
Additive Manufacturing of Ceramic-Reinforced Inconel 718: Microstructure and Mechanical Characterization


Abstract
1. Introduction
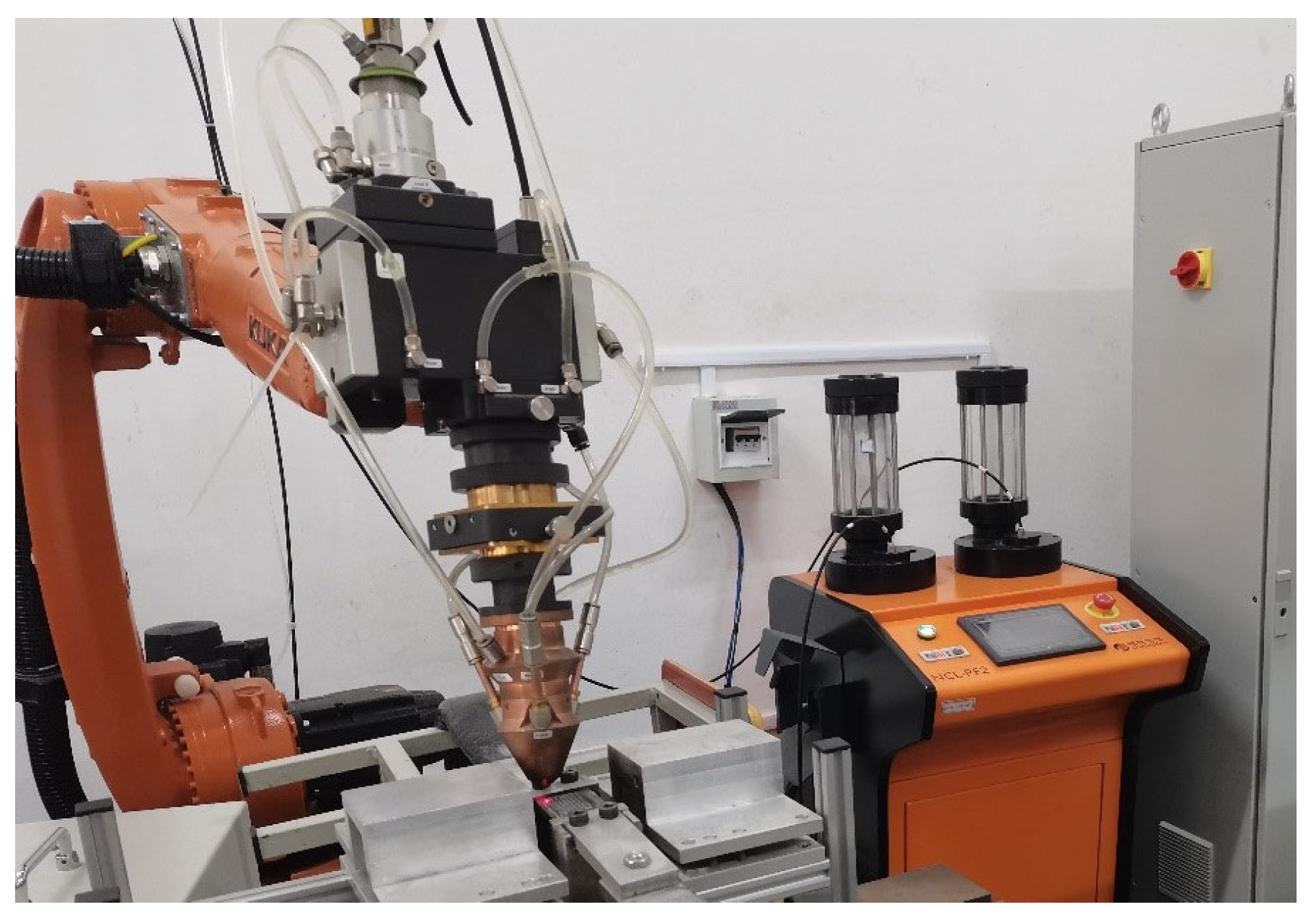
2. Experimental Procedure and Methods
3. Results and Discussion
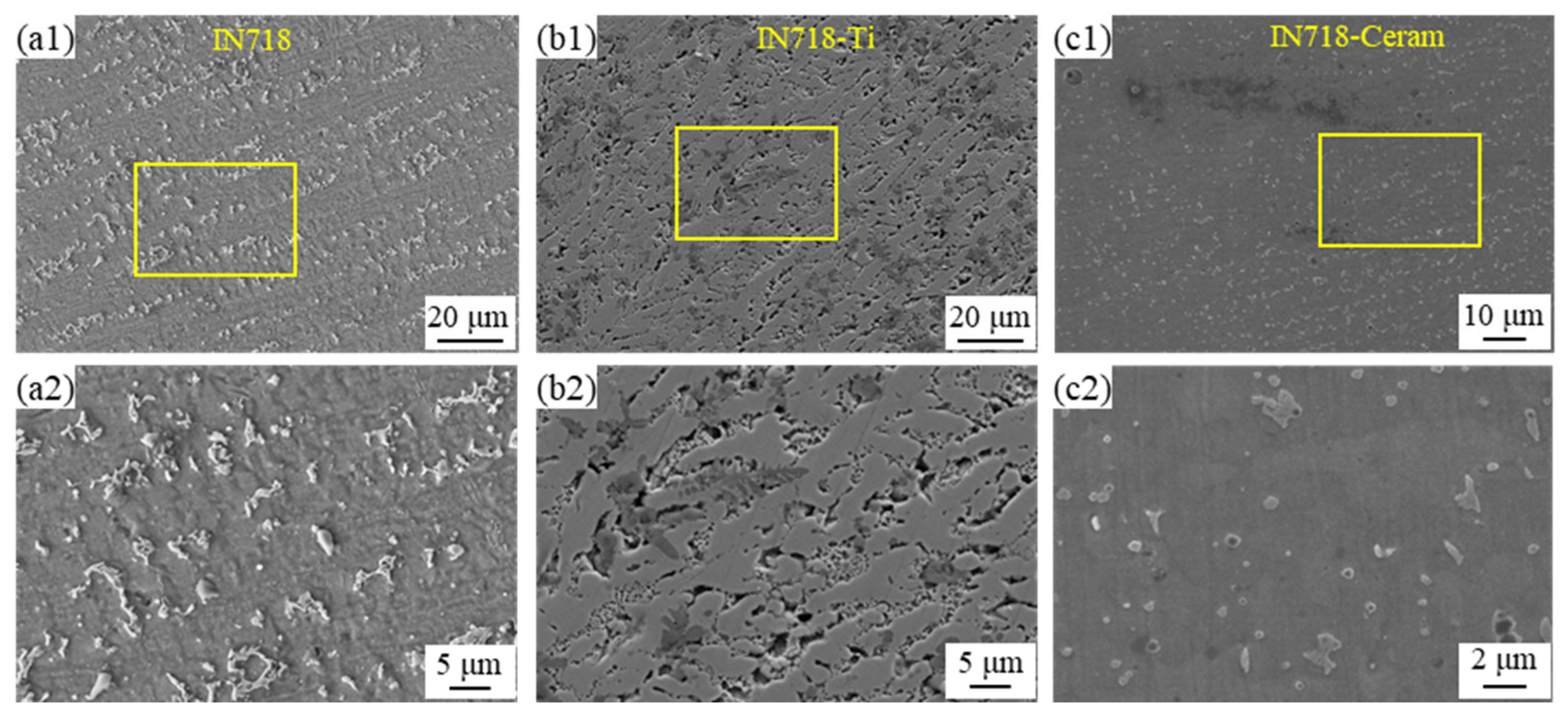
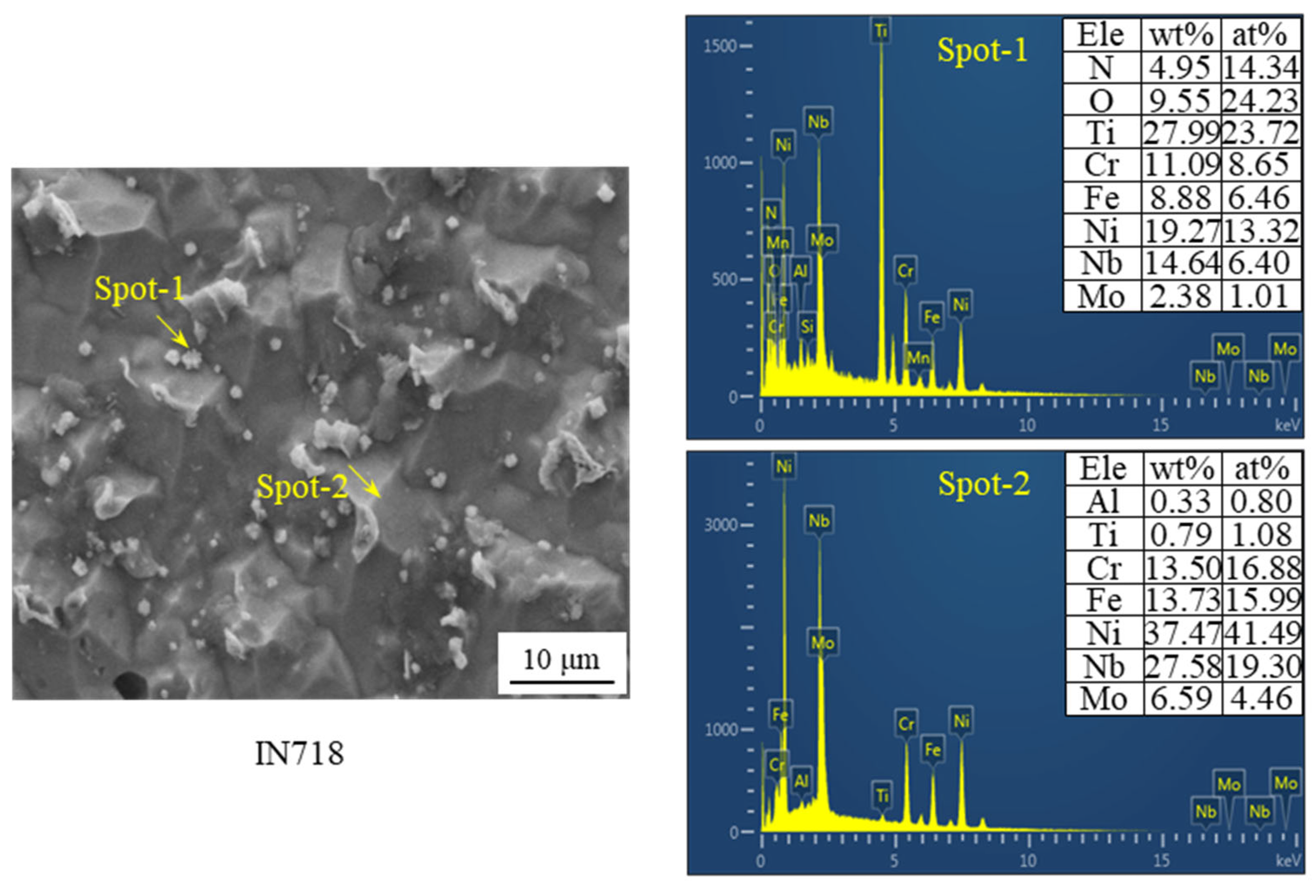
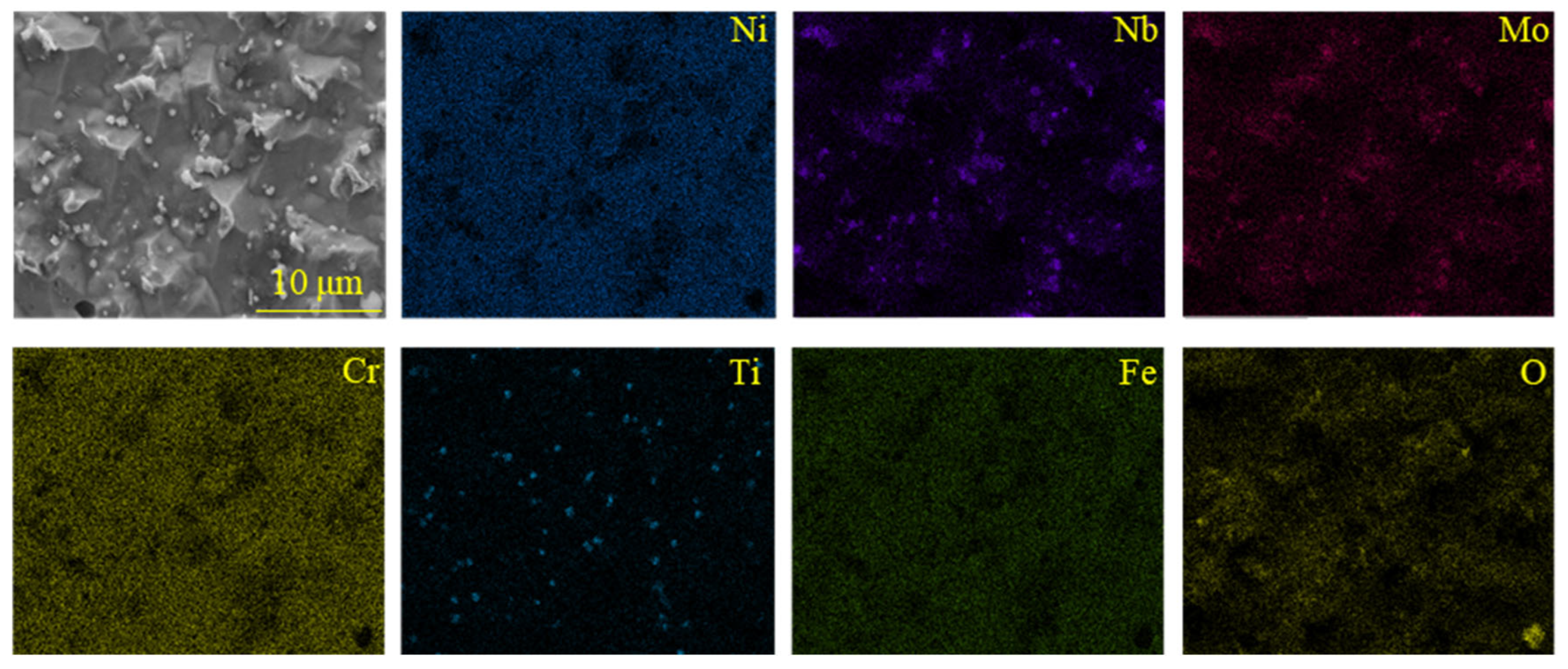
3.1. Microstructure
3.2. Microhardness
