Effects of Scanning Strategy and Printing Temperature on the Compressive Behaviors of 3D Printed Polyamide-Based Composites

 ,
, 
 ,
, 
Abstract
1. Introduction
2. Experimental Procedure
2.1. Materials and Processing
2.2. Morphological Characterization
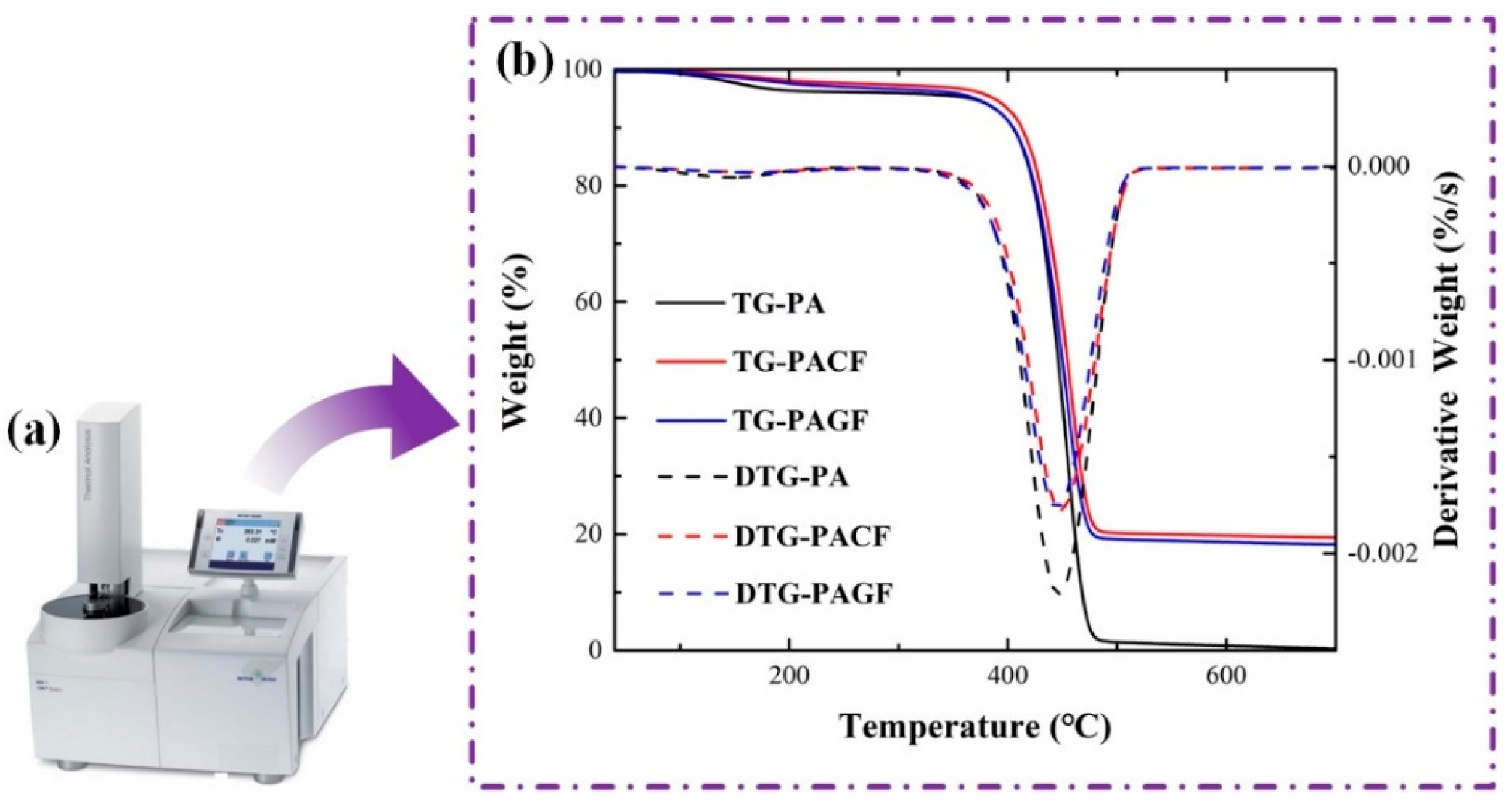
2.3. Thermogravimetric Analysis (TGA)
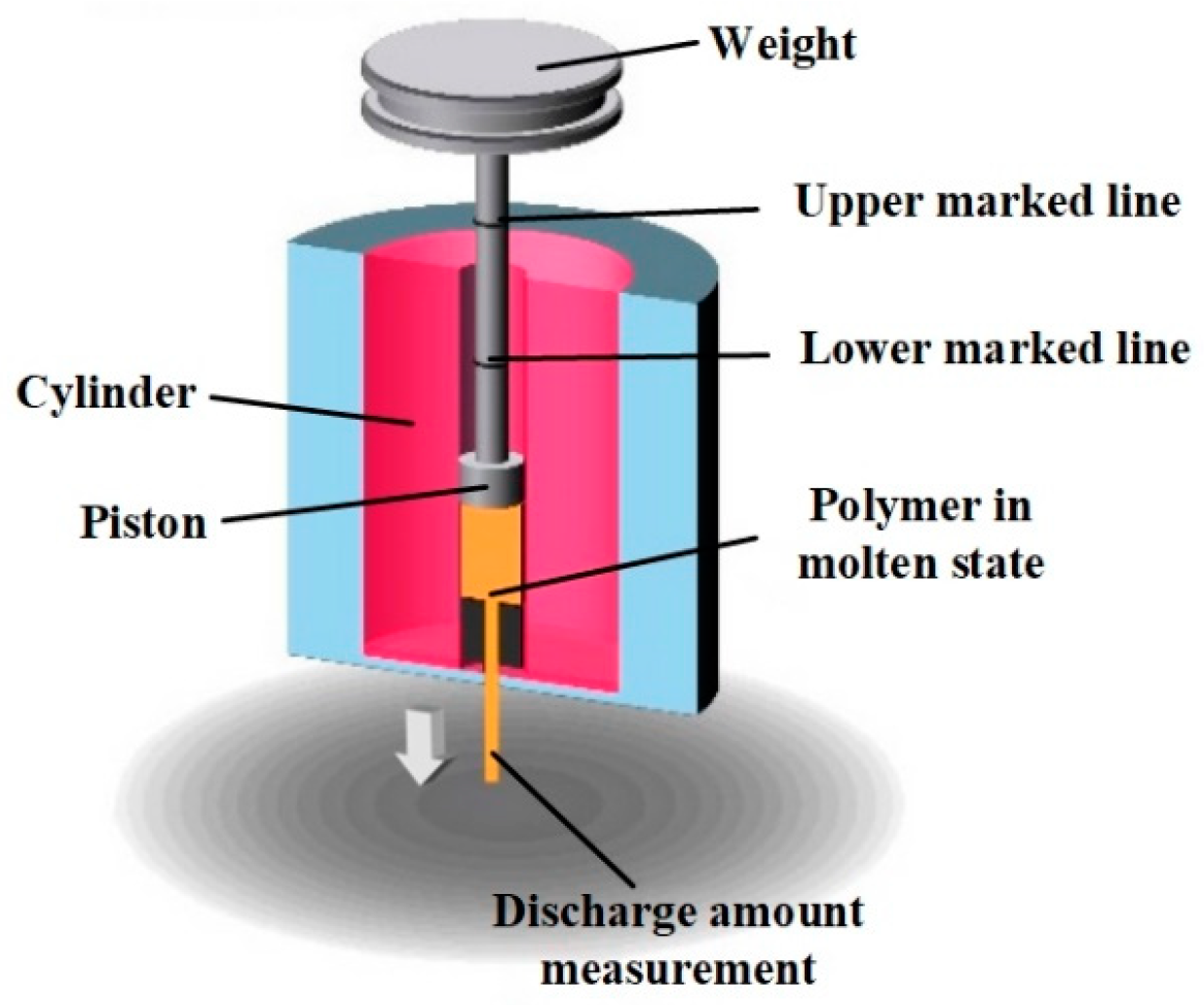
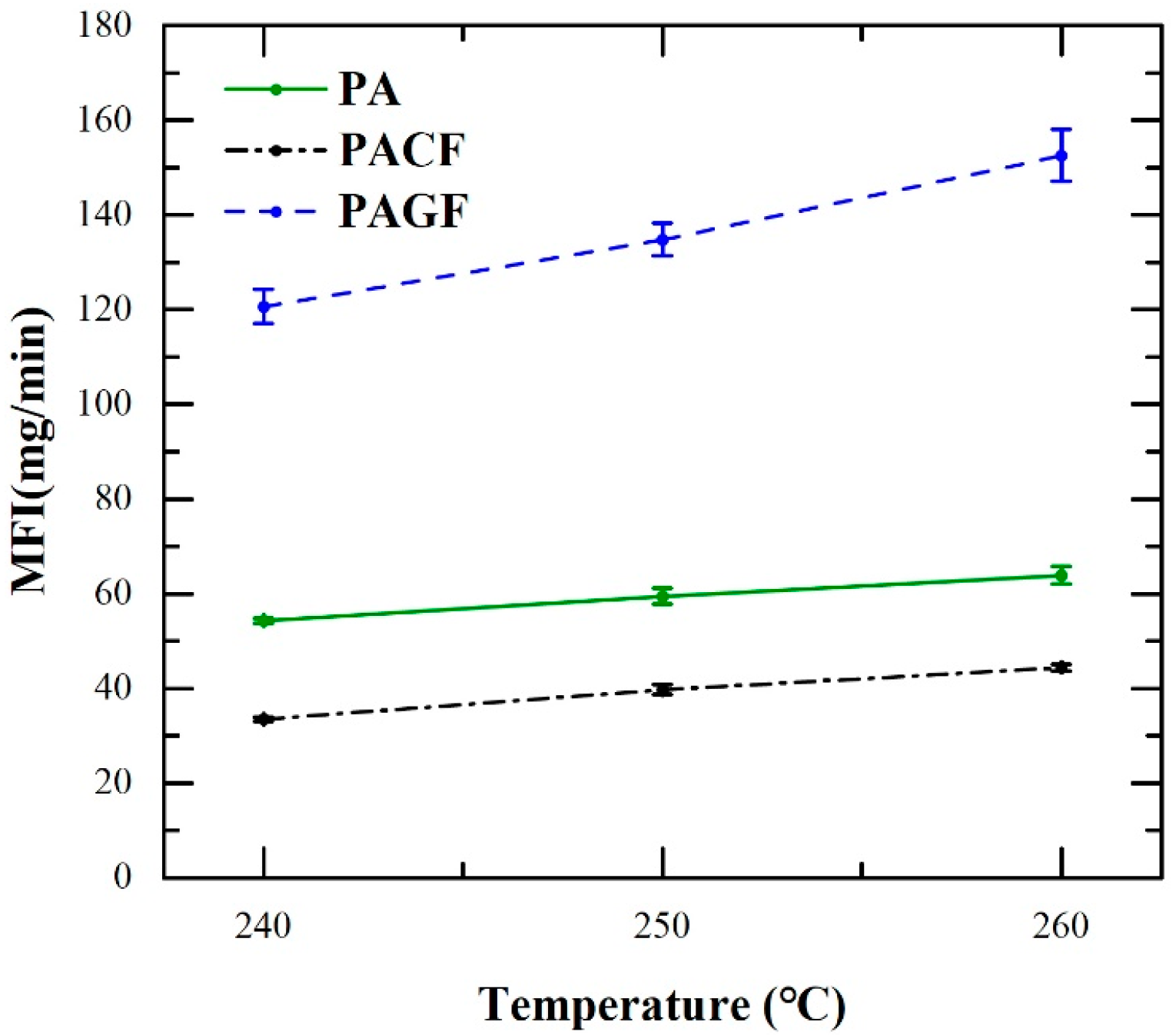
2.4. Melt Flow Index (MFI)
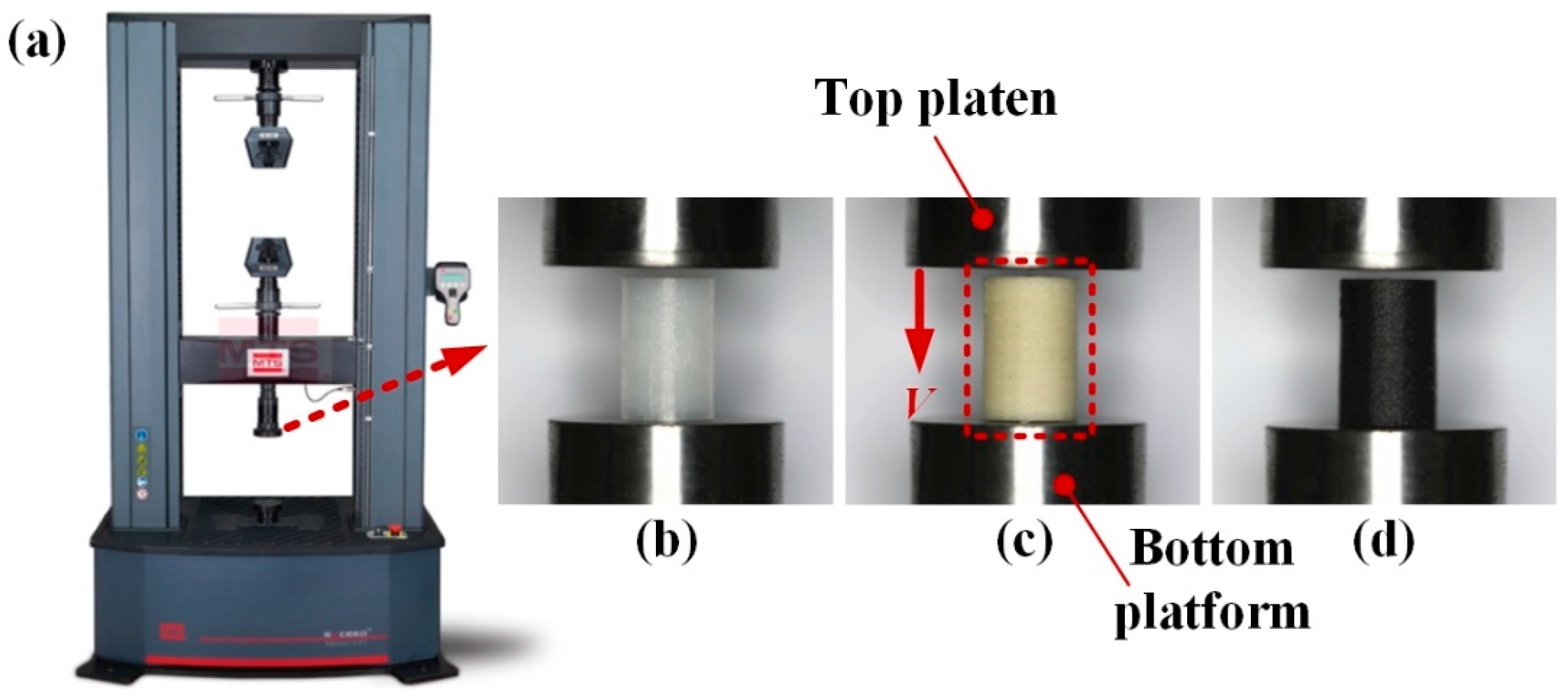
2.5. Quasi-Static Axial Compression
3. Results and Discussion
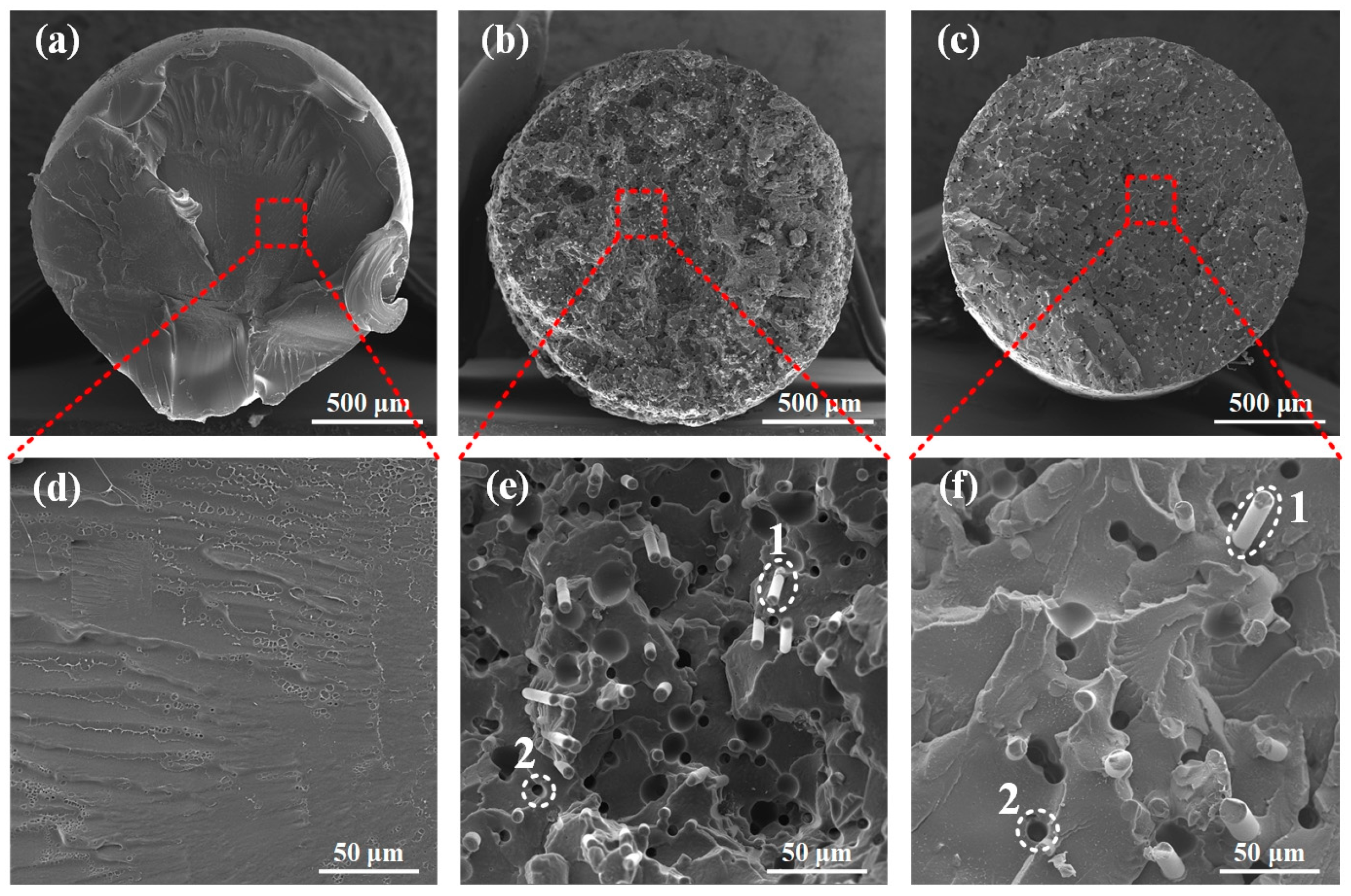
3.1. Morphological, Thermal and Rheological Behaviors of Raw Filament
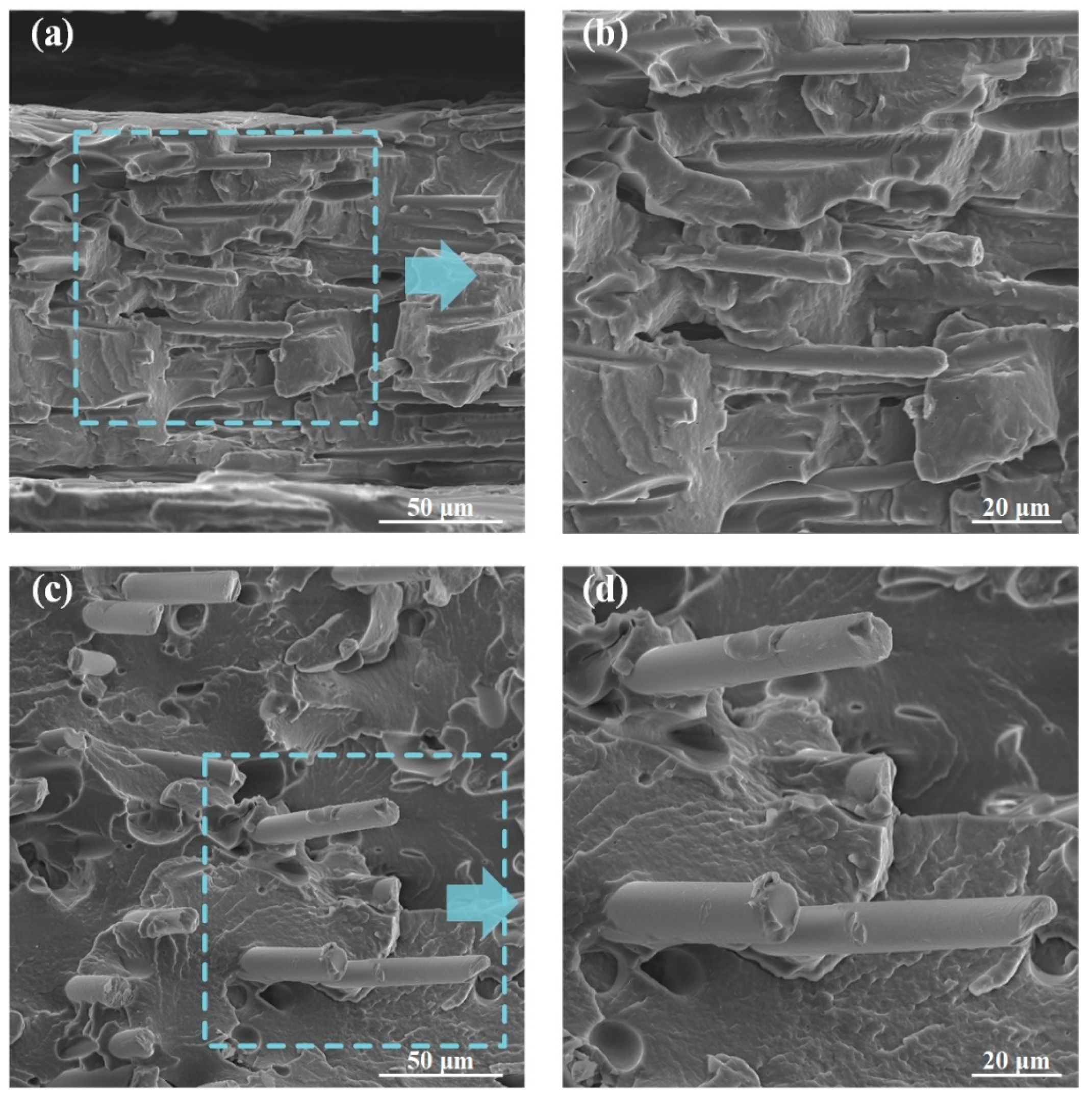
3.2. Morphological Properties of Printed Composites
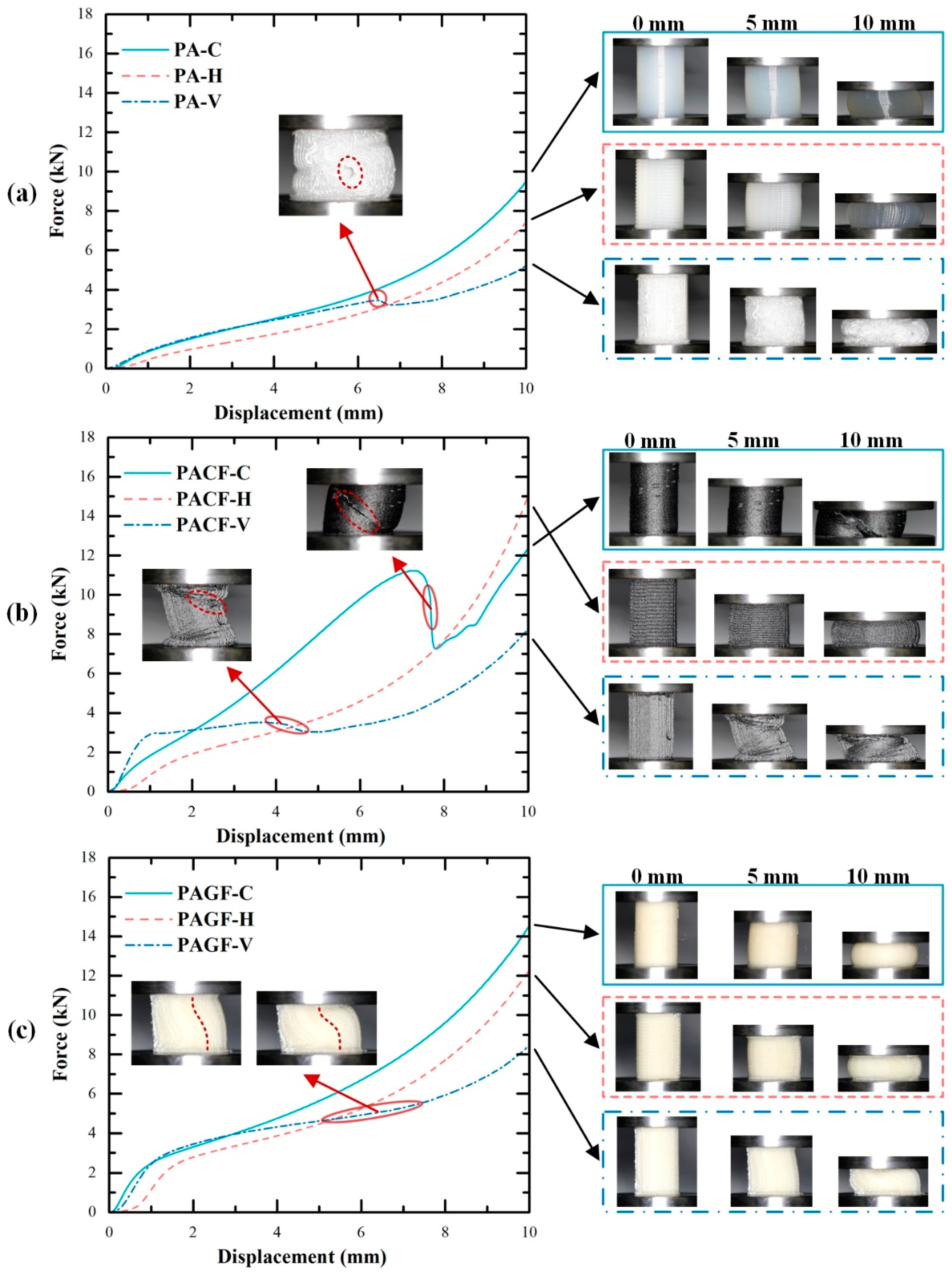
3.3. Crushing Behavior of 3D Printed Columns
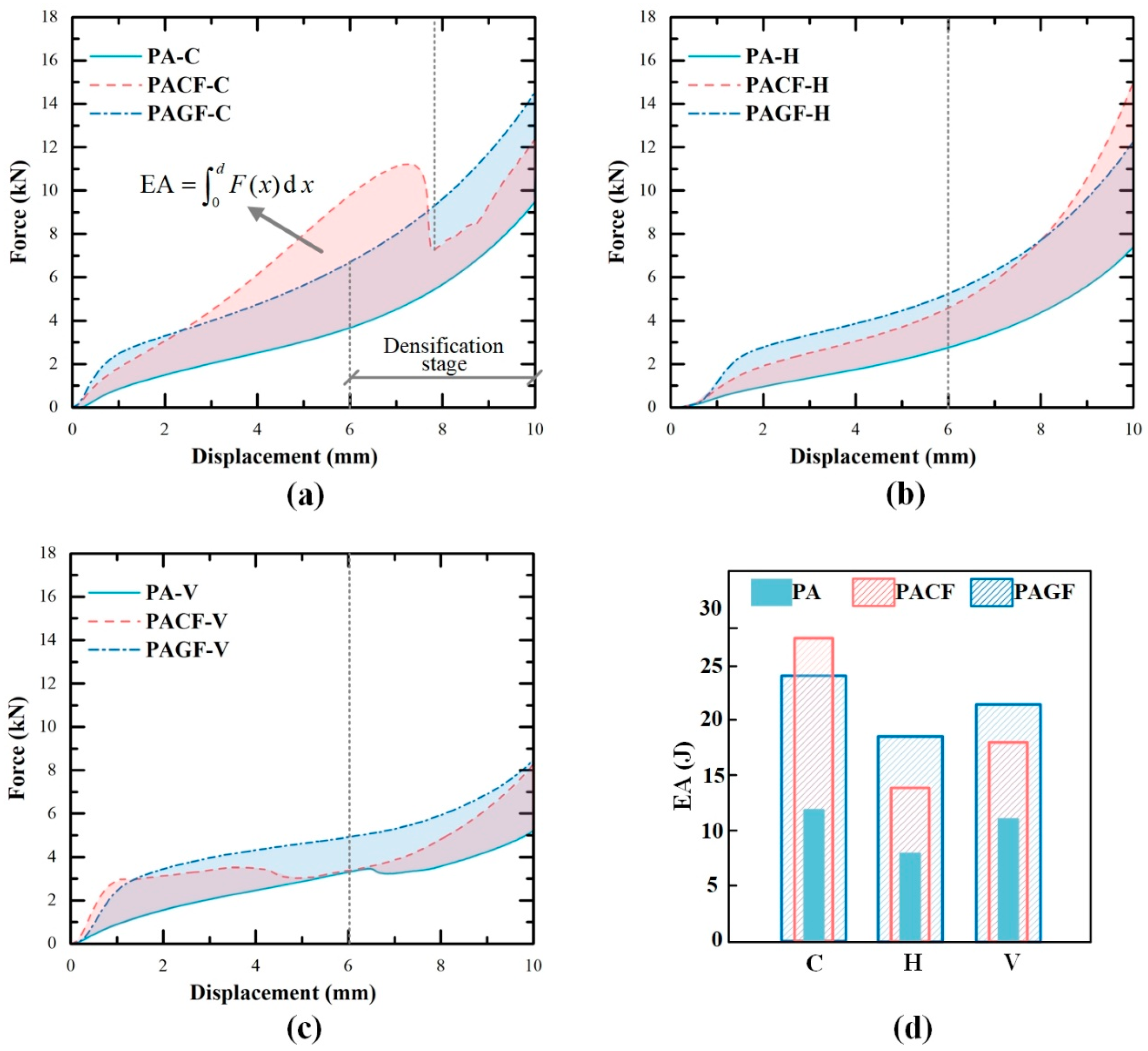
3.3.1. Effect of Scanning Strategy
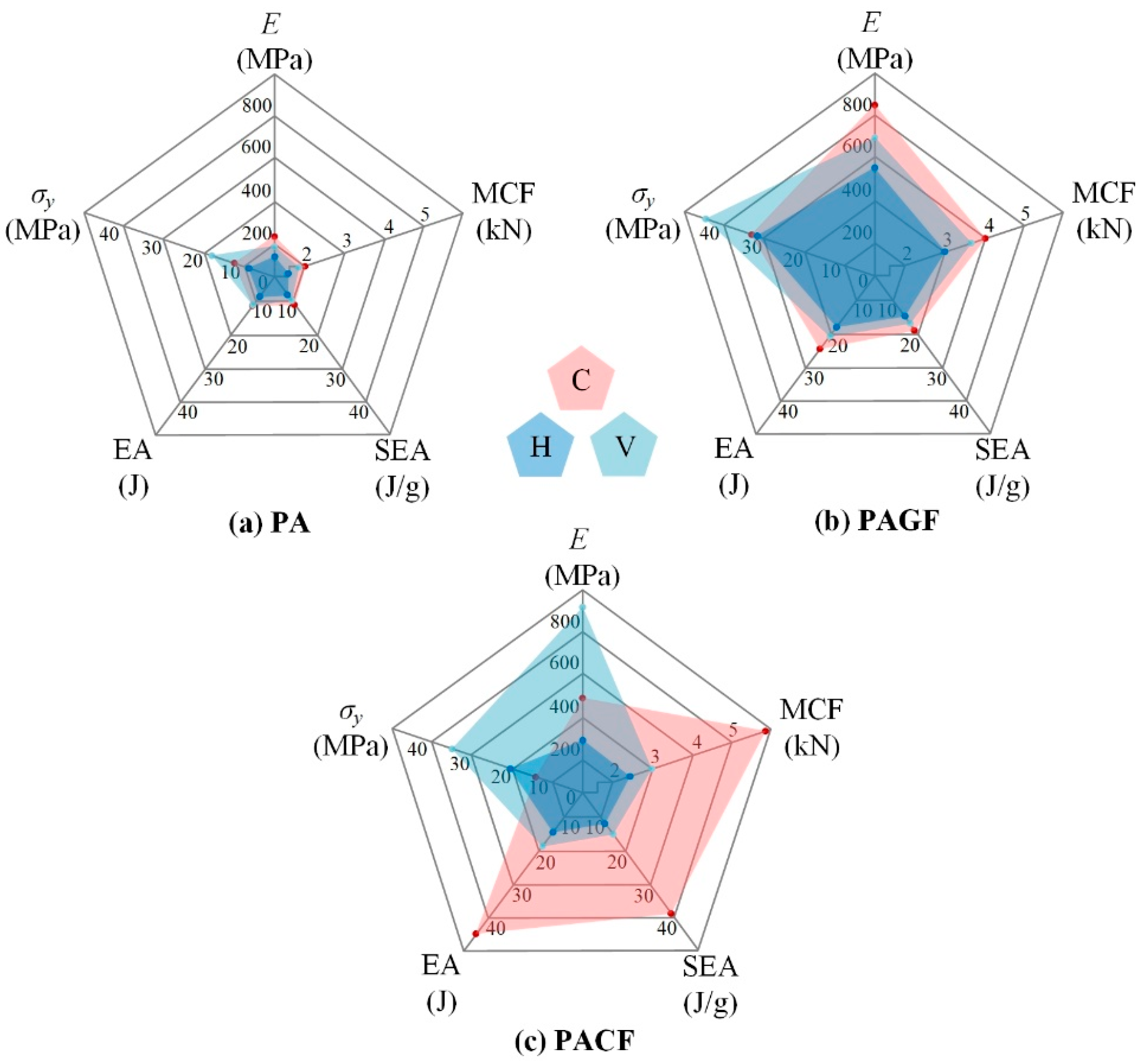
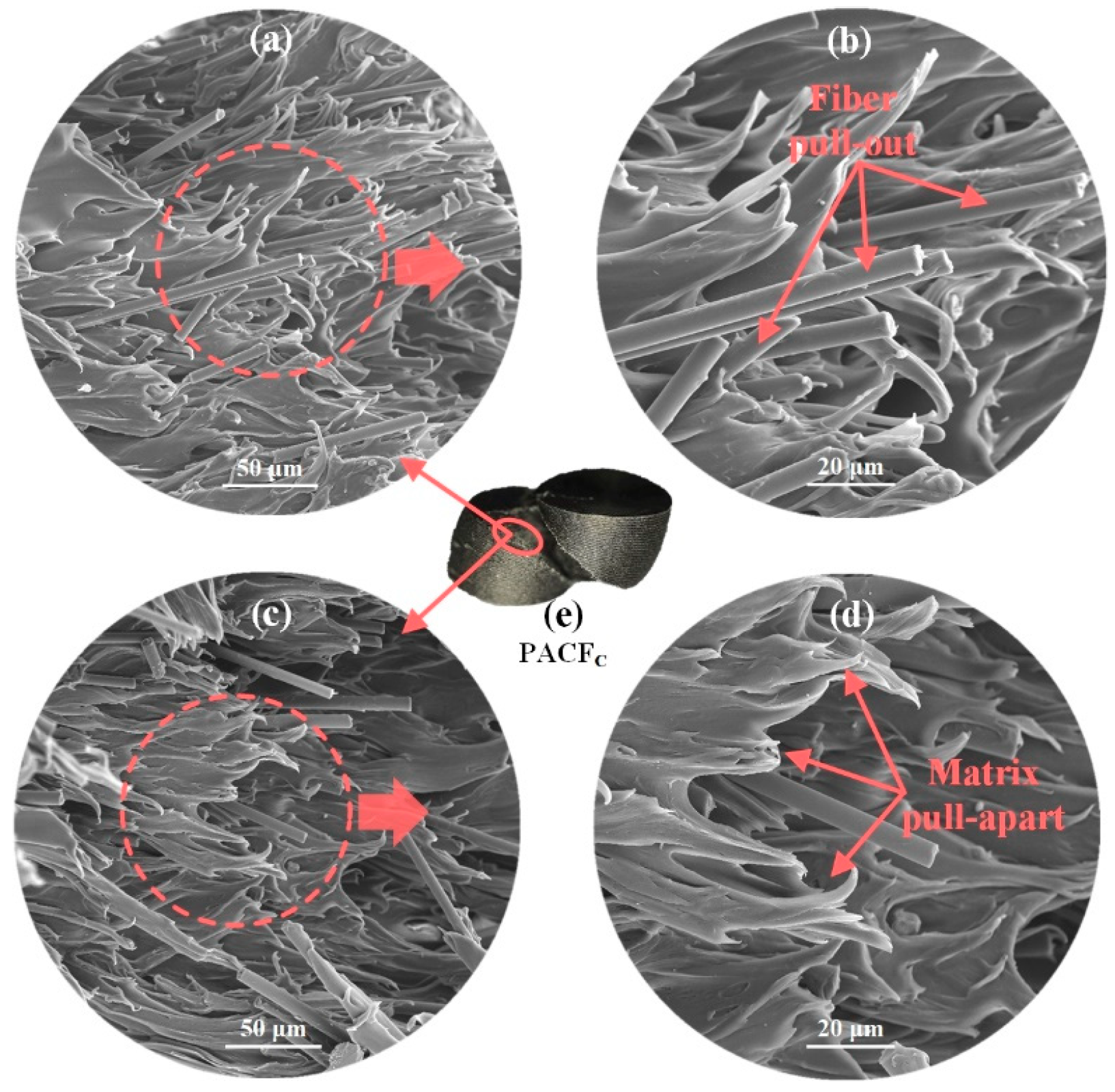
3.3.2. Effect of Short Fiber Reinforcement on Energy Absorption
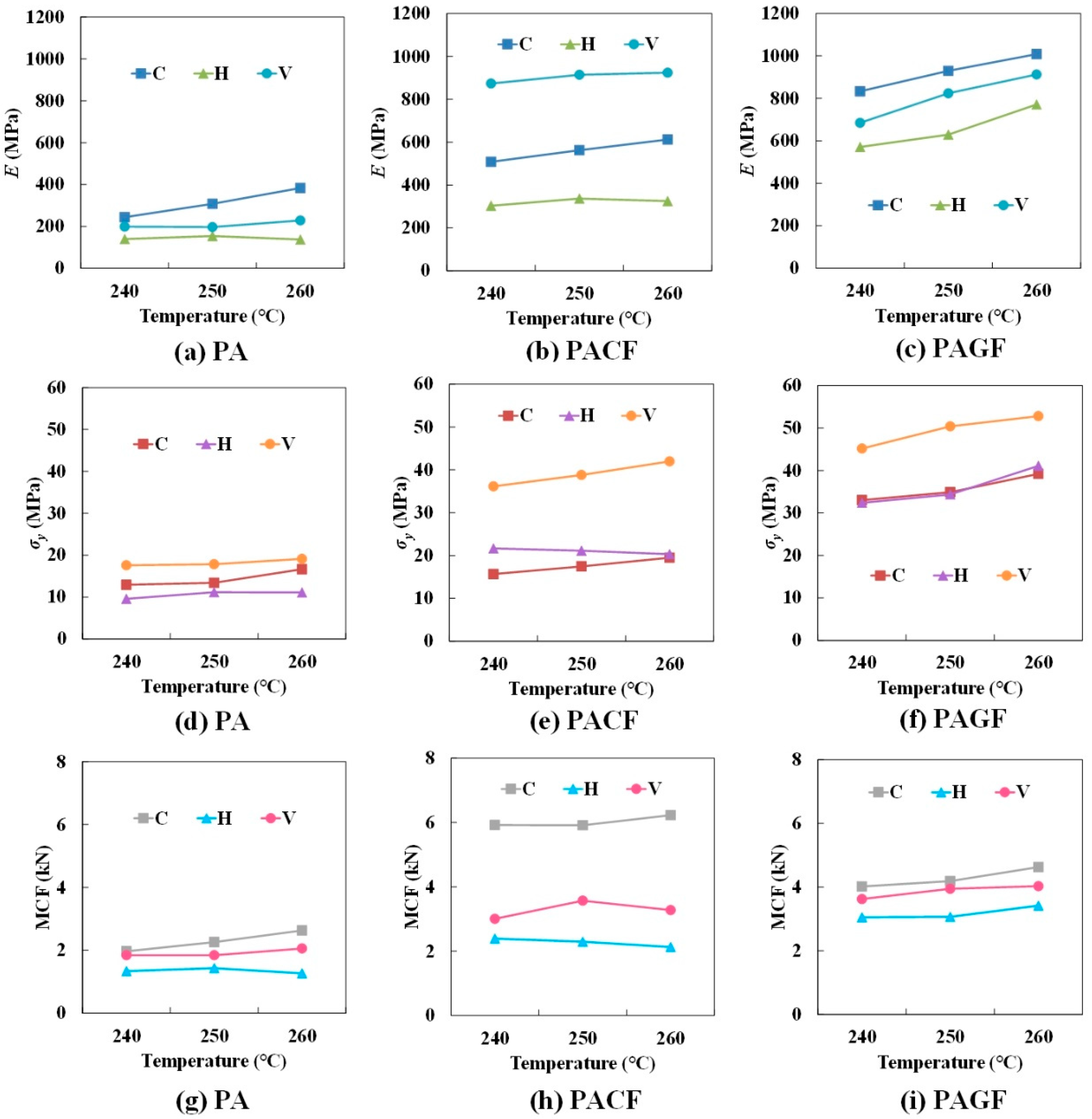
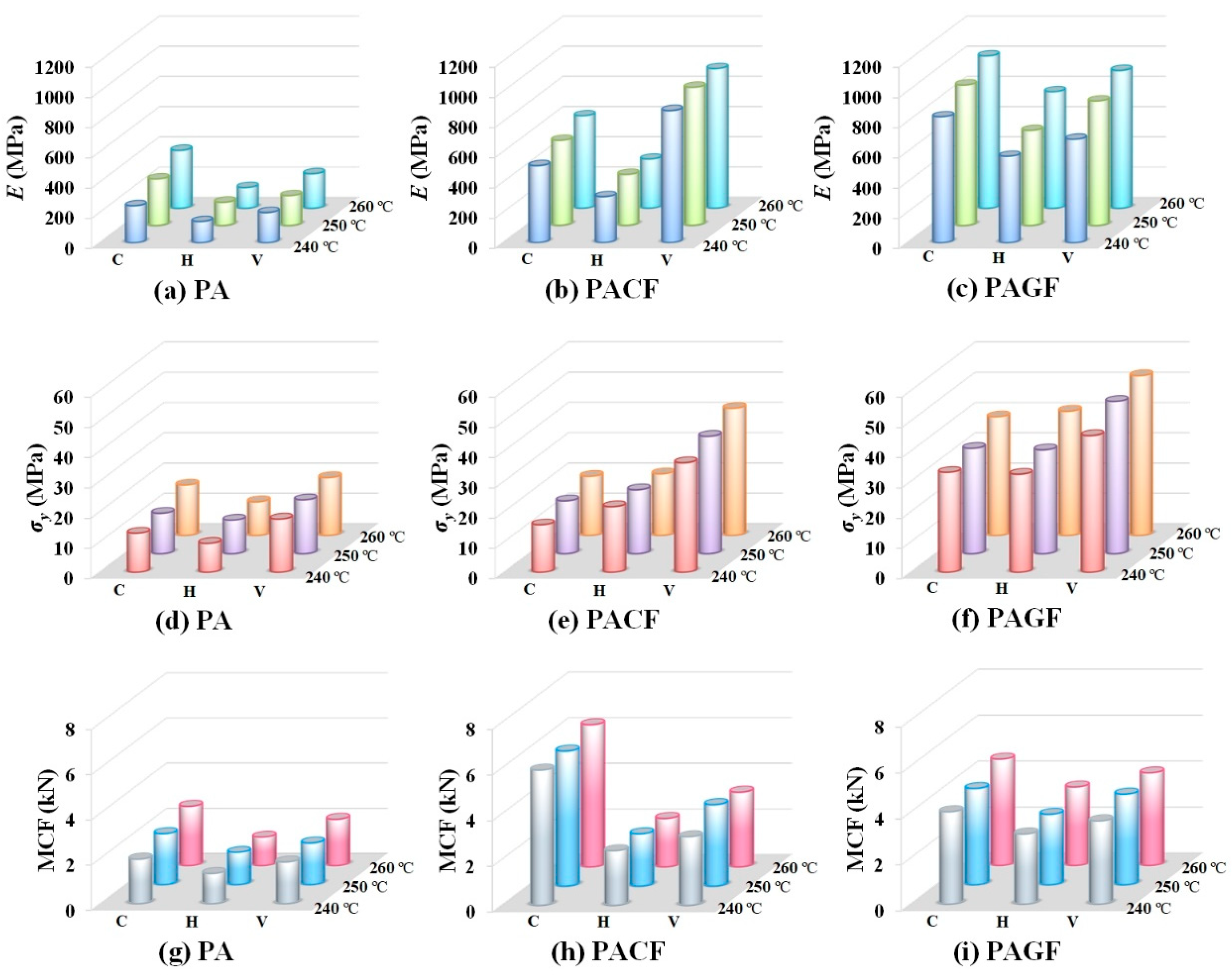
3.3.3. Effect of Printing Temperature
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef]
- Yang, G.; Park, M.; Park, S.J. Recent progresses of fabrication and characterization of fibers-reinforced composites: A review. Compos. Commun. 2019, 14, 34–42. [Google Scholar] [CrossRef]
