
Functional Polymer Composite with Core-Shell Ceramic Filler: II. Rheology, Thermal, Mechanical, and Dielectric Properties


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Used
2.1.1. Epoxy Matrix
2.1.2. Standard Filler
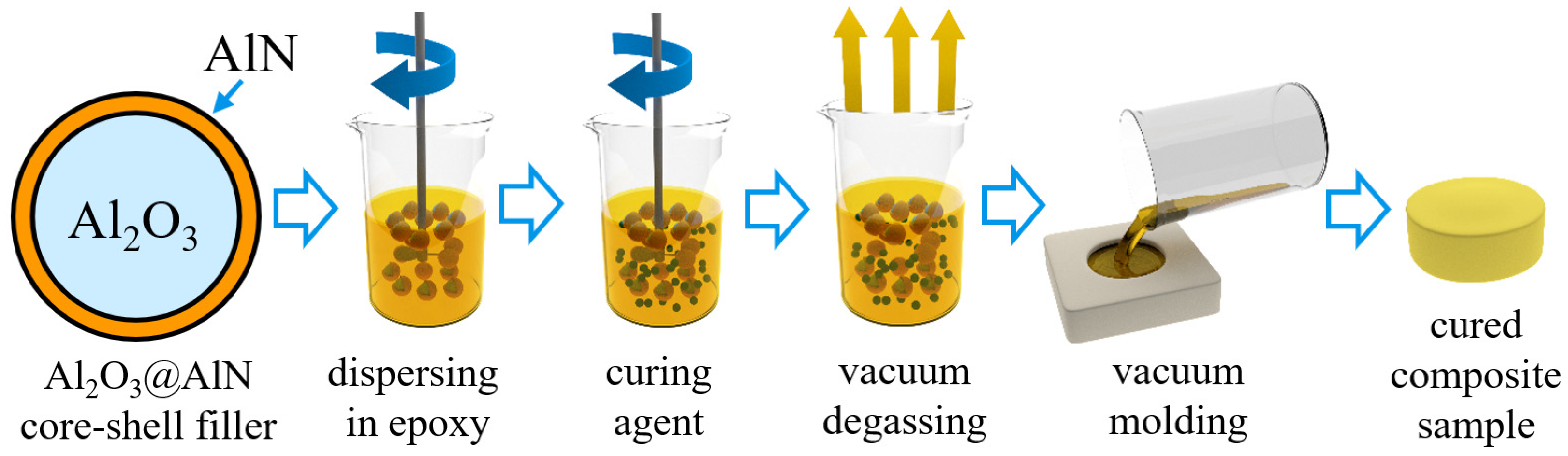
2.1.3. Core-Shell Filler
2.2. Filled Epoxy Samples’ Preparation
2.3. Rheological Measurement
2.4. Mechanical Measurements
2.5. Dynamic Mechanical Analysis Tests
2.6. Thermomechanical Measurements
2.7. Dielectric and Electrical Measurements
3. Results and Discussion
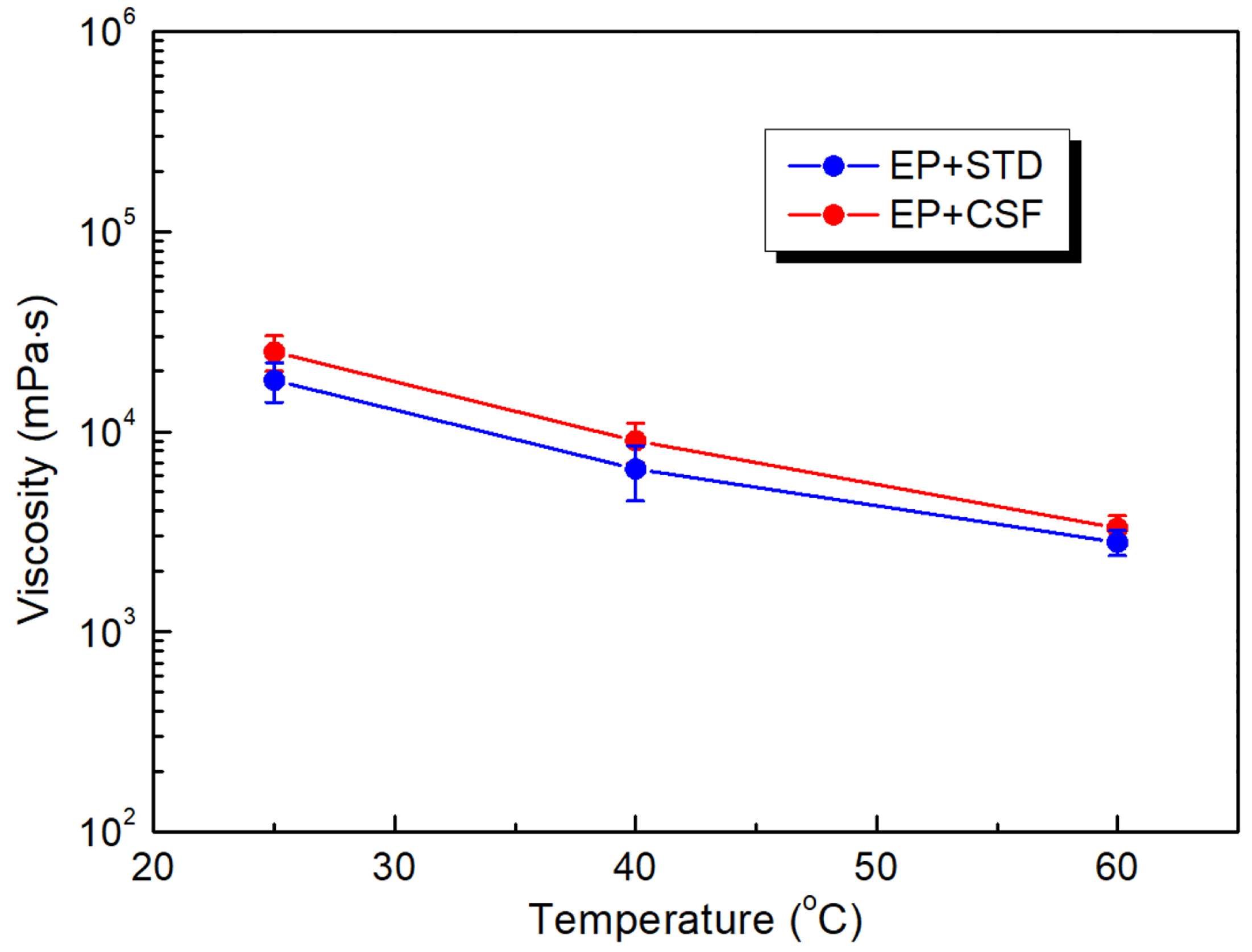
3.1. Rheological Parameters
