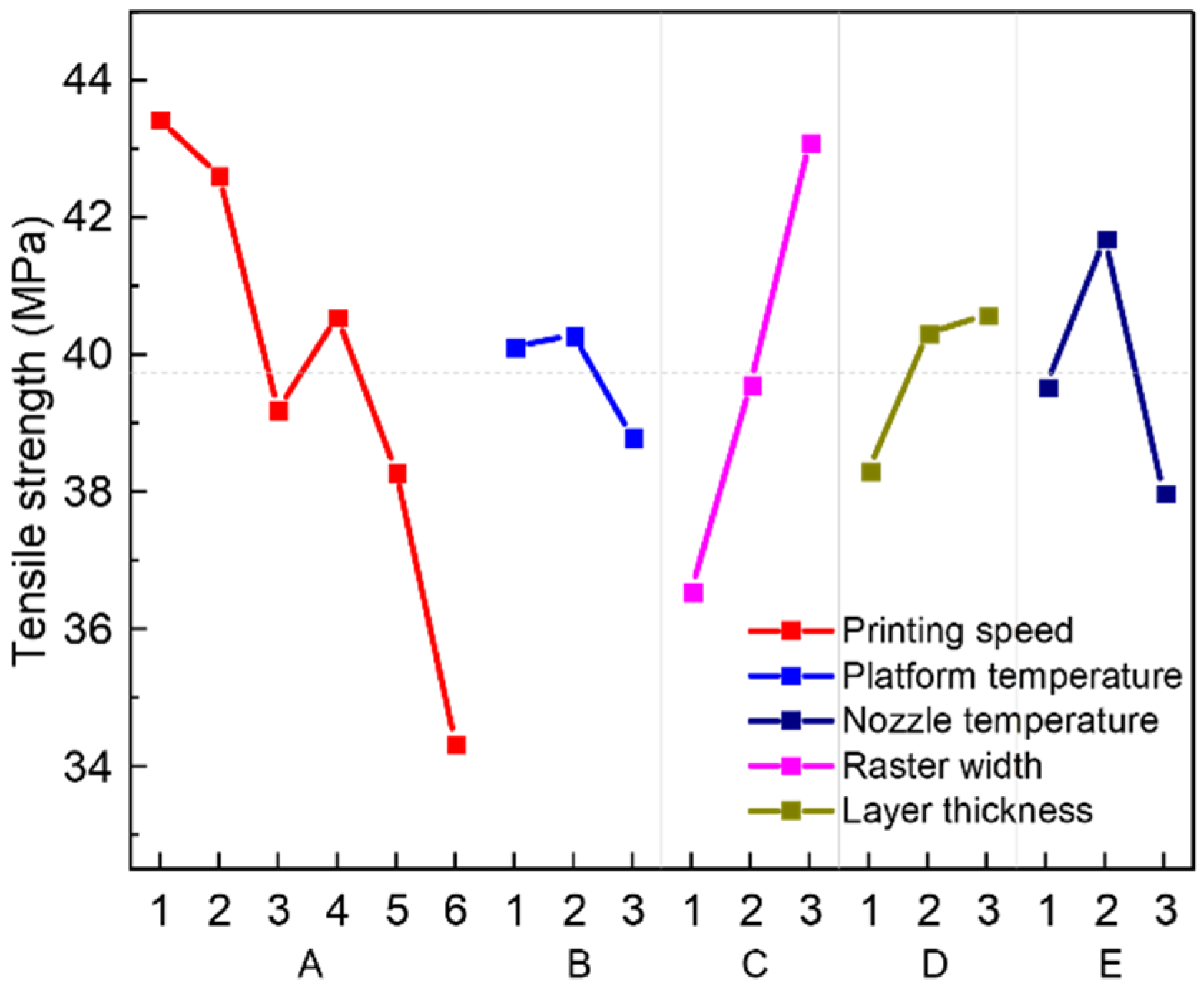
3.2. Orthogonal Experiment
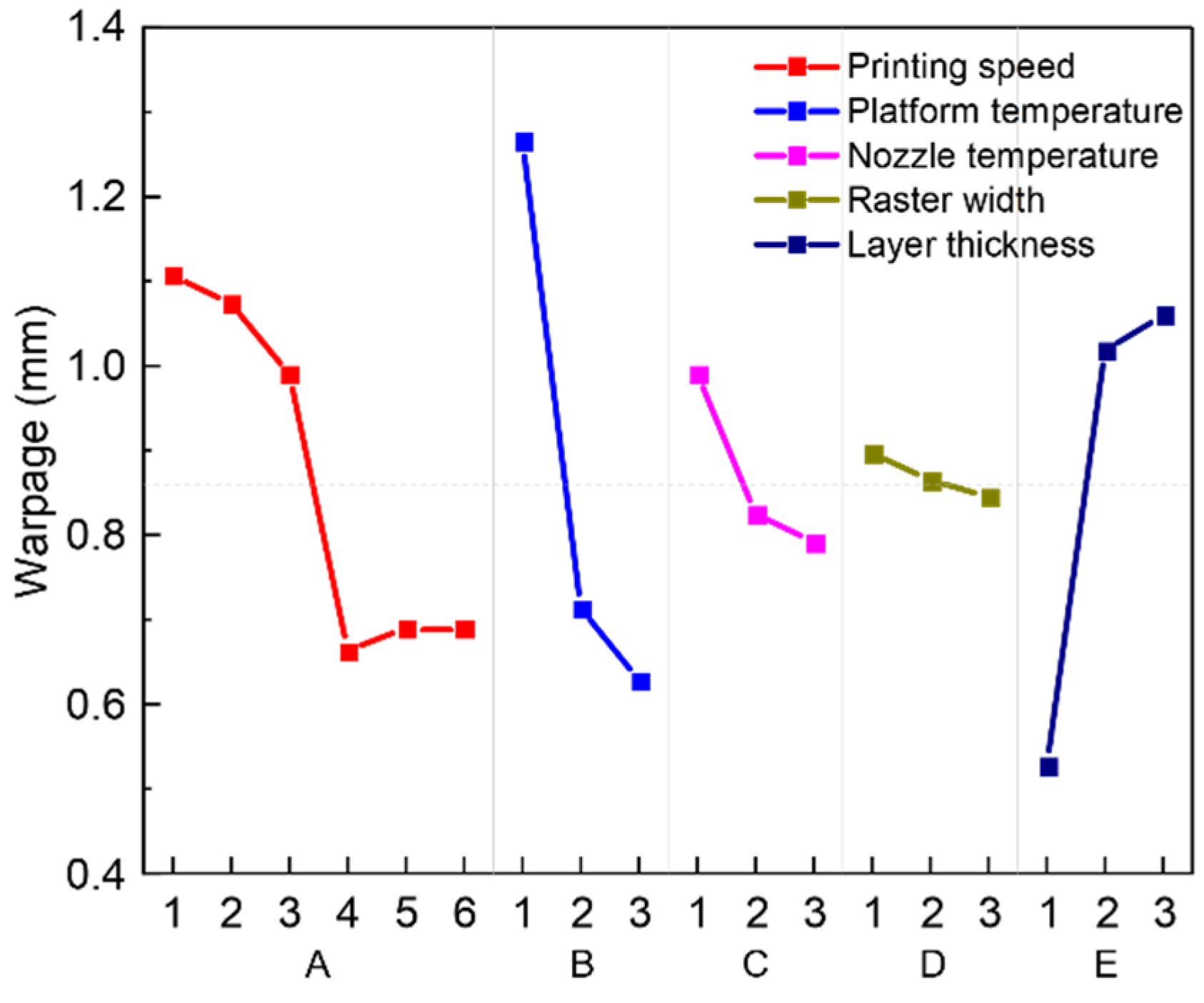
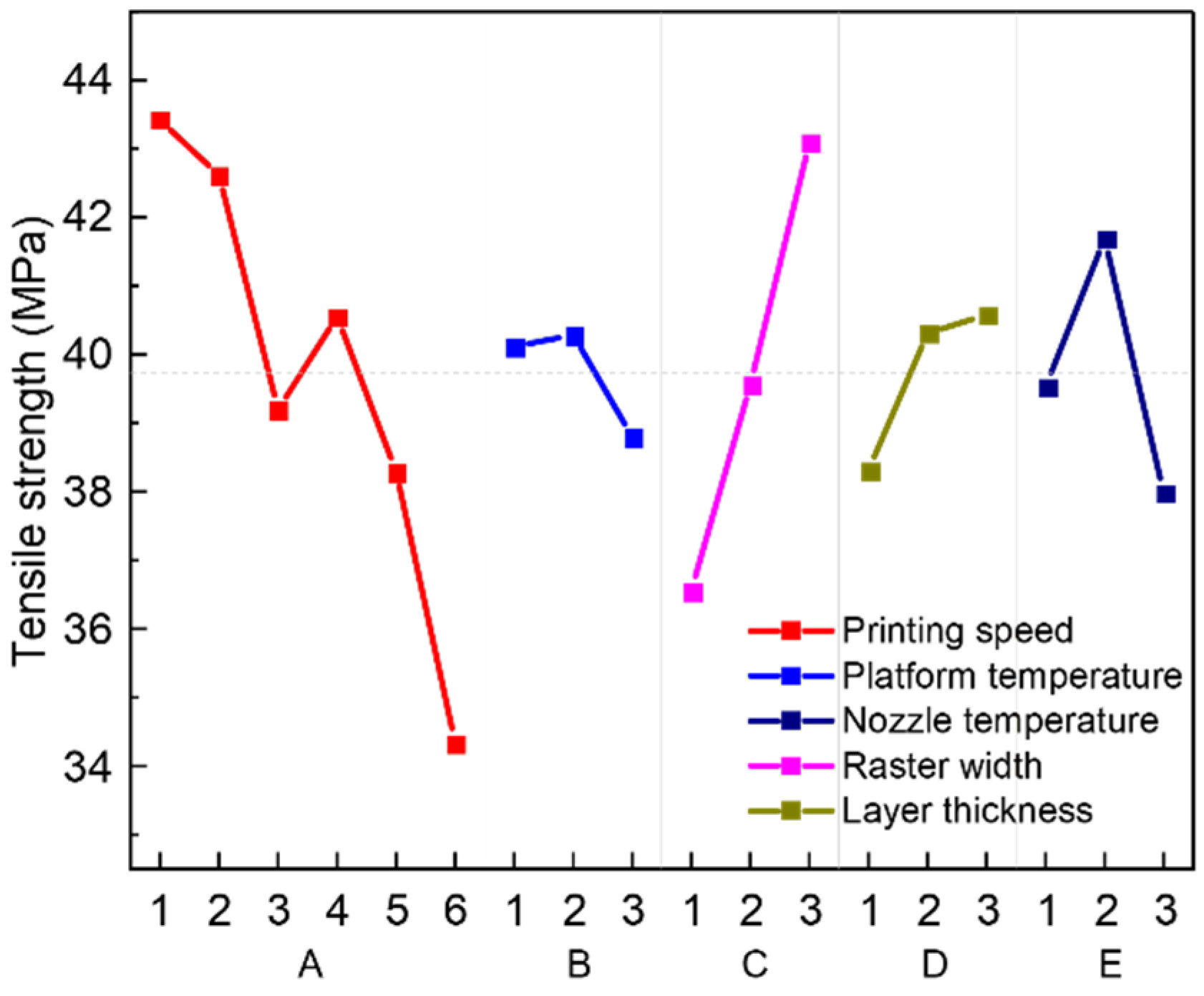
3.3. Discussion
3.3.1. Printing Speed
3.3.2. Platform Temperature
3.3.3. Nozzle Temperature
3.3.4. Raster Width
3.3.5. Layer Thickness
4. Conclusions
- (1)
- Samples with a raster angle of 0°/90° had the greatest tensile strength. Besides, the warpage deformation was stable and relatively small compared with samples printed with other raster angles. Further, 50% infill density could make the samples reach the highest specific strength, which is defined as the tensile strength per unit mass. The warpage deformation of the part was also reduced with the decrease of infill density.
- (2)
- Orthogonal experiment results showed that platform temperature is the most important parameter that affects warpage deformation. However, printing speed and nozzle temperature had more significant effects on tensile strength. The optimal parameter settings can be obtained. After the verification experiment of two different parameter groups, the warpage deformation of printed samples could be almost reduced to 0, while the largest tensile strength could reach 48.5 MPa.
