3D Printing and Solvent Dissolution Recycling of Polylactide–Lunar Regolith Composites by Material Extrusion Approach


 ,
,
Abstract
1. Introduction
2. Experimental Section
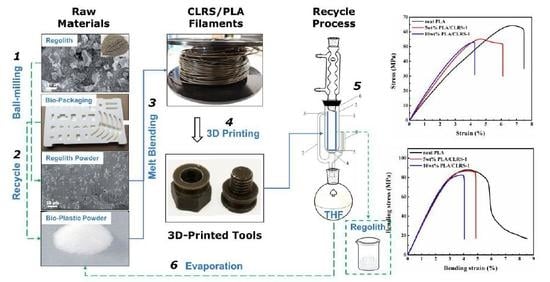
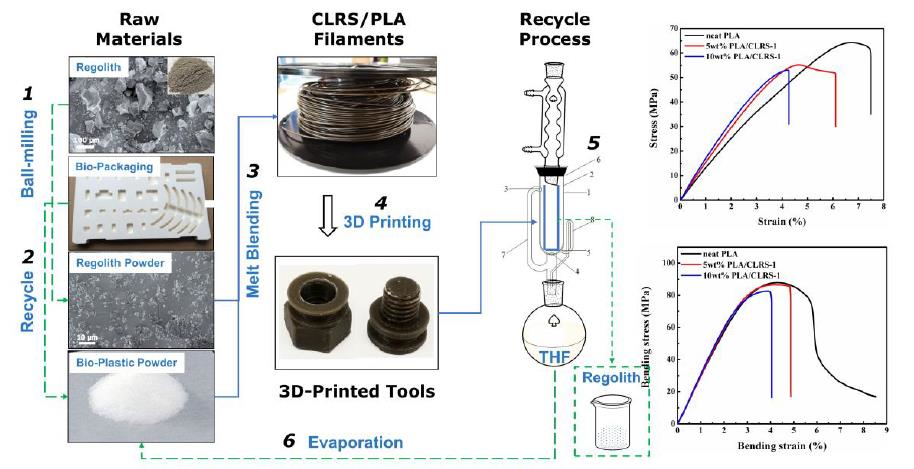
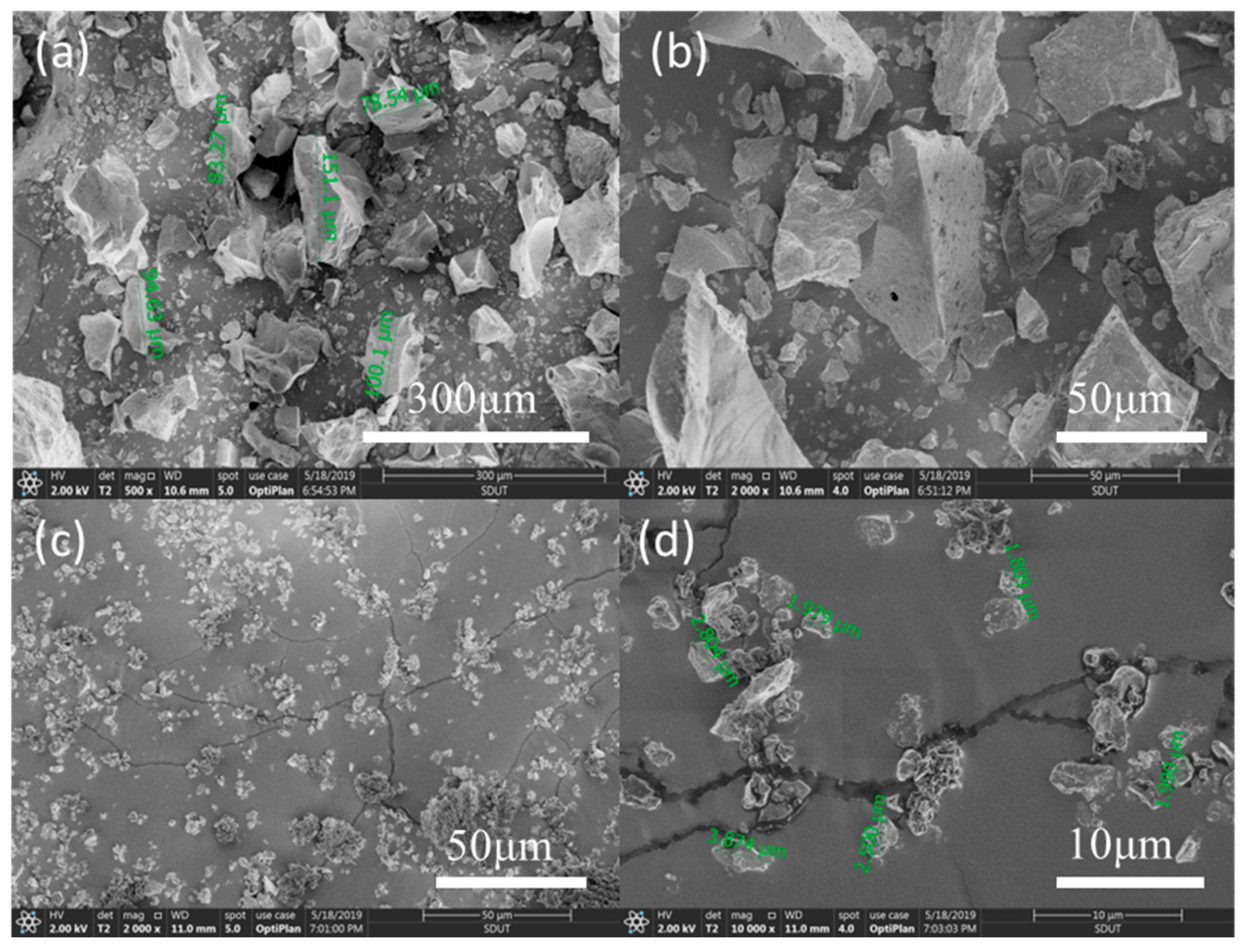
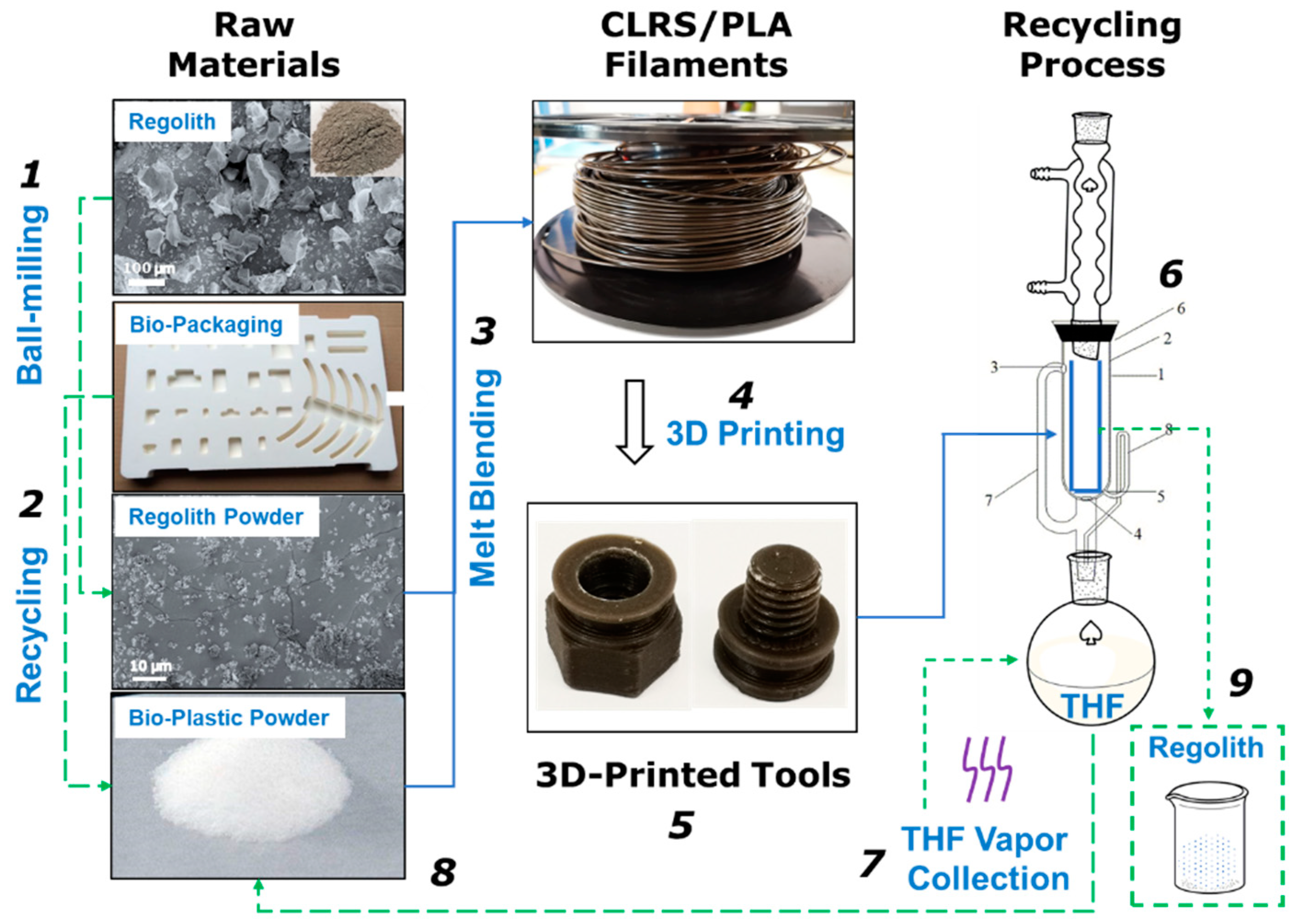
2.1. Raw Materials and Filament Preparation
2.2. Fabrication of 3D Printed PLA/CLRS-1 Specimens
2.3. Recycle Experiment of 3D Printed PLA/CLRS-1 Specimens
2.4. Characterization
3. Results and Discussion
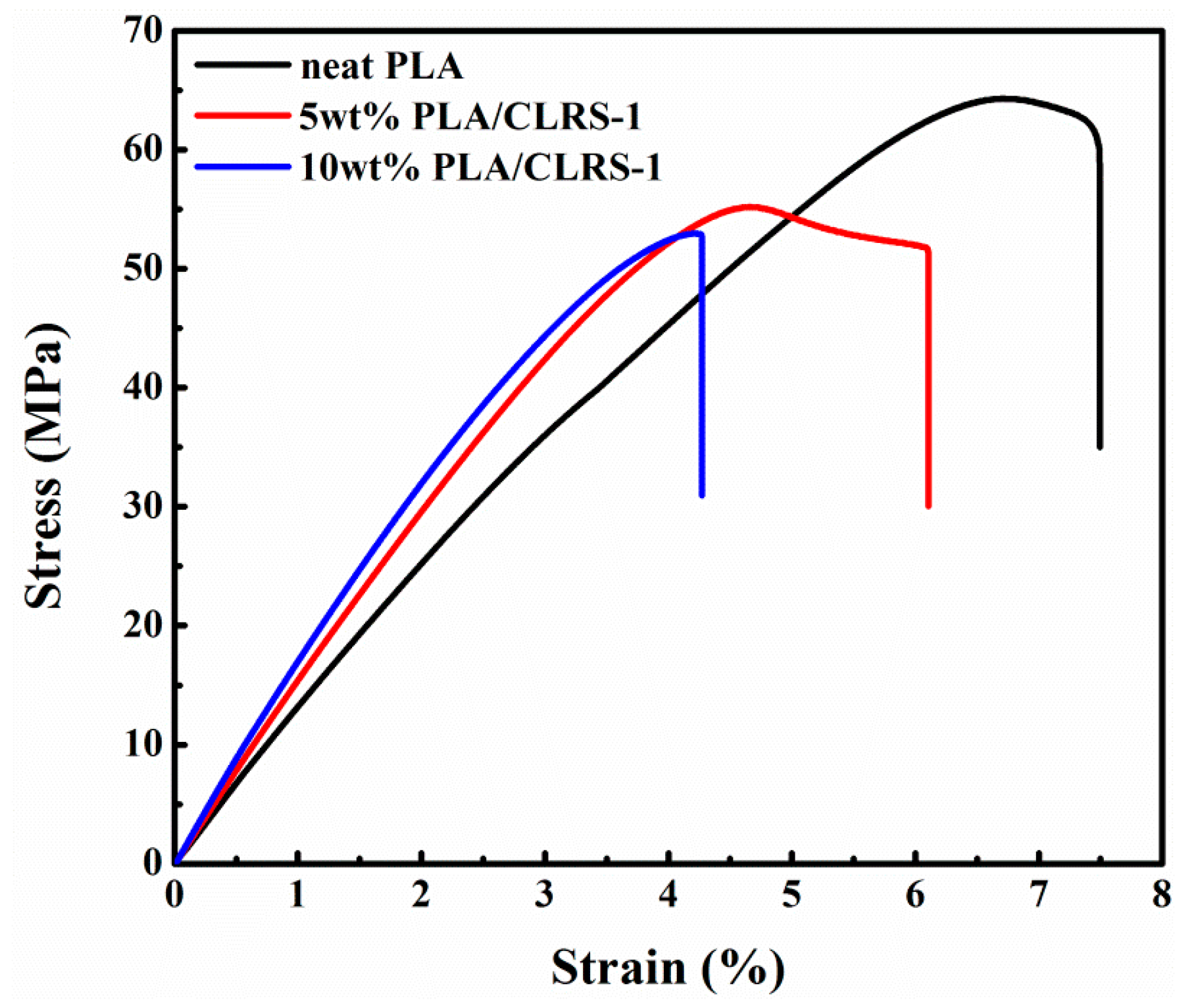
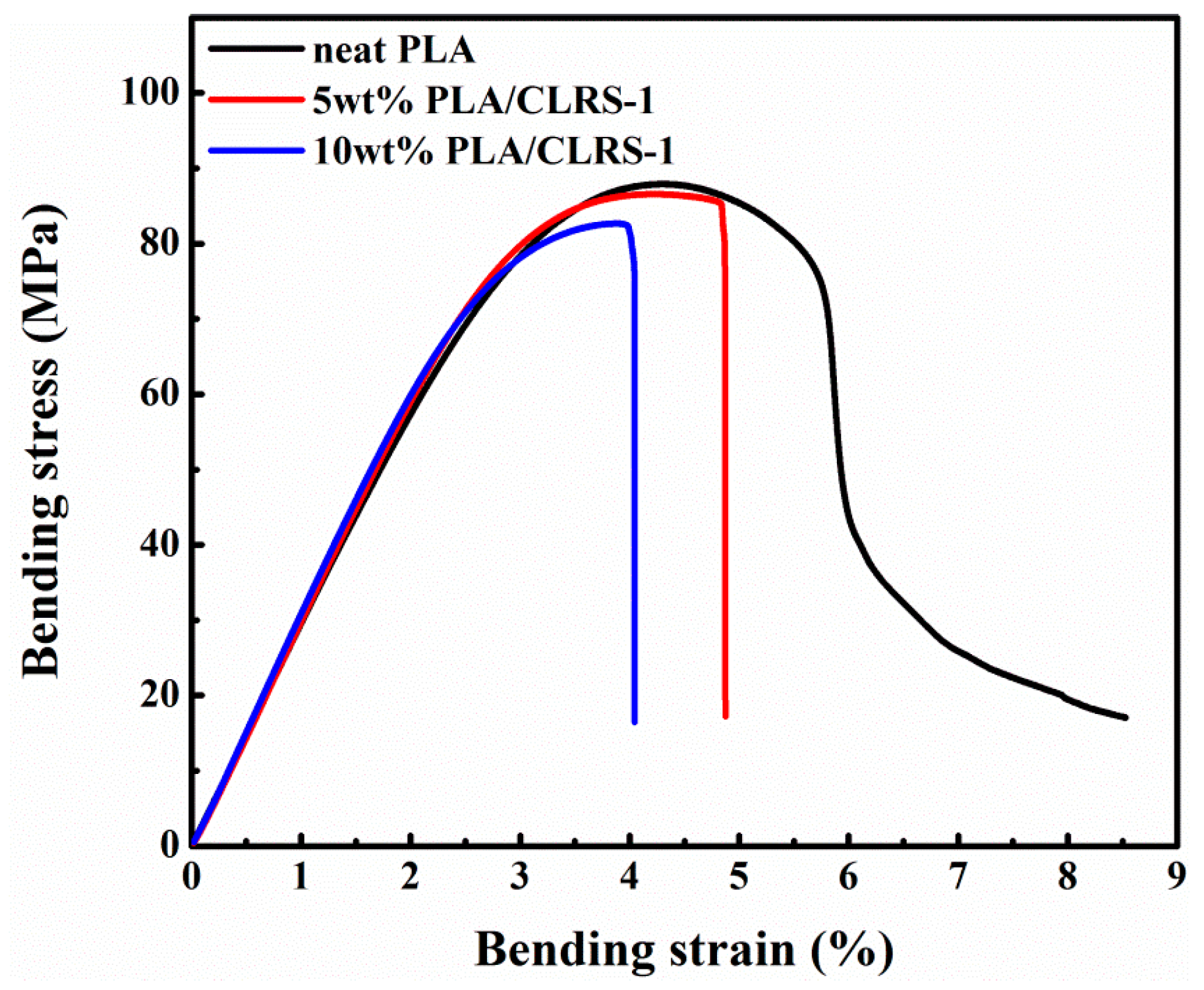
3.1. Mechanical Behavior
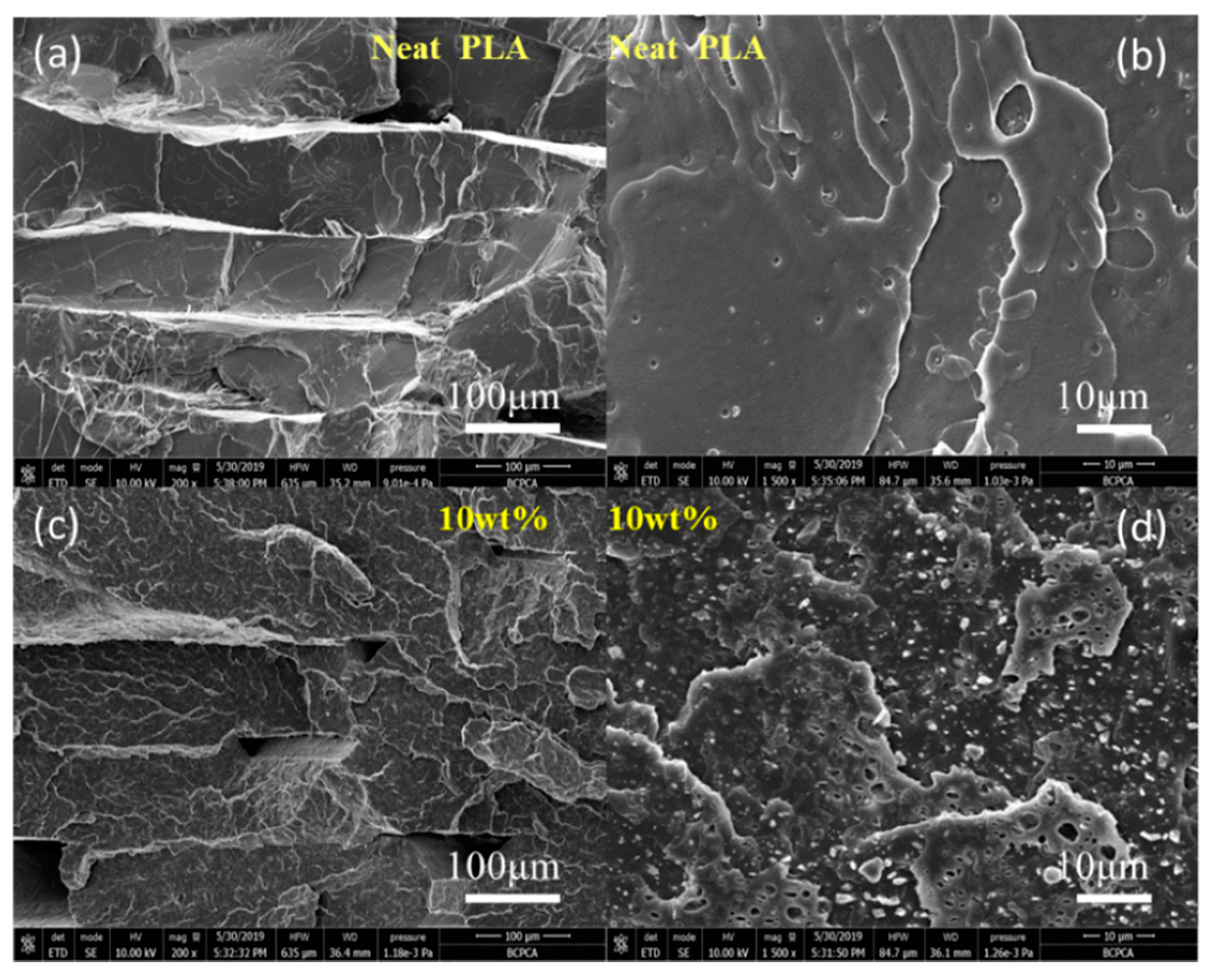
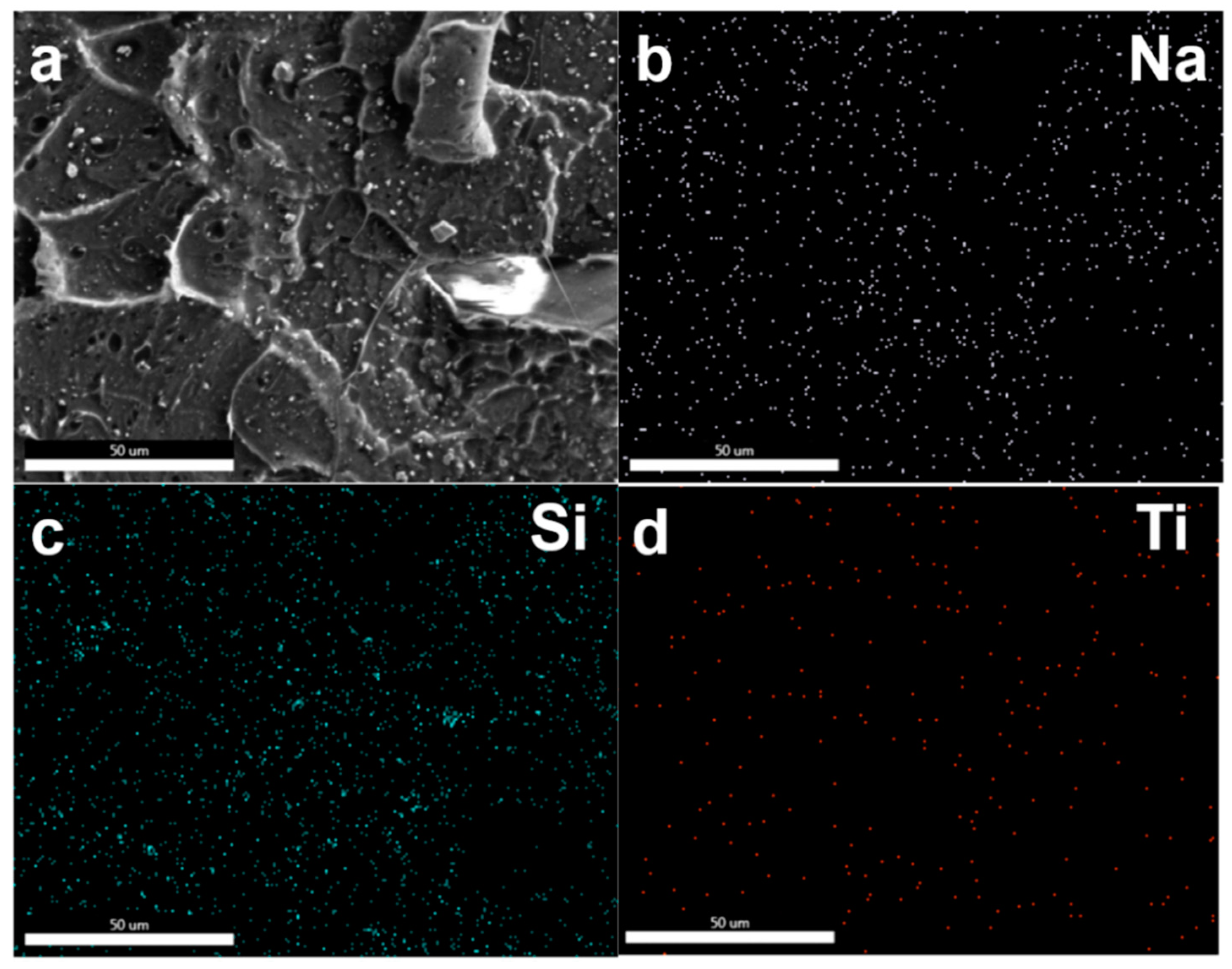
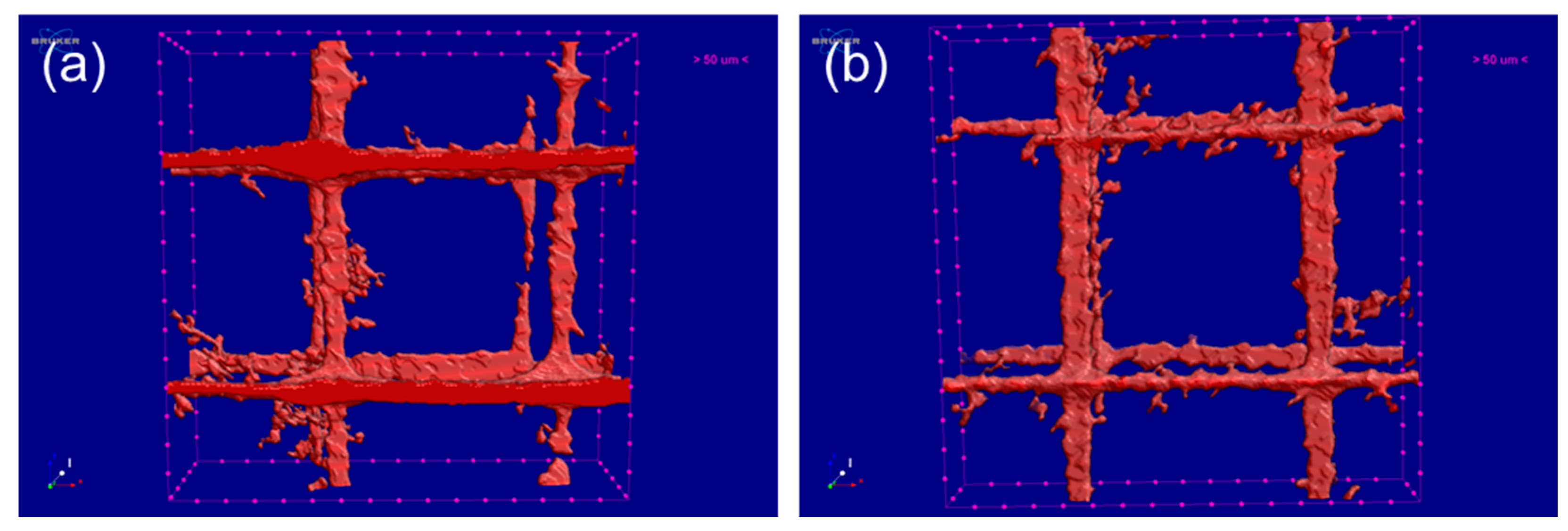
3.2. Mechanism of the Mechanical Behavior of PLA/CLRS-1 Composite Materials
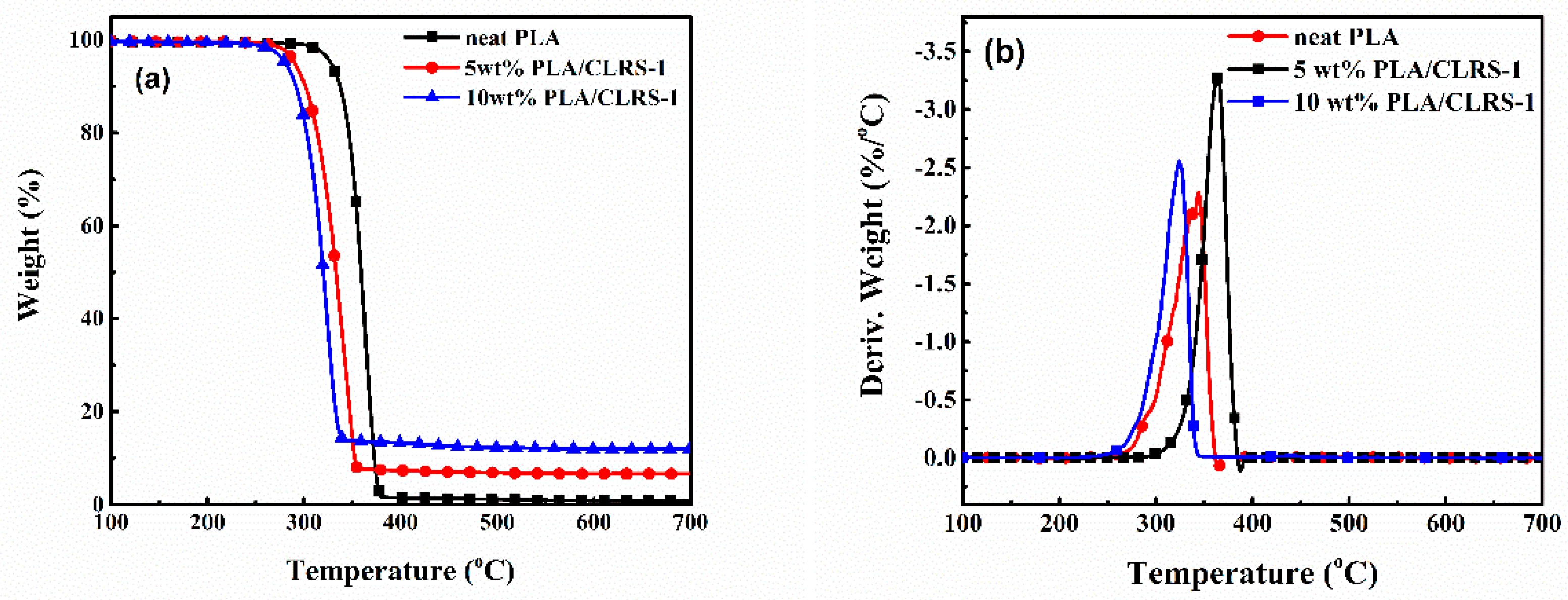
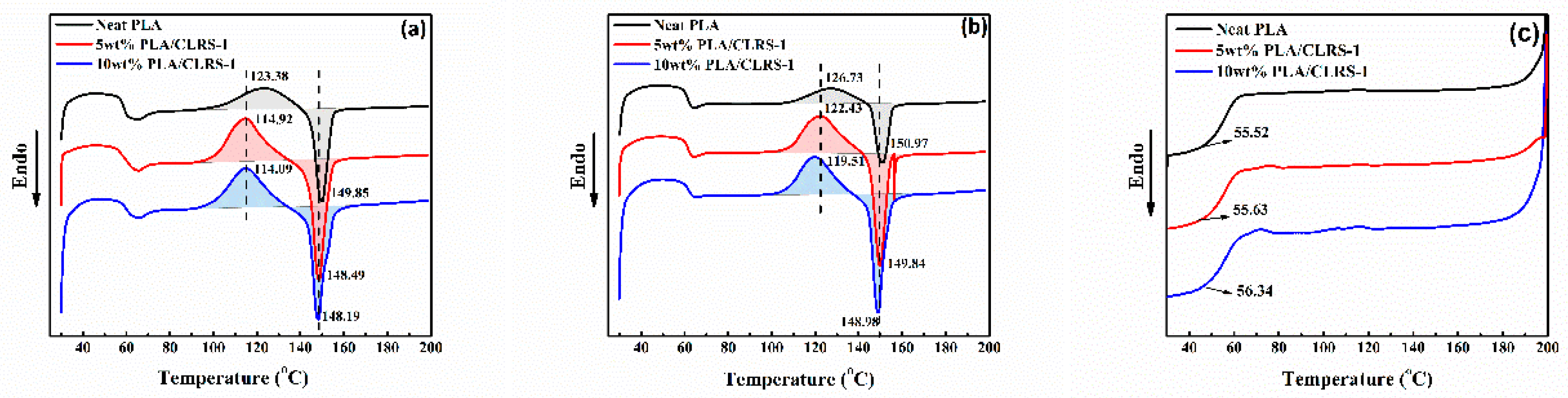
3.3. Thermal Properties
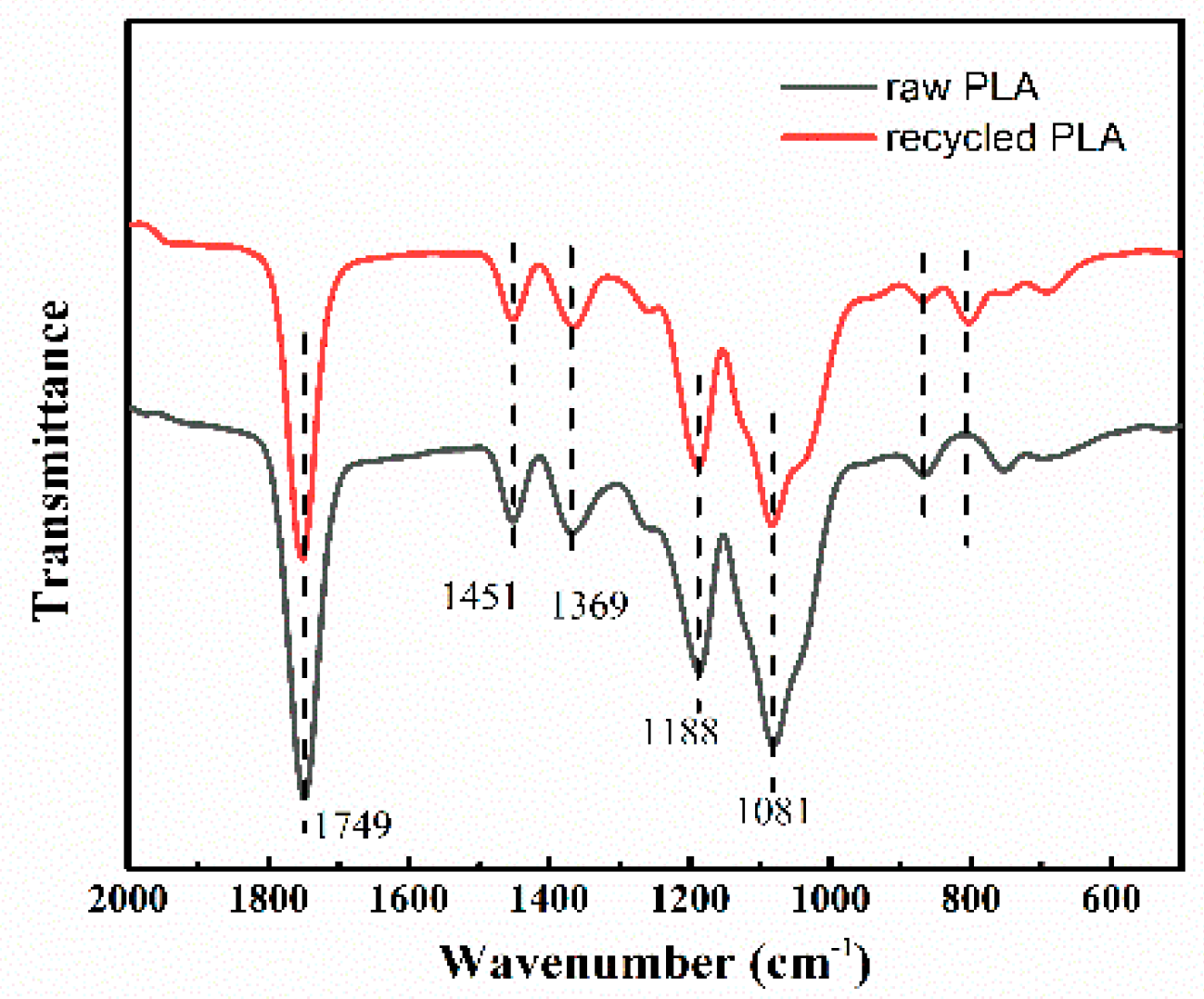
3.4. Recycling Process
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Naser, M.Z. Extraterrestrial construction materials. Prog. Mater. Sci. 2019, 105, 100577. [Google Scholar] [CrossRef]
- Naser, M.Z.; Chehab, A.I. Materials and design concepts for space-resilient structures. Prog. Aerosp. Sci. 2018, 98, 74–90. [Google Scholar] [CrossRef]
- Palos, M.F.; Serra, P.; Fereres, S.; Stephenson, K.; Gonzalez-Cinca, R. Lunar ISRU energy storage and electricity generation. Acta Astronaut. 2020, 170, 412–420. [Google Scholar] [CrossRef]
