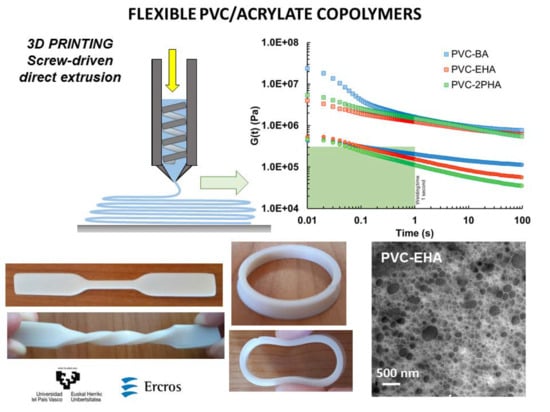
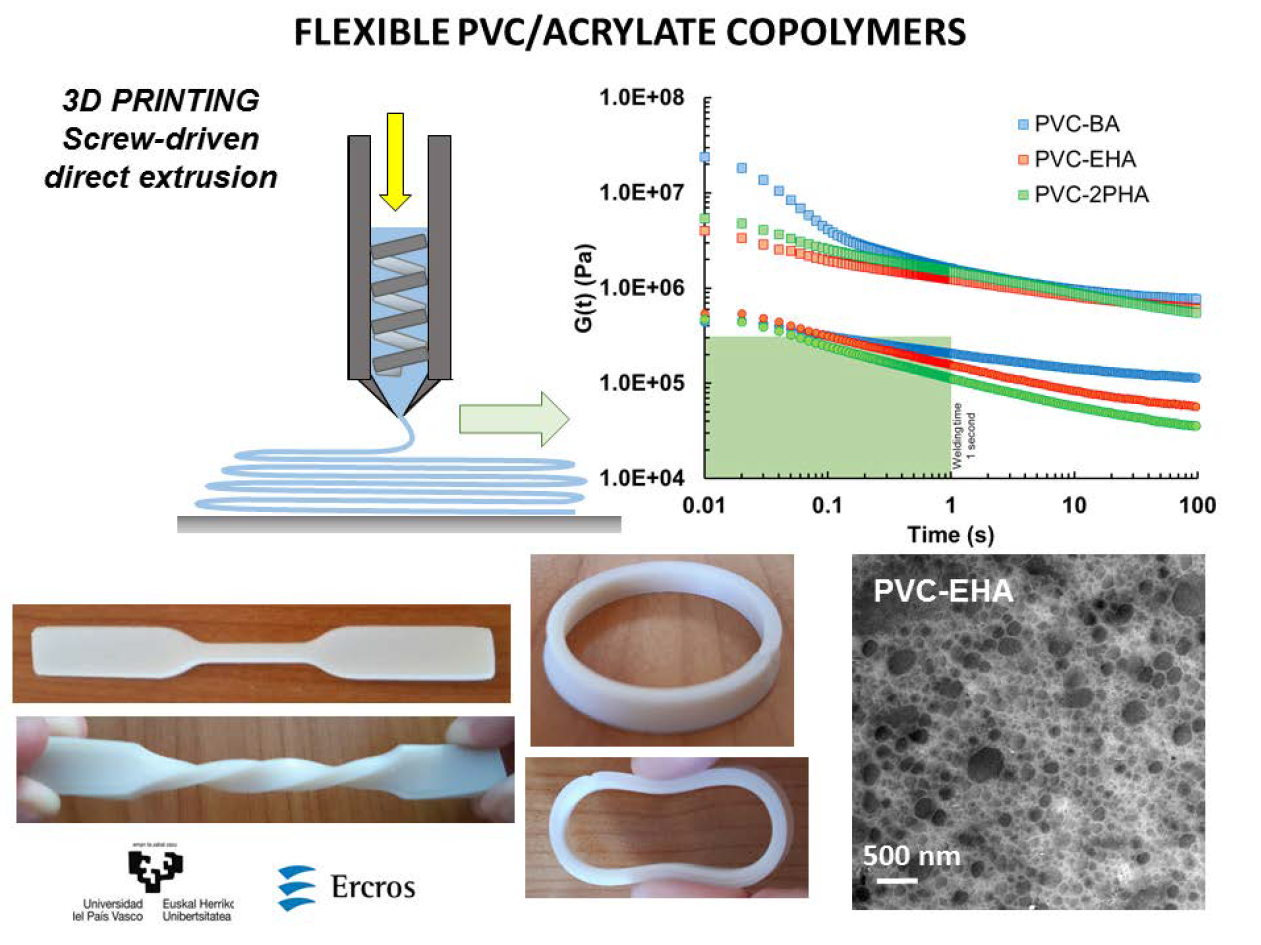
How Is Rheology Involved in 3D Printing of Phase-Separated PVC-Acrylate Copolymers Obtained by Free Radical Polymerization

 , ,
, ,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Polymerization Procedure
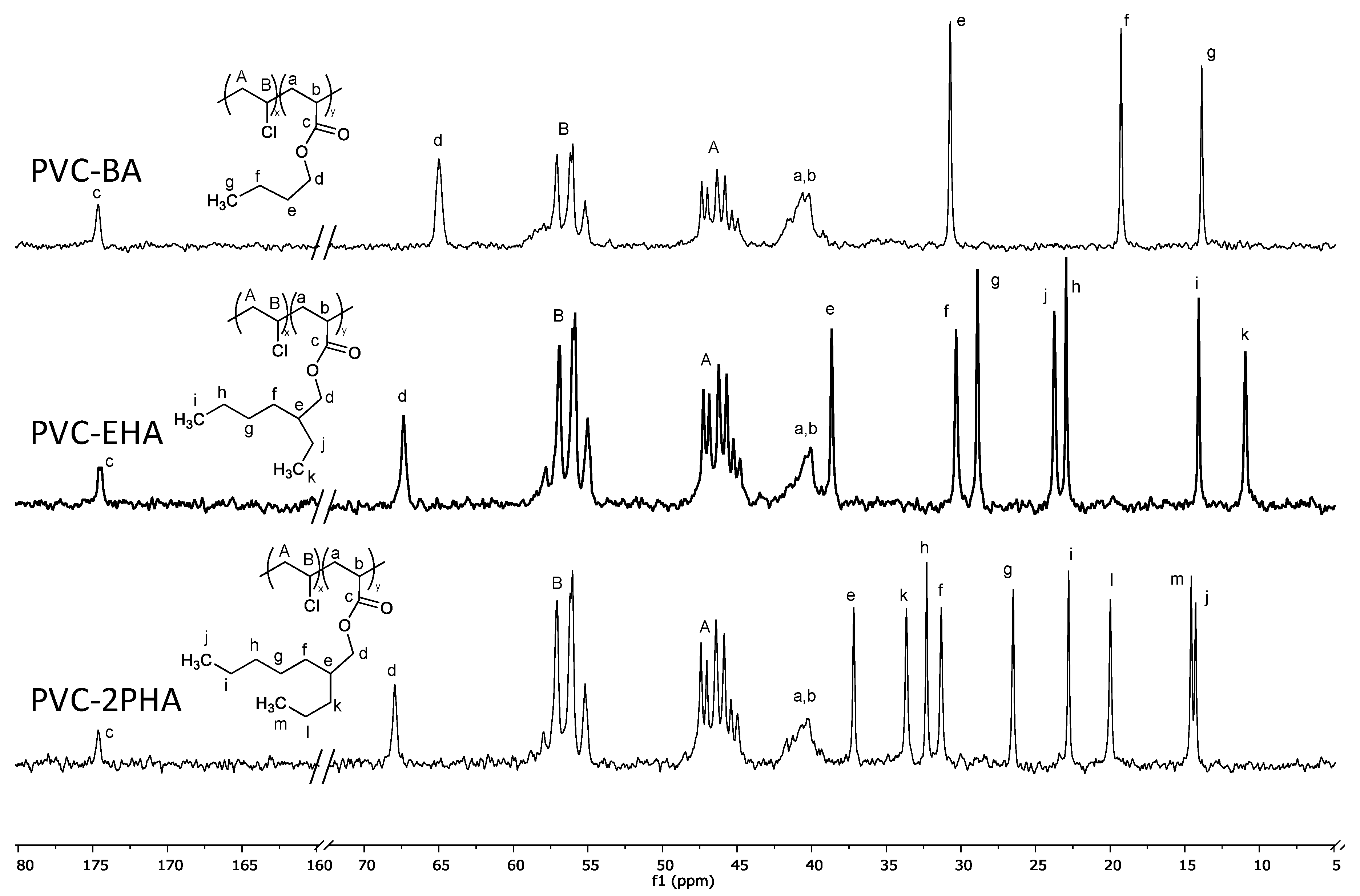
2.3. Nuclear Magnetic Resonance (NMR)
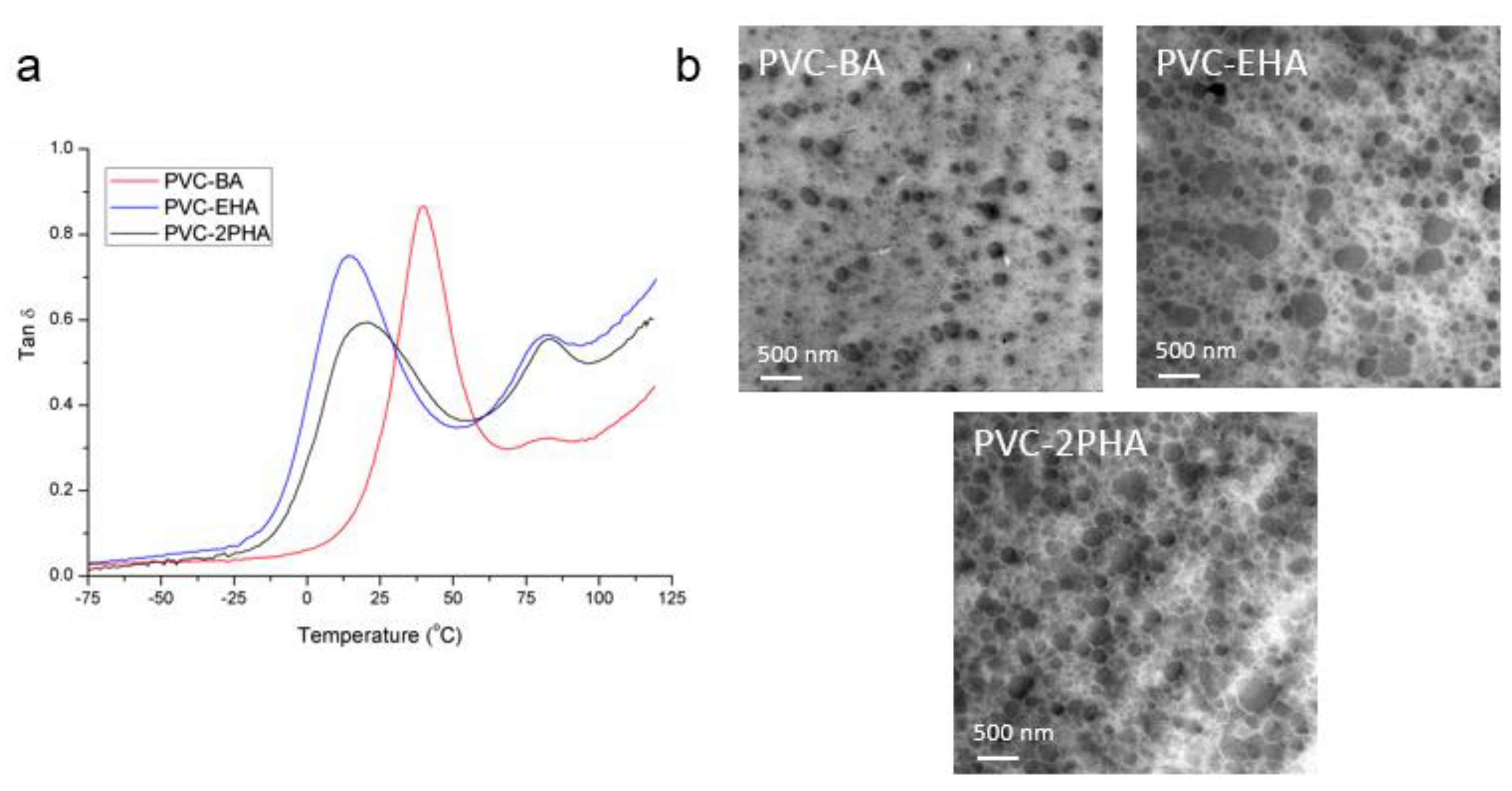
2.4. Microscopy
2.5. Size Exclusion Chromatography (SEC)
2.6. Mechanical-Thermal Analysis
2.7. Rheological Measurements
2.8. Printing Conditions
2.9. Mechanical Properties of Printed Specimens
3. Results and Discussion
3.1. Characterization
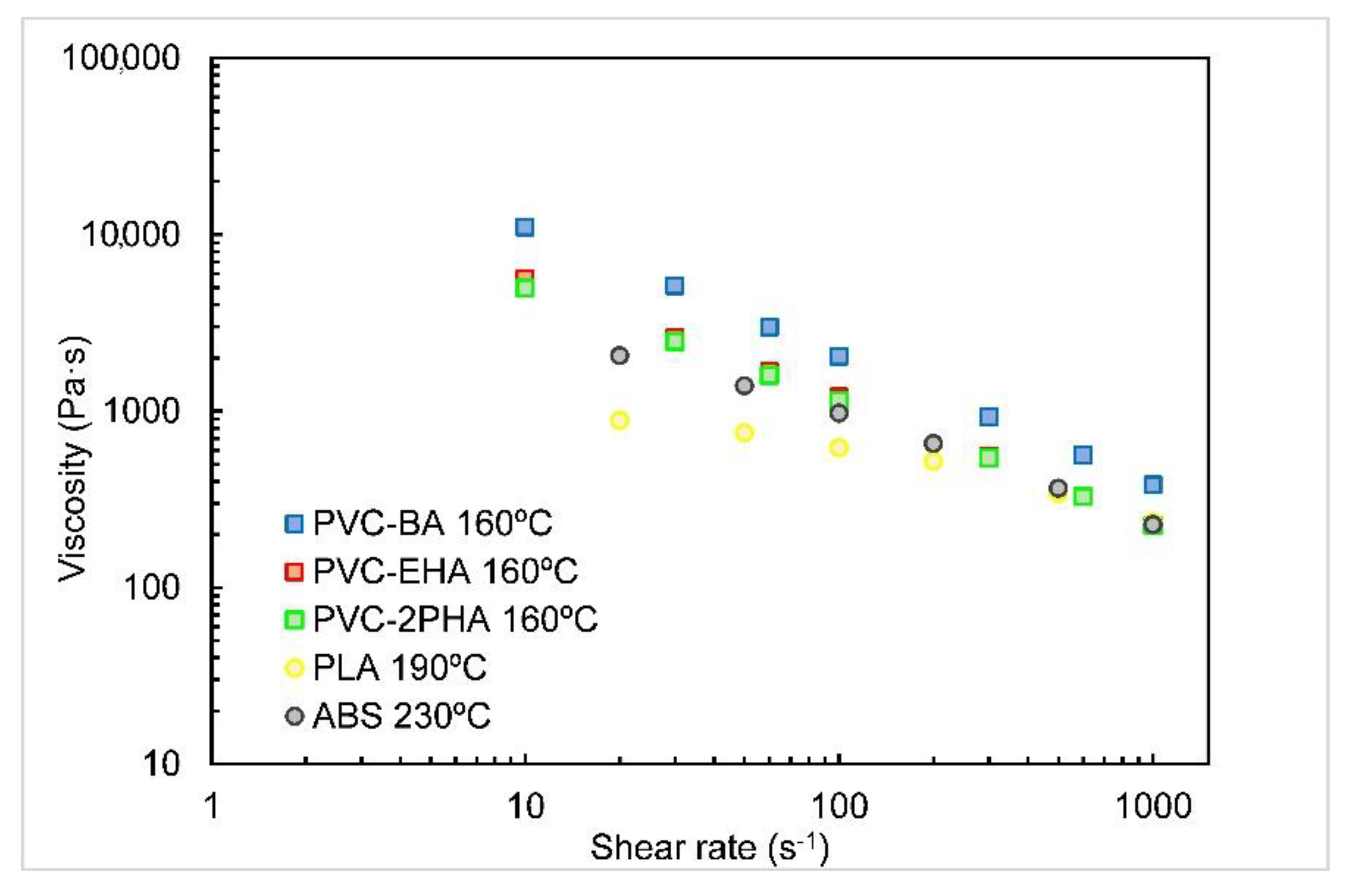
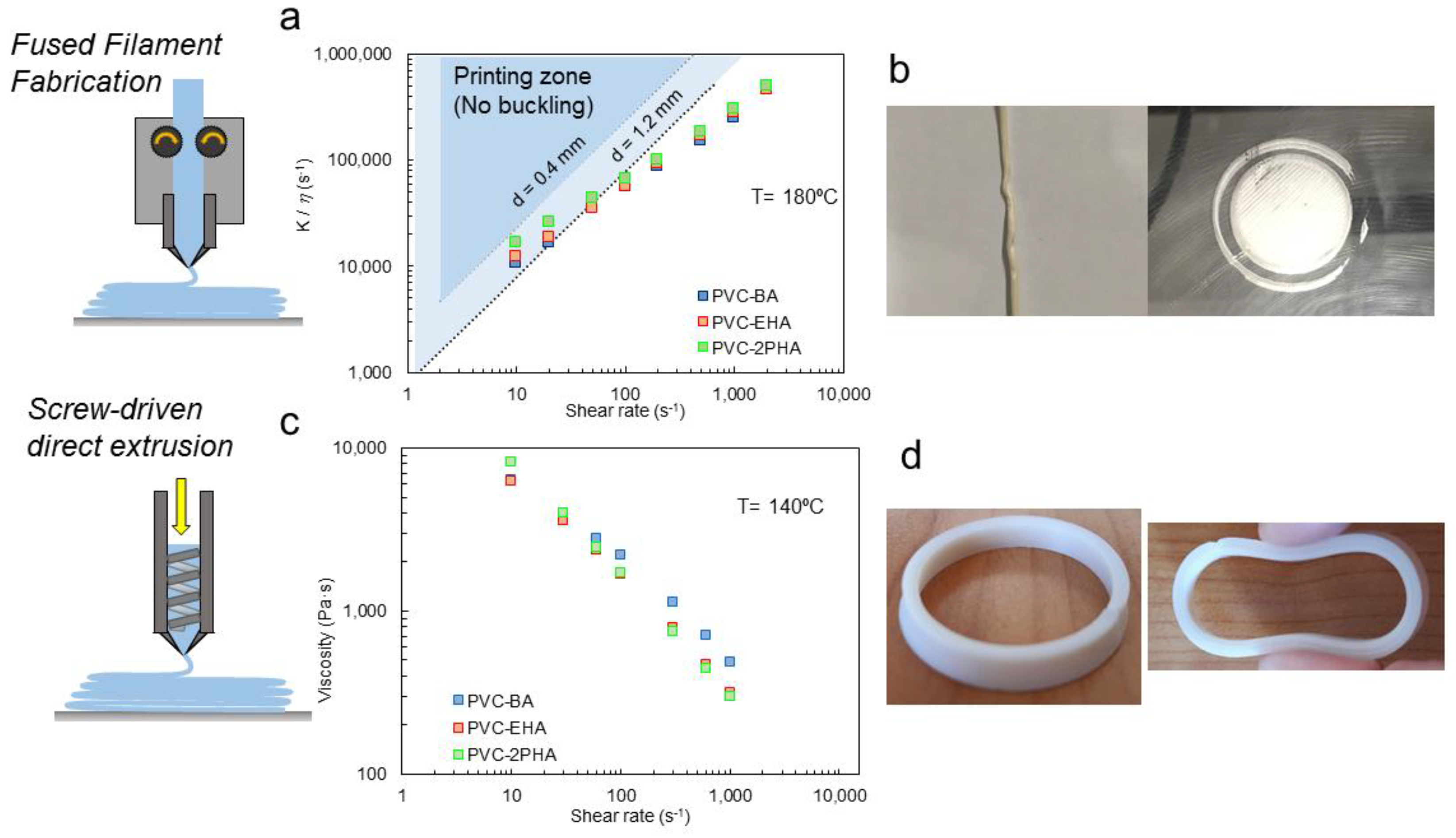
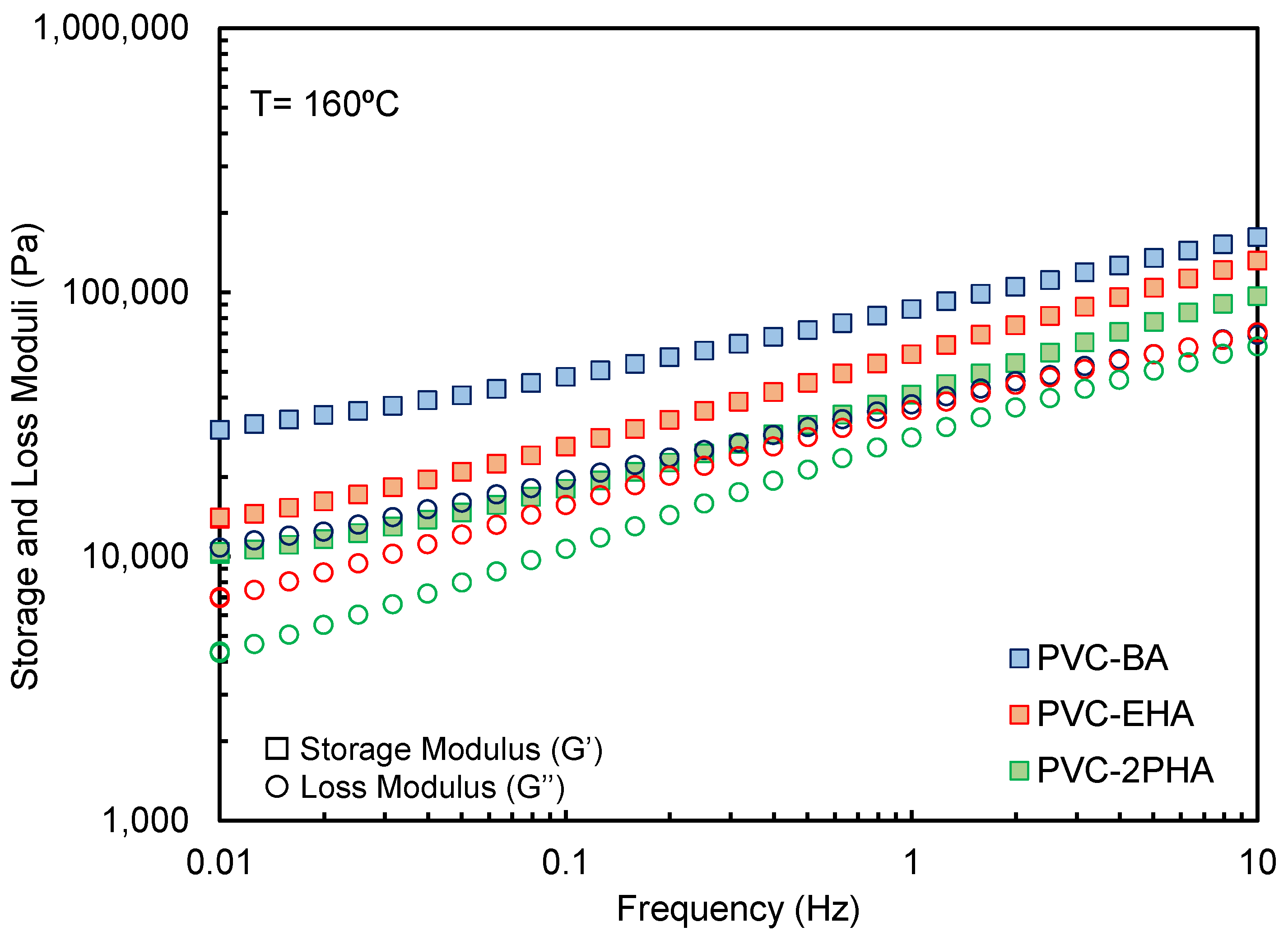
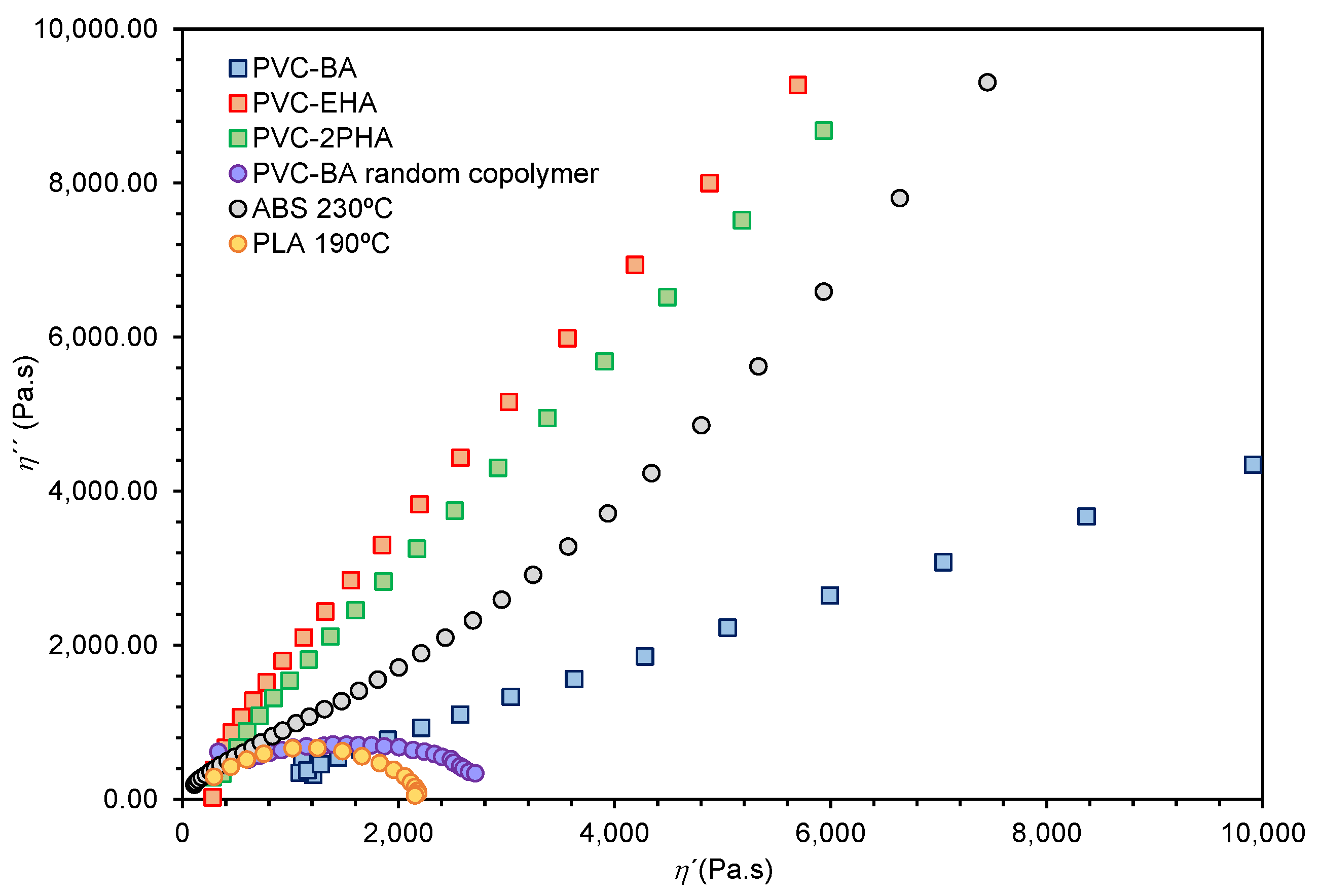
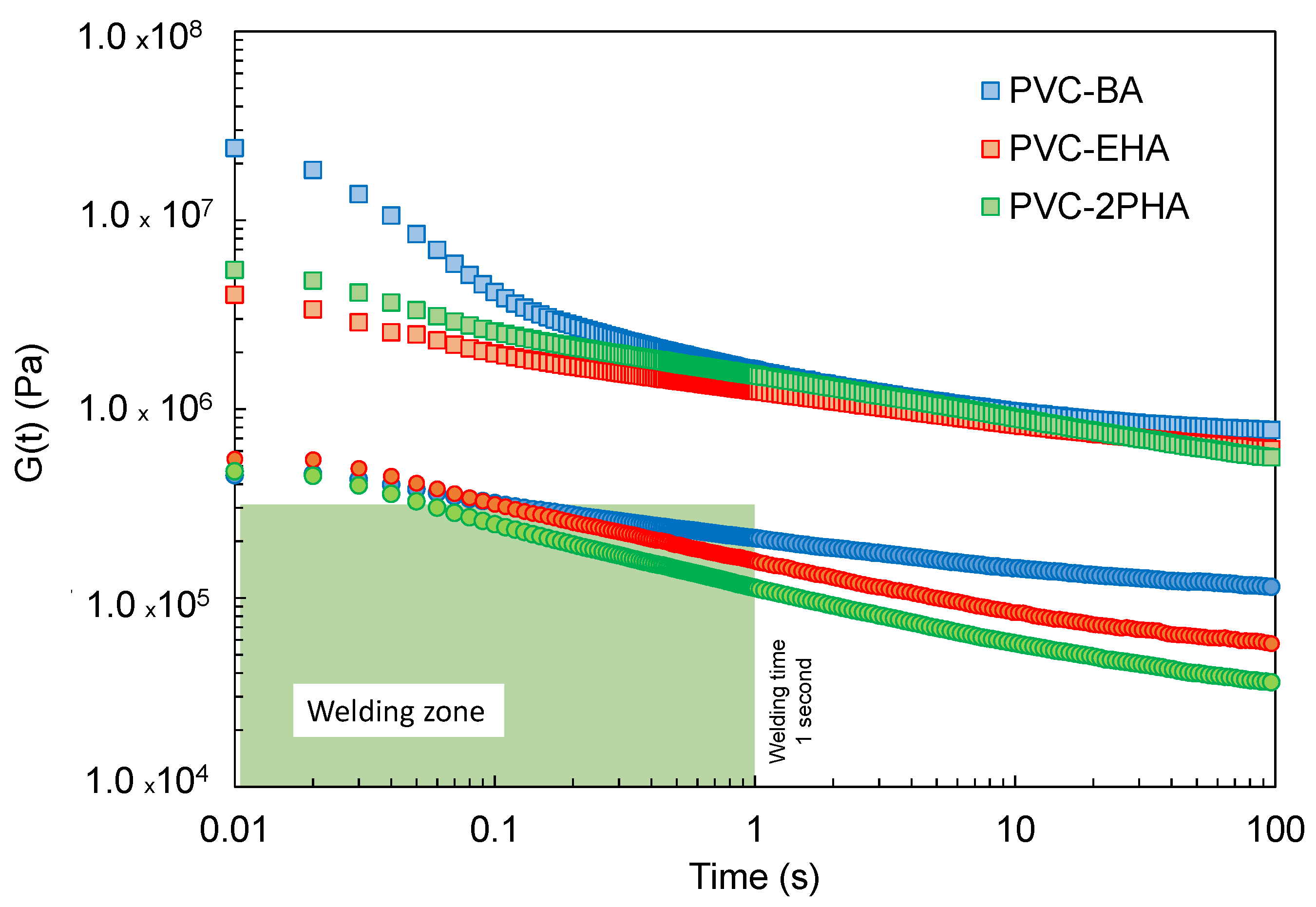
3.2. Rheological Study under 3D-Printing Conditions
3.3. Influence of Viscoelastic Characteristics on 3D-Printing Performance
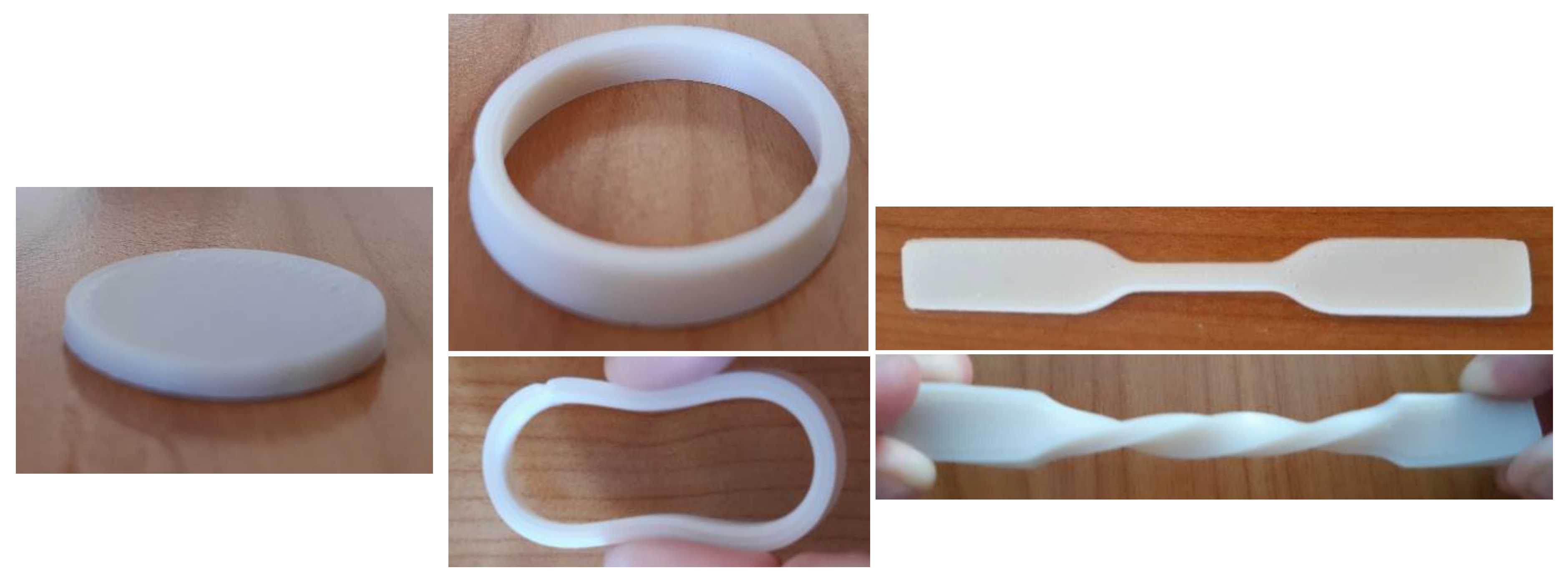
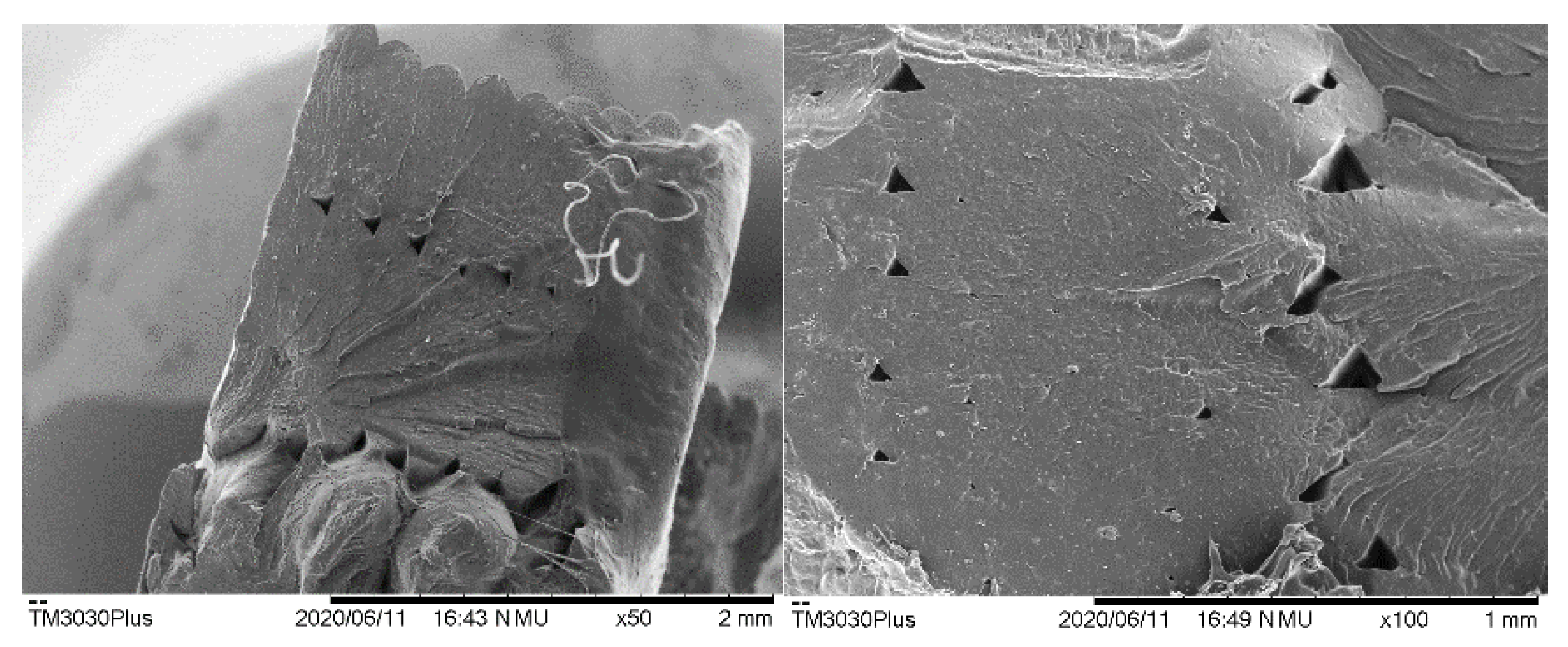
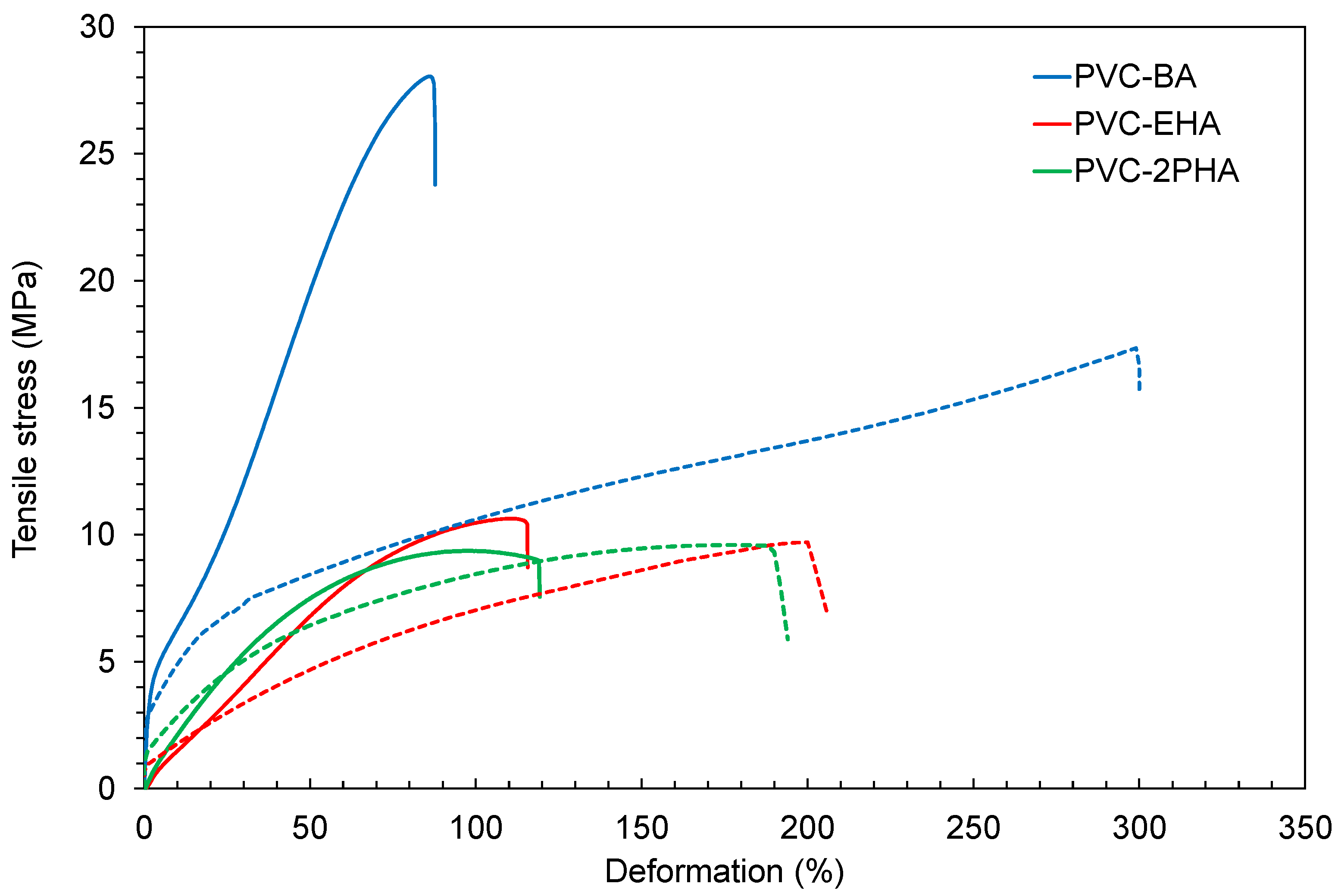
3.4. Printing Study and Mechanical Properties of Tensile Test Specimens
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modeling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Singh, S.; Ramakrishna, S.; Singh, R. Material issues in additive manufacturing: A review. J. Manuf. Process. 2017, 25, 185–200. [Google Scholar] [CrossRef]
- Guo, C.; Zhang, M.; Bhandari, B. A comparative study between syringe-based and screw-based 3D food printers by computational simulation. Comput. Electron. Agric. 2019, 162, 397–404. [Google Scholar] [CrossRef]
