Study on Delamination Between Polymer Materials and Metals in IC Packaging Process


Abstract
:1. Introduction
2. Experimental Methods
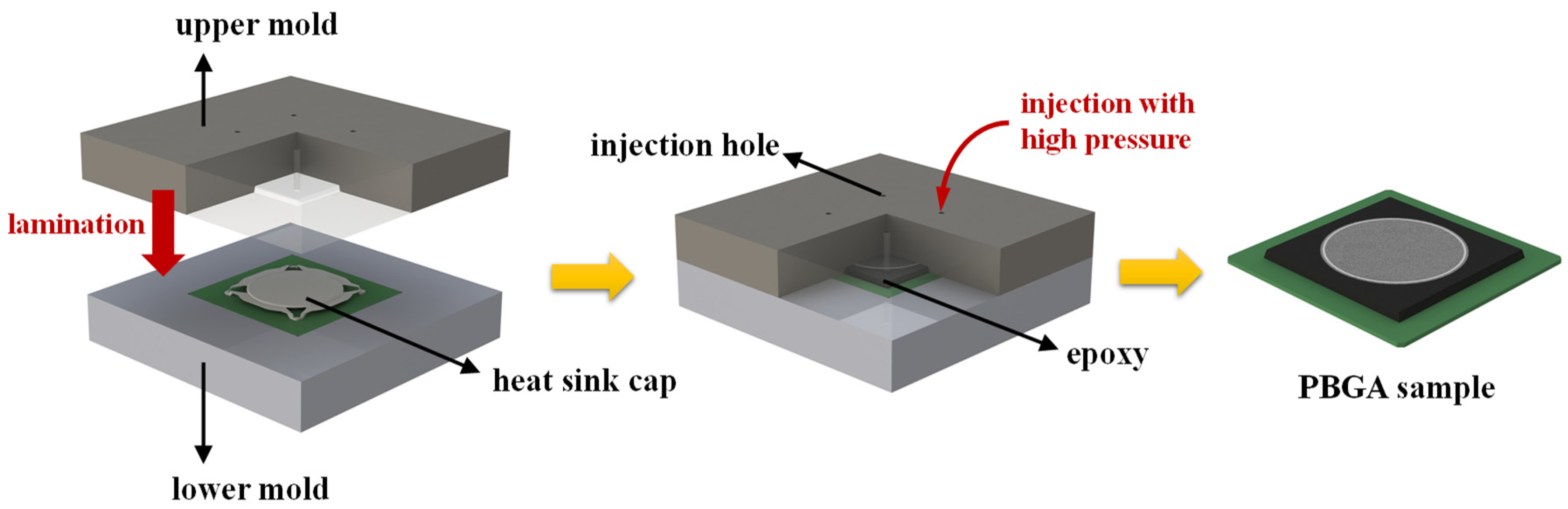
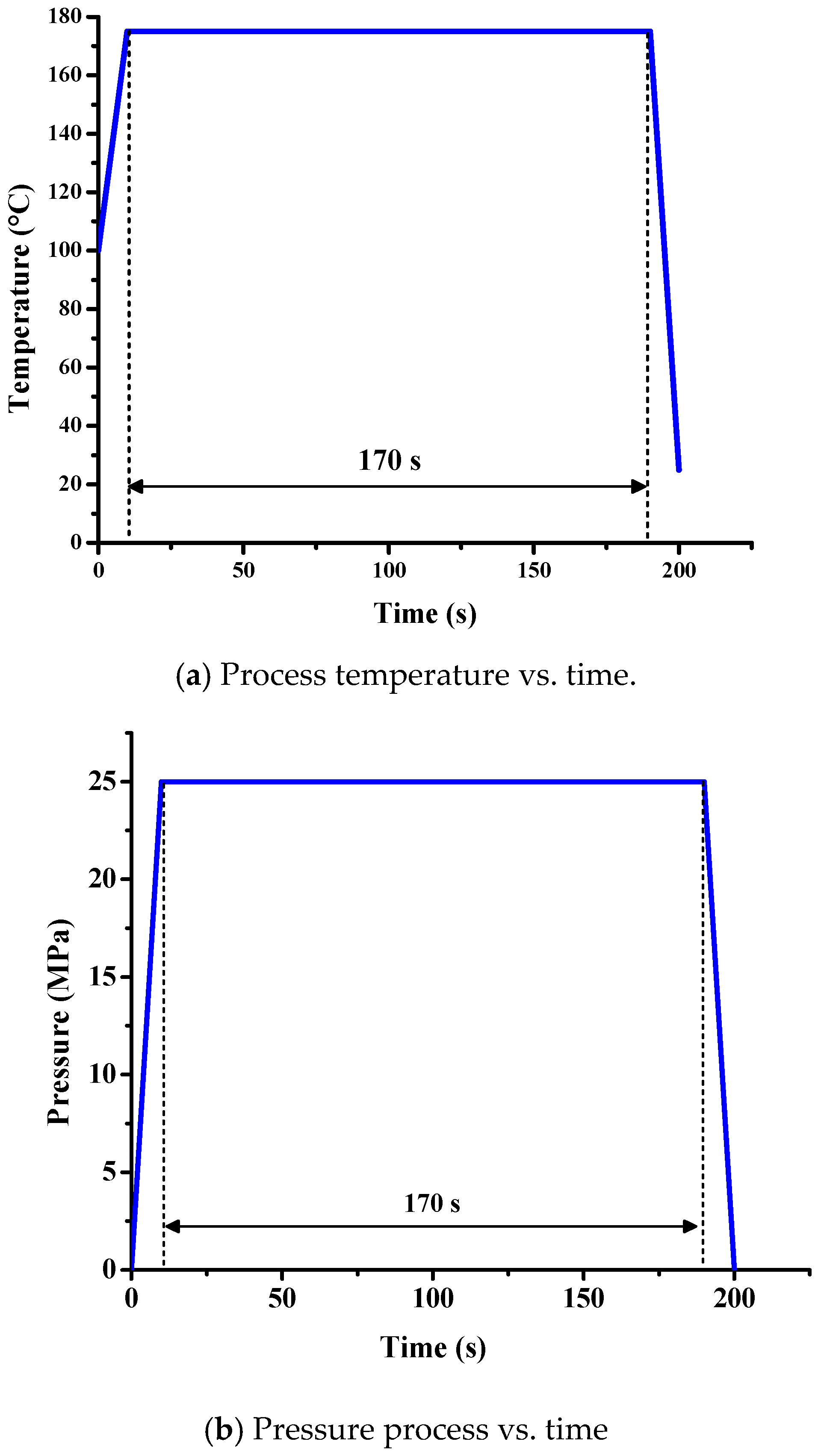
2.1. LFBGA Experiment
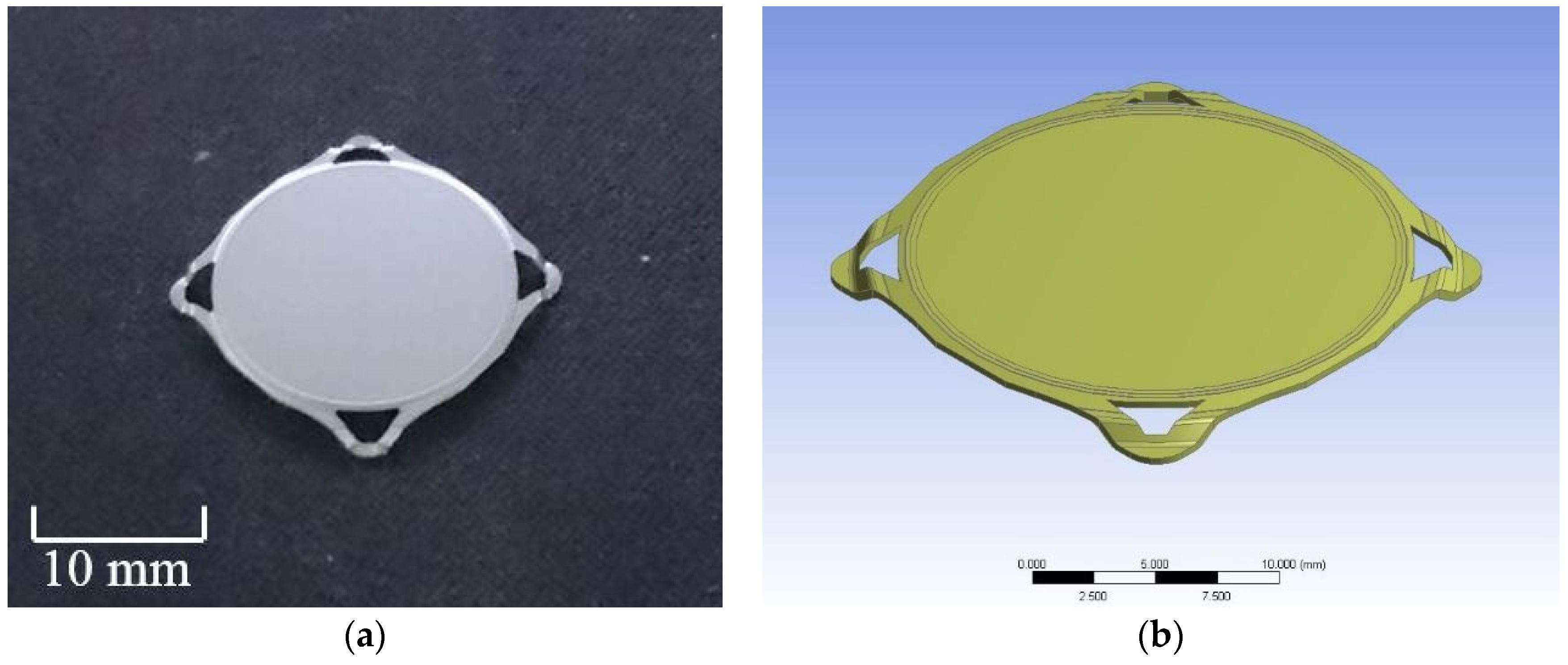
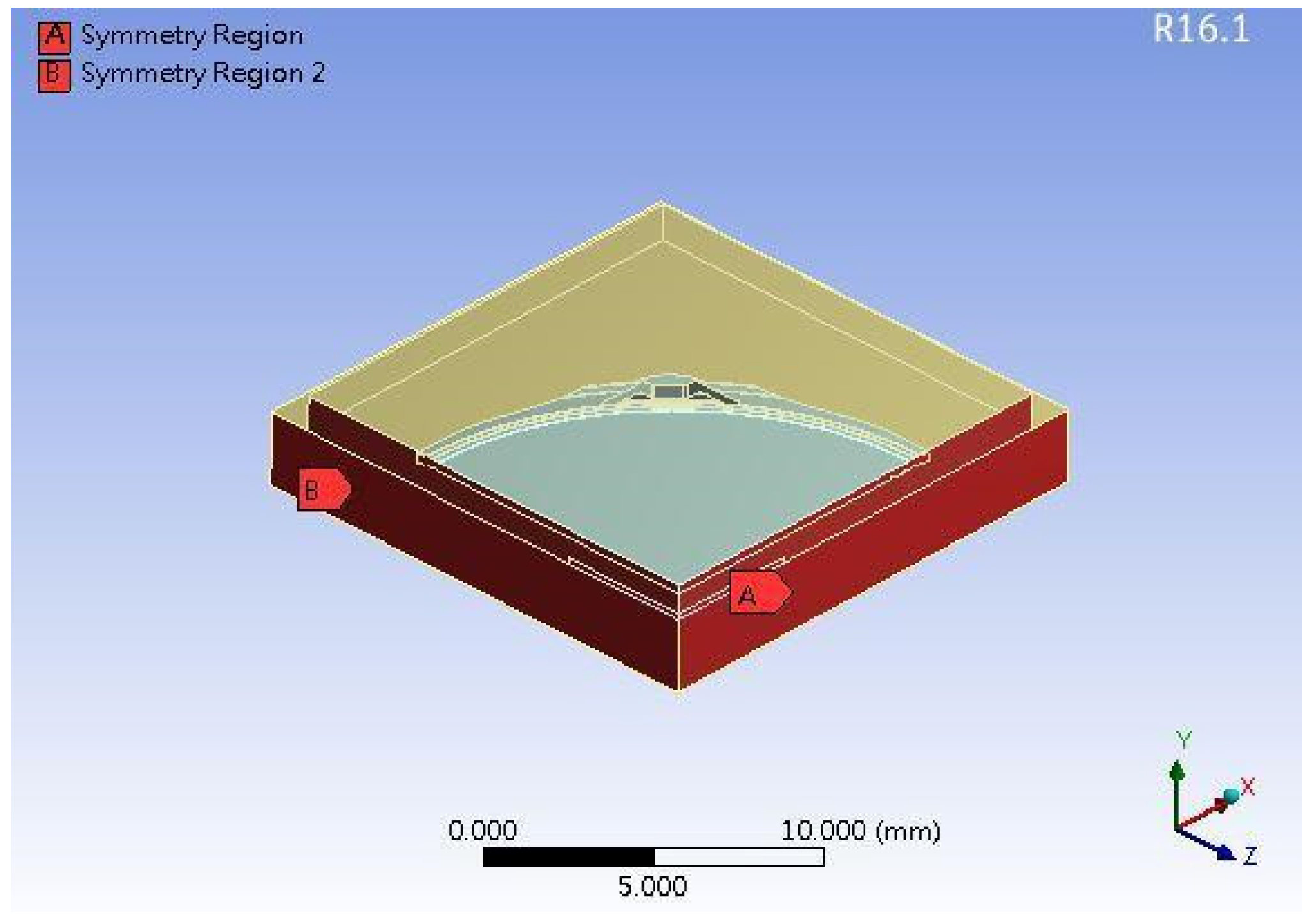
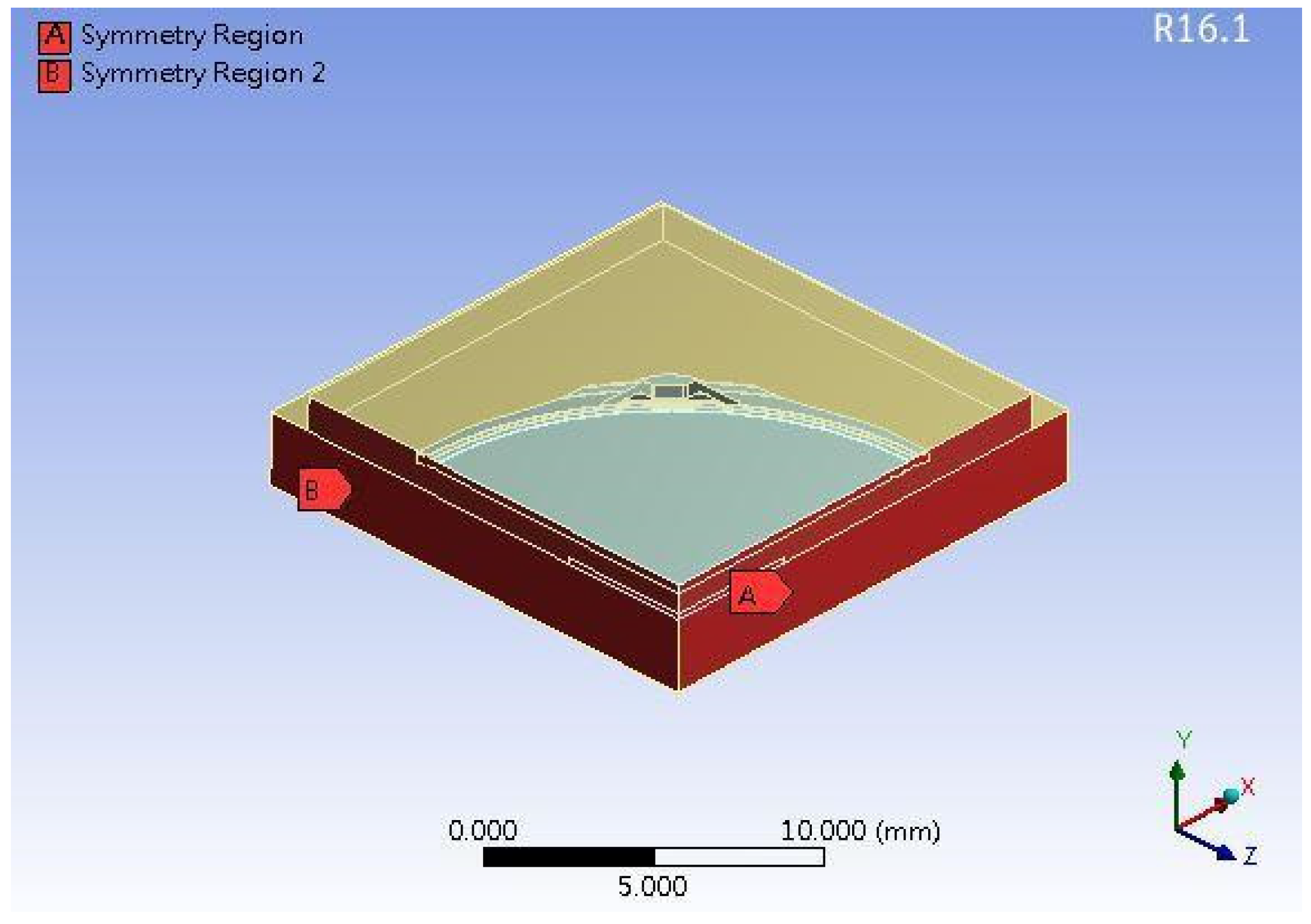
2.2. PBGA Modeling
2.3. PBGA Materials Parameters and Boundary Conditions
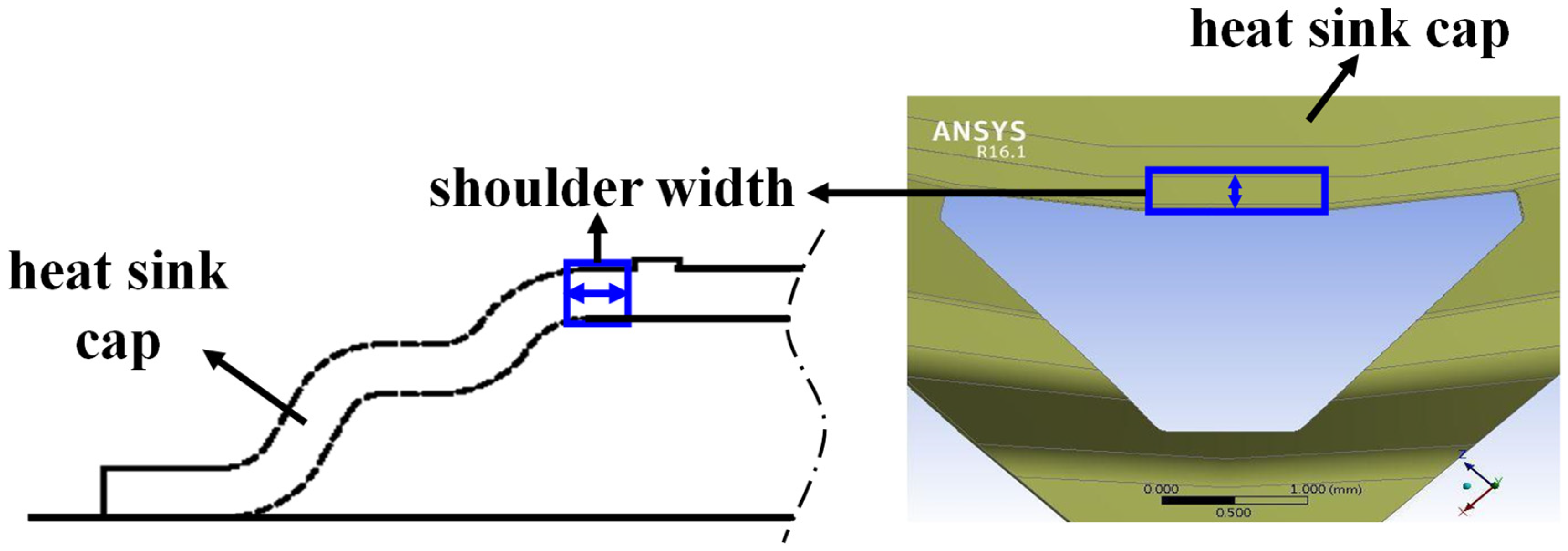
2.4. PBGA Factors Design
3. Results and Discussion
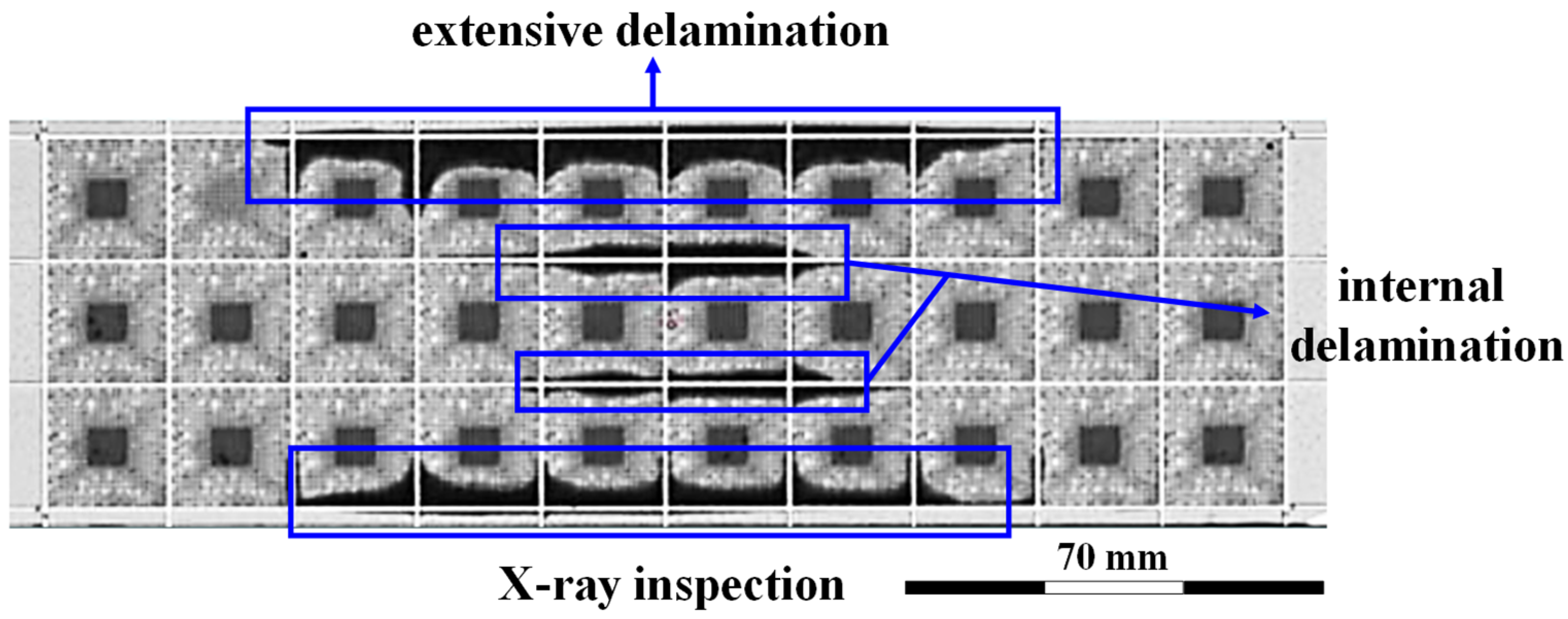
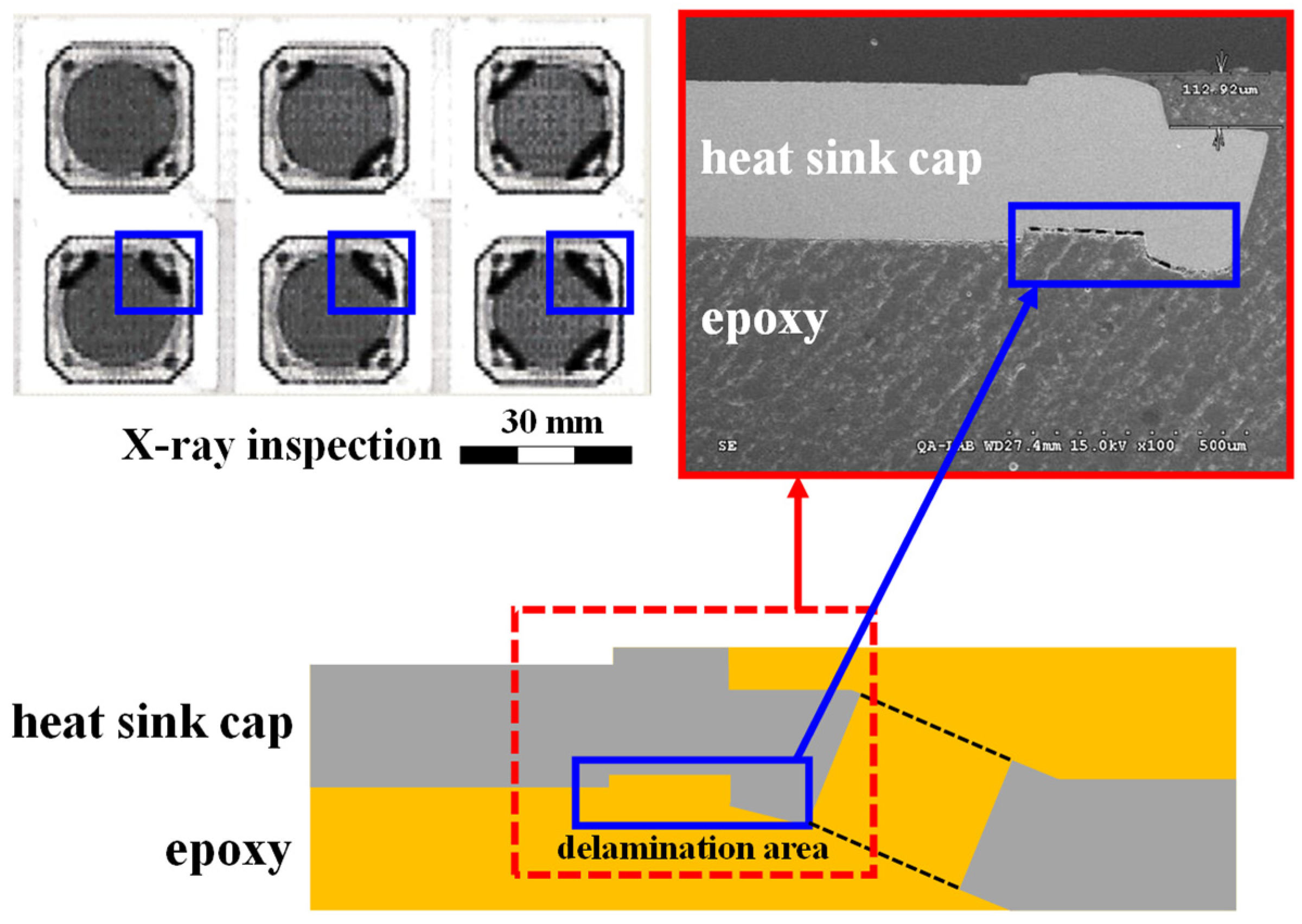
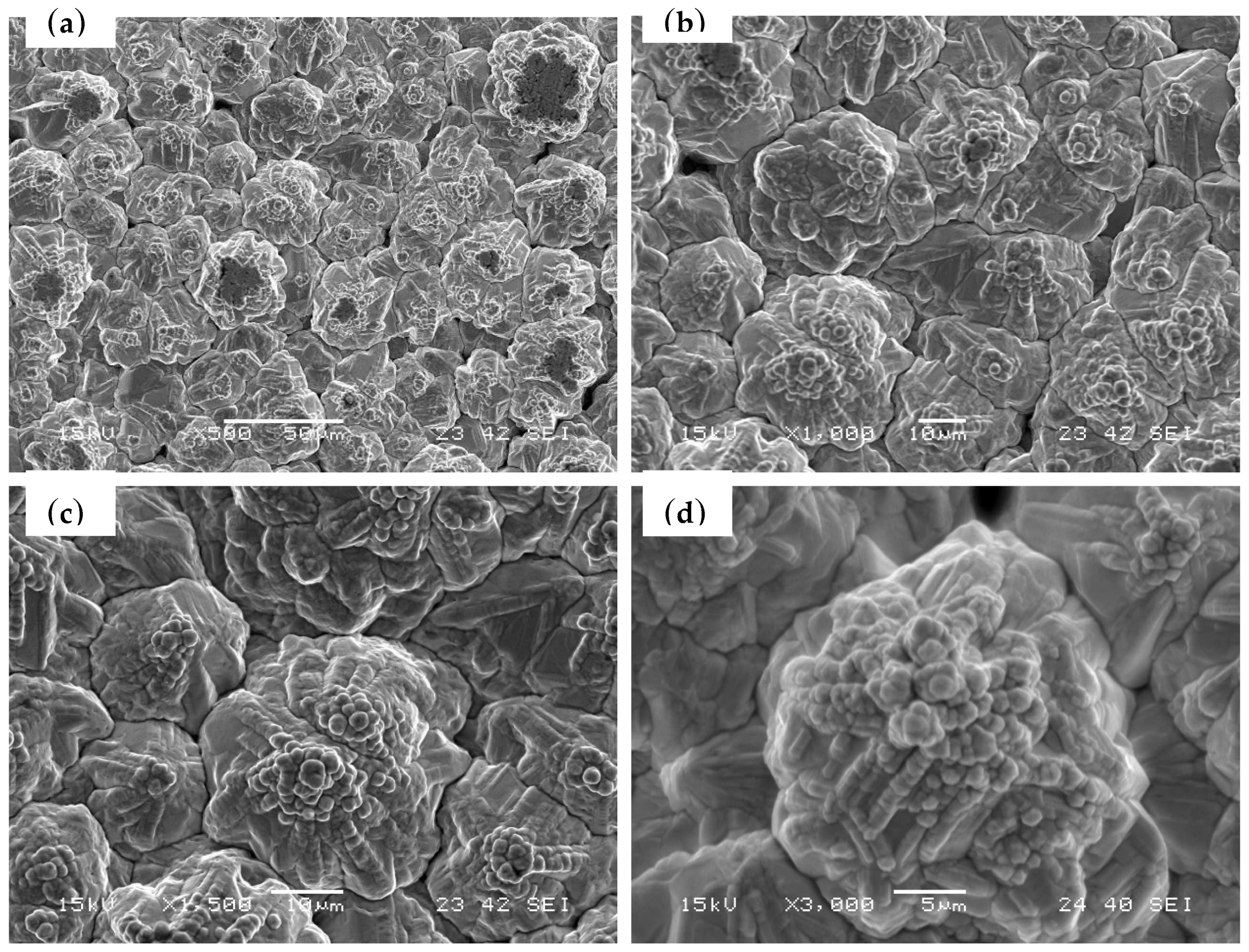
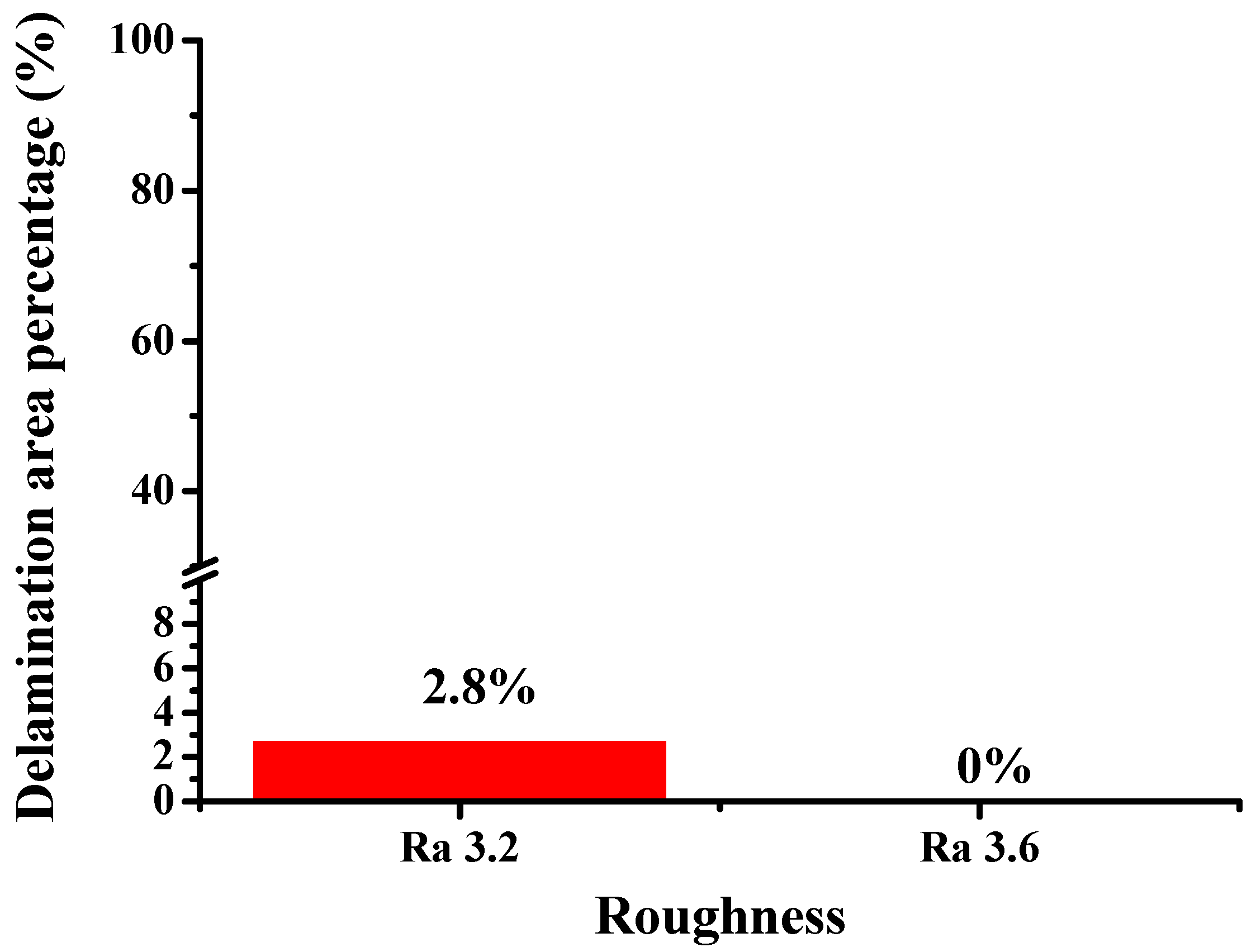
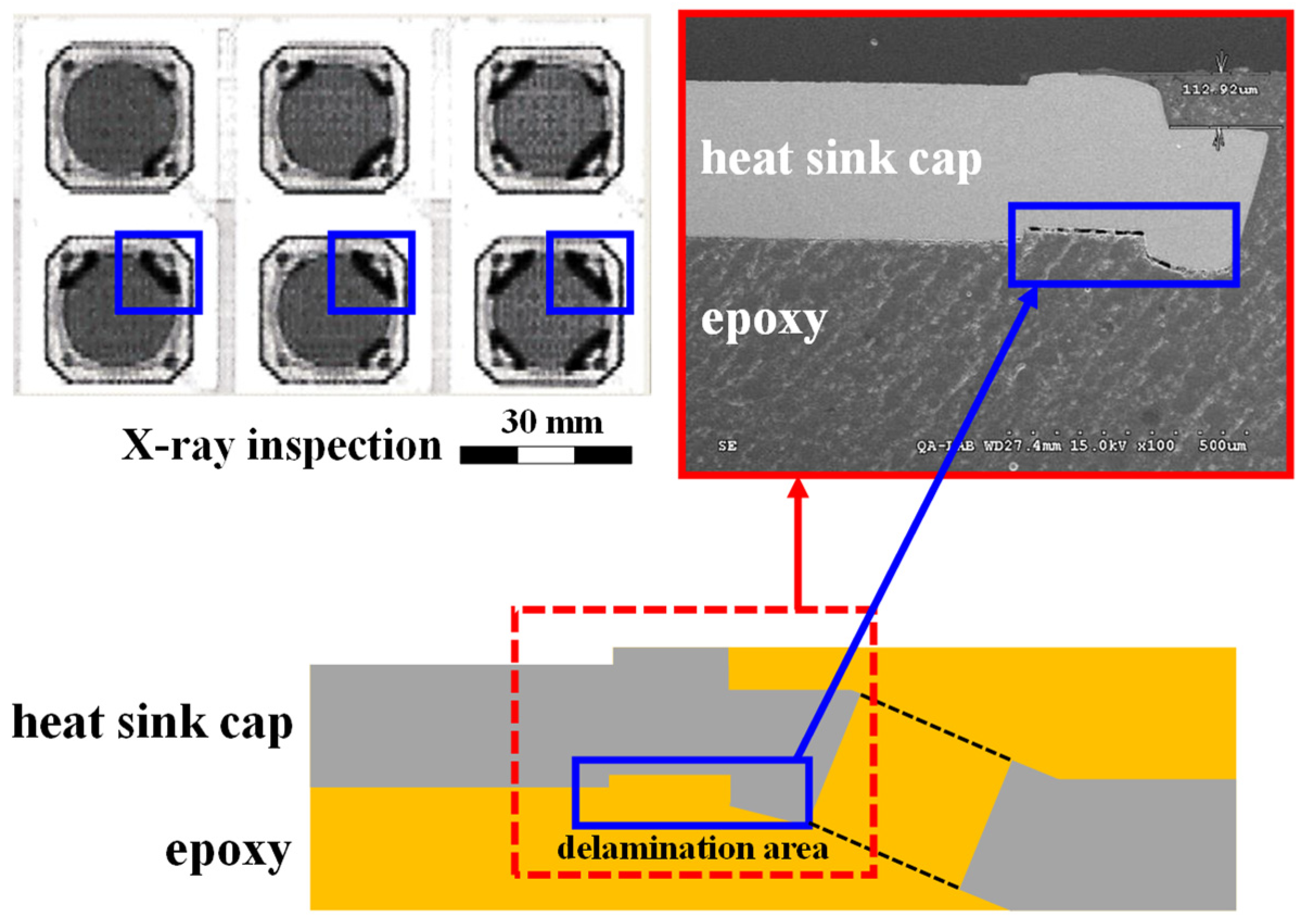
3.1. LFBGA Surface Analysis
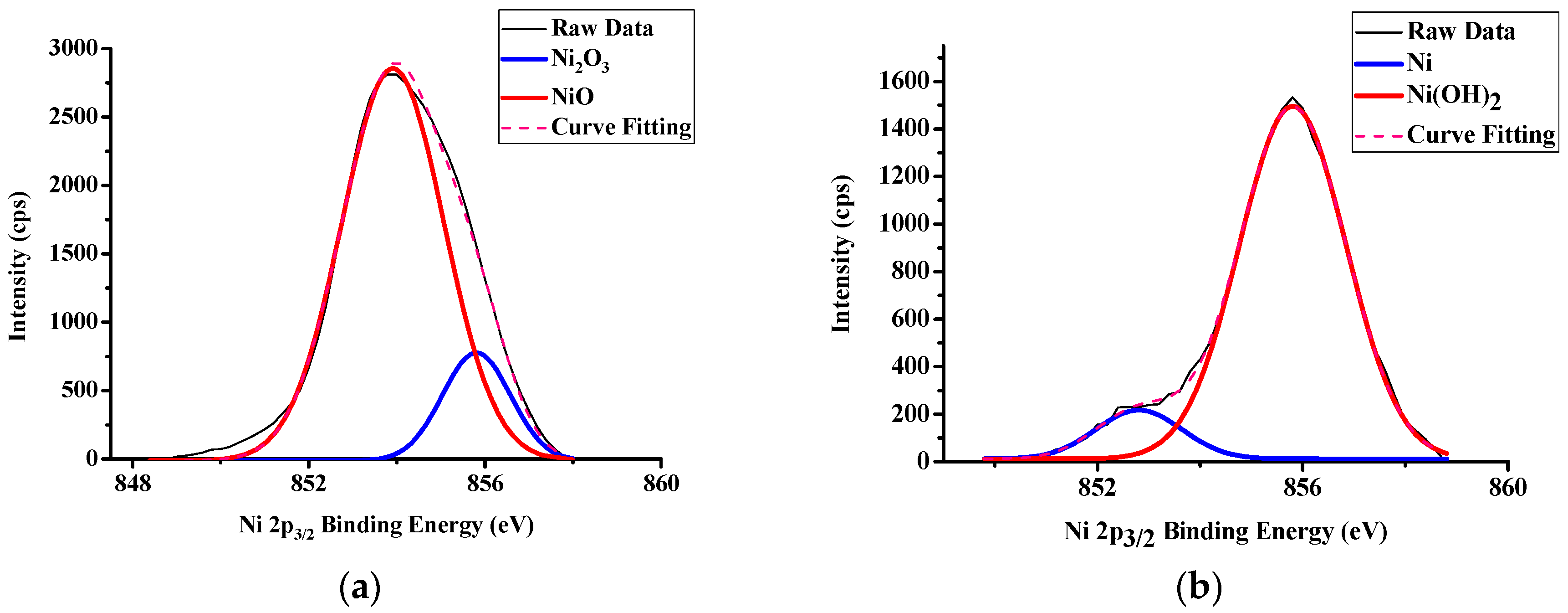
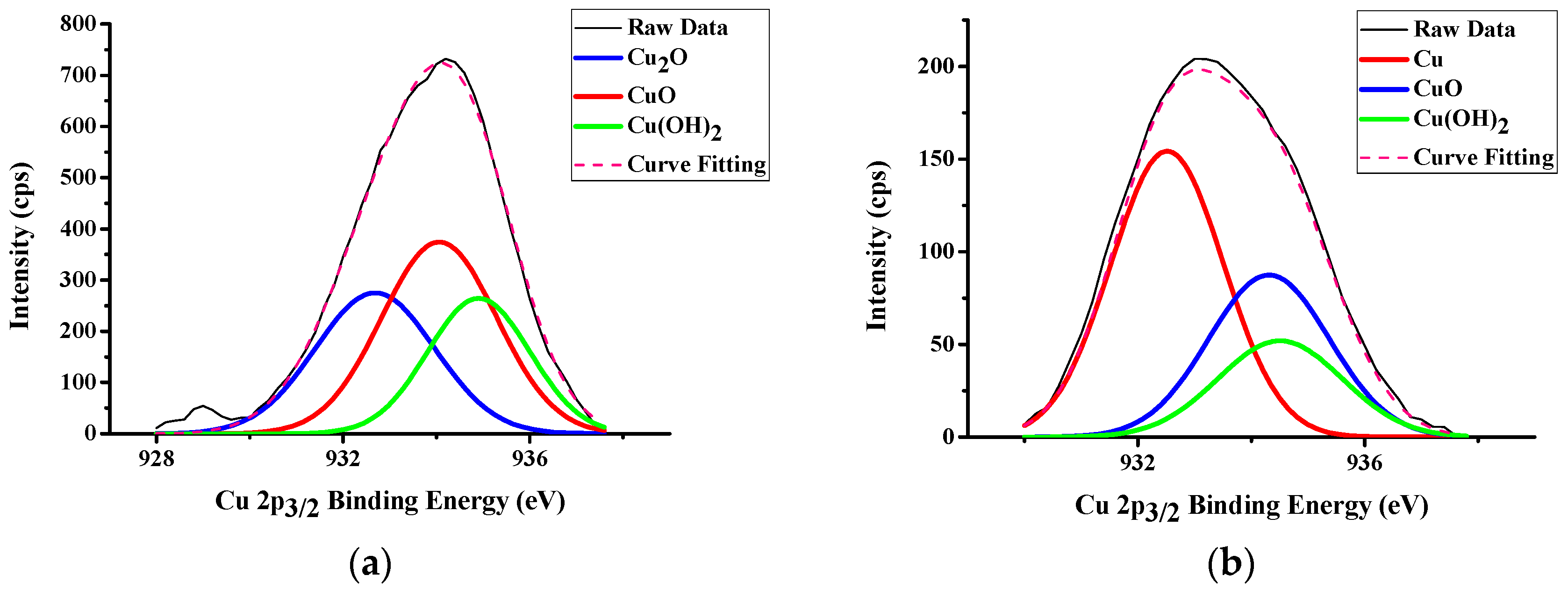
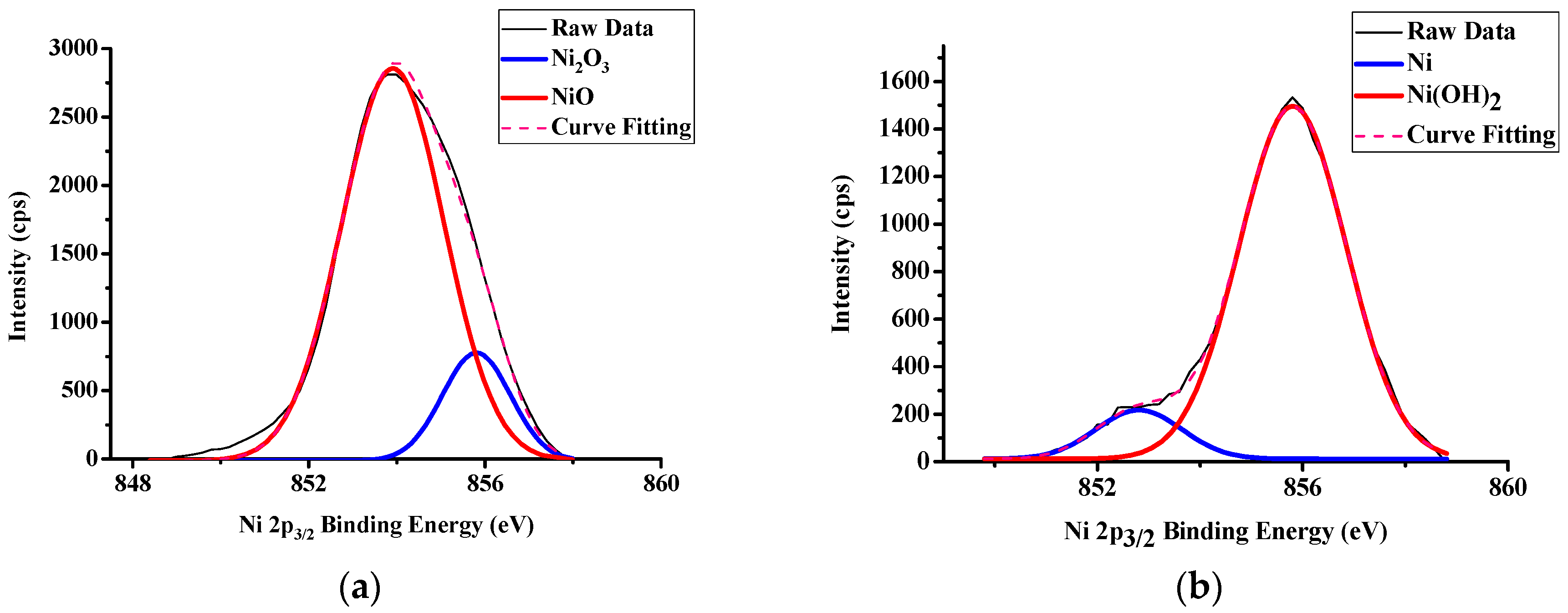
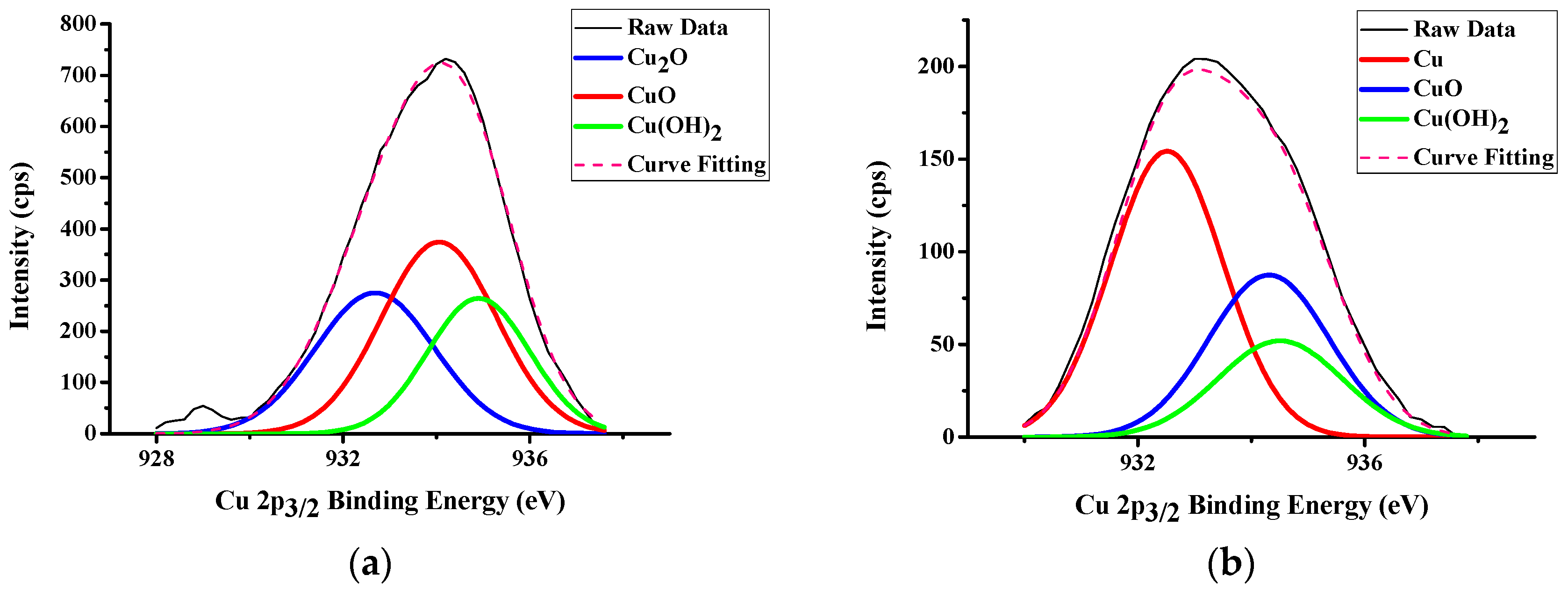
