
Microanalysis-Based Simulation of Heterogeneous Dispersoid Distribution in an Al Alloy After the Homogenization Stage

Abstract
1. Introduction
2. Experimental
3. Modeling
3.1. Domain Discretization
3.2. Classical Nucleation Theory
3.3. Nucleation Sequence and Nucleation Sites
3.4. Analysis of the Interrelation Between Chemical Gradients and Precipitation
4. Results and Discussion
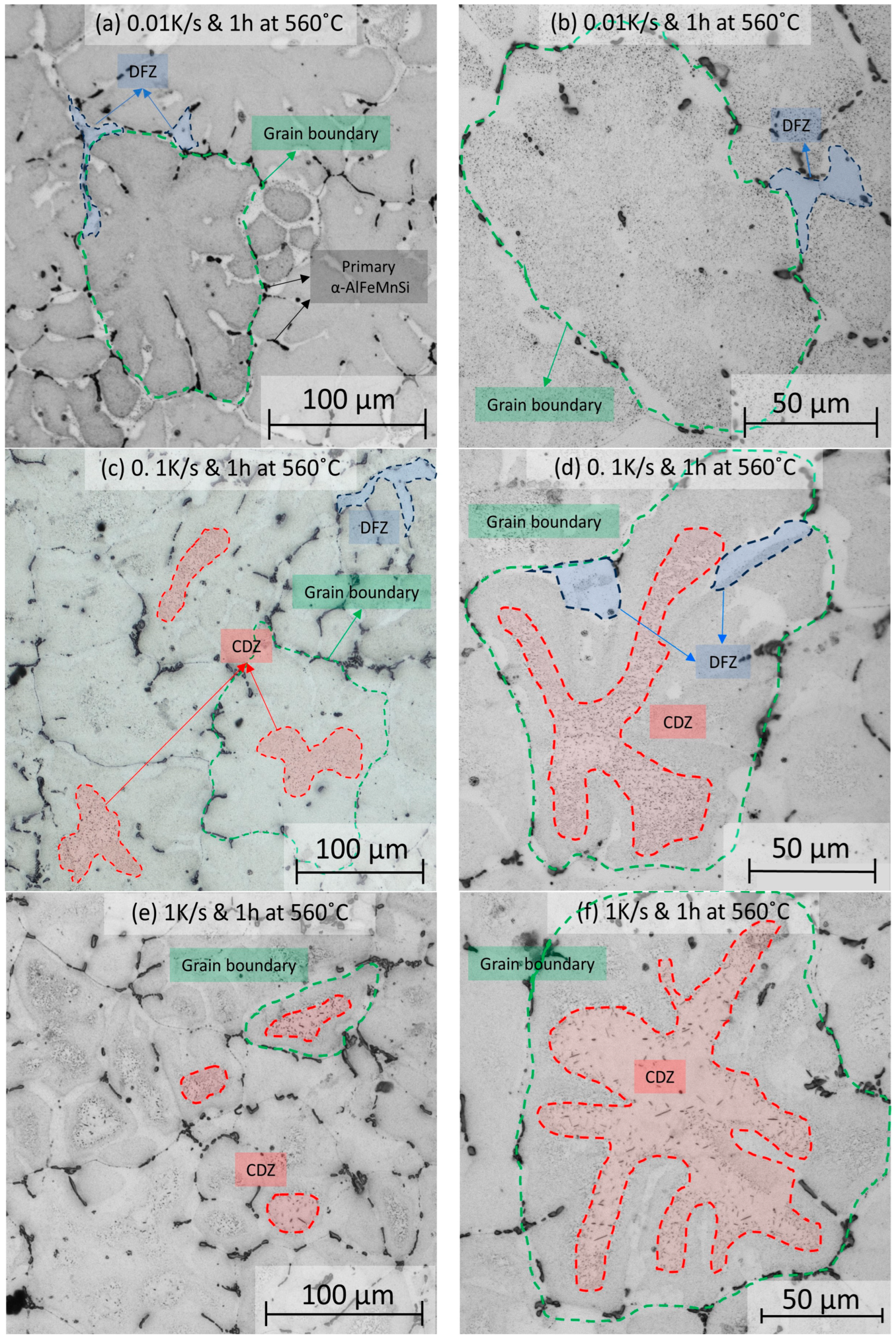
4.1. Formation of Coarse Dispersoid Zones
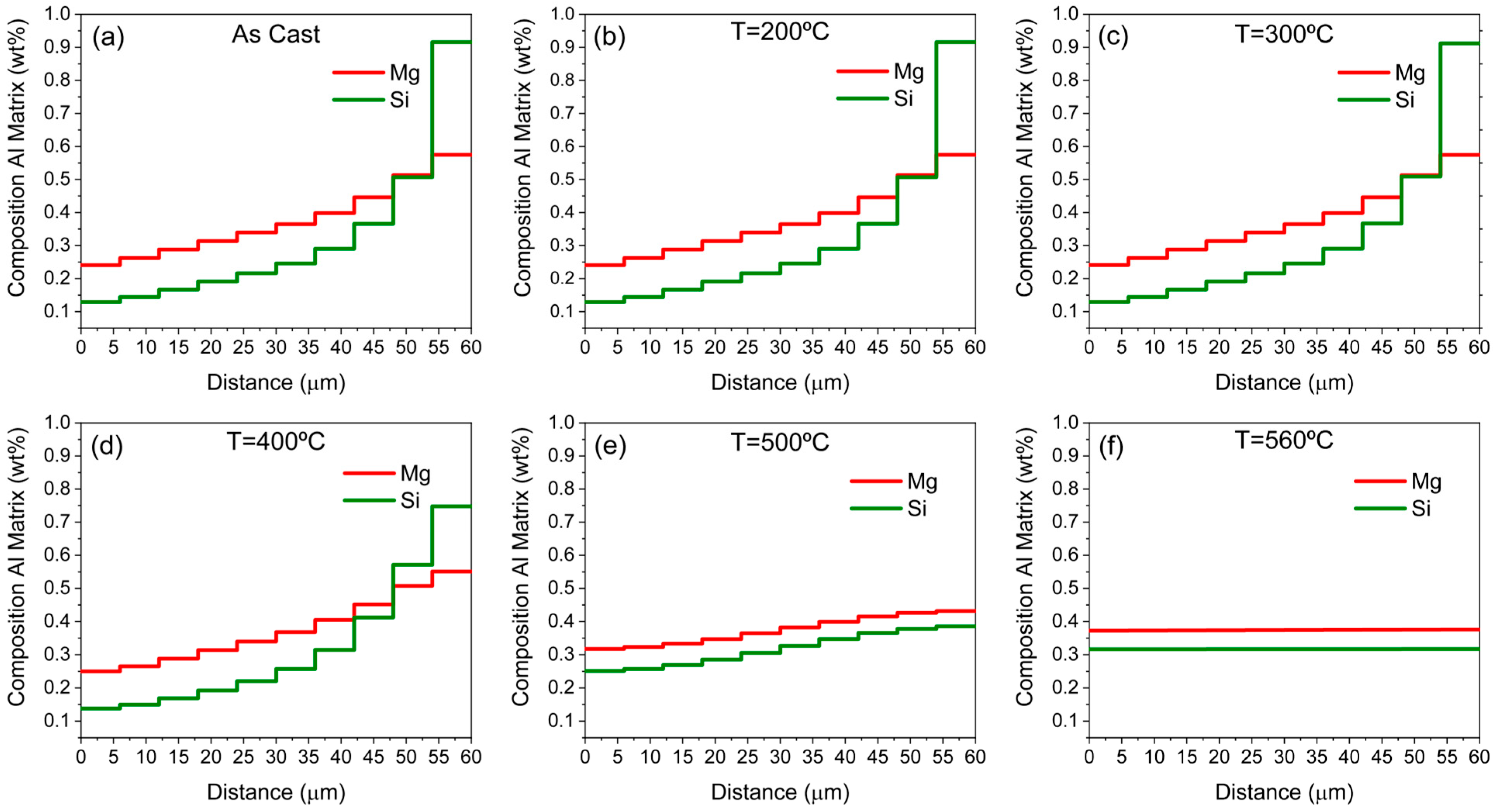
4.2. Concentration Gradients
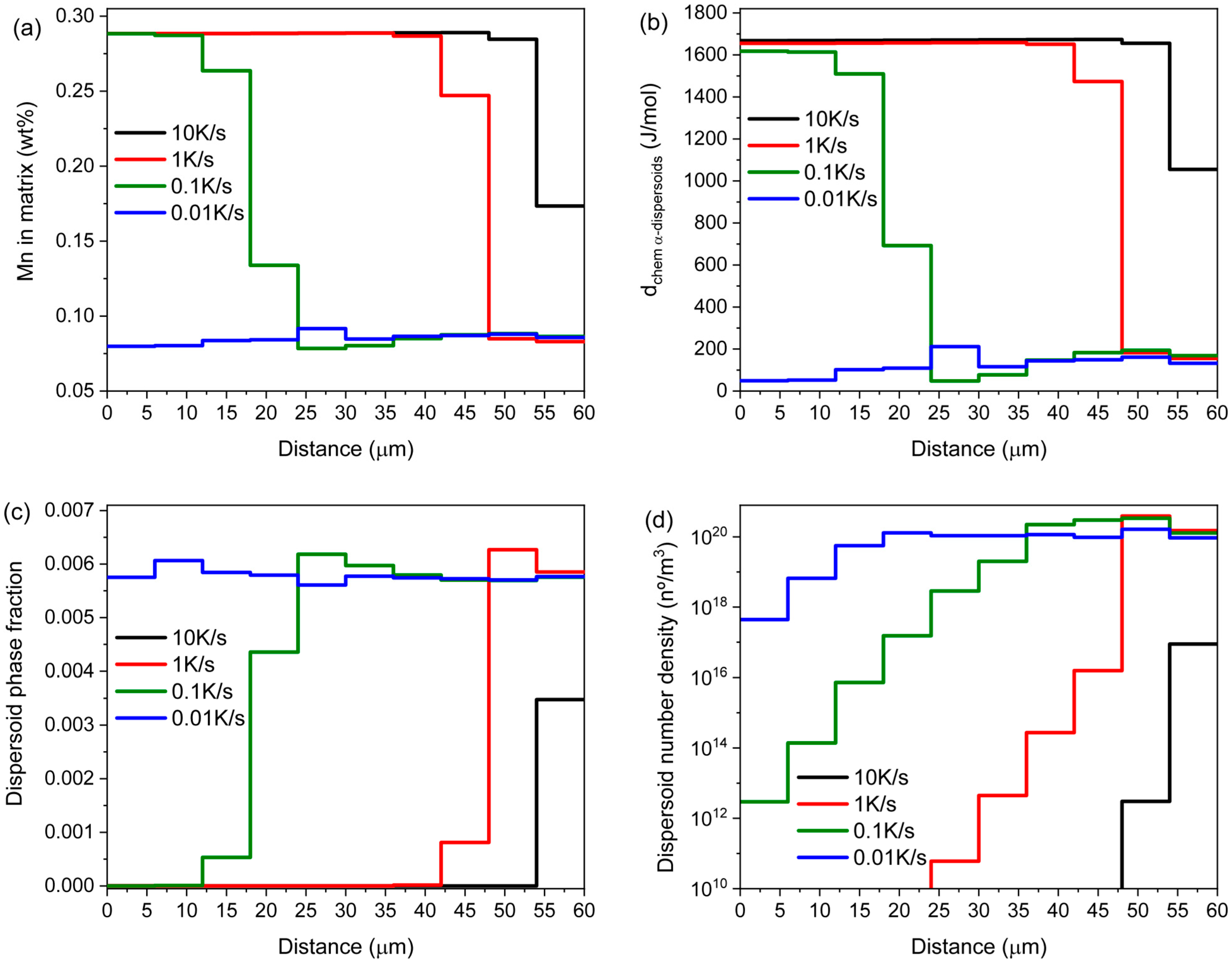
4.3. Simulation
5. Summary
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, G.W.; Nagaumi, H.; Han, Y.; Xu, Y.; Parish, C.M.; Zhai, T.G. Effects of Mn and Cr additions on the recrystallization behavior of Al-Mg-Si-Cu alloys. Mater. Sci. Forum 2017, 877, 172–179. [Google Scholar] [CrossRef]
- Dorward, R.C.; Bouvier, C. A rationalization of factors affecting strength, ductility and toughness of AA6061-type Al-Mg-Si-(Cu) alloys. Mater. Sci. Eng. A 1998, 254, 33–44. [Google Scholar] [CrossRef]
- Arnoldt, A.R.; Schiffl, A.; Höppel, H.W.; Österreicher, J.A. Influence of different homogenization heat treatments on the microstructure and hot flow stress of the aluminum alloy AA6082. Mater. Charact. 2022, 191, 112129. [Google Scholar] [CrossRef]
