Effects of Brown Sugar Water Binder Added by Spraying Method as Solid Bridge on the Physical Characteristics of Biomass Pellets

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Experimental Equipment
2.2.2. Pellet Preparation
2.2.3. Test Index and Test Method
- —relaxation density (g·cm−3);
- —mass of a biomass pellet (g);
- —end diameter of biomass pellet (cm);
- —length of biomass pellets (cm).
- —relaxation ratio (%);
- —relaxation density (g·cm−3);
- —maximum compaction density (the density of pellets when they were taken from the die) (g·cm−3).
- —durability (%);
- —mass before pellets drop test (kg);
- —mass after pellets drop test (kg).
- —compressive strength (MPa);
- —maximum radial force (N);
- —end diameter of biomass pellet (cm);
- —length of biomass pellets (cm).
2.2.4. Experimental Design
3. Results and Discussion
3.1. Compressive Strength
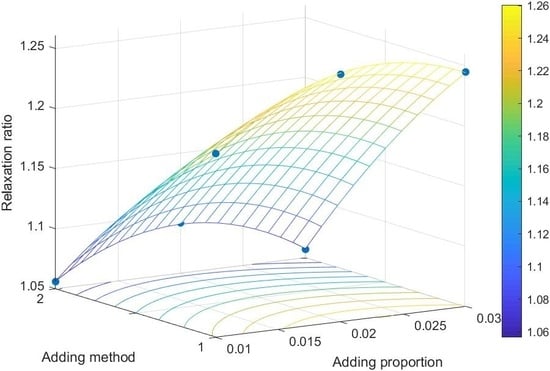
3.2. Relaxation Ratio
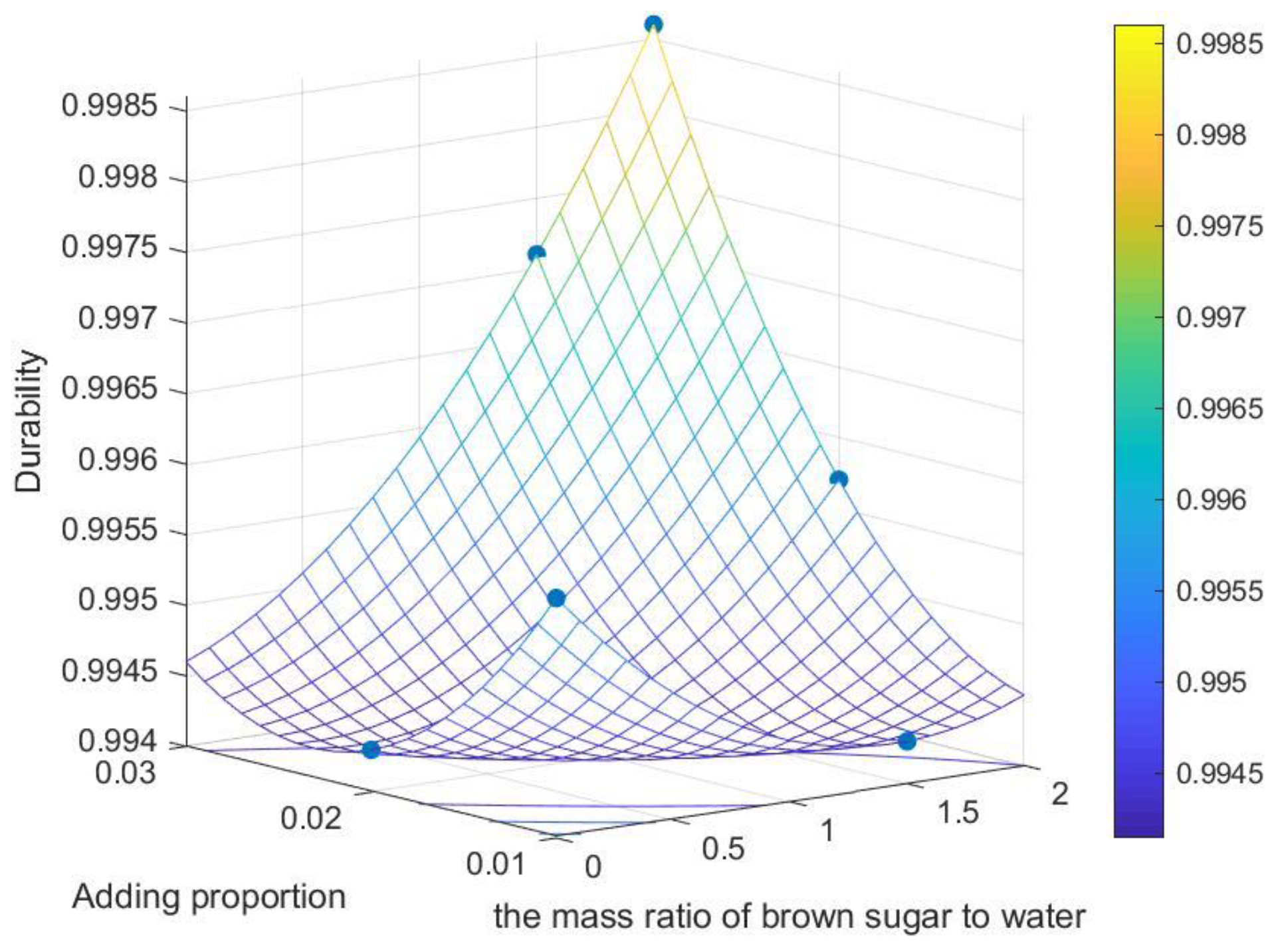
3.3. Durability
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Group | Number | Diameter (mm) | Length (mm) | Mass (g) | Maximum Compaction Density (g/cm−3) | Standard Deviation |
| 1 | pellet1 | 16.45 | 32.51 | 7.02 | 1.016 | 0.029512906 |
| pellet2 | 16.46 | 34.89 | 7.01 | 0.944 | ||
| pellet3 | 16.45 | 33.31 | 6.99 | 0.987 | ||
| 2 | pellet1 | 16.43 | 35.81 | 7.03 | 0.926 | 0.003575869 |
| pellet2 | 16.44 | 35.85 | 6.98 | 0.917 | ||
| pellet3 | 16.44 | 35.86 | 7.02 | 0.922 | ||
| 3 | pellet1 | 16.39 | 34.55 | 7.02 | 0.963 | 0.006132787 |
| pellet2 | 16.38 | 34.29 | 7.01 | 0.97 | ||
| pellet3 | 16.38 | 34.68 | 6.98 | 0.955 | ||
| 4 | pellet1 | 16.37 | 35.01 | 7.03 | 0.954 | 0.004848876 |
| pellet2 | 16.38 | 34.98 | 7.01 | 0.951 | ||
| pellet3 | 16.42 | 34.97 | 6.98 | 0.943 | ||
| 5 | pellet1 | 16.43 | 35.05 | 7.03 | 0.946 | 0.003325193 |
| pellet2 | 16.42 | 34.78 | 6.97 | 0.946 | ||
| pellet3 | 16.45 | 34.97 | 6.98 | 0.939 | ||
| 6 | pellet1 | 16.5 | 35.43 | 6.98 | 0.93 | 0.001485221 |
| pellet2 | 16.49 | 35.45 | 7.01 | 0.933 | ||
| pellet3 | 16.47 | 35.41 | 7.02 | 0.934 | ||
| Test Group | Number | Diameter (mm) | Length (mm) | Mass (g) | Relaxation Density (g/cm−3) | Standard Deviation |
| 1 | pellet1 | 16.46 | 40.6 | 7.02 | 0.813 | 0.001290021 |
| pellet2 | 16.46 | 40.59 | 7.01 | 0.812 | ||
| pellet3 | 16.45 | 40.63 | 6.99 | 0.809 | ||
| 2 | pellet1 | 16.44 | 39.25 | 7.03 | 0.844 | 0.002455449 |
| pellet2 | 16.44 | 39.25 | 6.98 | 0.838 | ||
| pellet3 | 16.45 | 39.27 | 7.02 | 0.841 | ||