3.2. LFBGA Plasma and XPS Analysis
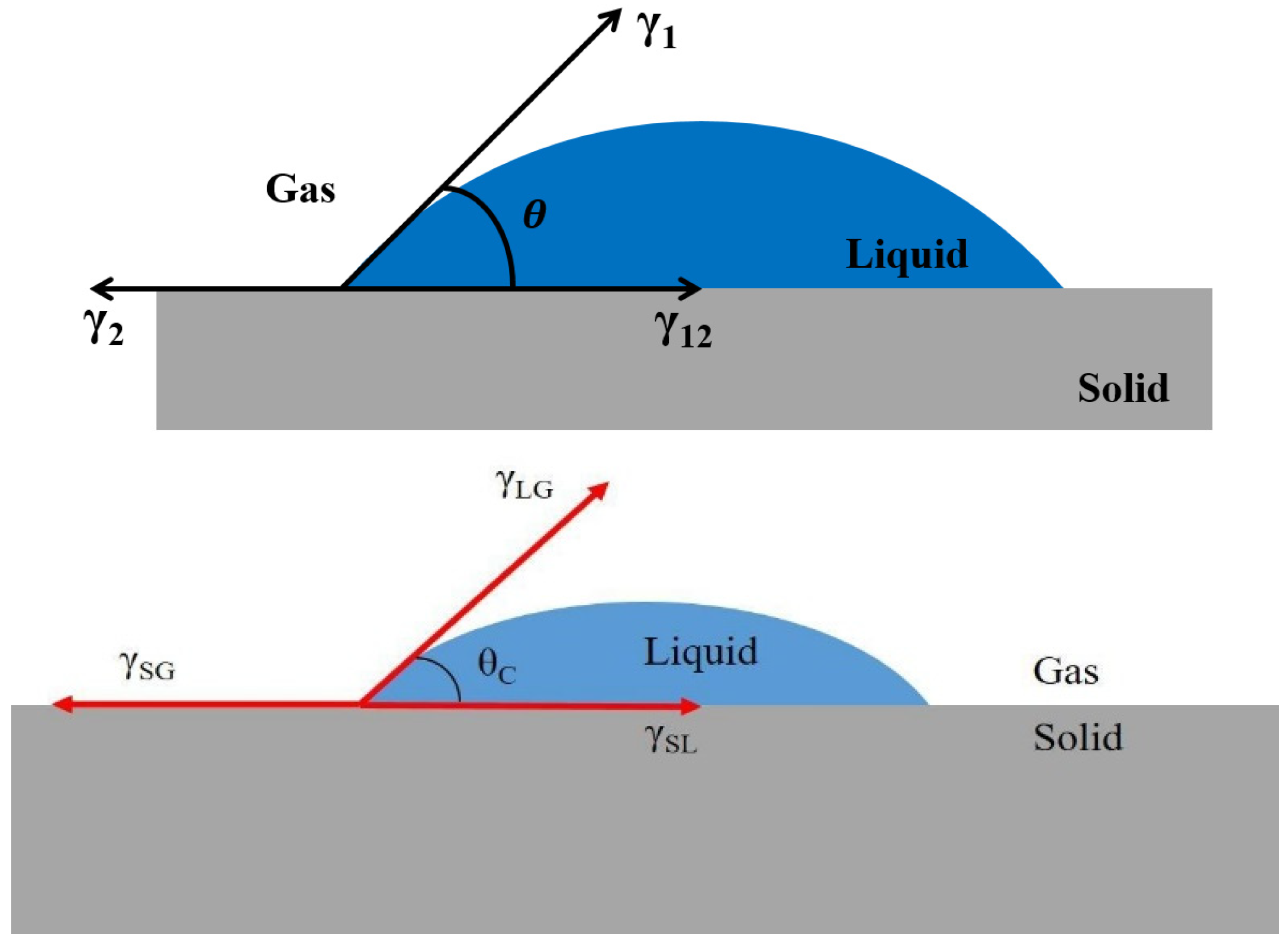
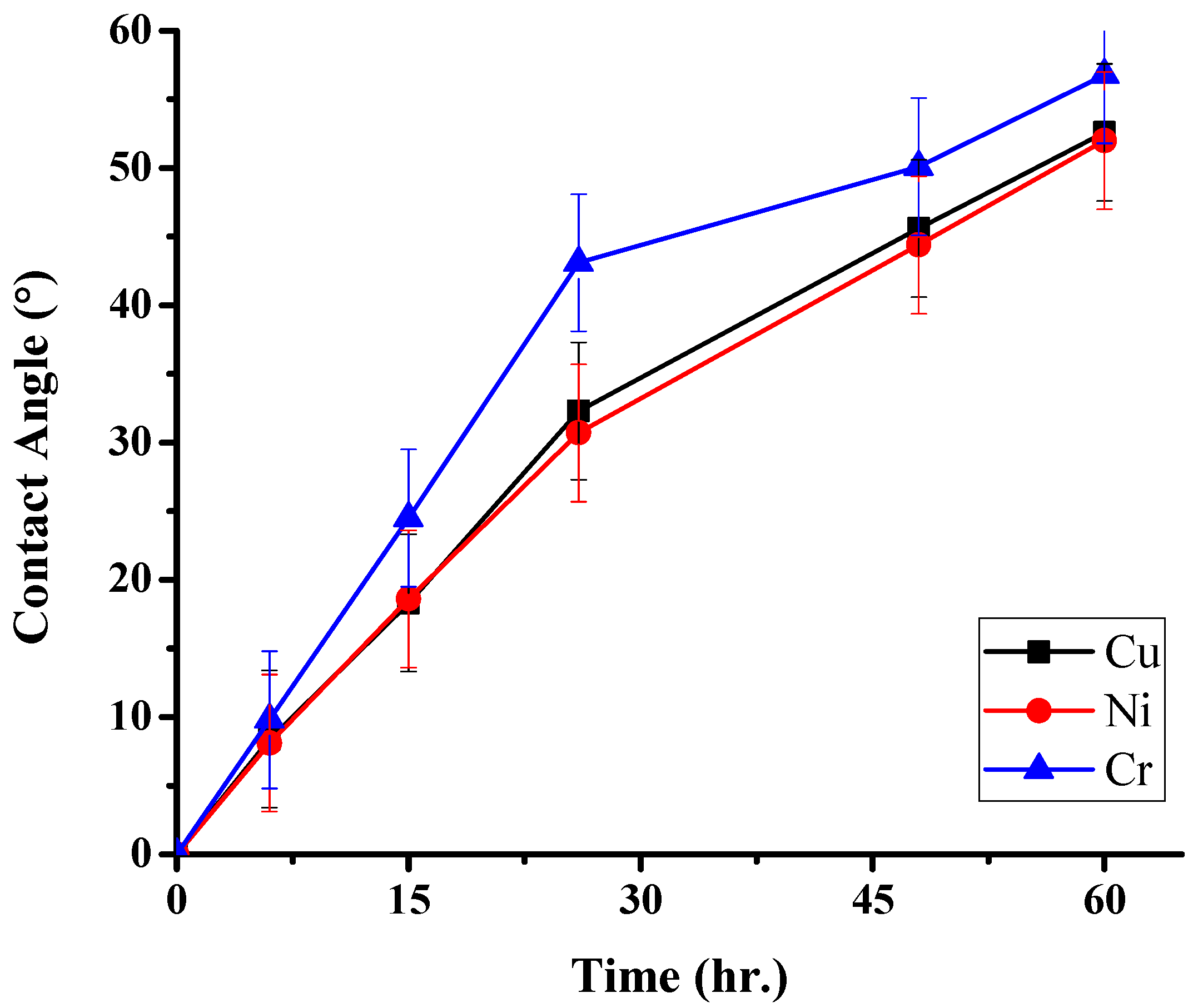
3.3. LFBGA Contact Angle and Different Metals Analysis
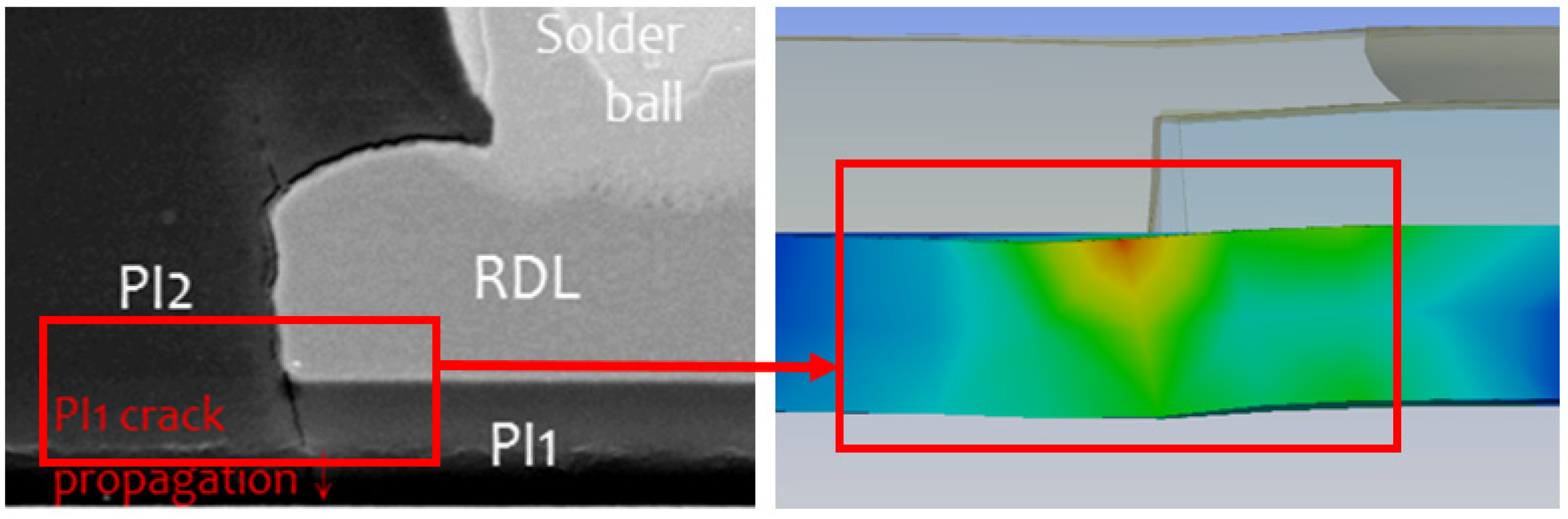
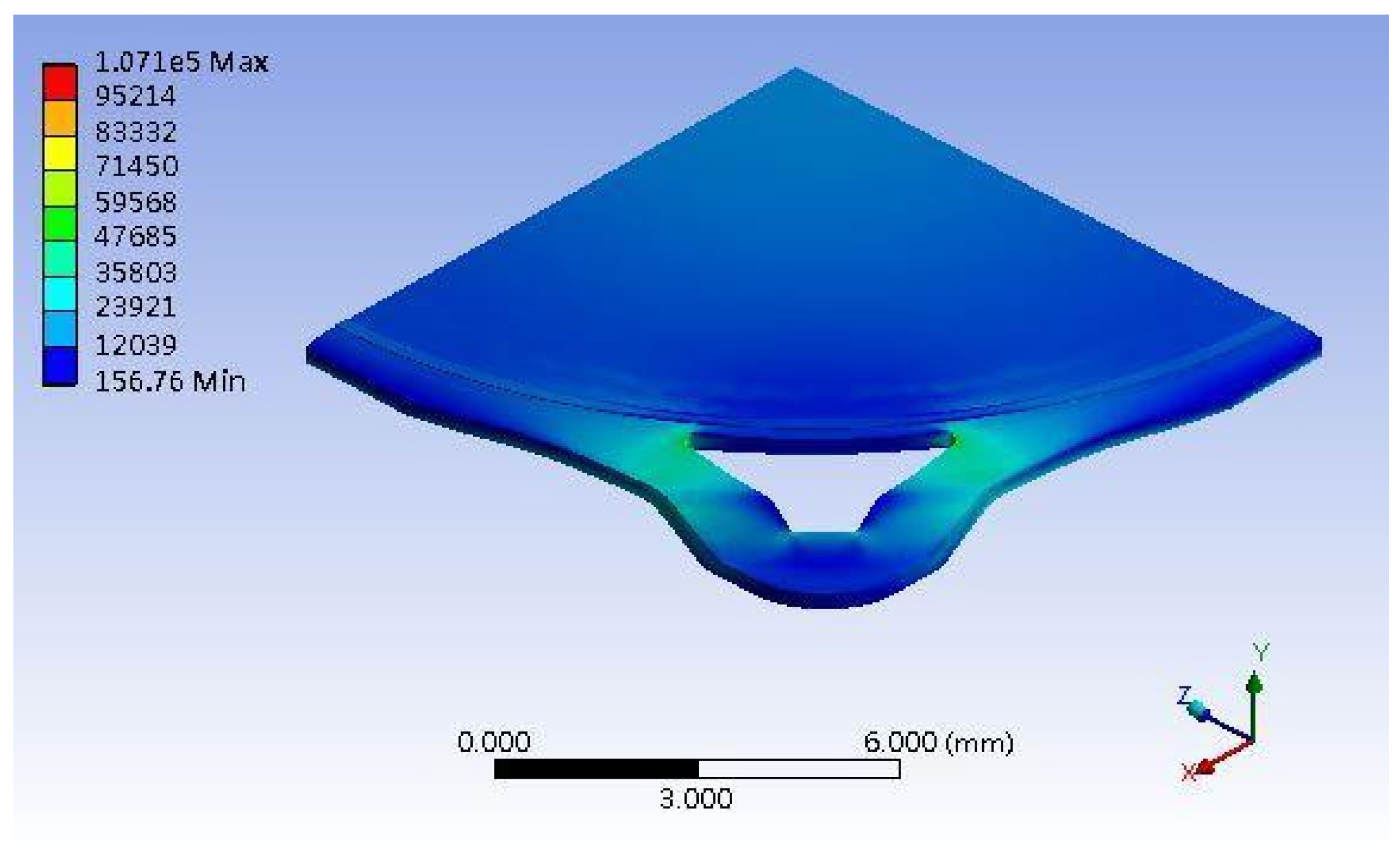
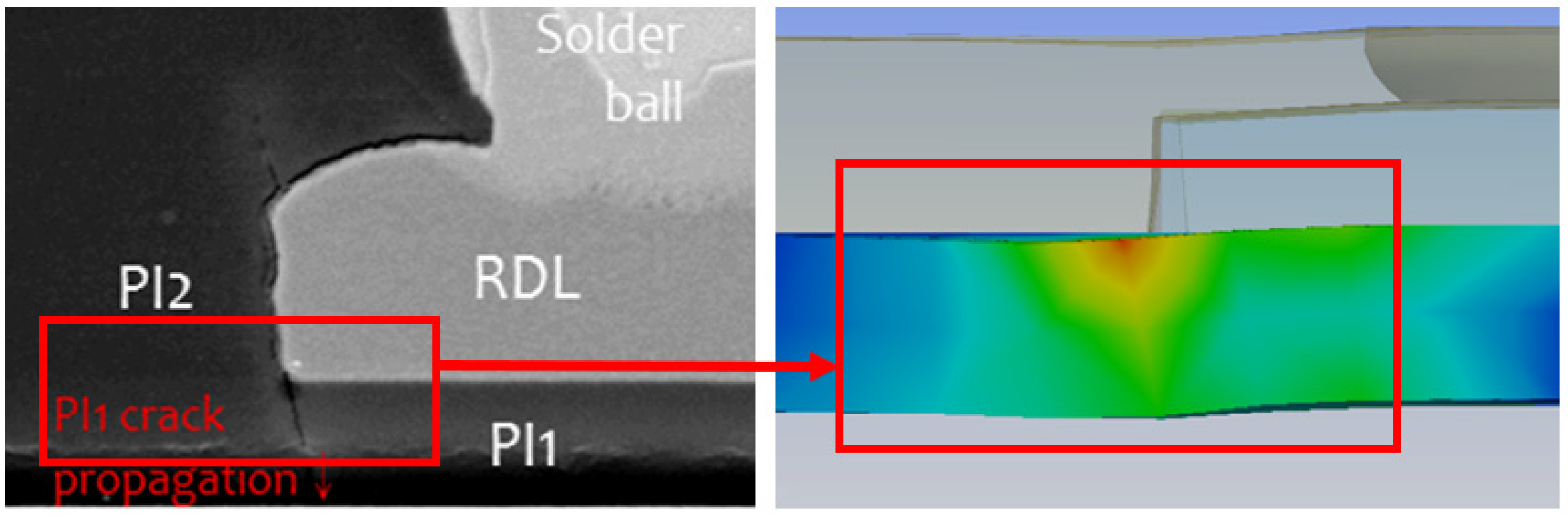
3.4. PBGA Simulation
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mangroli, A.; Vasoya, K. Optimizing Thermal and Mechanical Performance in PCBs. Glob. SMT Packag. 2007, 7, 10–12. [Google Scholar]
- Hung, S.C.; Zheng, P.J.; Ho, S.H.; Lee, S.C.; Chen, H.N.; Wu, J.D. Board level reliability of PBGA using flex substrate. Microelectron. Reliab. 2001, 41, 677–687. [Google Scholar] [CrossRef]
- Drelich, J.; Chibowski, E.; Meng, D.D.; Terpilowski, K. Hydrophilic and Superhydrophilic Surfaces and Materials. Soft Matter 2011, 7, 9804–9828. [Google Scholar] [CrossRef]
