Friction and Wear Performance of Staple Carbon Fabric-Reinforced Composites: Effects of Surface Topography



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
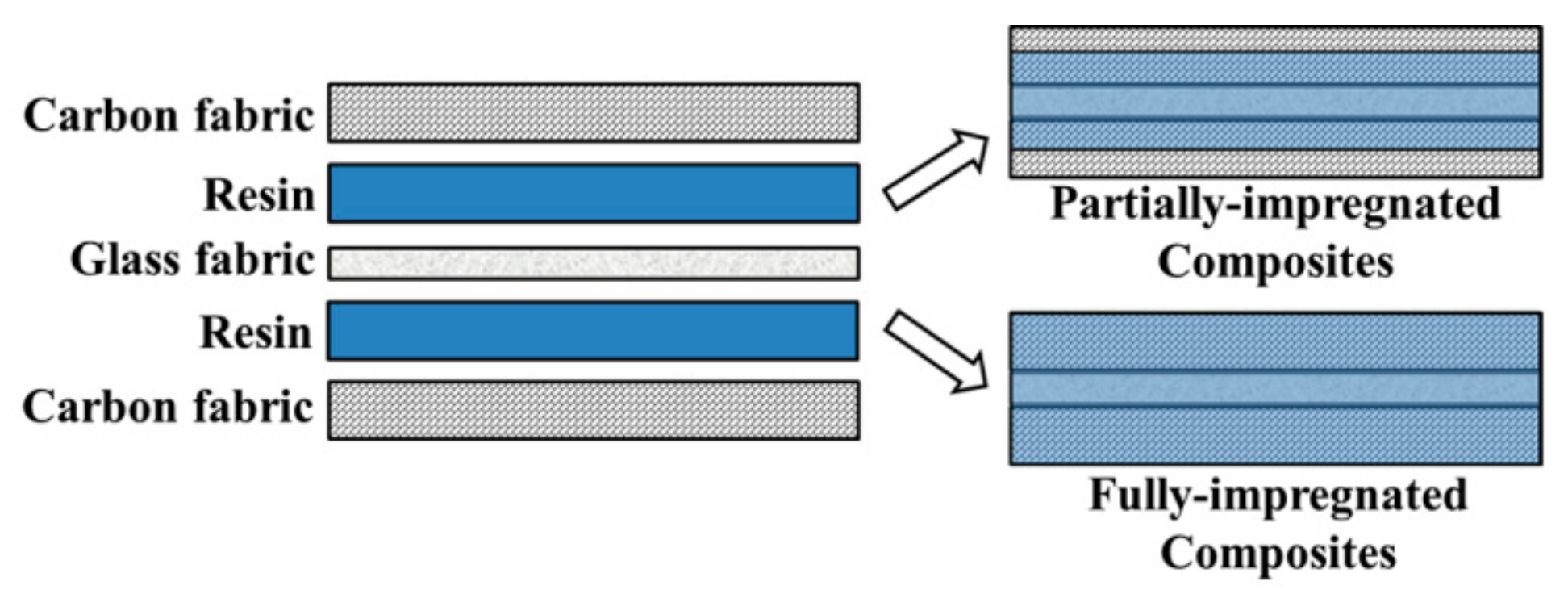
2.2. Sample Preparation
2.3. Characterization of the Composites
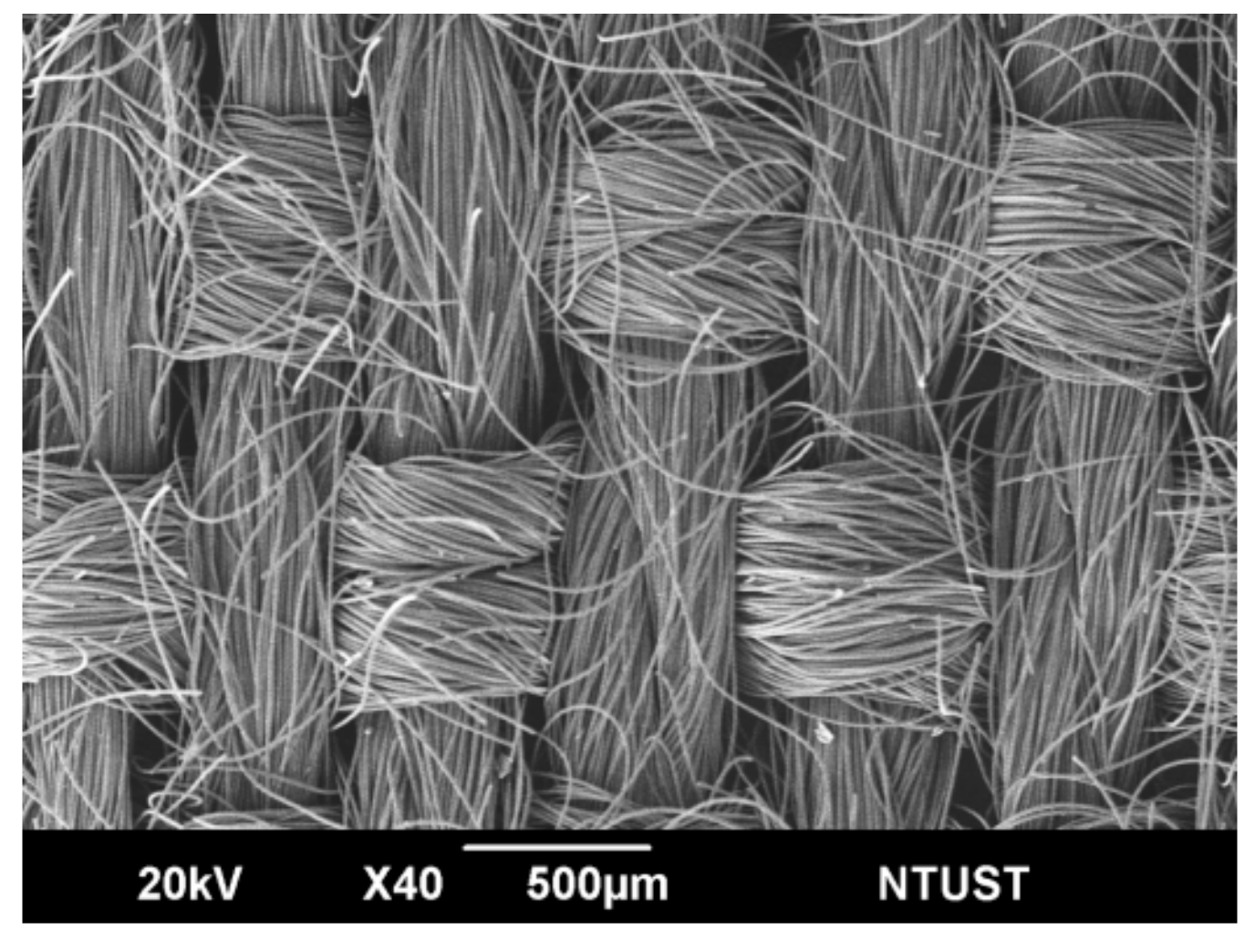
2.3.1. Microstructure Test
2.3.2. Thermal Properties Test