- (3)
- Increasing nozzle temperature could not only decrease warpage deformation, but also increase tensile strength. However, increasing printing speed and platform temperature would lead to samples with smaller warpage deformation while the tensile strength would decrease. In addition, the influence of raster width and layer thickness on the two indexes was also not the same.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Herzberger, J.; Sirrine, J.M.; Williams, C.B.; Long, T.E. Polymer design for 3d printing elastomers: Recent advances in structure, properties, and printing. Prog. Polym. Sci. 2019, 97, 101144. [Google Scholar] [CrossRef]
- Rahim, T.N.A.T.; Abdullah, A.M.; Md Akil, H. Recent developments in fused deposition modeling-based 3d printing of polymers and their composites. Polym. Rev. 2019, 59, 589–624. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, Y.; Wu, B.; Cui, C.; Guo, Y.; Yan, C. A critical review of fused deposition modeling 3d printing technology in manufacturing polylactic acid parts. Int. J. Adv. Manuf. Technol. 2019, 102, 2877–2889. [Google Scholar] [CrossRef]
- Liu, S.; Zhao, P.; Wu, S.; Zhang, C.; Fu, J.; Chen, Z. A pellet 3d printer: Device design and process parameters optimization. Adv. Polym. Technol. 2019, 2019, 1–8. [Google Scholar] [CrossRef]
- Esmi, A.; Jahani, Y.; Yousefi, A.A.; Zandi, M. Pmma-cnt-hap nanocomposites optimized for 3d-printing applications. Mater. Res. Express 2019, 6, 085405. [Google Scholar] [CrossRef]
- Garcia-Gonzalez, D.; Rusinek, A.; Jankowiak, T.; Arias, A. Mechanical impact behavior of polyether–ether–ketone (peek). Compos. Struct. 2015, 124, 88–99. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.-C.; Chen, C.-H.; Chang, K.-C.; Liu, S.-M.; Ko, C.-L.; Shih, C.-J.; Sun, Y.-S.; Chen, W.-C. Evaluation of the grafting efficacy of active biomolecules of phosphatidylcholine and type i collagen on polyether ether ketone: In vitro and in vivo. Polymers 2021, 13, 2081. [Google Scholar] [CrossRef] [PubMed]
- Ding, L.; Lu, W.; Zhang, J.; Yang, C.; Wu, G. Preparation and performance evaluation of duotone 3d-printed polyetheretherketone as oral prosthetic materials: A proof-of-concept study. Polymers 2021, 13, 1949. [Google Scholar] [CrossRef] [PubMed]
- Zalaznik, M.; Kalin, M.; Novak, S. Influence of the processing temperature on the tribological and mechanical properties of poly-ether-ether-ketone (peek) polymer. Tribol. Int. 2016, 94, 92–97. [Google Scholar] [CrossRef]
- Rinaldi, M.; Cecchini, F.; Pigliaru, L.; Ghidini, T.; Lumaca, F.; Nanni, F. Additive manufacturing of polyether ether ketone (peek) for space applications: A nanosat polymeric structure. Polymers 2021, 13, 11. [Google Scholar] [CrossRef]
- Fitzharris, E.R.; Watanabe, N.; Rosen, D.W.; Shofner, M.L. Effects of material properties on warpage in fused deposition modeling parts. Int. J. Adv. Manuf. Technol. 2017, 95, 2059–2070. [Google Scholar] [CrossRef]
- Watanabe, N.; Shofner, M.; Treat, N.; Rosen, D. A model for residual stress and part warpage prediction in material extrusion with application to polypropylene. In Proceedings of the 2016 Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2016. [Google Scholar]
- Valentan, B.; Kadivnik, Ž.; Brajlih, T.; Anderson, A.; Drstvenšek, I. Processing poly (ether etherketone) an a 3d printer for thermoplastic modelling. Mater. Tehnol. 2013, 47, 715–721. [Google Scholar]
- Liu, Z.; Wang, G.; Huo, Y.; Zhao, W. Research on precise control of 3D print nozzle temperature in peek material. In AIP Conference Proceedings; AIP Publishing LLC: College Park, MD, USA, 2017; p. 040076. [Google Scholar]