| 3 | pellet1 | 16.54 | 41.8 | 7.02 | 0.782 | 0.008668709 |
| pellet2 | 16.73 | 41.92 | 7.01 | 0.761 | ||
| pellet3 | 16.66 | 41.69 | 6.98 | 0.768 | ||
| 4 | pellet1 | 16.5 | 36.29 | 7.01 | 0.903 | 0.00636098 |
| pellet2 | 16.47 | 36.34 | 7.03 | 0.908 | ||
| pellet3 | 16.56 | 36.35 | 6.99 | 0.893 | ||
| 5 | pellet1 | 16.52 | 42.98 | 7.03 | 0.763 | 0.002467339 |
| pellet2 | 16.52 | 42.89 | 6.97 | 0.758 | ||
| pellet3 | 16.54 | 42.88 | 6.98 | 0.758 | ||
| 6 | pellet1 | 16.5 | 37.29 | 6.98 | 0.875 | 0.004147738 |
| pellet2 | 16.49 | 37.25 | 7.01 | 0.881 | ||
| pellet3 | 16.47 | 37.21 | 7.02 | 0.886 |
References
- Si, Y. Study on the Quality Promotion and Bonding Mechanism of Agricultural Residues Pellet. Ph.D. Thesis, Huazhong University of Science and Technology, Wuhan, China, 2018. [Google Scholar]
- Zhang, J. Study on the Forming Mechanisms, Physical Properties and Combustion Characteristics of Briquettes Made Form Caragana Korshinskii Kom. Ph.D. Thesis, Shanxi Agricultural University, Shanxi, China, 2014. [Google Scholar]
- Gao, Y. Study on the Dense Forming Mechanism of Salix Twig Particles Based on Discrete Element Method. Master’s Thesis, Inner Mongolia University of Science and Technology, Baotou, China, 2019. [Google Scholar]
- Li, K. Research on biomass dense forming technology. Mech. Rural Pasturing Areas 2017, 1, 14–15. [Google Scholar]
- Zhang, X.; Cai, Z.; Chen, L. Study on the quality affecting factors and compression models of densified biomass fuel. Res. Agric. Mech. 2015, 1, 242–245. [Google Scholar]
- Li, K.; Shao, Y. Analysis of influencing factors in the process of biomass compact forming. Mech. Rural Pasturing Areas 2017, 3, 29–30. [Google Scholar]
- García, R.; Gil, M.V.; Rubiera, F.; Pevida, C. Pelletization of wood and alternative residual biomass blends for producing industrial quality pellets. Fuel 2019, 251, 739–753. [Google Scholar] [CrossRef]
- Jiang, Z. Design and Research of Biomass Ring Die Plunger Compact Forming Machine. Master’s Thesis, Northeast Forestry University, Harbin, China, 2019. [Google Scholar]
- Ruan, J.; Cai, Z. Study on the solidification technology of crop straw at home and abroad. World Agric. 2014, 4, 40–43. [Google Scholar]
- Xing, Y. Prediction and Experimental Research of Three-Component Molding Process Based on Biomass. Master’s Thesis, Hefei University of Technology, Hefei, China, 2018. [Google Scholar]
- Hu, X. Experimental Study on the Use of Compression Molding Technology on Biomass Fuels of Sawdust, Leaves and Wheat Straw. Ph.D. Thesis, Xi’an University of Architecture and Technology, Xi’an, China, 2017. [Google Scholar]