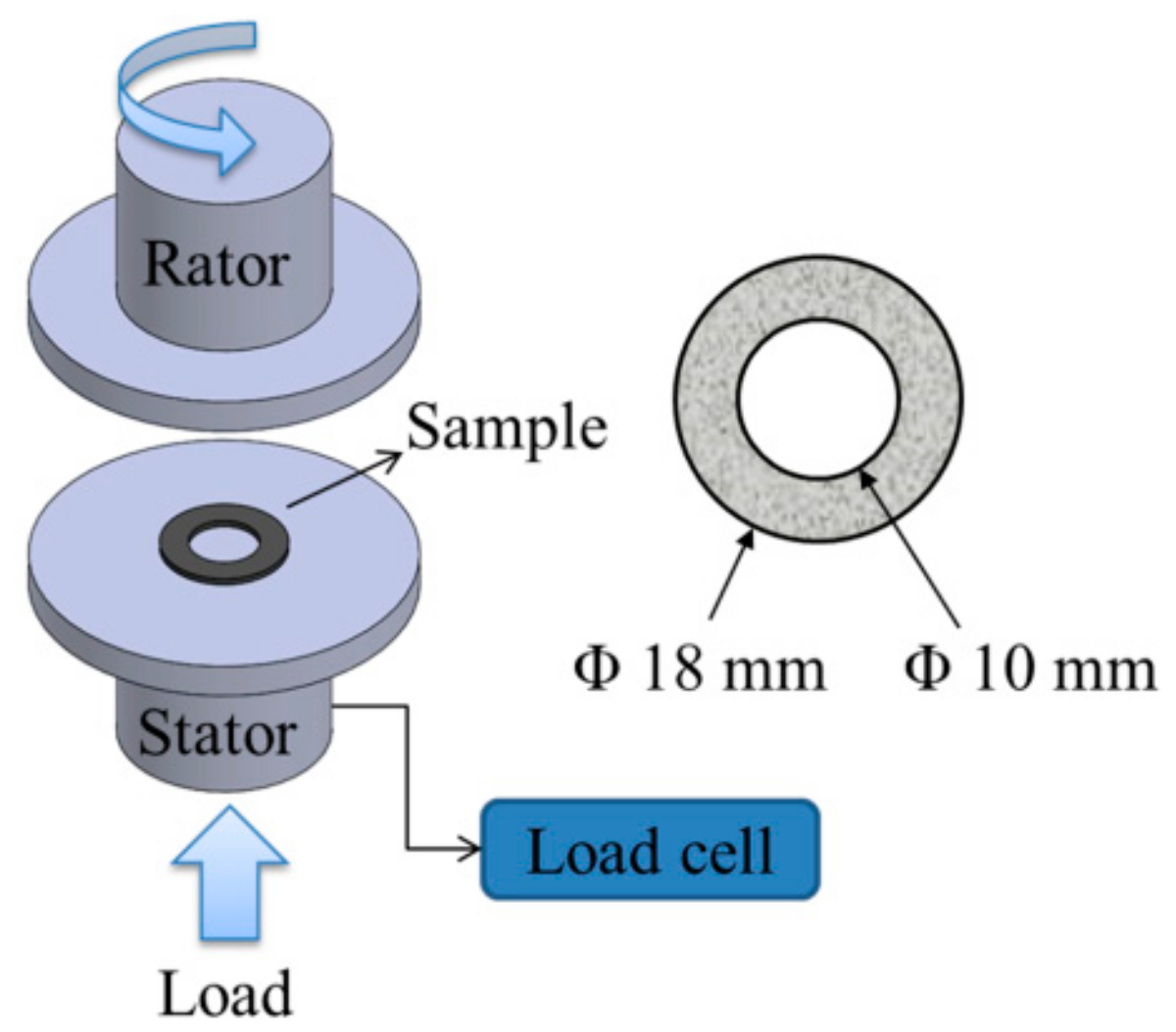
2.3.3. Tribological Properties Test
3. Results and Discussion
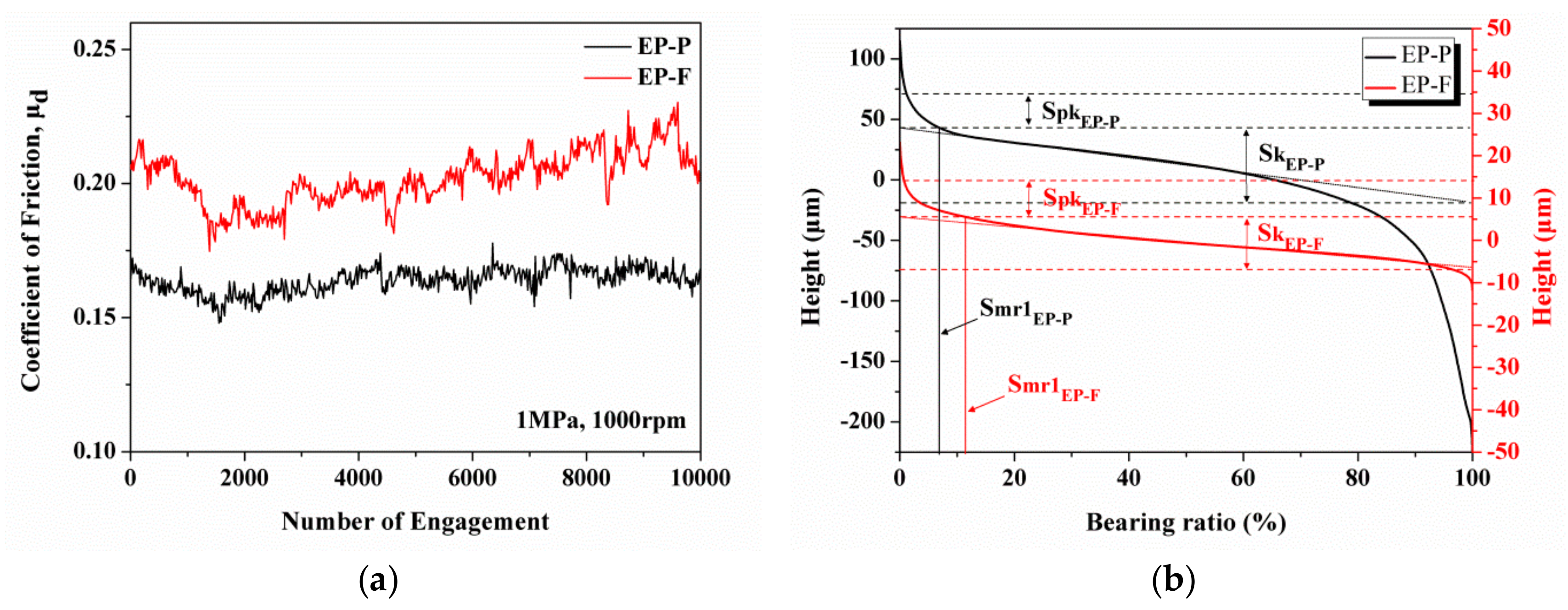
3.1. Influence Mechanism of Bearing Ratio Curve and Surface Topography on Friction and Wear
3.2. Effect of Sliding Speed on Friction Coefficient and Specific Wear Rate
