
Effects of Al and N2 Flow Sequences on the Interface Formation of AlN on Sapphire by EVPE

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
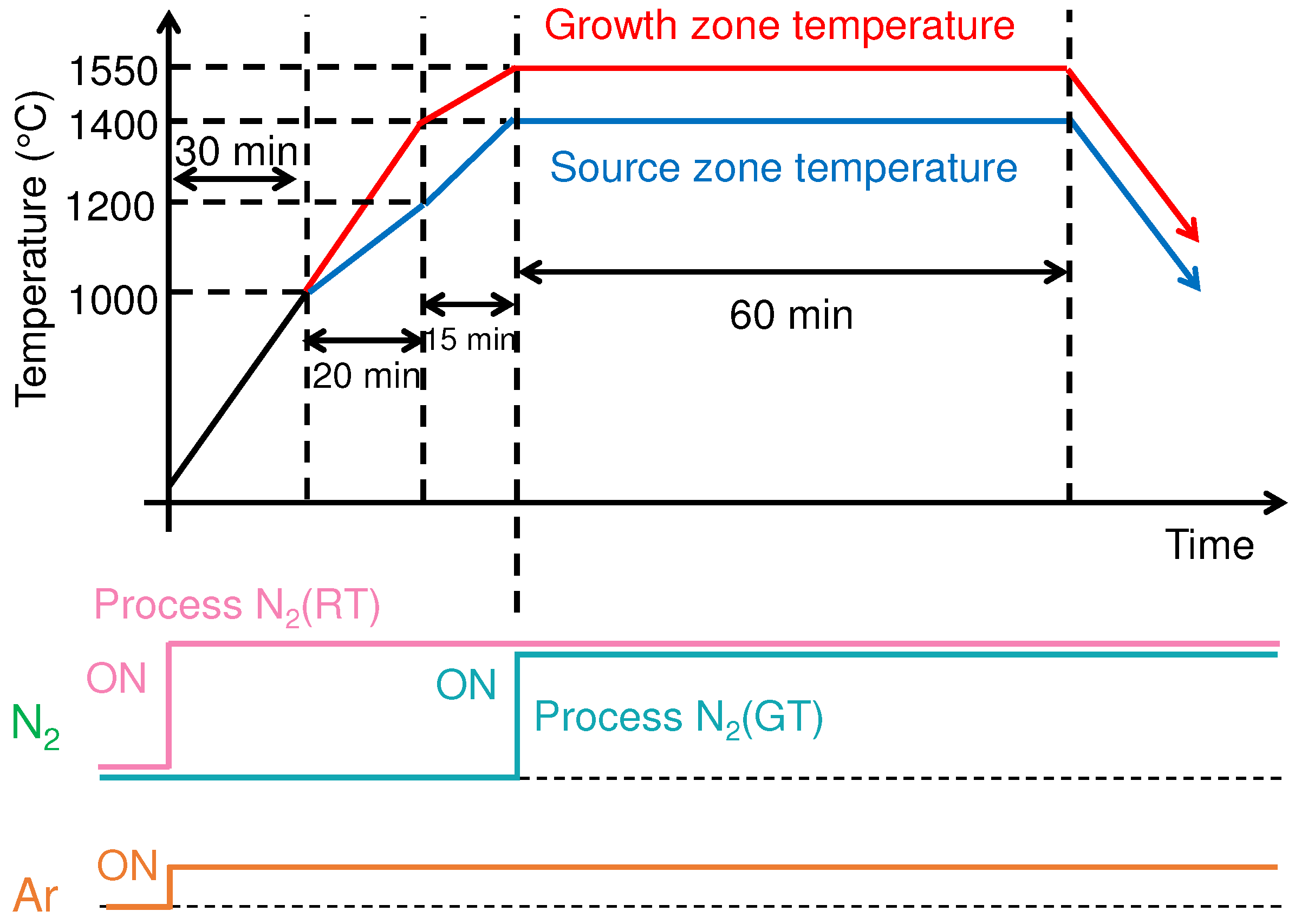
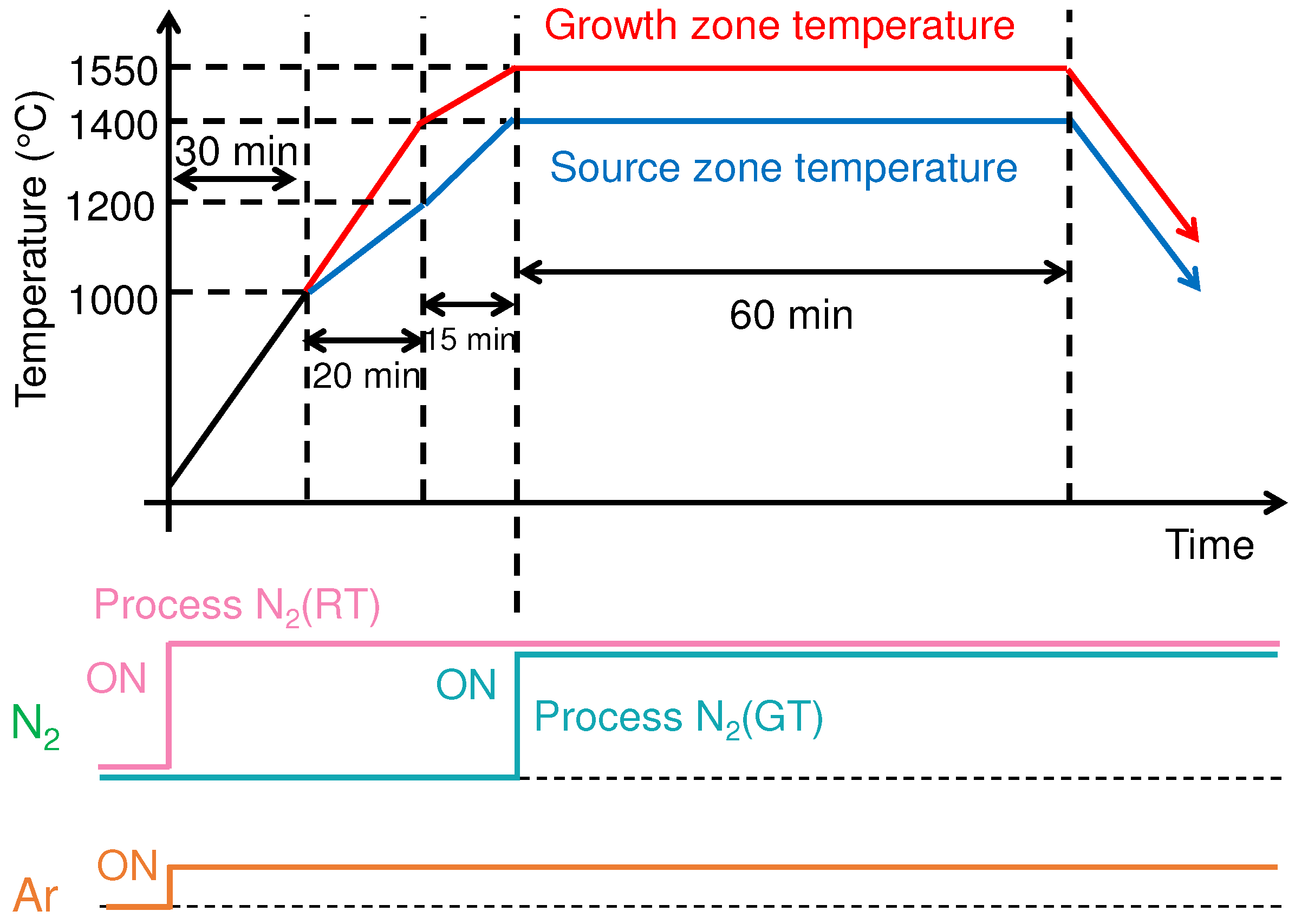
2. Experiments
3. Results and Discussion
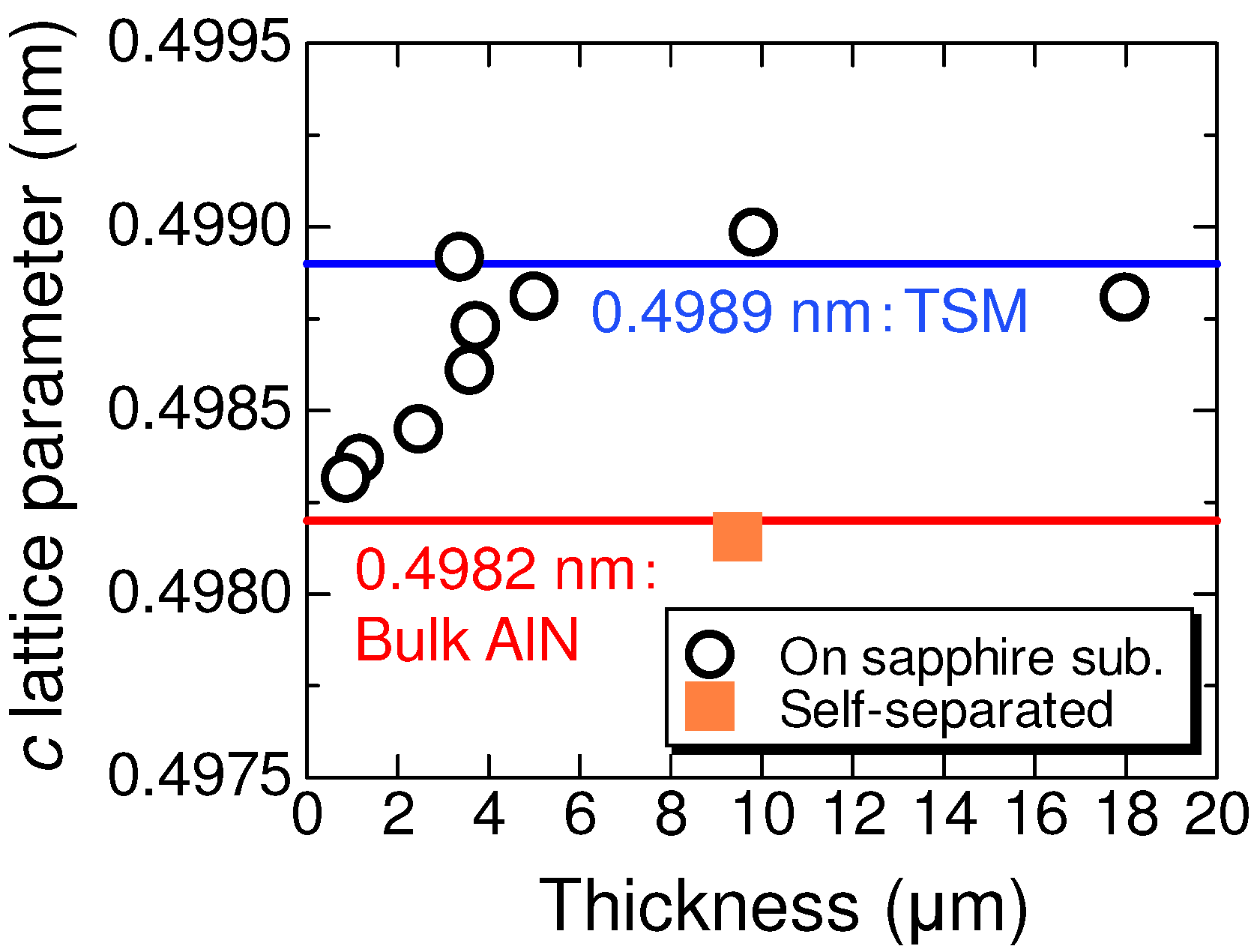
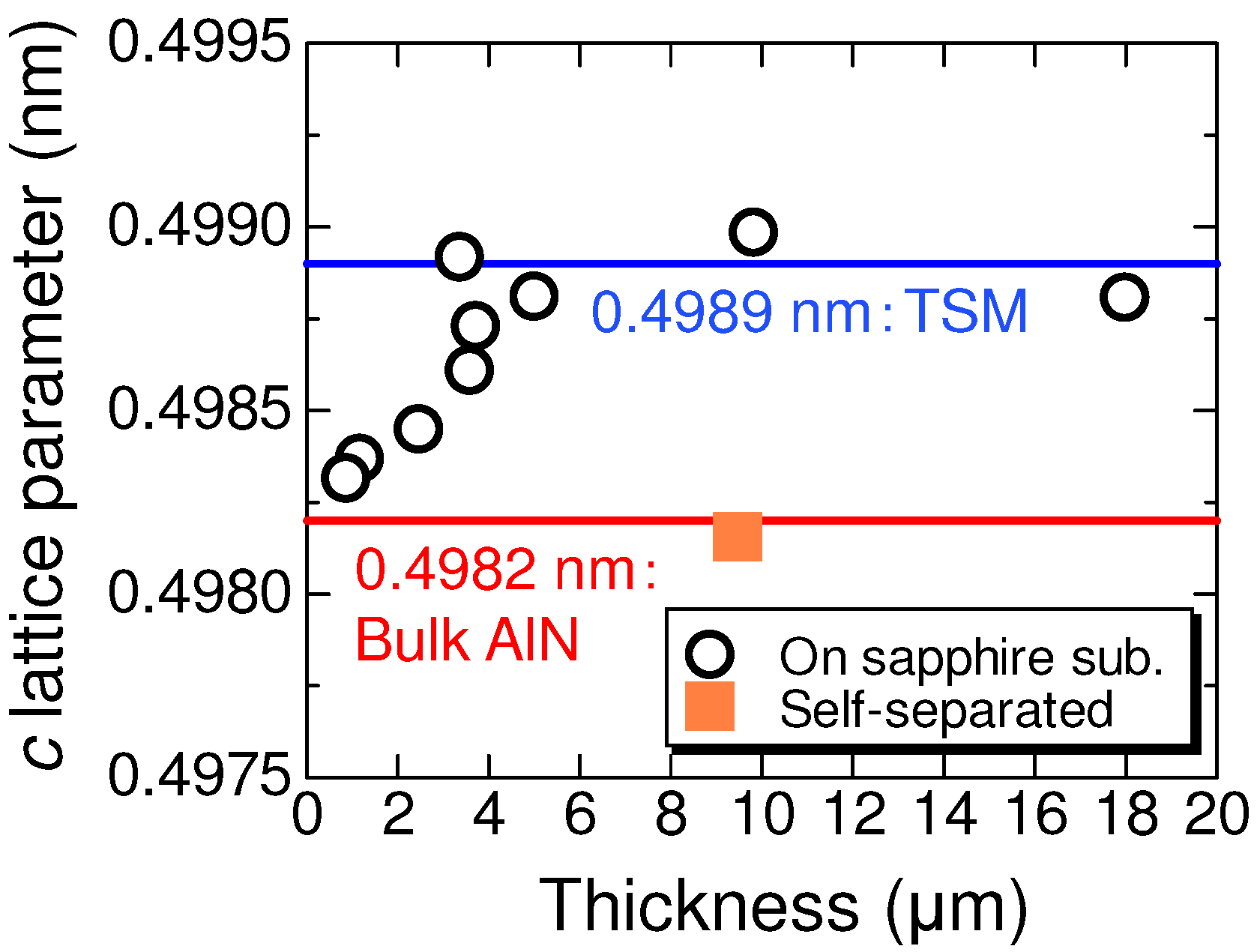
3.1. Strain Evaluation
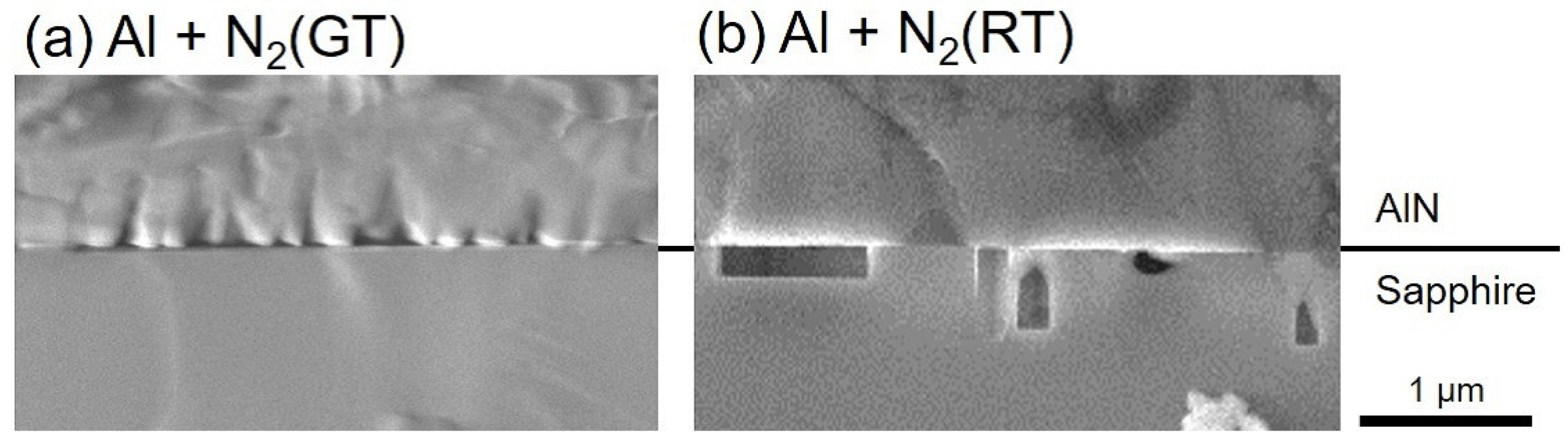
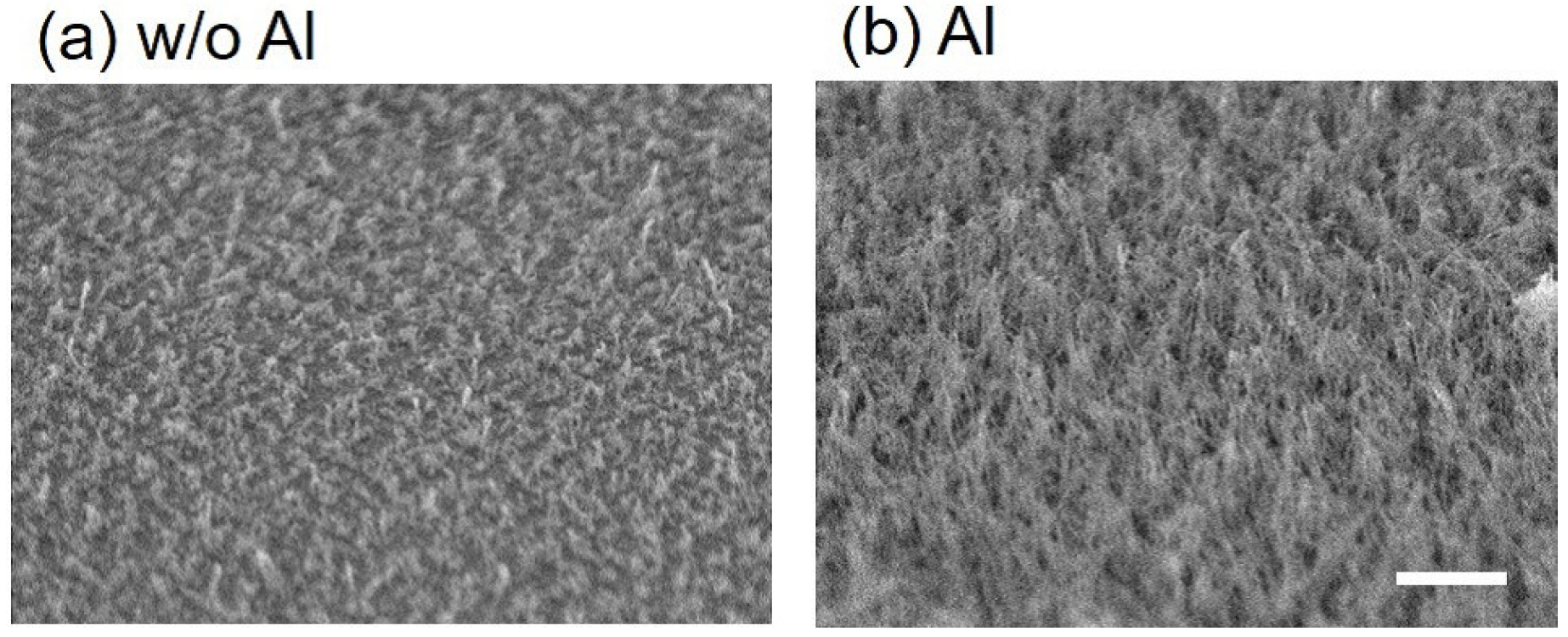
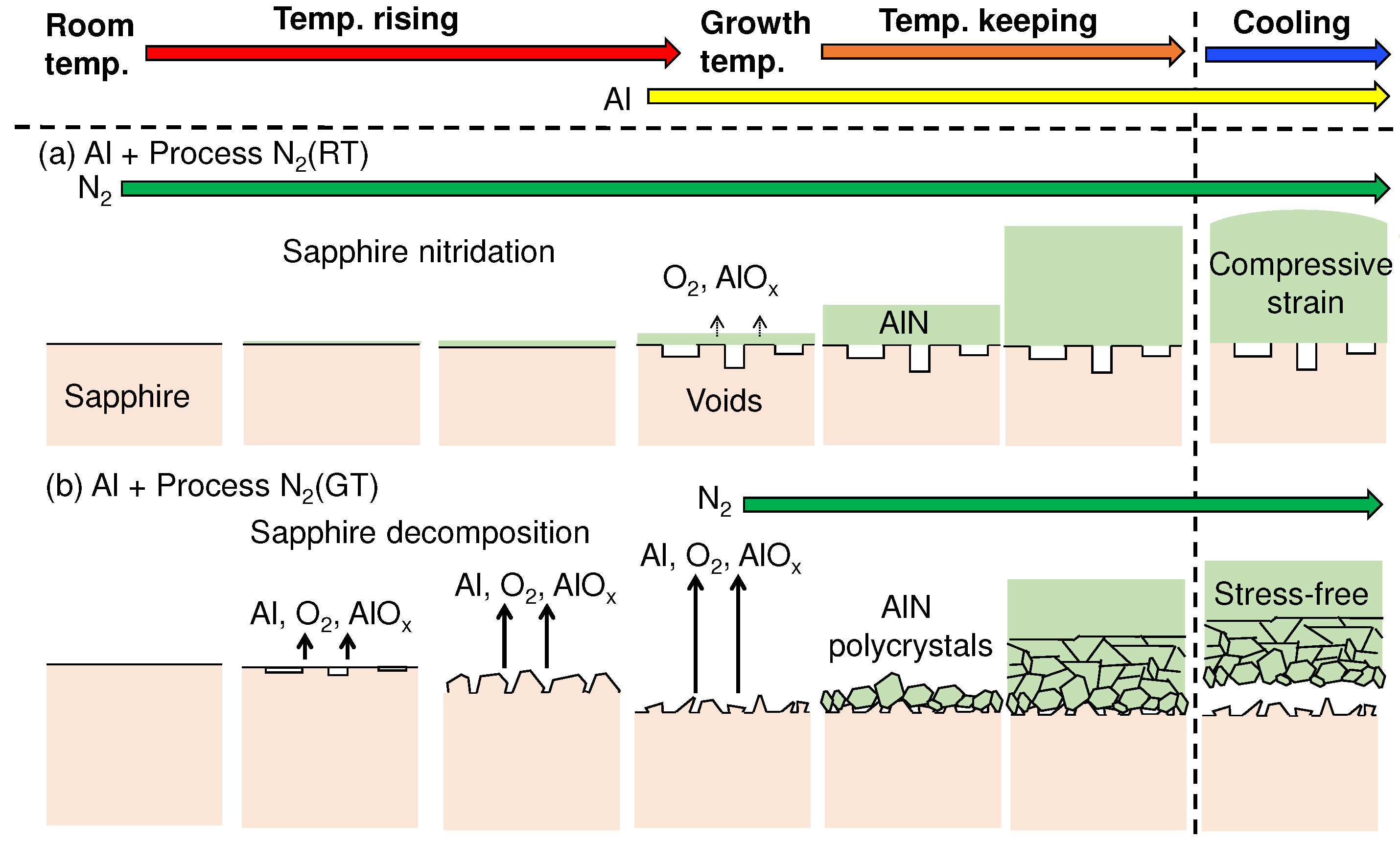
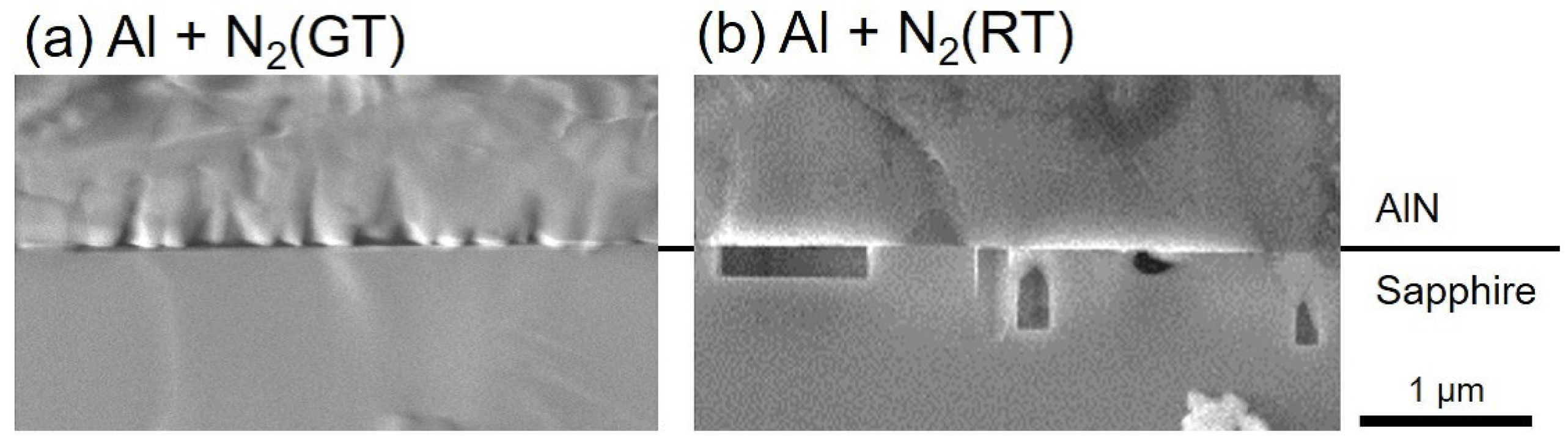
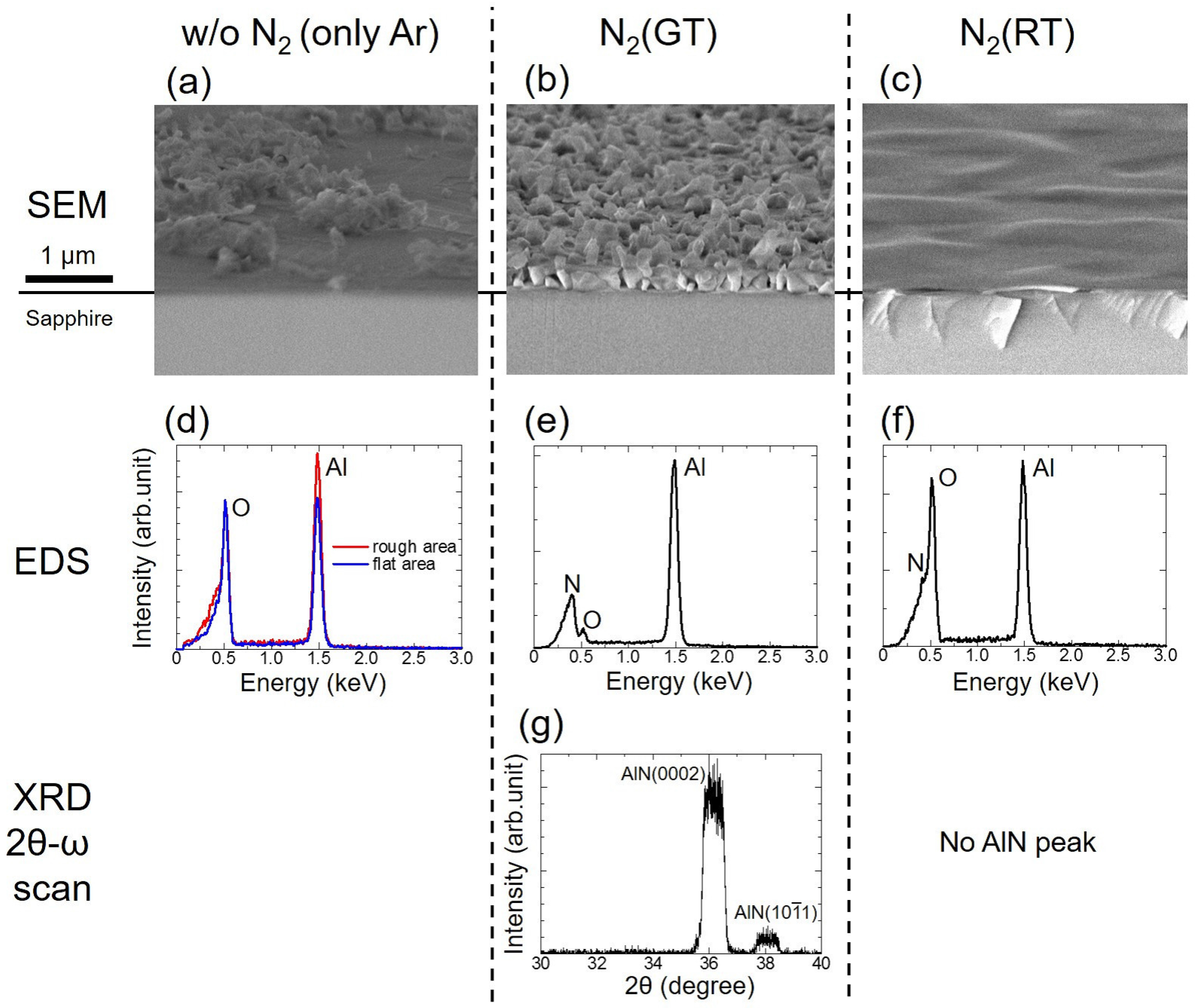
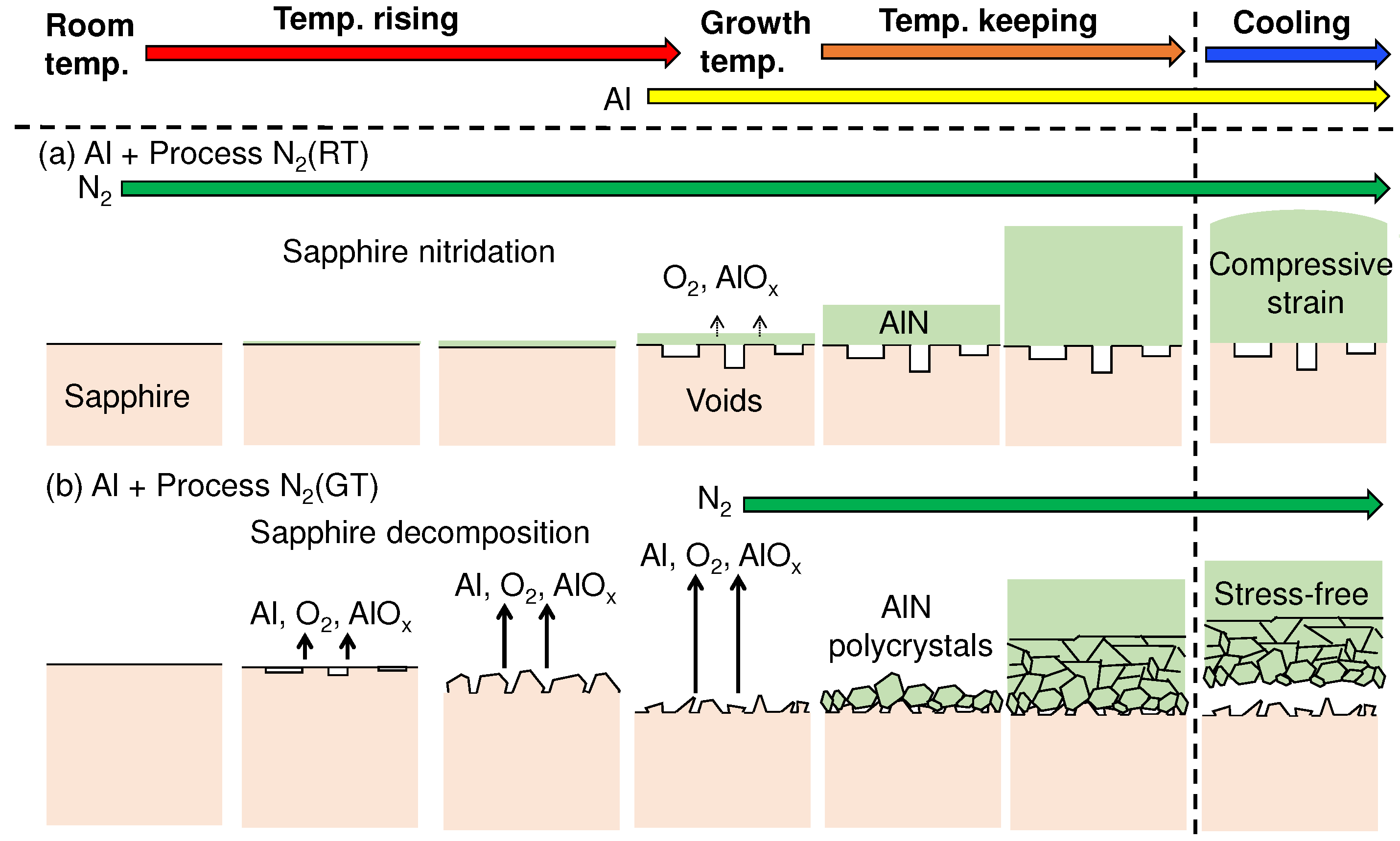
3.2. Mechanisms of Interface Formation