- Akaltun, Y.; Aslan, M.; Yetim, T.; Cayir, T.; Celik, A. The Effect of Wettability on Corrosion Resistance of Oxide Films Produced by SILAR Method on Magnesium, Aluminum and Copper Substrates. Surf. Coat. Technol. 2016, 292, 121–131. [Google Scholar] [CrossRef]
- Huang, D.J.; Leu, T.S. Fabrication of High Wettability Gradient on Copper Substrate. Appl. Surf. Sci. 2013, 280, 22–32. [Google Scholar] [CrossRef]
- Hsieh, J.H.; Fong, L.H.; Yi, S.; Metha, G. Plasma Cleaning of Copper Leadframe with Ar and Ar/H2 Gases. Surf. Coat. Technol. 1999, 112, 245–249. [Google Scholar] [CrossRef]
- Koo, J.M.; Lee, J.B.; Moon, Y.J.; Moon, W.C.; Jung, S.B. Atmospheric Pressure Plasma Cleaning of Gold Flip Chip Bump for Ultrasonic Flip Chip Bonding. J. Phys. Conf. Ser. 2008, 100, 012034. [Google Scholar] [CrossRef]
- Fuchs, P. Low-Pressure Plasma Cleaning of Au and PtIr Noble Metal Surfaces. Appl. Surf. Sci. 2009, 256, 1382–1390. [Google Scholar] [CrossRef]
