Effect of ECAP on the Microstructure and Mechanical Properties of a Rolled Mg-2Y-0.6Nd-0.6Zr Magnesium Alloy


Abstract
:1. Introduction
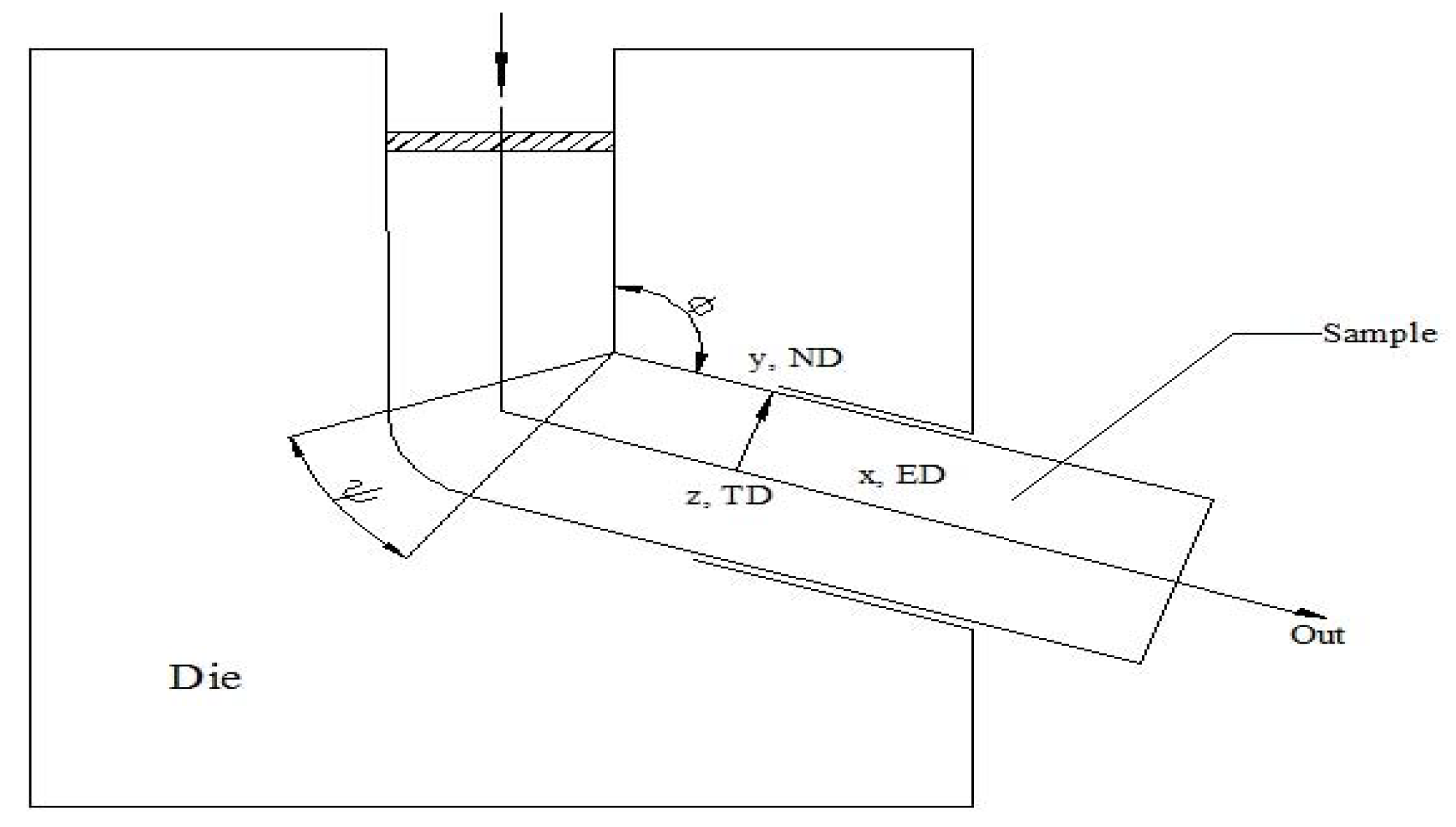
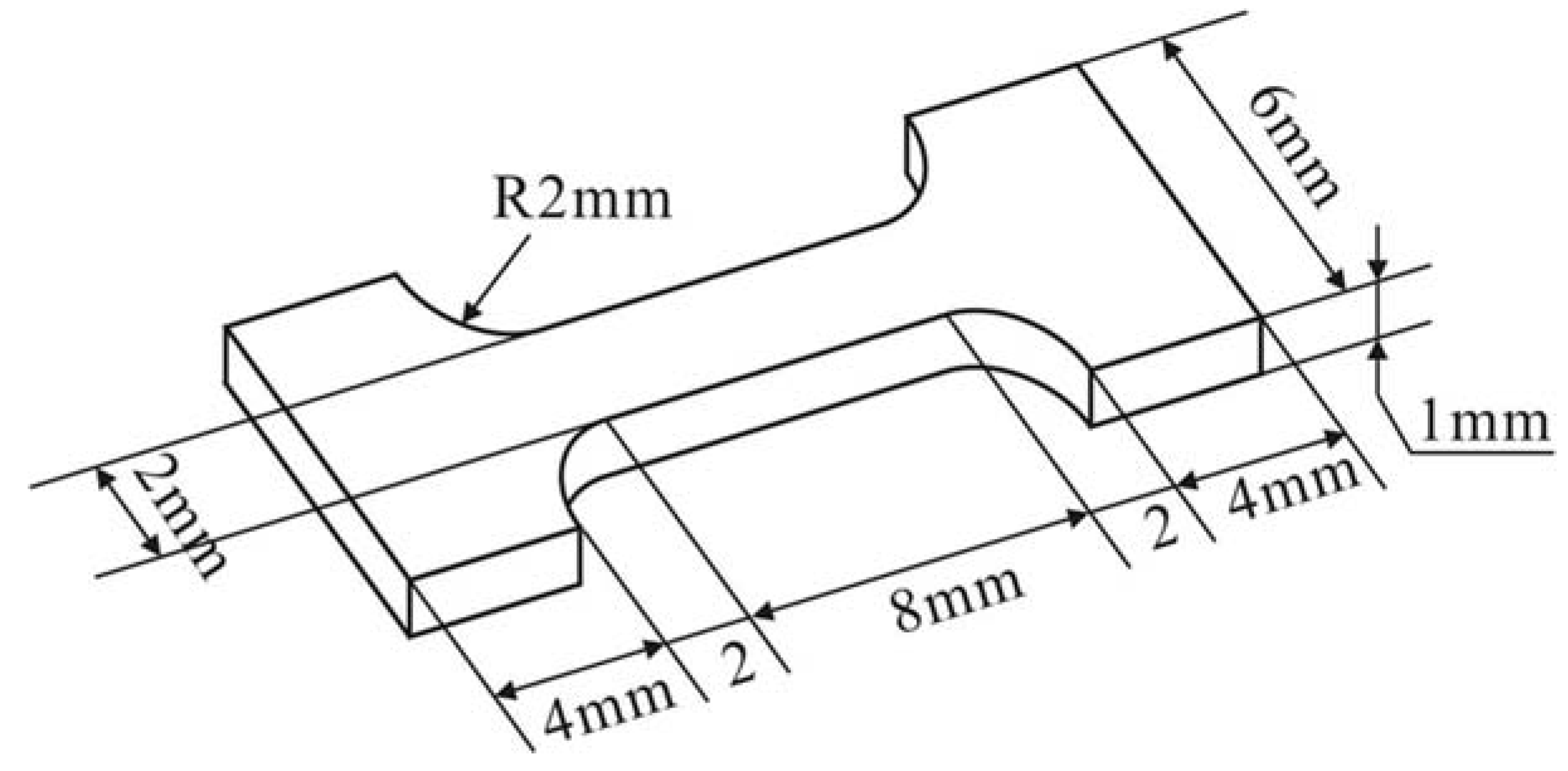
2. Materials and Methods
3. Results
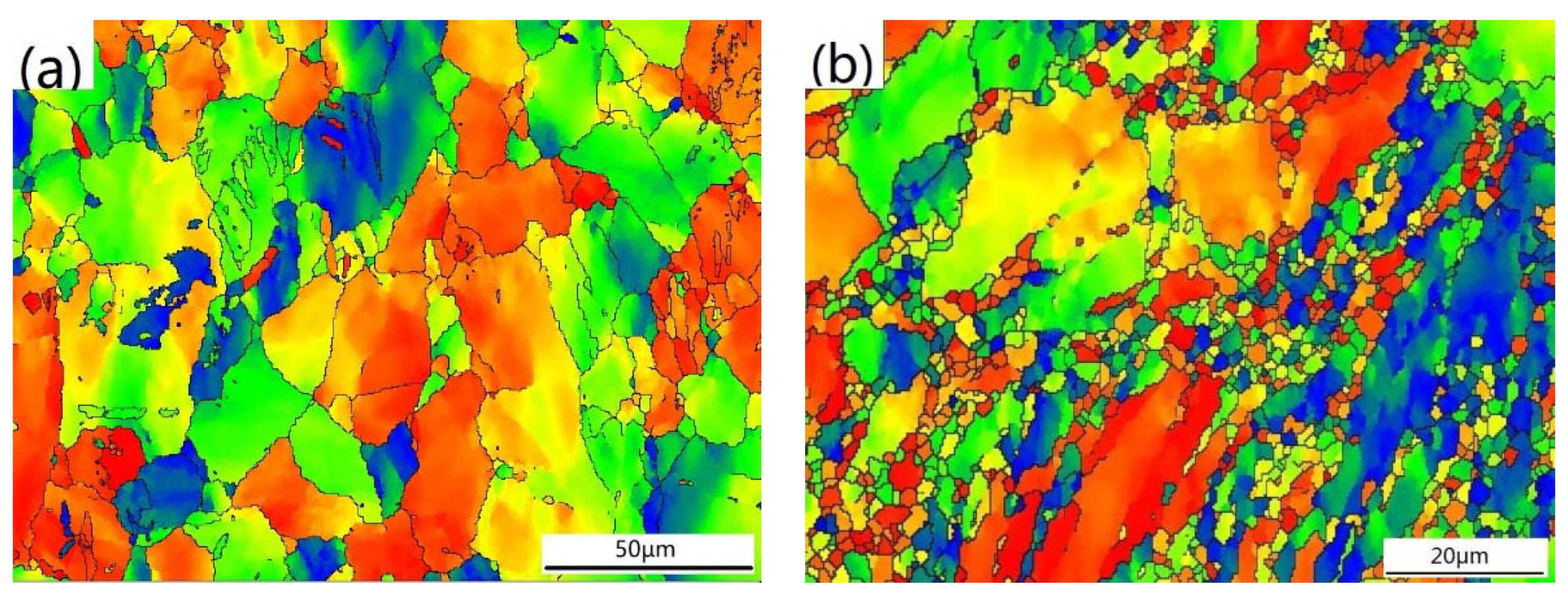
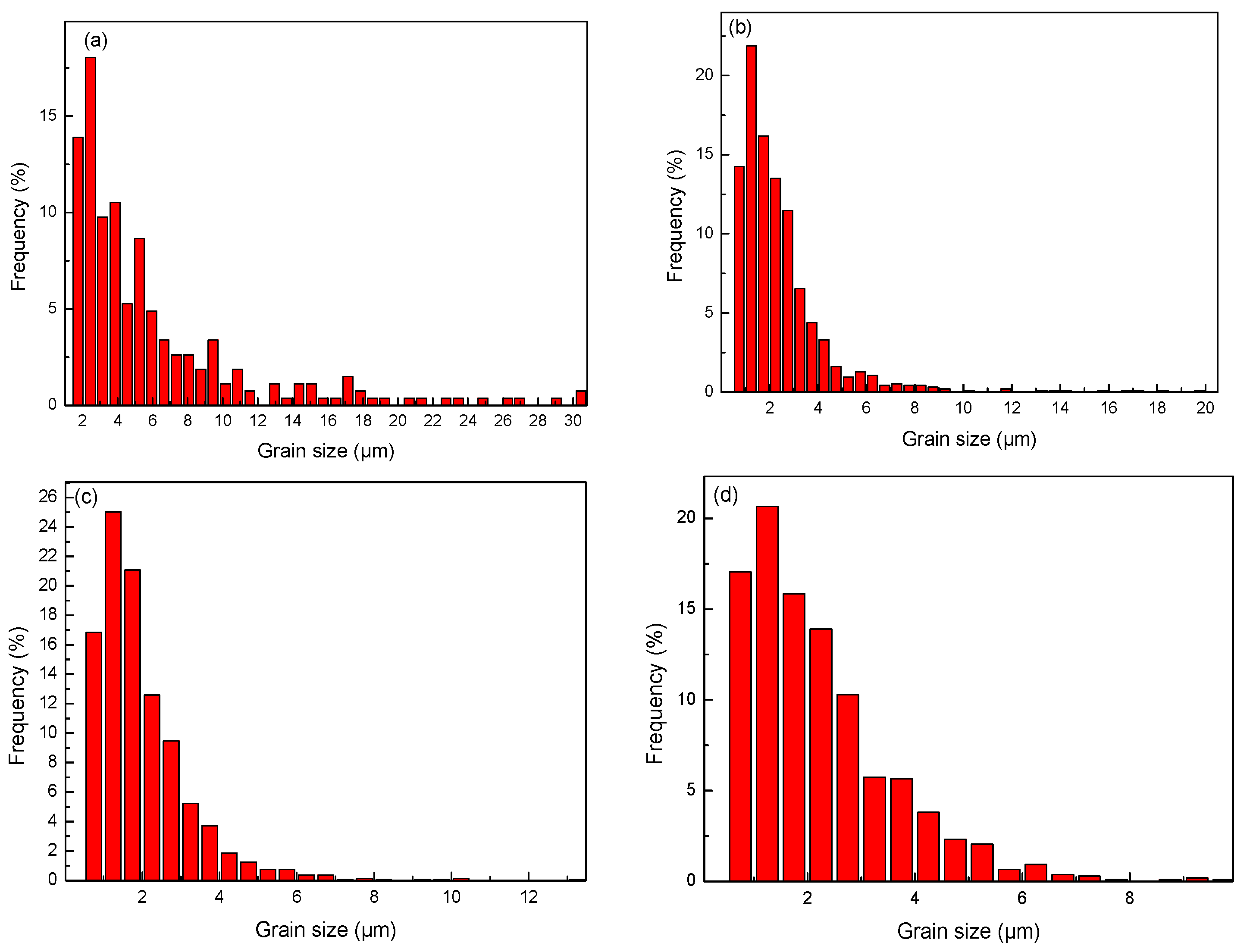
3.1. Microstructure
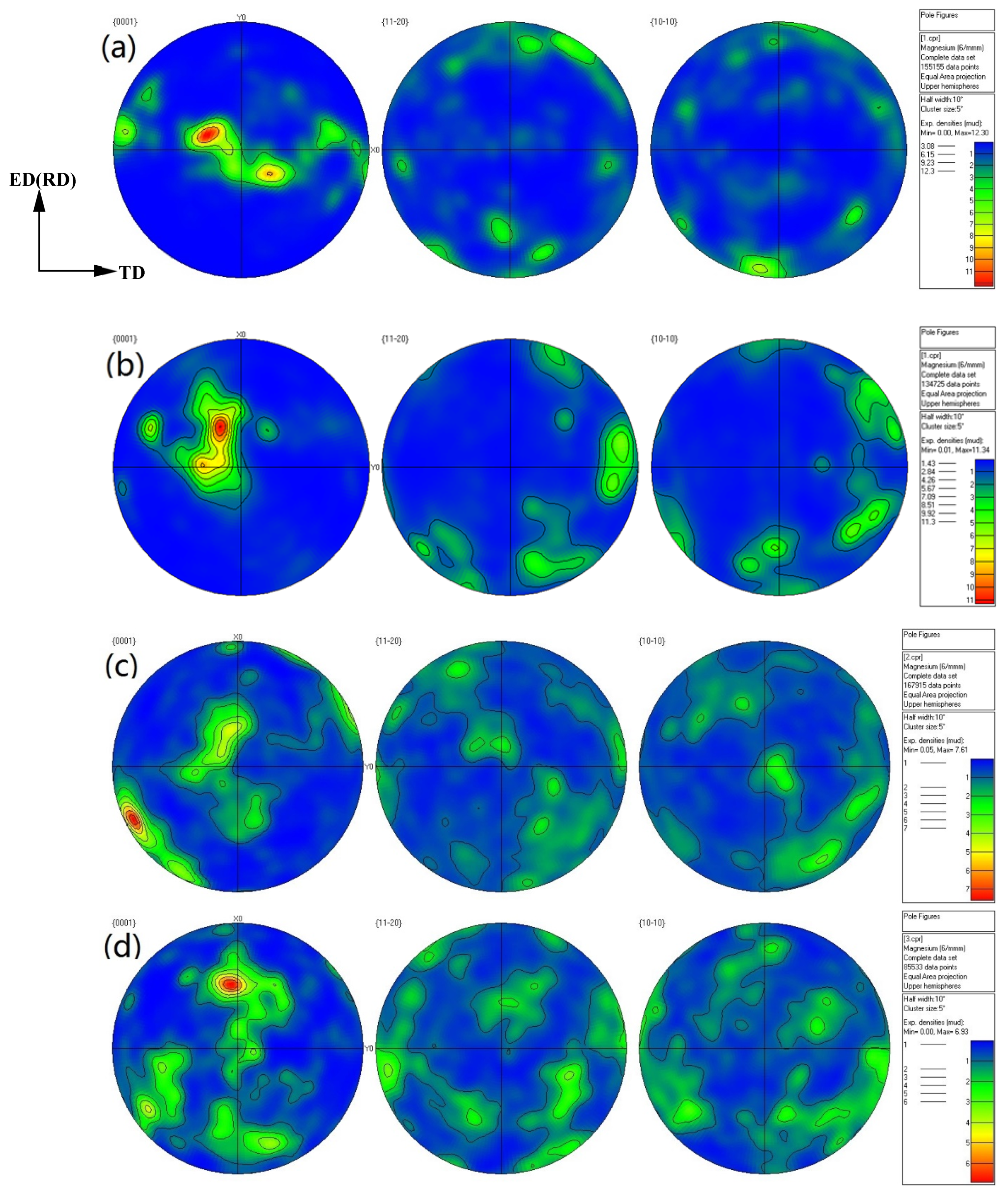
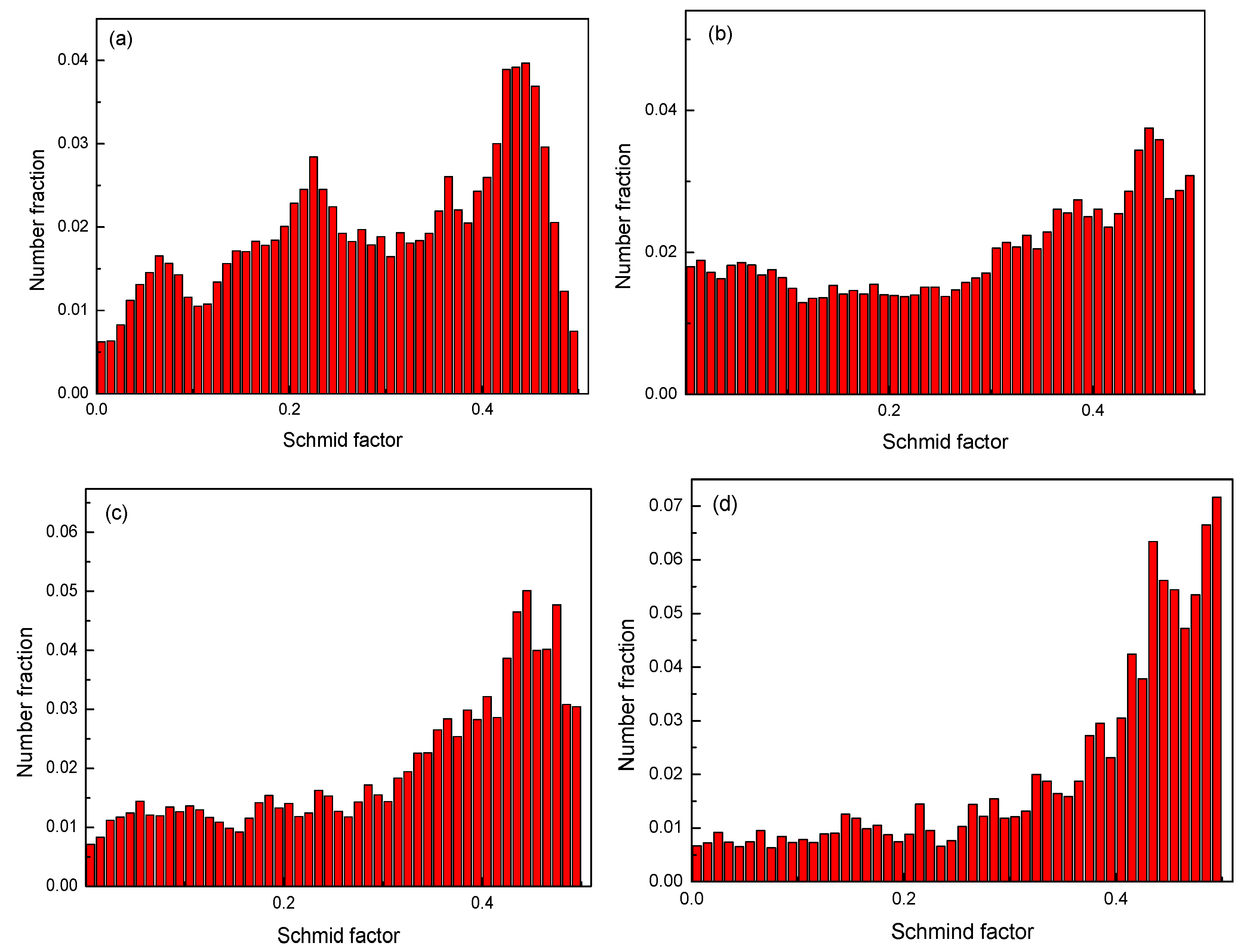
3.2. Texture
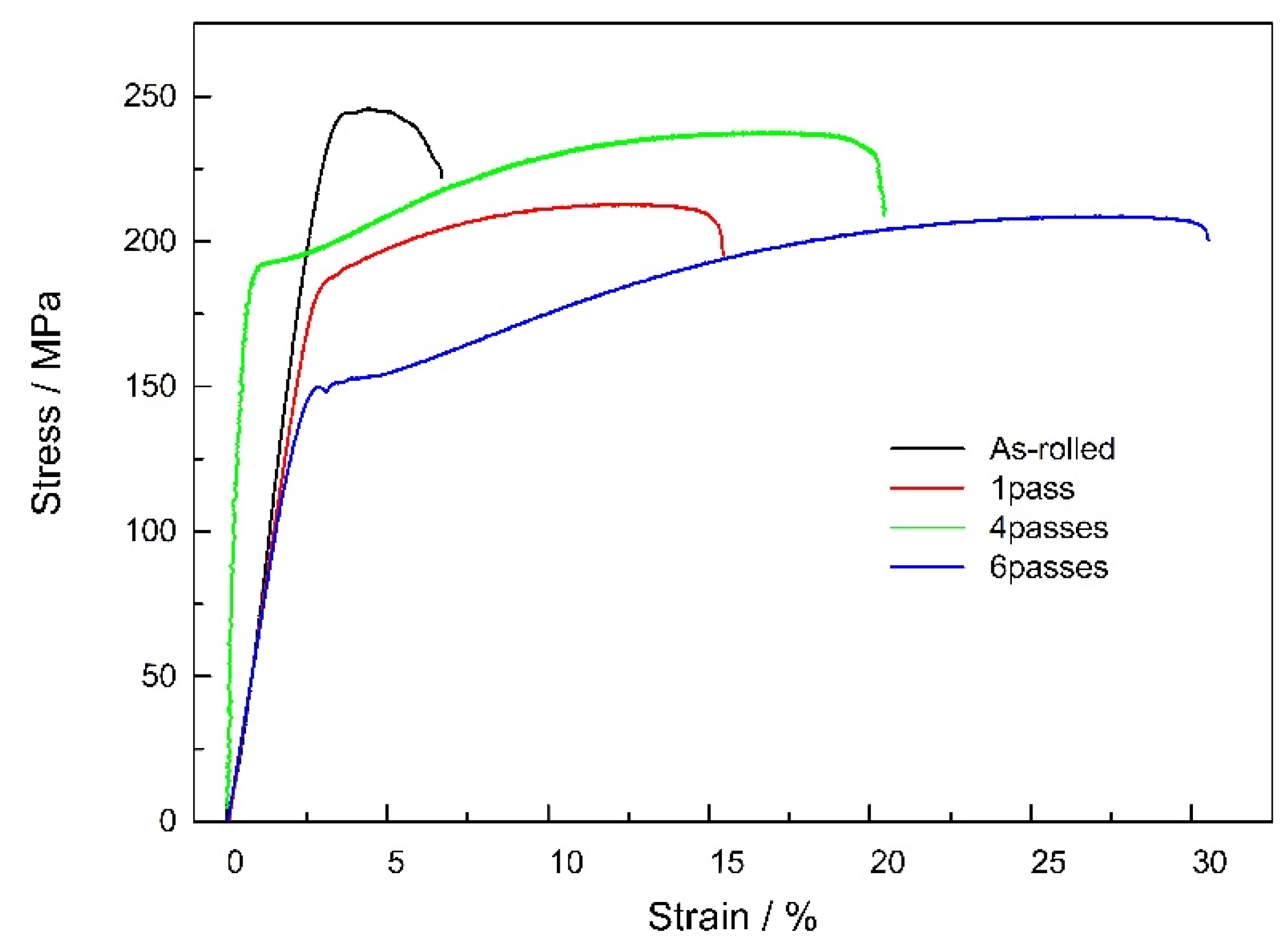
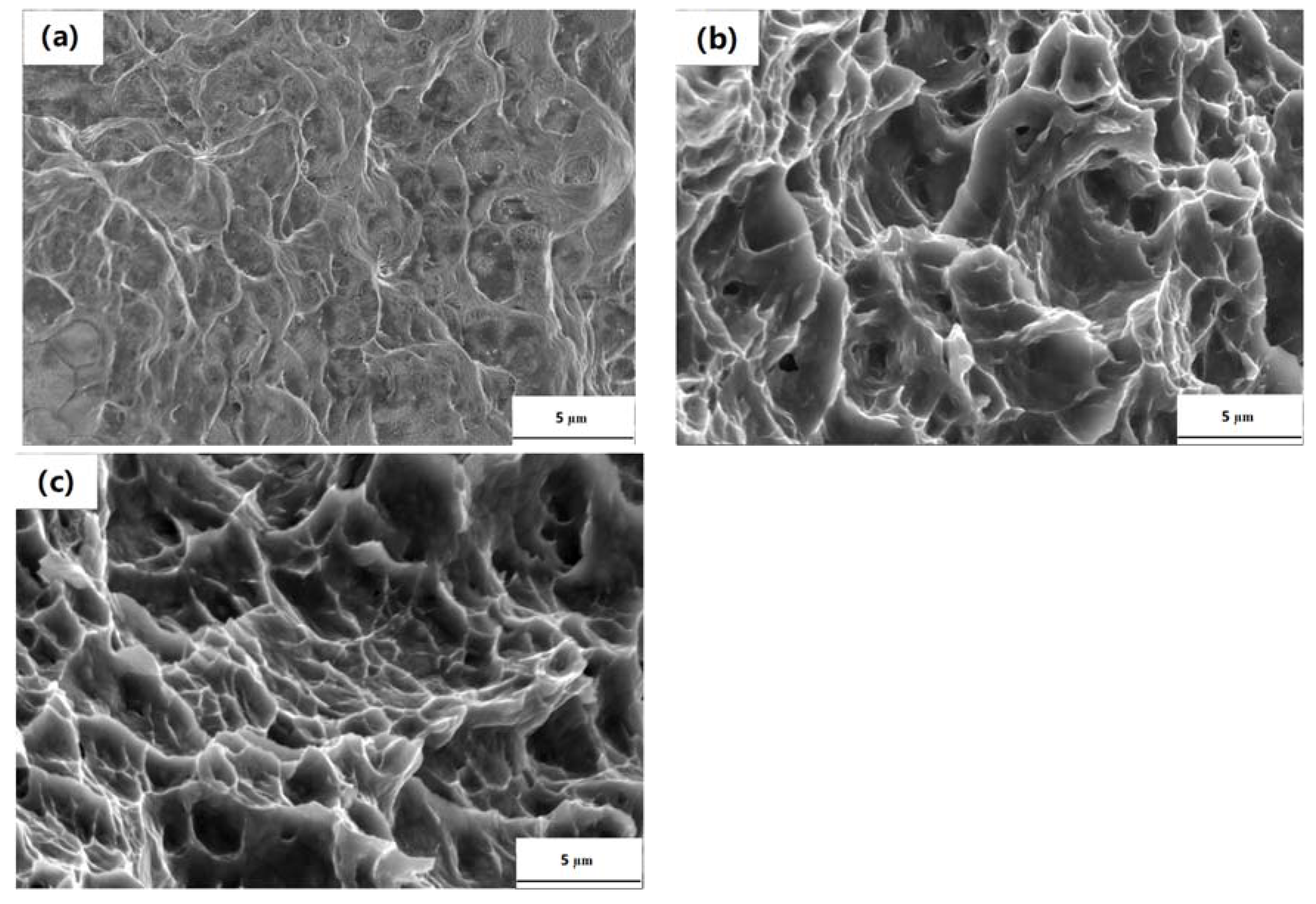
3.3. Mechanical Properties at Room Temperature
4. Discussion
5. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Aghion, E.; Bronfin, B.; Eliezer, D. The role of the magnesium industry in protecting the environment. J. Mater. Proc. Technol. 2001, 117, 381–385. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium: Properties—applications—potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Luo, A.A.; Mishra, R.K.; Powell, B.R.; Sachdev, A.K. Magnesium Alloy Development for Automotive Applications. Mater. Sci. Forum 2012, 706, 69–82. [Google Scholar] [CrossRef]
