Study of Waste Jute Fibre Panels (Corchorus capsularis L.) Agglomerated with Portland Cement and Starch



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Manufacturing Process
2.3. Methods
3. Results and Discussion
3.1. Physical Properties
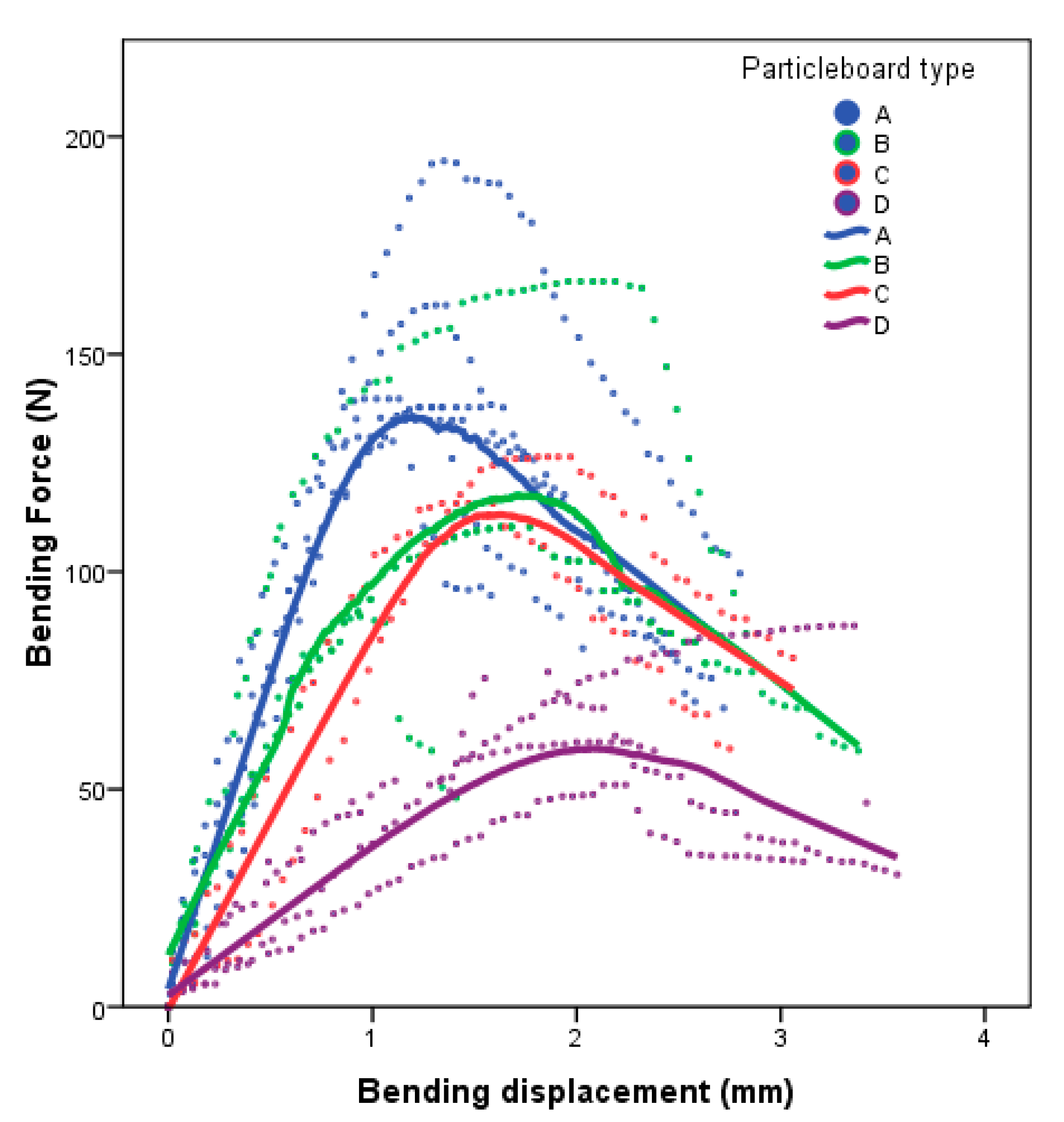
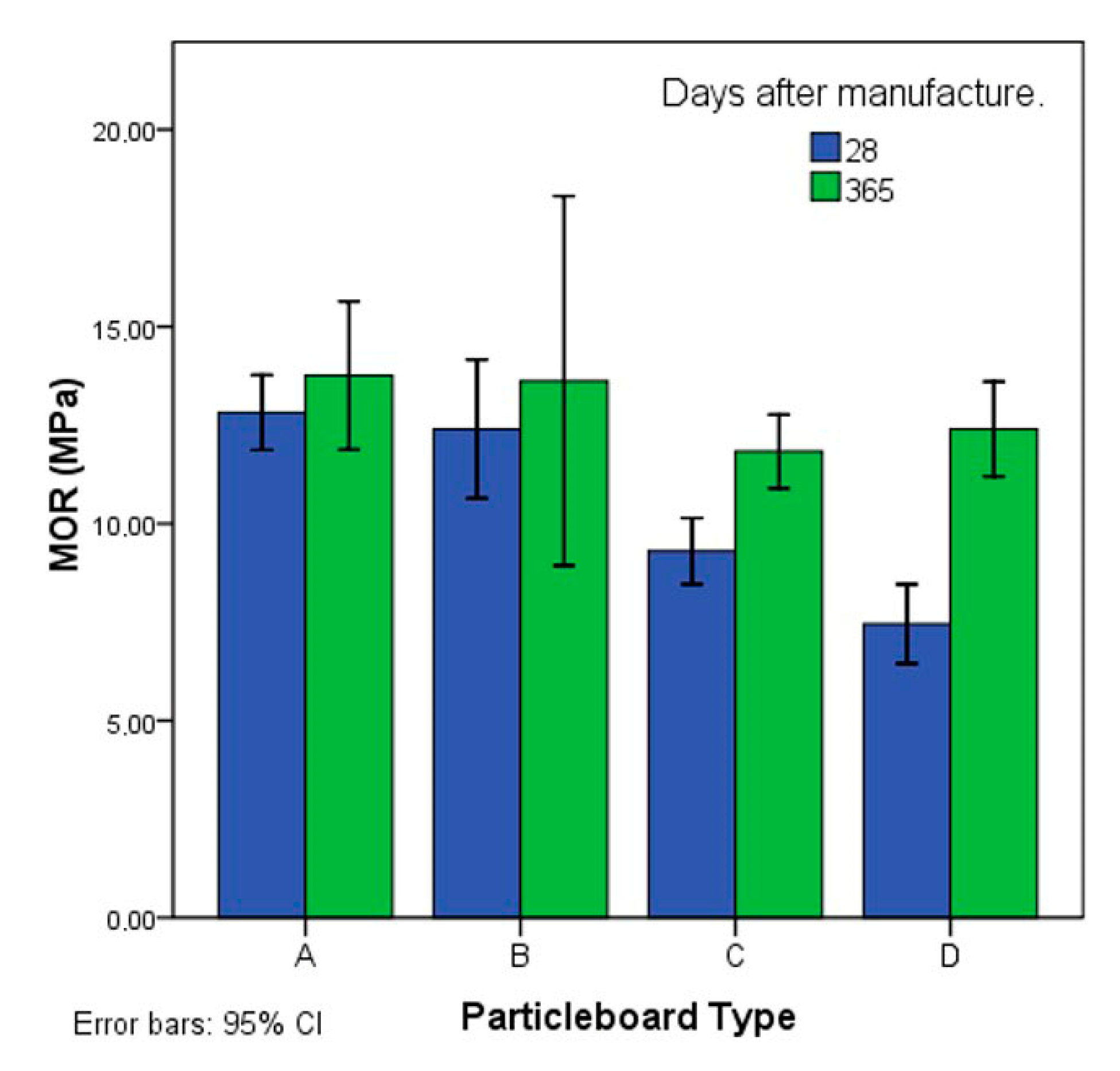
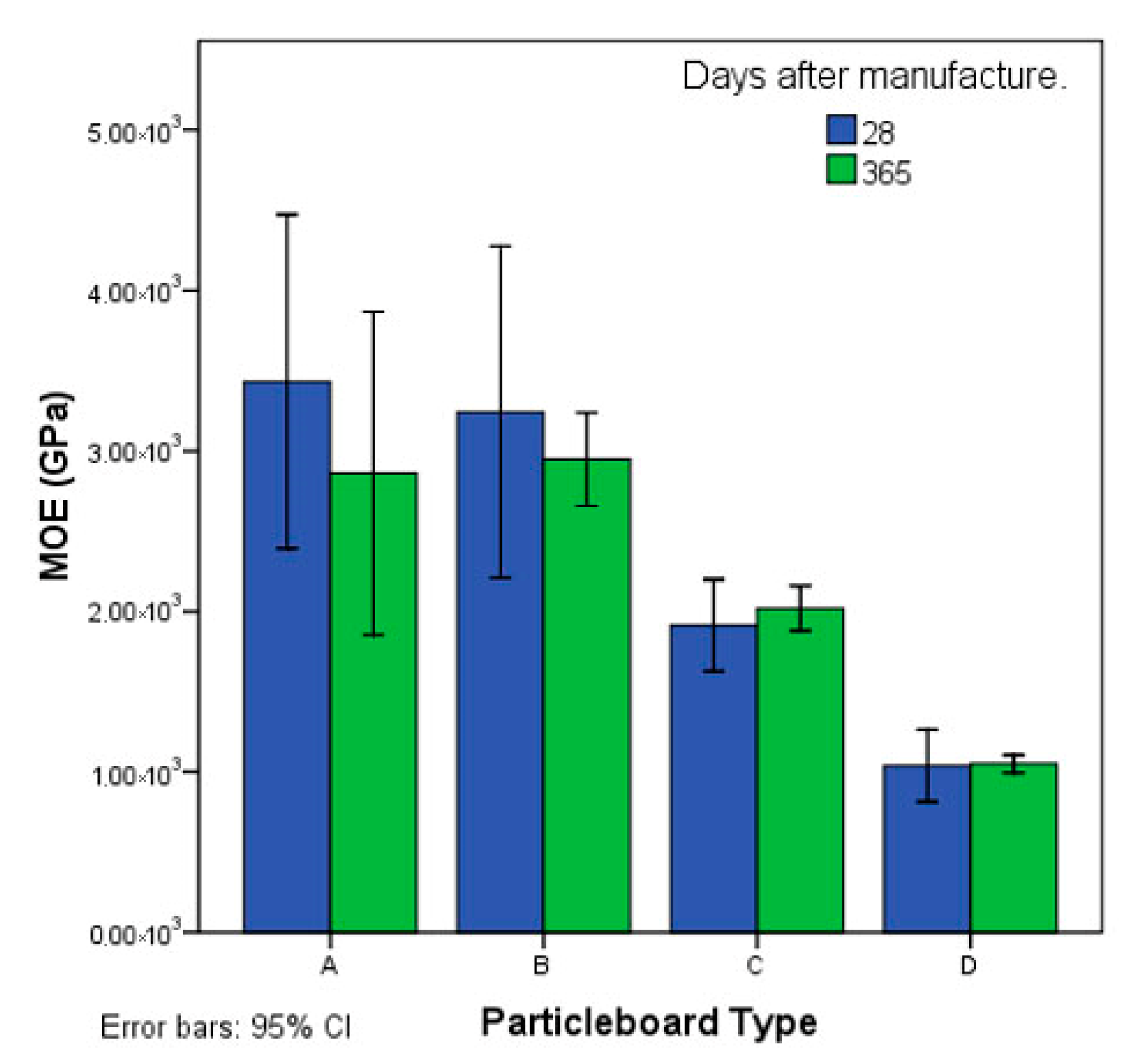
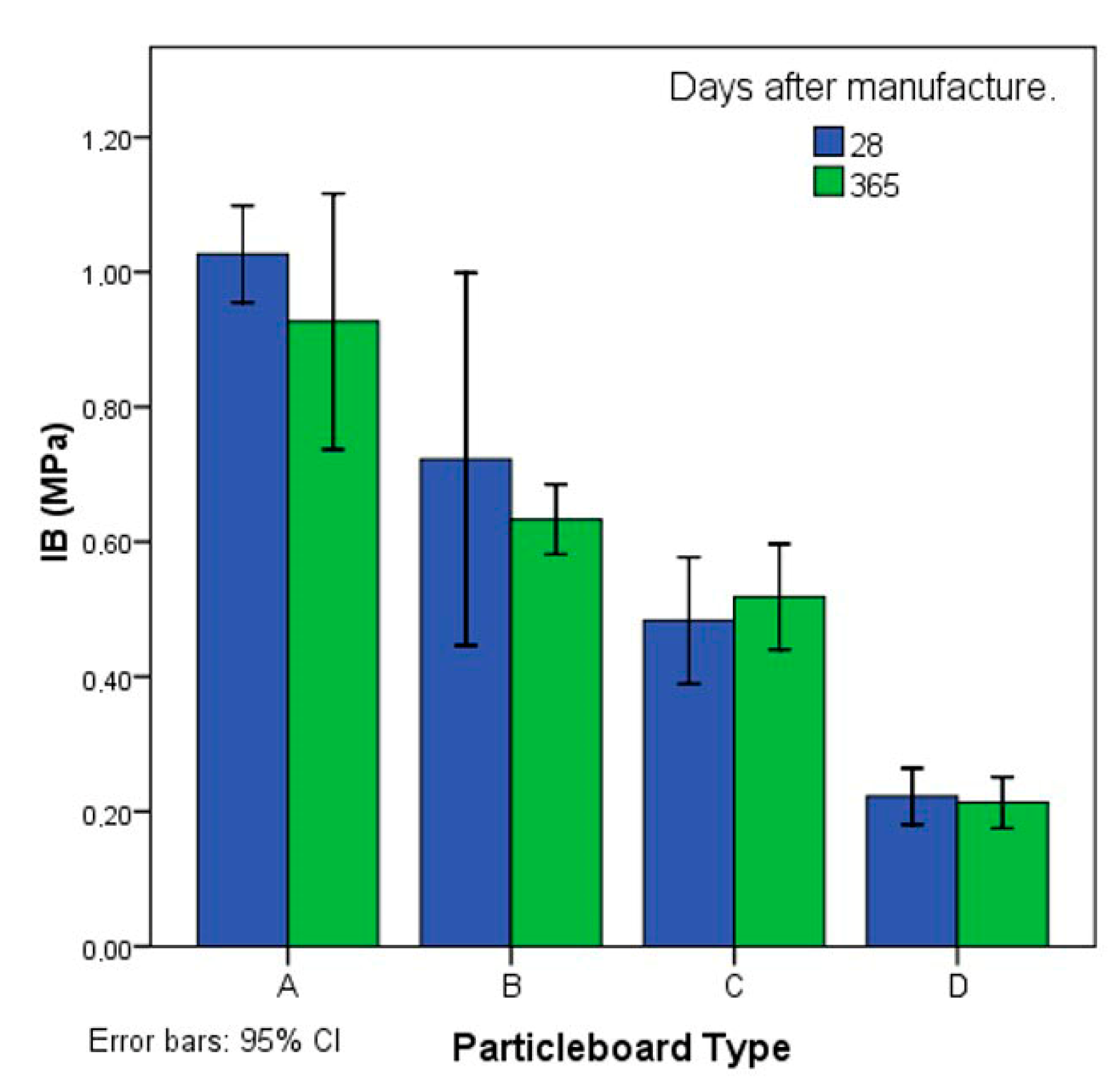
3.2. Mechanical Properties
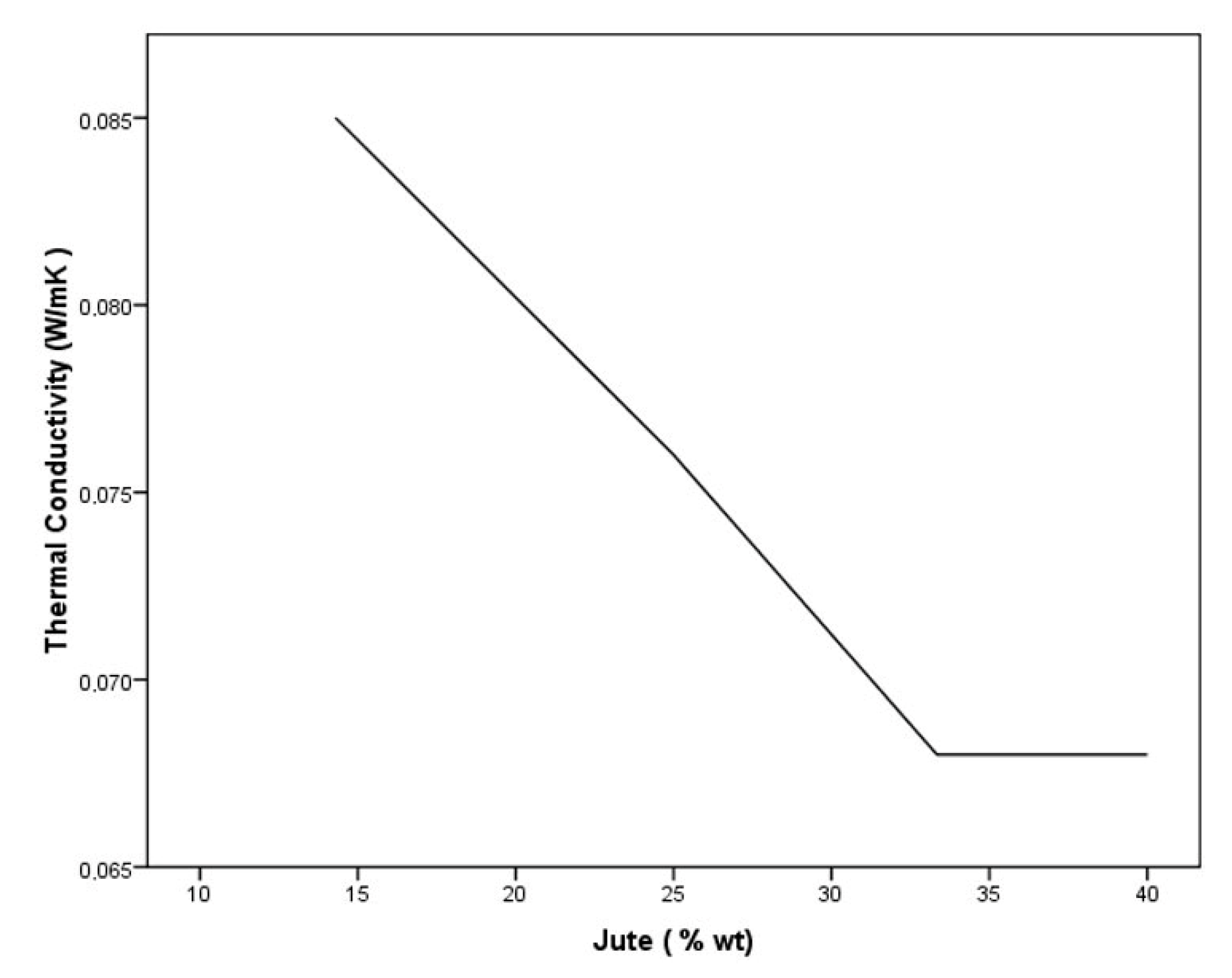
3.3. Thermal Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Agopyan, V.; Savastano, H.; John, V.M.; Cincotto, M.A. Developments on vegetable fibre—Cement based materials in São Paulo, Brazil: An overview. Cem. Concr. Compos. 2005, 27, 527–536. [Google Scholar] [CrossRef]
- Carbajo, J.; Esquerdo-Lloret, T.V.; Ramis, J.; Nadal-Gisbert, A.V.; Denia, F.D. Acoustic properties of porous concrete made from arlite and vermiculite lightweight aggregates. Mater. Constr. 2015, 65, e072. [Google Scholar] [CrossRef]
- Chandra, S.; Flodin, P. Interactions of polymers and organic admixtures on Portland cement hydration. Cem. Concr. Res. 1987, 17, 875–890. [Google Scholar] [CrossRef]
- Savastano, H.; Santos, S.F.; Radonjic, M.; Soboyejo, W.O. Fracture and fatigue of natural fiber-reinforced cementitious composites. Cem. Concr. Compos. 2009, 31, 232–243. [Google Scholar] [CrossRef]
- Yan, L.; Kasal, B.; Huang, L. A review of recent research on the use of cellulosic fibres, their fibre fabric reinforced cementitious, geo-polymer and polymer composites in civil engineering. Compos. Pt. B Eng. 2016, 92, 94–132. [Google Scholar] [CrossRef]
