Tribo-Mechanical Characterization of Carbon Fiber-Reinforced Cyanate Ester Resins Modified With Fillers




Abstract
:1. Introduction
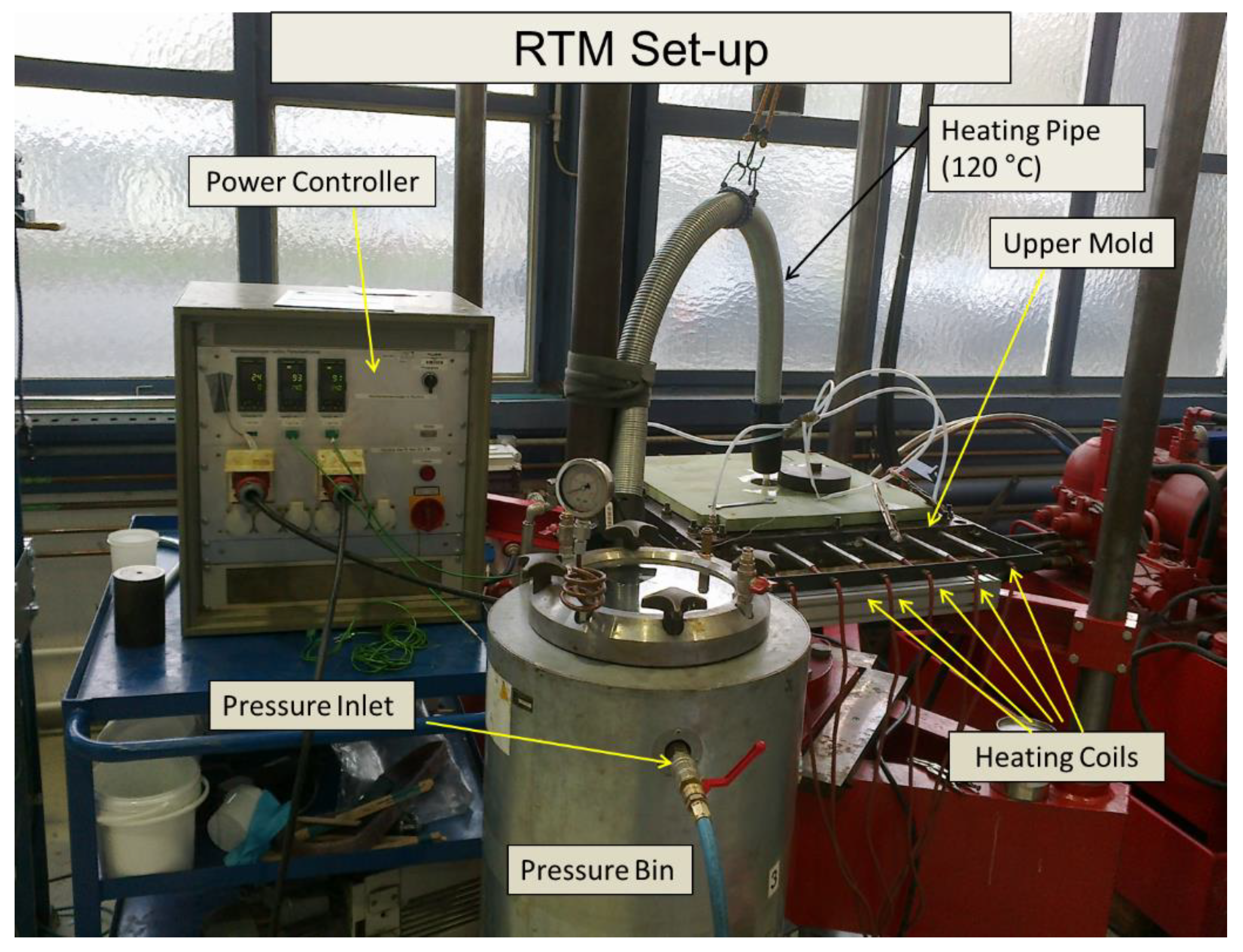
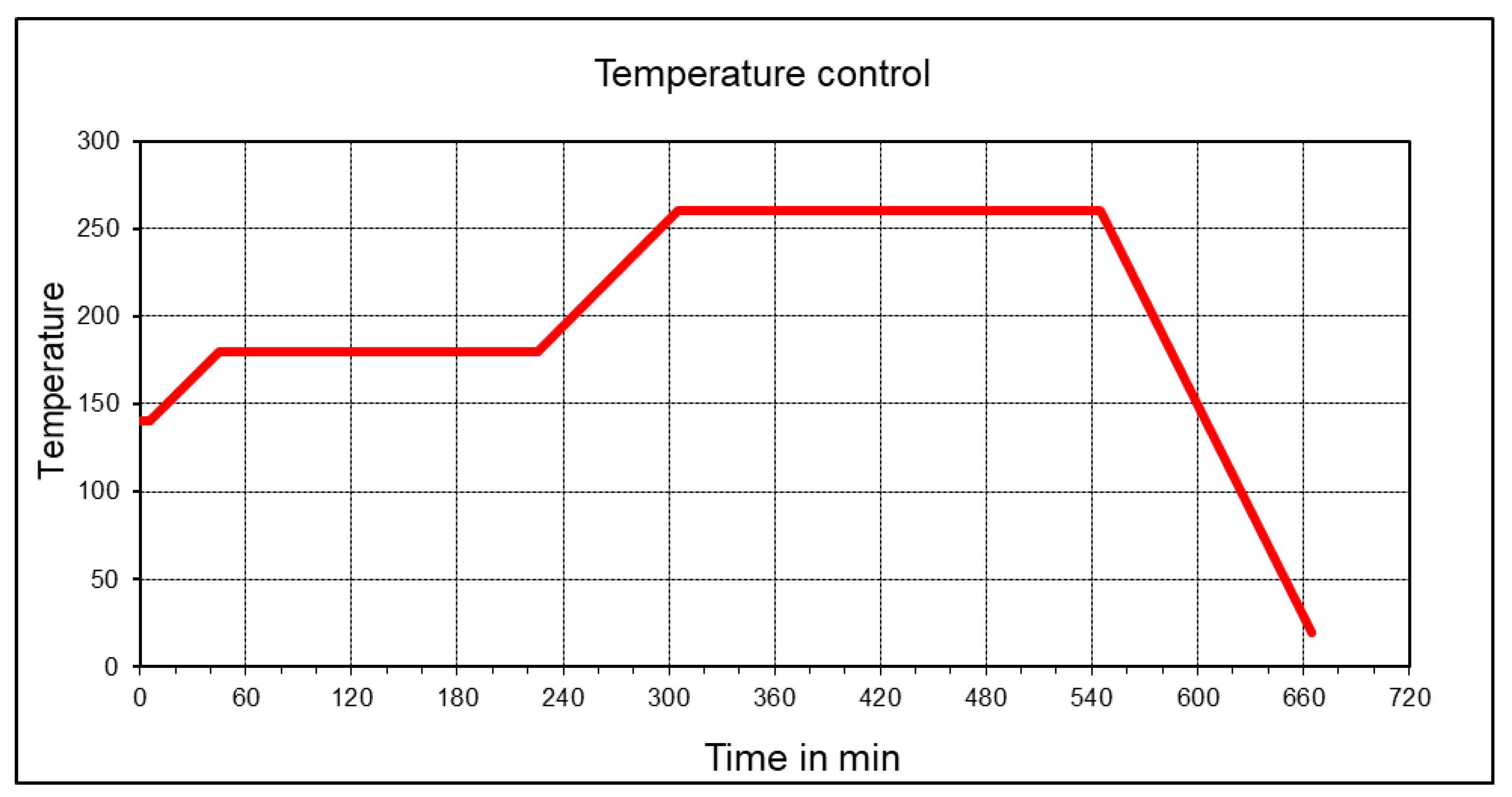
2. Materials and Methods
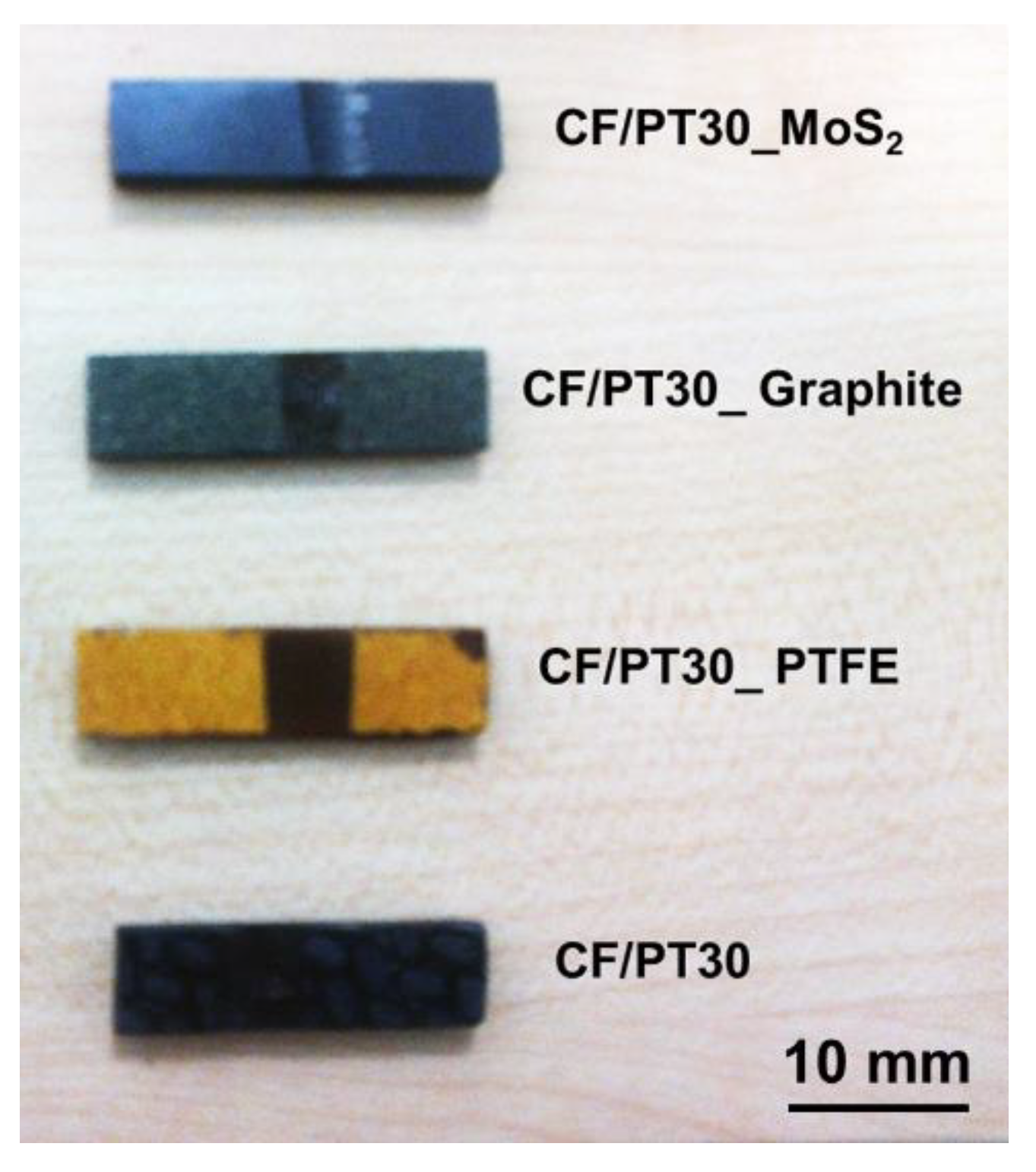
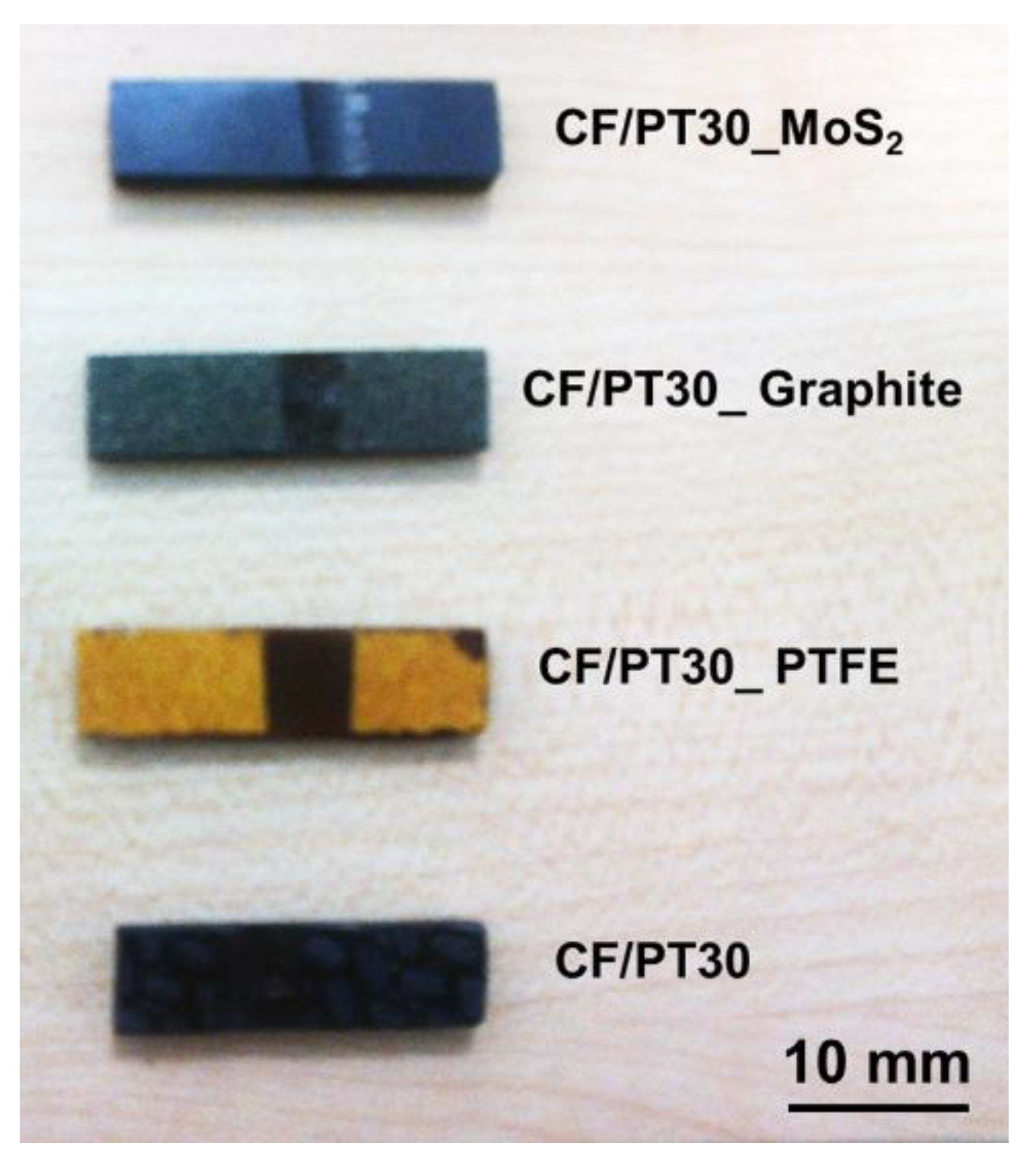
- PT-30/carbon fiber (CF)
- PT-30/CF/5 wt.% PTFE plate
- PT-30/CF/5 wt.% MoS2 plate
- PT-30/CF/5 wt.% graphite plate
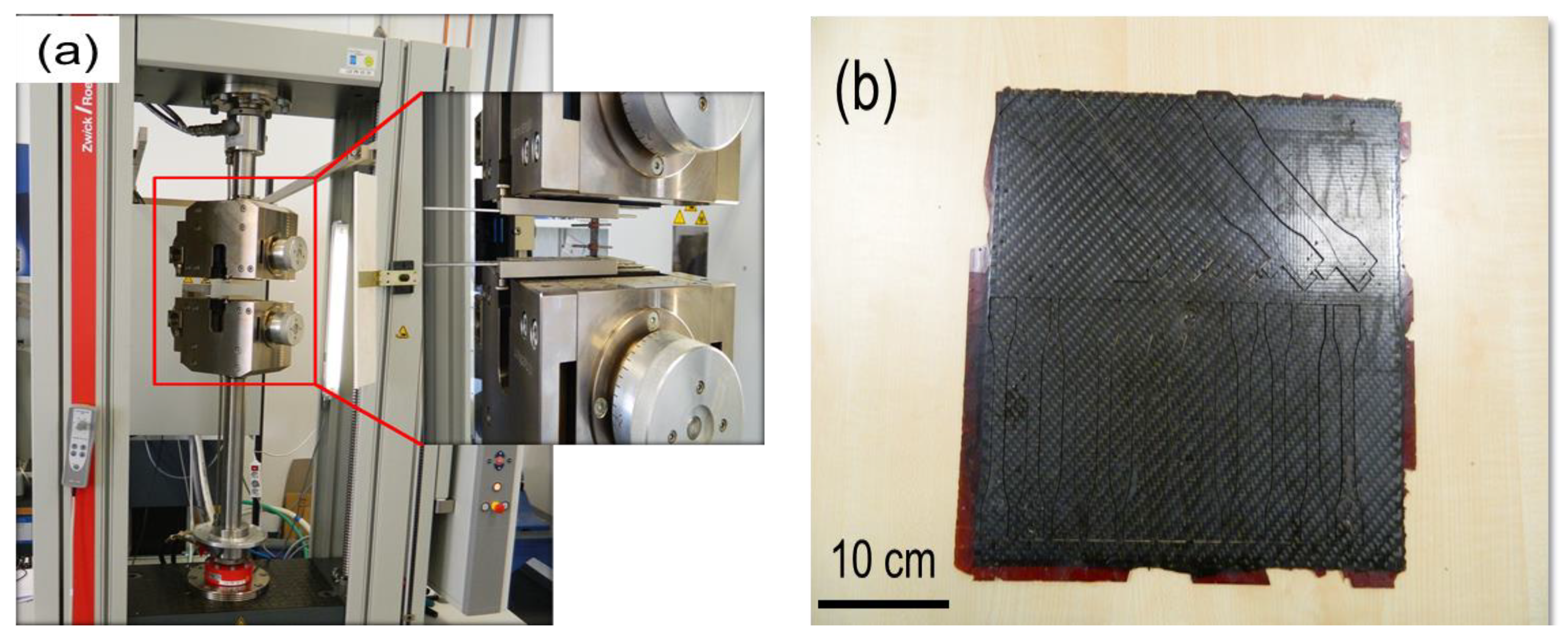
2.1. Mechanical Properties
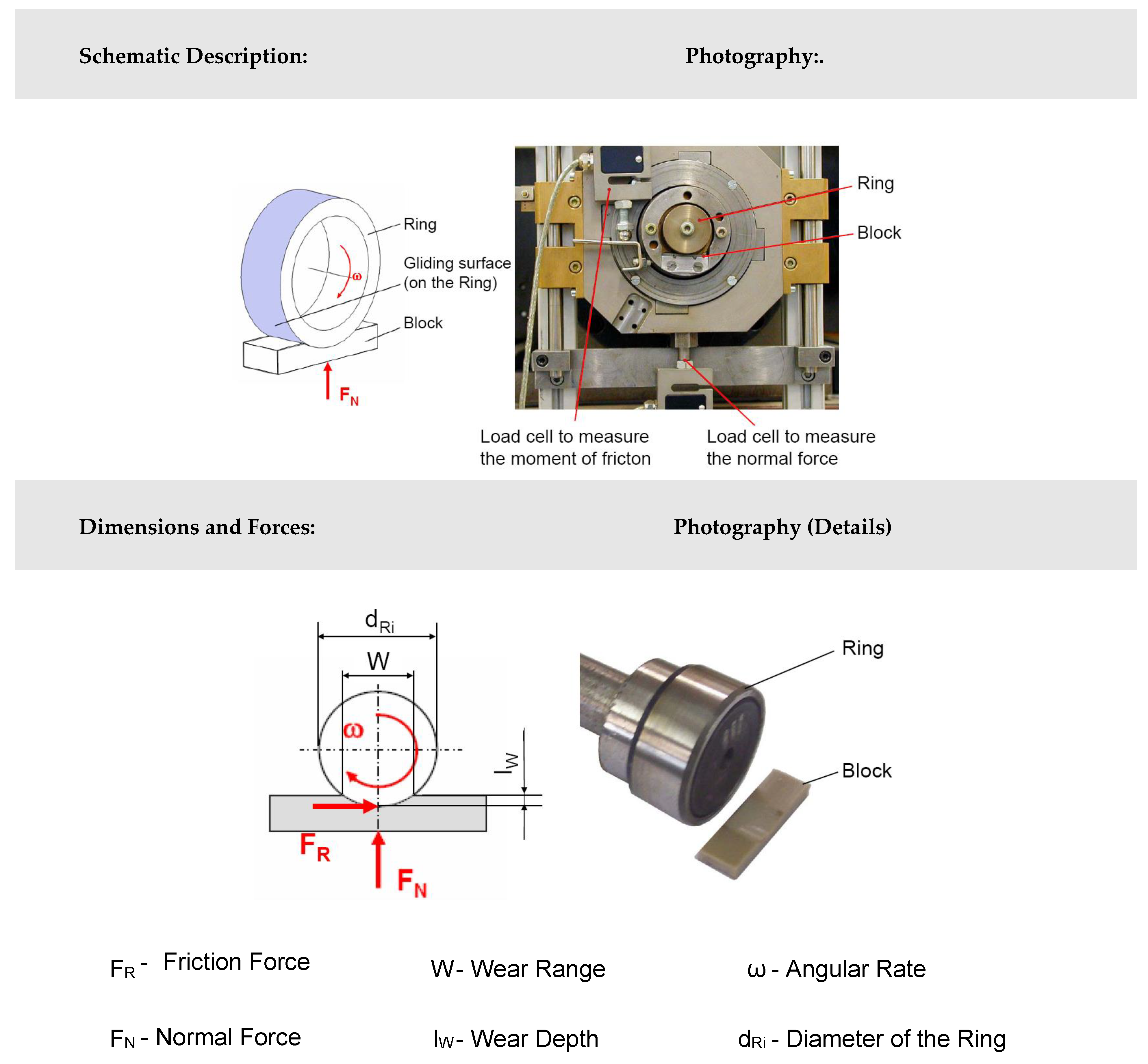
2.2. Tribological Tests
3. Result and Discussion
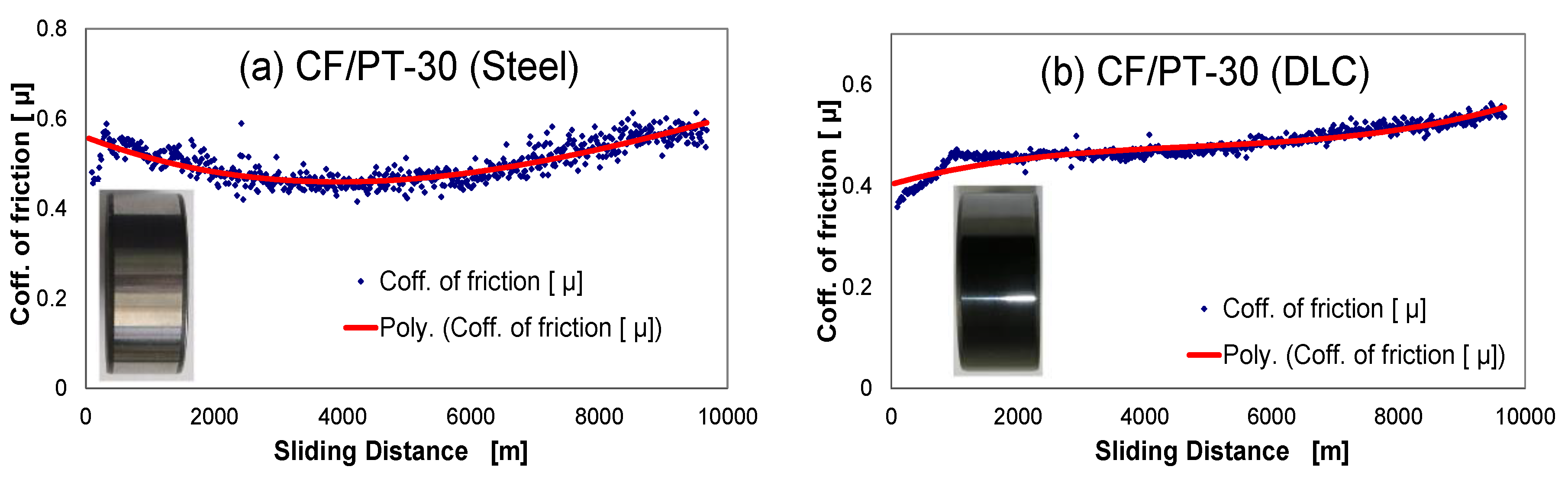
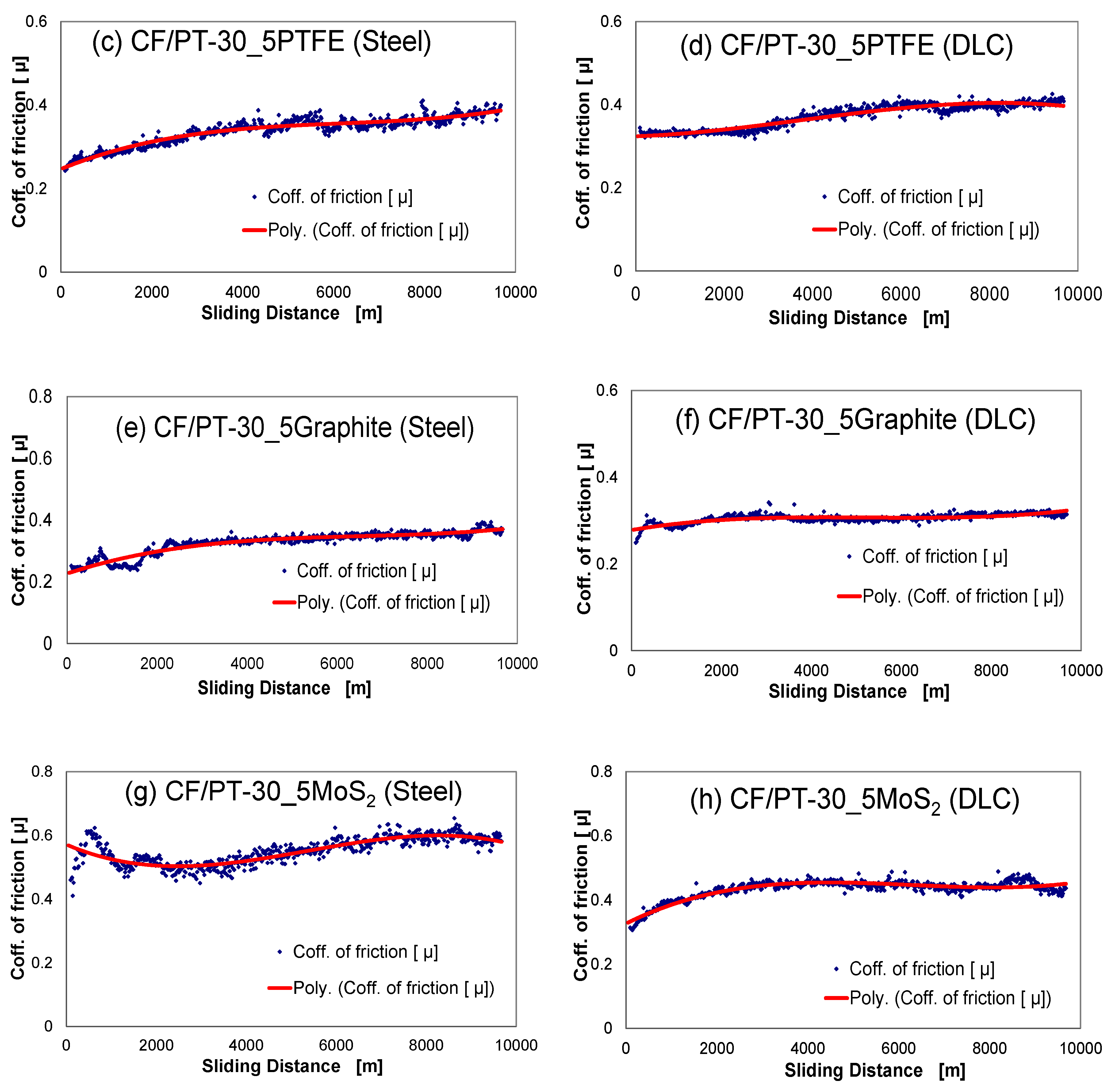
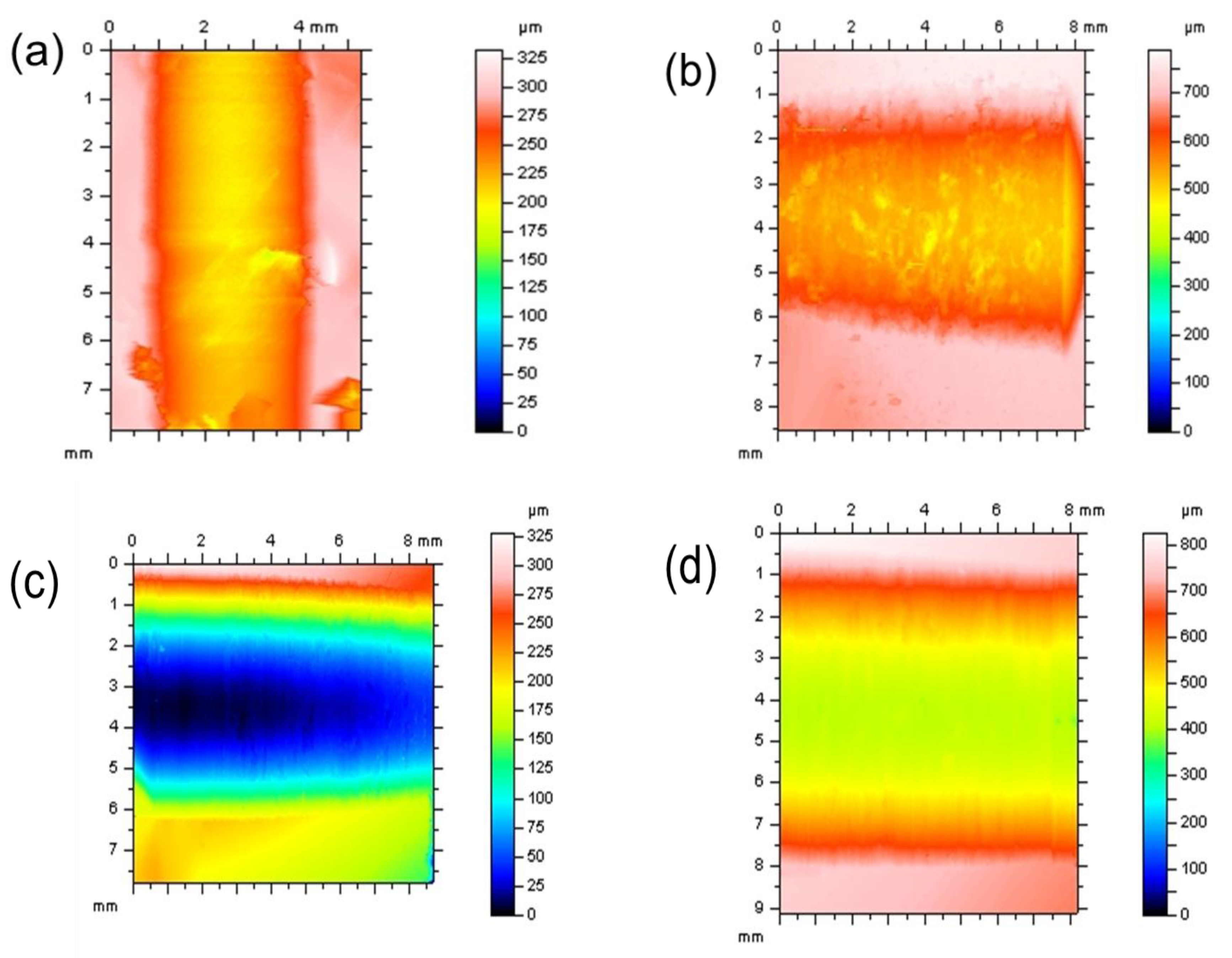
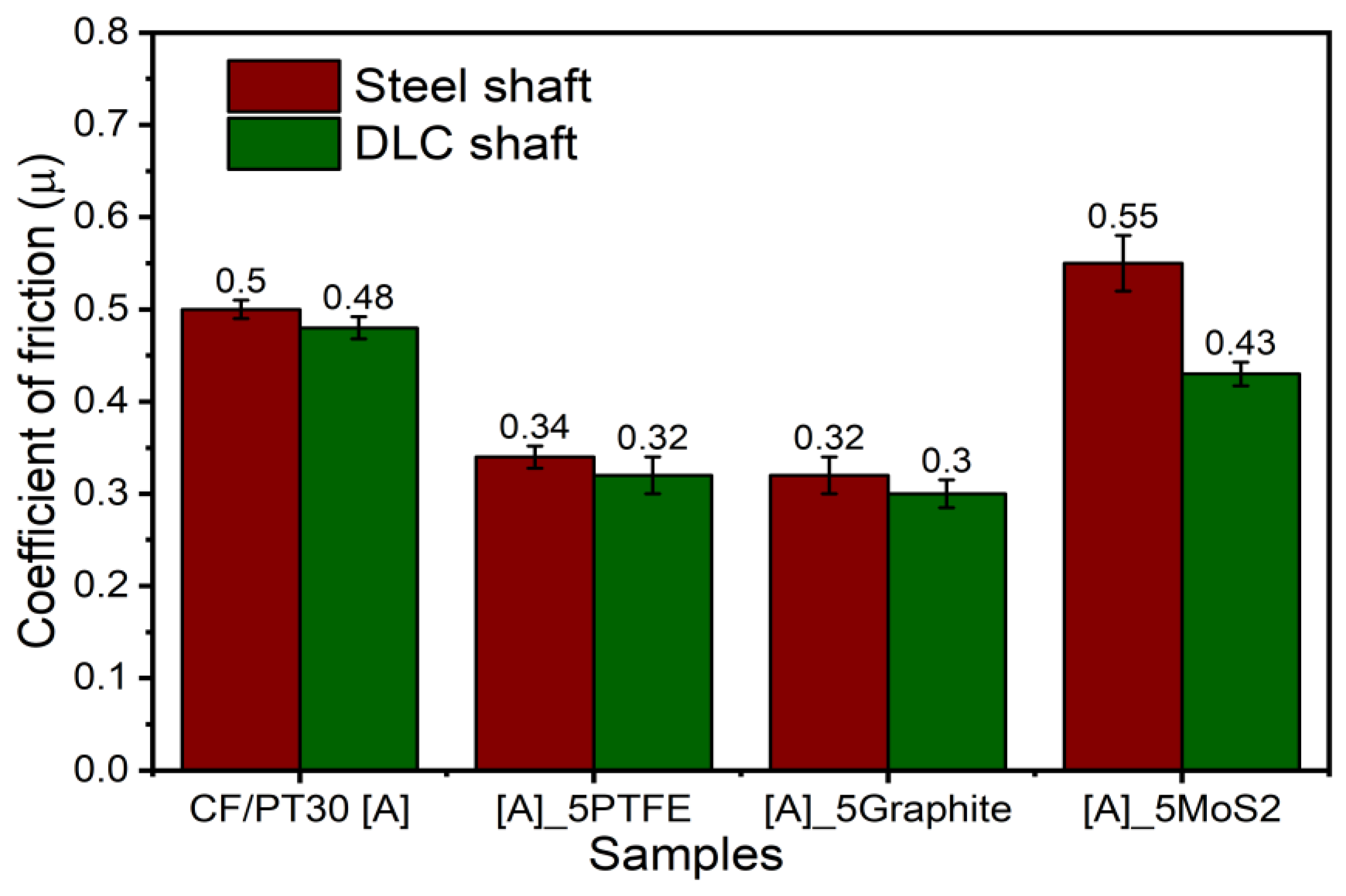
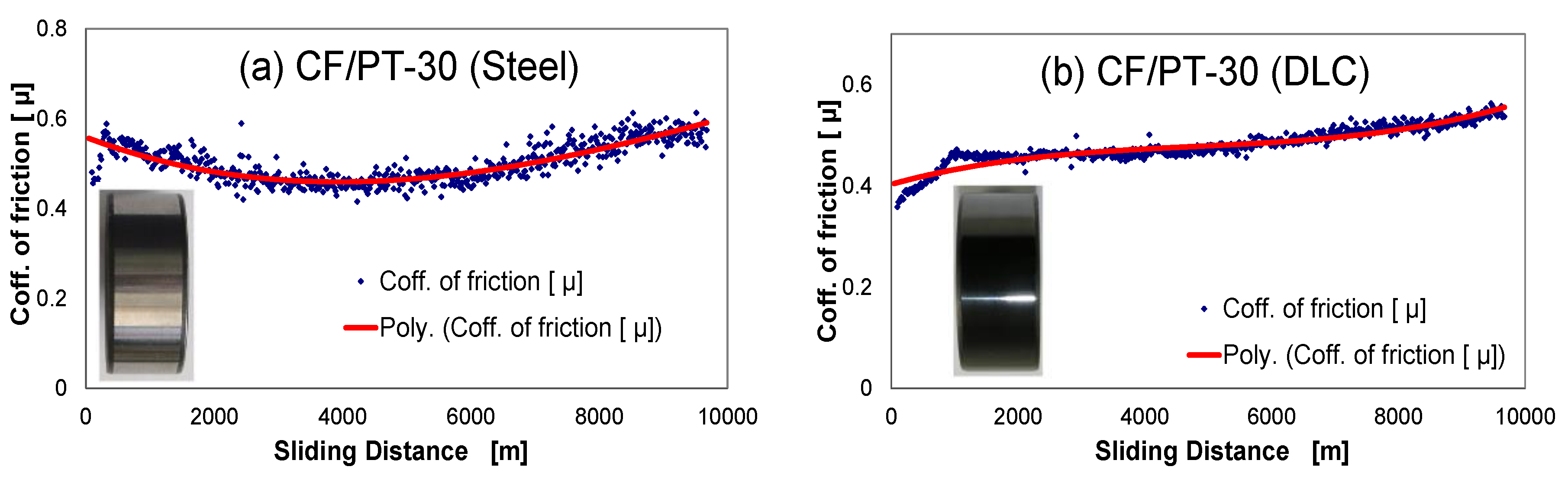
3.1. Tribological Results
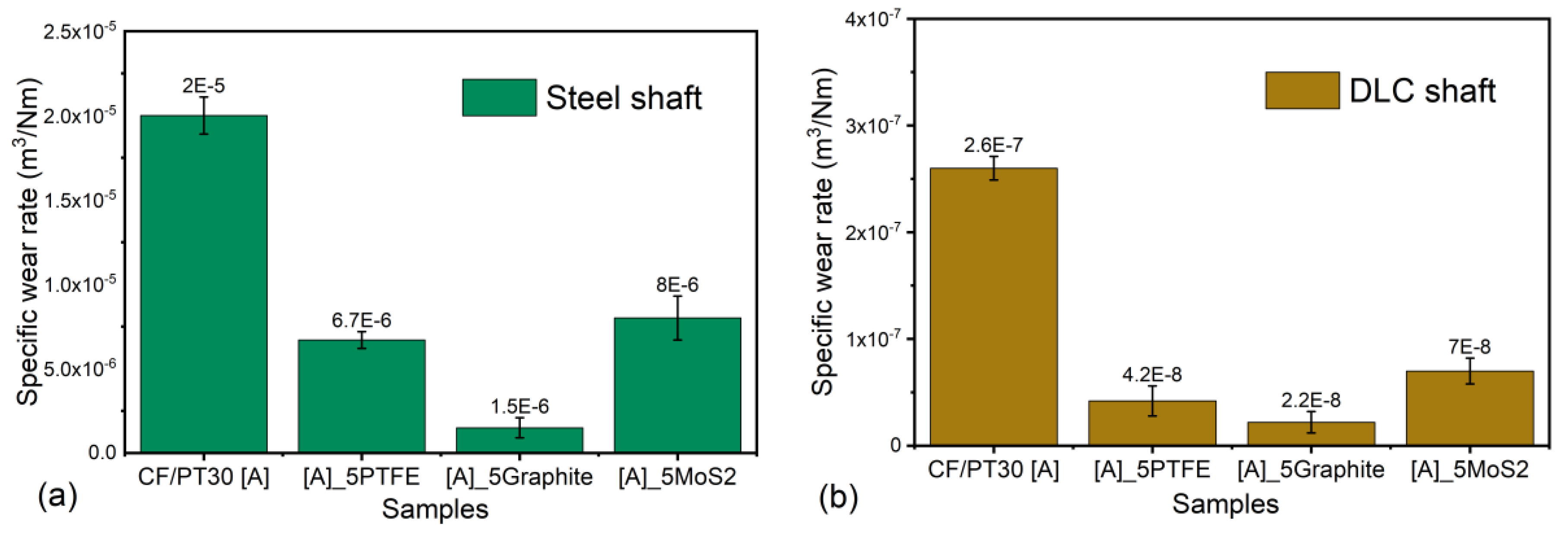
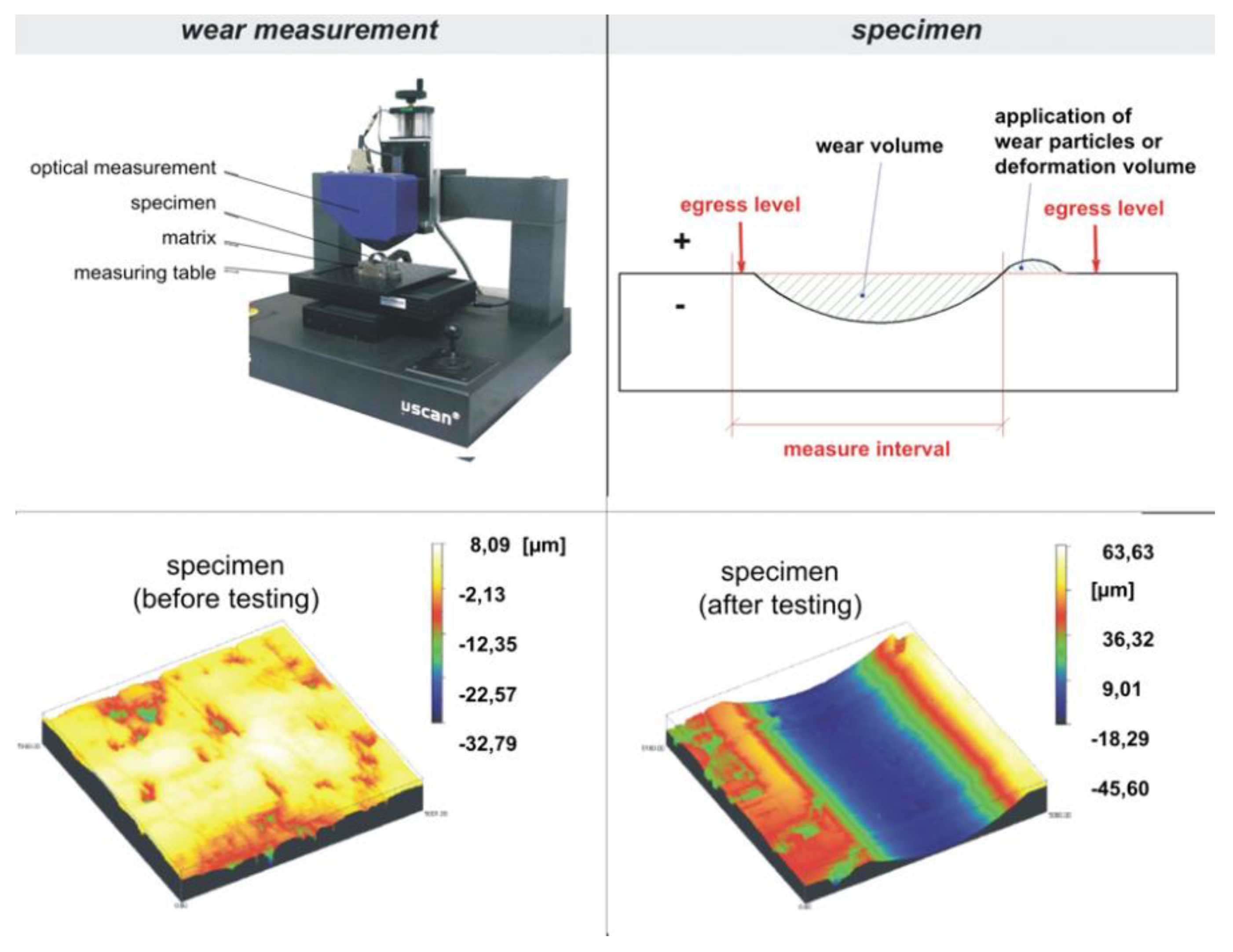
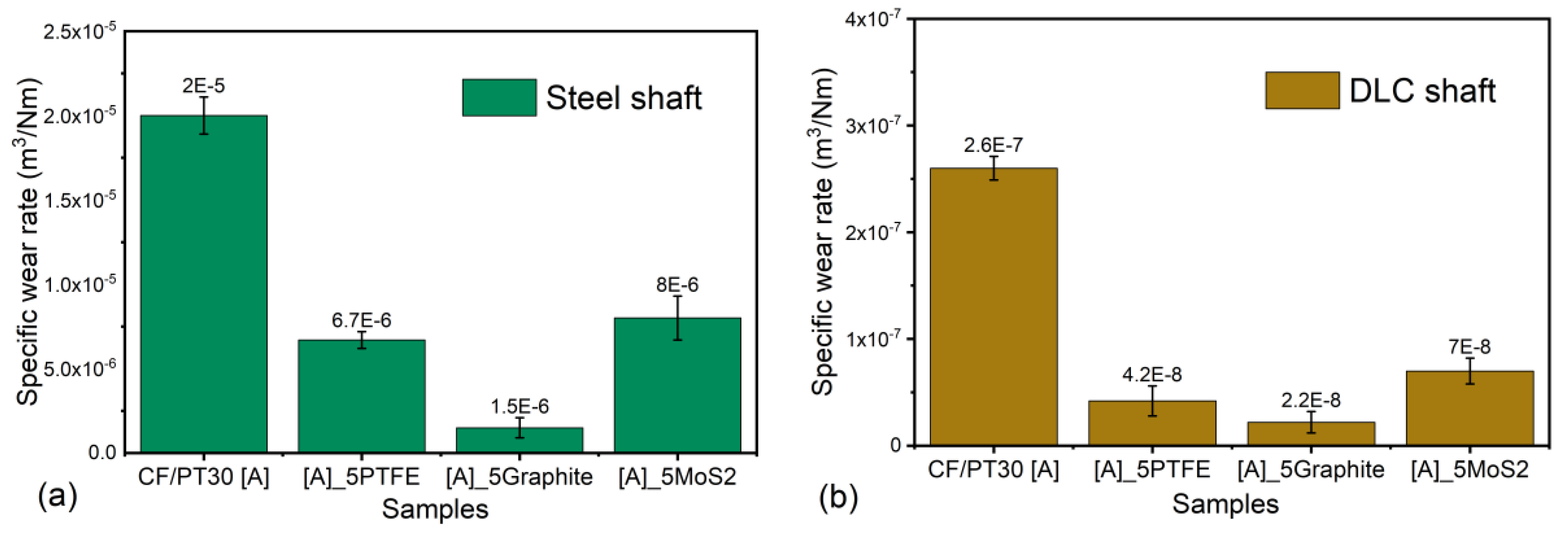
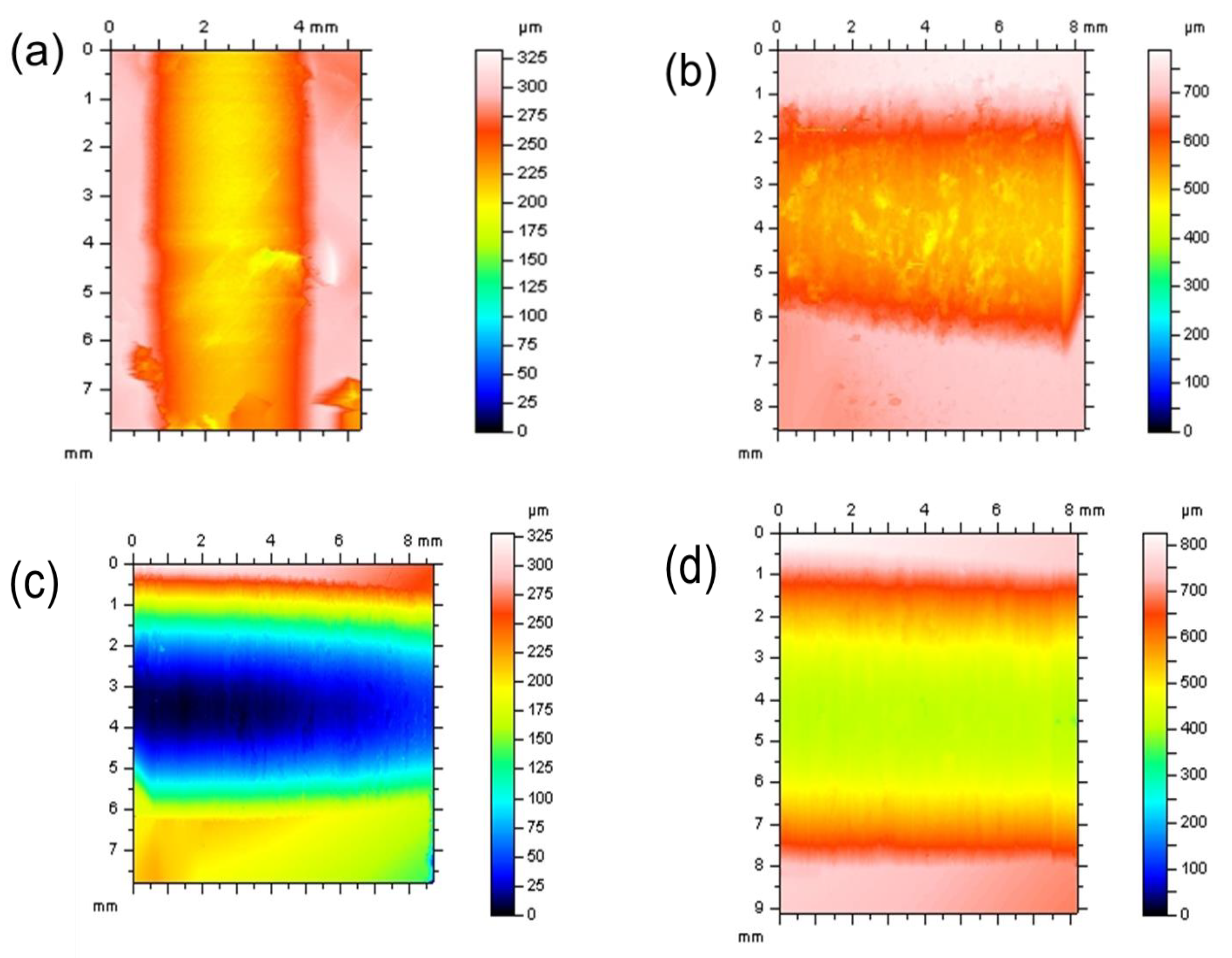
3.2. Specific Wear Rate Results
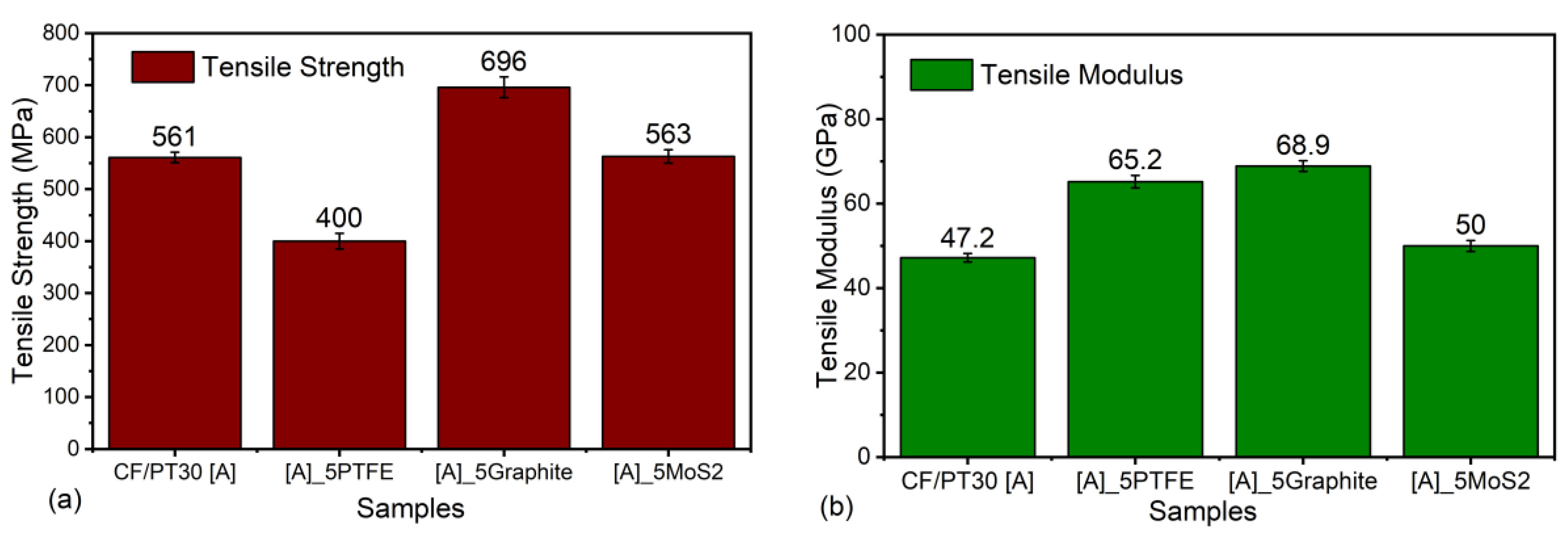
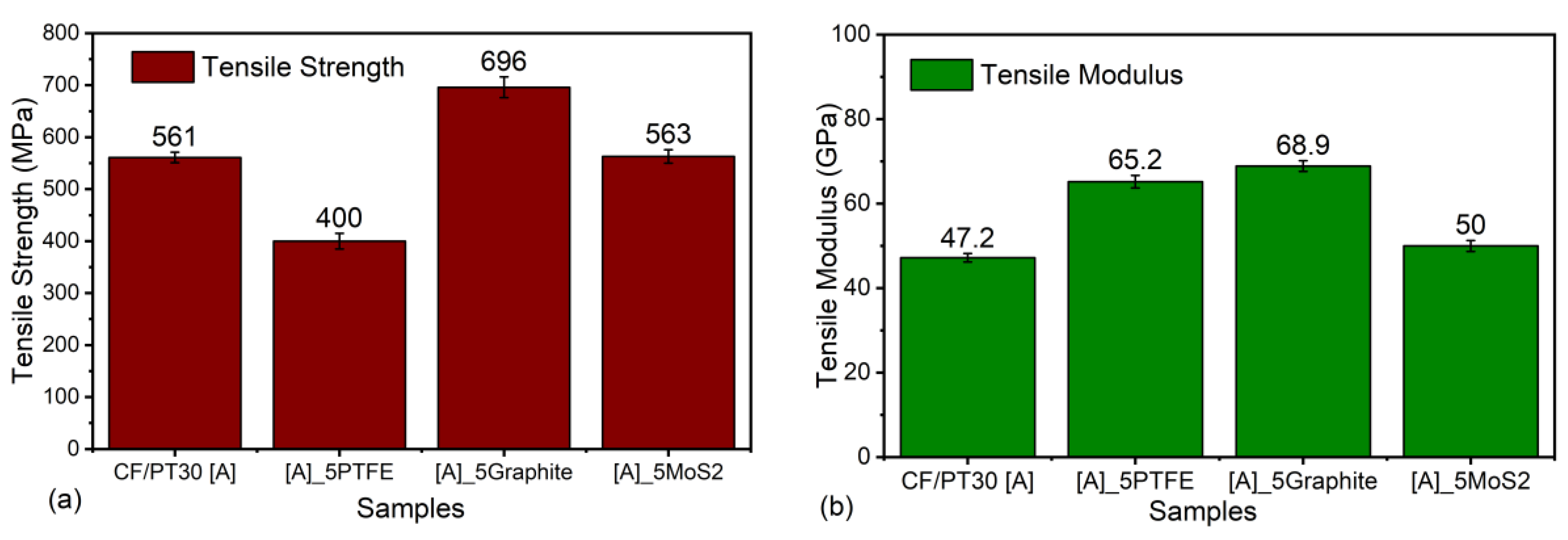
3.3. Mechanical Results
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Becker, W.; Wadsworth, M. Technical Paper EM91-218; Society of Manufacturing Engineers: Michigan, MI, USA, 1991. [Google Scholar]