- Wang, X.; Liu, C.; Xu, L.; Xiao, H.; Zheng, L. Microstructure and mechanical properties of the hot-rolled Mg–Y–Nd–Zr alloy. J. Mater. Res. 2013, 28, 1386–1393. [Google Scholar] [CrossRef]
- Yamashita, A.; Horita, Z.; Langdon, T.G. Improving the mechanical properties of magnesium and a magnesium alloy through severe plastic deformation. Mater. Sci. Eng. A 2001, 300, 142–147. [Google Scholar] [CrossRef]
- Chen, B.; Lin, D.L.; Jin, L.; Zeng, X.Q.; Lu, C. Equal-channel angular pressing of magnesium alloy AZ91 and its effects on microstructure and mechanical properties. Mater. Sci. Eng. A 2008, 483, 113–116. [Google Scholar] [CrossRef]
- Ma, A.; Jiang, J.; Saito, N.; Shigematsu, I.; Yuan, Y.; Yang, D.; Nishida, Y. Improving both strength and ductility of a Mg alloy through a large number of ECAP passes. Mater. Sci. Eng. A 2009, 513, 122–127. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Grain refinement and mechanical behavior of a magnesium alloy processed by ECAP. J. Mater. Sci. 2010, 45, 4827–4836. [Google Scholar] [CrossRef]
