Nonwoven Materials Produced by Melt Electrospinning of Polypropylene Filled with Calcium Carbonate


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Electrospinning
2.3. Characterization
3. Results
3.1. Viscosity and Conductivity
3.2. Fiber Properties
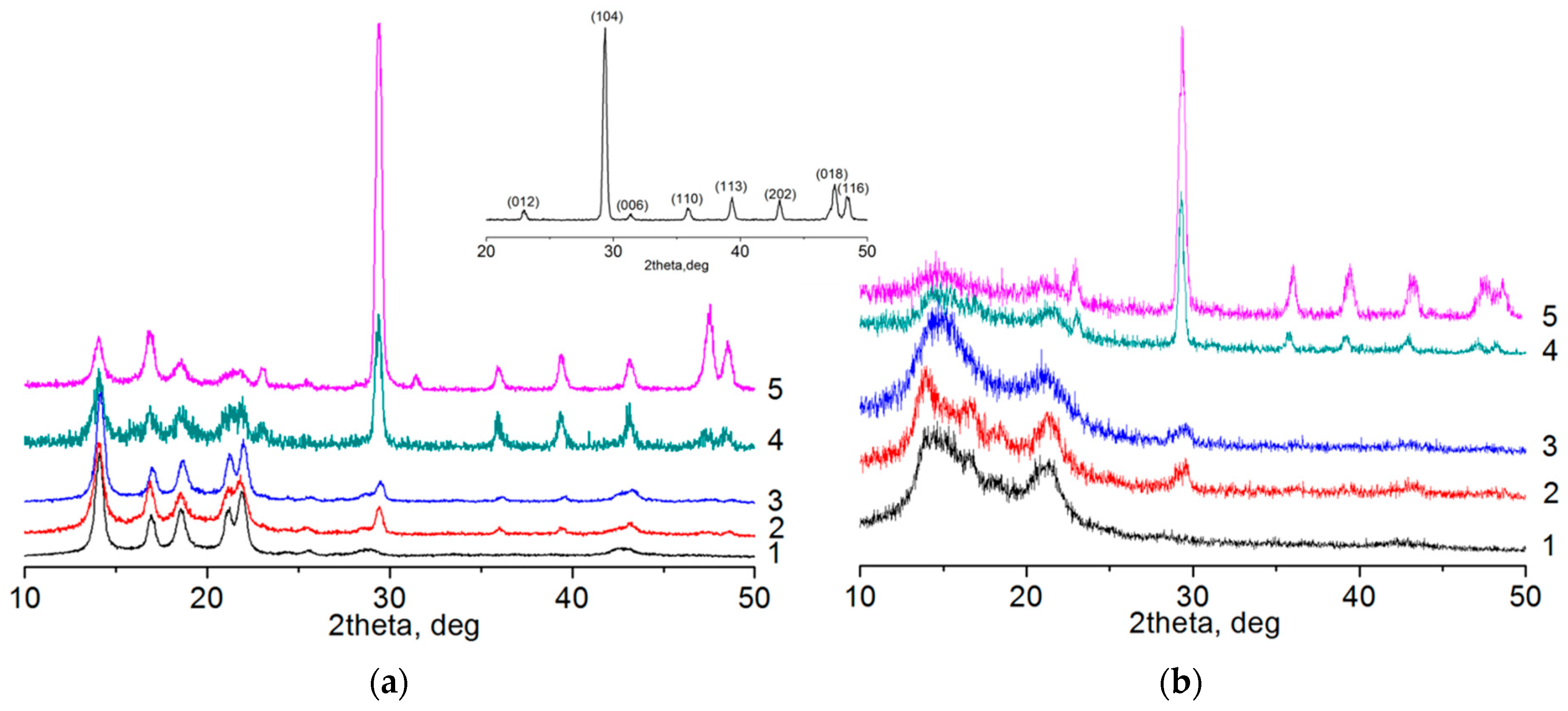
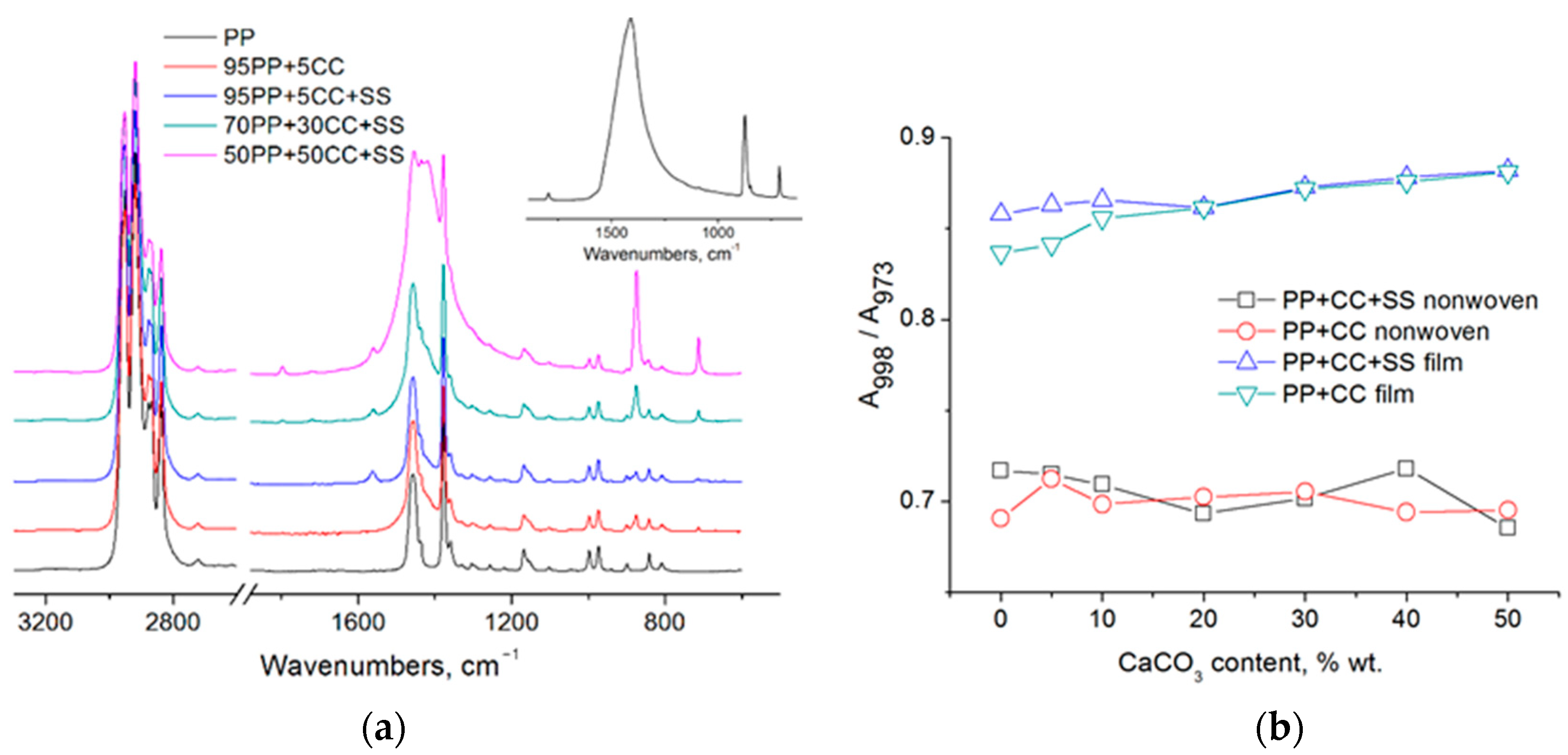
3.3. Structural Analysis
3.4. Thermal Properties
3.5. Wettability
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hassan, M.A.; Yeom, B.Y.; Wilkie, A.; Pourdeyhimi, B.; Khan, S.A. Fabrication of nanofiber meltblown membranes and their filtration properties. J. Membr. Sci. 2013, 427, 336–344. [Google Scholar] [CrossRef]
- Li, X.; Yang, W.; Li, H.; Wang, Y.; Bubakir, M.M.; Ding, Y.; Zhang, Y. Water filtration properties of novel composite membranes combining solution electrospinning and needleless melt electrospinning methods. J. Appl. Polym. Sci. 2015, 132, 41601. [Google Scholar] [CrossRef]
- Shen, Y.; Xia, S.; Yao, P.; Gong, R.H.; Liu, Q.; Deng, B. Structure regulation and properties of melt-electrospinning composite filter materials. Fibers Polym. 2017, 18, 1568–1579. [Google Scholar] [CrossRef]
- Li, H.; Wu, W.; Bubakir, M.M.; Chen, H.; Zhong, X.; Liu, Z.; Ding, Y.; Yang, W. Polypropylene fibers fabricated via a needleless melt-electrospinning device for marine oil-spill cleanup. J. Appl. Polym. Sci. 2014, 131, 40080. [Google Scholar] [CrossRef]
- Lee, S.; Kay Obendorf, S. Developing protective textile materials as barriers to liquid penetration using melt-electrospinning. J. Appl. Polym. Sci. 2006, 102, 3430–3437. [Google Scholar] [CrossRef]
- Qi, J.; Xu, X.; Liu, X.; Lau, K.T. Fabrication of textile based conductometric polyaniline gas sensor. Sens. Actuat. B Chem. 2014, 202, 732–740. [Google Scholar] [CrossRef]
- Li, Q.S.; He, H.W.; Fan, Z.Z.; Zhao, R.H.; Chen, F.X.; Zhou, R.; Ning, X. Preparation and Performance of Ultra-Fine Polypropylene Antibacterial Fibers via Melt Electrospinning. Polymers 2020, 12, 606. [Google Scholar] [CrossRef]
- Mazalevska, O.; Struszczyk, M.H.; Krucinska, I. Design of vascular prostheses by melt electrospinning—Structural characterizations. J. Appl. Polym. Sci. 2013, 129, 779–792. [Google Scholar] [CrossRef]
- Cho, D.; Zhou, H.; Cho, Y.; Audus, D.; Joo, Y.L. Structural properties and superhydrophobicity of electrospun polypropylene fibers from solution and melt. Polymer 2010, 51, 6005–6012. [Google Scholar] [CrossRef]