- Polmear, I.; St. John, D.; Nie, J.F.; Qian, M. Light Alloys: Metallurgy of the Light Metals, 5th ed.; Butterworth-Heinemann: Oxford, UK, 2017; pp. 1–525. [Google Scholar]
- García Arango, N.; Kahlenberg, R.; Schuster, R.; Miesenberger, B.; Maawad, E.; Wojcik, T.; Povoden-Karadeniz, E. In-situ Analysis of EN-AW 6082 during Homogenization. Soc. Sci. Res. Netw. 2025. [Google Scholar] [CrossRef]
- Milkereit, B.; Starink, M.J.; Rometsch, P.A.; Schick, C.; Kessler, O. Review of the quench sensitivity of aluminium alloys: Analysis of the kinetics and nature of quench-induced precipitation. Materials 2019, 12, 4083. [Google Scholar] [CrossRef] [PubMed]
- Kahlenberg, R.; Wojcik, T.; Falkinger, G.; Krejci, A.L.; Milkereit, B.; Kozeschnik, E. On the precipitation mechanisms of β-Mg2Si during continuous heating of AA6061. Acta Mater. 2023, 261, 119345. [Google Scholar] [CrossRef]
- Farh, H.; Djemmal, K.; Guemini, R.; Serradj, F. Nucleation of dispersoids study in some Al-Mg-Si alloys. Ann. Chim. Sci. Matér. 2010, 35, 283–289. [Google Scholar] [CrossRef]
