Defect Characteristics and Online Detection Techniques During Manufacturing of FRPs Using Automated Fiber Placement: A Review

 ,
, 
 ,
,
Abstract
1. Introduction
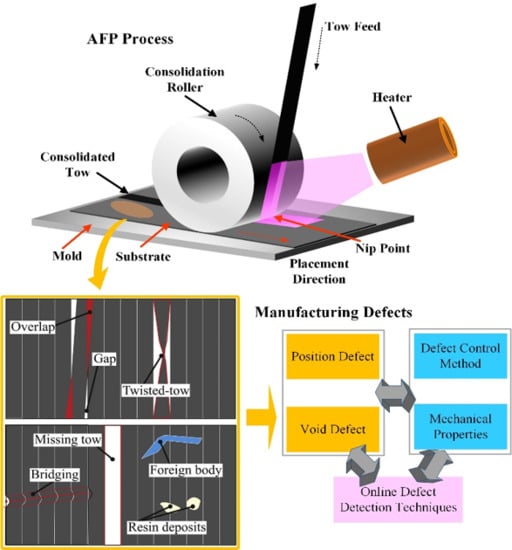
- Positioning defects (gaps, overlaps, missing tows, twisted tows, etc.);
- Bonding defects (bridging, air pockets, etc.);
- Foreign bodies;
- Tow defects.
2. Positioning Defects
2.1. Conventional Laminates
2.2. Variable-Stiffness Laminates
2.2.1. Defect Control Method
2.2.2. Defect and Mechanical Properties
3. Void Defects
4. Online Defect Detection Techniques
5. Discussion and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Avdelidis, N.; Almond, D.; Dobbinson, A.; Hawtin, B.; Castanedo, C.I.; Maldague, X. Aircraft composites assessment by means of transient thermal NDT. Prog. Aerosp. Sci. 2004, 40, 143–162. [Google Scholar] [CrossRef]
- Jumaat, M.Z.; Rahman, M.M.; Alam, M.A. Flexural strengthening of RC continuous T beam using CFRP laminate: A review. Int. J. Phys. Sci. 2010, 5, 619–625. [Google Scholar]
- Liu, Y.; Zwingmann, B.; Schlaich, M. Carbon fiber reinforced polymer for cable structures—A review. Polymers 2015, 7, 2078–2099. [Google Scholar] [CrossRef]
- Soutis, C. Fibre reinforced composites in aircraft construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Lamontia, M.A.; Funck, S.B.; Gruber, M.B.; Cope, R.D.; Waibel, B.J.; Gopez, N.M. Manufacturing flat and cylindrical laminates and built up structure using automated thermoplastic tape laying, fiber placement, and filament winding. Sampe J. 2003, 39, 30–38. [Google Scholar]
- Debout, P.; Chanal, H.; Duc, E. Tool path smoothing of a redundant machine: Application to Automated Fiber Placement. Comput. Des. 2011, 43, 122–132. [Google Scholar] [CrossRef]
- Beckwith, S.W. Automated fiber placement technology has made significant progress in last 25 years. Sampe J. 2013, 49, 5. [Google Scholar]
- Beckwith, S.W. Automated fiber placement, robotics, out-of-autoclave thermosets, thermoplastics-technologies making significant advances in aerospace applications. Sampe J. 2013, 49, 5. [Google Scholar]
- Hasenjaeger, B. Programming and simulating Automated Fiber Placement (AFP) CNC machines. Sampe J. 2013, 49, 7–13. [Google Scholar]
- Han, Z.; Sun, S.; Shao, Z.; Hongya, F. Multiscale collaborative optimization of processing parameters for carbon fiber/epoxy laminates fabricated by high-speed automated fiber placement. Adv. Mater. Sci. Eng. 2016, 2016, 1–14. [Google Scholar] [CrossRef]
- Milenski, B.; Benson, V. Recent advances in automated fiber placement. Sampe J. 2014, 50, 7–14. [Google Scholar]
- August, Z.; Ostrander, G.; Michasiow, J.; Hauber, D. Recent developments in automated fiber placement of thermoplastic composites. Sampe J. 2014, 50, 30–37. [Google Scholar]
- Aziz, A.; Ali, M.; Zeng, X.; Umer, R.; Schubel, P.; Cantwell, W. Transverse permeability of dry fiber preforms manufactured by automated fiber placement. Compos. Sci. Technol. 2017, 152, 57–67. [Google Scholar] [CrossRef]
- Belhaj, M.; Deleglise, M.L.; Comas-Cardona, S.; Demouveau, H.; Binetruy, C.; Duval, C.; Figueiredo, P. Dry fiber automated placement of carbon fibrous preforms. Compos. Part B Eng. 2013, 50, 107–111. [Google Scholar] [CrossRef]
- Umer, R.; Rao, S.; Zhou, J.; Guan, Z.; Cantwell, W.J. The Low Velocity impact response of nano modified composites manufactured using automated dry fibre placement. Polym. Polym. Compos. 2016, 24, 233–240. [Google Scholar] [CrossRef]
- Hörmann, P.; Stelzl, D.; Lichtinger, R.; Van Nieuwenhove, S.; Carro, G.M.; Drechsler, K. On the numerical prediction of radiative heat transfer for thermoset automated fiber placement. Compos. Part A Appl. Sci. Manuf. 2014, 67, 282–288. [Google Scholar] [CrossRef]
- Baley, C.; Kervoelen, A.; Lan, M.; Cartié, D.; Le Duigou, A.; Bourmaud, A.; Davies, P. Flax/PP manufacture by automated fibre placement (AFP). Mater. Des. 2016, 94, 207–213. [Google Scholar] [CrossRef]
- Frketic, J.; Dickens, T.; Ramakrishnan, S. Automated manufacturing and processing of fiber-reinforced polymer (FRP) composites: An additive review of contemporary and modern techniques for advanced materials manufacturing. Addit. Manuf. 2017, 14, 69–86. [Google Scholar] [CrossRef]