- Sharma, A.K.; Bhandari, R.; Aherwar, A.; Rimašauskienė, R. Matrix materials used in composites: A comprehensive study. Mater. Today Proc. 2020, 21, 1559–1562. [Google Scholar] [CrossRef]
- Mercado-Colmenero, J.M.; Rubio-Paramio, M.A.; la Rubia-Garcia, M.D.L.; Arjona, D.; Martin-Doñate, C. A numerical and experimental study of the compression uniaxial properties of PLA manufactured with FDM technology based on product specifications. Int. J. Adv. Manuf. Technol. 2019, 103, 1893–1909. [Google Scholar] [CrossRef]
- Wu, W.; Liu, Q.; Zong, Z.; Sun, G.; Li, Q. Experimental investigation into transverse crashworthiness of CFRP adhesively bonded joints in vehicle structure. Compos. Struct. 2013, 106, 581–589. [Google Scholar] [CrossRef]
- Lu, Z.; Liu, H.; Wei, P.; Zhu, C.; Xin, D.; Shen, Y. The effect of injection molding lunker defect on the durability performance of polymer gears. Int. J. Mech. Sci. 2020, 180, 105665. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, L.; Li, L.; Wei, J. Effects of strain rate and high temperature environment on the mechanical performance of carbon fiber reinforced thermoplastic composites fabricated by hot press molding. Compos. Part A Appl. Sci. Manuf. 2020, 134, 105905. [Google Scholar] [CrossRef]
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused deposition modeling-based additive manufacturing (3D printing): Techniques for polymer material systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Pranzo, D.; Larizza, P.; Filippini, D.; Percoco, G. Extrusion-Based 3D Printing of Microfluidic Devices for Chemical and Biomedical Applications: A Topical Review. Micromachines 2018, 9, 374. [Google Scholar] [CrossRef]