- Duty, C.; Ajinjeru, C.; Kishore, V.; Compton, B.; Hmeidat, N.; Chen, X.; Liu, P.; Hassen, A.A.; Lindahl, J.; Kunc, V. What makes a material printable? A viscoelastic model for extrusion-based 3D printing of polymers. J. Manuf. Process. 2018, 35, 526–537. [Google Scholar] [CrossRef]
- Gilmer, E.L.; Miller, D.; Chatham, C.A.; Zawaski, C.; Fallon, J.J.; Pekkanen, A.; Long, T.E.; Williams, C.B.; Bortner, M.J. Model analysis of feedstock behavior in fused filament fabrication: Enabling rapid materials screening. Polymer 2017, 152, 51–61. [Google Scholar] [CrossRef]
- McIlroy, C.; Olmsted, P.D. Disentanglement effects on welding behaviour of polymer melts during the fused-filament-fabrication method for additive manufacturing. Polymer 2017, 123, 376–391. [Google Scholar] [CrossRef]
- Seppala, J.E.; Hoon Han, S.; Hillgartner, K.E.; Davis, C.S.; Migler, K.B. Weld formation during material extrusion additive manufacturing. Soft Matter 2017, 13, 6761–6769. [Google Scholar] [CrossRef]
- Costanzo, A.; Spotorno, R.; Candal, M.V.; Fernández, M.M.; Müller, A.J.; Graham, R.S.; Cavallo, D.; McIlroy, C. Residual alignment and its effect on weld strength in material-extrusion 3D-printing of polylactic acid. Addit. Manuf. 2020, 36, 101415. [Google Scholar]
- Coogan, T.J.; Kazmer, D.O. Prediction of interlayer strength in material extrusion additive manufacturing. Addit. Manuf. 2020, 35, 101368. [Google Scholar] [CrossRef]
- BATES, F.S. Polymer-Polymer Phase Behavior. Science 1991, 251, 898–905. [Google Scholar] [CrossRef] [PubMed]