- Chu, Q.; Li, Y.; Xiao, J.; Huan, D.; Zhang, X. Placeability restricted by in-complete contact between laying roller and mould in an automated fiber placement process. J. Reinf. Plast. Compos. 2018, 37, 475–489. [Google Scholar] [CrossRef]
- Yassin, K.; Hojjati, M. Processing of thermoplastic matrix composites through automated fiber placement and tape laying methods: A review. J. Thermoplast. Compos. Mater. 2018, 31, 1676–1725. [Google Scholar] [CrossRef]
- Rao, S.; Umer, R.; Cantwell, W. An evaluation of the compression response of high-performance prepregs for AFP applications. Polym. Polym. Compos. 2015, 23, 389–398. [Google Scholar] [CrossRef]
- Han, Z.; Sun, S.; Hongya, F.; Fu, Y. Multi-scale low-entropy method for optimizing the processing parameters during automated fiber placement. Materials 2017, 10, 1024. [Google Scholar] [CrossRef]
- Coriolis C1. Available online: https://www.coriolis-composites.com/fiber-placement-machines/coriolis-c1/ (accessed on 13 May 2020).
- Lozano, G.G.; Tiwari, A.; Turner, C.; Astwood, S. A review on design for manufacture of variable stiffness composite laminates. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 230, 981–992. [Google Scholar] [CrossRef]
- Hsiao, H.; Daniel, I. Effect of fiber waviness on stiffness and strength reduction of unidirectional composites under compressive loading. Compos. Sci. Technol. 1996, 56, 581–593. [Google Scholar] [CrossRef]
- Hsiao, H.M.; Daniel, I.M. Effect of fiber waviness on the high-strain-rate behavior of composites. J. Thermoplast. Compos. Mater. 1999, 12, 412–422. [Google Scholar] [CrossRef]
- Pei, J.; Wang, X.; Pei, J.; Yang, Y. Path planning based on ply orientation information for automatic fiber placement on mesh surface. Appl. Compos. Mater. 2018, 25, 1477–1490. [Google Scholar] [CrossRef]
- Marouene, A.; Legay, P.; Boukhili, R. Experimental and numerical investigation on the open-hole compressive strength of AFP composites containing gaps and overlaps. J. Compos. Mater. 2017, 51, 3631–3646. [Google Scholar] [CrossRef]
- Fu, H.Y.; Li, W.Q.; Sun, S.Z.; Han, Z.Y. Experimental study on relationship between processing parameters and stress wave propagation during automated fiber placement process. In Proceedings of the Global Conference on Polymer and Composite Materials (PCM), Guangzhou, China, 23–25 May 2017. [Google Scholar]
- Matveev, M.; Schubel, P.; Long, A.; Jones, I. Understanding the buckling behaviour of steered tows in Automated Dry Fibre Placement (ADFP). Compos. Part A Appl. Sci. Manuf. 2016, 90, 451–456. [Google Scholar] [CrossRef]
- Abouhamzeh, M.; Nardi, D.; Leonard, R.; Sinke, J. Effect of prepreg gaps and overlaps on mechanical properties of fibre metal laminates. Compos. Part A Appl. Sci. Manuf. 2018, 114, 258–268. [Google Scholar] [CrossRef]
- Denkena, B.; Schmidt, C.; Völtzer, K.; Hocke, T. Thermographic online monitoring system for Automated Fiber Placement processes. Compos. Part B Eng. 2016, 97, 239–243. [Google Scholar] [CrossRef]
- Sawicki, A.; Schulze, E.; Fitzwater, L.; Harris, K. Structural qualification of V-22 EMD tow-placed aft fuselage. In Proceedings of the American Helicopter Society 51st Annual Forum, Fort Worth, TX, USA, 9 May 1995. [Google Scholar]
- Sawicki, A.; Minguett, P. The effect of intraply overlaps and gaps upon the compression strength of composite laminates. In Proceedings of the 39th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference and Exhibit, Long Beach, CA, USA, 20 April 1998; American Institute of Aeronautics and Astronautics (AIAA): Reston, VA, USA, 1998; pp. 744–754. [Google Scholar]
- Croft, K.; Lessard, L.; Pasini, D.; Hojjati, M.; Chen, J.; Yousefpour, A. Experimental study of the effect of automated fiber placement induced defects on performance of composite laminates. Compos. Part A Appl. Sci. Manuf. 2011, 42, 484–491. [Google Scholar] [CrossRef]
