Thermal Decomposition Kinetics of Basalt Fiber-Reinforced Wood Polymer Composites


Abstract
1. Introduction
2. Methods
2.1. Study Agents/Fibers
2.2. Composite Sample Preparation
2.3. Test Conditions for Thermogravimetric Analysis
2.4. Data Analysis
3. Results and Discussion
3.1. Thermal Decomposition Characteristics
3.2. Kinetics of WPC
3.3. Kinetics of WPC Reinforced with BFs
4. Conclusions
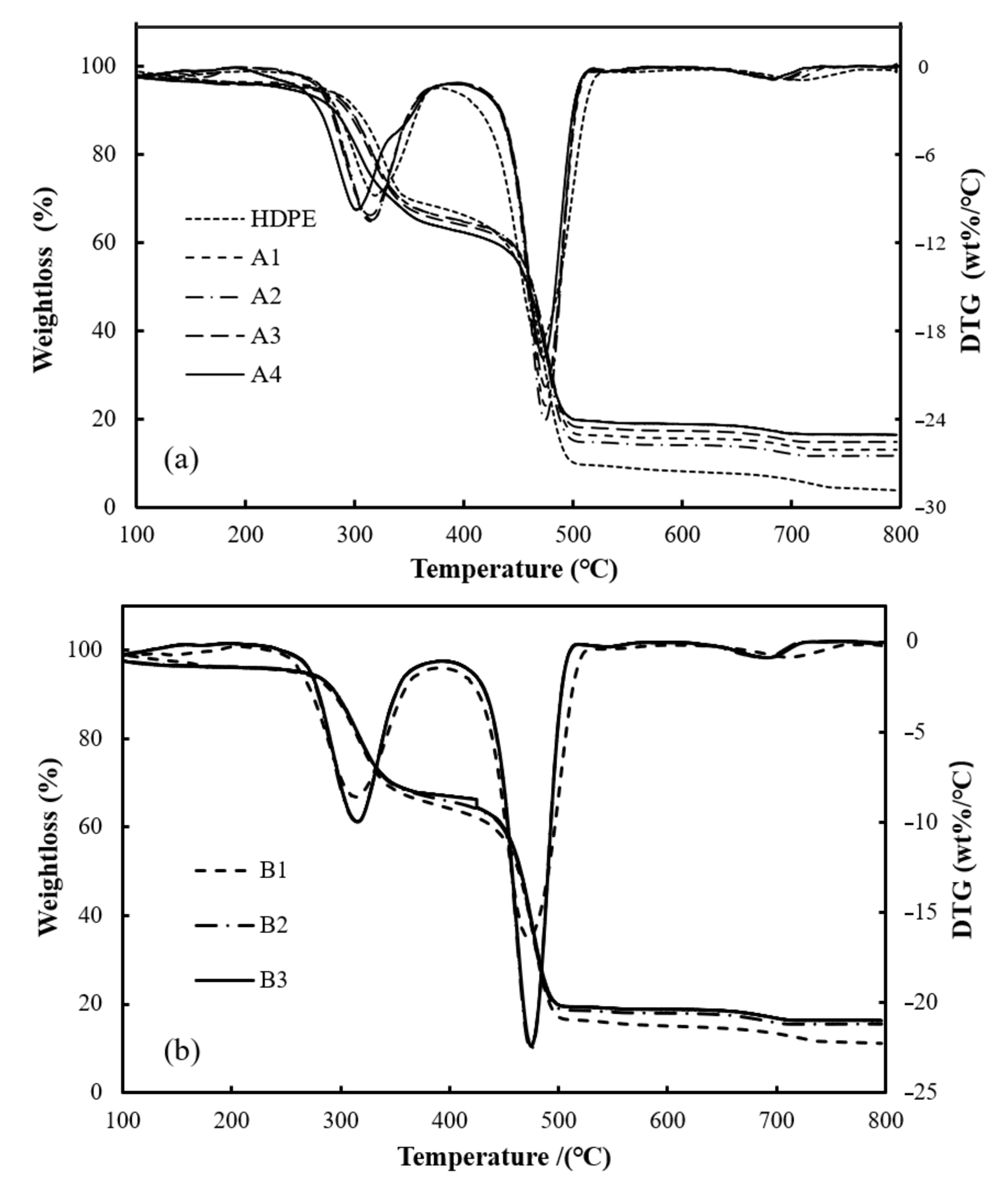
- This research investigated how basalt fiber content in HDPE matrix composites affected the thermal decomposition process using dynamic thermogravimetric analysis. The thermal decomposition of WF/HDPE and BF/WF/HDPE composites at temperatures ranging between room temperature and 800 °C showed significant weight loss zones. The pyrolysis of cellulose/hemicellulose of wood flour occurred from 250 to 380 °C, and HDPE was mainly decomposed within a temperature range of 430–530 °C.