- Thomas, L.R.; Miller, A.K.; Chan, A.L. Fabrication of Complex High-Performance Composite Structures at Low Cost Using VARTM. In Proceedings of the 47th International SAMPE Symposium and Exhibition, Long Beach, CA, USA, 12–16 May 2002; pp. 1317–1329. [Google Scholar]
- Saxena, P.; Schinzel, M.; Andrich, M.; Modler, N. Development of a novel test-setup for identifying the frictional characteristics of carbon fibre reinforced polymer composites at high surface pressure. IOP Conf. Series Mater. Sci. Eng. 2016, 149, 012124. [Google Scholar] [CrossRef]
- Abali, F.; Shivakumar, K.; Hamidi, N.; Sadler, R. An RTM densification method of manufacturing carbon–carbon composites using Primaset PT-30 resin. Carbon 2003, 41, 893–901. [Google Scholar] [CrossRef]
- Gu, A. Novel high performance RTM bismaleimide resin with low cure temperature for advanced composites. Polym. Adv. Technol. 2005, 16, 563–566. [Google Scholar] [CrossRef]
- Rau, A.V.; Srinivasan, S.A.; McGrath, J.E.; Loos, A. Resin transfer molding (RTM) with toughened cyanate ester resin systems. Polym. Compos. 1998, 19, 166–179. [Google Scholar] [CrossRef]
- He, S.; Liang, G.; Yan, H.; Wang, J.; Yang, L. High performance toughened cyanate ester resin with low injection temperature for RTM process. Polym. Adv. Technol. 2009, 20, 143–146. [Google Scholar] [CrossRef]