- Vo, L.T.; Navard, P. Treatments of plant biomass for cementitious building materials-A review. Constr. Build. Mater. 2016, 121, 161–176. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Banthia, N. Plant-based natural fibre reinforced cement composites: A review. Cem. Concr. Compos. 2016, 68, 96–108. [Google Scholar] [CrossRef]
- Ardanuy, M.; Claramunt, J.; Toledo Filho, R.D. Cellulosic fiber reinforced cement-based composites: A review of recent research. Constr. Build. Mater. 2015, 79, 115–128. [Google Scholar] [CrossRef]
- Sen, T.; Reddy, H.J. Application of sisal, bamboo, coir and jute natural composites in structural upgradation. Int. J. Innov. Manag. Technol. 2011, 2, 186. [Google Scholar]
- Madsen, B.; Lilholt, H. Physical and mechanical properties of unidirectional plant fibre composites—An evaluation of the influence of porosity. Compos. Sci. Technol. 2003, 63, 1265–1272. [Google Scholar] [CrossRef]
- Ramakrishna, G.; Sundararajan, T. Studies on the durability of natural fibres and the effect of corroded fibres on the strength of mortar. Cem. Concr. Compos. 2005, 27, 575–582. [Google Scholar] [CrossRef]
- Chakraborty, S.; Kundu, S.P.; Roy, A.; Basak, R.K.; Adhikari, B.; Majumder, S.B. Improvement of the mechanical properties of jute fibre reinforced cement mortar: A statistical approach. Constr. Build. Mater. 2013, 38, 776–784. [Google Scholar] [CrossRef]
- Chakraborty, S.; Kundu, S.P.; Roy, A.; Adhikari, B.; Majumder, S.B. Polymer modified jute fibre as reinforcing agent controlling the physical and mechanical characteristics of cement mortar. Constr. Build. Mater. 2013, 49, 214–222. [Google Scholar] [CrossRef]