- Lim, S.; Prabhu, V.L.; Anand, M.; Taylor, L.A. Extra–terrestrial construction processes–Advancements, opportunities and challenges. Adv. Space Res. 2017, 60, 1413–1429. [Google Scholar] [CrossRef]
- Meurisse, A.; Beltzung, J.C.; Kolbe, M.; Cowley, A.; Sperl, M. Influence of mineral composition on sintering lunar regolith. J. Aerosp. Eng. 2017, 30, 04017014. [Google Scholar] [CrossRef]
- Reiss, P.; Hager, P.; Hoehn, A.; Rott, M.; Walter, U. Flowability of lunar regolith simulants under reduced gravity and vacuum in hopper–based conveying devices. J. Terramechanics 2014, 55, 61–72. [Google Scholar] [CrossRef]
- Yang, W.; Zhao, W.; Li, Q.S.; Li, H.; Wang, Y.L.; Wang, G. Fabrication of smart components by 3D printing and laser-scribing technologies. ACS Appl. Mater. Inter. 2020, 12, 3928–3935. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Li, Q.S.; Zhao, W.; Li, Y.; Yang, W.; Wang, G. Flexural properties and fracture behavior of CF/PEEK in orthogonal building orientation by FDM: Microstructure and mechanism. Polymers 2019, 11, 656. [Google Scholar] [CrossRef]
- Berretta, S.; Davies, R.; Shyng, Y.; Wang, Y.; Ghita, O. Fused deposition modelling of high temperature polymers: Exploring CNT PEEK composites. Polym. Test. 2017, 63, 251–262. [Google Scholar] [CrossRef]
- Miller, J.; Taylor, L.; Zeitlin, C.; Heilbronn, L.; Guetersloh, S.; DiGiuseppe, M.; Iwata, Y.; Murakami, T. Lunar soil as shielding against space radiation. Radiat. Meas. 2009, 44, 163–167. [Google Scholar] [CrossRef]