- Hamerton, I.; Hay, J.N. Recent technological developments in cyanate ester resins. High Perform. Polym. 1998, 10, 163–174. [Google Scholar] [CrossRef]
- Wang, G.; Wang, R.; Fu, G.; Gao, T.; Fu, C.; Kuang, H.; Yang, F.; Jiao, W.; Hao, L.; Liu, W. Study on phenolphthalein poly(ether sulfone)-modified cyanate ester resin and epoxy resin blends. Polym. Eng. Sci. 2015, 55, 2591–2602. [Google Scholar] [CrossRef]
- Hillermeier, R.W.; Seferis, J.C. Environmental effects on thermoplastic and elastomer toughened cyanate ester composite systems. J. Appl. Polym. Sci. 2000, 77, 556–567. [Google Scholar] [CrossRef]
- Liu, J.; Ding, N.; Xu, R.; He, Q.; Shen, J.; Hu, B. Cyanate ester resin modified by hydroxyl-terminated polybutadiene: Morphology, thermal, and mechanical properties. Polym. Eng. Sci. 2011, 51, 1404–1408. [Google Scholar] [CrossRef]
- Fang, T.; Shimp, D. Polycyanate esters: Science and applications. Prog. Polym. Sci. 1995, 20, 61–118. [Google Scholar] [CrossRef]
- Liang, G.; Zhang, M. Enhancement of processability of cyanate ester resin via copolymerization with epoxy resin. J. Appl. Polym. Sci. 2002, 85, 2377–2381. [Google Scholar] [CrossRef]
- Wang, J.; Liang, G.; Yan, H.; He, S. Mechanical and thermal properties of functionalized multiwalled carbon nanotubes/cyanate ester composite. Polym. Eng. Sci. 2009, 49, 680–684. [Google Scholar] [CrossRef]
