A Parallel Bicomponent TPU/PI Membrane with Mechanical Strength Enhanced Isotropic Interfaces Used as Polymer Electrolyte for Lithium-Ion Battery

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
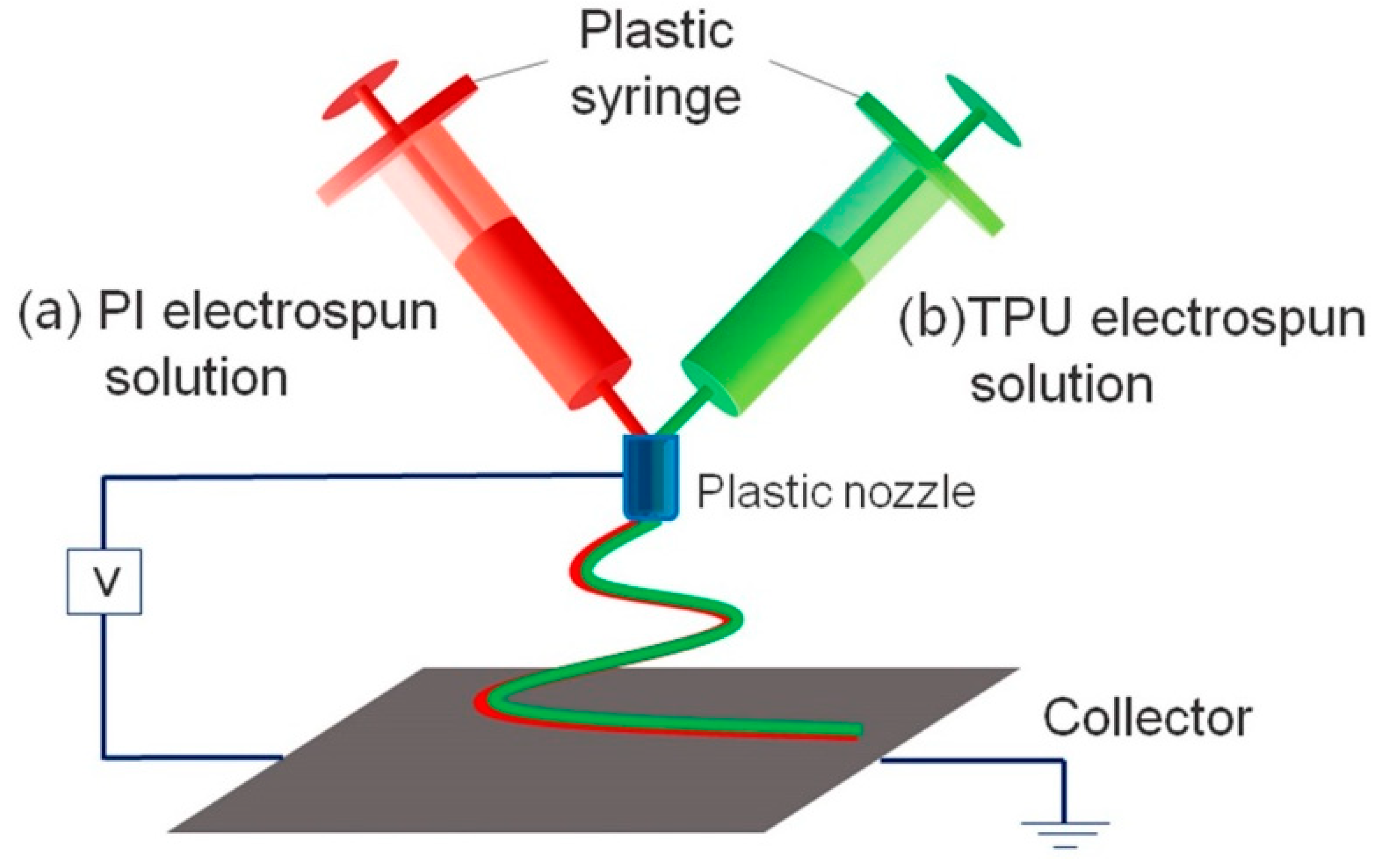
2.2. Preparation of Side-By-Side Fibers
2.3. Electrode Preparation and Cell Assembly
2.4. Measurements and Characterization
3. Results and Discussions
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Arora, P.; Zhang, Z. Battery Separators. Chem. Rev. 2004, 104, 4419–4462. [Google Scholar] [CrossRef] [PubMed]
- Tobishima, S.-I.; Yamaki, J.-I. A consideration of lithium cell safety. J. Power Sources 1999, 81–82, 882–886. [Google Scholar] [CrossRef]
- Brandt, K. Historical development of secondary lithium batteries. Solid State Ion. 1994, 69, 173–183. [Google Scholar] [CrossRef]
- Balakrishnan, G.; Ramesh, R.; Kumar, T.P. Safety mechanisms in lithium-ion batteries. J. Power Sources 2006, 155, 401–414. [Google Scholar] [CrossRef]
- Kang, W.; Deng, N.; Ma, X.; Ju, J.; Li, L.; Liu, X.; Cheng, B. A thermostability gel polymer electrolyte with electrospun nanofiber separator of organic F-doped poly-m-phenyleneisophthalamide for lithium-ion battery. Electrochim. Acta 2016, 216, 276–286. [Google Scholar] [CrossRef]
- Shi, C.; Zhang, P.; Chen, L.; Yang, P.; Zhao, J. Effect of a thin ceramic-coating layer on thermal and electrochemical properties of polyethylene separator for lithium-ion batteries. J. Power Sources 2014, 270, 547–553. [Google Scholar] [CrossRef]
- Lee, H.; Jeon, H.; Gong, S.; Ryou, M.-H.; Lee, Y.M. A facile method to enhance the uniformity and adhesion properties of water-based ceramic coating layers on hydrophobic polyethylene separators. Appl. Surf. Sci. 2018, 427, 139–146. [Google Scholar] [CrossRef]
- Shi, C.; Dai, J.; Li, C.; Shen, X.; Peng, L.; Zhang, P.; Wu, D.; Sun, D.; Zhao, J. A Modified Ceramic-Coating Separator with High-Temperature Stability for Lithium-Ion Battery. Polymers 2017, 9, 159. [Google Scholar] [CrossRef]
- Zhang, L.C.; Hu, Z.; Wang, L.; Teng, F.; Yu, Y.; Chen, C.H. Rice paper-derived 3D-porous carbon films for lithium-ion batteries. Electrochim. Acta 2013, 89, 310–316. [Google Scholar] [CrossRef]
- Chen, J.; Wang, S.; Cai, D.; Wang, H. Porous SiO2 as a separator to improve the electrochemical performance of spinel LiMn2O4 cathode. J. Membr. Sci. 2014, 449, 169–175. [Google Scholar] [CrossRef]
- Xu, Q.; Kong, Q.; Liu, Z.; Wang, X.; Liu, R.; Zhang, J.; Yue, L.; Duan, Y.; Cui, G. Cellulose/Polysulfonamide Composite Membrane as a High Performance Lithium-Ion Battery Separator. ACS Sustain. Chem. Eng. 2014, 2, 194–199. [Google Scholar] [CrossRef]