- Marrouze, J.; Housner, J.; Abdi, F. Effect of manufacturing defects and their uncertainties on strength and stability of stiffened panels. In Proceedings of the 19th International Conference on Composite Materials, Montreal, CA, USA, 28 July 2013. [Google Scholar]
- Lan, M.; Cartié, D.; Davies, P.; Baley, C. Influence of embedded gap and overlap fiber placement defects on the microstructure and shear and compression properties of carbon-epoxy laminates. Compos. Part A Appl. Sci. Manuf. 2016, 82, 198–207. [Google Scholar] [CrossRef]
- Guin, W.; Jackson, J.R.; Bosley, C.M. Effects of tow-to-tow gaps in composite laminates fabricated via automated fiber placement. Compos. Part A Appl. Sci. Manuf. 2018, 115, 66–75. [Google Scholar] [CrossRef]
- Woigk, W.; Hallett, S.; Jones, M.I.; Kuhtz, M.; Hornig, A.; Gude, M. Experimental investigation of the effect of defects in Automated Fibre Placement produced composite laminates. Compos. Struct. 2018, 201, 1004–1017. [Google Scholar] [CrossRef]
- Elsherbini, Y.; Hoa, S. Fatigue behavior of unidirectional carbon/epoxy AFP laminates containing gaps. In Proceedings of the American Society for Composites: Thirty-First Technical Conference, Williamsburg, VA, USA, 19 September 2016. [Google Scholar]
- Cartie, D.D.R.; Laffaille, J.M.; Partridge, I.K.; Brunner, A.J. Fatigue delamination behaviour of unidirectional carbon fibre/epoxy laminates reinforced by Z-Fiber (R) pinning. Eng. Fract. Mech. 2009, 76, 2834–2845. [Google Scholar] [CrossRef]
- Karayaka, M.; Sehitoglu, H. Failure behavior of unidirectional AS4/3501-6 carbon/epoxy laminates. J. Compos. Mater. 1996, 30, 1150–1176. [Google Scholar] [CrossRef]
- Elsherbini, Y.M.; Hoa, S.V. Fatigue threshold-stress determination in AFP laminates containing gaps using IR thermography. Compos. Sci. Technol. 2017, 146, 49–58. [Google Scholar] [CrossRef]
- Elsherbini, Y.M.; Hoa, S.V. Experimental and numerical investigation of the effect of gaps on fatigue behavior of unidirectional carbon/epoxy automated fiber placement laminates. J. Compos. Mater. 2016, 51, 759–772. [Google Scholar] [CrossRef]
- Gurdal, Z.; Olmedo, R. Inplane response of laminates with spatially varying fiber orientations–variable stiffness concept. AIAA J. 1993, 31, 751–758. [Google Scholar] [CrossRef]
- Irisarri, F.-X.; Peeters, D.; Abdalla, M.M. Optimisation of ply drop order in variable stiffness laminates. Compos. Struct. 2016, 152, 791–799. [Google Scholar] [CrossRef]
- Khalafi, V.; Fazilati, J. Supersonic panel flutter of variable stiffness composite laminated skew panels subjected to yawed flow by using NURBS-based isogeometric approach. J. Fluids Struct. 2018, 82, 198–214. [Google Scholar] [CrossRef]
- Narayan, D.A.; Ganapathi, M.; Pradyumna, B.; Haboussi, M. Investigation of thermo-elastic buckling of variable stiffness laminated composite shells using finite element approach based on higher-order theory. Compos. Struct. 2019, 211, 24–40. [Google Scholar] [CrossRef]
- Niu, X.J.; Yang, T.; Du, Y.; Xue, Z.Q. Tensile properties of variable stiffness composite laminates with circular holes based on potential flow functions. Arch. Appl. Mech. 2016, 86, 1551–1563. [Google Scholar] [CrossRef]
- Peeters, D.; Lozano, G.G.; Abdalla, M.M. Effect of steering limit constraints on the performance of variable stiffness laminates. Comput. Struct. 2018, 196, 94–111. [Google Scholar] [CrossRef]
- Cao, Z.L.; Han, Z.Y.; Fu, F.Y.; Shao, Z.X. Variable-angle trajectory planning for fibre placement: A review. Emerg. Mater. Res. 2017, 6, 74–81. [Google Scholar]
- Blom, A.W.; Lopes, C.; Kromwijk, P.J.; Gurdal, Z.; Camanho, P. A theoretical model to study the influence of tow-drop areas on the stiffness and strength of variable-stiffness laminates. J. Compos. Mater. 2009, 43, 403–425. [Google Scholar] [CrossRef]
- Tatting, B.F.; Gurdal, Z. Design and Manufacture of Elastically Tailored Tow Placed Plates; Technical Report NASA/CR-2002-211919; NASA Langley Research Center: Hampton, VA, USA, 2002.
- Tatting, B.F.; Gurdal, Z. Automated Finite Element Analysis of Elastically-Tailored Plates Plates; Technical Report NASA/CR-2003-212679; NASA Langley Research Center: Hampton, VA, USA, 2003.