3.3. Effect of Applied Pressure on Friction Coefficient and Specific Wear Rate
3.4. SEM Analysis of the Worn Surface
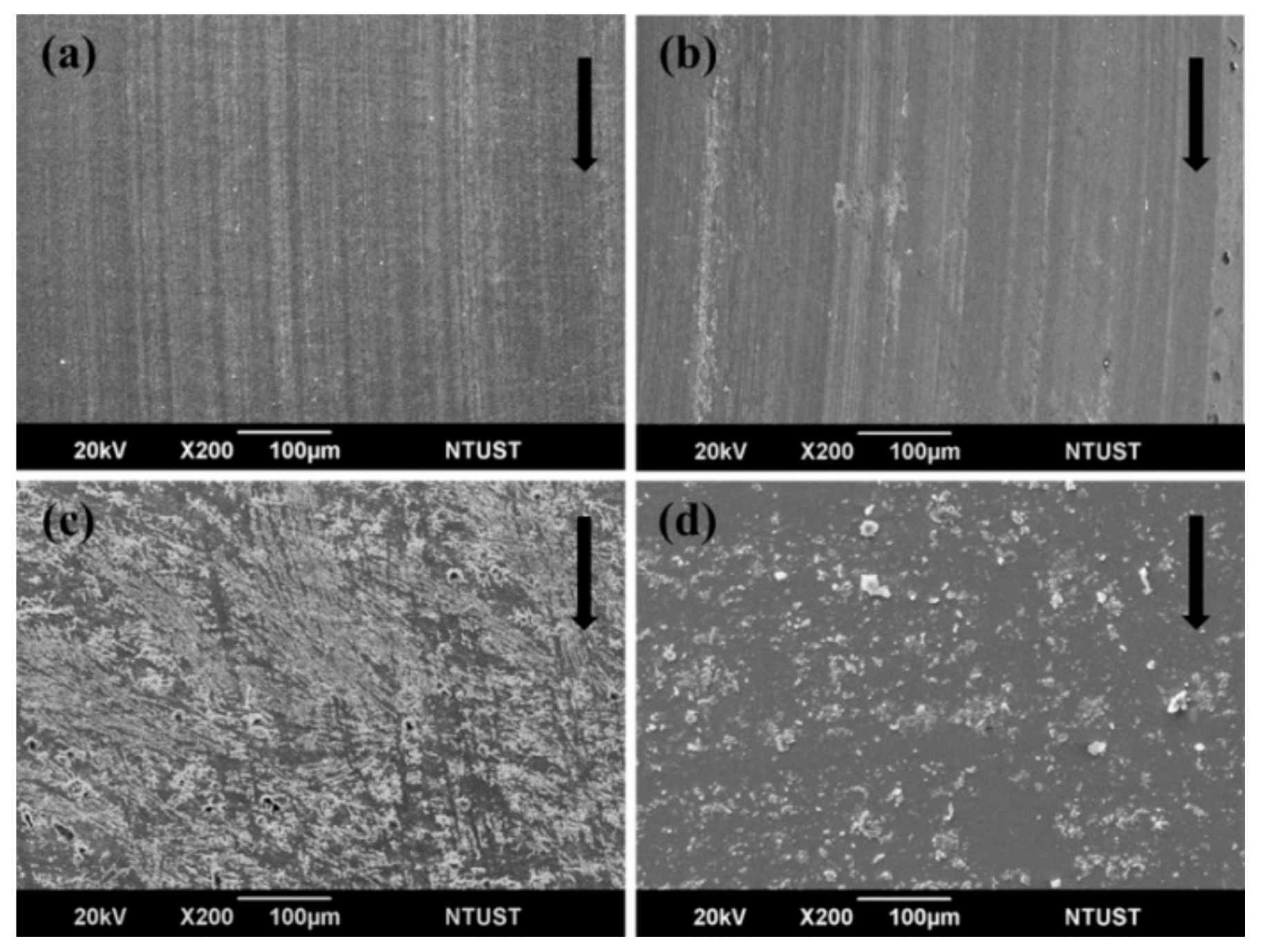
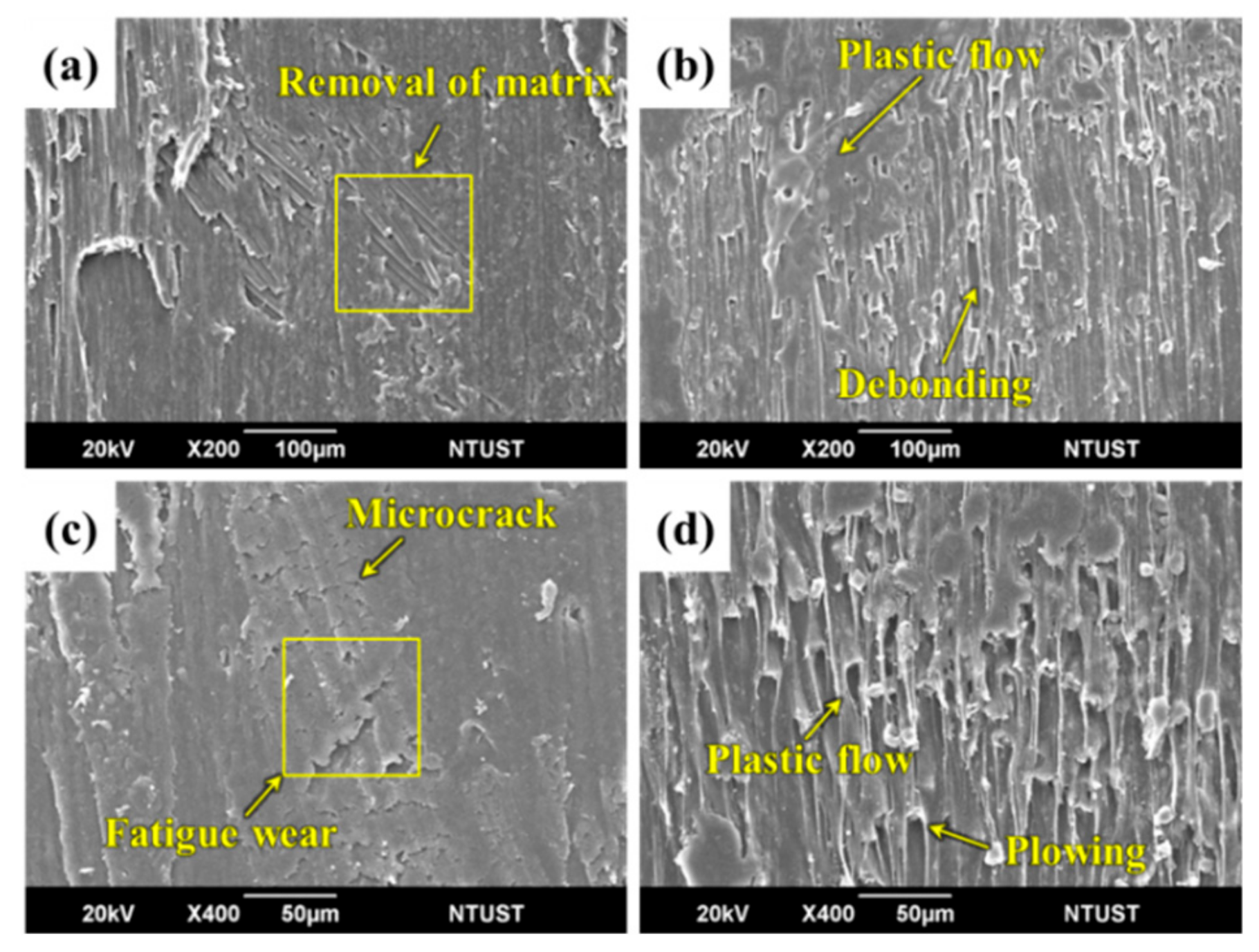
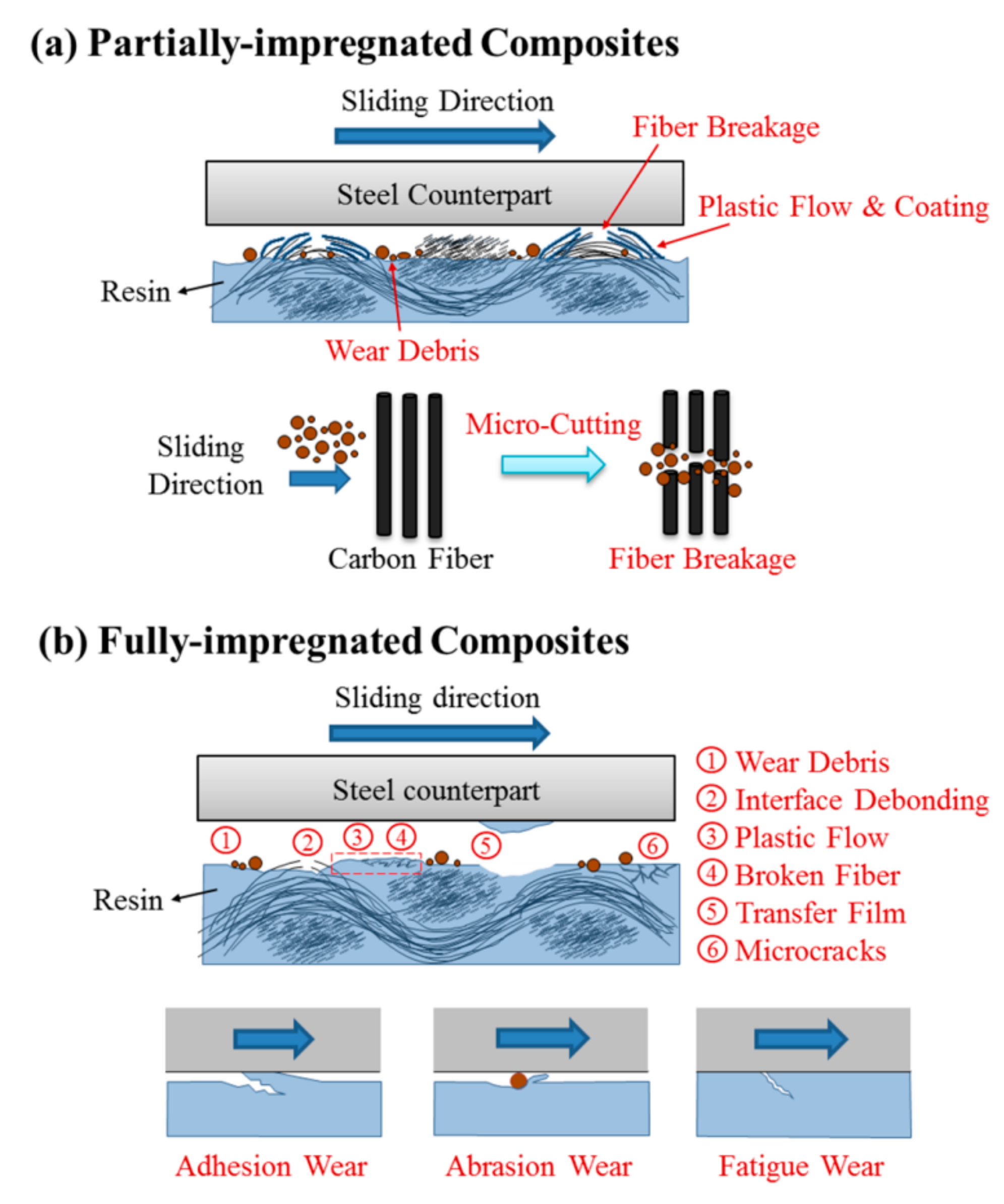
3.4.1. The Influence of Partially-Impregnated Surface Topography on the Wear Mechanism
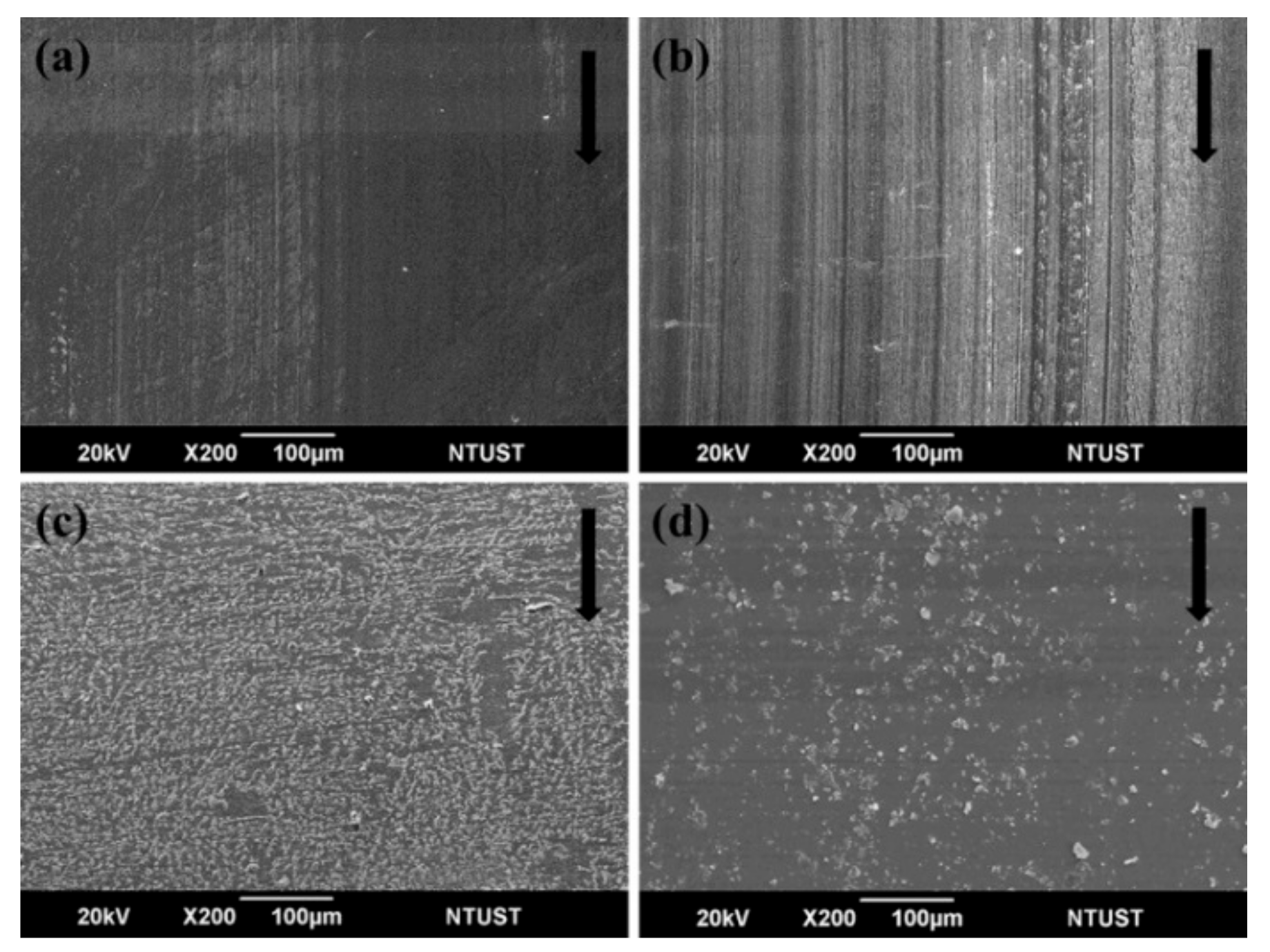
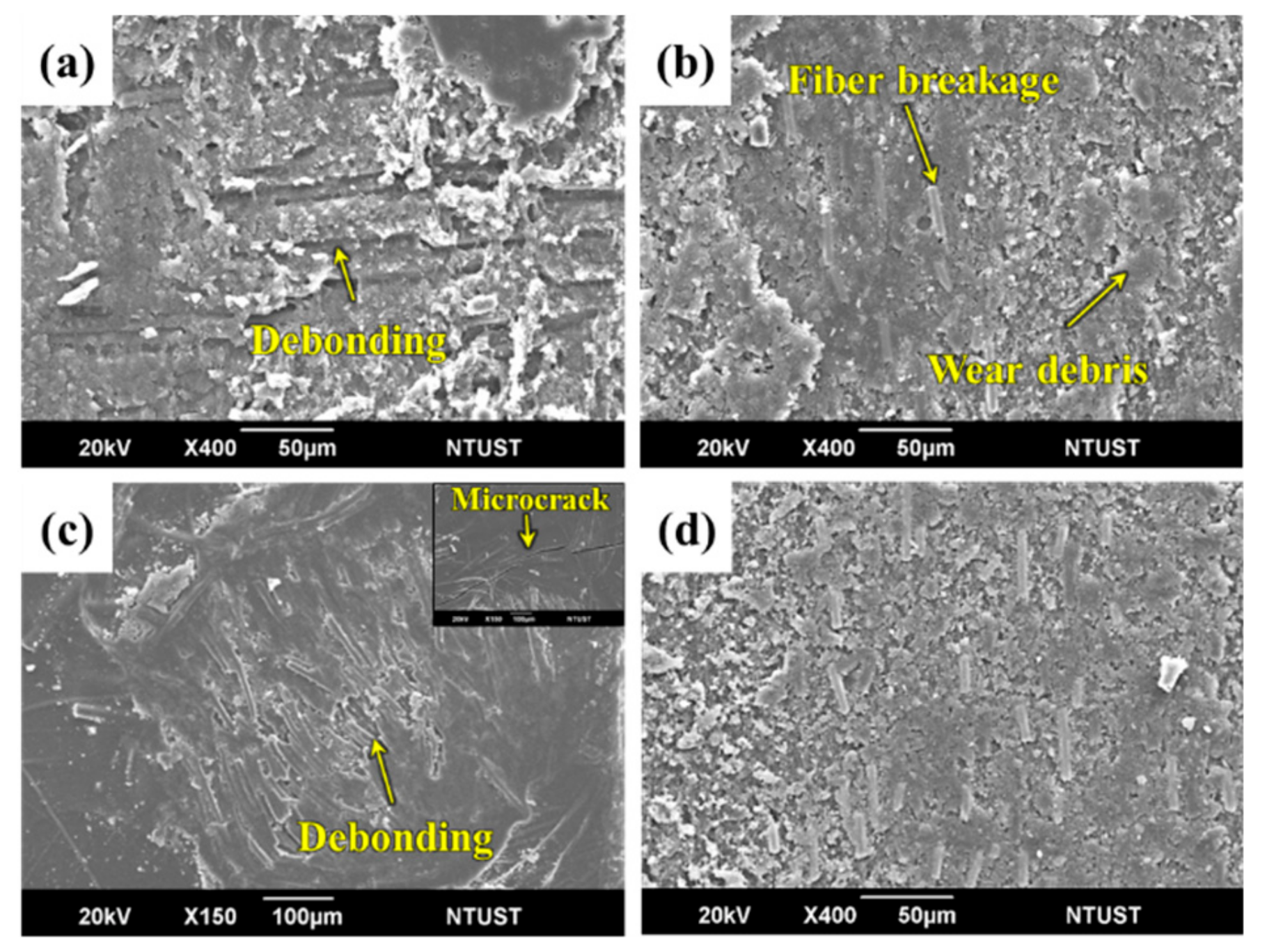
