
The Effect of Nb Addition on the Microstructural Evolution and Mechanical Properties of 50W–Ni–Fe Alloy

Abstract
1. Introduction
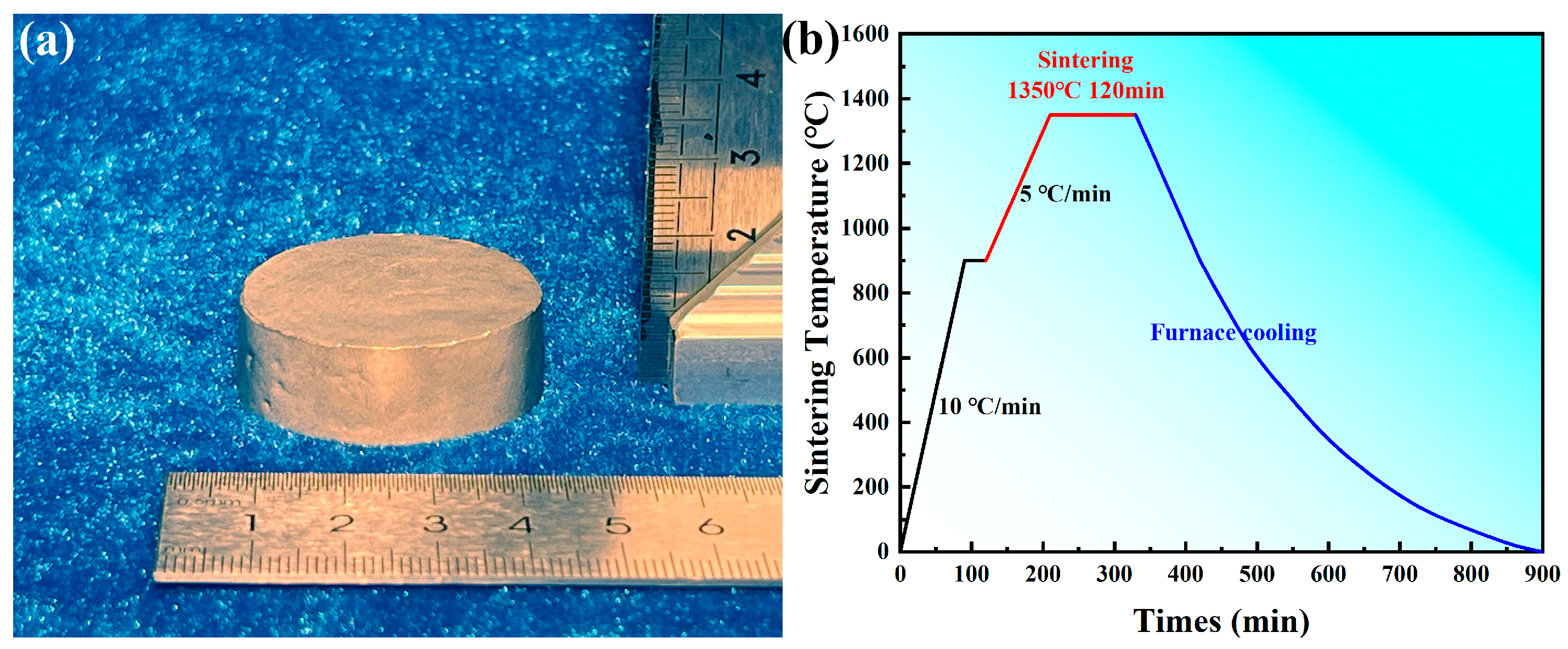