- Bates, F.S. Block copolymers near the microphase separation transition. 2. Linear dynamic mechanical properties. Macromolecules 1984, 17, 2607–2613. [Google Scholar] [CrossRef]
- Lyngaae-Jørgensen, J. Melt Flow Properties of Block Copolymers. In Processing, Structure and Properties of Block Copolymers; Folkes, M.J., Ed.; Elsevier Applied Science Publishers: London, UK; New York, NY, USA, 1985; pp. 75–123. ISBN 978-94-009-4936-2. [Google Scholar]
- Majesté, J.-C.; Santamaria, A. Rheology and Viscoelasticity of Multiphase Polymer Systems: Blends and Block Copolymers. In Handbook of Multiphase Polymer Systems; Boudenne, A., Ibos, L., Candau, Y., Thomas, S., Eds.; Wiley: Hoboken, NJ, USA, 2011; Volume I, pp. 311–354. [Google Scholar]
- Gopi, S.; Kontopoulou, M. Investigation of thermoplastic melt flow and dimensionless groups in 3D bioplotting. Rheol. Acta 2020, 59, 83–93. [Google Scholar] [CrossRef]
- Mendes, R.; Fanzio, P.; Campo-Deaño, L.; Galindo-Rosales, F.J. Microfluidics as a platform for the analysis of 3D printing problems. Materials 2019, 12, 2839. [Google Scholar] [CrossRef] [PubMed]
- Ciacci, L.; Passarini, F.; Vassura, I. The European PVC cycle: In-use stock and flows. Resour. Conserv. Recycl. 2017, 123, 108–116. [Google Scholar] [CrossRef]
- Boix, M.; Pascual, B.; Conde, J.I.; Badillo, G.; Hogt, A.H.; Vanduffel, K.; Calafel, M.I.; Santamaría, A. Better color and thermal stability of suspension PVC produced on industrial scale by continuous initiator dosing technology. J. Appl. Polym. Sci. 2020, in press. [Google Scholar]