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Bickermann, M.; Filip, O.; Epelbaum, B.M.; Heimann, P.; Feneberg, M.; Neuschl, B.; Thonke, K.; Wedler, E.; Winnacker, A. Growth of AlN bulk crystals on SiC seeds: Chemical analysis and crystal properties. J. Cryst. Growth 2012, 339, 13–21. [Google Scholar] [CrossRef]
- Sumathi, R.R.; Gille, P. Development and progress in bulk c-plane AlN single-crystalline template growth for large-area native seeds. Jpn. J. Appl. Phys. 2013, 52, 08JA02. [Google Scholar] [CrossRef]
- Dalmau, R.; Moody, B.; Xie, J.; Collazo, R.; Sitar, Z. Characterization of dislocation arrays in AlN single crystals grown by PVT. Phys. Stat. Sol. 2011, 208, 1545–1547. [Google Scholar] [CrossRef]
- Lu, P.; Collazo, R.; Dalmau, R.F.; Dulkaya, G.; Dietz, N.; Raghothamachar, B.; Dudley, M.; Sitar, Z. Seeded growth of AlN bulk crystals in m- and c-orientation. J. Cryst. Growth 2009, 312, 58–63. [Google Scholar] [CrossRef]
- Bondokov, R.T.; Mueller, S.G.; Morgan, K.E.; Slack, G.A.; Schujman, S.; Wood, M.C.; Smart, J.A.; Schowalter, L.J. Large-area AlN substrates for electronic applications: An industrial perspective. J. Cryst. Growth 2008, 310, 4020–4026. [Google Scholar] [CrossRef]
- Kumagai, Y.; Kubota, Y.; Nagashima, T.; Kinoshita, T.; Dalmau, R.; Schlesser, R.; Moody, B.; Xie, J.; Murakami, H.; Koukitu, A.; et al. Preparation of a freestanding AlN substrate from a thick AlN layer grown by hydride vapor phase epitaxy on a bulk AlN substrate prepared by physical vapor transport. Appl. Phys. Exp. 2012, 5, 055504. [Google Scholar] [CrossRef]