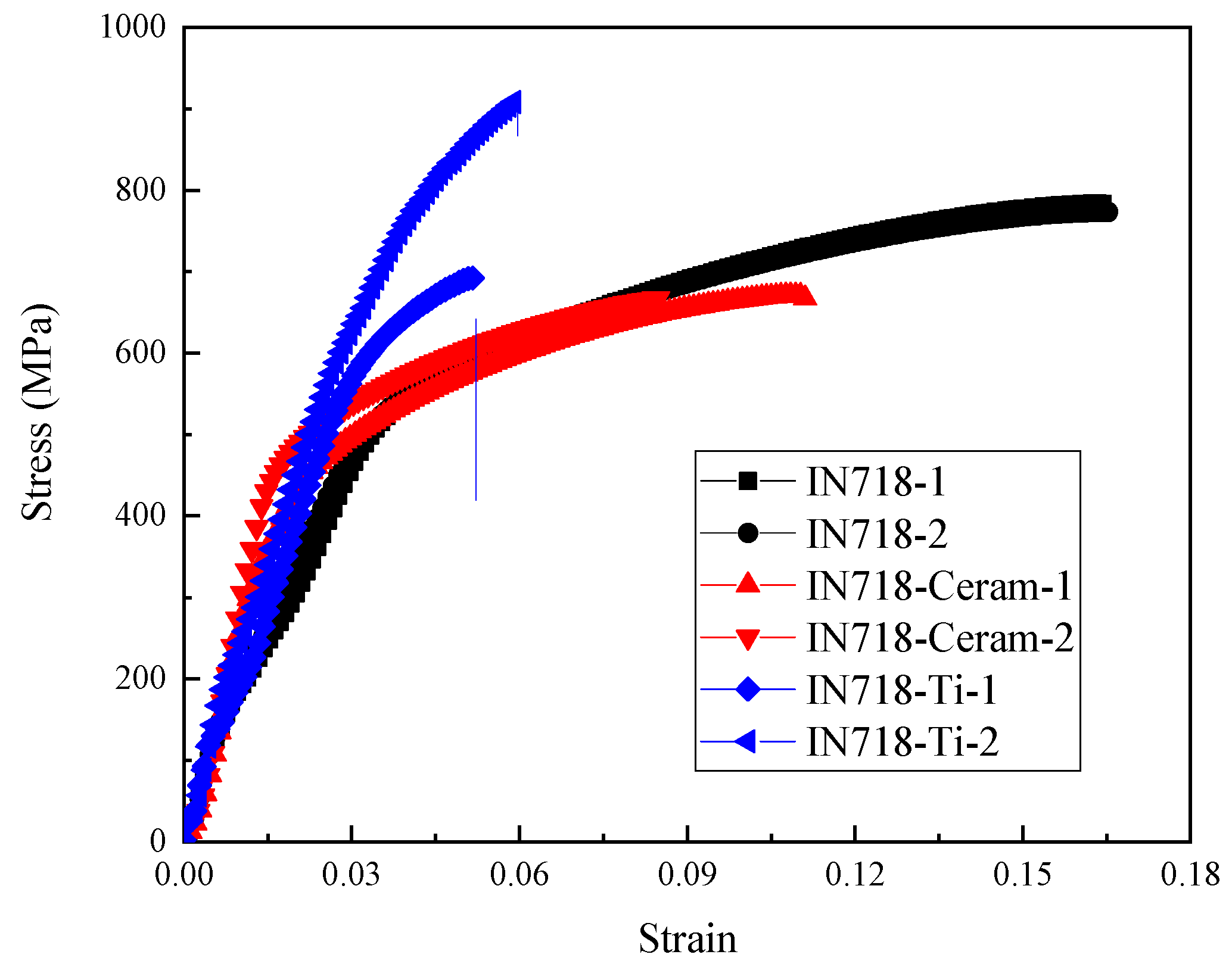
3.3. Tensile Properties
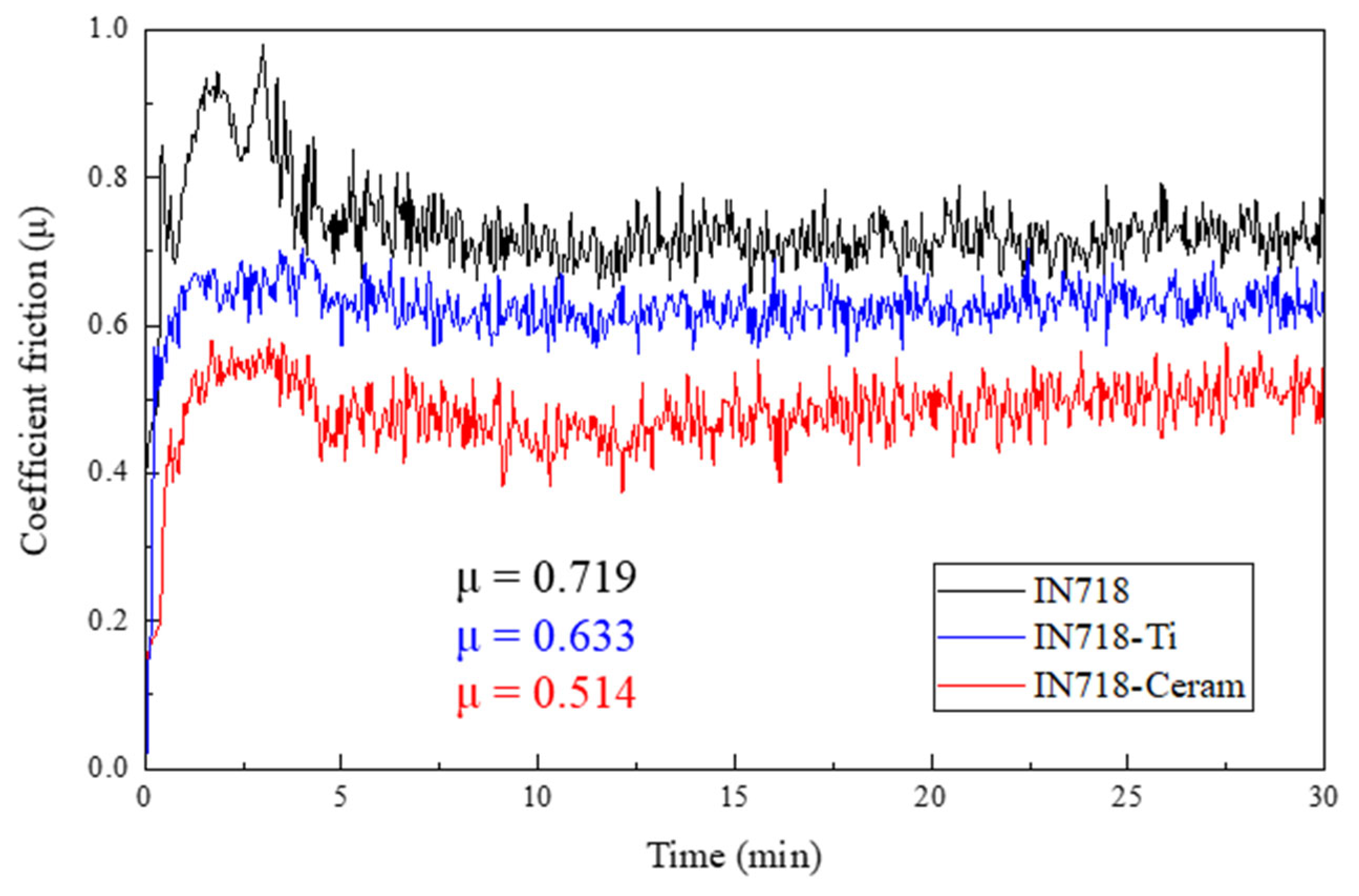
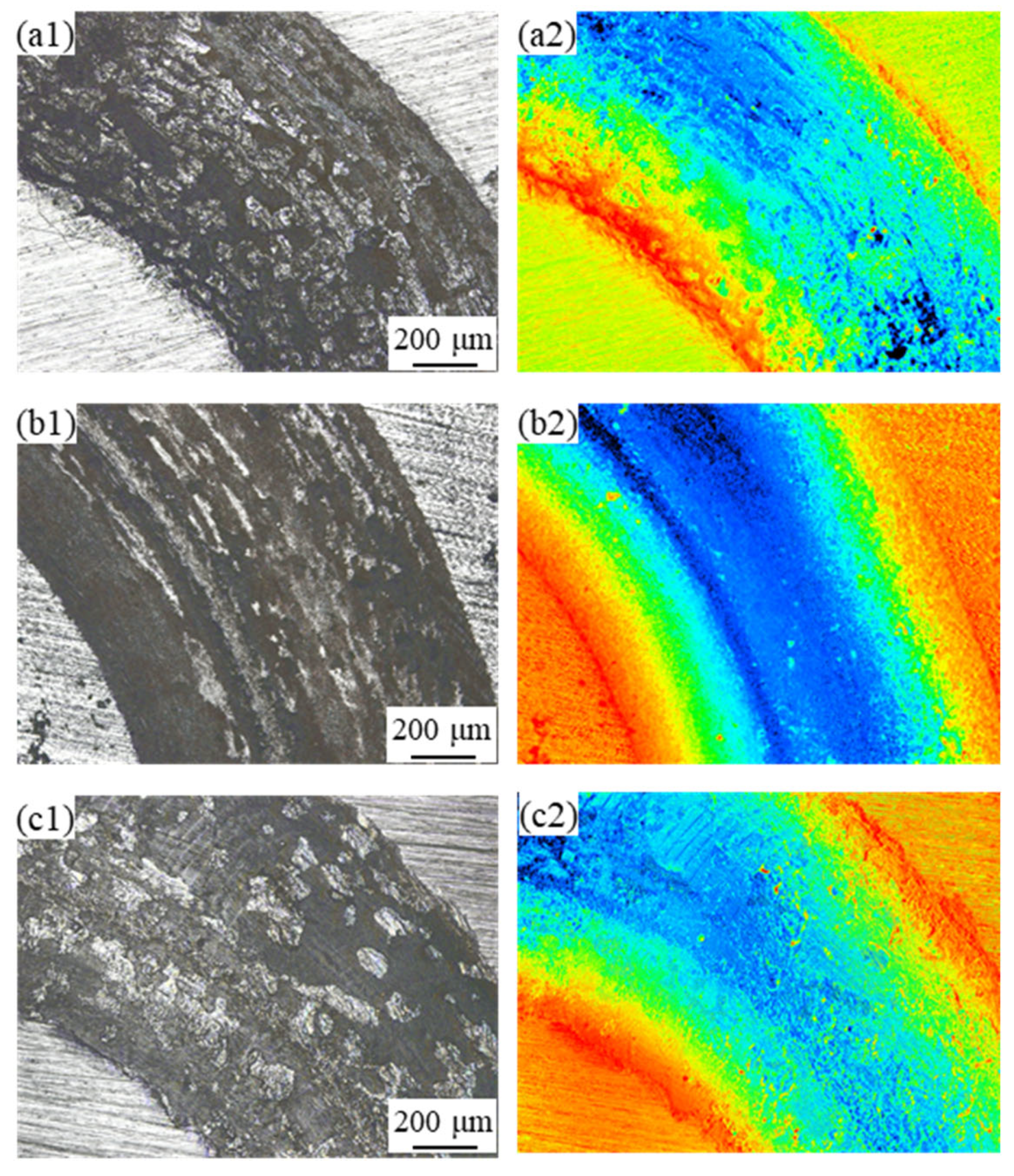
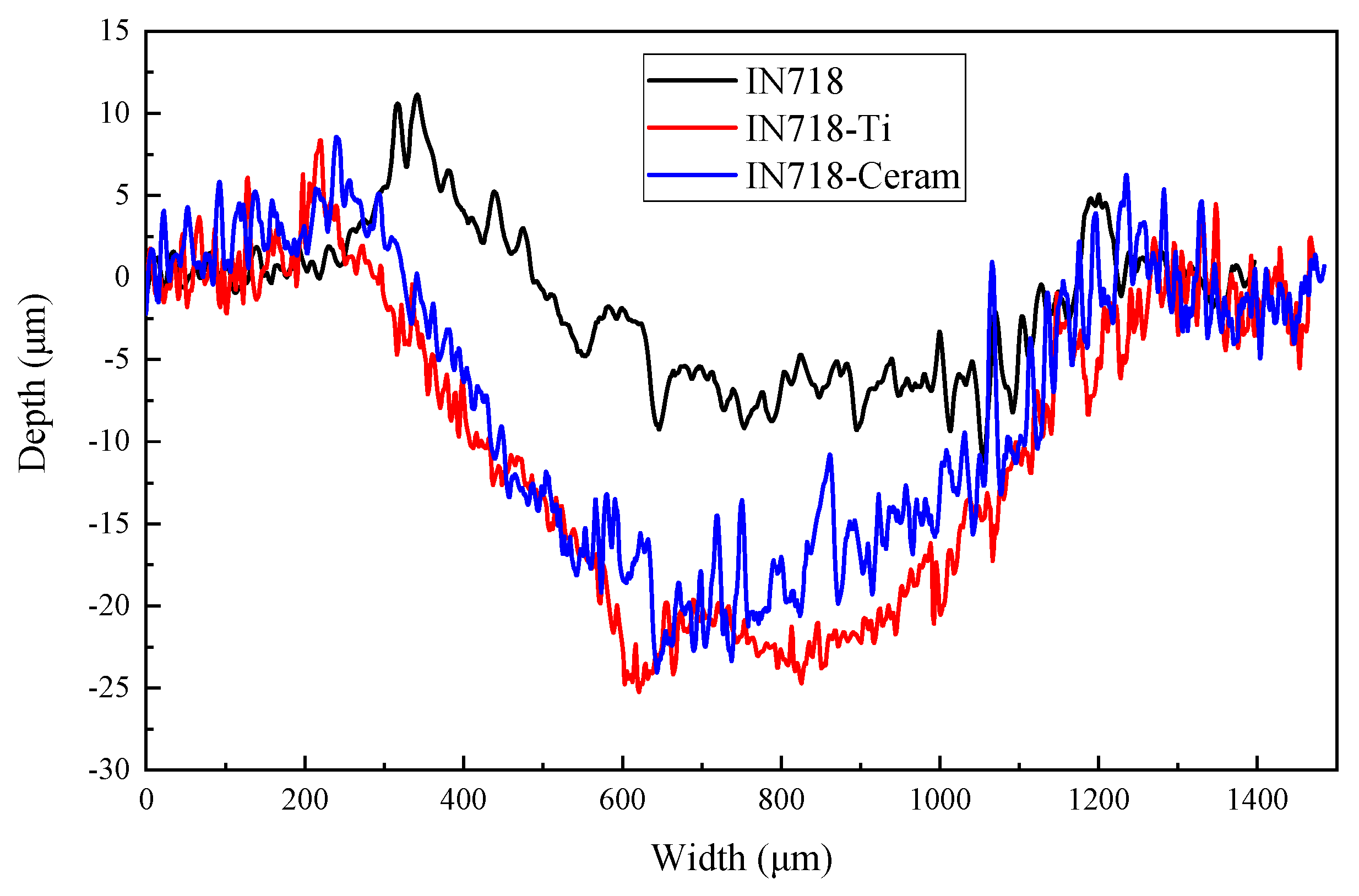
3.4. Wear Resistance
4. Conclusions
- (1)
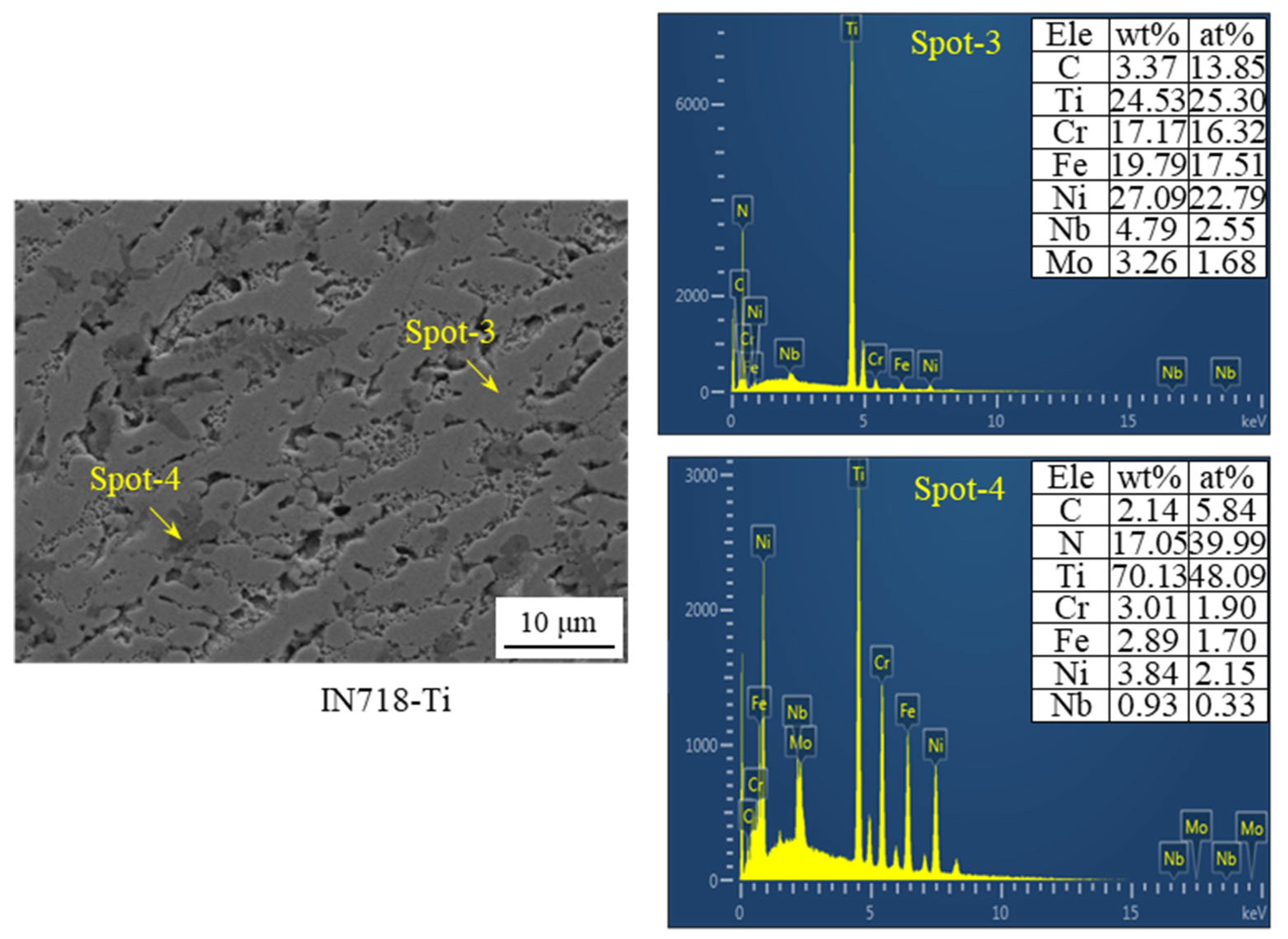
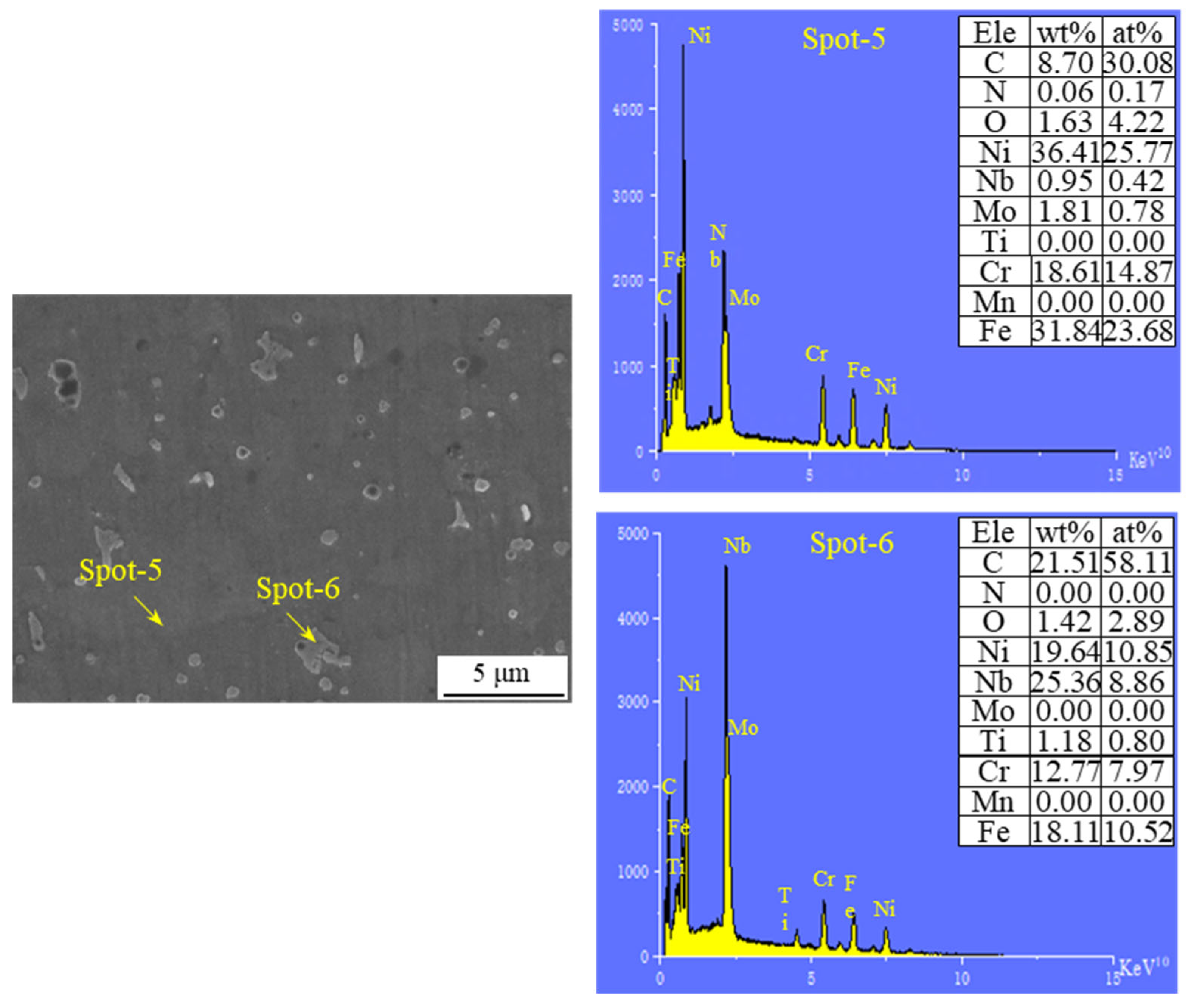
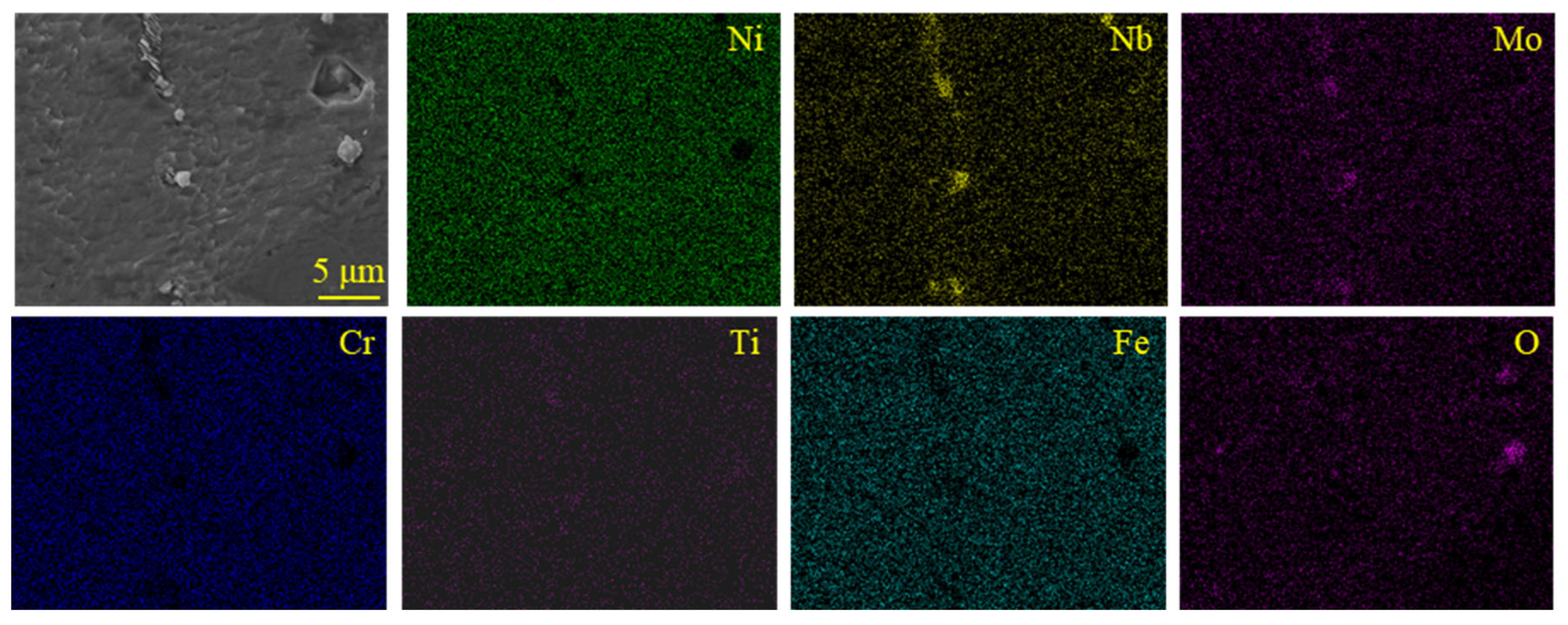