- Ahmad, N.M.; Heatley, F.; Lovell, P.A. Chain Transfer to Polymer in Free-Radical Solution Polymerization of n -Butyl Acrylate Studied by NMR Spectroscopy. Macromolecules 1998, 31, 2822–2827. [Google Scholar] [CrossRef]
- Plessis, C.; Arzamendi, G.; Leiza, J.R.; Schoonbrood, H.A.S.; Charmot, D.; Asua, J.M. Seeded Semibatch Emulsion Polymerization of n -Butyl Acrylate. Kinetics and Structural Properties. Macromolecules 2000, 33, 5041–5047. [Google Scholar] [CrossRef]
- Calafel, I.; Muñoz, M.E.; Santamaría, A.; Boix, M.; Conde, J.I.; Pascual, B. PVC/PBA random copolymers prepared by Living Radical Polymerization (SET–DTLRP): Entanglements and chain dimensions. Eur. Polym. J. 2015, 73, 202–211. [Google Scholar] [CrossRef]
- Mijangos, C.; Lopez, D. Compositional Assignments for Chemically Modified PVC by Two-Dimensional NMR Spectroscopy. Macromolecules 1995, 28, 1364–1369. [Google Scholar] [CrossRef]
- López, D.; Mijangos, C.; Muñoz, M.E.; Santamaría, A. Viscoelastic Properties of Thermoreversible Gels from Chemically Modified PVCs †. Macromolecules 1996, 29, 7108–7115. [Google Scholar] [CrossRef]
- Shach-Caplan, M.; Narkis, M.; Silverstein, M.S. Modification of porous suspension-PVC particles by stabilizer-free aqueous dispersion polymerization of absorbed monomers. Polym. Eng. Sci. 2002, 42, 911–924. [Google Scholar] [CrossRef]
- Walsh, D.J.; McKeown, J.G. Compatibility of polyacrylates and polymethacrylates with poly(vinyl chloride): 1. Compatibility and temperature variation. Polymer 1980, 21, 1330–1334. [Google Scholar] [CrossRef]