- Heating rates β have a great influence on the thermal weight loss of composites. With increased heating rates, the TG curves were significantly shifted to high temperatures. By eliminating the influence exerted by the heating rate on composite pyrolysis, the addition of BFs caused the decomposition temperature range, T0, and TP of the composite materials to shift towards a high temperature in comparison with wood-plastic composites, indicating that the introduction of BFs improved the thermal stability of composites.
- The modified Coats-Redfern, Flynn-Wall-Ozawa, Friedman, and Kissinger methods were used to model the activation energies of these materials. The results show the values of 115–171 kJ/mol for wood-plastic composites and 145–204 kJ/mol for other composites reinforced with basalt fibers obtained by the modified Coats-Redfern and Flynn-Wall-Ozawa methods throughout the pyrolysis processes, but the Friedman and Kissinger models were not suitable for polymer materials reinforced by mixed fillers. The addition of basalt fibers in polymer composites increased the activation energy and exhibited better stability during pyrolysis, and the increased degree of activation energy was significant as the content of basalt fibers increased.
Author Contributions
Funding
Conflicts of Interest
References
- Yang, C.; Li, G.; Qi, R.; Huang, M. Glass fiber/wood flour modified high density polyethylene composites. J. Appl. Polym. Sci. 2011, 123, 2084–2089. [Google Scholar] [CrossRef]
- Salim, W.S. Comparison Between Wood Plastic Composites (WPCs) And Woods. Master’s Thesis, Sudan University of Science & Technology. Available online: http://repository.sustech.edu/handle/123456789/9436 (accessed on 13 May 2020).
- Kaseem, M.; Hamad, K.; Deri, F.; Ko, Y.G. Material properties of polyethylene/wood composites: A review of recent works. Polym. Sci. Ser. A 2015, 57, 689–703. [Google Scholar] [CrossRef]
- Chen, B.; Shen, X.; Luo, Z.; Chen, H.; Cai, D.; Chen, C.; Zhang, C.; Qin, P.; Cao, H.; Tan, T. Feasibility of polyethylene composites reinforced by distillers dried fibers with solubles (DDFS) after different generations of ethanol fermentation. RSC Adv. 2018, 8, 25602–25610. [Google Scholar] [CrossRef]
- Lee, S.-Y.; Kang, I.-A.; Doh, G.-H.; Yoon, H.-G.; Park, B.-D.; Wu, Q. Thermal and Mechanical Properties of Wood Flour/Talc-filled Polylactic Acid Composites: Effect of Filler Content and Coupling Treatment. J. Thermoplast. Compos. Mater. 2008, 21, 209–223. [Google Scholar] [CrossRef]
- Mirabedini, A.; Ang, A.; Nikzad, M.; Fox, B.; Lau, K.-T.; Hameed, N. Evolving Strategies for Producing Multiscale Graphene-Enhanced Fiber-Reinforced Polymer Composites for Smart Structural Applications. Adv. Sci. 2020, 7, 1903501. [Google Scholar] [CrossRef]