- Lopes, C.; Gürdal, Z.; Camanho, P. Variable-stiffness composite panels: Buckling and first-ply failure improvements over straight-fibre laminates. Comput. Struct. 2008, 86, 897–907. [Google Scholar] [CrossRef]
- Lopes, C.; Camanho, P.; Gurdal, Z.; Tatting, B. Progressive failure analysis of tow-placed, variable-stiffness composite panels. Int. J. Solids Struct. 2007, 44, 8493–8516. [Google Scholar] [CrossRef]
- Blom, A.W.; Tatting, B.F.; Hol, J.M.; Gürdal, Z. Fiber path definitions for elastically tailored conical shells. Compos. Part B Eng. 2009, 40, 77–84. [Google Scholar] [CrossRef]
- Blom, A.W.; Setoodeh, S.; Hol, J.M.; Gürdal, Z. Design of variable-stiffness conical shells for maximum fundamental eigenfrequency. Comput. Struct. 2008, 86, 870–878. [Google Scholar] [CrossRef]
- Blom, A.W. Structural Performance of Fiber-Placed, Variable-Stiffness Composite Conical and Cylindrical Shells. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2010. [Google Scholar]
- Kim, B.C.; Potter, K.M.; Weaver, P.M. Continuous tow shearing for manufacturing variable angle tow composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1347–1356. [Google Scholar] [CrossRef]
- Kim, B.C.; Weaver, P.M.; Potter, K.M. Computer aided modelling of variable angle tow composites manufactured by continuous tow shearing. Compos. Struct. 2015, 129, 256–267. [Google Scholar] [CrossRef]
- Kim, B.C.; Weaver, P.M.; Potter, K.M. Manufacturing characteristics of the continuous tow shearing method for manufacturing of variable angle tow composites. Compos. Part A Appl. Sci. Manuf. 2014, 61, 141–151. [Google Scholar] [CrossRef]
- Kim, B.C.; Hazra, K.; Weaver, P.; Potter, K. Limitations of fibre placement techniques for variable angle tow composites and their process-induced defects. In Proceedings of the 18th International Conference on Composite Materials, Jeju, Korea, 21 August 2011; pp. 1–6. [Google Scholar]
- Fayazbakhsh, K.; Nik, M.A.; Pasini, D.; Lessard, L. Defect layer method to capture effect of gaps and overlaps in variable stiffness laminates made by Automated Fiber Placement. Compos. Struct. 2013, 97, 245–251. [Google Scholar] [CrossRef]
- Wu, K.C.; Gürdal, Z.; Starnes, J. Structural response of compression-loaded, tow-placed, variable stiffness panels. In Proceedings of the 43rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference, Denver, CO, USA, 22 April 2002. [Google Scholar]
- Nik, M.A.; Fayazbakhsh, K.; Pasini, D.; Lessard, L. Optimization of variable stiffness composites with embedded defects induced by Automated Fiber Placement. Compos. Struct. 2014, 107, 160–166. [Google Scholar] [CrossRef]
- Falcó, O.; Mayugo, J.A.; Lopes, C.; Gascons, N.; Costa, J. Variable-stiffness composite panels: Defect tolerance under in-plane tensile loading. Compos. Part A Appl. Sci. Manuf. 2014, 63, 21–31. [Google Scholar] [CrossRef]
- Falcó, O.; Lopes, C.; Naya, F.; Sket, F.; Maimí, P.; Mayugo, J.A. Modelling and simulation of tow-drop effects arising from the manufacturing of steered-fibre composites. Compos. Part A Appl. Sci. Manuf. 2017, 93, 59–71. [Google Scholar] [CrossRef]
- Li, X.; Hallett, S.; Wisnom, M.R. Modelling the effect of gaps and overlaps in automated fibre placement (AFP)-manufactured laminates. Sci. Eng. Compos. Mater. 2015, 22, 115–129. [Google Scholar] [CrossRef]
- Turoski, L.E. Effects of Manufacturing Defects on the Strength of Toughened Carbon/Epoxy Prepreg Composites. Master’s Thesis, Montana State University, Bozeman, MT, USA, 2000. [Google Scholar]
- Ahn, K.J.; Peterson, L.; Seferis, J.C.; Nowacki, D.; Zachmann, H.G. Prepreg aging in relation to tack. J. Appl. Polym. Sci. 1992, 45, 399–406. [Google Scholar] [CrossRef]
- Dubois, O.; Le Cam, J.-B.; Beakou, A. Experimental analysis of prepreg tack. Exp. Mech. 2009, 50, 599–606. [Google Scholar] [CrossRef]
- Crossley, R.; Schubel, P.; Warrior, N. The experimental determination of prepreg tack and dynamic stiffness. Compos. Part A Appl. Sci. Manuf. 2012, 43, 423–434. [Google Scholar] [CrossRef]
- Crossley, R.; Schubel, P.; De Focatiis, D.S.A. Time–temperature equivalence in the tack and dynamic stiffness of polymer prepreg and its application to automated composites manufacturing. Compos. Part A Appl. Sci. Manuf. 2013, 52, 126–133. [Google Scholar] [CrossRef]
- Creton, C. Pressure-sensitive adhesives: An introductory course. MRS Bull. 2003, 28, 434–439. [Google Scholar] [CrossRef]
- Rao, S.; Umer, R.; Thomas, J.; Cantwell, W. Investigation of peel resistance during the fibre placement process. J. Reinf. Plast. Compos. 2015, 35, 275–286. [Google Scholar] [CrossRef]