- Jo, B.W.; Chakraborty, S.; Lee, Y.S. Hydration study of the polymer modified jute fibre reinforced cement paste using analytical techniques. Constr. Build. Mater. 2015, 101, 166–173. [Google Scholar] [CrossRef]
- Ray, D.; Sarkar, B.K. Characterization of alkali-treated jute fibers for physical and mechanical properties. J. Appl. Polym. Sci. 2001, 80, 1013–1020. [Google Scholar] [CrossRef]
- Saha, P.; Manna, S.; Chowdhury, S.R.; Sen, R.; Roy, D.; Adhikari, B. Enhancement of tensile strength of lignocellulosic jute fibers by alkali-steam treatment. Biores. Technol. 2010, 101, 3182–3187. [Google Scholar] [CrossRef] [PubMed]
- Kundu, S.P.; Chakraborty, S.; Roy, A.; Adhikari, B.; Majumder, S.B. Chemically modified jute fibre reinforced non-pressure (NP) concrete pipes with improved mechanical properties. Constr. Build. Mater. 2012, 37, 841–850. [Google Scholar] [CrossRef]
- Jo, B.W.; Chakraborty, S.; Kim, H. Efficacy of alkali-treated jute as fibre reinforcement in enhancing the mechanical properties of cement mortar. Mater. Struct. 2016, 49, 1093–1104. [Google Scholar] [CrossRef]
- Chakraborty, S.; Kundu, S.P.; Roy, A.; Adhikari, B.; Majumder, S.B. Effect of jute as fiber reinforcement controlling the hydration characteristics of cement matrix. Ind. Eng. Chem. Res. 2013, 52, 1252–1260. [Google Scholar] [CrossRef]
- Jo, B.W.; Chakraborty, S.; Yoon, K.W. A hypothetical model based on effectiveness of combined alkali and polymer latex modified jute fibre in controlling the setting and hydration behaviour of cement. Constr. Build. Mater. 2014, 68, 1–9. [Google Scholar] [CrossRef]