- The addition of ceramic phases during the additive manufacturing process significantly altered the microstructure and elemental distribution of the Inconel 718 nickel-based alloy. The in situ synthesized TiO2 ceramic phase induced the formation of leaf-like precipitates within the Laves phase, with titanium content reaching approximately 70.13 wt%, indicating TiN as the primary precipitate. Upon direct addition of Cr2O3 and TiO2 ceramic particles, the preferred orientation of the Laves phase disappeared, and the precipitates contained about 25.36 wt% Nb and 21.51 wt% C, suggesting the formation of NbC. These microstructural changes directly influenced the mechanical properties of the alloy.
- (2)
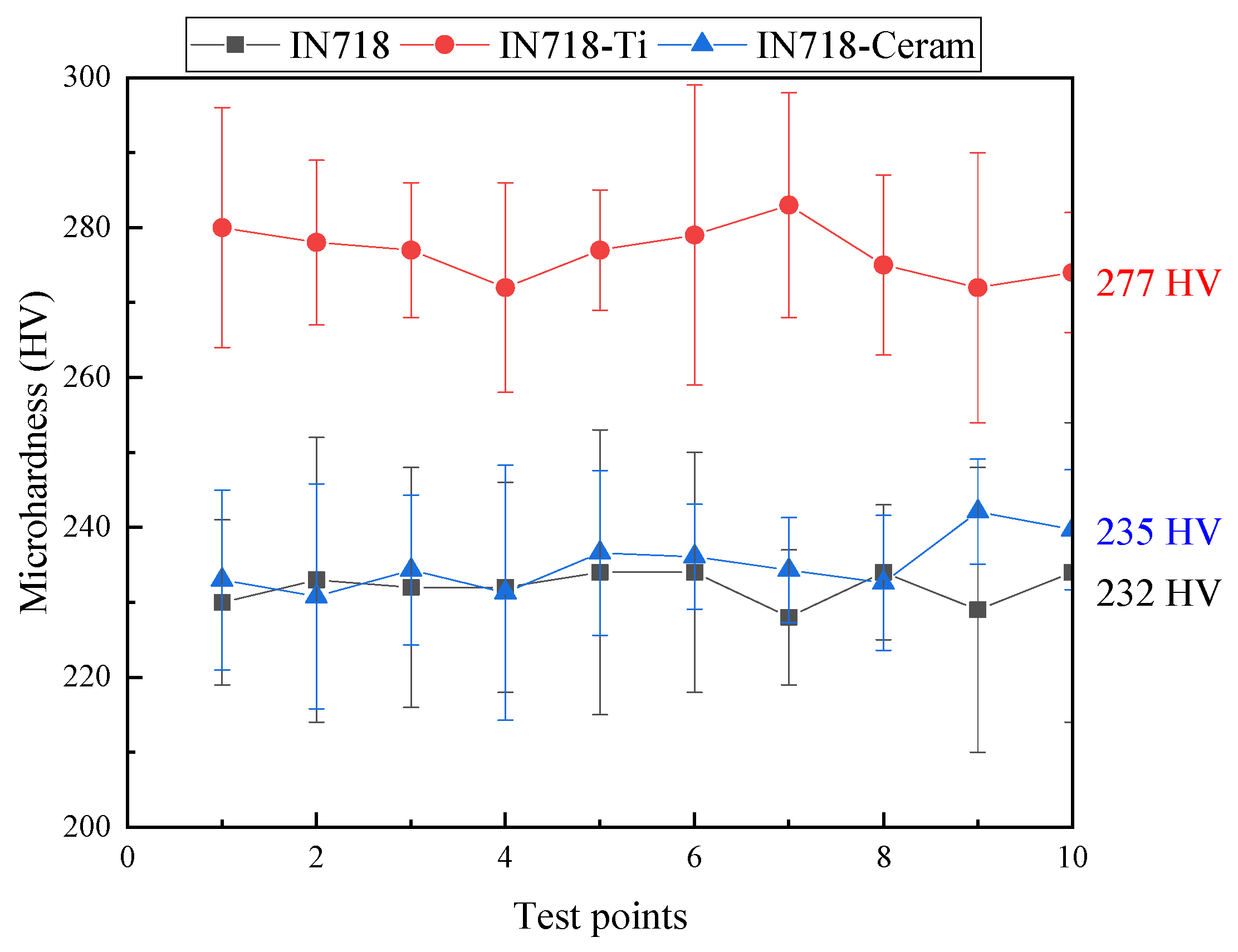
- The incorporation of ceramic phases had a pronounced effect on the mechanical properties of Inconel 718. The addition of Ti powder increased the microhardness from 232 HV to 277 HV, corresponding to an improvement of approximately 19.4%. Regarding tensile properties, the ultimate tensile strength rose from 779 MPa to 797 MPa, while the elongation significantly decreased from 16.5% to 5.6%. In contrast, samples with directly added Cr2O3 and TiO2 particles exhibited only a marginal increase in microhardness to 235 HV (1.3% increase), alongside reductions in yield strength and ultimate tensile strength to 450 MPa and 669 MPa, respectively, with an elongation of about 9.9%. In terms of wear resistance, the friction coefficient decreased from 0.719 to 0.633 after Ti powder addition, whereas samples with directly added ceramic particles showed the lowest friction coefficient of 0.514, demonstrating superior wear resistance.