- Xu, Q.; Wei, C.; Fan, L.; Peng, S.; Xu, W.; Xu, J. A bacterial cellulose/Al2O3 nanofibrous composite membrane for a lithium-ion battery separator. Cellulose 2017, 24, 1889–1899. [Google Scholar] [CrossRef]
- Shen, X.; Li, C.; Shi, C.; Yang, C.; Deng, L.; Zhang, W.; Peng, L.; Dai, J.; Wu, D.; et al. Core-shell structured ceramic nonwoven separators by atomic layer deposition for safe lithium-ion batteries. Appl. Surf. Sci. 2018, 441, 165–173. [Google Scholar] [CrossRef]
- Li, H.; Niu, D.-H.; Zhou, H.; Chao, C.-Y.; Wu, L.-J.; Han, P.-L. Preparation and characterization of PVDF separators for lithium ion cells using hydroxyl-terminated polybutadiene grafted methoxyl polyethylene glycol (HTPB-g-MPEG) as additive. Appl. Surf. Sci. 2018, 440, 186–192. [Google Scholar] [CrossRef]
- Miao, Y.-E.; Zhu, G.-N.; Hou, H.; Xia, Y.-Y.; Liu, T. Electrospun polyimide nanofiber-based nonwoven separators for lithium-ion batteries. J. Power Sources 2013, 226, 82–86. [Google Scholar] [CrossRef]
- Bhardwaj, N.; Kundu, S.C. Electrospinning: A fascinating fiber fabrication technique. Biotechnol. Adv. 2010, 28, 325–347. [Google Scholar] [CrossRef] [PubMed]
- Lee, Y.-Y.; Liu, Y.-L. Crosslinked electrospun poly(vinylidene difluoride) fiber mat as a matrix of gel polymer electrolyte for fast-charging lithium-ion battery. Electrochim. Acta 2017, 258, 1329–1335. [Google Scholar] [CrossRef]
- Lu, C.; Qi, W.; Li, L.; Xu, J.; Chen, P.; Xu, R.; Han, L.; Yu, Q. Electrochemical performance and thermal property of electrospun PPESK/PVDF/PPESK composite separator for lithium-ion battery. J. Appl. Electrochem. 2013, 43, 711–720. [Google Scholar] [CrossRef]
- Zhang, M.Y.; Li, M.X.; Chang, Z.; Wang, Y.F.; Gao, J.; Zhu, Y.S.; Wu, Y.P.; Huang, W. A Sandwich PVDF/HEC/PVDF Gel Polymer Electrolyte for Lithium Ion Battery. Electrochim. Acta 2017, 245, 752–759. [Google Scholar] [CrossRef]
- Shin, W.-K.; Yoo, J.H.; Choi, W.; Chung, K.Y.; Jang, S.S.; Kim, D.-W. Cycling performance of lithium-ion polymer cells assembled with a cross-linked composite polymer electrolyte using a fibrous polyacrylonitrile membrane and vinyl-functionalized SiO2 nanoparticles. J. Mater. Chem. A 2015, 3, 12163–12170. [Google Scholar] [CrossRef]
- Wang, Q.; Song, W.-L.; Fan, L.-Z.; Song, Y. Facile fabrication of polyacrylonitrile/alumina composite membranes based on triethylene glycol diacetate-2-propenoic acid butyl ester gel polymer electrolytes for high-voltage lithium-ion batteries. J. Membr. Sci. 2015, 486, 21–28. [Google Scholar] [CrossRef]