- Young, T. An essay on the cohesion of fluids. Philos. Trans. R. Soc. Lond. 1805, 31, 65–87. [Google Scholar] [CrossRef]
- Hansen, F.K. The Measurement of Surface Energy of Polymers by Means of Contact Angles of Liquids on Solid Surfaces; Department of Chemistry University of Oslo: Oslo, Norway, 2004; pp. 2–3. [Google Scholar]
- Wagner, C.D.; Riggs, W.M.; Davis, L.E.; Moulder, F.; Muilenberg, G.E. Handbook of X-ray Photoelectron Spectroscopy; Perkin-Elmer Corporation, Physical Electronics Division: Eden Prairie, MN, USA, 1979. [Google Scholar]
- Capece, F.M.; Dicastro, V.; Furlani, C.; Mattogno, G.; Fragale, C.; Gargano, M.; Rossi, M. Copper Chromite Catalysts: XPS Structure Elucidation and Correlation with Catalytic Activity. J. Electron Spectrosc. Relat. Phenom. 1982, 27, 119–128. [Google Scholar] [CrossRef]
- Wichterlova, B.; Krajcikova, L.; Tvaruskova, Z.; Beran, S. Chromium Ions in Zeolites. Part 4—X-ray Photoelectron Spectroscopic Study of Chromium Valence States in the Surface Layers of CrY Zeolites. J. Chem. Soc. Faraday Trans. 1 Phys. Chem. Condens. Phases 1984, 80, 2639–2645. [Google Scholar] [CrossRef]
- Wang, Y.; Liang, Y.; He, J.; Zhang, W.X.; Luo, J.W.; Lu, J.Q.; Luo, M.F. Catalytic Behaviors of Cr2O3 and CrO3/Cr2O3 Catalysts for Gas Phase Fluorination of 2-Chloro-1, 1, 1-Trifluoroethane: Active Species and Catalyst Deactivation. Chin. J. Inorg. Chem. 2016, 33, 123–133. [Google Scholar]
- Powell, C.J.; Erickson, N.E.; Jach, T. Summary Abstract: Accurate Determination of the Energies of Auger Electrons and Photoelectrons from Nickel, Copper, and Gold. J. Vac. Sci. Technol. 1982, 20, 625. [Google Scholar] [CrossRef]
- Li, C.P.; Proctor, A.; Hercules, D.M. Curve Fitting Analysis of ESCA Ni 2p Spectra of Nickel-Oxygen Compounds and Ni/Al2O3 Catalysts. Appl. Spectrosc. 1984, 38, 880–886. [Google Scholar] [CrossRef]