- Garboczi, E.J. Three dimensional shape analysis of JSC-1A simulated lunar regolith particles. Powder Technol. 2011, 207, 96–103. [Google Scholar] [CrossRef]
- Wilhelm, S.; Curbach, M. Review of possible mineral materials and production techniques for a building material on the moon. Struct. Concr. 2014, 15, 419–428. [Google Scholar] [CrossRef]
- Taylor, S.L.; Jakus, A.E.; Koube, K.D.; Ibeh, A.J.; Geisendorfer, N.R.; Shah, R.N.; Dunand, D.C. Sintering of micro–trusses created by extrusion–3D–printing of lunar regolith inks. Acta Astronaut. 2018, 143, 1–8. [Google Scholar] [CrossRef]
- Goulas, A.; Friel, R.J. 3D printing with moondust. Rapid Prototyp. J. 2016, 22, 864–870. [Google Scholar] [CrossRef]
- Wong, J.Y.; Pfahnl, A.C. 3D printing of surgical instruments for long–duration space missions. Aviat Space Envir. Med 2014, 85, 758–763. [Google Scholar] [CrossRef]
- Cesaretti, G.; Dini, E.; Kestelier, X.D.; Colla, V.; Pambaguian, L. Building components for an outpost on the lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Jakus, A.; Koube, K.; Geisendorfer, N.; Shah, R. Robust and elastic lunar and martian structures from 3D-printed regolith inks. Sci. Rep. 2017, 7, 44931. [Google Scholar] [CrossRef]
- Liu, M.; Tang, W.; Duan, W.; Li, S.; Dou, R.; Wang, G.; Liu, B.; Wang, L. Digital light processing of lunar regolith structures with high mechanical properties. Ceram. Int. 2019, 45, 5829–5836. [Google Scholar] [CrossRef]