- Zhang, M.; Yan, H.; Liu, C.; Zhang, J. Preparation and characterization of POSS-SiO2/cyanate ester composites with high performance. Polym. Compos. 2015, 36, 1840–1848. [Google Scholar] [CrossRef]
- Kinloch, A.; Taylor, A.C. The toughening of cyanate-ester polymers Part I Physical modification using particles, fibres and woven-mats. J. Mater. Sci. 2002, 37, 433–460. [Google Scholar] [CrossRef]
- Wooster, T.J.; Abrol, S.; Hey, J.M.; Macfarlane, D.R. The Effect of particle matrix adhesion on the mechanical properties of silica filled cyanate ester composites. Macromol. Mater. Eng. 2004, 289, 872–879. [Google Scholar] [CrossRef]
- Wang, J.; Liang, G.; Zhu, B. Modification of cyanate resin by nanometer silica. J. Reinf. Plast. Compos. 2007, 26, 419–429. [Google Scholar] [CrossRef]
- Iijima, T.; Kunimi, T.; Oyama, T.; Tomoi, M. Modification of cyanate ester resin by soluble polyarylates. Polym. Int. 2003, 52, 773–782. [Google Scholar] [CrossRef]
- Harismendy, I.; Eceiza, A.; Gavalda, J.; Mondragon, I.; Del Río, M.; Gomez, C.M. Morphology and thermal behavior of dicyanate ester-polyetherimide semi-IPNS cured at different conditions. J. Appl. Polym. Sci. 2000, 76, 1037–1047. [Google Scholar] [CrossRef]