- Biswas, S.; Dhinwal, S.S.; Suwas, S. Room-temperature equal channel angular extrusion of pure magnesium. Acta Mater. 2010, 58, 3247–3261. [Google Scholar] [CrossRef]
- Ding, S.X.; Lee, W.T.; Chang, C.P.; Chang, L.W.; Kao, P.W. Improvement of strength of magnesium alloy processed by equal channel angular extrusion. Scr. Mater. 2008, 59, 1006–1009. [Google Scholar] [CrossRef]
- Xu, C.; Xia, K.; Langdon, T.G. Processing of a magnesium alloy by equal-channel angular pressing using a back-pressure. Mater. Sci. Eng. A 2009, 527, 205–211. [Google Scholar] [CrossRef]
- Zhang, N.X.; Ding, H.; Li, J.Z.; Wu, X.L.; Li, Y.L.; Xia, K. Microstructure and Mechanical Properties of Ultra-Fine Grain AZ80 Alloy Processed by Back Pressure Equal Channel Angular Pressing. Mater. Sci. Forum 2011, 667, 547–552. [Google Scholar] [CrossRef]
- Lei, W.; Wei, L.; Wang, H.; Sun, Y. Effect of annealing on the texture and mechanical properties of pure Mg by ECAP at room temperature. Vacuum 2017, 144, 281–285. [Google Scholar] [CrossRef]
- Miyahara, Y.; Horita, Z.; Langdon, T.G. Exceptional superplasticity in an AZ61 magnesium alloy processed by extrusion and ECAP. Mater. Sci. Eng. A 2006, 420, 240–244. [Google Scholar] [CrossRef]
- Krajňák, T.; Minárik, P.; Stráská, J.; Gubicza, J.; Máthis, K.; Janeček, M. Influence of equal channel angular pressing temperature on texture, microstructure and mechanical properties of extruded AX41 magnesium. J. Alloys Compd. 2017, 705, 273–282. [Google Scholar] [CrossRef]
- Suh, J.; Victoria-Hernández, J.; Letzig, D.; Golle, R.; Volk, W. Enhanced mechanical behavior and reduced mechanical anisotropy of AZ31 Mg alloy sheet processed by ECAP. Mater. Sci. Eng. A 2016, 650, 523–529. [Google Scholar] [CrossRef] [Green Version]
- Furukawa, M.; Iwahashi, Y.; Horita, Z.; Nemoto, M.; Langdon, T.G. The shearing characteristics associated with equal-channel angular pressing. Mater. Sci. Eng. A 1998, 257, 328–332. [Google Scholar] [CrossRef]