- Cheung, H.-Y.; Ho, M.-P.; Lau, K.-T.; Cardona, F.; Hui, D. Natural fibre-reinforced composites for bioengineering and environmental engineering applications. Compos. Part. B Eng. 2009, 40, 655–663. [Google Scholar] [CrossRef]
- Mokhtar, I.; Yahya, M.Y.; Kadir, M.R.A.; Kambali, M.F. Effect on Mechanical Performance of UHMWPE/HDPE-Blend Reinforced with Kenaf, Basalt and Hybrid Kenaf/Basalt Fiber. Polym. Technol. Eng. 2013, 52, 1140–1146. [Google Scholar] [CrossRef]
- Friedrich, M.; Schulze, A.; Walter, C.; Weikert, D.; Binh, N.M.; Zahn, D.R.; Prösch, G. Investigation of Chemically Treated Basalt and Glass Fibres. Microchim. Acta 2000, 133, 171–174. [Google Scholar] [CrossRef]
- Czigány, T.; Pölöskei, K.; Karger-Kocsis, J. Fracture and failure behavior of basalt fiber mat-reinforced vinylester/epoxy hybrid resins as a function of resin composition and fiber surface treatment. J. Mater. Sci. 2005, 40, 5609–5618. [Google Scholar] [CrossRef]
- Sim, J.; Park, C.; Moon, D.Y. Characteristics of basalt fiber as a strengthening material for concrete structures. Compos. Part. B Eng. 2005, 36, 504–512. [Google Scholar] [CrossRef]
- Dalinkevich, A.A.; Gumargalieva, K.Z.; Marakhovsky, S.S.; Soukhanov, A.V. Modern Basalt Fibrous Materials and Basalt Fiber-Based Polymeric Composites. J. Nat. Fibers 2009, 6, 248–271. [Google Scholar] [CrossRef]
- Militký, J.; Kovačič, V.; Rubnerová, J. Influence of thermal treatment on tensile failure of basalt fibers. Eng. Fract. Mech. 2002, 69, 1025–1033. [Google Scholar] [CrossRef]
- Artemenko, S.E. Polymer Composite Materials Made from Carbon, Basalt, and Glass Fibers. Structure and Properties. Fibre Chem. 2003, 35, 226–229. [Google Scholar] [CrossRef]
- Liu, Q.; Shaw, M.T.; Parnas, R.S.; McDonnell, A.-M. Investigation of basalt fiber composite aging behavior for applications in transportation. Polym. Compos. 2006, 27, 475–483. [Google Scholar] [CrossRef]
- Bashtannik, P.I.; Ovcharenko, V.G.; Boot, Y.A. Effect of combined extrusion parameters on mechanical properties of basalt fiber-reinforced plastics based on polypropylene. Mech. Compos. Mater. 1997, 33, 600–603. [Google Scholar] [CrossRef]
- Öztürk, S. The effect of fibre content on the mechanical properties of hemp and basalt fibre reinforced phenol formaldehyde composites. J. Mater. Sci. 2005, 40, 4585–4592. [Google Scholar] [CrossRef]
- Wu, Q.; Chi, K.; Wua, Y.; Lee, S. Mechanical, thermal expansion, and flammability properties of co-extruded wood polymer composites with basalt fiber reinforced shells. Mater. Des. 2014, 60, 334–342. [Google Scholar] [CrossRef]
- Halary, J.L.; Laupretre, F.; Monnerie, L. Polymer Materials: Macroscopic Properties and Molecular Interpretations; Wiley & Sons: Hoboken, NJ, USA, 2010; ISBN 978-0-470-61619-2. [Google Scholar]
- Morrell, J.J.; Stark, N.M.; Pendleton, D.E.; McDonald, A.G. Durability of Wood-Plastic Composites. Available online: https://www.researchgate.net/publication/47538905 (accessed on 22 May 2020).