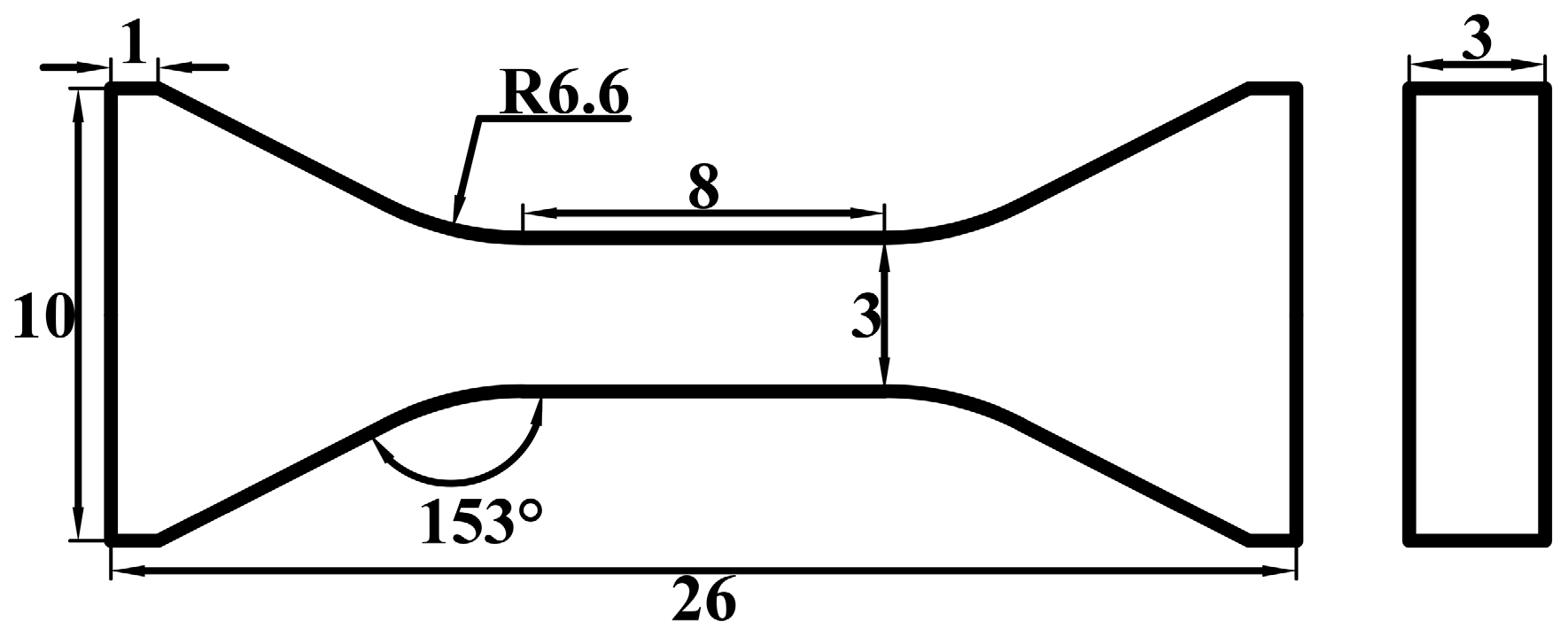
2. Materials and Methods
3. Results
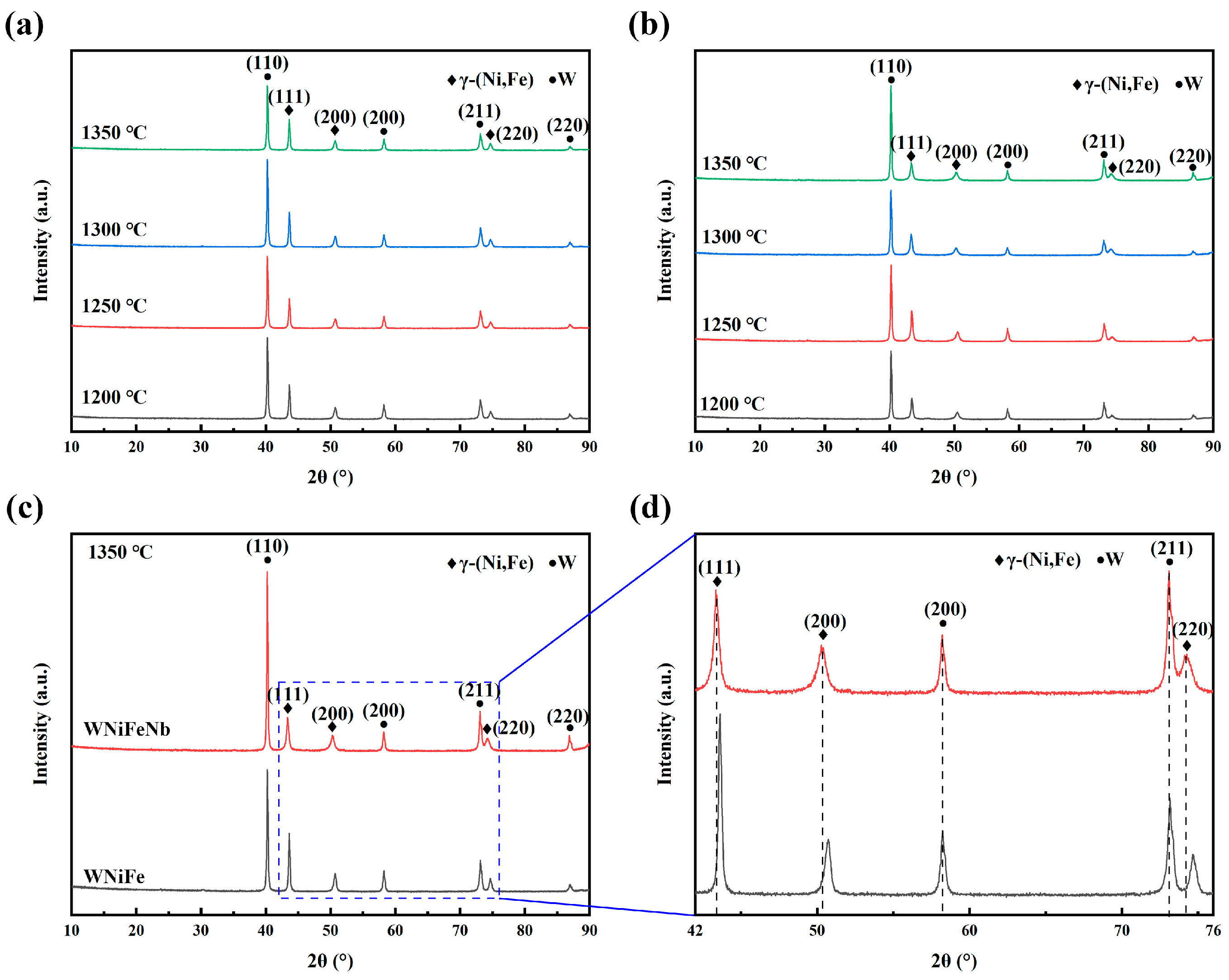
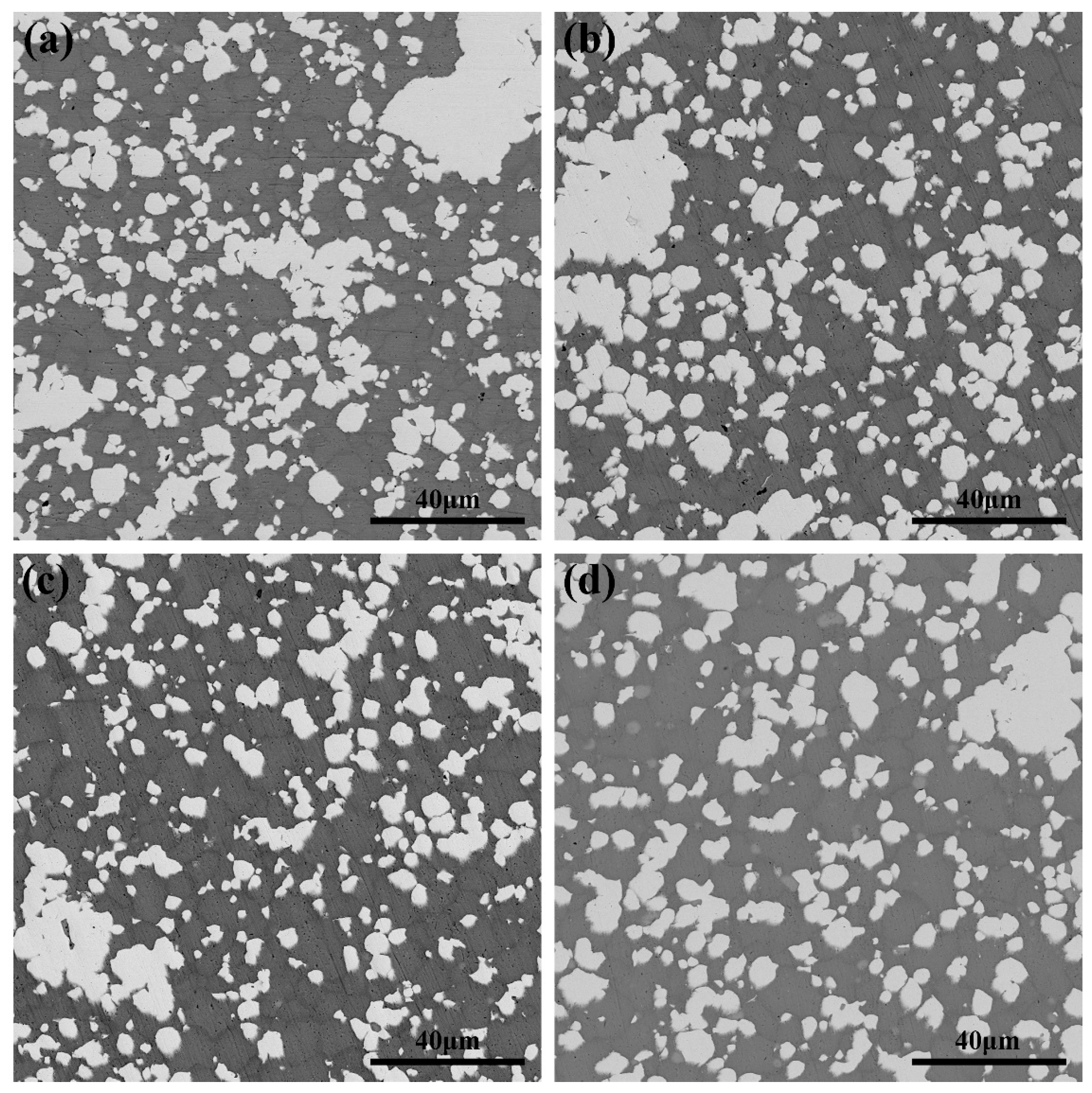
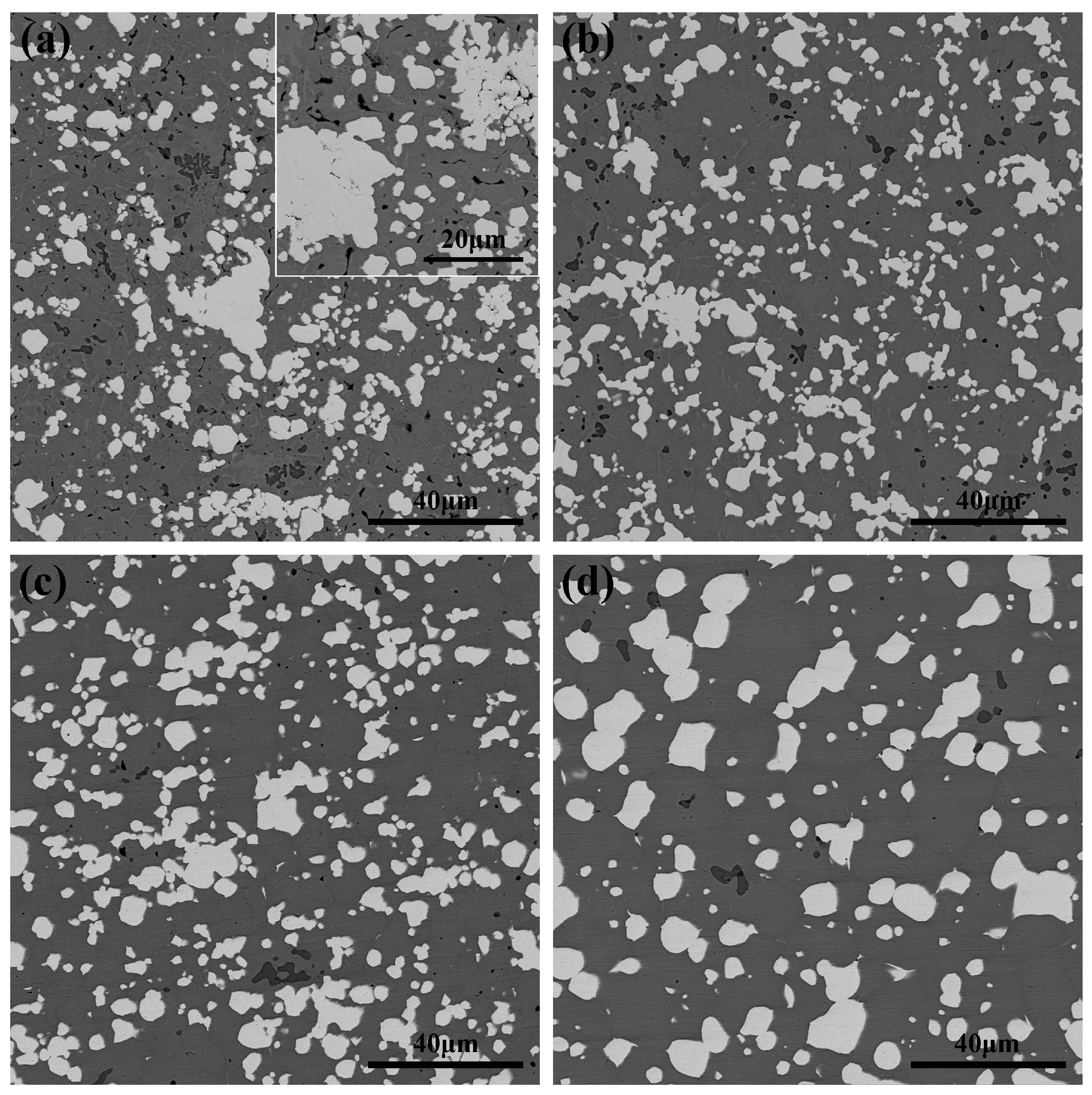