- Becker, H.; Bergh, T.; Vullum, P.E.; Leineweber, A.; Li, Y. Effect of Mn and cooling rates on α-, β- and δ-Al–Fe–Si intermetallic phase formation in a secondary Al–Si alloy. Materialia 2019, 5, 100198. [Google Scholar] [CrossRef]
- Lodgaard, L.; Ryum, N. Precipitation of dispersoids containing Mn and/or Cr in Al-Mg-Si alloys. Mater. Sci. Eng. A 2000, 283, 144–152. [Google Scholar] [CrossRef]
- Mrówka-Nowotnik, G.; Sieniawski, J.; Wierzbinska, M. Intermetallic phase particles in 6082 aluminium alloy. Arch. Mater. Sci. Eng. 2007, 28, 69–76. [Google Scholar]
- Davignon, G.; Serneels, A.; Verlinden, B.; Delaey, L. An isothermal section at 550 °C in the Al-rich corner of the Al-Fe-Mn-Si system. Metall. Mater. Trans. A 1996, 27, 3357–3361. [Google Scholar] [CrossRef]
- Lodgaard, L.; Ryum, N. Distribution of Mn- and Cr-containing dispersoids in Al-Mg-Si-alloys. Mater. Sci. Forum 2000, 331–337, 945–950. [Google Scholar] [CrossRef]
- Li, Z.; Qin, J.; Zhang, H.; Wang, X.; Zhang, B.; Nagaumi, H. Improved distribution and uniformity of α-Al(Mn,Cr)Si dispersoids in Al-Mg-Si-Cu-Mn (6xxx) alloys by two-step homogenization. Metall. Mater. Trans. A 2021, 52, 3204–3220. [Google Scholar] [CrossRef]
- Kozeschnik, E. Modeling Solid-State Precipitation; Momentum Press: New York, NY, USA, 2013. [Google Scholar]