- Deng, X.; Zeng, Z.; Peng, B.; Yan, S.; Ke, W. Mechanical properties optimization of poly-ether-ether-ketone via fused deposition modeling. Materials 2018, 11, 216. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, C.; Tian, X.; Li, D.; Cao, Y.; Zhao, F.; Shi, C. Influence of thermal processing conditions in 3d printing on the crystallinity and mechanical properties of peek material. J. Mater. Process. Technol. 2017, 248, 1–7. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Xiao, H.; Ding, S.; Huang, C. Effects of printing parameters of fused deposition modeling on mechanical properties, surface quality, and microstructure of peek. J. Mater. Process. Technol. 2019, 271, 62–74. [Google Scholar] [CrossRef]
- Li, Y.; Lou, Y. Tensile and bending strength improvements in peek parts using fused deposition modelling 3d printing considering multi-factor coupling. Polymers 2020, 12, 2497. [Google Scholar] [CrossRef]
- Ding, S.; Zou, B.; Wang, P.; Ding, H. Effects of nozzle temperature and building orientation on mechanical properties and microstructure of peek and pei printed by 3d-fdm. Polym. Test. 2019, 78, 105948. [Google Scholar] [CrossRef]
- Li, Q.; Zhao, W.; Li, Y.; Yang, W.; Wang, G. Flexural properties and fracture behavior of cf/peek in orthogonal building orientation by fdm: Microstructure and mechanism. Polymers 2019, 11, 656. [Google Scholar] [CrossRef] [Green Version]
- Zhao, F.; Li, D.; Jin, Z. Preliminary investigation of poly-ether-ether-ketone based on fused deposition modeling for medical applications. Materials 2018, 11, 288. [Google Scholar] [CrossRef] [Green Version]
- Rahman, K.M.; Letcher, T.; Reese, R. Mechanical Properties of Additively Manufactured Peek Components Using Fused Filament Fabrication, Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Houston, TX, USA, 13–19 November 2015; American Society of Mechanical Engineers: New York, NY, USA, 2015. [Google Scholar]
- Vaezi, M.; Yang, S. Extrusion-based additive manufacturing of peek for biomedical applications. Virtual Phys. Prototyp. 2015, 10, 123–135. [Google Scholar] [CrossRef]
- Cicala, G.; Latteri, A.; Del Curto, B.; Lo Russo, A.; Recca, G.; Fare, S. Engineering thermoplastics for additive manufacturing: A critical perspective with experimental evidence to support functional applications. J. Appl. Biomater. Funct. Mater. 2017, 15, 10–18. [Google Scholar] [CrossRef] [Green Version]
- Wang, P.; Zou, B.; Ding, S.; Li, L.; Huang, C. Effects of fdm-3d printing parameters on mechanical properties and microstructure of cf/peek and gf/peek. Chin. J. Aeronaut. 2020, 34. in press. [Google Scholar] [CrossRef]
- Wang, Y.; Muller, W.D.; Rumjahn, A.; Schmidt, F.; Schwitalla, A.D. Mechanical properties of fused filament fabricated peek for biomedical applications depending on additive manufacturing parameters. J. Mech. Behav. Biomed. Mater. 2020, 115, 104250. [Google Scholar] [CrossRef]
- Khakyasheva, E.V.; Shabaev, A.; Khashirova, S.Y.; Shetov, R.; Aloev, V. The effect of peek drying modes on thermal stability. In Key Engineering Materials; Trans Tech Publications: Zurich, Switzerland, 2019; pp. 67–71. [Google Scholar]
- Choi, Y.-H.; Kim, C.-M.; Jeong, H.-S.; Youn, J.-H. Influence of bed temperature on heat shrinkage shape error in fdm additive manufacturing of the abs-engineering plastic. World J. Eng. Technol. 2016, 4, 186–192. [Google Scholar] [CrossRef] [Green Version]
- Li, J.-Q.; Li, D.-Q.; Guo, Z.-Y.; Lv, H.-Y. Single gate optimization for plastic injection mold. J. Zhejiang Univ. SCIENCE A 2007, 8, 1077–1083. [Google Scholar] [CrossRef]