- Nagendra, S.; Kodiyalam, S.; Davis, J.E.; Parthasarathy, V. Optimization of tow fiber paths for composite design. In Proceedings of the AIAA/ASME/ASCE/AHS/ASC 36th Structures, Structural Dynamics and Materials Conference, New Orleans, LA, USA, 10 April 1995; pp. 1031–1341. [Google Scholar]
- Wiehn, M.P.; Hale, R.D. Low cost robotic fabrication methods for tow placement. In Proceedings of the 47th International Sampe Symposium and Exhibition, Long Beach, CA, USA, 12 May 2002; Volume 47, Books 1 and 2. pp. 1842–1852. [Google Scholar]
- Chen, J.; Chen-Keat, T.; Hojjati, M.; Vallee, A.; Octeau, M.-A.; Yousefpour, A. Impact of layup rate on the quality of fiber steering/cut-restart in automated fiber placement processes. Sci. Eng. Compos. Mater. 2015, 22, 165–173. [Google Scholar] [CrossRef]
- Smith, R.; Qureshi, Z.; Scaife, R.; El-Dessouky, H. Limitations of processing carbon fibre reinforced plastic/polymer material using automated fibre placement technology. J. Reinf. Plast. Compos. 2016, 35, 1527–1542. [Google Scholar] [CrossRef]
- Belhaj, M.; Hojjati, M. Wrinkle formation during steering in automated fiber placement: Modeling and experimental verification. J. Reinf. Plast. Compos. 2018, 37, 396–409. [Google Scholar] [CrossRef]
- Beakou, A.; Cano, M.; Le Cam, J.-B.; Verney, V. Modelling slit tape buckling during automated prepreg manufacturing: A local approach. Compos. Struct. 2011, 93, 2628–2635. [Google Scholar] [CrossRef]
- Bakhshi, N.; Hojjati, M. An experimental and simulative study on the defects appeared during tow steering in automated fiber placement. Compos. Part A Appl. Sci. Manuf. 2018, 113, 122–131. [Google Scholar] [CrossRef]
- Ribeiro, P.; Akhavan, H.; Teter, A.; Warminski, J. A review on the mechanical behaviour of curvilinear fibre composite laminated panels. J. Compos. Mater. 2013, 48, 2761–2777. [Google Scholar] [CrossRef]
- Akhavan, H.; Ribeiro, P. Natural modes of vibration of variable stiffness composite laminates with curvilinear fibers. Compos. Struct. 2011, 93, 3040–3047. [Google Scholar] [CrossRef]
- Onoda, J.; Endo, T.; Tamaoki, H.; Watanabe, N.; Endot, T. Vibration suppression by variable-stiffness members. AIAA J. 1991, 29, 977–983. [Google Scholar] [CrossRef]
- Pradhan, S. Vibration suppression of FGM shells using embedded magnetostrictive layers. Int. J. Solids Struct. 2005, 42, 2465–2488. [Google Scholar] [CrossRef]
- Houmat, A. Nonlinear free vibration analysis of variable stiffness symmetric skew laminates. Eur. J. Mech. A/Solids 2015, 50, 70–75. [Google Scholar] [CrossRef]
- Akbarzadeh, A.; Nik, M.A.; Pasini, D. Vibration responses and suppression of variable stiffness laminates with optimally steered fibers and magnetostrictive layers. Compos. Part B Eng. 2016, 91, 315–326. [Google Scholar] [CrossRef]
- Hamidi, Y.K.; Aktas, L.; Altan, M.C. Effect of nanoclay content on void morphology in resin transfer molded composites. J. Thermoplast. Compos. Mater. 2008, 21, 141–163. [Google Scholar] [CrossRef]
- Stone, D.E.W.; Clarke, B. Ultrasonic-attenuation as a measure of void content in carbon-fiber reinforced-plastics. Non-Destr. Test. 1975, 8, 137–145. [Google Scholar] [CrossRef]
- Lebel, F.; Ruiz, É.; Trochu, F. Void content analysis and processing issues to minimize defects in liquid composite molding. Polym. Compos. 2017, 40, 109–120. [Google Scholar] [CrossRef]
- Maragoni, L.; Carraro, P.A.; Peron, M.; Quaresimin, M. Fatigue behaviour of glass/epoxy laminates in the presence of voids. Int. J. Fatigue 2017, 95, 18–28. [Google Scholar] [CrossRef]
- Anderson, J.; Altan, M. Formation of voids in composite laminates: Coupled effect of moisture content and processing pressure. Polym. Compos. 2014, 36, 376–384. [Google Scholar] [CrossRef]
- Sisodia, S.; Garcea, S.; George, A.; Fullwood, D.; Spearing, S.; Gamstedt, E.K. High-resolution computed tomography in resin infused woven carbon fibre composites with voids. Compos. Sci. Technol. 2016, 131, 12–21. [Google Scholar] [CrossRef]
- Shujian, L.; Lihua, Z.; Rong, C.; Liran, Z.; Yuanqi, Z. Formation, influence mechanism and experimental characterization of composite porosity. Rare Met. Mater. Eng. 2016, 45, 2282–2286. [Google Scholar] [CrossRef]
- Ishii, Y.; Biwa, S.; Kuraishi, A. Influence of porosity on ultrasonic wave velocity, attenuation and interlaminar interface echoes in composite laminates: Finite element simulations and measurements. Compos. Struct. 2016, 152, 645–653. [Google Scholar] [CrossRef]
- Hernández, S.; Sket, F.; González, C.; Llorca, J. Optimization of curing cycle in carbon fiber-reinforced laminates: Void distribution and mechanical properties. Compos. Sci. Technol. 2013, 85, 73–82. [Google Scholar] [CrossRef]