- Shi, C.; Zhang, P.; Huang, S.; He, X.; Yang, P.; Wu, D.; Sun, D.; Zhao, J. Functional separator consisted of polyimide nonwoven fabrics and polyethylene coating layer for lithium-ion batteries. J. Power Sources 2015, 298, 158–165. [Google Scholar] [CrossRef]
- Jin, G.; Lee, S.; Kim, S.H.; Kim, M.; Jang, J.H. Bicomponent electrospinning to fabricate three-dimensional hydrogel-hybrid nanofibrous scaffolds with spatial fiber tortuosity. Biomed. Microdevices 2014, 16, 793–804. [Google Scholar] [CrossRef] [PubMed]
- Gupta, P.; Wilkes, G.L. Some investigations on the fiber formation by utilizing a side-by-side bicomponent electrospinning approach. Polymer 2003, 44, 6353–6359. [Google Scholar] [CrossRef]
- Shi, J.; Hu, H.; Xia, Y.; Liu, Y.; Liu, Z. Polyimide matrix-enhanced cross-linked gel separator with three-dimensional heat-resistance skeleton for high-safety and high-power lithium ion batteries. J. Mater. Chem. A 2014, 2, 9134–9141. [Google Scholar] [CrossRef]
- Liu, J.; Liu, Y.; Yang, W.; Ren, Q.; Li, F.; Huang, Z. Lithium ion battery separator with high performance and high safety enabled by tri-layered SiO2@PI/m-PE/SiO2@PI nanofiber composite membrane. J. Power Sources 2018, 396, 265–275. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Z.; Haibara, M.; Sun, D.; Ma, X.; Jin, Y.; Munakata, H.; Kanamura, K. Reduced Polysulfide Shuttle Effect by Using Polyimide Separators with Ionic Liquid-based Electrolytes in Lithium-Sulfur Battery. Electrochim. Acta 2017, 255, 109–117. [Google Scholar] [CrossRef]
- Li, Z.; Kou, K.; Xue, J.; Pan, C.; Wu, G. Study of triazine-based-polyimides composites working as gel polymer electrolytes in ITO-glass based capacitor devices. J. Mater. Sci. Mater. Electron. 2019. [Google Scholar] [CrossRef]
- Wu, N.; Jing, B.; Cao, Q.; Wang, X.; Hao, K.; Wang, Q. A novel electrospun TPU/PVdF porous fibrous polymer electrolyte for lithium ion batteries. J. Appl. Polym. Sci. 2012, 125, 2556–2563. [Google Scholar] [CrossRef]
- Tao, C.; Gao, M.H.; Yin, B.H.; Li, B.; Huang, Y.P.; Xu, G.; Bao, J.J.; Tao, C.; Gao, M.H.; Yin, B.H. A promising TPU/PEO blend polymer electrolyte for all-solid-state lithium ion batteries. Electrochim. Acta 2017, 257, 31–39. [Google Scholar] [CrossRef]
- Liu, K.; Liu, M.; Cheng, J.; Dong, S.; Wang, C.; Wang, Q.; Zhou, X.; Sun, H.; Chen, X.; Cui, G. Novel cellulose/polyurethane composite gel polymer electrolyte for high performance lithium batteries. Electrochim. Acta 2016, 215, 261–266. [Google Scholar] [CrossRef]