- Schmutzler, C.; Zimmermann, A.; Zaeh, M.F. Compensating warpage of 3d printed parts using free-form deformation. Procedia CIRP 2016, 41, 1017–1022. [Google Scholar] [CrossRef] [Green Version]
- Yu, N.; Sun, X.; Wang, Z.; Zhang, D.; Li, J. Effects of auxiliary heat on warpage and mechanical properties in carbon fiber/abs composite manufactured by fused deposition modeling. Mater. Des. 2020, 195, 108978. [Google Scholar] [CrossRef]
- Itaya, Y.; Mabuchi, S.; Hasatani, M. Deformation behavior of ceramic slabs by nonuniform drying. Dry. Technol. 1995, 13, 801–819. [Google Scholar] [CrossRef]
- Rinaldi, M.; Ghidini, T.; Cecchini, F.; Brandao, A.; Nanni, F. Additive layer manufacturing of poly (ether ether ketone) via fdm. Compos. Part B Eng. 2018, 145, 162–172. [Google Scholar] [CrossRef]
- Wang, X.; Zhou, J.; Yang, W.; Pang, J.; Zhang, W.; Chen, G.; Dong, X.; Zheng, Z.; Lin, W.; Feng, W.; et al. Warpage optimization and influence factors analysis of 3d printing personalized jjy tablets. Drug Dev. Ind. Pharm. 2020, 46, 388–394. [Google Scholar] [CrossRef]
- Singh, K. Experimental study to prevent the warping of 3d models in fused deposition modeling. Int. J. Plast. Technol. 2018, 22, 177–184. [Google Scholar] [CrossRef]
- Albetran, H.; Dong, Y.; Low, I.M. Characterization and optimization of electrospun tio2/pvp nanofibers using taguchi design of experiment method. J. Asian Ceram. Soc. 2015, 3, 292–300. [Google Scholar] [CrossRef] [Green Version]
- Zhu, J.; Chew, D.A.; Lv, S.; Wu, W. Optimization method for building envelope design to minimize carbon emissions of building operational energy consumption using orthogonal experimental design (oed). Habitat Int. 2013, 37, 148–154. [Google Scholar] [CrossRef]
- Jaisingh Sheoran, A.; Kumar, H. Fused deposition modeling process parameters optimization and effect on mechanical properties and part quality: Review and reflection on present research. Mater. Today Proc. 2020, 21, 1659–1672. [Google Scholar] [CrossRef]
- Ge, Z.; Gao, Z.; Sun, R.; Zheng, L. Mix design of concrete with recycled clay-brick-powder using the orthogonal design method. Constr. Build. Mater. 2012, 31, 289–293. [Google Scholar] [CrossRef]
- Cui, W.; Li, X.; Zhou, S.; Weng, J. Investigation on process parameters of electrospinning system through orthogonal experimental design. J. Appl. Polym. Sci. 2007, 103, 3105–3112. [Google Scholar] [CrossRef]
- Shan, W.; Wu, L.; Tao, N.; Chen, Y.; Guo, D. Optimization method for green sral2o4: Eu2+, dy3+ phosphors synthesized via co-precipitation route assisted by microwave irradiation using orthogonal experimental design. Ceram. Int. 2015, 41, 15034–15040. [Google Scholar] [CrossRef]
- Teh, S.-S.; Birch, E.J. Effect of ultrasonic treatment on the polyphenol content and antioxidant capacity of extract from defatted hemp, flax and canola seed cakes. Ultrason. Sonochem. 2014, 21, 346–353. [Google Scholar] [CrossRef]
- Peelaerts, W.; Bousset, L.; Van der Perren, A.; Moskalyuk, A.; Pulizzi, R.; Giugliano, M.; Van den Haute, C.; Melki, R.; Baekelandt, V. A-synuclein strains cause distinct synucleinopathies after local and systemic administration. Nature 2015, 522, 340–344. [Google Scholar] [CrossRef]
- Zanjanijam, A.R.; Major, I.; Lyons, J.G.; Lafont, U.; Devine, D.M. Fused filament fabrication of peek: A review of process-structure-property relationships. Polymers 2020, 12, 1665. [Google Scholar] [CrossRef] [PubMed]