- Ohno, M.; Yamashita, M.; Matsuura, K. Importance of microstructural evolution on prediction accuracy of microsegregation in Al-Cu and Fe-Mn alloys. Int. J. Heat Mass Transf. 2019, 133, 1120–1128. [Google Scholar] [CrossRef]
- Scheil, E. Bemerkungen zur Schichtkristallbildung. Int. J. Mater. Res. 1942, 34, 70–72. [Google Scholar] [CrossRef]
- Gulliver, G.H. The quantitative effect of rapid cooling upon the constitution of binary alloys. J. Inst. Met. 1913, 9, 120–157. [Google Scholar]
- Glicksman, M.E. Principles of Solidification: An Introduction to Modern Casting and Crystal Growth Concepts; Springer: New York, NY, USA, 2011. [Google Scholar]
- Schaffnit, P.; Stallybrass, C.; Konrad, J.; Stein, F.; Weinberg, M. A Scheil-Gulliver model dedicated to the solidification of steel. Calphad 2015, 48, 184–188. [Google Scholar] [CrossRef]
- Samaras, S.N.; Haidemenopoulos, G.N. Modelling of microsegregation and homogenization of 6061 extrudable Al-alloy. J. Mater. Process. Technol. 2007, 194, 63–73. [Google Scholar] [CrossRef]
- Basak, C.B.; Krishnan, M. Applicability of Scheil-Gulliver solidification model in real alloy: A case study with Cu-9wt%Ni-6wt%Sn alloy. Philos. Mag. Lett. 2015, 95, 376–383. [Google Scholar] [CrossRef]