- Yu, D.G.; Yang, C.; Jin, M.; Williams, G.R.; Zou, H.; Wang, X.; Bligh, S.W. Medicated Janus fibers fabricated using a Teflon-coated side-by-side spinneret. Colloids Surf. B Biointerfaces 2016, 138, 110–116. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.S. A review on the separators of liquid electrolyte Li-ion batteries. J. Power Sources 2007, 164, 351–364. [Google Scholar] [CrossRef]
- Aradian, A.; Raphaël, A.E.; Gennes, P.G.D. Strengthening of a Polymer Interface: Interdiffusion and Cross-Linking. Macromolecules 2000, 33, 9444–9451. [Google Scholar] [CrossRef]
- Chen, W.; Liu, Y.; Ma, Y.; Liu, J.; Liu, X. Improved performance of PVdF-HFP/PI nanofiber membrane for lithium ion battery separator prepared by a bicomponent cross-electrospinning method. Mater. Lett. 2014, 133, 67–70. [Google Scholar] [CrossRef]
- Huo, H.; Zhao, N.; Sun, J.; Du, F.; Li, Y.; Guo, X. Composite electrolytes of polyethylene oxides/garnets interfacially wetted by ionic liquid for room-temperature solid-state lithium battery. J. Power Sources 2017, 372, 1–7. [Google Scholar] [CrossRef]
- Wu, G.; Jia, Z.; Cheng, Y.; Zhang, H.; Zhou, X.; Wu, H. Easy synthesis of multi-shelled ZnO hollow spheres and their conversion into hedgehog-like ZnO hollow spheres with superior rate performance for lithium ion batteries. Appl. Surf. Sci. 2019, 464, 472–478. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PE | TPU/PI | |
|---|---|---|
| Thickness (μm) | 20 ± 1 | 40 ± 2 |
| Weight (mg) | 3.0 | 2.9 |
| Porosity (%) | 42.6 ± 1 | 87.9 ± 1 |
| Electrolyte uptake (%) | 64.5 ± 4 | 665 ± 6 |
| Ionic conductivity (mS·cm−1) | 1.20 | 5.06 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, M.; Zhu, J.; Yang, C.; Gao, R.; Shi, C.; Zhao, J. A Parallel Bicomponent TPU/PI Membrane with Mechanical Strength Enhanced Isotropic Interfaces Used as Polymer Electrolyte for Lithium-Ion Battery. Polymers 2019, 11, 185. https://doi.org/10.3390/polym11010185
Cai M, Zhu J, Yang C, Gao R, Shi C, Zhao J. A Parallel Bicomponent TPU/PI Membrane with Mechanical Strength Enhanced Isotropic Interfaces Used as Polymer Electrolyte for Lithium-Ion Battery. Polymers. 2019; 11(1):185. https://doi.org/10.3390/polym11010185
Chicago/Turabian StyleCai, Ming, Jianwei Zhu, Chaochao Yang, Ruoyang Gao, Chuan Shi, and Jinbao Zhao. 2019. "A Parallel Bicomponent TPU/PI Membrane with Mechanical Strength Enhanced Isotropic Interfaces Used as Polymer Electrolyte for Lithium-Ion Battery" Polymers 11, no. 1: 185. https://doi.org/10.3390/polym11010185
APA StyleCai, M., Zhu, J., Yang, C., Gao, R., Shi, C., & Zhao, J. (2019). A Parallel Bicomponent TPU/PI Membrane with Mechanical Strength Enhanced Isotropic Interfaces Used as Polymer Electrolyte for Lithium-Ion Battery. Polymers, 11(1), 185. https://doi.org/10.3390/polym11010185