- Venkataraman, N.; Rangarajan, S.; Matthewson, M.J.; Harper, B.; Safari, A.; Danforth, S.C.; Wu, G.; Langrana, N.; Guceri, S.; Yardimci, A. Feedstock material property—Process relationships in fused deposition of ceramics (FDC). Rapid Prototyp. J. 2000, 6, 244–253. [Google Scholar] [CrossRef]
- Calafel, I.; Aguirresarobe, R.H.; Peñas, M.I.; Santamaria, A.; Tierno, M.; Conde, J.I.; Pascual, B. Searching for Rheological Conditions for FFF 3D Printing with PVC Based Flexible Compounds. Materials 2020, 13, 178. [Google Scholar] [CrossRef]
- Münstedt, H. Elastic Behavior of Polymer Melts. Rheology and Processing; Hanser Publishers: Munich, Germany, 2019; ISBN 978-1-56990-754-2. [Google Scholar]
- Calafel, M.I.; Aguirresarobe, R.H.; Sadaba, N.; Boix, M.; Conde, J.I.; Pascual, B.; Santamaria, A. Tuning the viscoelastic features required for 3D printing of PVC-acrylate copolymers obtained by single electron transfer-degenerative chain transfer living radical polymerization (SET-DTLRP). Express Polym. Lett. 2018, 12, 824–835. [Google Scholar] [CrossRef]
- Vermant, J.; Cioccolo, G.; Golapan Nair, K.; Moldenaers, P. Coalescence suppression in model immiscible polymer blends by nano-sized colloidal particles. Rheol. Acta 2004, 43, 529–538. [Google Scholar] [CrossRef]
- Elias, L.; Fenouillot, F.; Majeste, J.C.; Cassagnau, P. Morphology and rheology of immiscible polymer blends filled with silica nanoparticles. Polymer 2007, 48, 6029–6040. [Google Scholar] [CrossRef]
- Palierne, J.F. Linear rheology of viscoelastic emulsions with interfacial tension. Rheol. Acta 1990, 29, 204–214. [Google Scholar] [CrossRef]