- Watanabe, K.; Nakamura, T.; Kim, B.S.; Kim, I.S. Preparation and characteristics of electrospun polypropylene fibers: Effect of organic solvents. Adv. Mater. Res. 2011, 175, 337–340. [Google Scholar] [CrossRef]
- Lee, K.H.; Ohsawa, O.; Watanabe, K.; Kim, I.S.; Givens, S.R.; Chase, B.; Rabolt, J.F. Electrospinning of syndiotactic polypropylene from a polymer solution at ambient temperatures. Macromolecules 2009, 42, 5215–5218. [Google Scholar] [CrossRef]
- Lyons, J.; Li, C.; Ko, F. Melt-electrospinning part I: Processing parameters and geometric properties. Polymer 2004, 45, 7597–7603. [Google Scholar] [CrossRef]
- Kong, C.S.; Jo, K.J.; Jo, N.K.; Kim, H.S. Effects of the spin line temperature profile and melt index of poly (propylene) on melt-electrospinning. Polym. Eng. Sci. 2009, 49, 391–396. [Google Scholar] [CrossRef]
- Malakhov, S.N.; Belousov, S.I.; Orekhov, A.S.; Chvalun, S.N. Electrospinning of nonwoven fabrics from polypropylene melt with additions of stearates of divalent metals. Fibre Chem. 2018, 50, 27–32. [Google Scholar] [CrossRef]
- Oh, H.J.; Bae, J.H.; Park, Y.K.; Song, J.; Kim, D.K.; Lee, W.; Kim, M.; Heo, K.J.; Kim, Y.; Kim, S.H.; et al. A Highly Porous Nonwoven Thermoplastic Polyurethane/Polypropylene-Based Triboelectric Nanogenerator for Energy Harvesting by Human Walking. Polymers 2020, 12, 1044. [Google Scholar] [CrossRef]
- Raghavan, B.; Soto, H.; Lozano, K. Fabrication of melt spun polypropylene nanofibers by forcespinning. J. Eng. Fiber. Fabr. 2013, 8, 52–60. [Google Scholar] [CrossRef]
- Liu, Y.J.; Tan, J.; Yu, S.Y.; Yousefzadeh, M.; Lyu, T.T.; Jiao, Z.W.; Li, H.Y.; Ramakrishna, S. High-efficiency preparation of polypropylene nanofiber by melt differential centrifugal electrospinning. J. Appl. Polym. Sci. 2020, 137, 48299. [Google Scholar] [CrossRef]
- Berber, E.; Horzum, N.; Hazer, B.; Demir, M.M. Solution electrospinning of polypropylene-based fibers and their application in catalysis. Fiber. Polym. 2016, 17, 760–768. [Google Scholar] [CrossRef]
- Cao, L.; Dong, M.; Zhang, A.; Liu, Y.; Yang, W.; Su, Z.; Chen, X. Morphologies and crystal structures of styrene–acrylonitrile/isotactic polypropylene ultrafine fibers fabricated by melt electrospinning. Polym. Eng. Sci. 2013, 53, 2674–2682. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, F.; Xin, B.; Zheng, Y.; Wang, C.; Jin, S. Melt-Electrospun Polyvinylbutyral Bonded Polypropylene Composite Fibrous Mat: Spinning Process, Structure and Mechanical Property Study. Fiber. Polym. 2020, 21, 1430–1437. [Google Scholar] [CrossRef]