3.2. Mechanical Properties
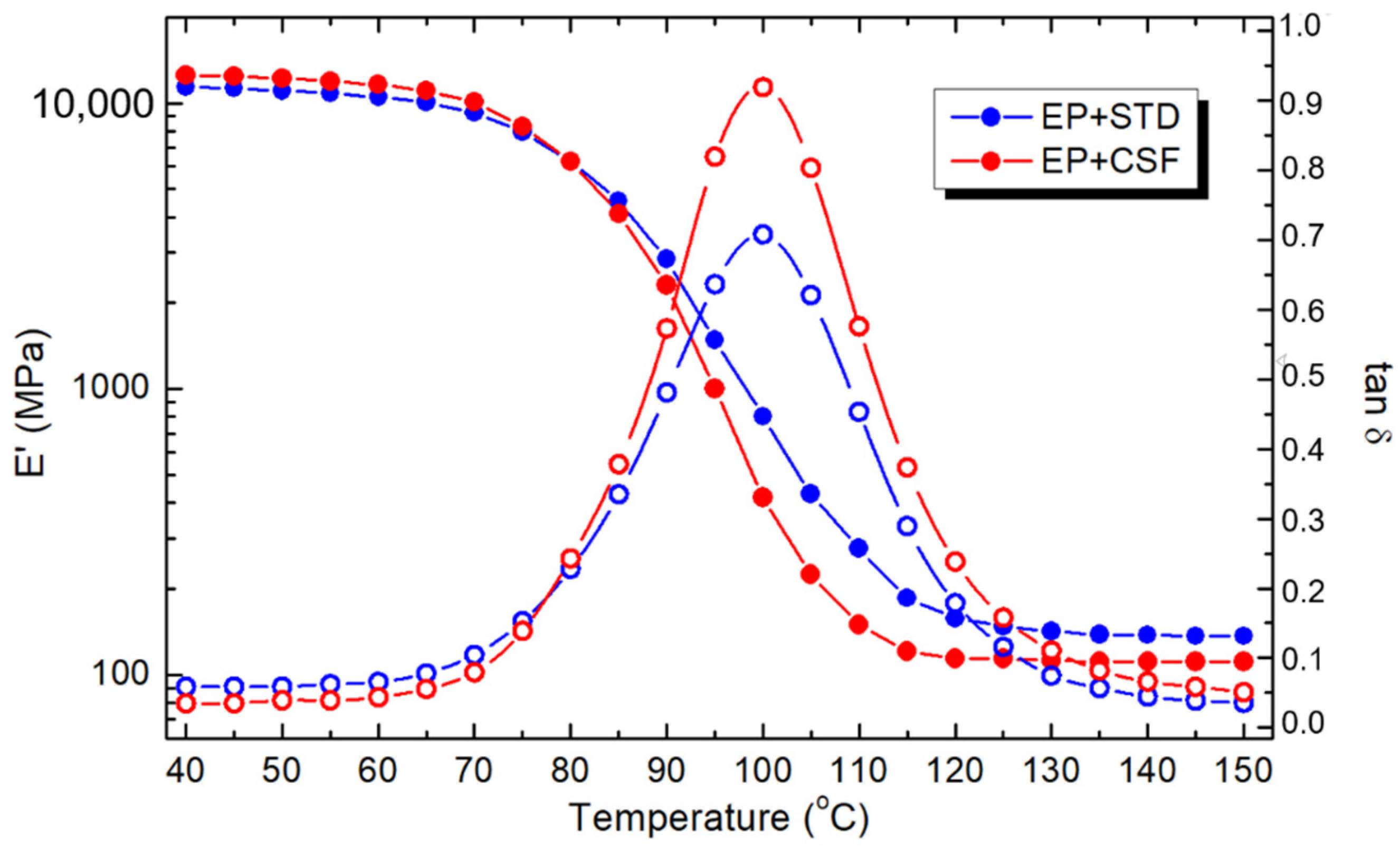
3.3. Dynamic Mechanical Analysis Results
3.4. Thermomechanical Behavior
3.5. Dielectric and Electrical Properties
4. Conclusions
- The rheological behavior of the core-shell filled systems shows that application of the core-shell filler will not hinder the processability of the epoxy system during fabrication of the electrical devices.
- The mechanical properties, namely, the tensile strength and the fracture toughness of the composite based on Al2O3@AlN core-shell filler, are better than that of the reference composite.
- The dynamic mechanical analysis results indicate that the modified filler has a negligible influence on the glass transition of the core-shell filled composite.
- The lower coefficient of linear thermal expansion measured for epoxy filled with core-shell filler can lead to the hinderance of delamination at the interface of the copper conductor and the epoxy electrical insulation.
- One of the most interesting results is the observed enhancement of the dielectric strength value from 38 kV/mm for the standard system to 44 kV/mm (almost 16% increase) for the core-shell filled epoxy.