- Rosa, M.F.; Chiou, B.S.; Medeiros, E.S.; Wood, D.F.; Williams, T.G.; Mattoso, L.H.; Imam, S.H. Effect of fiber treatments on tensile and thermal properties of starch/ethylene vinyl alcohol copolymers/coir biocomposites. Biores. Technol. 2009, 100, 5196–5202. [Google Scholar] [CrossRef] [PubMed]
- Fidelis, M.E.A.; Toledo Filho, R.D.; de Andrade Silva, F.; Mechtcherine, V.; Butler, M.; Hempel, S. The effect of accelerated aging on the interface of jute textile reinforced concrete. Cem. Concr. Compos. 2016, 74, 7–15. [Google Scholar] [CrossRef]
- Sadiq, K.M.; Bzeni, D.K.H.; Shaikh, F.U.A. Deflection hardening behaviour of jute strands reinforced lightweight cementitious composite. Constr. Build. Mater. 2015, 96, 102–111. [Google Scholar] [CrossRef]
- Zhou, X.; Ghaffar, S.H.; Dong, W.; Oladiran, O.; Fan, M. Fracture and impact properties of short discrete jute fibre-reinforced cementitious composites. Mat. Design. 2013, 49, 35–47. [Google Scholar] [CrossRef]
- Heidi, P.; Bo, M.; Roberts, J.; Kalle, N. The influence of biocomposite processingand composition on natural fiber length, dispersion and orientation. J. Mater. Sci. Eng. A. 2011, 1, 190–198. [Google Scholar]
- Pickering, K.L.; Aruan Efendy, M.G.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Pt. A Appl. Sci. Manf. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Dewacker, D.R. Cement Mortar Systems Using Blends of Polysaccharides and Cold-Water-Soluble, Unmodified Starches. U.S. Patent No. 5,575,840, 19 November 1996. [Google Scholar]