- García, M.; Hidalgo, J.; Garmendia, I.; García-Jaca, J. Wood–plastics composites with better fire retardancy and durability performance. Compos. Part. A Appl. Sci. Manuf. 2009, 40, 1772–1776. [Google Scholar] [CrossRef]
- Khanam, P.N.; Reddy, G.R.; Raghu, K.; Naidu, S.V. Tensile, Flexural, and Compressive Properties of Coir/Silk Fiber-reinforced Hybrid Composites. J. Reinf. Plast. Compos. 2009, 29, 2124–2127. [Google Scholar] [CrossRef]
- Bazan, P.; Kuciel, S.; Sądej, M. The influence of adding long basalt fiber on the mechanical and thermal properties of composites based on poly(oxymethylene). J. Thermoplast. Compos. Mater. 2018, 33, 435–450. [Google Scholar] [CrossRef]
- Ying, S.; Zhou, X. Chemical and thermal resistance of basalt fiber in inclement environments. J. Wuhan Univ. Technol. Sci. Ed. 2013, 28, 560–565. [Google Scholar] [CrossRef]
- Kaboorani, A. Effects of Formulation Design on Thermal Properties of Wood/Thermoplastic Composites. J. Compos. Mater. 2010, 44, 2205–2215. [Google Scholar] [CrossRef]
- Jeske, H.; Schirp, A.; Cornelius, F. Development of a thermogravimetric analysis (TGA) method for quantitative analysis of wood flour and polypropylene in wood plastic composites (WPC). Thermochim. Acta 2012, 543, 165–171. [Google Scholar] [CrossRef]
- Guo, Y.; Zhu, S.; Guo, Y.; Li, D. Thermal Properties of Wood-Plastic Composites with Different Compositions. Materials 2019, 12, 881. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Yu, C.; Chu, P.K.; Lv, F.; Zhang, C.; Ji, J.; Zhang, R.; Wang, H. Mechanical and thermal properties of basalt fiber reinforced poly(butylene succinate) composites. Mater. Chem. Phys. 2012, 133, 845–849. [Google Scholar] [CrossRef]
- Kim, H. Enhancement of thermal and physical properties of epoxy composite reinforced with basalt fiber. Fibers Polym. 2013, 14, 1311–1316. [Google Scholar] [CrossRef]
- Yao, F.; Wu, Q.; Lei, Y.; Guo, W.; Xu, Y. Thermal decomposition kinetics of natural fibers: Activation energy with dynamic thermogravimetric analysis. Polym. Degrad. Stab. 2008, 93, 90–98. [Google Scholar] [CrossRef]
- Fei, Y. Rice straw fiber polymer composites: Thermal and mechanical performance. Available online: https://www.researchgate.net/publication/265934018 (accessed on 26 May 2020).
- Beldzki, A.K.; Faruk, O.; Sperber, V.E. Natural and Wood Fibre Reinforcement in Polymers; Rapra Technology Ltd.: Shrewsbury, UK, 2002. [Google Scholar]
- Zeriouh, A.; Belkbir, L. Thermal decomposition of a Moroccan wood under a nitrogen atmosphere. Thermochim. Acta 1995, 258, 243–248. [Google Scholar] [CrossRef]