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Andraschek, N.; Wanner, A.J.; Ebner, C.; Riess, G. Mica/Epoxy-Composites in the Electrical Industry: Applications, Composites for Insulation, and Investigations on Failure Mechanisms for Prospective Optimizations. Polymers 2016, 8, 201. [Google Scholar] [CrossRef]
- Pleşa, I.; Noţingher, P.V.; Schlögl, S.; Sumereder, C.; Muhr, M. Properties of Polymer Composites Used in High-Voltage Applications. Polymers 2016, 8, 173. [Google Scholar] [CrossRef]
- Li, C.; Yin, X.; Liu, Y.; Guo, R.; Xian, G. Long-term service evaluation of a pultruded carbon/glass hybrid rod exposed to elevated temperature, hydraulic pressure and fatigue load coupling. Int. J. Fatigue 2020, 134, 105480. [Google Scholar] [CrossRef]
- Tian, J.; Li, C.; Xian, G. Reciprocating friction and wear performances of nanometer sized-TiO2 filled epoxy composites. Polym. Composite. 2021, 42, 2061–2072. [Google Scholar] [CrossRef]
- Li, C.; Yin, X.; Wang, Y.; Zhang, L.; Zhang, Z.; Liu, Y.; Xian, G. Mechanical property evolution and service life prediction of pultruded carbon/glass hybrid rod exposed in harsh oil-well condition. Compos. Struct. 2020, 246, 112418. [Google Scholar] [CrossRef]
- Li, C.; Xian, G.; Li, H. Influence of immersion in water under hydraulic pressure on the interfacial shear strength of a unidirectional carbon/glass hybrid rod. Polym. Test. 2018, 72, 164–171. [Google Scholar] [CrossRef]
- Rybak, A.; Nieroda, J. Aluminosilicate-epoxy resin composite as novel material for electrical insulation with enhanced mechanical properties and improved thermal conductivity. Polym. Composite. 2019, 40, 3182–3188. [Google Scholar] [CrossRef]
- Rybak, A.; Jarosinski, L.; Gaska, K.; Kapusta, C. Graphene nanoplatelet-silica hybrid epoxy composites as electrical insulation with enhanced thermal conductivity. Polym. Composite. 2018, 39, E1682–E1691. [Google Scholar] [CrossRef]
- Rybak, A.; Gaska, K.; Kapusta, C.; Toche, F.; Salles, V. Epoxy composites with ceramic core-shell fillers for thermal management in electrical devices. Polym. Adv. Technol. 2017, 28, 1676–1682. [Google Scholar] [CrossRef]
- Jarosinski, L.; Rybak, A.; Gaska, K.; Kmita, G.; Porebska, R.; Kapusta, C. Enhanced thermal conductivity of graphene nanoplatelets epoxy composites. Mater. Sci. Poland 2017, 35, 382–389. [Google Scholar] [CrossRef] [Green Version]
- Goc, K.; Gaska, K.; Klimczyk, K.; Wujek, A.; Prendota, W.; Jarosinski, L.; Rybak, A.; Kmita, G.; Kapusta, C. Influence of magnetic field-aided filler orientation on structure and transport properties of ferrite filled composites. J. Magn. Magn. Mater. 2016, 419, 345–353. [Google Scholar] [CrossRef]
- Gaska, K.; Rybak, A.; Kapusta, C.; Sekula, R.; Siwek, A. Enhanced thermal conductivity of epoxy—Matrix composites with hybrid fillers. Polym. Adv. Technol. 2014, 26, 26–31. [Google Scholar] [CrossRef]
- Rybak, A.; Gaska, K. Functional composites with core-shell fillers: I. Particle synthesis and thermal conductivity measurements. J. Mater. Sci. 2015, 50, 7779–7789. [Google Scholar] [CrossRef]
- Gaska, K.; Kmita, G.; Rybak, A.; Sekula, R.; Goc, K.; Kapusta, C. Magnetic-aligned, magnetite-filled epoxy composites with enhanced thermal conductivity. J. Mater. Sci. 2015, 50, 2510–2516. [Google Scholar] [CrossRef]
- Rybak, A. Processing influence on thermal conductivity of polymer nanocomposites. In Processing of Polymer Nanocomposites; Kenig, S., Ed.; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2019; pp. 463–487. [Google Scholar] [CrossRef]