- Akihiro, Y.; Daisuke, Y.; Zenji, H.; Terence, G. Langdon Influence of pressing temperature on microstructural development in equal-channel angular pressing. Mater. Sci. Eng. A 2000, 287, 100–106. [Google Scholar]
- Ramin, J.; Mohammad, S.; Hamid, J. ECAP effect on the micro-structure and mechanical properties of AM30 magnesium alloy. Mater. Sci. Eng. A 2014, 593, 178–184. [Google Scholar]
- Su, C.W.; Lu, L.; Lai, M.O. A model for the grain refinement mechanism in equal channel angular pressing of Mg alloy from microstructural studies. Mater. Sci. Eng. A 2006, 434, 227–236. [Google Scholar] [CrossRef]
- Yoo, M.H. Slip, Twinning, and Fracture in Hexagonal Close-Packed Metals. Metall. Trans. A 1981, 12, 409–418. [Google Scholar] [CrossRef]
- Koike, J. Enhanced deformation mechanisms by anisotropic plasticity in polycrystalline Mg alloys at room temperature. Metall. Mater. Trans. A 2005, 36, 1689–1696. [Google Scholar] [CrossRef]
- Xin, R.L.; Wang, B.S.; Zhou, Z.; Huang, G.J.; Liu, Q. Effects of strain rate and temperature on microstructure and texture for AZ31 during uniaxial compression. Trans. Nonferrous Met. Soc. China 2010, 20, s594–s598. [Google Scholar] [CrossRef]
- Chino, Y.; Kimura, K.; Mabuchi, M. Twinning behavior and deformation mechanisms of extruded AZ31 Mg alloy. Mater. Sci. Eng. A 2008, 486, 481–488. [Google Scholar] [CrossRef]
- Partridge, P.G. The crystallography and deformation modes of hexagonal close-packed metals. Metall. Rev. 1967, 12, 169–194. [Google Scholar]
- Feng, X.M.; Tao-Tao, A.I. Microstructure evolution and mechanical behavior of AZ31 Mg alloy processed by equal-channel angular pressing. Trans. Nonferrous Met. Soc. China 2009, 19, 293–298. [Google Scholar] [CrossRef]
- Khelfa, T.; Rekik, M.A.; Khitouni, M.; Cabrera-Marrero, J.M. Structure and microstructure evolution of Al–Mg–Si alloy processed by equal-channel angular pressing. Int. J. Adv. Manuf. Technol. 2017, 92, 1731–1740. [Google Scholar] [CrossRef]