- Hu, X.; Fan, J.; Yue, C.Y. Rheological study of crosslinking and gelation in bismaleimide/cyanate ester interpenetrating polymer network. J. Appl. Polym. Sci. 2001, 80, 2437–2445. [Google Scholar] [CrossRef]
- Ganguli, S.; Dean, D.; Jordan, K.; Price, G.; Vaia, R. Mechanical properties of intercalated cyanate ester–layered silicate nanocomposites. Polymer 2003, 44, 1315–1319. [Google Scholar] [CrossRef]
- Cao, Z.; Mechin, F.; Pascault, J.-P. Effects of rubbers and thermoplastics as additives on cyanate polymerization. Polym. Int. 1994, 34, 41–48. [Google Scholar] [CrossRef]
- Hillermeier, R.W.; Hayes, B.S.; Seferis, J.C. Processing of highly elastomeric toughened cyanate esters through a modified resin transfer molding technique. Polym. Compos. 1999, 20, 155–165. [Google Scholar] [CrossRef]
- Stankovich, S.; Dikin, D.A.; Dommett, G.H.B.; Kohlhaas, K.M.; Zimney, E.J.; Stach, E.A.; Piner, R.D.; Nguyen, S.T.; Ruoff, R.S. Graphene-based composite materials. Nature 2006, 442, 282–286. [Google Scholar] [CrossRef] [PubMed]
- Zhao, M.; Liu, L.; Zhang, B.; Sun, M.; Zhang, X.; Zhang, X.; Li, J.; Wang, L. Effect of surface functionalization of molybdenum disulfide nanosheets with polysulfone on cyanate ester nanocomposites. Colloids Surf. A Physicochem. Eng. Asp. 2020, 589, 124476. [Google Scholar] [CrossRef]