- Malakhov, S.N.; Chvalun, S.N. Nonwoven Materials Produced by Melt Electrospinning of Polyamide-6 and Its Blends with Polypropylene, Polystyrene and Polylactide for Oil Spills Removal. AIP Conf. Proc. 2020, 2285, 040012. [Google Scholar] [CrossRef]
- Li, Q.; Gao, D.; Wei, Q.; Ge, M.; Liu, W.; Wang, L.; Hu, K. Thermal stability and crystalline of electrospun polyamide 6/organo-montmorillonite nanofibers. J. Appl. Polym. Sci. 2010, 117, 1572–1577. [Google Scholar] [CrossRef]
- Rajzer, I.; Kwiatkowski, R.; Piekarczyk, W.; Biniaś, W.; Janicki, J. Carbon nanofibers produced from modified electrospun PAN/hydroxyapatite precursors as scaffolds for bone tissue engineering. Mater. Sci. Eng. C 2012, 32, 2562–2569. [Google Scholar] [CrossRef]
- Park, S.W.; Bae, H.S.; Xing, Z.C.; Kwon, O.H.; Huh, M.W.; Kang, I.K. Preparation and properties of silver-containing nylon 6 nanofibers formed by electrospinning. J. Appl. Polym. Sci. 2009, 112, 2320–2326. [Google Scholar] [CrossRef]
- Ohama, Y.; Van Gemert, D. (Eds.) Application of Titanium Dioxide Photocatalysis to Construction Materials; Springer Science & Business Media: Cham, Switzerland, 2011. [Google Scholar] [CrossRef]
- Spitalsky, Z.; Tasis, D.; Papagelis, K.; Galiotis, C. Carbon nanotube–polymer composites: Chemistry, processing, mechanical and electrical properties. Prog. Polym. Sci. 2010, 35, 357–401. [Google Scholar] [CrossRef]
- Xanthos, M. (Ed.) Functional Fillers for Plastics, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar] [CrossRef]
- Khunová, V.; Hurst, J.; Janigová, I.; Smatko, V. Plasma treatment of particulate polymer composites for analyses by scanning electron microscopy: II. A study of highly filled polypropylene/calcium carbonate composites. Polym. Test. 1999, 18, 501–509. [Google Scholar] [CrossRef]
- Chan, C.M.; Wu, J.; Li, J.X.; Cheung, Y.K. Polypropylene/calcium carbonate nanocomposites. Polymer 2002, 43, 2981–2992. [Google Scholar] [CrossRef]
- Zuiderduin, W.C.J.; Westzaan, C.; Huetink, J.; Gaymans, R.J. Toughening of polypropylene with calcium carbonate particles. Polymer 2003, 44, 261–275. [Google Scholar] [CrossRef]