- Rahim, T.N.A.T.; Abdullah, A.M.; Akil, H.M. Recent Developments in Fused Deposition Modeling-Based 3D Printing of Polymers and Their Composites. Polym. Rev. 2019, 59, 589–624. [Google Scholar] [CrossRef]
- Peng, Y.; Wu, Y.; Li, S.; Wang, K.; Yao, S.; Liu, Z.; Garmestani, H. Tailorable rigidity and energy-absorption capability of 3D printed continuous carbon fiber reinforced polyamide composites. Compos. Sci. Technol. 2020, 199, 108337. [Google Scholar] [CrossRef]
- Palma, T.; Munther, M.; Damasus, P.; Salari, S.; Beheshti, A.; Davami, K. Multiscale mechanical and tribological characterizations of additively manufactured polyamide 12 parts with different print orientations. J. Manuf. Process. 2019, 40, 76–83. [Google Scholar] [CrossRef]
- Ezeh, O.H.; Susmel, L. On the notch fatigue strength of additively manufactured polylactide (PLA). Int. J. Fatigue 2020, 136, 105583. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A.M. Mechanical characterization of FDM 3D printing of continuous carbon fiber reinforced PLA composites. Compos. Part B Eng. 2019, 175, 107147. [Google Scholar] [CrossRef]
- Ng, C.T.; Susmel, L. Notch static strength of additively manufactured acrylonitrile butadiene styrene (ABS). Addit. Manuf. 2020, 34, 101212. [Google Scholar] [CrossRef]