- Kim, H.; Abdala, A.A.; Macosko, C.W. Graphene/polymer manocomposites. Macromolecules 2010, 43, 6515–6530. [Google Scholar] [CrossRef]
- Wooster, T.J.; Abrol, S.; Macfarlane, D.R. Polymeric toughening of particle filled cyanate ester composites. Macromol. Mater. Eng. 2005, 290, 961–969. [Google Scholar] [CrossRef]
- Reams, J.T.; Guenthner, A.J.; Lamison, K.R.; Yandek, G.R.; Swanson, D.D.; Mabry, J.M. Formulation and physical properties of cyanate ester nanocomposites based on graphene. J. Polym. Sci. Part B Polym. Phys. 2014, 52, 1061–1070. [Google Scholar] [CrossRef]
- Wang, X.; Kalali, E.N.; Wang, D.-Y. An In Situ polymerization approach for functionalized MoS2/nylon-6 nanocomposites with enhanced mechanical properties and thermal stability. J. Mater. Chem. A 2015, 3, 24112–24120. [Google Scholar] [CrossRef]
- Feng, P.; Kong, Y.; Yu, L.; Li, Y.; Gao, C.; Peng, S.; Pan, H.; Zhao, Z.; Shuai, C. Molybdenum disulfide nanosheets embedded with nanodiamond particles: Co-dispersion nanostructures as reinforcements for polymer scaffolds. Appl. Mater. Today 2019, 17, 216–226. [Google Scholar] [CrossRef]
- Wu, J.; Jia, Z.; He, Y.; Yu, Z. Investigation on thermal stability and tribological properties of ZrB2 particles filling cyanate ester resin composites by experiments and numerical simulation. Polym. Eng. Sci. 2018, 59, 602–607. [Google Scholar] [CrossRef]