3.4.2. The Influence of Fully-Impregnated Surface Topography on Wear Mechanism
4. Conclusions
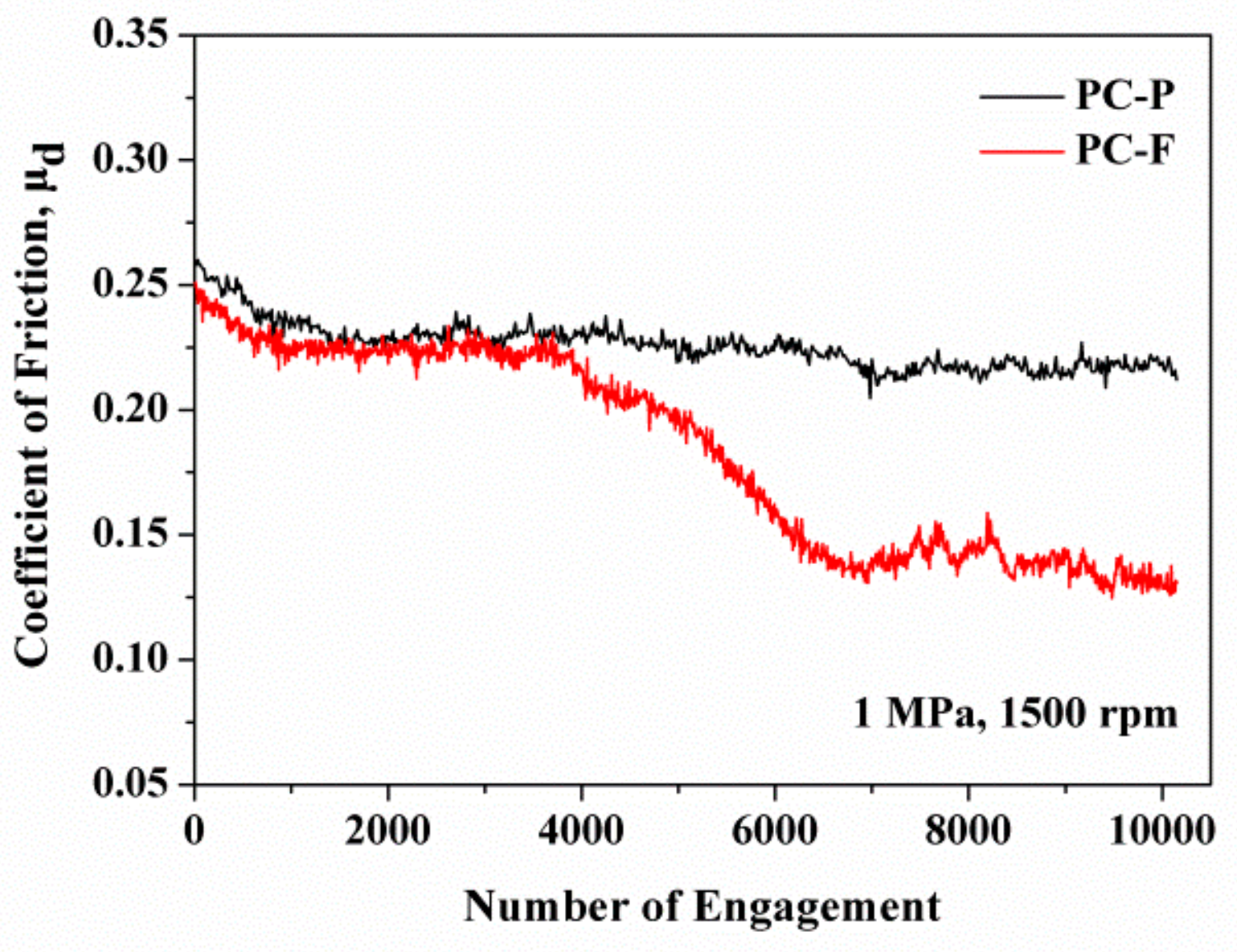
- The tribological tests revealed that the resin type acts as the primary influence factor for friction coefficient, followed by the Smr1 and the Sk values. The friction coefficient of composites decreased with increasing the sliding speed/applied pressure and depended on surface topography and temperature at the worn surface. Additionally, the partially-impregnated composites present a steady-state friction coefficient curve, while the fully-impregnated composites present a large fluctuation on the amplitude of the friction coefficient during the friction process.