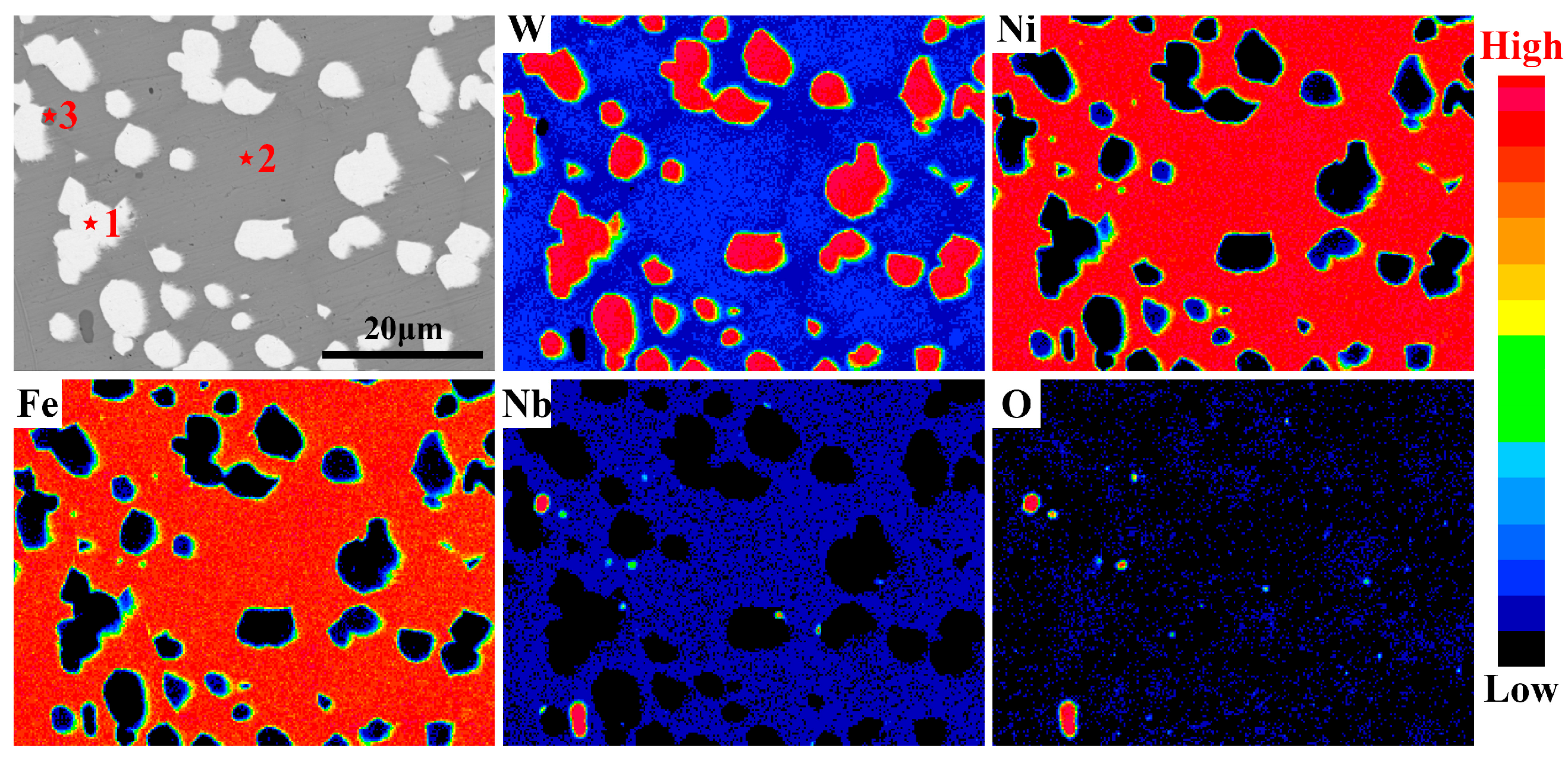
3.1. Microstructure
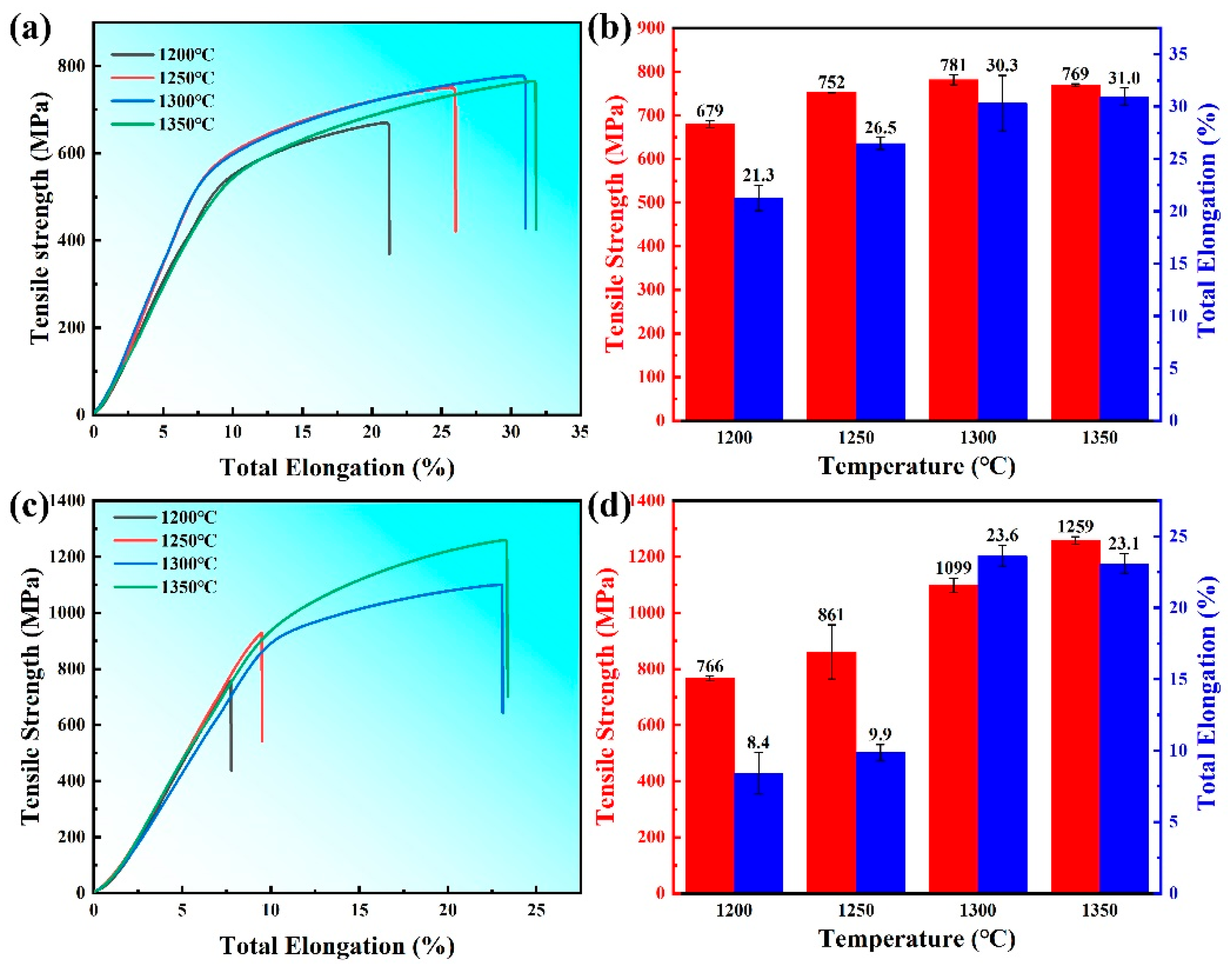
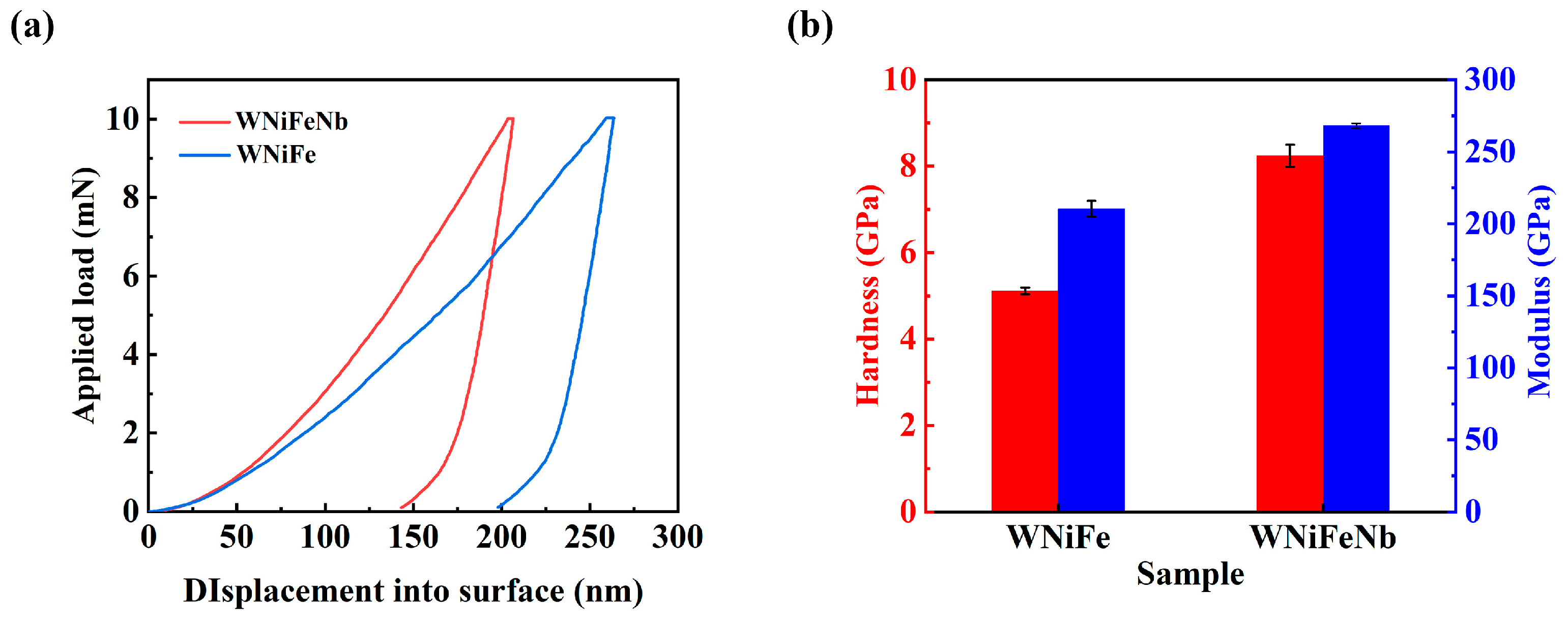
3.2. Mechanical Property