- Dou, R.; Tang, W.; Wang, L.; Li, S.; Duan, W.; Liu, M.; Zhang, Y.; Wang, G. Sintering of lunar regolith structures fabricated via digital light processing. Ceram. Int. 2019, 45, 17210–17215. [Google Scholar] [CrossRef]
- Goulas, A.; Harris, R.A.; Friel, R.J. Additive manufacturing of physical assets by using ceramic multicomponent extra-terrestrial materials. Addit. Manuf. 2016, 10, 36–42. [Google Scholar] [CrossRef]
- Goulas, A.; Binner, J.G.P.; Harris, R.A.; Friel, R.J. Assessing extraterrestrial regolith material simulants for in-situ resource utilisation based 3D printing. Appl. Mater. 2017, 6, 54–61. [Google Scholar] [CrossRef]
- Fateri, M.; Gebhardt, A. Process parameters development of selective laser melting of lunar regolith for on-site manufacturing applications. Int. J. Appl. Ceram. Tec. 2015, 12, 46–52. [Google Scholar] [CrossRef]
- Prater, T.; Werkheiser, N.; Ledbetter, F.; Timucin, D.; Wheeler, K.; Snyder, M. 3D printing in zero g technology demonstration mission: Complete experimental results and summary of related material modeling efforts. Int. J. Adv. Manuf. Technol. 2019, 101, 391–417. [Google Scholar] [CrossRef] [PubMed]
- Prater, T.; Bean, Q.; Werkheiser, N.; Grguel, R.; Beshears, R.; Rolin, T.; Huff, T.; Ryan, R.; Ledbetter, F.; Qrdonez, E. Analysis of specimens from phase I of the 3D printing in zero G technology demonstration mission. Rapid Prototyp. J. 2017, 23, 1212–1225. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Tan, H.K.J.; Sing, S.L.; Goh, G.L.; Yeong, W.Y. Process–structure–properties in polymer additive manufacturing via material extrusion: A review. Crit. Rev. Solid State 2020, 45, 113–133. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, W.; Liu, Y.; Cheng, T. Review of space manufacturing technique and developments. Sci. Sin. Phys. Mech. Astron. 2020, 50, 047006. [Google Scholar]
- Peeters, B.; Kiratli, N.; Semeijn, J. A barrier analysis for distributed recycling of 3D printing waste: Taking the maker movement perspective. J. Clean. Prod. 2019, 241, 118313. [Google Scholar] [CrossRef]
- Zhong, S.; Pearce, J.M. Tightening the loop on the circular economy: Coupled distributed recycling and manufacturing with recyclebot and RepRap 3D printing. Resour. Conserv. Recycl. 2018, 128, 48–58. [Google Scholar] [CrossRef]
- Allen, C.C.; Morris, R.V.; McKay, D.S. Experimental reduction of lunar mare soil and volcanic glass. J. Geophys. Res-Planet 1994, 99, 23173–23185. [Google Scholar] [CrossRef]
- Tang, H.; Li, X.Y.; Zhang, S.; Wang, S.J.; Liu, J.Z.; Li, S.J.; Li, Y.; Wu, Y.X. A lunar dust simulant: CLDS–I. Adv. Space Res. 2017, 59, 1156–1160. [Google Scholar] [CrossRef]
- Indyk, S.J.; Benaroya, H. A structural assessment of unrefined sintered lunar regolith simulant. Acta Astronaut. 2017, 140, 517–536. [Google Scholar] [CrossRef]
- ISO 527:2:2012. Plastics–Determination of Tensile Properties–Part 2: Test Conditions of Moulding and Extrusion Plastics; European Standards; International Organization for Standardization: Vernier, Switzerland, 2012. [Google Scholar]
- BS EN ISO 178:2010. Plastics–Determination of Flexural Properties; European Standards; International Organization for Standardization: Vernier, Switzerland, 2010. [Google Scholar]