- Glenn, G.M.; Miller, R.M.; Orts, W.J. Moderate strength lightweight concrete from organic aquagel mixtures. Ind. Crops Prod. 1998, 8, 123–132. [Google Scholar] [CrossRef]
- Glenn, G.M.; Gray, G.M.; Orts, W.J.; Wood, D.W. Starch-based lightweight concrete: Effect of starch source, processing method, and aggregate geometry. Ind. Crops Prod. 1999, 9, 133–144. [Google Scholar] [CrossRef]
- Peschard, A.; Govin, A.; Grosseau, P.; Guilhot, B.; Guyonnet, R. Effect of polysaccharides on the hydration of cement pastes at early ages. Cem. Concr. Res. 2004, 34, 2153–2158. [Google Scholar] [CrossRef]
- Peschard, A.; Govin, A.; Pourchez, J.; Fredon, E.; Bertrand, L.; Guilhot, B. Effect of polysaccharides on the hydration of cement suspension. J. Eur. Ceram. Soc. 2006, 26, 1439–1445. [Google Scholar] [CrossRef]
- Ferrández-García, M.T.; García-Ortuño, T.; Ferrández-Villena, M.; Andreu-Rodríguez, J.; Ferrández-García, C.E. Study of the properties cement plates improved by adding starch. In Proceedings of the 8th Iberian Congress of Agricultural Engineering, Orihuela, Spain, 1–3 June 2015. [Google Scholar]
- Ashori, A.; Tabarsa, T.; Amosi, F. Evaluation of using waste timber railway sleepers in wood–cement composite materials. Constr. Build. Mater. 2012, 27, 126–129. [Google Scholar] [CrossRef]
- EN 312. Particleboards–Specifications; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- EN 323. Wood-Based Panels. Determination of Density; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 317. Particleboards and Fiberboards. Determination of Swelling in Thickness after Immersion in Water; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 310. Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 319. Particleboards and Fiberboards. Determination of Tensile Strength Perpendicular to the Plane of de Board; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 12667. Thermal Performance of Building Materials and Products. Determination of Thermal Resistance by Means of Guarded Hot Plate and Heat Flow Meter Methods. Products of High and Medium Thermal Resistance; European Committee for Standardization: Brussels, Belgium, 2001. [Google Scholar]
- Khedari, J.; Suttisonk, B.; Pratinthong, N.; Hirunlabh, J. New lightweight composite construction materials with low thermal conductivity. Cem. Concr. Compos. 2001, 23, 65–70. [Google Scholar] [CrossRef]
- Onésippe, C.; Passe-Coutrin, N.; Toro, F.; Delvasto, S.; Bilba, K.; Arsène, M.A. Sugar cane bagasse fibres reinforced cement composites: Thermal considerations. Compos. Pt. A Appl. Sci. Manf. 2010, 41, 549–556. [Google Scholar] [CrossRef]
- Al Rim, K.; Ledhem, A.; Douzane, O.; Dheilly, R.M.; Queneudec, M. Influence of the proportion of wood on the thermal and mechanical performances of clay-cement-wood composites. Cem. Concr. Compos. 1999, 21, 269–276. [Google Scholar] [CrossRef]
- Khedari, J.; Watsanasathaporn, P.; Hirunlabh, J. Development of fibre-based soil–cement block with low thermal conductivity. Cem. Concr. Compos. 2005, 27, 111–116. [Google Scholar] [CrossRef]
- Awwad, E.; Mabsout, M.; Hamad, B.; Farran, M.T.; Khatib, H. Studies on fiber-reinforced concrete using industrial hemp fibers. Constr. Build. Mater. 2012, 35, 710–717. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Particleboard | Number of Panels | Weight Dosage (%) | |||