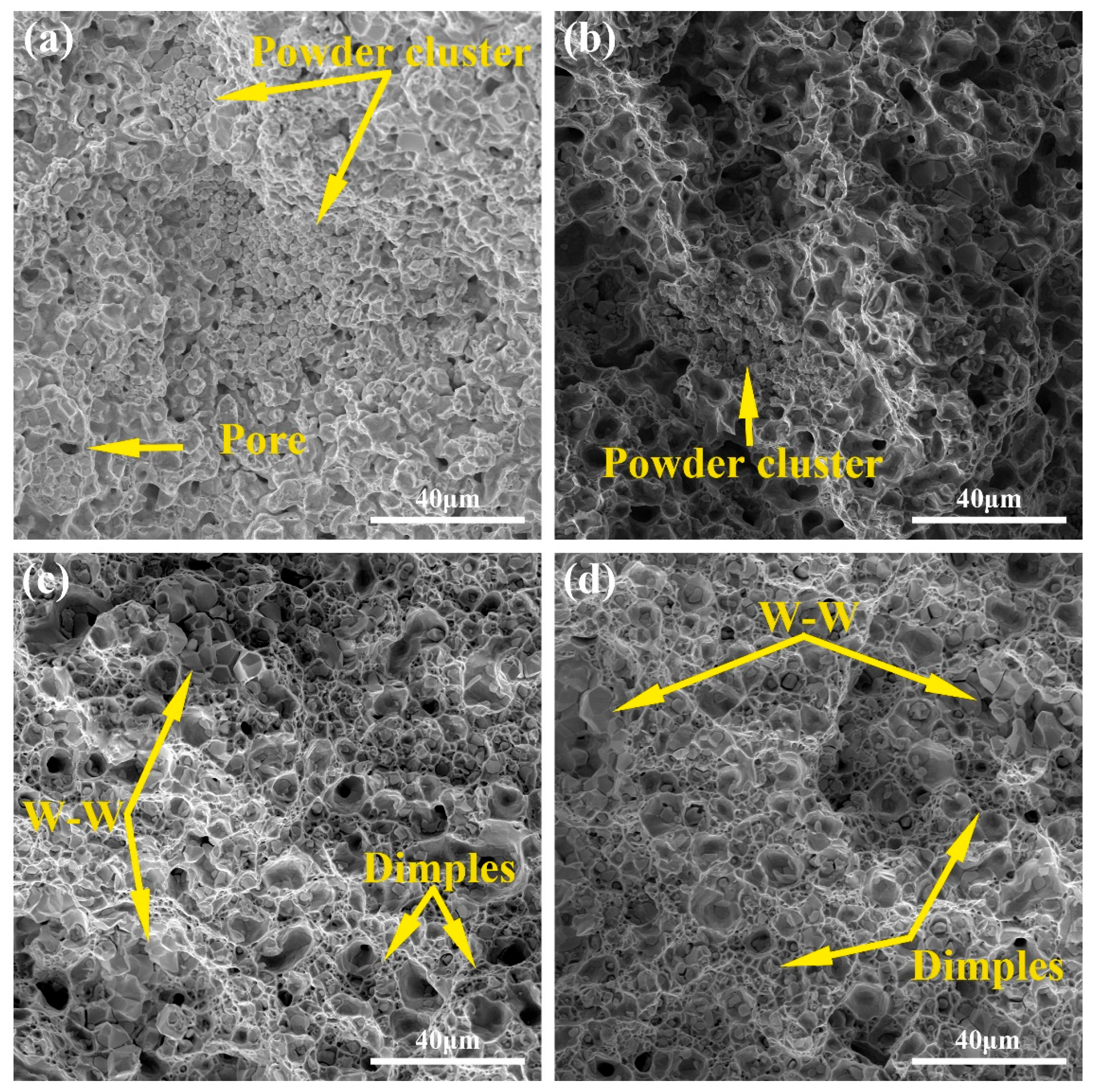
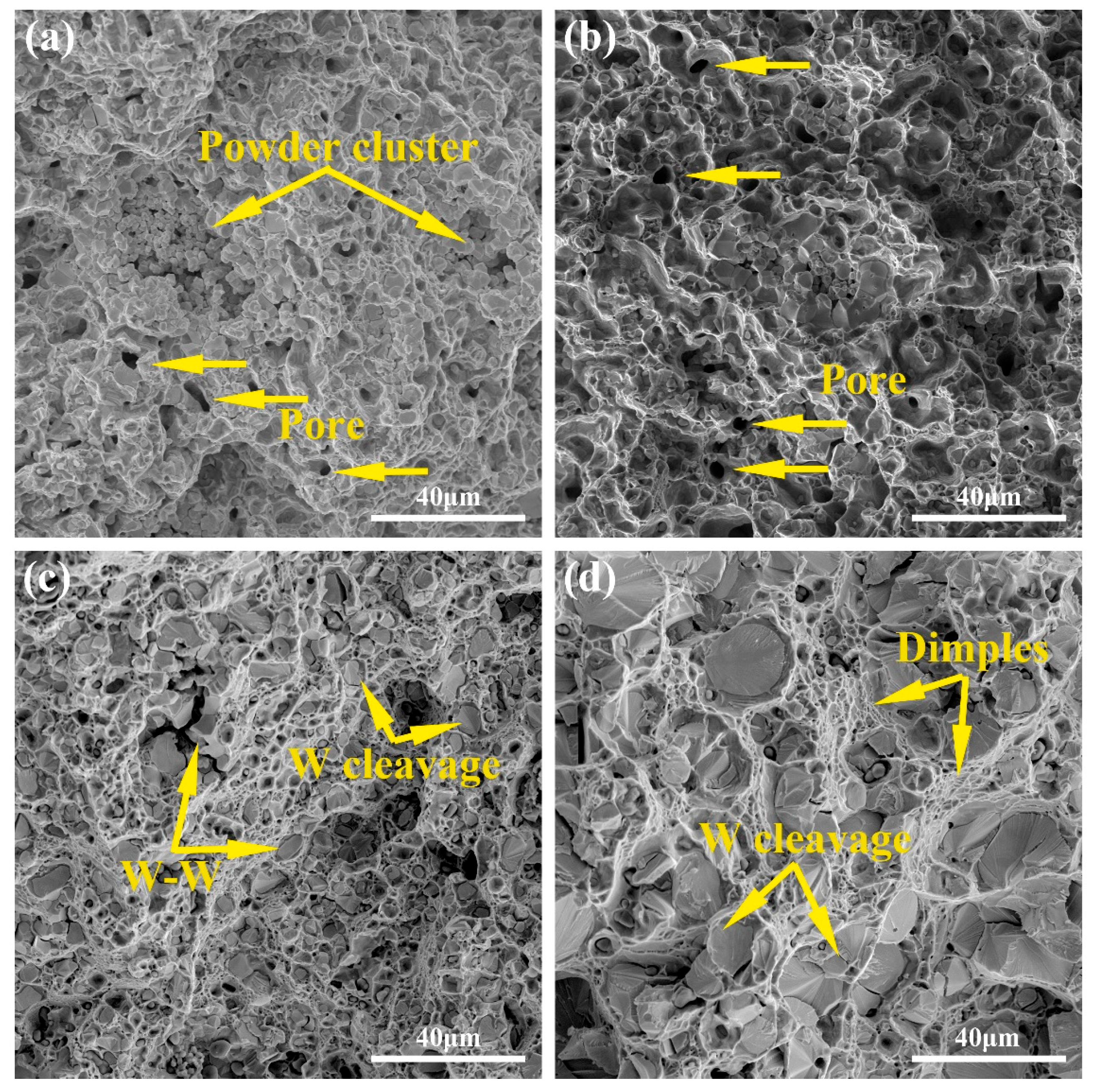
3.3. Fracture Morphology
4. Discussion
4.1. Effect of Nb Addition on Microstructural Characteristics