- Sarafoglou, P.I.; Serafeim, A.; Fanikos, I.A.; Aristeidakis, J.S.; Haidemenopoulos, G.N. Modeling of microsegregation and homogenization of 6xxx Al-alloys including precipitation and strengthening during homogenization cooling. Materials 2019, 12, 1421. [Google Scholar] [CrossRef]
- Cai, M.; Robson, J.D.; Lorimer, G.W. Simulation and control of dispersoids and dispersoid-free zones during homogenizing an AlMgSi alloy. Scr. Mater. 2007, 57, 603–606. [Google Scholar] [CrossRef]
- Malakhov, D.V.; Panahi, D.; Gallerneault, M. On the formation of intermetallics in rapidly solidifying Al-Fe-Si alloys. Calphad 2010, 34, 159–166. [Google Scholar] [CrossRef]
- Kozeschnik, E.; MatCalc. Solid State and Precipitation Kinetics Simulation Software. Available online: http://www.matcalc.at (accessed on 10 June 2025).
- Institute of Materials Science and Technology, TU Wien. Open-License Multi-Component MatCalc Thermodynamic Database mc_al Version 2.036. Vienna. Available online: https://www.matcalc.at/index.php/databases/open-databases (accessed on 10 June 2025).
- Institute of Materials Science and Technology, TU Wien. Open-License Multi-Component MatCalc Diffusion Mobilities Database mc_al Version 2.008. Vienna. Available online: https://www.matcalc.at/index.php/databases/open-databases (accessed on 10 June 2025).