- Billah, K.M.M.; Lorenzana, F.A.R.; Martinez, N.L.; Wicker, R.B.; Espalin, D. Thermomechanical characterization of short carbon fiber and short glass fiber-reinforced ABS used in large format additive manufacturing. Addit. Manuf. 2020, 35, 101299. [Google Scholar] [CrossRef]
- Abid, H.; Javaid, M. Polyether ether ketone (PEEK) and its manufacturing of customised 3D printed dentistry parts using additive manufacturing. Clin. Epidemiol. Glob. Health. 2019, 7, 654–660. [Google Scholar]
- Arif, M.F.; Alhashmi, H.; Varadarajan, K.M.; Koo, J.H.; Hart, A.J.; Kumar, S. Multifunctional performance of carbon nanotubes and graphene nanoplatelets reinforced PEEK composites enabled via FFF additive manufacturing. Compos. Part B Eng. 2020, 184, 107625. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef]
- Ferreira, R.T.L.; Amatte, I.C.; Dutra, T.A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B: Eng. 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Wang, K.; Li, S.; Rao, Y.; Wu, Y.; Peng, Y.; Yao, S.; Zhang, H.; Ahzi, S. Flexure Behaviors of ABS-based Composites Containing Carbon and Kevlar Fibers by Material Extrusion 3D Printing. Polymers 2019, 11, 1878. [Google Scholar] [CrossRef] [PubMed]
- Gomez-Gras, G.; Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Lluma-Fuentes, J. Fatigue performance of fused filament fabrication PLA specimens. Mater. Des. 2018, 140, 278–285. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; Núñez, P.J.; García-Plaza, E.; García-Moreno, I.; Reverte, J.M. Additive manufacturing of continuous fibre reinforced thermoplastic composites using fused deposition modelling: Effect of process parameters on mechanical properties. Compos. Sci. Technol. 