- Hernandez, S.; Sket, F.; Molina-Aldareguia, J.; González, C.; Llorca, J. Effect of curing cycle on void distribution and interlaminar shear strength in polymer-matrix composites. Compos. Sci. Technol. 2011, 71, 1331–1341. [Google Scholar] [CrossRef]
- Tang, J.-M.; Lee, W.I.; Springer, G.S. Effects of cure pressure on resin flow, voids, and mechanical properties. J. Compos. Mater. 1987, 21, 421–440. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, B.; Wang, D.-F.; Wu, Z.-J. Effects of cure cycles on void content and mechanical properties of composite laminates. Compos. Struct. 2006, 73, 303–309. [Google Scholar] [CrossRef]
- Di Landro, L.A.; Montalto, A.; Bettini, P.; Guerra, S.; Montagnoli, F.; Rigamonti, M. Detection of voids in carbon/epoxy laminates and their influence on mechanical properties. Polym. Polym. Compos. 2017, 25, 371–380. [Google Scholar] [CrossRef]
- Judd, N.C.W.; Wright, W.W. Voids and their effects on mechanical-properties of composites-appraisal. Sampe J. 1978, 14, 10–14. [Google Scholar]
- Hagstrand, P.-O.; Bonjour, F.; Månson, J.-A. The influence of void content on the structural flexural performance of unidirectional glass fibre reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2005, 36, 705–714. [Google Scholar] [CrossRef]
- Ranganathan, S.; Advani, S.G.; Lamontia, M.A. A Non-isothermal process model for consolidation and void reduction during in-situ tow placement of thermoplastic composites. J. Compos. Mater. 1995, 29, 1040–1062. [Google Scholar] [CrossRef]
- Pitchumani, R.; Ranganathan, S.; Don, R.; Gillespie, J.; Lamontia, M. Analysis of transport phenomena governing interfacial bonding and void dynamics during thermoplastic tow-placement. Int. J. Heat Mass Transf. 1996, 39, 1883–1897. [Google Scholar] [CrossRef]
- Tierney, J.; Gillespie, J.W. Modeling of heat transfer and void dynamics for the thermoplastic composite tow-placement process. J. Compos. Mater. 2003, 37, 1745–1768. [Google Scholar] [CrossRef]
- Simacek, P.; Advani, S.G.; Gruber, M.; Jensen, B. A non-local void filling model to describe its dynamics during processing thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2013, 46, 154–165. [Google Scholar] [CrossRef]
- Khan, M.A.; Mitschang, P.; Schledjewski, R. Tracing the void content development and identification of its effecting parameters during in situ consolidation of thermoplastic tape material. Polym. Polym. Compos. 2010, 18, 1–15. [Google Scholar] [CrossRef]
- Saenz-Castillo, D.; Martín, M.; Calvo, S.; Rodriguez-Lence, F.; Güemes, A. Effect of processing parameters and void content on mechanical properties and NDI of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2019, 121, 308–320. [Google Scholar] [CrossRef]
- Han, A.Z.; Sun, S.; Li, W.; Zhao, Y.; Shao, Z. Experimental study of the effect of internal defects on stress waves during automated fiber placement. Polymers 2018, 10, 413. [Google Scholar] [CrossRef]
- Schneider, M.; Edelmann, K.; Tiltmann, U. Quality analysis of reinforcement structures for composites by digital image processing. In Proceedings of the 25th International SAMPE Europe Conference, Paris, France, 30 March 2004; pp. 267–272. [Google Scholar]
- Schmitt, R.; Mersmann, C.; Damm, B. In-process 3D laser measurement to control the fiber tape-laying for composite production. In Proceedings of the Conference on Optics, Photonics, and Digital Technologies for Multimedia Applications, Brussels, Belgium, 12 April 2010. [Google Scholar]
- Engelbart, R.W.; Hannebaum, R. Verification of Tow Cut for Automatic Fiber Placement. U.S. Patent US8377239, 19 February 2013. [Google Scholar]
- Oromiehie, E.; Prusty, B.G.; Compston, P.; Rajan, G. In situ process monitoring for automated fibre placement using fibre Bragg grating sensors. Struct. Heal. Monit. 2016, 15, 706–714. [Google Scholar] [CrossRef]
- Oromiehie, E.; Prusty, B.G.; Rajan, G.; Compston, P. Optical fiber Bragg grating sensors for process monitoring in advanced composites. In Proceedings of the IEEE Sensors Applications Symposium, Catania, Italy, 20 April 2016; pp. 222–226. [Google Scholar]
- Oromiehie, E.; Prusty, B.G.; Compston, P.; Rajan, G. In-situ simultaneous measurement of strain and temperature in automated fiber placement (AFP) using optical fiber Bragg grating (FBG) sensors. Adv. Manuf. Polym. Compos. Sci. 2017, 3, 52–61. [Google Scholar] [CrossRef]
- Ni, J.H. Defect Detection System for Prepreg Based on Machine Vision. Master′s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2015. [Google Scholar]
- Cai, Z.Q. Research on Defect Detection Based on Image Processing for AFP. Master′s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2017. [Google Scholar]