- On the other hand, the primary influence factor for the specific wear rate was observed to be the level of resin impregnation. The partially-impregnated composites maintained a lower specific wear rate when increasing the sliding speed/applied pressure. However, the specific wear rate of fully-impregnated composites substantially increased with increasing sliding speeds and/or applied pressures. Carbon fabric composites under severe friction conditions, such as 1500 rpm or 1.5 MPa, largely increased their respective specific wear rate.
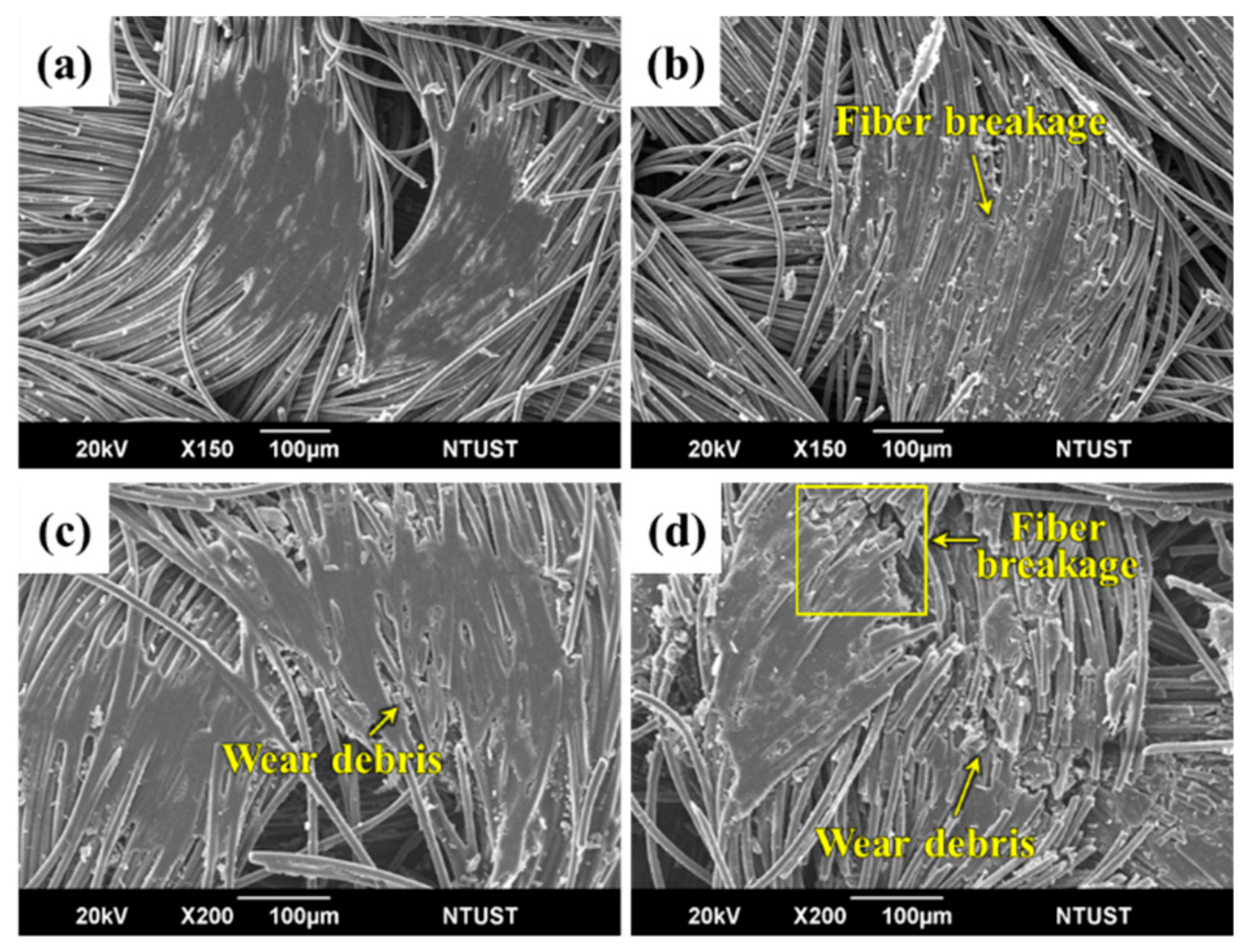
- Finally, for PC-based composites, the main wear mechanisms were determined to be abrasive, adhesive, and fatigue wears. Conditions for each wear mechanism include matrix wear, plastic flow, towing fracture of resin, squeezing deformation of resin, plowing fracture, transfer film, fiber/matrix debonding, and fiber breakage. For EP-based composites, the main wear mechanisms included abrasive wear and fatigue wear. Conditions for each wear mechanism include micro-cutting fracture, plowing fracture, fiber/matrix debonding, fiber breakage, and crushing fracture.