2019, 181, 107688. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Rodríguez, G.P. Impact damage resistance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Compos. Part B Eng. 2018, 148, 93–103. [Google Scholar] [CrossRef]
- Peng, Y.; Wu, Y.; Wang, K.; Gao, G.; Ahzi, S. Synergistic reinforcement of polyamide-based composites by combination of short and continuous carbon fibers via fused filament fabrication. Compos. Struct. 2019, 207, 232–239. [Google Scholar] [CrossRef]
- Alhijjaj, M.; Nasereddin, J.; Belton, P.; Qi, S. Impact of Processing Parameters on the Quality of Pharmaceutical Solid Dosage Forms Produced by Fused Deposition Modeling (FDM). Pharmaceutics 2019, 11, 633. [Google Scholar] [CrossRef]
- Qiu, N.; Gao, Y.; Fang, J.; Feng, Z.; Sun, G.; Li, Q. Crashworthiness analysis and design of multi-cell hexagonal columns under multiple loading cases. Finite Elem. Anal. Des. 2015, 104, 89–101. [Google Scholar] [CrossRef]
- Sun, G.; Li, S.; Liu, Q.; Li, G.; Li, Q. Experimental study on crashworthiness of empty/aluminum foam/honeycomb-filled CFRP tubes. Compos. Struct. 2016, 152, 969–993. [Google Scholar] [CrossRef]
- Xu, X.; Zhang, Y.; Wang, J.; Jiang, F.; Wang, C.H. Crashworthiness Design of Novel Hierarchical Hexagonal Columns. Compos. Struct. 2018, 194, 36–48. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, X.; Wang, J.; Chen, T.; Wang, C.H. Crushing analysis for novel bio-inspired hierarchical circular structures subjected to axial load. Int. J. Mech. Sci. 2018, 140, 407–431. [Google Scholar] [CrossRef]