- Paspali, A.; Bao, Y.; Gawne, D.T.; Piestert, F.; Reinelt, S. The influence of nanostructure on the mechanical properties of 3D printed polylactide/nanoclay composites. Compos. Part. B-Eng. 2018, 152, 160–168. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, L.P.; Fuh, J.Y.H.; Lee, H.P. Effect of porosity on mechanical properties of 3D printed polymers: Experiments and micromechanical modeling based on x-ray computed tomography analysis. Polymers. 2019, 11, 1154. [Google Scholar] [CrossRef]
- Peng, Y.; Niu, M.; Qin, R.H.; Xue, B.X.; Shao, M.Q. Study on flame retardancy and smoke suppression of PET by the synergy between Fe2O3 and new phosphorus-containing silicone flame retardant. High Perform. Polym. 2020. [Google Scholar] [CrossRef]
- Peng, H.; Zhou, Y.; Hao, J.W.; Li, Z.S.; Zou, H.F. Effect of metal oxide supported on active carbon on vulcanization, combustion and thermal ageing properties of flame retardant rubber. Chem. J. Chin. U. 2015, 36, 2569–2575. [Google Scholar]
- Zhao, W.; Li, Y.X.; Li, Q.S.; Wang, Y.L.; Wang, G. Investigation of the structure-property effect of phosphorus-containing polysulfone on decomposition and flame retardant epoxy resin composites. Polymers 2019, 11, 380. [Google Scholar] [CrossRef]
- Darie, R.N.; Pâslaru, E.; Sdrobis, A.; Pricope, G.M.; Hitruc, G.E.; Poiată, A.; Baklavaridis, A.; Vasile, C. Effect of nanoclay hydrophilicity on the poly (lactic acid)/clay nanocomposites properties. Ind. Eng. Chem. Res. 2014, 53, 7877–7890. [Google Scholar] [CrossRef]