- Kim, K.S.; Winograd, N. X-ray Photoelectron Spectroscopic Studies of Nickel-Oxygen Surfaces Using Oxygen and Argon Ion-bombardment. Surf. Sci. 1974, 43, 625–643. [Google Scholar] [CrossRef]
- McIntyre, N.S.; Sunder, S.; Shoesmith, D.W.; Stanchell, F.W. Chemical Information from XPS—Applications to the Analysis of Electrode Surfaces. J. Vac. Sci. Technol. 1981, 18, 714. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Parameter | Cu | Epoxy | Units |
|---|---|---|---|
| Density | 8940 | 1.75 | kg/m3 |
| Young’s modulus | 117 | 25.48 | GPa |
| Poisson’s ratio | 0.3 | 0.3 | -- |
| Heat transfer coefficient | 391 | -- | W/m·K |
| Specific heat | 385 | -- | J/kg·K |
| CTE | 16.5 | 9 (CTE1), 34 (CTE2) (Tg: 127 °C) | ppm/K |
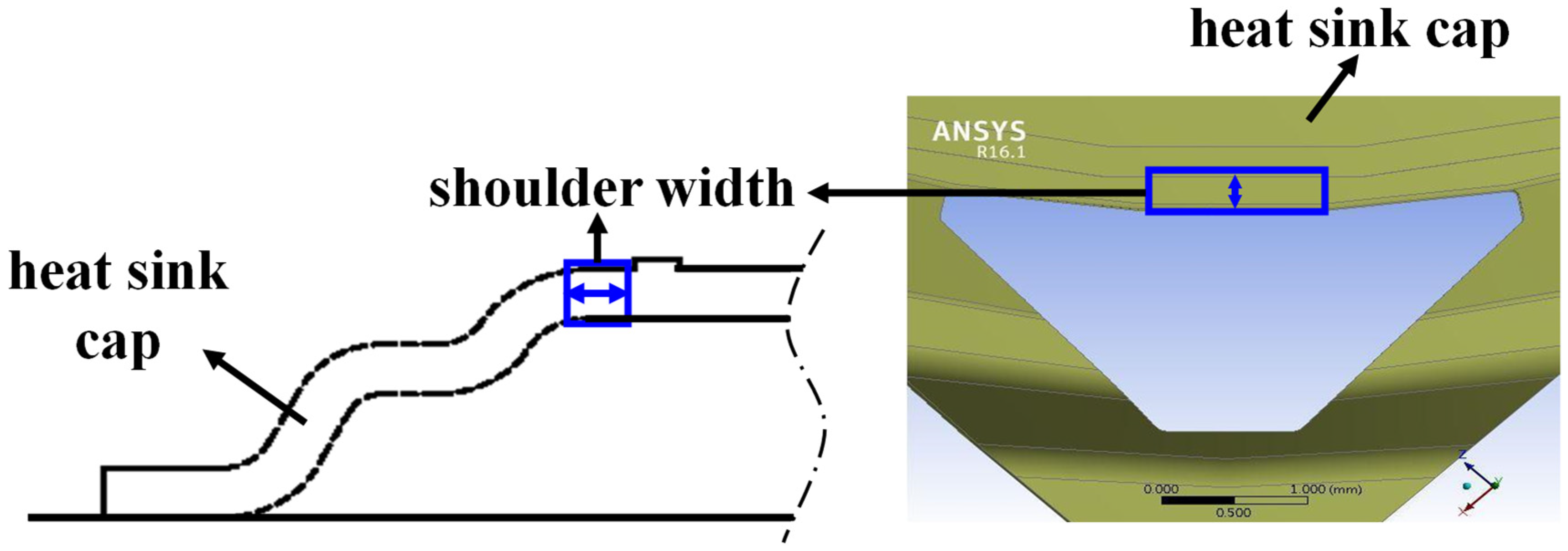
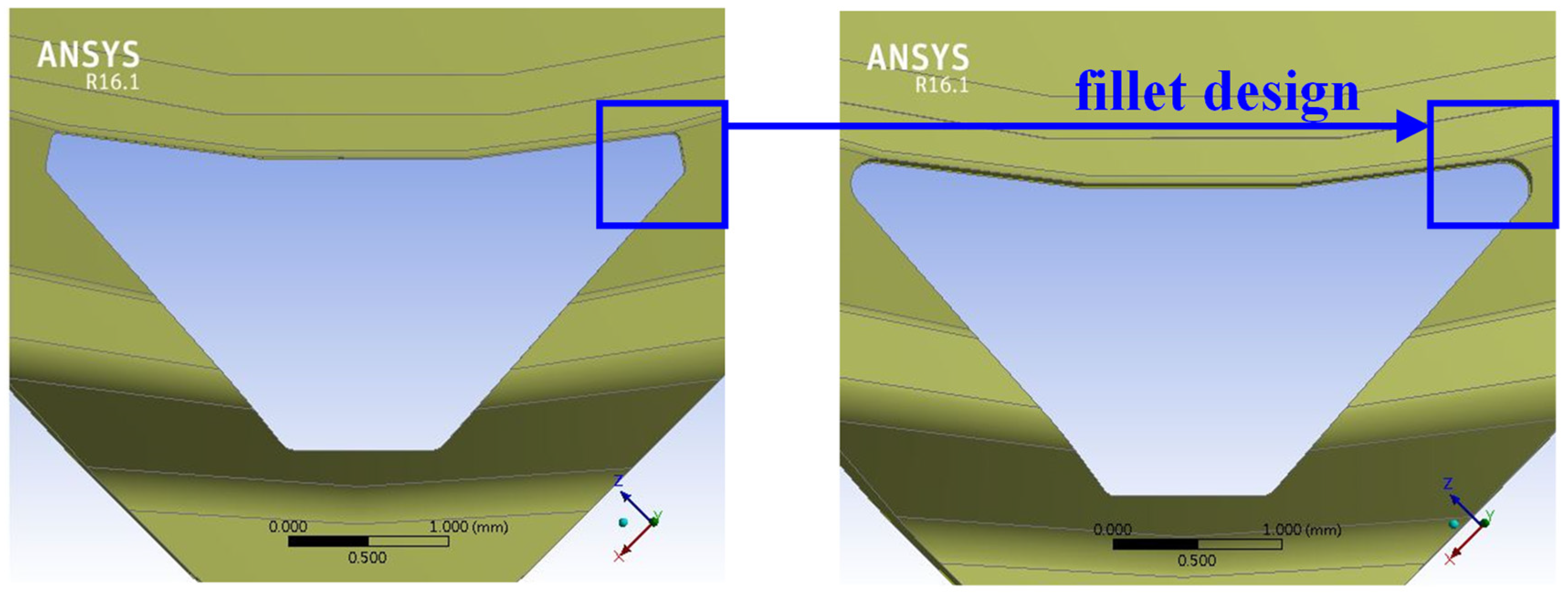
| Mechanical Parameter | Lower Limit | Upper Limit | Units |
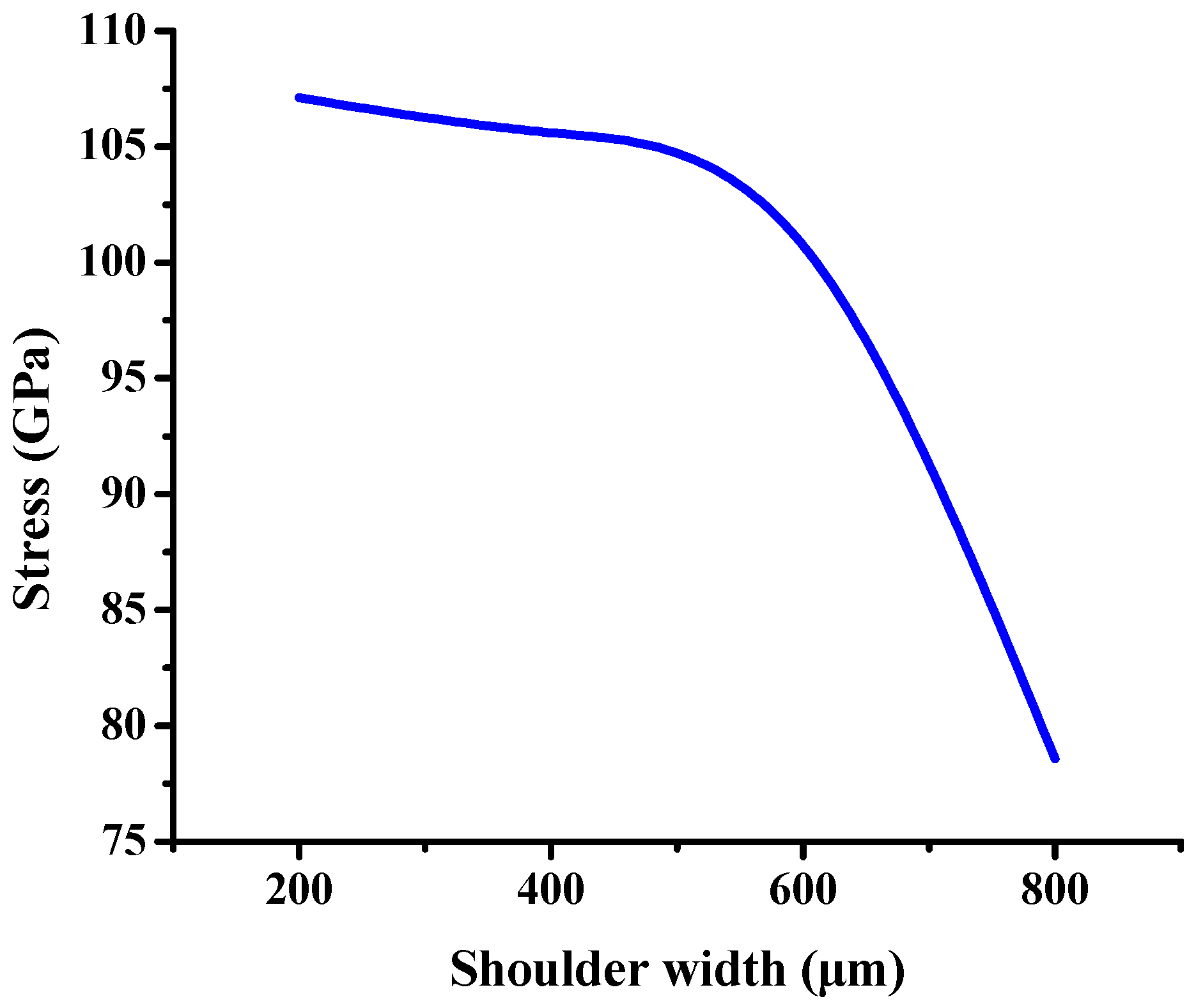
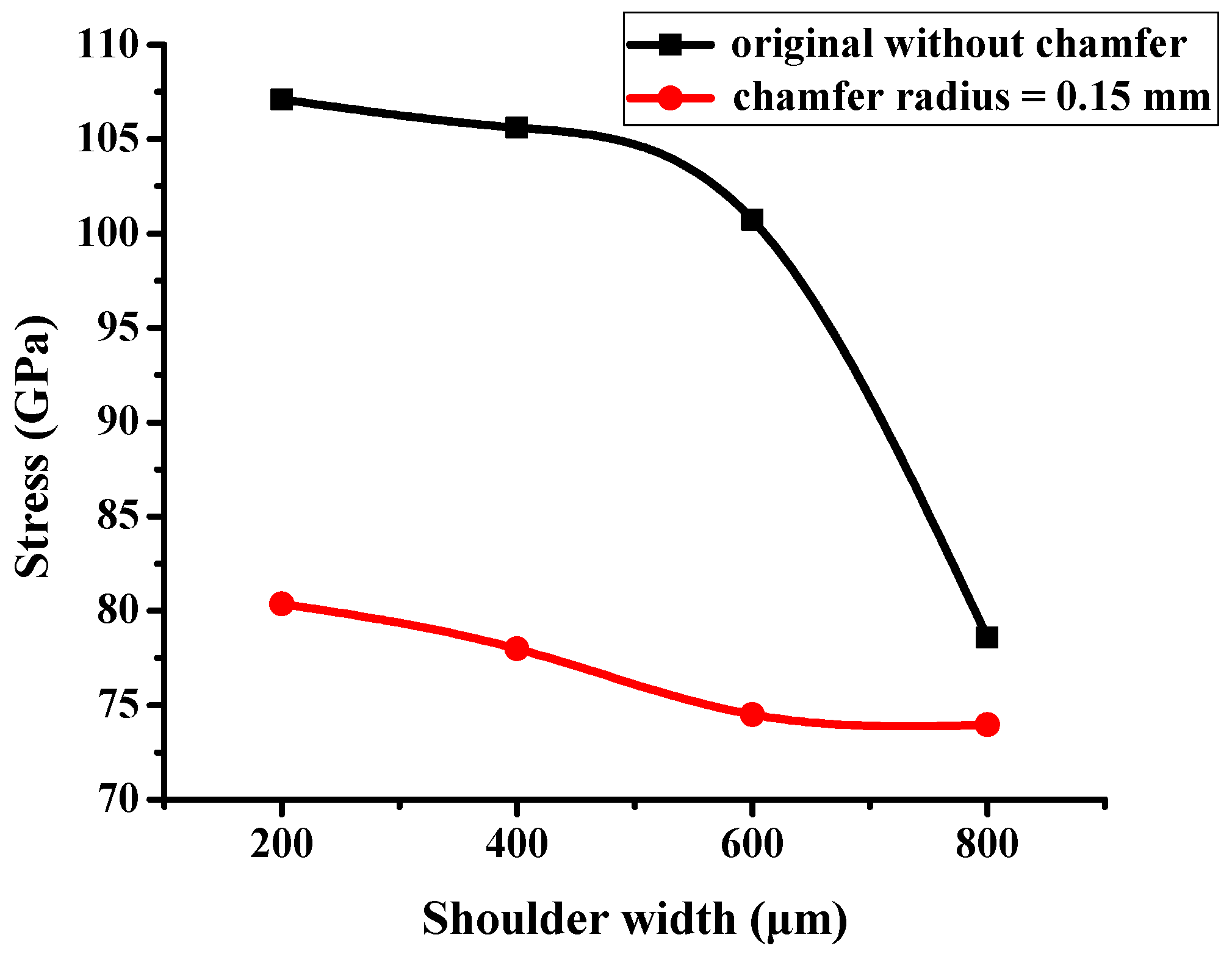