- Sroka, J.; Rybak, A.; Sekula, R.; Filipczak, P.; Kozanecki, M.; Sitarz, M. Two-step procedure of fly ash modification as an alternative method for creation of functional composite. J. Polym. Environ. 2017, 25, 1342–1347. [Google Scholar] [CrossRef]
- Sroka, J.; Rybak, A.; Sekula, R.; Sitarz, M. An investigation into the influence of filler silanization conditions on mechanical and thermal parameters of epoxy resin-fly ash composites. J. Polym. Environ. 2016, 24, 298–308. [Google Scholar] [CrossRef]
- Mao, D.; Chen, J.; Ren, L.; Zhang, K.; Yuen, M.M.F.; Zeng, X.; Sun, R.; Xu, J.; Wong, C.-P. Spherical core-shell Al@Al2O3 filled epoxy resin composites as high-performance thermal interface materials. Compos. Part. A-Appl. S. 2019, 123, 260–269. [Google Scholar] [CrossRef]
- Shen, D.; Wang, M.; Wu, Y.; Liu, Z.; Cao, Y.; Wang, T.; Wu, X.; Shi, Q.; Chee, K.W.A.; Dai, W.; et al. Enhanced thermal conductivity of epoxy composites with core-shell SiC@SiO2 nanowires. High Volt. 2017, 2, 154–160. [Google Scholar] [CrossRef]
- Wang, Z.; Cheng, Y.; Yang, M.; Huang, J.; Cao, D.; Chen, S.; Xie, Q.; Lou, W.; Wu, H. Dielectric properties and thermal conductivity of epoxy composites using core/shell structured Si/SiO2/Polydopamine. Compos. Part. B-Eng. 2018, 140, 83–90. [Google Scholar] [CrossRef]
- Zhou, W.; Kou, Y.; Yuan, M.; Li, B.; Cai, H.; Li, Z.; Chen, F. Polymer composites filled with core@double-shell structured fillers: Effects of multiple shells on dielectric and thermal properties. Compos. Sci. Technol. 2019, 181, 107686. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, L.; Zhou, J.; Jia, B.; Jiang, Y.; Wang, J.; Wang, M.; Cheng, Y.; Wu, K. Dielectric properties and thermal conductivity of epoxy resin composite modified by Zn/ZnO/Al2O3 core-shell particles. Polym. Bull. 2019, 76, 3957–3970. [Google Scholar] [CrossRef]
- Instrument Transformers and Sensors—Apparatus ABB. Available online: https://new.abb.com/medium-voltage/apparatus/instrument-transformers-and-sensors-id (accessed on 26 May 2021).
- ISO 527-2:2:2012: Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics; International Organization for Standardization: Geneva, Switzerland, 2012.
- ISO 13586:2018: Plastics—Determination of Fracture Toughness (GIC and KIC)—Linear Elastic Fracture Mechanics (LEFM) Approach; International Organization for Standardization: Geneva, Switzerland, 2018.
- IEC 62631-2-1:2018 Dielectric and Resistive Properties of Solid Insulating Materials—Part 2-1: Relative Permittivity and Dissipation Factor—Technical Frequencies (0,1 Hz-10 MHz)-AC Methods; International Electrotechnical Commission: Geneva, Switzerland, 2018.
- IEC 60243-1:2013: Electric Strength of Insulating Materials—Test Methods—Part 1: Tests at Power Frequencies; International Electrotechnical Commission: Geneva, Switzerland, 2013.
- Tilbrook, M.T.; Moon, R.J.; Hoffman, M. On the mechanical properties of alumina–epoxy composites with an interpenetrating network structure. Mat. Sci. Eng. A Struct. 2005, 393, 170–178. [Google Scholar] [CrossRef]
- Zhao, S.; Schadler, L.S.; Hillborg, H.; Auletta, T. Improvements and mechanisms of fracture and fatigue properties of well-dispersed alumina/epoxy nanocomposites. Compos. Sci. Technol. 2008, 68, 2976–2982. [Google Scholar] [CrossRef]