- Zhang, X.; Leng, K.; Zhang, H. Axial crushing of embedded multi-cell tubes. Int. J. Mech. Sci. 2017, 131, 459–470. [Google Scholar] [CrossRef]
- Spoerk, M.; Savandaiah, C.; Arbeiter, F.; Sapkota, J.; Holzer, C. Optimization of mechanical properties of glass-spheres-filled polypropylene composites for extrusion-based additive manufacturing. Polym. Compos. 2017, 40, 638–651. [Google Scholar] [CrossRef]
- Sadia, M.; Isreb, A.; Abbadi, I.; Isreb, M.; Aziz, D.; Selo, A.; Timmins, P.; Alhnan, M.A. From “fixed dose combinations” to “a dynamic dose combiner”: 3D printed bi-layer antihypertensive tablets. Eur. J. Pharm. Sci. 2018, 123, 484–494. [Google Scholar] [CrossRef]
- Alhijjaj, M.; Belton, P.; Qi, S. An investigation into the use of polymer blends to improve the printability of and regulate drug release from pharmaceutical solid dispersions prepared via fused deposition modeling (FDM) 3D printing. Eur. J. Pharm. Biopharm. 2016, 108, 111–125. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, Y.; He, N.; Wang, C.H. Crashworthiness behavior of Koch fractal structures. Mater. Des. 2018, 144, 229–244. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, M.H.; Sun, G.; Li, G.; Li, Q. On functionally graded composite structures for crashworthiness. Compos. Struct. 2015, 132, 393–405. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | PA | PAGF | PACF |