- Qing, J.; Yu, H.; Lin, H.; Wang, Y. Microscopic Observation on the Forming Mechanism of Rice Husk Biomass Particles. Master’s Thesis, Liaoning Agricultural Sciences, Liaoning, China, 2009. [Google Scholar]
- Liu, S.; Yang, G.; Su, C. Observation and analysis on micro-structure of corn straw briquette fuels. Therm. Sci. Technol. 2009, 8, 277–282. [Google Scholar]
- Liu, X. Design and Test of Straw Solidification Molding Machine. Master’s Thesis, Jilin University, Jilin, China, 2014. [Google Scholar]
- Kaliyan, N.; Morey, R.V. Natural binders and solid bridge type binding mechanisms in briquettes and pellets made from corn stover and switchgrass. Bioresour. Technol. 2009, 101, 1082–1090. [Google Scholar] [CrossRef]
- Kong, L.; Tian, S.; He, C.; Du, C.; Tu, Y.; Xion, Y. Effect of waste wrapping paper fiber as a “solid bridge” on physical characteristics of biomass pellets made from wood sawdust. Appl. Energy 2012, 98, 33–39. [Google Scholar] [CrossRef]
- Muazu, R.I. Biosolids and microalgae as alternative binders for biomass fuel briquetting. Fule 2017, 194, 339–347. [Google Scholar] [CrossRef]
- Abedi, A.; Cheng, H.; Dalai, A.K. Effects of natural additives on the properties of sawdust fuel pellets. Energy Fuels 2018, 32, 1863–1873. [Google Scholar] [CrossRef]
- Si, Y.; Hu, J.; Wang, X.; Yang, H.; Chen, Y.; Shao, J.; Chen, H. Effect of carboxymethyl cellulose binder on the quality of biomass pellets. Energy Fuels 2016, 30, 5799–5808. [Google Scholar] [CrossRef]
- Thabuot, M.; Pagketanang, T.; Panyacharoen, K.; Mongkut, P.; Wongwicha, P. Effect of applied pressure and binder proportion on the fuel properties of holey bio-briquettes. Energy Procedia 2015, 79, 890–895. [Google Scholar] [CrossRef]
- Soleimani, M.; Tabil, X.L.; Grewal, R.; Tabil, L.G. Carbohydrates as binders in biomass densification for biochemical and thermochemical processes. Fuel 2017, 193, 134–141. [Google Scholar] [CrossRef]
- Kaliya, N.; Morey, R.V. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Mišljenović, N.; Čolović, R.; Vukmirović, D.; Brlek, T. The effects of sugar beet molasses on wheat straw pelleting and pellet quality. Acomparative study of pelleting by using a single pellet press and a pilot-scale pellet press. Fuel Process. Technol. 2016, 144, 220–229. [Google Scholar] [CrossRef]
- Zhai, Y.; Wang, T.; Zhu, Y.; Peng, C.; Wang, B.; Li, X.; Li, C.; Zeng, G. Production of fuel pellets via hydrothermal carbonization of food waste using molasses as a binder. Waste Manag. 2018, 77, 185–194. [Google Scholar] [CrossRef]