Author Contributions
Funding
Conflicts of Interest
References
- Marklund, P.; Mäki, R.; Larsson, R.; Höglund, E.; Khonsari, M.M.; Jang, J. Thermal Influence on Torque Transfer of Wet Clutches in Limited Slip Differential Applications. Tribol. Int. 2007, 40, 876–884. [Google Scholar] [CrossRef]
- Huang, S.; Bao, J.; Yin, Y.; Ge, S.; Liu, T. A Review of Brake Friction Materials: Development, Tribological Performance and Failure Prediction. Sci. Adv. Mater. 2019, 11, 613–628. [Google Scholar] [CrossRef]
- Ahmadijokani, F.; Alaei, Y.; Shojaei, A.; Arjmand, M.; Yan, N. Frictional Behavior of Resin-Based Brake Composites: Effect of Carbon fibre Reinforcement. Wear 2019, 420–421, 108–115. [Google Scholar] [CrossRef]
- Ahmadijokani, F.; Shojaei, A.; Arjmand, M.; Alaei, Y.; Yan, N. Effect of Short Carbon Fiber on Thermal, Mechanical and Tribological Behavior of Phenolic-Based Brake Friction Materials. Compos. B. Eng. 2019, 168, 98–105. [Google Scholar] [CrossRef]
- Rasheva, Z.; Zhang, G.; Burkhart, T. A Correlation between the Tribological and Mechanical Properties of Short Carbon Fibers Reinforced Peek Materials with Different Fiber Orientations. Tribol. Int. 2010, 43, 1430–1437. [Google Scholar] [CrossRef]
- Mittal, G.; Rhee, K.Y. Hierarchical Structures of cnt@basalt Fabric for Tribological and Electrical Applications: Impact of Growth Temperature and Time during Synthesis. Compos. Part A Appl. Sci. Manuf. 2018, 115, 8–21. [Google Scholar] [CrossRef]
- Aranganathan, N.; Mahale, V.; Bijwe, J. Effects of Aramid Fiber Concentration on the Friction and Wear Characteristics of Non-Asbestos Organic friction Composites using Standardized Braking Tests. Wear 2016, 354–355, 69–77. [Google Scholar] [CrossRef]
- Subramanian, K.; Nagarajan, R.; De Baets, P.; Saravanasankar, S.; Thangiah, W.; Sukumaran, J. Eco-Friendly Mono-Layered ptfe Blended Polymer Composites for Dry Sliding Tribo-Systems. Tribol. Int. 2016, 102, 569–579. [Google Scholar] [CrossRef]
- Luo, W.; Liu, Q.; Li, Y.; Zhou, S.; Zou, H.; Liang, M. Enhanced Mechanical and Tribological properties in Polyphenylene Sulfide/Polytetrafluoroethylene Composites Reinforced by Short Carbon Fiber. Compos. B Eng. 2016, 91, 579–588. [Google Scholar] [CrossRef]
- Omrani, E.; Barari, B.; Dorri Moghadam, A.; Rohatgi, P.K.; Pillai, K.M. Mechanical and Tribological Properties of Self-Lubricating Bio-Based Carbon-Fabric Epoxy Composites Made Using Liquid Composite Molding. Tribol. Int. 2015, 92, 222–232. [Google Scholar] [CrossRef]
- Li, W.; Huang, J.; Fei, J.; Cao, L.; Yao, C. Mechanical and Wet Tribological Properties of Carbon Fabric/Phenolic Composites with Different Weave Filaments Counts. Appl. Surf. Sci. 2015, 353, 1223–1233. [Google Scholar]
- Kumar, S.; Panneerselvam, K. Two-Body Abrasive Wear Behavior of Nylon 6 and Glass Fiber Reinforced (Gfr) Nylon 6 Composite. Proc. Technol. 2016, 25, 1129–1136. [Google Scholar] [CrossRef]
- Zhao, Z.K.; Du, S.S.; Li, F.; Xiao, H.M.; Li, Y.Q.; Zhang, W.G.; Hu, N.; Fu, S.Y. Mechanical and Tribological Properties of Short Glass Fiber and Short Carbon Fiber Reinforced Polyethersulfone Composites: A Comparative Study. Compos. Commun. 2018, 8, 1–6. [Google Scholar] [CrossRef]
- Suresha, B.; Kumar, K.N.S. Investigations on Mechanical and Two-Body Abrasive Wear Behaviour of Glass/Carbon Fabric Reinforced Vinyl Ester Composites. Mater. Des. 2009, 30, 2056–2060. [Google Scholar] [CrossRef]
- Wang, B.B.; Fu, Q.G.; Yin, T.; Li, H.J.; Qi, L.H.; Fu, Y.W. Grafting Cnts on Carbon Fabrics with Enhanced Mechanical and Thermal Properties for Tribological Applications of Carbon Fabrics/Phenolic Composites. Carbon 2018, 139, 45–51. [Google Scholar] [CrossRef]
- Sharma, M.; Bijwe, J.; Mitschang, P. Abrasive Wear Studies on Composites of Peek and Pes with Modified Surface of Carbon Fabric. Tribol. Int. 2011, 44, 81–91. [Google Scholar] [CrossRef]
- Lin, L.; Schlarb, A.K. The Roles of Rigid Particles on the Friction and Wear Behavior of Short Carbon Fiber Reinforced pbt Hybrid materials in the Absence of Solid Lubricants. Tribol. Int. 2018, 119, 404–410. [Google Scholar] [CrossRef]
- Fei, J.; Wang, H.K.; Huang, J.F.; Zeng, X.R.; Luo, W. Effects of Carbon Fiber Length on the Tribological Properties of Paper-Based Friction Materials. Tribol. Int. 2014, 72, 179–186. [Google Scholar] [CrossRef]
- Li, W.B.; Huang, J.F.; Jie, F.; Liang, Z.H.; Cao, L.Y.; Yao, C.Y. A Novel Preparation Approach for Improving the Mechanical and Wet Tribological Properties of Carbon Fabric/Phenolic Composites. Mater. Des. 2016, 103, 356–364. [Google Scholar]
- Wu, C.M.; Cheng, Y.C.; Lin, P.C.; Lai, W.Y.; Chen, P.H.; Way, T.D. Friction Behaviors of Staple Carbon Fiber Composites. Mod. Phys. Lett. B 2020. accepted. [Google Scholar]
- Kukureka, S.N.; Hooke, C.J.; Rao, M.; Liao, P.; Chen, Y.K. The Effect of Fibre Reinforcement on the Friction and Wear of Polyamide 66 under Dry Rolling–Sliding Contact. Tribol. Int. 1999, 32, 107–116. [Google Scholar] [CrossRef]
- Guo, L.H.; Zhang, G.; Wang, D.A.; Zhao, F.Y.; Wang, T.M.; Wang, Q.H. Significance of Combined Functional Nanoparticles for Enhancing Tribological Performance of Peek Reinforced with Carbon Fibers. Compos. Part A Appl. Sci. Manuf. 2017, 102, 400–413. [Google Scholar] [CrossRef]
- Bijwe, J.; Gupta, M.K.; Parida, T.; Trivedi, P. Design and Development of Advanced Polymer Composites as High Performance Tribo-Materials Based on Blends of Pek and Abpbi. Wear 2015, 342–343, 65–76. [Google Scholar] [CrossRef]
- Mergler, Y.J.; Kampen, R.J.V.; Nauta, W.J.; Schaake, R.P.; Raas, B.; Griensven, J.G.H.V.; Meesters, C.J.M. Influence of Yield Strength and Toughness on Friction and Wear of Polycarbonate. Wear 2005, 258, 915–923. [Google Scholar] [CrossRef]
- Lee, J.H.; Xu, G.H.; Liang, H. Experimental and Numerical Analysis of Friction and Wear Behavior of Polycarbonate. Wear 2001, 251, 1541–1556. [Google Scholar] [CrossRef]