- Geng, P.; Zhao, J.; Wu, W.; Ye, W.; Wang, Y.; Wang, S.; Zhang, S. Effects of extrusion speed and printing speed on the 3d printing stability of extruded peek filament. J. Manuf. Process. 2019, 37, 266–273. [Google Scholar] [CrossRef]
- Tseng, J.-W.; Liu, C.-Y.; Yen, Y.-K.; Belkner, J.; Bremicker, T.; Liu, B.H.; Sun, T.-J.; Wang, A.-B. Screw extrusion-based additive manufacturing of peek. Mater. Des. 2018, 140, 209–221. [Google Scholar] [CrossRef]
- Zeng, H.; Maeda, N.; Chen, N.; Tirrell, M.; Israelachvili, J. Adhesion and friction of polystyrene surfaces around t g. Macromolecules 2006, 39, 2350–2363. [Google Scholar] [CrossRef]
- Forrest, J.; Dalnoki-Veress, K.; Dutcher, J. Interface and chain confinement effects on the glass transition temperature of thin polymer films. Phys. Rev. E 1997, 56, 5705. [Google Scholar] [CrossRef] [Green Version]
- Wang, P.; Zou, B.; Ding, S. Modeling of surface roughness based on heat transfer considering diffusion among deposition filaments for fdm 3d printing heat-resistant resin. Appl. Therm. Eng. 2019, 161, 114064. [Google Scholar] [CrossRef]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Sapkota, J.; Schuschnigg, S.; Holzer, C. Effect of the printing bed temperature on the adhesion of parts produced by fused filament fabrication. Plast. Rubber Compos. 2017, 47, 17–24. [Google Scholar] [CrossRef]
- Zhao, P.; Yang, W.; Wang, X.; Li, J.; Yan, B.; Fu, J. A novel method for predicting degrees of crystallinity in injection molding during packing stage. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 233, 204–214. [Google Scholar] [CrossRef]
- Hu, B.; Duan, X.; Xing, Z.; Xu, Z.; Du, C.; Zhou, H.; Chen, R.; Shan, B. Improved design of fused deposition modeling equipment for 3d printing of high-performance peek parts. Mech. Mater. 2019, 137, 103139. [Google Scholar] [CrossRef]
- Han, J.; Tong, J.; Tian, X.; Xia, L.; Ma, D. Thermal simulation and warping deformation experimental study of peek in material extrusion. Macromol. Theory Simul. 2020, 30, 2000055. [Google Scholar] [CrossRef]
- Zhang, J.; Zhao, P.; Zhao, Y.; Huang, J.; Xia, N.; Fu, J. On-line measurement of cavity pressure during injection molding via ultrasonic investigation of tie bar. Sens. Actuators A Phys. 2019, 285, 118–126. [Google Scholar] [CrossRef]
- Panda, B.N.; Shankhwar, K.; Garg, A.; Jian, Z. Performance evaluation of warping characteristic of fused deposition modelling process. Int. J. Adv. Manuf. Technol. 2016, 88, 1799–1811. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value |
|---|---|
| Glass-transition temperature | 143 °C |
| Melting temperature | 343 °C |
| Tensile strength | 70–80 MPa |
| Breaking elongation | 6% |
| Bending strength | 120 MPa |
| Bending modulus | 2.6 GPa |
| Density | 1.28 g/cm3 |
| Parameters | Description | |
|---|---|---|
| Structure | Raster angle | The angle between the deposited material and the boundary. |
| Infill density | Material percentage filling the component volume. | |
| Layer thickness | The thickness of the layer deposited. | |
| Raster width | The width of the deposited material. | |
| Temperature | Nozzle temperature | The temperature of the extruder. |
| Platform temperature | The temperature of the hot plate. | |
| Chamber temperature | The temperature of the 3D printer chamber. | |
| Speed | Printing speed | The velocity of the material deposition. |
| Extrusion speed | The velocity of the filament extrusion. | |
| Level | Parameter | ||||
|---|---|---|---|---|---|
| Printing Speed (mm/s) | Platform Temperature (°C) | Nozzle Temperature (°C) | Raster Width (mm) | Layer Thickness (mm) | |