- Singh, A.; Singh, Y. Briquetting of paddy straw. Agric. Mech. Asia Afr. Lat. Am. 1982, 13, 42–44. [Google Scholar]
- Sheng, K.; Wu, J. Research progress on physical quality and forming mechanism of biomass molding fuel. Trans. Chin. Soc. Agric. Eng. 2004, 20, 242–245. [Google Scholar]
- Ministry of Agriculture of the People’s Republic of China. NY/T1881: 2010. Test Method for Biomass Solid Forming Fuels; Ministry of Agriculture of the People’s Republic of China: Beijing, China, 2010.
- Beijing Municipal Bureau of Quality and Technical Supervision. DB11/T541: 2008. Biomass Molded Fuel; Beijing Municipal Bureau of Quality and Technical Supervision: Beijing, China, 2008. [Google Scholar]
- Tu, D.; Li, A. Lab-scale experimental study on the compressing molding parameters under cold condition for rice straw pellets. China Agric. Meteorol. 2015, 36, 446–453. [Google Scholar]
- Lu, Z. Affect the Physical Properties of Biomass Pretreatment Technology was Studied. Ph.D. Thesis, Heilongjiang Bayi Agricultural University, Heilongjiang, China, 2015. [Google Scholar]
- Mangwandi, C.; Adams, M.J.; Hounslow, M.J.; Salman, A.D. Influence of fill factor variation in high shear granulation on the post granulation processes: Compression and tablet properties. Powder Technol. 2014, 263, 135–141. [Google Scholar] [CrossRef][Green Version]
- Du, X.; Liu, J.; Zhou, F.; Tuo, C.; Liu, M.; Xie, C. Effects of drying methods on drying rate and physical and chemical properties of lump brown sugar. Mod. Food Sci. Technol. 2020, 36, 214–219. [Google Scholar]
- Shi, B. Solubility of sucrose in ethanol solution. Guangzhou Chem. Ind. 2009, 37, 101–102. [Google Scholar]
- Chew, K.W.; Chia, S.R.; Yap, Y.J.; Ling, T.C.; Tao, Y.; Show, P.L. Densification of food waste compost: Effects of moisture content and dairy powder waste additives on pellet quality. Process Saf. Environ. Prot. 2018, 116, 780–786. [Google Scholar] [CrossRef]
- Li, Z.; Wang, H.; Gao, Y.; Yan, L.; Wang, P.; De, X. Study on the bonding mechanism of density of salix biomass fuel particles. Trans. Chin. Soc. Agric. Eng. 2019, 35, 235–241. [Google Scholar]
- Yan, Y. Research on biomass solidification molding equipment. Agric. Mach. Woodwork. Equip. 2009, 12, 19–21. [Google Scholar]
- Hui, C. The Studies of Biomass Solidifying Technology and Principle with High Pressure on Natural Conditions for Bio-fuel Making. Ph.D. Thesis, Beijing Forestry University, Beijing, China, 2006. [Google Scholar]