|---|---|---|---|
| Density (g/cm3) | 1.12 | 1.24 | 1.35 |
| Tensile strength (MPa) | 57 | 75 | 101 |
| Elongation (%) | 196 | 26 | 17 |
| Flexural strength (MPa) | 57 | 122 | 121 |
| Columns | Print Temperature (°C) | Elastic Modulus (MPa) | Yield Strength (MPa) | MCF (kN) |
|---|---|---|---|---|
| PA-C | 240 | 244.43 ± 5.73 | 12.93 ± 0.52 | 1.97 ± 0.02 |
| 250 | 308.05 ± 7.64 | 13.40 ± 0.42 | 2.26 ± 0.05 | |
| 260 | 383.40 ± 11.84 | 16.65 ± 0.29 | 2.63 ± 0.04 | |
| PA-H | 240 | 139.76 ± 4.71 | 9.56 ± 0.34 | 1.33 ± 0.04 |
| 250 | 154.12 ± 3.20 | 11.16 ± 0.21 | 1.43 ± 0.02 | |
| 260 | 137.79 ± 3.72 | 11.11 ± 0.11 | 1.27 ± 0.02 | |
| PA-V | 240 | 199.24 ± 7.44 | 17.60 ± 0.14 | 1.84 ± 0.07 |
| 250 | 197.35 ± 13.49 | 17.84 ± 0.25 | 1.84 ± 0.07 | |
| 260 | 228.85 ± 3.23 | 19.10 ± 0.33 | 2.06 ± 0.03 | |
| PACF-C | 240 | 508.37 ± 30.80 | 15.67 ± 1.52 | 5.92 ± 0.10 |
| 250 | 562.66 ± 52.82 | 17.48 ± 2.14 | 5.91 ± 0.14 | |
| 260 | 612.25 ± 34.95 | 19.49 ± 0.22 | 6.23 ± 0.12 | |
| PACF-H | 240 | 303.15 ± 10.15 | 21.66 ± 0.55 | 2.39 ± 0.08 |
| 250 | 336.66 ± 23.52 | 21.14 ± 1.50 | 2.29 ± 0.16 | |
| 260 | 324.68 ± 23.19 | 20.31 ± 0.88 | 2.13 ± 0.14 | |
| PACF-V | 240 | 873.80 ± 22.65 | 36.16 ± 1.40 | 3.00 ± 0.04 |
| 250 | 914.13 ± 23.41 | 38.81 ± 3.02 | 3.57 ± 0.07 | |
| 260 | 924.17 ± 47.20 | 41.98 ± 1.67 | 3.27 ± 0.13 | |
| PAGF-C | 240 | 833.07 ± 95.32 | 33.02 ± 2.80 | 4.02 ± 0.15 |
| 250 | 929.58 ± 30.88 | 34.87 ± 1.04 | 4.19 ± 0.02 | |