- Pamuła, E.; Błażewicz, M.; Paluszkiewicz, C.; Dobrzyński, P. FTIR study of degradation products of aliphatic polyesters–carbon fibres composites. J. Mol. Struct. 2001, 596, 69–75. [Google Scholar] [CrossRef]
- Kister, G.; Cassanas, G.; Vert, M. Effects of morphology, conformation and configuration on the IR and Raman spectra of various poly (lactic acid)s. Polymer 1998, 39, 267–273. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Parameters | Values |
|---|---|
| Diameter of nozzle | 0.4 mm |
| Nozzle temperature | 200 °C |
| Bed temperature | 60 °C |
| Printing speed | 80 mm/s |
| Layer thickness | 0.1 mm |
| Raster angle | +45°/−45° |
| Air gap | 0.18 mm |
| Samples | σmax(MPa) | %R.D.a | εb (%) | %R.D. |
|---|---|---|---|---|
| Neat PLA | 64.3 ± 3.3 | — | 7.49 | — |
| 5 wt% CLRS-1 | 55.2 ± 2.8 | −14.2 | 6.11 | −18.4 |
| 10 wt% CLRS-1 | 53.0 ± 2.8 | −17.6 | 4.27 | −43.0 |
| Samples | σmax(MPa) | %R.D.a | E(GPa) | %R.D. | εb (%) | %R.D. |
|---|---|---|---|---|---|---|
| Neat PLA | 88.0 ± 3.0 | — | 2.84 ± 0.22 | — | — | — |
| 5 wt% CLRS-1 | 86.6 ± 7.0 | −1.55 | 2.96 ± 0.14 | 4.23 | 4.87 ± 0.55 | — |
| 10 wt% CLRS-1 | 82.7 ± 3.3 | −5.98 | 3.05 ± 0.15 | 7.39 | 4.05 ± 0.46 | — |
| Samples | Porosity (%) | Pore Size | ||
|---|---|---|---|---|
| Length (mm) | Width (mm) | Pore Spacing (mm) | ||
| Neat PLA | 4.18 | 0.38 | 0.37 | 0.09 |
| 10 wt% PLA/CLRS-1 | 5.20 | 0.33 | 0.39 | 0.08 |