- Sarafoglou, P.I.; Haidemenopoulos, G.N. Phase fraction mapping in the ascast microstructure of extrudable 6xxx aluminum alloys. Int. J. Mater. Res. 2014, 105, 1202–1209. [Google Scholar] [CrossRef]
- Retzl, P.; Zamberger, S.; Kozeschnik, E. Computational analysis of austenite film thickness and C-redistribution in carbide-free bainite. Mater. Res. Express 2021, 8, 7. [Google Scholar] [CrossRef]
- Christian, J.W. The Classical Theory of Nucleation. In The Theory of Transformations in Metals and Alloys; Springer: Pergamon, Turkey, 2002; Chapter 10; pp. 422–479. [Google Scholar]
- Feufel, H.; Gödecke, T.; Lukas, H.L.; Sommer, F. Investigation of the Al-Mg-Si system by experiments and thermodynamic calculations. J. Alloys Compd. 1997, 247, 31–42. [Google Scholar] [CrossRef]
- Matsuda, K.; Sakaguchi, Y.; Miyata, Y.; Sato, T.; Kamio, A.; Ikeno, S. Precipitation sequence of various kinds of metastable phases in Al-1.0mass% Mg2Si-0.4mass% Si alloy. J. Mater. Sci. 2000, 35, 179–189. [Google Scholar] [CrossRef]
- Marioara, C.D.; Andersen, S.J.; Zandbergen, H.W.; Holmestad, R. The Influence of Alloy Composition on Precipitates of the Al-Mg-Si System. Metall. Mater. Trans. A 2005, 36, 691–702. [Google Scholar]
- Povoden-Karadeniz, E.; Lang, P.; Warczok, P.; Falahati, A.; Jun, W.; Kozeschnik, E. CALPHAD modeling of metastable phases in the Al-Mg-Si system. CALPHAD 2013, 43, 94–104. [Google Scholar] [CrossRef]
- Hu, R.; Ogura, T.; Tezuka, H.; Sato, T.; Liu, Q. Dispersoid formation and recrystallization behavior in an Al-Mg-Si-Mn alloy. J. Mater. Sci. Technol. 2010, 26, 237–243. [Google Scholar] [CrossRef]
- Li, Y.J.; Arnberg, L. Quantitative study on the precipitation behavior of dispersoids in DC-cast AA3003 alloy during heating and homogenization. Acta Mater. 2003, 51, 3415–3428. [Google Scholar] [CrossRef]
- Kemsies, R.H.; Milkereit, B.; Wenner, S.; Holmestad, R.; Kessler, O. In situ DSC investigation into the kinetics and microstructure of dispersoid formation in Al-Mn-Fe-Si(-Mg) alloys. Mater. Des. 2018, 146, 96–107. [Google Scholar] [CrossRef]
- Sobotka, E.; Kreyca, J.; Fuchs, N.; Wojcik, T.; Kozeschnik, E.; Povoden-Karadeniz, E. The Role of MX Carbonitrides for the Particle-Stimulated Nucleation of Ferrite in Microalloyed Steel. Metall. Mater. Trans. A 2023, 54, 2903–2923. [Google Scholar] [CrossRef]
- Strobel, K.; Easton, M.A.; Sweet, L.; Couper, M.J.; Nie, J.F. Relating quench sensitivity to microstructure in 6000 series aluminium alloys. Mater. Trans. 2011, 52, 914–919. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Mg | Mn | Cu + Cr + Zn + Ti | Al | |
|---|---|---|---|---|---|---|
| AA6082 | 1.2 | 0.25 | 0.65 | 0.57 | 0.1 | Balance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
García Arango, N.; Schuster, R.; Abart, R.; Povoden-Karadeniz, E. Microanalysis-Based Simulation of Heterogeneous Dispersoid Distribution in an Al Alloy After the Homogenization Stage. Crystals 2025, 15, 695. https://doi.org/10.3390/cryst15080695
García Arango N, Schuster R, Abart R, Povoden-Karadeniz E. Microanalysis-Based Simulation of Heterogeneous Dispersoid Distribution in an Al Alloy After the Homogenization Stage. Crystals. 2025; 15(8):695. https://doi.org/10.3390/cryst15080695
Chicago/Turabian StyleGarcía Arango, Nicolás, Roman Schuster, Rainer Abart, and Erwin Povoden-Karadeniz. 2025. "Microanalysis-Based Simulation of Heterogeneous Dispersoid Distribution in an Al Alloy After the Homogenization Stage" Crystals 15, no. 8: 695. https://doi.org/10.3390/cryst15080695
APA StyleGarcía Arango, N., Schuster, R., Abart, R., & Povoden-Karadeniz, E. (2025). Microanalysis-Based Simulation of Heterogeneous Dispersoid Distribution in an Al Alloy After the Homogenization Stage. Crystals, 15(8), 695. https://doi.org/10.3390/cryst15080695