- Nardi, D.; Abouhamzeh, M.; Leonard, R.; Sinke, J. Detection and evaluation of pre-preg gaps and overlaps in glare laminates. Appl. Compos. Mater. 2018, 25, 1491–1507. [Google Scholar] [CrossRef]
- Jakubczak, P.; Nardi, D.; Bienias, J.; Sinke, J. Non-destructive testing investigation of gaps in thin Glare laminates. Nondestruct. Test. Eval. 2019, 1–18. [Google Scholar] [CrossRef]
- Oromiehie, E.; Prusty, B.G.; Compston, P.; Rajan, G. Characterization of process-induced defects in automated fiber placement manufacturing of composites using fiber Bragg grating sensors. Struct. Heal. Monit. 2017, 17, 108–117. [Google Scholar] [CrossRef]
- Schmidt, C.; Hocke, T.; Denkena, B. Artificial intelligence for non-destructive testing of CFRP prepreg materials. Prod. Eng. 2019, 13, 617–626. [Google Scholar] [CrossRef]
- Zambal, S.; Heindl, C.; Eitzinger, C.; Scharinger, J. End-to-end defect detection in automated fiber placement based on artificially generated data. In Proceedings of the Fourteenth International Conference on Quality Control by Artificial Vision, Mulhouse, France, 15 May 2019; Volume 11172, p. 111721. [Google Scholar]
- Arntsen, B.; Carcione, J.M. Numerical simulation of the Biot slow wave in water-saturated Nivelsteiner Sandstone. Geophysics 2001, 66, 890–896. [Google Scholar] [CrossRef]
- Jiao, Y.; Zhang, X.; Zhao, J.; Liu, Q. Viscous boundary of DDA for modeling stress wave propagation in jointed rock. Int. J. Rock Mech. Min. Sci. 2007, 44, 1070–1076. [Google Scholar] [CrossRef]
- Lambert, G.; Gurevich, B.; Brajanovski, M. Attenuation and dispersion of P-waves in porous rocks with planar fractures: Comparison of theory and numerical simulations. Geophysics 2006, 71, N41–N45. [Google Scholar] [CrossRef]
- Del Menezzi, C.H.S.; Amorim, M.R.S.; Costa, M.A.; Garcez, L.R.O. Evaluation of thermally modified wood by means of stress wave and ultrasound nondestructive methods. Mater. Sci. 2014, 20, 61–66. [Google Scholar] [CrossRef]
- Eliška, O.; Arnetová, K.; HoleČek, T.; Borůvka, V.; Bomba, J. Determination of correlation between destructive and nondestructive test methods applied on modified wood exposed to natural weathering. Bioresources 2016, 11, 5155–5168. [Google Scholar] [CrossRef]
- Ross, R.J.; DeGroot, R.C.; Nelson, W.J.; Lebow, P.K. The relationship between stress wave transmission characteristics and the compressive strength of biologically degraded wood. For. Prod. J. 1997, 47, 89–93. [Google Scholar]
- Taşdemirci, A.; Hall, I. The effects of plastic deformation on stress wave propagation in multi-layer materials. Int. J. Impact Eng. 2007, 34, 1797–1813. [Google Scholar] [CrossRef][Green Version]
- Tasdemirci, A.; Kara, A. The effect of perforations on the stress wave propagation characteristics of multilayered materials. J. Thermoplast. Compos. Mater. 2016, 29, 1680–1695. [Google Scholar] [CrossRef]
- Taşdemirci, A.; Hall, I. Development of novel multilayer materials for impact applications: A combined numerical and experimental approach. Mater. Des. 2009, 30, 1533–1541. [Google Scholar] [CrossRef]
- Gama, B.A.; Bogetti, T.A.; Fink, B.K.; Yu, C.J.; Claar, T.D.; Eifert, H.H.; Gillespie, J.W. Aluminum foam integral armor: A new dimension in armor design. Compos. Struct. 2001, 52, 381–395. [Google Scholar] [CrossRef]
- Sun, S.; Han, Z.; Hongya, F. Characteristics of stress wave propagation of carbon fiber/epoxy laminates fabricated by high-speed automated fiber placement. In Proceedings of the 9th International Conference on Digital Enterprise Technology-Intelligent Manufacturing in the Knowledge Economy Era, Nanjing, China, 29 March 2016; Volume 56, pp. 255–260. [Google Scholar]
- Cemenska, J.; Rudberg, T.; Henscheid, M. Automated in-process inspection system for afp machines. SAE Int. J. Aerosp. 2015, 8, 303–309. [Google Scholar] [CrossRef]
- Palardy-Sim, M. Advances in a Next Generation Measurement & Inspection System for Automated Fibre Placement. In Proceedings of the Manufacturing & Processing Technologies Conference in the Composites and Advanced Materials Expo (CAMX), Anaheim, CA, USA, 23–26 September 2019. [Google Scholar]
- Krombholz, C.; Perner, M.; Bock, M.; Röstermundt, D. Improving the production quality of the advanced automated fiber placement process by means of online path correction. In Proceedings of the 28th Congress of the International Council of the Aeronautical Sciences, Brisbane, Australia, 23 September 2012; pp. 3922–3931. [Google Scholar]
- Maass, D. Progress in automated ply inspection of AFP layups. Reinf. Plast. 2015, 59, 242–245. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gap | Overlap | Half Gap/Overlap | Twisted Tow | ||