- Claudel, A.; Fellmann, V.; Gélard, I.; Coudurier, N.; Sauvage, D.; Balaji, M.; Blanquet, E.; Boichot, R.; Beutier, G.; Coindeau, S.; et al. Influence of the V/III ratio in the gas phase on thin epitaxial AlN layers grown on (0001) sapphire by high temperature hydride vapor phase epitaxy. Thin Solid Films 2014, 573, 140–147. [Google Scholar] [CrossRef]
- Gong, X.; Xu, K.; Huang, J.; Liu, T.; Ren, G.; Wang, J.; Zhang, J. Evolution of the surface morphology of AlN epitaxial film by HVPE. J. Cryst. Growth 2015, 409, 100–104. [Google Scholar] [CrossRef]
- Baker, T.; Mayo, A.; Veisi, Z.; Lu, P.; Schmitt, J. Hydride vapor phase epitaxy of AlN using a high temperature hot-wall reactor. J. Cryst. Growth 2014, 403, 29–31. [Google Scholar] [CrossRef]
- Tsujisawa, K.; Kishino, S.; Li, D.-B.; Miyake, H.; Hiramatsu, K.; Shibata, T.; Tanaka, M. Suppression of crack generation using high-compressive-strain AlN/Sapphire template for hydride vapor phase epitaxy of thick AlN film. Jpn. J. Appl. Phys. 2007, 46, L552–L555. [Google Scholar] [CrossRef]
- Wu, P.T.; Funato, M.; Kawakami, Y. Environmentally friendly method to grow wide-bandgap semiconductor aluminum nitride crystals: Elementary source vapor phase epitaxy. Sci. Rep. 2015, 5, 17405. [Google Scholar] [CrossRef] [PubMed]
- Wu, P.T.; Kishimoto, K.; Funato, M.; Kawakami, Y. Control of crystal morphologies and interface structures of AlN grown on sapphire by elementary source vapor phase epitaxy. Cryst. Growth Des. 2016, 16, 6337–6342. [Google Scholar] [CrossRef]