| Level | Factor | ||
|---|---|---|---|
| The Mass Ratio of Brown Sugar to Water | The Proportion of Brown Sugar Water Added (%) | Binder Adding Method | |
| 1 | 0:1 | 1 | Stirring |
| 2 | 1.5:1 | 2 | Spraying |
| 3 | 2:1 | 3 | |
| Test Group | Factor and Levels | Test Index | ||||
|---|---|---|---|---|---|---|
| A | B | C | Y1 (MPa) | Y2 | Y3 (%) | |
| 1 | 1 | 1 | 1 | 0.516 ± 0.56 | 1.203 ± 0.04 | 99.57 ± 0.45 |
| 2 | 1 | 2 | 2 | 0.515 ± 0.43 | 1.092 ± 0.01 | 99.43 ± 0.38 |
| 3 | 2 | 3 | 1 | 0.469 ± 0.47 | 1.245 ± 0.02 | 99.71 ± 0.42 |
| 4 | 2 | 1 | 2 | 0.655 ± 0.65 | 1.056 ± 0.01 | 99.43 ± 0.51 |
| 5 | 3 | 2 | 1 | 0.625 ± 0.58 | 1.256 ± 0.04 | 99.57 ± 0.49 |
| 6 | 3 | 3 | 2 | 0.758 ± 0.55 | 1.057 ± 0.03 | 99.86 ± 0.39 |
| Index | Factors | |||
|---|---|---|---|---|
| A | B | C | ||
| Y1 | K1 | 0.515 ± 0.50 | 0.585 ± 0.61 | 0.537 ± 0.54 |
| K2 | 0.562 ± 0.56 | 0.570 ± 0.51 | 0.643 ± 0.54 | |
| K3 | 0.692 ± 0.57 | 0.614 ± 0.51 | ||
| R | 0.176 ± 0.53 | 0.044 ± 0.56 | 0.106 ± 0.56 | |
| Y2 | K1 | 1.0905 ± 0.03 | 1.0725 ± 0.03 | 1.23467 ± 0.05 |
| K2 | 1.0795 ± 0.02 | 1.0985 ± 0.03 | 1.06833 ± 0.03 | |
| K3 | 1.0810 ± 0.04 | 1.0800 ± 0.03 | ||
| R | 0.01100 ± 0.02 | 0.02600 ± 0.03 | 0.16634 ± 0.04 | |
| Y3 | K1 | 0.99500 ± 0.42 | 0.99500 ± 0.48 | 0.99617 ± 0.45 |
| K2 | 0.99570 ± 0.47 | 0.99500 ± 0.44 | 0.99573 ± 0.43 | |
| K3 | 0.99715 ± 0.44 | 0.99785 ± 0.405 | ||
| R | 0.00215 ± 0.43 | 0.00285 ± 0.42 | 0.00043 ± 0.44 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, K.; Song, S.; Chen, Z.; Zhou, J. Effects of Brown Sugar Water Binder Added by Spraying Method as Solid Bridge on the Physical Characteristics of Biomass Pellets. Polymers 2020, 12, 674. https://doi.org/10.3390/polym12030674
Zhang K, Song S, Chen Z, Zhou J. Effects of Brown Sugar Water Binder Added by Spraying Method as Solid Bridge on the Physical Characteristics of Biomass Pellets. Polymers. 2020; 12(3):674. https://doi.org/10.3390/polym12030674
Chicago/Turabian StyleZhang, Kexin, Shuangyan Song, Zhongjia Chen, and Jianbo Zhou. 2020. "Effects of Brown Sugar Water Binder Added by Spraying Method as Solid Bridge on the Physical Characteristics of Biomass Pellets" Polymers 12, no. 3: 674. https://doi.org/10.3390/polym12030674
APA StyleZhang, K., Song, S., Chen, Z., & Zhou, J. (2020). Effects of Brown Sugar Water Binder Added by Spraying Method as Solid Bridge on the Physical Characteristics of Biomass Pellets. Polymers, 12(3), 674. https://doi.org/10.3390/polym12030674