| A | B | C | D | E | |
| 1 | 25 | 120 | 400 | 0.4 | 0.1 |
| 2 | 30 | 140 | 420 | 0.5 | 0.15 |
| 3 | 35 | 160 | 440 | 0.6 | 0.2 |
| 4 | 40 | ||||
| 5 | 45 | ||||
| 6 | 50 | ||||
| Experiment No. | A | B | C | D | E | Blank | Warpage Deformation (mm) | Tensile Strength (MPa) |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1.56 ± 0.10 | 38.23 ± 0.57 |
| 2 | 1 | 2 | 2 | 2 | 2 | 2 | 0.81 ± 0.04 | 45.20 ± 1.03 |
| 3 | 1 | 3 | 3 | 3 | 3 | 3 | 0.95 0.15 | 46.82 0.98 |
| 4 | 2 | 1 | 1 | 2 | 2 | 3 | 1.73 0.27 | 44.23 1.89 |
| 5 | 2 | 2 | 2 | 3 | 3 | 1 | 1.29 0.20 | 41.31 1.87 |
| 6 | 2 | 3 | 3 | 1 | 1 | 2 | 0.20 0.05 | 42.28 1.68 |
| 7 | 3 | 1 | 2 | 1 | 3 | 2 | 1.48 0.11 | 36.94 0.88 |
| 8 | 3 | 2 | 3 | 2 | 1 | 3 | 0.57 0.14 | 44.06 0.76 |
| 9 | 3 | 3 | 1 | 3 | 2 | 1 | 0.92 0.19 | 36.61 2.43 |
| 10 | 4 | 1 | 3 | 3 | 2 | 2 | 1.19 0.14 | 46.49 1.44 |
| 11 | 4 | 2 | 1 | 1 | 3 | 3 | 0.68 0.14 | 34.83 1.99 |
| 12 | 4 | 3 | 2 | 2 | 1 | 1 | 0.12 0.04 | 40.34 1.71 |
| 13 | 5 | 1 | 2 | 3 | 1 | 3 | 0.51 0.05 | 39.20 1.59 |
| 14 | 5 | 2 | 3 | 1 | 2 | 1 | 0.72 0.14 | 43.25 1.91 |
| 15 | 5 | 3 | 1 | 2 | 3 | 2 | 0.84 0.09 | 32.40 1.06 |
| 16 | 6 | 1 | 3 | 2 | 3 | 1 | 1.12 0.16 | 35.64 0.74 |
| 17 | 6 | 2 | 1 | 3 | 1 | 2 | 0.21 0.04 | 33.05 1.32 |
| 18 | 6 | 3 | 2 | 1 | 2 | 3 | 0.74 0.15 | 34.34 2.22 |
| Factor | A | B | C | D | E |
|---|---|---|---|---|---|
| (mm) | 1.1067 | 1.2650 | 0.9900 | 0.8967 | 0.5283 |
| (mm) | 1.0733 | 0.7133 | 0.8250 | 0.8650 | 1.0183 |
| (mm) | 0.9900 | 0.6283 | 0.7917 | 0.8450 | 1.0600 |
| (mm) | 0.6633 | ||||
| (mm) | 0.6900 | ||||
| (mm) | 0.6900 | ||||
| (mm) | 0.4433 | 0.6367 | 0.1983 | 0.0517 | 0.5317 |
| Rank | 3 | 1 | 4 | 5 | 2 |
| Source | DF | SS | MS | F | P |
|---|---|---|---|---|---|
| A | 5 | 0.65778 | 0.131556 | 1.31 | 0.407 |
| B | 2 | 1.43381 | 0.716906 | 7.16 | 0.048 |
| C | 2 | 0.13534 | 0.067672 | 0.68 | 0.559 |
| D | 2 | 0.00814 | 0.004072 | 0.04 | 0.961 |
| E | 2 | 1.04901 | 0.524506 | 5.24 | 0.076 |
| Error | 4 | 0.40049 | 0.100122 | ||
| Total | 17 | 3.68458 |
| Factor | A | B | C | D | E |
|---|---|---|---|---|---|
| (MPa) | 43.42 | 40.12 | 36.56 | 38.31 | 39.53 |
| (MPa) | 42.61 | 40.28 | 39.56 | 40.31 | 41.69 |
| (MPa) | 39.2 | 38.8 | 43.09 | 40.58 | 37.99 |
| (MPa) | 40.55 | ||||
| (MPa) | 38.29 | ||||
| (MPa) | 34.34 | ||||
| (MPa) | 9.07 | 1.48 | 6.53 | 2.27 | 3.70 |
| Rank | 1 | 5 | 2 | 4 | 3 |
| Source | DF | SS | MS | F | P |
|---|---|---|---|---|---|
| A | 5 | 161.793 | 32.359 | 7.62 | 0.036 |
| B | 2 | 7.965 | 3.983 | 0.94 | 0.463 |
| C | 2 | 128.278 | 64.139 | 15.11 | 0.014 |
| D | 2 | 18.435 | 9.217 | 2.17 | 0.230 |
| E | 2 | 41.385 | 20.692 | 4.87 | 0.085 |
| Error | 4 | 16.983 | 4.246 | ||
| Total | 17 | 374.837 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, R.; Xie, J.; Yang, J.; Zhuo, C.; Fu, J.; Zhao, P. Research on the Fused Deposition Modeling of Polyether Ether Ketone. Polymers 2021, 13, 2344. https://doi.org/10.3390/polym13142344
Gao R, Xie J, Yang J, Zhuo C, Fu J, Zhao P. Research on the Fused Deposition Modeling of Polyether Ether Ketone. Polymers. 2021; 13(14):2344. https://doi.org/10.3390/polym13142344
Chicago/Turabian StyleGao, Ruoxiang, Jun Xie, Jinghui Yang, Chaojie Zhuo, Jianzhong Fu, and Peng Zhao. 2021. "Research on the Fused Deposition Modeling of Polyether Ether Ketone" Polymers 13, no. 14: 2344. https://doi.org/10.3390/polym13142344
APA StyleGao, R., Xie, J., Yang, J., Zhuo, C., Fu, J., & Zhao, P. (2021). Research on the Fused Deposition Modeling of Polyether Ether Ketone. Polymers, 13(14), 2344. https://doi.org/10.3390/polym13142344