- Chen, J.; Yi-Zhuo, G.U.; Yang, Z.J.; Min, L.I.; Wang, S.K.; Zhang, Z.G. Effects of Elevated Temperature Treatment on Compositions and Tensile Properties of Several Kinds of Basalt Fibers. J. Mater. Eng. 2017, 45, 61–66. [Google Scholar] [CrossRef]
- Bilbao, R.; Mastral, J.; Aldea, M.; Ceamanos, J. Kinetic study for the thermal decomposition of cellulose and pine sawdust in an air atmosphere. J. Anal. Appl. Pyrolysis 1997, 39, 53–64. [Google Scholar] [CrossRef]
- Statheropoulos, M.; Liodakis, S.; Tzamtzis, N.; Pappa, A.; Kyriakou, S. Thermal degradation of Pinus halepensis pine-needles using various analytical methods. J. Anal. Appl. Pyrolysis 1997, 43, 115–123. [Google Scholar] [CrossRef]
- Kilzer, F.J.; Broido, A. Speculation on the nature of cellulose pyrolysis. Pyrodynamics 1965, 2, 151–163. [Google Scholar]
- Hao, L.; Yu, W. Comparison of the morphological structure and thermal properties of basalt fiber and glass fiber. J. Xian Polytechnic Univ. 2009, 23, 327–332. [Google Scholar]
- Kim, J.; Ly, H.V.; Kim, J.; Choi, J.H.; Woo, H.C. Thermogravimetric characteristics and pyrolysis kinetics of Alga Sagarssum sp. biomass. Bioresour. Technol. 2013, 139, 242–248. [Google Scholar] [CrossRef]
- Giuntoli, J.; Arvelakis, S.; Spliethoff, H.; de Jong, W.; Verkooijen, A.H.M. Quantitative and Kinetic Thermogravimetric Fourier Transform Infrared (TG-FTIR) Study of Pyrolysis of Agricultural Residues: Influence of Different Pretreatments. Energy Fuels 2009, 23, 5695–5706. [Google Scholar] [CrossRef]
- Marongiu, A.; Faravelli, T.; Ranzi, E. Detailed kinetic modeling of the thermal degradation of vinyl polymers. J. Anal. Appl. Pyrolysis 2007, 78, 343–362. [Google Scholar] [CrossRef]
- Hung, K.-C.; Yang, C.-N.; Yang, T.C.; Wu, T.-L.; Chen, Y.-L.; Wu, J.-H. Characterization and Thermal Stability of Acetylated Slicewood Production by Alkali-Catalyzed Esterification. Materials 2017, 10, 393. [Google Scholar] [CrossRef]
- Arora, S.; Kumar, M.; Dubey, G.P. Thermal decomposition kinetics of rice husk: Activation energy with dynamic thermogravimetric analysis. J. Energy Inst. 2009, 82, 138–143. [Google Scholar] [CrossRef]
- Hung, K.-C.; Yeh, H.; Yang, T.C.; Wu, T.-L.; Xu, J.-W.; Wu, J.-H. Characterization of Wood-Plastic Composites Made with Different Lignocellulosic Materials that Vary in Their Morphology, Chemical Composition and Thermal Stability. Polymers 2017, 9, 726. [Google Scholar] [CrossRef]
- Avella, M.; Avolio, R.; Bonadies, I.; Carfagna, C.; Errico, M.E.; Gentile, G. Effect of compatibilization on thermal degradation kinetics of HDPE-based composites containing cellulose reinforcements. J. Therm. Anal. Calorim. 2010, 102, 975–982. [Google Scholar] [CrossRef]