- Zhou, X.H.; Sun, Y.S.; Wang, W.S. Influences of Carbon Fabric/Epoxy Composites Fabrication Process on Its Friction and Wear Properties. J. Mater. Process. Technol. 2009, 209, 4553–4557. [Google Scholar] [CrossRef]
- Suresha, B.; Ramesh, B.N.; Subbaya, K.M.; Ravi Kumar, B.N.; Chandramohan, G. Influence of Graphite Filler on Two-Body Abrasive Wear Behaviour of Carbon Fabric Reinforced Epoxy Composites. Mater. Des. 2010, 31, 1833–1841. [Google Scholar] [CrossRef]
- Lee, H.G.; Hwang, H.Y.; Lee, D.G. Effect of Wear Debris on the Tribological Characteristics of Carbon Fiber Epoxy Composites. Wear 2006, 261, 453–459. [Google Scholar] [CrossRef]
- Fei, J.; Li, H.J.; Huang, J.F.; Fu, Y.W. Study on the Friction and Wear Performance of Carbon Fabric/Phenolic Composites under Oil Lubricated Conditions. Tribol. Int. 2012, 56, 30–37. [Google Scholar] [CrossRef]
- Fei, J.; Li, H.J.; Fu, Y.W.; Qi, L.H.; Zhang, Y.L. Effect of Phenolic Resin Content on Performance of Carbon Fiber Reinforced Paper-Based Friction Material. Wear 2010, 269, 534–540. [Google Scholar] [CrossRef]
- Li, W.B.; Huang, J.F.; Fei, J.; Liang, Z.H.; Cao, L.Y.; Yao, C.Y. Effect of Aramid Pulp on Improving Mechanical and Wet Tribological Properties of Carbon Fabric/Phenolic Composites. Tribol. Int. 2016, 104, 237–246. [Google Scholar]
- Fei, J.; Li, W.B.; Huang, J.F.; Cao, L.Y.; Yao, C.Y. Variation of the Tribological Properties of Carbon Fabric Composites in Their whole Service Life. Tribol. Int. 2016, 99, 29–37. [Google Scholar]
- Franco, L.A.; Sinatora, A. 3d Surface Parameters (Iso 25178-2): Actual Meaning of Spk and Its Relationship to Vmp. Precis. Eng. 2015, 40, 106–111. [Google Scholar] [CrossRef]
- Frydrych, I.; Dziworska, G.; Bilska, J. Comparative Analysis of the Thermal Insulation Properties of Fabrics Made of Natural and Man-Made Cellulose Fibres. Fibres Text. East. Eur. 2002, 10, 40–44. [Google Scholar]
- Zhu, S.; Huang, P. Influence Mechanism of Morphological Parameters on Tribological Behaviors Based on Bearing Ratio Curve. Tribol. Int. 2017, 109, 10–18. [Google Scholar] [CrossRef]
- Suresha, B.; Devarajaiah, R.M.; Pasang, T.; Ranganathaiah, C. Investigation of Organo-Modified Montmorillonite Loading Effect on the Abrasion Resistance of Hybrid Composites. Mater. Des. 2013, 47, 750–758. [Google Scholar] [CrossRef]
- Sharma, M.; Bijwe, J. Influence of Fiber–Matrix Adhesion and Operating Parameters on Sliding Wear Performance of Carbon Fabric Polyethersulphone Composites. Wear 2011, 271, 2919–2927. [Google Scholar] [CrossRef]
- de Souza, J.A.; Dolavale, L.C.; de Souza Camargo, S.A. Wear Mechanisms of Dental Composite Restorative Materials by Two Different In-Vitro Methods. Mater. Res. 2013, 16, 333–340. [Google Scholar] [CrossRef]
- Suresha, B.; Shiva Kumar, K.; Seetharamu, S.; Sampath Kumaran, P. Friction and Dry Sliding Wear Behavior of Carbon and Glass Fabric Reinforced Vinyl ester Composites. Tribol. Int. 2010, 43, 602–609. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Codes | Carbon Fiber (vol%) | Glass Fiber (vol%) | PC (vol%) | Epoxy (vol%) | Porosity (vol%) |
|---|---|---|---|---|---|
| PC-P | 29 | 5 | 27 | - | 39 ± 2 |
| PC-F | 28 | 5 | 67 | - | 0 |
| EP-P | 28 | 5 | - | 21 | 46 ± 2 |
| EP-F | 27 | 5 | - | 68 | 0 |
| Sample | Sq (μm) | Sk (μm) | Spk (μm) | Smr1 (%) |
|---|---|---|---|---|
| PC-P | 23.95 ± 1.57 | 49.28 ± 6.73 | 22.32 ± 2.41 | 14.10 ± 0.51 |
| PC-F | 4.39 ± 0.30 | 10.22 ± 0.68 | 5.37 ± 0.50 | 11.70 ± 0.58 |
| EP-P | 51.25 ± 2.66 | 69.40 ± 9.28 | 32.43 ± 2.65 | 7.36 ± 0.67 |
| EP-F | 4.23 ± 0.18 | 9.98 ± 0.59 | 5.54 ± 0.30 | 13.25 ± 0.70 |
| Sample | Coefficient of Friction (COF) | Specific Wear Rate (10−7 cm3/Nm) | ||||
|---|---|---|---|---|---|---|
| 500 rpm | 1000 rpm | 1500 rpm | 500 rpm | 1000 rpm | 1500 rpm | |
| PC-P | 0.28 ± 0.03 | 0.27 ± 0.02 | 0.21 ± 0.01 | 11.0 ± 4.0 | 8.4 ± 4.3 | 15.3 ± 3.7 |
| PC-F | 0.26 ± 0.04 | 0.23 ± 0.02 | 0.14 ± 0.03 | 92.9 ± 8.2 | 152.0 ± 17.7 | 209.0 ± 43.4 |
| EP-P | 0.24 ± 0.01 | 0.17 ± 0.01 | 0.16 ± 0.01 | 6.0 ± 2.2 | 6.6 ± 1.5 | 6.2 ± 3.5 |
| EP-F | 0.25 ± 0.03 | 0.20 ± 0.02 | 0.16 ± 0.02 | 55.0 ± 7.9 | 242.0 ± 29.2 | 563.0 ± 64.0 |
| Sample | Thermal Diffusivity (10−3 mm2/s) | Thermal Absorptivity (Ws1/2/m2K) |
|---|---|---|
| PC-P | 53 ± 4 | 314.7 ± 10.3 |
| PC-F | 46 ± 4 | 404.7 ± 14.8 |
| EP-P | 64 ± 7 | 236.7 ± 11.9 |
| EP-F | 36 ± 1 | 371.9 ± 11.5 |
| Sample | Coefficient of Friction (COF) | Specific Wear Rate (10−7 cm3/Nm) | ||||
|---|---|---|---|---|---|---|
| 0.5 MPa | 1.0 MPa | 1.5 MPa | 0.5 MPa | 1.0 MPa | 1.5 MPa | |
| PC-P | 0.29 ± 0.01 | 0.27 ± 0.02 | 0.27 ± 0.02 | 24.8 ± 5.3 | 8.4 ± 4.3 | 16.3 ± 5.3 |
| PC-F | 0.27 ± 0.02 | 0.23 ± 0.02 | 0.19 ± 0.02 | 129.0 ± 9.8 | 152.0 ± 17.7 | 164.0 ± 27.2 |
| EP-P | 0.19 ± 0.02 | 0.17 ± 0.01 | 0.16 ± 0.01 | 2.1 ± 0.3 | 6.6 ± 1.5 | 26.6 ± 6.5 |
| EP-F | 0.21 ± 0.02 | 0.20 ± 0.02 | 0.19 ± 0.04 | 17.8 ± 5.0 | 242.0 ± 29.2 | 317.0 ± 25.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, C.-M.; Cheng, Y.-C.; Lai, W.-Y.; Chen, P.-H.; Way, T.-D. Friction and Wear Performance of Staple Carbon Fabric-Reinforced Composites: Effects of Surface Topography. Polymers 2020, 12, 141. https://doi.org/10.3390/polym12010141
Wu C-M, Cheng Y-C, Lai W-Y, Chen P-H, Way T-D. Friction and Wear Performance of Staple Carbon Fabric-Reinforced Composites: Effects of Surface Topography. Polymers. 2020; 12(1):141. https://doi.org/10.3390/polym12010141
Chicago/Turabian StyleWu, Chang-Mou, Yi-Ching Cheng, Wen-You Lai, Po-Hsun Chen, and Tzong-Der Way. 2020. "Friction and Wear Performance of Staple Carbon Fabric-Reinforced Composites: Effects of Surface Topography" Polymers 12, no. 1: 141. https://doi.org/10.3390/polym12010141
APA StyleWu, C.-M., Cheng, Y.-C., Lai, W.-Y., Chen, P.-H., & Way, T.-D. (2020). Friction and Wear Performance of Staple Carbon Fabric-Reinforced Composites: Effects of Surface Topography. Polymers, 12(1), 141. https://doi.org/10.3390/polym12010141