- Engineers Edge. Coefficient of Friction Equation and Table Chart. Available online: https://www.engineersedge.com/coeffients_of_friction.htm. (accessed on 23 July 2020).
- Hufenbach, W.; Kunze, K. Tribologische kenngroßen in kurzer zeit ermitteln. Ind. Anz. 1998, 120, 60–61. [Google Scholar]
- Andrich, M.; Hufenbach, W.; Kunze, K.; Scheibe, H.-J. Characterisation of the friction and wear behaviour of textile reinforced polymer composites in contact with diamond-like carbon layers. Tribol. Int. 2013, 62, 29–36. [Google Scholar] [CrossRef]
- Bijwe, J.; Sharma, M.; Hufenbach, W.; Kunze, K.; Langkamp, A. Surface Engineering with Micro- and Nanosized Solid Lubricants for Enhanced Performance of Polymer Composites and Bearings. In Tribology of Polymeric Nanocomposites; Elsevier Inc.: Amsterdam, The Netherland, 2013; pp. 687–716. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Counter-Face Material | Dry Contact Static Friction (µ) |
|---|---|---|
| Aluminum | Aluminum | 1.10–1.35 |
| Aluminum | Steel | 0.61 |
| Brake (composite) | Cast iron | 0.40 |
| Brass | Steel | 0.50 |
| Bronze | Cast iron | 0.21 |
| Copper | Steel | 0.53 |
| Diamond | Steel | 0.10 |
| Graphite | Steel | 0.10 |
| Polyethene | Steel | 0.2 |
| Polystyrene | Steel | 0.30–0.35 |