- (3)
- Friction and wear testing revealed that ceramic phase addition markedly enhanced the wear resistance of Inconel 718. The wear volume of the unreinforced sample was 6,130,495 μm3, with a wear area ratio of 69.00%. Following Ti powder addition, the wear volume increased to 18,180,621 μm3 and the area ratio to 83.19%. For samples with directly added Cr2O3 and TiO2 particles, the wear volume was 16,290,782 μm3, with an area ratio of 80.23%. Although the Ti powder-reinforced sample exhibited higher hardness, the directly reinforced ceramic particle samples demonstrated lower friction coefficients and smaller wear volumes, suggesting that microstructural modifications via direct ceramic addition confer significant advantages for optimizing wear resistance.
- (4)
- Both direct ceramic particle addition and in situ ceramic phase synthesis effectively improve the wear resistance of additively manufactured Inconel 718; however, these enhancements come at the expense of reduced tensile properties. The findings of this study provide valuable insights for future research and practical applications, emphasizing the potential of ceramic reinforcement strategies to enhance the wear performance of additively manufactured components.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kanishka, K.; Acherjee, B. Revolutionizing Manufacturing: A Comprehensive Overview of Additive Manufacturing Processes, Materials, Developments, and Challenges. J. Manuf. Process. 2023, 107, 574–619. [Google Scholar] [CrossRef]
- Chaudhary, R.; Fabbri, P.; Leoni, E.; Mazzanti, F.; Akbari, R.; Antonini, C. Additive Manufacturing by Digital Light Processing: A Review. Prog. Addit. Manuf. 2023, 8, 331–351. [Google Scholar] [CrossRef]
- Chen, H.; Kosiba, K.; Suryanarayana, C.; Lu, T.; Liu, Y.; Wang, Y.; Prashanth, K.G. Feedstock Preparation, Microstructures and Mechanical Properties for Laser-Based Additive Manufacturing of Steel Matrix Composites. Int. Mater. Rev. 2023, 68, 1192–1244. [Google Scholar] [CrossRef]
- Shen, Y.; Wang, L.; Li, L.; Kong, D.; Ma, R.; Liu, L. Microstructure Evolution of 2205 Duplex Stainless Steel (DSS) and Inconel 718 Dissimilar Welded Joints and Impact on Corrosion and Mechanical Behavior. Mater. Sci. Eng. A 2025, 929, 148136. [Google Scholar] [CrossRef]
- Yang, Z.; Wu, G.; Shen, J.; Yin, Y.; Li, L.; Wang, Y.; Tian, Y.; Yao, J. Surface Morphological Characteristics and Mechanisms of Laser-Assisted Electrochemical Polishing on Inconel 718 Alloy. Opt. Laser Technol. 2025, 181, 111591. [Google Scholar] [CrossRef]
- Meng, G.; Gong, Y.; Zhang, J.; Ren, Q.; Zhao, J. Microstructure Effect on the Machinability Behavior of Additive and Conventionally Manufactured Inconel 718 Alloys. J. Mater. Process. Technol. 2024, 324, 118228. [Google Scholar] [CrossRef]
- Kar, A.; Sharma, A.; Kumar, S. A Critical Review on Recent Advancements in Aluminium-Based Metal Matrix Composites. Crystals 2024, 14, 412. [Google Scholar] [CrossRef]
- Li, P. Microstructure and Mechanical Properties of Bimetallic Materials Containing Ceramic Particles Made Using Directed Energy Deposition. J. Mater. Eng. Perform. 2024, 21, 1–10. [Google Scholar] [CrossRef]
- Chen, L.-Y.; Qin, P.; Zhang, L.; Zhang, L.-C. An Overview of Additively Manufactured Metal Matrix Composites: Preparation, Performance, and Challenge. Int. J. Extrem. Manuf. 2024, 6, 052006. [Google Scholar] [CrossRef]
- Karabulut, Y.; Ünal, R. Additive Manufacturing of Ceramic Particle-Reinforced Aluminum-based Metal Matrix Composites: A Review. J. Mater. Sci. 2022, 57, 19212–19242. [Google Scholar] [CrossRef]
- Miao, W.-J.; Wang, S.-Q.; Wang, Z.-H.; Wu, F.-B.; Zhang, Y.-Z.; Ouyang, J.-H.; Wang, Y.-M.; Zou, Y.-C. Additive Manufacturing of Advanced Structural Ceramics for Tribological Applications: Principles, Techniques, Microstructure and Properties. Lubricants 2025, 13, 112. [Google Scholar] [CrossRef]
- Yuan, J.; Zhu, Y.; Wang, J.; Gan, L.; He, M.; Zhang, T.; Li, P.; Qiu, F. Preparation and Application of Mg–Al Composite Oxide/Coconut Shell Carbon Fiber for Effective Removal of Phosphorus from Domestic Sewage. Food Bioprod. Process. 2021, 126, 293–304. [Google Scholar] [CrossRef]
- Yang, Z.; Zhai, X.; Zhang, C.; Shi, J.; Huang, X.; Li, Z.; Zou, X.; Gong, Y.; Holmes, M.; Povey, M. Agar/TiO2/Radish Anthocyanin/Neem Essential Oil Bionanocomposite Bilayer Films with Improved Bioactive Capability and Electrochemical Writing Property for Banana Preservation. Food Hydrocoll. 2022, 123, 107187. [Google Scholar] [CrossRef]
- Chen, W.; Xu, L.; Zhang, Y.; Han, Y.; Zhao, L.; Jing, H. Additive Manufacturing of High-Performance 15-5PH Stainless Steel Matrix Composites. Virtual Phys. Prototyp. 2022, 17, 366–381. [Google Scholar] [CrossRef]
- Hong, C.; Gu, D.; Dai, D.; Alkhayat, M.; Urban, W.; Yuan, P.; Cao, S.; Gasser, A.; Weisheit, A.; Kelbassa, I.; et al. Laser Additive Manufacturing of Ultrafine TiC Particle Reinforced Inconel 625 Based Composite Parts: Tailored Microstructures and Enhanced Performance. Mater. Sci. Eng. A 2015, 635, 118–128. [Google Scholar] [CrossRef]
- Rojas, J.G.M.; Ghasri-Khouzani, M.; Wolfe, T.; Fleck, B.; Henein, H.; Qureshi, A.J. Preliminary Geometrical and Microstructural Characterization of WC-Reinforced NiCrBSi Matrix Composites Fabricated by Plasma Transferred Arc Additive Manufacturing through Taguchi-Based Experimentation. Int. J. Adv. Manuf. Technol. 2021, 113, 1451–1468. [Google Scholar] [CrossRef]
- Wang, Y.L.; Zhao, L.; Wan, D.; Guan, S.; Chan, K.C. Additive Manufacturing of TiB2-Containing CoCrFeMnNi High-Entropy Alloy Matrix Composites with High Density and Enhanced Mechanical Properties. Mater. Sci. Eng. A 2021, 825, 141871. [Google Scholar] [CrossRef]