|---|---|---|---|---|---|
| Jute | Cement | Starch | Water | ||
| A | 8 | 14.29 | 28.57 | 28.57 | 28.57 |
| B | 8 | 25.00 | 25.00 | 25.00 | 25.00 |
| C | 8 | 33.34 | 22.22 | 22.22 | 22.22 |
| D | 8 | 40.00 | 20.00 | 20.00 | 20.00 |
| Type of Test | Density | TS | WA | MOR | MOE | IB | TC |
|---|---|---|---|---|---|---|---|
| No. of tests performed on each type of board | 48 | 24 | 24 | 48 | 48 | 24 | 8 |
| Type of Particleboard | Thickness (mm) | Density (kg cm3) | TS 2 h (%) | TS 24 h (%) | WA 2 h (%) | WA 24 h (%) |
|---|---|---|---|---|---|---|
| A | 6.19 (0.29) | 1405.2 a (21.00) | 4.2 a (0.30) | 8.8 a (0.60) | 12.1 a (1.00) | 31.2 a (0.90) |
| B | 6.34 (0.25) | 1394.4 a (99.30) | 3.2 a (0.10) | 9.8 a (0.60) | 12.2 a (0.30) | 30.2 a (1.60) |
| C | 6.78 (0.29) | 1378.8 a (57.70) | 5.7 a (2.00) | 9.9 a (1.20) | 29.9 b (9.80) | 41.8 b (5.30) |
| D | 6.88 (0.23) | 1321.8 a (105.02) | 17.8 b (3.40) | 28.3 b (5,30) | 55.2 c (11.80) | 75.0 c (8.10) |
| Type of Particleboard | Thickness (mm) | Density (kg cm3) | TS 2 h (%) | TS 24 h (%) | WA 2 h (%) | WA 24 (%) |
|---|---|---|---|---|---|---|
| A | 6.13 (0.32) | 1381.6 a (13.50) | 1.4 a (0.20) | 7.2 a (0.60) | 11.4 a (1.30) | 30.1 a (2.60) |
| B | 6.27 (0.33) | 1348.1 a (17.70) | 1.2a (0.10) | 5.9 a (0.30) | 10.0 a (0.10) | 25.1 a (0.40) |
| C | 6.65 (0.44) | 1336.7 a (60.10) | 1.7 a (0.60) | 6.9 a (1.60) | 12.8 a (0.90) | 38.6 b (4.90) |
| D | 6.81 (0.37) | 1344.6 a (56.60) | 7.3 b (0.60) | 14.5 b (0.50) | 43.7 b (3.10) | 56.0 c (1.90) |