- Calafel, I.; Fernández, M.; Santamaría, A.; Boix, M.; Conde, J.I.; Pascual, B. PVC/PBA random copolymers obtained by SET–DTLRP: Pressure effect on glass transition, rheology, and processing. J. Vinyl Addit. Technol. 2019, 25, 76–84. [Google Scholar] [CrossRef]
- Solorio-Rodríguez, L.E.; Vega-Rios, A. Filament Extrusion and Its 3D Printing of Poly(Lactic Acid)/Poly(Styrene-co-Methyl Methacrylate) Blends. Appl. Sci. 2019, 9, 5153. [Google Scholar] [CrossRef]
- Byron, B.R.; Robert, C.; Armstrong, O.H. Dynamics of Polymeric Liquids, Volume 1: Fluid Mechanics, 2nd ed.; John Wiley and Sons Inc.: New York, NY, USA, 1987; ISBN 978-0-471-80245-7. [Google Scholar]
- Peña, J.J.; Guzmán, G.M.; Santamaria, A. Determination of capillary entrance pressure losses and first normal stress difference in polystyrene and high impact polystyrene melts. Polym. Eng. Sci. 1981, 21, 307–311. [Google Scholar] [CrossRef]
- Ho, K.Y.; Dodou, K. Rheological studies on pressure-sensitive silicone adhesives and drug-in-adhesive layers as a means to characterise adhesive performance. Int. J. Pharm. 2007, 333, 24–33. [Google Scholar] [CrossRef] [PubMed]
- Seppala, J.E.; Migler, K.D. Infrared thermography of welding zones produced by polymer extrusion additive manufacturing. Addit. Manuf. 2016, 12, 71–76. [Google Scholar] [CrossRef] [PubMed]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Schirmeister, C.G.; Hees, T.; Licht, E.H.; Mülhaupt, R. 3D printing of high density polyethylene by fused filament fabrication. Addit. Manuf. 2019, 28, 152–159. [Google Scholar] [CrossRef]