- Supaphol, P.; Harnsiri, W.; Junkasem, J. Effects of calcium carbonate and its purity on crystallization and melting behavior, mechanical properties, and processability of syndiotactic polypropylene. J. Appl. Polym. Sci. 2004, 92, 201–212. [Google Scholar] [CrossRef]
- Leong, Y.W.; Abu Bakar, M.B.; Ishak, Z.M.; Ariffin, A.; Pukanszky, B. Comparison of the mechanical properties and interfacial interactions between talc, kaolin, and calcium carbonate filled polypropylene composites. J. Appl. Polym. Sci. 2004, 91, 3315–3326. [Google Scholar] [CrossRef]
- Leong, Y.W.; Ishak, Z.M.; Ariffin, A. Mechanical and thermal properties of talc and calcium carbonate filled polypropylene hybrid composites. J. Appl. Polym. Sci. 2004, 91, 3327–3336. [Google Scholar] [CrossRef]
- Guo, T.; Wang, L.; Zhang, A.; Cai, T. Effects of nano calcium carbonate modified by a lanthanum compound on the properties of polypropylene. J. Appl. Polym. Sci. 2005, 97, 1154–1160. [Google Scholar] [CrossRef]
- Rungruang, P.; Grady, B.P.; Supaphol, P. Surface-modified calcium carbonate particles by admicellar polymerization to be used as filler for isotactic polypropylene. Colloid. Surf. A 2006, 275, 114–125. [Google Scholar] [CrossRef]
- Malakhov, S.N.; Bakirov, A.V.; Dmitryakov, P.V.; Chvalun, S.N. Nanocomposite nonwoven materials based on polyamide-6 and montmorillonite, prepared by electrospinning of the polymer melt. Russ. J. Appl. Chem. 2016, 89, 165–172. [Google Scholar] [CrossRef]
- Dalton, P.D.; Grafahrend, D.; Klinkhammer, K.; Klee, D.; Möller, M. Electrospinning of polymer melts: Phenomenological observations. Polymer 2007, 48, 6823–6833. [Google Scholar] [CrossRef]
- Belousov, S.I.; Prazdnichnyj, A.M.; Malakhov, S.N.; Chvalun, S.N.; Shepelev, A.D.; Khomenko, A.Y. Method of Producing Nonwoven Fibrous Material and Nonwoven Material. RU. Patent 2493006; Filed 14.07.2011, 20 September 2013. [Google Scholar]
- Malakhov, S.N.; Belousov, S.I.; Shcherbina, M.A.; Meshchankina, M.Y.; Chvalun, S.N.; Shepelev, A.D. Effect of low molecular additives on the electrospinning of nonwoven materials from a polyamide-6 melt. Polym. Sci. Ser. A 2016, 58, 236–245. [Google Scholar] [CrossRef]
- Shcherbina, M.A.; Meshchankina, M.Y.; Odarchenko, Y.I.; Machat, M.; Rieger, B.; Chvalun, S.N. From elastomers to thermoplasts—Precise control of isotactic propylene structure and properties and the role of different structural elements in its mechanical behaviour. Polymer 2017, 133, 213–222. [Google Scholar] [CrossRef]