| 260 | 1008.19 ± 12.97 | 39.21 ± 0.30 | 4.63 ± 0.08 | |
| PAGF-H | 240 | 571.22 ± 16.88 | 32.39 ± 0.05 | 3.05 ± 0.03 |
| 250 | 628.87 ± 34.75 | 34.36 ± 1.59 | 3.07 ± 0.14 | |
| 260 | 771.47 ± 3.28 | 41.08 ± 0.71 | 3.42 ± 0.14 | |
| PAGF-V | 240 | 684.63 ± 17.90 | 45.17 ± 1.23 | 3.62 ± 0.08 |
| 250 | 824.13 ± 8.81 | 50.40 ± 0.39 | 3.94 ± 0.09 | |
| 260 | 912.32 ± 47.95 | 52.81 ± 1.15 | 4.03 ± 0.08 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Xiang, J.; Lin, H.; Wang, K.; Yao, S.; Peng, Y.; Rao, Y. Effects of Scanning Strategy and Printing Temperature on the Compressive Behaviors of 3D Printed Polyamide-Based Composites. Polymers 2020, 12, 1783. https://doi.org/10.3390/polym12081783
Wang J, Xiang J, Lin H, Wang K, Yao S, Peng Y, Rao Y. Effects of Scanning Strategy and Printing Temperature on the Compressive Behaviors of 3D Printed Polyamide-Based Composites. Polymers. 2020; 12(8):1783. https://doi.org/10.3390/polym12081783
Chicago/Turabian StyleWang, Jin, Jiangyang Xiang, Hao Lin, Kui Wang, Song Yao, Yong Peng, and Yanni Rao. 2020. "Effects of Scanning Strategy and Printing Temperature on the Compressive Behaviors of 3D Printed Polyamide-Based Composites" Polymers 12, no. 8: 1783. https://doi.org/10.3390/polym12081783
APA StyleWang, J., Xiang, J., Lin, H., Wang, K., Yao, S., Peng, Y., & Rao, Y. (2020). Effects of Scanning Strategy and Printing Temperature on the Compressive Behaviors of 3D Printed Polyamide-Based Composites. Polymers, 12(8), 1783. https://doi.org/10.3390/polym12081783