- Banal, R.G.; Akashi, Y.; Matsuda, K.; Hayashi, Y.; Funato, M.; Kawakami, Y. Crack-free thick AlN films obtained by NH3 nitridation of sapphire substrates. Jpn. J. Appl. Phys. 2013, 52, 08JB21. [Google Scholar] [CrossRef]
- Bailar, J.; Emeleus, H.J.; Nyholm, R.; Trotman-Dickerson, A.F. Comprehensive Inorganic Chemistry; Pergamon Press: Oxford, UK, 1973. [Google Scholar]
- Mohn, S.; Stolyarchuk, N.; Markurt, T.; Kirste, R.; Hoffmann, M.P.; Collazo, R.; Courville, A.; Felice, R.D.; Sitar, Z.; Vennegues, P.; et al. Polarity control in group-III nitrides beyond pragmatism. Phys. Rev. Appl. 2016, 5, 054004. [Google Scholar] [CrossRef]
- Matsumoto, T.; Miyaji, Y.; Kiuchi, K.; Kato, T. Chloride multi-source epitaxial growth of CuGaS2 and CuGaSe2. J. Appl. Phys. 1993, 32, 142–144. [Google Scholar] [CrossRef]
- Iwanaga, H.; Kunishige, A.; Takeuchi, S. Anisotropic thermal expansion in wurtzite-type crystals. J. Mater. Sci. 2000, 35, 2451–2454. [Google Scholar] [CrossRef]
- Wim, W.M.; Paff, R.J. Thermal expansion of AlN, sapphire, and silicon. J. Appl. Phys. 1974, 45, 1456–1457. [Google Scholar]
- Kumagai, Y.; Enatsu, Y.; Ishizuki, M.; Kubota, Y.; Tajima, J.; Nagashima, T.; Murakami, H.; Takada, K.; Koukitu, A. Investigation of void formation beneath thin AlN layers by decomposition of sapphire substrates for self-separation of thick AlN layers grown by HVPE. J. Cryst. Growth 2010, 312, 2530–2536. [Google Scholar] [CrossRef]
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kishimoto, K.; Funato, M.; Kawakami, Y. Effects of Al and N2 Flow Sequences on the Interface Formation of AlN on Sapphire by EVPE. Crystals 2017, 7, 123. https://doi.org/10.3390/cryst7050123
Kishimoto K, Funato M, Kawakami Y. Effects of Al and N2 Flow Sequences on the Interface Formation of AlN on Sapphire by EVPE. Crystals. 2017; 7(5):123. https://doi.org/10.3390/cryst7050123
Chicago/Turabian StyleKishimoto, Katsuhiro, Mitsuru Funato, and Yoichi Kawakami. 2017. "Effects of Al and N2 Flow Sequences on the Interface Formation of AlN on Sapphire by EVPE" Crystals 7, no. 5: 123. https://doi.org/10.3390/cryst7050123
APA StyleKishimoto, K., Funato, M., & Kawakami, Y. (2017). Effects of Al and N2 Flow Sequences on the Interface Formation of AlN on Sapphire by EVPE. Crystals, 7(5), 123. https://doi.org/10.3390/cryst7050123