| Samples | T5% (°C) | Tmax (°C) | RCa (wt.%) | Tgb (°C) | Tccc (°C) | ∆Hccc (J/g) | Tmd (°C) | ∆Hmd (J/g) | (%) |
|---|---|---|---|---|---|---|---|---|---|
| Neat PLA | 328 | 363 | 0.78 | 60 | 123.38 | 14.76 | 149.98 | 17.32 | 2.75 |
| 5 wt% CLRS-1 | 290 | 344 | 6.57 | 61 | 114.92 | 22.41 | 148.49 | 24.01 | 1.82 |
| 10 wt% CLRS-1 | 279 | 324 | 11.95 | 62 | 114.09 | 21.18 | 148.19 | 24.08 | 3.46 |
| Samples | Mw (kg/mol) | D |
|---|---|---|
| raw PLA | 75.85 | 1.94 |
| recycled PLA | 73.92 | 1.72 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Zhao, W.; Wu, X.; Tang, H.; Li, Q.; Tan, J.; Wang, G. 3D Printing and Solvent Dissolution Recycling of Polylactide–Lunar Regolith Composites by Material Extrusion Approach. Polymers 2020, 12, 1724. https://doi.org/10.3390/polym12081724
Li H, Zhao W, Wu X, Tang H, Li Q, Tan J, Wang G. 3D Printing and Solvent Dissolution Recycling of Polylactide–Lunar Regolith Composites by Material Extrusion Approach. Polymers. 2020; 12(8):1724. https://doi.org/10.3390/polym12081724
Chicago/Turabian StyleLi, Han, Wei Zhao, Xinhui Wu, Hong Tang, Qiushi Li, Jing Tan, and Gong Wang. 2020. "3D Printing and Solvent Dissolution Recycling of Polylactide–Lunar Regolith Composites by Material Extrusion Approach" Polymers 12, no. 8: 1724. https://doi.org/10.3390/polym12081724
APA StyleLi, H., Zhao, W., Wu, X., Tang, H., Li, Q., Tan, J., & Wang, G. (2020). 3D Printing and Solvent Dissolution Recycling of Polylactide–Lunar Regolith Composites by Material Extrusion Approach. Polymers, 12(8), 1724. https://doi.org/10.3390/polym12081724