- Rasselet, D.; Caro-Bretelle, A.S.; Taguet, A.; Lopez-Cuesta, J.M. Reactive compatibilization of PLA/PA11 blends and their application in additive manufacturing. Materials 2019, 12, 485. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A. The Influence of Manufacturing Parameters on the Mechanical Behaviour of PLA and ABS Pieces Manufactured by FDM: A Comparative Analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [PubMed]
- Dawood, M.; El-Tahan, M.W.; Zheng, B. Bond behavior of superelastic shape memory alloys to carbon fiber reinforced polymer composites. Compos. Part B Eng. 2015, 77, 238–247. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Units | BA | EHA | 2PHA |
|---|---|---|---|---|
| Amount of acrylate | kg | 22.7 | 23.1 | 22.0 |
| Amount of VCM | kg | 55.0 | 59.5 | 61.0 |
| Amount of initiator | kg | 0.680 | 0.714 | 0.722 |
| Reaction time | min | 243 | 148 | 300 |
| VCM conversion | % | 79 | 83 | 84 |
| Sample | Acrylate Composition in the Reaction Mixture (%) | Acrylate Composition in the Copolymer (%) * | Mw ** (g mol−1) | Mn ** (g mol−1) | IP |
|---|---|---|---|---|---|
| PVC-BA | 30 | 33 | 296,250 | 65,400 | 4.5 |
| PVC-EHA | 30 | 30 | 208,200 | 61,100 | 3.4 |
| PVC-2PHA | 30 | 34 | 188,800 | 56,550 | 3.3 |
| Sample | Printing Temperature (°C) | Maximum Speed (mm/s) | Bed Temperature (°C) |
|---|---|---|---|
| PVC-BA | 120–160 | 8 | 30–60 |
| PVC-EHA | 120–160 | 8 | 30–80 |
| PVC-2PHA | 120–160 | 8 | 30–60 |
| Properties | PVC-BA | PVC-EHA | PVC-2PHA | |||
|---|---|---|---|---|---|---|