- Wang, C.; Piao, C.; Zhai, X.; Hickman, F.N.; Li, J. Synthesis and characterization of hydrophobic calcium carbonate particles via a dodecanoic acid inducing process. Powder Technol. 2010, 198, 131–134. [Google Scholar] [CrossRef]
- Zhu, X.; Yan, D.; Fang, Y. In situ FTIR spectroscopic study of the conformational change of isotactic polypropylene during the crystallization process. J. Phys. Chem. B 2001, 105, 12461–12463. [Google Scholar] [CrossRef]
- Andersen, F.A.; Brecevic, L. Infrared spectra of amorphous and crystalline calcium carbonate. Acta Chem. Scand. 1991, 45, 1018–1024. [Google Scholar] [CrossRef]
- Hendra, P.J.; Vile, J.; Willis, H.A.; Zichy, V.; Cudby, M.E.A. The effect of cooling rate upon the morphology of quenched melts of isotactic polypropylenes. Polymer 1984, 25, 785–790. [Google Scholar] [CrossRef]
- Feng, L.; Zhang, Y.; Xi, J.; Zhu, Y.; Wang, N.; Xia, F.; Jiang, L. Petal effect: A superhydrophobic state with high adhesive force. Langmuir 2008, 24, 4114–4119. [Google Scholar] [CrossRef] [PubMed]
- Bhushan, B.; Nosonovsky, M. The rose petal effect and the modes of superhydrophobicity. Phil. Trans. R. Soc. A 2010, 368, 4713–4728. [Google Scholar] [CrossRef] [PubMed]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Malakhov, S.N.; Dmitryakov, P.V.; Pichkur, E.B.; Chvalun, S.N. Nonwoven Materials Produced by Melt Electrospinning of Polypropylene Filled with Calcium Carbonate. Polymers 2020, 12, 2981. https://doi.org/10.3390/polym12122981
Malakhov SN, Dmitryakov PV, Pichkur EB, Chvalun SN. Nonwoven Materials Produced by Melt Electrospinning of Polypropylene Filled with Calcium Carbonate. Polymers. 2020; 12(12):2981. https://doi.org/10.3390/polym12122981
Chicago/Turabian StyleMalakhov, Sergey N., Petr V. Dmitryakov, Evgeny B. Pichkur, and Sergey N. Chvalun. 2020. "Nonwoven Materials Produced by Melt Electrospinning of Polypropylene Filled with Calcium Carbonate" Polymers 12, no. 12: 2981. https://doi.org/10.3390/polym12122981
APA StyleMalakhov, S. N., Dmitryakov, P. V., Pichkur, E. B., & Chvalun, S. N. (2020). Nonwoven Materials Produced by Melt Electrospinning of Polypropylene Filled with Calcium Carbonate. Polymers, 12(12), 2981. https://doi.org/10.3390/polym12122981