- Fernández-Francos, X.; Rybak, A.; Sekula, R.; Ramis, X.; Ferrando, F.; Okrasa, L.; Serra, A. Modification of epoxy–anhydride thermosets with a hyperbranched poly(ester amide). II. Thermal, dynamic mechanical, and dielectric properties and thermal reworkability. J. Appl. Polym. Sci. 2013, 128, 4001–4013. [Google Scholar] [CrossRef]
- Vaisakh, S.S.; Hassanzadeh, M.; Metz, R.; Ramakrishnan, S.; Chappelle, D.; Sudha, J.D.; Ananthakumar, S. Effect of nano/micro-mixed ceramic fillers on the dielectric and thermal properties of epoxy polymer composites. Polym. Adv. Technol. 2014, 25, 240–248. [Google Scholar] [CrossRef]
- Park, J.J. Electrical insulation breakdown strength in epoxy/spherical alumina composites for HV insulation. Trans. Electr. Electron. Mater. 2013, 14, 105–109. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Parameter 1 | Araldite CY 228-1 | Aradur HY 918 | Flexibilizer DY 045 | Accelerator DY 062 |
|---|---|---|---|---|
| Content (pbw) | 100 | 85 | 20 | 1.5 |
| Viscosity (mPa·s) | 4300 | 65 | 122 | 10 |
| Density (g/cm3) | 1.15 | 1.21 | 1.12 | 0.9 |
| Flash point (°C) | 160 | 159 | 235 | 59 |
| Vapor pressure (Pa) | 2·10−2 | 1 | <10 | 300 |
| Parameter | Value |
|---|---|
| Density (g/cm3) | 3.9 |
| d50 (μm) 1 | 6.5 |
| Chemical analysis (%) | Al2O3 ≈ 99.87; Fe2O3 ≤ 0.01; Na2O ≤ 0.10; SiO2 ≤ 0.01 |
| Coefficient of linear thermal expansion (10−6 K−1) | 8 |
| Thermal conductivity (W/m·K) | 36 |
| Dielectric permittivity, εr | 8.6 |
| Electrical resistivity (Ω·cm) | >1014 |
| Sample Name | Filler Type | Filler Content (vol.%) |
|---|---|---|
| EP+STD | Al2O3 | 31 |
| EP+CSF | Al2O3@AlN | 31 |
| Parameter | EP+STD | EP+CSF |
|---|---|---|
| Tensile strength (MPa) | 52.87 ± 2.76 | 57.15 ± 3.59 |
| E from tensile test (MPa) | 10231 ± 137 | 11431 ± 219 |
| Fracture toughness KIc (MPa·m1/2) | 2.44 ± 0.21 | 2.68 ± 0.17 |
| E′ at 40 °C (MPa) | 11361 ± 205 | 12520 ± 173 |
| E′r (tan δ peak, T + 50 °C; MPa) | 135 ± 8 | 110 ± 6 |
| Tan δ peak T (°C) | 99.6 ± 0.4 | 99.1 ± 0.5 |
| Tan δ peak height | 0.704 ± 0.005 | 0.924 ± 0.006 |
| Tan δ FWHM (°C) | 27.8 ± 0.2 | 25.7 ± 0.6 |
| E″ peak T (°C) | 84.1 ± 0.4 | 82.3 ± 0.9 |
| E″ peak (MPa) | 1495 ± 73 | 1873 ± 18 |
| Coefficient of Linear Thermal Expansion | EP+STD | EP+CSF |
|---|---|---|
| < Tg (10−6 K−1) 1 | 56 ± 4 | 49 ± 3 |
| > Tg (10−6 K−1) 2 | 108 ± 6 | 106 ± 4 |
| Parameter 1 | EP+STD | EP+CSF |
|---|---|---|
| Dielectric permittivity, εr | 4.3 ± 0.2 | 4.1 ± 0.3 |
| Dielectric dissipation factor, tan δ (× 10−3) | 4.6 ± 0.2 | 4.4 ± 0.1 |
| Breakdown strength (kV/mm) | 38 ± 3 | 44 ± 2 |
| Electrical resistivity (Ω·cm) | >1014 | >1014 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rybak, A. Functional Polymer Composite with Core-Shell Ceramic Filler: II. Rheology, Thermal, Mechanical, and Dielectric Properties. Polymers 2021, 13, 2161. https://doi.org/10.3390/polym13132161
Rybak A. Functional Polymer Composite with Core-Shell Ceramic Filler: II. Rheology, Thermal, Mechanical, and Dielectric Properties. Polymers. 2021; 13(13):2161. https://doi.org/10.3390/polym13132161
Chicago/Turabian StyleRybak, Andrzej. 2021. "Functional Polymer Composite with Core-Shell Ceramic Filler: II. Rheology, Thermal, Mechanical, and Dielectric Properties" Polymers 13, no. 13: 2161. https://doi.org/10.3390/polym13132161
APA StyleRybak, A. (2021). Functional Polymer Composite with Core-Shell Ceramic Filler: II. Rheology, Thermal, Mechanical, and Dielectric Properties. Polymers, 13(13), 2161. https://doi.org/10.3390/polym13132161