|---|---|---|---|---|---|
| Tension | — | — | ↓ | ↑ | |
| Compression | — | ↑ | — | — | |
| In-plane shear | Length | — | — | ↓ | ↓ |
| Width | ↑ | ↓ | ↓ | ↓ | |
| OHT | — | — | — | o | |
| OHC | Length | ↑ | ↑ | ↑ | o |
| Width | ↓ | ↓ | ↓ | o | |
| Contributors | Defects | Methods | Mechanical Properties | |||
|---|---|---|---|---|---|---|
| Gaps | Overlaps | Fiber Waviness | Twisted Tow | |||
| Sawicki, et al. [33,34] | + | + | Experiments | Compression strength | ||
| Croft, et al. [35] | + | + | + | Experiments | Tension, compression, in-plane shear, OHT and OHC | |
| Marrouze, et al. [36] | + | + | Simulations experiments | Strength and stability | ||
| Lan, et al. [37] | + | + | Experiments (embedded defects) | Compression and in-plane shear | ||
| Guin, et al. [38] | + | Experiments | Tension, compression and OHC | |||
| Woigk, et al. [39] | + | Experiments | Tension and compression | |||
| Elsherbini, et al. [44] | + | Experiments | Fatigue | |||
| Configurations | Mean Strength (MPa) | Standard Deviation (MPa) | Normalized Strength | Defect Area (%) |
|---|---|---|---|---|
| UNT baseline | 389.2 | 0.6 | 1 | - |
| UNT 100% coverage | 347.3 | 12.3 | 0.89 | 2.38 |
| UNT 0% coverage | 303.1 | 21.7 | 0.78 | 2.38 |
| UNT staggering (0% coverage) | 355.8 | 9.1 | 0.91 | 2.38 |
| OHT baseline | 225.6 | 4.2 | 1 | - |
| OHT 100% coverage | 235.9 | 6.8 | 1.04 | 2.24 |
| OHT 0% coverage | 214.7 | 1.4 | 0.95 | 2.24 |
| OHT staggering (0% coverage) | 231.4 | 6.0 | 1.02 | 2.24 |
| Contributors | Defects | Methods | Mechanical Properties | |||
|---|---|---|---|---|---|---|
| Gaps | Overlaps | Others | ||||
| Control method | Blom et al. [52] | + | + | Tow-drop method | Strength and stiffness | |
| Blom et al. [59] | + | + | Staggering method | Structural performance | ||
| Kim et al. [60,61,62,63] | + | + | CTS method | — | ||
| Mechanical properties | Fayazbakhsh et al. [64] | + | + | Finite Element Method (FEM) | In-plane stiffness and bulking load | |
| Wu et al. [65] | + | + | Experiments | Bulking stiffness | ||
| Nik et al. [66] | + | + | Pareto solutions | In-plane stiffness and bulking load | ||
| Falco et al. [67] | + | Experiments | UNT and OHT | |||
| Falco et al. [68] | + | Meso testing, FEM | In-plane tensile | |||
| Li et al. [69] | + | + | Modeling | Out-of-plane waviness | ||
| Bakhshi et al. [83] | + | Modeling | — | |||
| Akbarzadeh et al. [89] | + | Simulations, experiments | Vibration | |||
| Contributors | Detection Methods | Detectable Defects | Defect Type | Applications |
|---|---|---|---|---|
| Oromiehie et al. [122] | Optical fiber Bragg grating sensors | Gaps, overlaps | Internal defects | Laboratory |
| Denkena et al. [32] | Thermal camera with image processing | Gaps, overlaps | Surface | — |
| Schmidt et al. [123] | Convolution neural networks | Gaps, overlaps | Surface | — |
| Zambal et al. [124] | Artificially generated training data | Gaps, overlaps | Surface | — |
| Han et al. [111] | Stress wave | Voids | Internal defects | Laboratory |
| Cemenska et al. [136] | Laser projectors, cameras, and laser profilometers | Gaps, overlaps | Surface | — |
| Palardy-Sim et al. [137] | Optical coherence tomography | Gaps, overlaps, voids | Surface and internal defects | The National Research Council of Canada |
| Krombholz et al. [138] | Fiber edge detection sensor | Gaps, overlaps | Surface | The German Aerospace Center |
| Maass et al. [139] | Laser line scanner | Gaps, overlaps | Surface | NASA |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, S.; Han, Z.; Fu, H.; Jin, H.; Dhupia, J.S.; Wang, Y. Defect Characteristics and Online Detection Techniques During Manufacturing of FRPs Using Automated Fiber Placement: A Review. Polymers 2020, 12, 1337. https://doi.org/10.3390/polym12061337
Sun S, Han Z, Fu H, Jin H, Dhupia JS, Wang Y. Defect Characteristics and Online Detection Techniques During Manufacturing of FRPs Using Automated Fiber Placement: A Review. Polymers. 2020; 12(6):1337. https://doi.org/10.3390/polym12061337
Chicago/Turabian StyleSun, Shouzheng, Zhenyu Han, Hongya Fu, Hongyu Jin, Jaspreet Singh Dhupia, and Yang Wang. 2020. "Defect Characteristics and Online Detection Techniques During Manufacturing of FRPs Using Automated Fiber Placement: A Review" Polymers 12, no. 6: 1337. https://doi.org/10.3390/polym12061337
APA StyleSun, S., Han, Z., Fu, H., Jin, H., Dhupia, J. S., & Wang, Y. (2020). Defect Characteristics and Online Detection Techniques During Manufacturing of FRPs Using Automated Fiber Placement: A Review. Polymers, 12(6), 1337. https://doi.org/10.3390/polym12061337