4.2. Effect of Nb Addition on Mechanical Properties
4.3. Alloy Failure Behaviour
5. Conclusions
- (1)
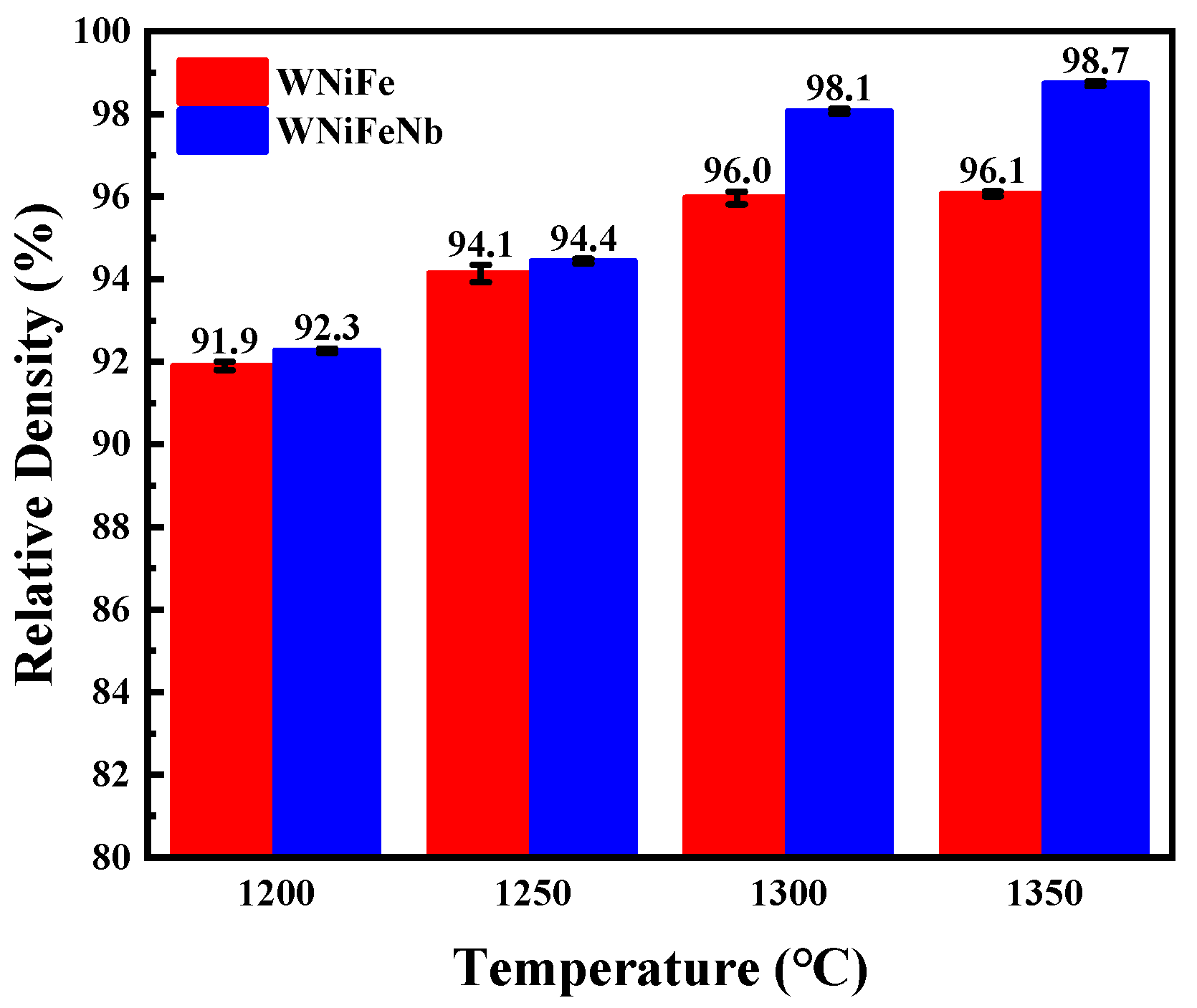
- Nb addition significantly reduces the