| PTFE (Teflon) | Steel | 0.04 |
| Epoxy resin | Steel | 0.71 |
| Cyanate ester resin | Steel | 0.50 |
| Bismaleimide resin | Steel | 0.65 |
| Property | Values |
|---|---|
| Tensile strength [GPa] | 0.041 |
| Tensile modulus [GPa] | 4.07 |
| Compressive strength [GPa] | 0.317 |
| Elongation | 1.2–1.5 |
| Gel time at 200°C [min] | 30–70 |
| Viscosity at 80°C [mPa*s] | 300–500 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bajpai, A.; Saxena, P.; Kunze, K. Tribo-Mechanical Characterization of Carbon Fiber-Reinforced Cyanate Ester Resins Modified With Fillers. Polymers 2020, 12, 1725. https://doi.org/10.3390/polym12081725
Bajpai A, Saxena P, Kunze K. Tribo-Mechanical Characterization of Carbon Fiber-Reinforced Cyanate Ester Resins Modified With Fillers. Polymers. 2020; 12(8):1725. https://doi.org/10.3390/polym12081725
Chicago/Turabian StyleBajpai, Ankur, Prateek Saxena, and Klaus Kunze. 2020. "Tribo-Mechanical Characterization of Carbon Fiber-Reinforced Cyanate Ester Resins Modified With Fillers" Polymers 12, no. 8: 1725. https://doi.org/10.3390/polym12081725
APA StyleBajpai, A., Saxena, P., & Kunze, K. (2020). Tribo-Mechanical Characterization of Carbon Fiber-Reinforced Cyanate Ester Resins Modified With Fillers. Polymers, 12(8), 1725. https://doi.org/10.3390/polym12081725