- Li, B.; Qian, B.; Xu, Y.; Liu, Z.; Xuan, F. Fine-Structured CoCrFeNiMn High-Entropy Alloy Matrix Composite with 12 wt% TiN Particle Reinforcements via Selective Laser Melting Assisted Additive Manufacturing. Mater. Lett. 2019, 252, 88–91. [Google Scholar] [CrossRef]
- Yang, Q.; Xu, Z.; Li, L.; Li, P. Microstructure and Performance Research on Ceramic-Enhanced Inconel 718 Matrix Composite Using Laser Additive Manufacturing. Metals 2023, 13, 1525. [Google Scholar] [CrossRef]
- Shen, Z.; Su, H.; Liu, Y.; Jiang, H.; Zhao, D.; Guo, Y.; Yu, M.; Zhou, H.; Liu, Y.; Zhang, Z. Laser Additive Manufacturing of Melt-Grown Al2O3/GdAlO3 Eutectic Ceramic Composite: Powder Designs and Crack Analysis with Thermo-Mechanical Simulation. J. Eur. Ceram. Soc. 2022, 42, 6583–6598. [Google Scholar] [CrossRef]
- Wu, D.; Yu, X.; Zhao, Z.; Ma, G.; Zhou, C.; Zhang, B.; Ren, G.; Niu, F. One-Step Additive Manufacturing of TiCp Reinforced Al2O3–ZrO2 Eutectic Ceramics Composites by Laser Directed Energy Deposition. Ceram. Int. 2023, 49, 12758–12771. [Google Scholar] [CrossRef]
- Qiao, G.; Zhang, B.; Bai, Q.; Gao, Y.; Du, W.; Zhang, Y. Machinability of TiC-Reinforced Titanium Matrix Composites Fabricated by Additive Manufacturing. J. Manuf. Process. 2022, 76, 412–418. [Google Scholar] [CrossRef]
- Villa, A.; Gianchandani, P.K.; Baino, F. Sustainable Approaches for the Additive Manufacturing of Ceramic Materials. Ceramics 2024, 7, 291–309. [Google Scholar] [CrossRef]
- Luo, L.; Liu, X.; Ma, S.; Li, L.; You, T. Quantification of Zearalenone in Mildewing Cereal Crops Using an Innovative Photoelectrochemical Aptamer Sensing Strategy Based on ZnO-NGQDs Composites. Food Chem. 2020, 322, 126778. [Google Scholar] [CrossRef]
- Ma, S.; Pan, L.G.; You, T.; Wang, K. gC3N4/Fe3O4 Nanocomposites as Adsorbents Analyzed by UPLC-MS/MS for Highly Sensitive Simultaneous Determination of 27 Mycotoxins in Maize: Aiming at Increasing Purification Efficiency and Reducing Time. J. Agric. Food Chem. 2021, 69, 4874–4882. [Google Scholar] [CrossRef] [PubMed]
- Wei, W.; Zhang, Q.; Wu, W.; Cao, H.; Shen, J.; Fan, S.; Duan, X. Agglomeration-Free Nanoscale TiC Reinforced Titanium Matrix Composites Achieved by in-Situ Laser Additive Manufacturing. Scr. Mater. 2020, 187, 310–316. [Google Scholar] [CrossRef]
- Mandal, A.; Tiwari, J.K.; AlMangour, B.; Das, A.; Sathish, N.; Sharma, R.K.; Rajput, P.; Srivastava, A.K. Microstructural and Thermal Expansion Behaviour of Graphene Reinforced 316L Stainless Steel Matrix Composite Prepared via Powder Bed Fusion Additive Manufacturing. Results Mater. 2021, 11, 100200. [Google Scholar] [CrossRef]
- Riquelme, A.; Sánchez de Rojas Candela, C.; Rodrigo, P.; Rams, J. Influence of Process Parameters in Additive Manufacturing of Highly Reinforced 316L/SiCp Composites. J. Mater. Process. Technol. 2022, 299, 117325. [Google Scholar] [CrossRef]
- Traxel, K.D.; Bandyopadhyay, A. Influence of in Situ Ceramic Reinforcement towards Tailoring Titanium Matrix Composites Using Laser-Based Additive Manufacturing. Addit. Manuf. 2020, 31, 101004. [Google Scholar] [CrossRef]
- Li, P.; Liu, J.; Liu, B.; Li, L.; Zhou, J.; Meng, X.; Lu, J. Microstructure and Mechanical Properties of In-Situ Synthesized Ti (N, C) Strengthen IN718/1040 Steel Laminate by Directed Energy Deposition. Mater. Sci. Eng. A 2022, 846, 143247. [Google Scholar] [CrossRef]
- Li, P.; Yang, Q.; Li, L.; Gong, Y.; Zhou, J.; Lu, J. Microstructure Evolution and Mechanical Properties of in Situ Synthesized Ceramic Reinforced 316L/IN718 Matrix Composites. J. Manuf. Process. 2023, 93, 214–224. [Google Scholar] [CrossRef]
- Hu, Y.; Ning, F.; Wang, X.; Wang, H.; Zhao, B.; Cong, W.; Li, Y. Laser Deposition-Additive Manufacturing of in Situ TiB Reinforced Titanium Matrix Composites: TiB Growth and Part Performance. Int. J. Adv. Manuf. Technol. 2017, 93, 3409–3418. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V.A. A Review of Mechanical Properties of Additively Manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Jin, B.; Zhang, N.; Yu, H.; Hao, D.; Ma, Y. AlxCoCrFeNiSi High Entropy Alloy Coatings with High Microhardness and Improved Wear Resistance. Surf. Coatings Technol. 2020, 402, 126328. [Google Scholar] [CrossRef]
- Li, Y.; Shi, Y. Microhardness, Wear Resistance, and Corrosion Resistance of AlxCrFeCoNiCu High-Entropy Alloy Coatings on Aluminum by Laser Cladding. Opt. Laser Technol. 2021, 134, 106632. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yield Strength/MPa | Ultimate Tensile Strength/MPa | Elongation | |
|---|---|---|---|
| IN718 | 508 ± 5 | 784 ± 6 | 16.5% ± 0.1 |
| IN718-Ceram | 423 ± 22 | 667 ± 30 | 8.6% ± 1.3 |
| IN718-Ti | / | 690 ± 105 | 5.2% ± 0.4 |
| Samples | Total Worn Volume (μm3) | Cross-Section Area (μm2) | Area Ratio (%) | Test Image |
|---|---|---|---|---|
| IN718 | 6,130,495 | 1,049,786 | 69.00 |  |
| IN718-Ti | 18,180,621 | 1,265,710 | 83.19 |  |
| IN718-Ceram | 16,290,782 | 1,220,081 | 80.23 |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qi, Y.; Hu, B.; Wang, L.; Ma, Y.; Yang, M.; Ma, Y.; Li, P. Additive Manufacturing of Ceramic-Reinforced Inconel 718: Microstructure and Mechanical Characterization. Crystals 2025, 15, 585. https://doi.org/10.3390/cryst15070585
Qi Y, Hu B, Wang L, Ma Y, Yang M, Ma Y, Li P. Additive Manufacturing of Ceramic-Reinforced Inconel 718: Microstructure and Mechanical Characterization. Crystals. 2025; 15(7):585. https://doi.org/10.3390/cryst15070585
Chicago/Turabian StyleQi, Yang, Bo Hu, Lei Wang, Yanwei Ma, Mei Yang, Yihang Ma, and Pengfei Li. 2025. "Additive Manufacturing of Ceramic-Reinforced Inconel 718: Microstructure and Mechanical Characterization" Crystals 15, no. 7: 585. https://doi.org/10.3390/cryst15070585
APA StyleQi, Y., Hu, B., Wang, L., Ma, Y., Yang, M., Ma, Y., & Li, P. (2025). Additive Manufacturing of Ceramic-Reinforced Inconel 718: Microstructure and Mechanical Characterization. Crystals, 15(7), 585. https://doi.org/10.3390/cryst15070585