- Jhu, Y.-S.; Hung, K.-C.; Xu, J.-W.; Wu, J.-H. Effects of acetylation on the thermal decomposition kinetics of makino bamboo fibers. Wood Sci. Technol. 2019, 53, 873–887. [Google Scholar] [CrossRef]
- Ouajai, S.; Shanks, R. Composition, structure and thermal degradation of hemp cellulose after chemical treatments. Polym. Degrad. Stab. 2005, 89, 327–335. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | BF/WF | BF(%) | WF(%) | Coupling(%) | HDPE(%) |
|---|---|---|---|---|---|
| A0 (HDPE) | - | - | - | 2 | 100 |
| A1 | - | - | 5 | 2 | 95 |
| A2 | - | - | 10 | 2 | 90 |
| A3 | - | - | 15 | 2 | 85 |
| A4 | - | - | 20 | 2 | 80 |
| B1 | 1:2 | 3.3 | 6.7 | 2 | 90 |
| B2 | 1:1 | 5 | 5 | 2 | 90 |
| B3 | 2:1 | 6.7 | 3.3 | 2 | 90 |
| Method | Expression | Plots |
|---|---|---|
| Flynn-Wall-Ozawa | vs. | |
| Coats-Redfern (modified) | vs. | |
| Friedman | vs. | |
| Kissinger | vs. |
| Materials | β a (°C/min) | T0 (°C) | WL0 (%) | TP (°C) | WLP (%) | Residue (%) |
|---|---|---|---|---|---|---|
| BF | 5 | - | - | - | - | 96.7 |
| 10 | - | - | - | - | 96.8 | |
| 15 | - | - | - | - | 97.7 | |
| 20 | - | - | - | - | 97.1 | |
| WF | 5 | 67.5 | 5 | 342.0 | 57.0 | 10.9 |
| 10 | 76.5 | 5 | 353.2 | 55.8 | 13.7 | |
| 15 | 87.4 | 5 | 358.0 | 51.5 | 14.7 | |
| 20 | 103.8 | 5 | 357.4 | 46.2 | 15.5 | |
| HDPE | 5 | 230.4 | 5 | 447.5 | 69.2 | 4.3 |
| 10 | 253.4 | 5 | 463.1 | 66.1 | 5.7 | |
| 15 | 184.2 | 5 | 469.3 | 67.6 | 1.8 | |
| 20 | 262.3 | 5 | 469.6 | 62.2 | 3.9 |
| Samples | β (°C/min) | T0 (°C) | WL0 | TP (°C) | WLP | Residue (%) |
|---|---|---|---|---|---|---|
| A1 | 5 | 224.7 | 5 | 442.4 | 70.8 | 8.5 |
| 10 | 285.5 | 5 | 464.7 | 60.8 | 16.7 | |
| 15 | 190.7 | 5 | 469.1 | 66.4 | 8.7 | |
| 20 | 271.8 | 5 | 474.7 | 63.2 | 13.1 | |
| A2 | 5 | 207.9 | 5 | 449.3 | 64.3 | 15.4 |
| 10 | 230.2 | 5 | 463.4 | 64.3 | 10.7 | |
| 15 | 168.7 | 5 | 469.1 | 67.4 | 7.5 | |
| 20 | 264.9 | 5 | 474.7 | 64.2 | 11.7 | |
| A3 | 5 | 203.7 | 5 | 447.5 | 67.3 | 5.8 |
| 10 | 165.1 | 5 | 449.0 | 73.3 | 1.8 | |
| 15 | 190.7 | 5 | 469.1 | 66.4 | 8.7 | |
| 20 | 254.9 | 5 | 474.7 | 62.8 | 14.8 | |
| A4 | 5 | 231.3 | 5 | 449.7 | 65.3 | 13.1 |
| 10 | 246.5 | 5 | 462.2 | 67.4 | 7.7 | |
| 15 | 166.0 | 5 | 469.1 | 65.9 | 11.7 | |
| 20 | 236.6 | 5 | 472.9 | 62.8 | 16.4 | |
| B1 | 5 | 236.1 | 5 | 448.7 | 62.4 | 17.1 |
| 10 | 230.2 | 5 | 463.3 | 64.3 | 10.7 | |
| 15 | 257.9 | 5 | 470.6 | 63.4 | 10.6 | |
| 20 | 258.0 | 5 | 472.6 | 59.3 | 11.1 | |
| B2 | 5 | 148.6 | 5 | 440.4 | 67.5 | 10.6 |
| 10 | 227.6 | 5 | 453.5 | 68.3 | 7.7 | |
| 15 | 198.4 | 5 | 469.9 | 63.7 | 12.5 | |
| 20 | 265.8 | 5 | 474.5 | 61.5 | 15.5 | |
| B3 | 5 | 219.7 | 5 | 448.4 | 65.1 | 9.2 |