| Compression Moulding | 3D | Compression Moulding | 3D | Compression Moulding | 3D | |
| Tensile stress (MPa) | 17.3 ± 2.2 | 27.9 ± 0.3 | 9.7 ± 0.3 | 10.5 ± 0.1 | 9.6 ± 1.8 | 8.9 ± 0.7 |
| Deformation at break (%) | 292 ± 4 | 91 ± 3 | 204 ± 9 | 116 ± 6 | 188 ± 3 | 122 ± 6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peñas, M.I.; Calafel, M.I.; Aguirresarobe, R.H.; Tierno, M.; Conde, J.I.; Pascual, B.; Santamaría, A. How Is Rheology Involved in 3D Printing of Phase-Separated PVC-Acrylate Copolymers Obtained by Free Radical Polymerization. Polymers 2020, 12, 2070. https://doi.org/10.3390/polym12092070
Peñas MI, Calafel MI, Aguirresarobe RH, Tierno M, Conde JI, Pascual B, Santamaría A. How Is Rheology Involved in 3D Printing of Phase-Separated PVC-Acrylate Copolymers Obtained by Free Radical Polymerization. Polymers. 2020; 12(9):2070. https://doi.org/10.3390/polym12092070
Chicago/Turabian StylePeñas, Mario Iván, Miren Itxaso Calafel, Roberto Hernández Aguirresarobe, Manuel Tierno, José Ignacio Conde, Belén Pascual, and Antxon Santamaría. 2020. "How Is Rheology Involved in 3D Printing of Phase-Separated PVC-Acrylate Copolymers Obtained by Free Radical Polymerization" Polymers 12, no. 9: 2070. https://doi.org/10.3390/polym12092070
APA StylePeñas, M. I., Calafel, M. I., Aguirresarobe, R. H., Tierno, M., Conde, J. I., Pascual, B., & Santamaría, A. (2020). How Is Rheology Involved in 3D Printing of Phase-Separated PVC-Acrylate Copolymers Obtained by Free Radical Polymerization. Polymers, 12(9), 2070. https://doi.org/10.3390/polym12092070