| Shoulder width | 200 | 800 | μm |
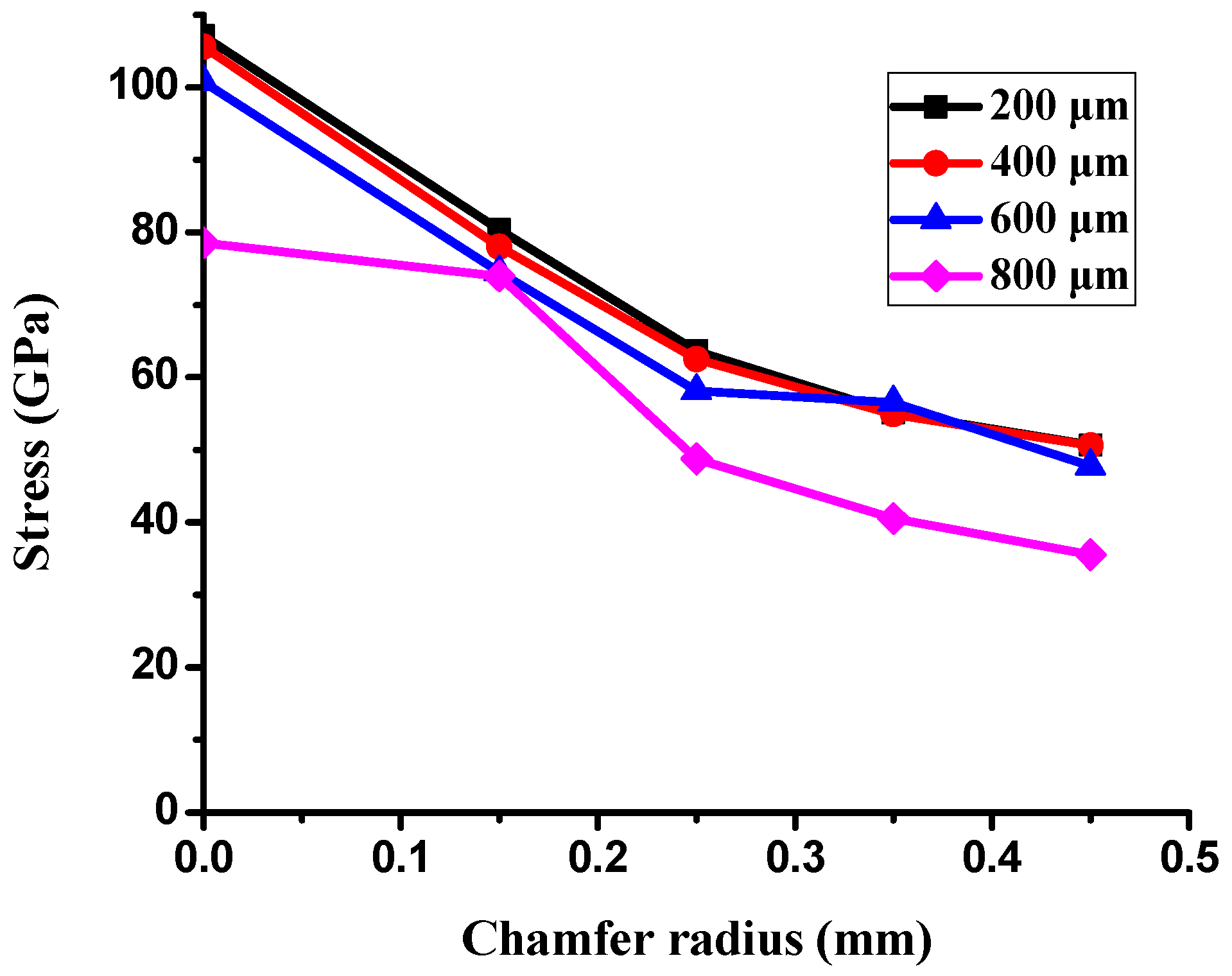
| Chamfer radius | 0.15 | 0.45 | mm |
| Group | Shoulder Width (μm) | Chamfer Radius (mm) |
|---|---|---|
| 1 | 200 | Original without chamfer |
| 2 | 200 | 0.15 |
| 3 | 200 | 0.25 |
| 4 | 200 | 0.35 |
| 5 | 200 | 0.45 |
| 6 | 400 | Original without chamfer |
| 7 | 400 | 0.15 |
| 8 | 400 | 0.25 |
| 9 | 400 | 0.35 |
| 10 | 400 | 0.45 |
| 11 | 600 | Original without chamfer |
| 12 | 600 | 0.15 |
| 13 | 600 | 0.25 |
| 14 | 600 | 0.35 |
| 15 | 600 | 0.45 |
| 16 | 800 | Original without chamfer |
| 17 | 800 | 0.15 |
| 18 | 800 | 0.25 |
| 19 | 800 | 0.35 |
| 20 | 800 | 0.45 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, C.-T.; Wang, S.-Y.; Yen, C.-K.; Ho, C.-K.; Yen, J.-F.; Chen, S.-W.; Fu, F.-R.; Lin, Y.-T.; Lin, C.-H.; Kumar, A.; et al. Study on Delamination Between Polymer Materials and Metals in IC Packaging Process. Polymers 2019, 11, 940. https://doi.org/10.3390/polym11060940
Pan C-T, Wang S-Y, Yen C-K, Ho C-K, Yen J-F, Chen S-W, Fu F-R, Lin Y-T, Lin C-H, Kumar A, et al. Study on Delamination Between Polymer Materials and Metals in IC Packaging Process. Polymers. 2019; 11(6):940. https://doi.org/10.3390/polym11060940
Chicago/Turabian StylePan, Cheng-Tang, Shao-Yu Wang, Chung-Kun Yen, Chien-Kai Ho, Jhan-Foug Yen, Shi-Wei Chen, Fan-Rui Fu, Yi-Tzu Lin, Cing-Hao Lin, Ajay Kumar, and et al. 2019. "Study on Delamination Between Polymer Materials and Metals in IC Packaging Process" Polymers 11, no. 6: 940. https://doi.org/10.3390/polym11060940
APA StylePan, C.-T., Wang, S.-Y., Yen, C.-K., Ho, C.-K., Yen, J.-F., Chen, S.-W., Fu, F.-R., Lin, Y.-T., Lin, C.-H., Kumar, A., & Shiue, Y.-L. (2019). Study on Delamination Between Polymer Materials and Metals in IC Packaging Process. Polymers, 11(6), 940. https://doi.org/10.3390/polym11060940