| 10 | 251.8 | 5 | 462.6 | 61.1 | 13.7 | |
| 15 | 198.3 | 5 | 469.6 | 63.8 | 12.3 | |
| 20 | 264.1 | 5 | 474.9 | 60.6 | 16.3 |
| Samples | T0 a β → 0 (℃) | WL0(%) | TP β → 0 (℃) | WLP(%) | Residue b (%) |
|---|---|---|---|---|---|
| BF | - | - | - | ||
| WF | 53.9 | 5 | 340.0 | 52.3(4.6)b | 10.0 |
| HDPE | 226.0 | 5 | 444.3 | 66.3(3.0) | 5.2 |
| A1 | 231.6 | 5 | 437.4 | 65.3(4.3) | 10.3 |
| A2 | 190.6 | 5 | 443.6 | 65.0(1.5) | 14.9 |
| A3 | 158.8 | 5 | 434.7 | 67.4(4.4) | 0.8 |
| A4 | 236.2 | 5 | 444.3 | 65.3(1.9) | 8.7 |
| B1 | 222.2 | 5 | 444.1 | 62.4(2.2) | 16.9 |
| B2 | 129.5 | 5 | 429.8 | 65.2(3.2) | 6.7 |
| B3 | 213.6 | 5 | 442.3 | 62.7(2.1) | 7.9 |
| Coats-Redfern | Flynn-Wall-Ozawa | Friedman | Kissinger | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Ea(kJ·mol−1) | R2 | Ea(kJ·mol−1) | R2 | Ea(kJ·mol−1) | R2 | Ea(kJ·mol−1) | R2 | ||
| BF | - | - | - | - | - | - | - | - | |
| WF | 182.7 (24.2) | 0.98 (0.03) | 183.3 (23.4) | 0.99 (0.04) | 15.8 (41.0) | 0.26 (0.32) | 241.1 | 0.91 | |
| HDPE | 178.9 (31.5) | 0.91 (0.09) | 181.0 (30.7) | 0.95 (0.05) | 3.0 (20.9) | 0.10 (0.10) | 239.0 | 0.93 | |
| A1 | 115.8 (34.3) | 0.74 (0.27) | 120.8 (32.7) | 0.76 (0.25) | 28.8 (25.6) | 0.71 (0.45) | 171.7 | 0.95 | |
| A2 | 143.8 (51.3) | 0.96 (0.02) | 147.4 (49.6) | 0.97 (0.02) | 14.8 (49.1) | 0.81 (0.19) | 234.1 | 0.99 | |
| A3 | 146.3 (55.3) | 0.71 (0.23) | 149.7 (52.3) | 0.90 (0.15) | 38.0 (53.1) | 0.45 (0.26) | 162.5 | 0.79 | |
| A4 | 171.3 (92.4) | 0.61 (0.36) | 173.4 (88.6) | 0.62 (0.35) | 37.7 (43.7) | 0.21 (0.15) | 250.5 | 1.00 | |
| B1 | 145.5 (45.4) | 0.97 (0.03) | 149.0 (43.9) | 0.99 (0.01) | 4.8 (31.5) | 0.66 (0.22) | 233.2 | 0.97 | |
| B2 | 156.2 (37.9) | 0.95 (0.02) | 159.1 (35.5) | 0.96 (0.01) | 10.2 (83.9) | 0.62 (0.43) | 156.1 | 0.97 | |
| B3 | 204.6 (27.9) | 0.98 (0.01) | 205.3 (27.0) | 0.99 (0.01) | 8.1 (18.8) | 0.55 (0.45) | 222.5 | 1.00 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Huang, R. Thermal Decomposition Kinetics of Basalt Fiber-Reinforced Wood Polymer Composites. Polymers 2020, 12, 2283. https://doi.org/10.3390/polym12102283
Zhang X, Huang R. Thermal Decomposition Kinetics of Basalt Fiber-Reinforced Wood Polymer Composites. Polymers. 2020; 12(10):2283. https://doi.org/10.3390/polym12102283
Chicago/Turabian StyleZhang, Xian, and Runzhou Huang. 2020. "Thermal Decomposition Kinetics of Basalt Fiber-Reinforced Wood Polymer Composites" Polymers 12, no. 10: 2283. https://doi.org/10.3390/polym12102283
APA StyleZhang, X., & Huang, R. (2020). Thermal Decomposition Kinetics of Basalt Fiber-Reinforced Wood Polymer Composites. Polymers, 12(10), 2283. https://doi.org/10.3390/polym12102283