| Type of Particleboard | Density (kg m3) | Thermal Conductivity (W m−1 K−1) | Standard Deviation (W m−1 K−1) |
|---|---|---|---|
| A | 1405.6 a | 0.085 b | 0.009 |
| B | 1394.4 a | 0.076 ab | 0.005 |
| C | 1378.8 a | 0.068 a | 0.007 |
| D | 1321.8 a | 0.068 a | 0.006 |
| Waste Jute | 1460.0 b | 0.067 a | 0.005 |
| Cement–starch boards | 1578.9 c | 0.580 c | 0.036 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferrandez-García, M.T.; Ferrandez-Garcia, C.E.; Garcia-Ortuño, T.; Ferrandez-Garcia, A.; Ferrandez-Villena, M. Study of Waste Jute Fibre Panels (Corchorus capsularis L.) Agglomerated with Portland Cement and Starch. Polymers 2020, 12, 599. https://doi.org/10.3390/polym12030599
Ferrandez-García MT, Ferrandez-Garcia CE, Garcia-Ortuño T, Ferrandez-Garcia A, Ferrandez-Villena M. Study of Waste Jute Fibre Panels (Corchorus capsularis L.) Agglomerated with Portland Cement and Starch. Polymers. 2020; 12(3):599. https://doi.org/10.3390/polym12030599
Chicago/Turabian StyleFerrandez-García, Maria Teresa, Clara Eugenia Ferrandez-Garcia, Teresa Garcia-Ortuño, Antonio Ferrandez-Garcia, and Manuel Ferrandez-Villena. 2020. "Study of Waste Jute Fibre Panels (Corchorus capsularis L.) Agglomerated with Portland Cement and Starch" Polymers 12, no. 3: 599. https://doi.org/10.3390/polym12030599
APA StyleFerrandez-García, M. T., Ferrandez-Garcia, C. E., Garcia-Ortuño, T., Ferrandez-Garcia, A., & Ferrandez-Villena, M. (2020). Study of Waste Jute Fibre Panels (Corchorus capsularis L.) Agglomerated with Portland Cement and Starch. Polymers, 12(3), 599. https://doi.org/10.3390/polym12030599