- Kim, W.J.; Hong, S.I.; Kim, Y.S.; Min, S.H.; Jeong, H.T.; Lee, J.D. Texture development and its effect on mechanical properties of an AZ61 Mg alloy fabricated by equal channel angular pressing. Acta Mater. 2003, 51, 3293–3307. [Google Scholar] [CrossRef]
- Muralidhar, A.; Narendranath, S.; Nayaka, H.S. Effect of equal channel angular pressing on AZ31 wrought magnesium alloys. J. Magnes. Alloys 2013, 1, 336–340. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Mostaed, E.; Cao, X.; Huang, G.; Fabrizi, A.; Bonollo, F.; Chi, C.; Vedani, M. Effects of texture and grain size on mechanical properties of AZ80 magnesium alloys at lower temperatures. Mater. Des. 2016, 89, 1–8. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| State | Ultimate Tensile Strength/MPa | Yield Strength/MPa | Elongation/% |
|---|---|---|---|
| As-rolled | 246 ± 8.3 | 216 ± 7.4 | 3.8 ± 0.12 |
| One pass | 213 ± 6.5 | 182 ± 5.3 | 12.3 ± 0.36 |
| Four passes | 238 ± 7.7 | 180 ± 6.2 | 19.7 ± 0.45 |
| Six passes | 209 ± 4.9 | 148 ± 5.5 | 27.5 ± 0.41 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, X.; Li, W.; Hu, W.; Tan, Y.; Zhang, Z.; Tian, L. Effect of ECAP on the Microstructure and Mechanical Properties of a Rolled Mg-2Y-0.6Nd-0.6Zr Magnesium Alloy. Crystals 2019, 9, 586. https://doi.org/10.3390/cryst9110586
Shi X, Li W, Hu W, Tan Y, Zhang Z, Tian L. Effect of ECAP on the Microstructure and Mechanical Properties of a Rolled Mg-2Y-0.6Nd-0.6Zr Magnesium Alloy. Crystals. 2019; 9(11):586. https://doi.org/10.3390/cryst9110586
Chicago/Turabian StyleShi, Xiaofang, Wei Li, Weiwei Hu, Yun Tan, Zhenglai Zhang, and Liang Tian. 2019. "Effect of ECAP on the Microstructure and Mechanical Properties of a Rolled Mg-2Y-0.6Nd-0.6Zr Magnesium Alloy" Crystals 9, no. 11: 586. https://doi.org/10.3390/cryst9110586
APA StyleShi, X., Li, W., Hu, W., Tan, Y., Zhang, Z., & Tian, L. (2019). Effect of ECAP on the Microstructure and Mechanical Properties of a Rolled Mg-2Y-0.6Nd-0.6Zr Magnesium Alloy. Crystals, 9(11), 586. https://doi.org/10.3390/cryst9110586