liquid phase formation temperature, promotes sintering densification, and improves microstructural homogeneity. The 50W–35Ni–11Fe–4Nb alloy achieves an optimal relative density of 98.7% at 1350 °C.
- (2)
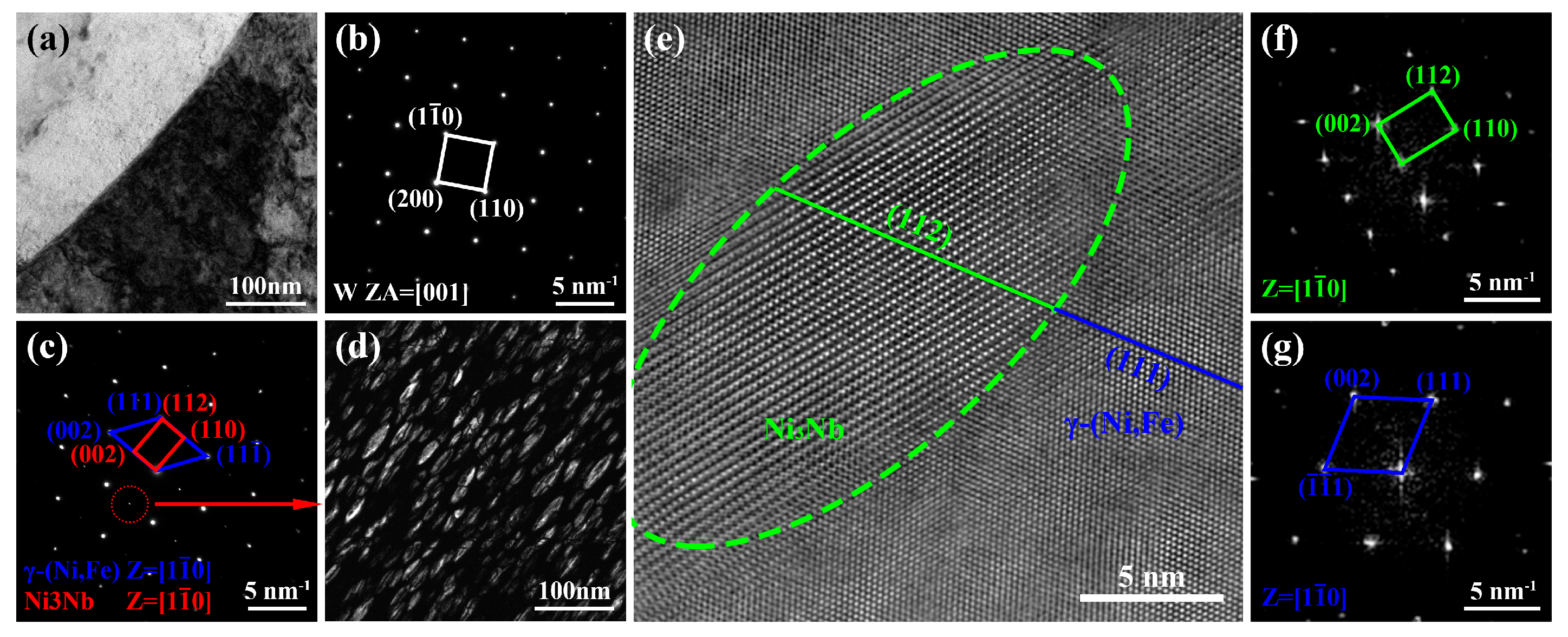
- Nb and Ni form a large number of γ″-Ni3Nb precipitates with sizes ranging from 20 nm to 50 nm. These precipitates maintain a coherent relationship with the γ-(Ni,Fe) matrix, exhibiting strong interfacial bonding, which significantly enhances the hardness and modulus of the matrix phase.
- (3)
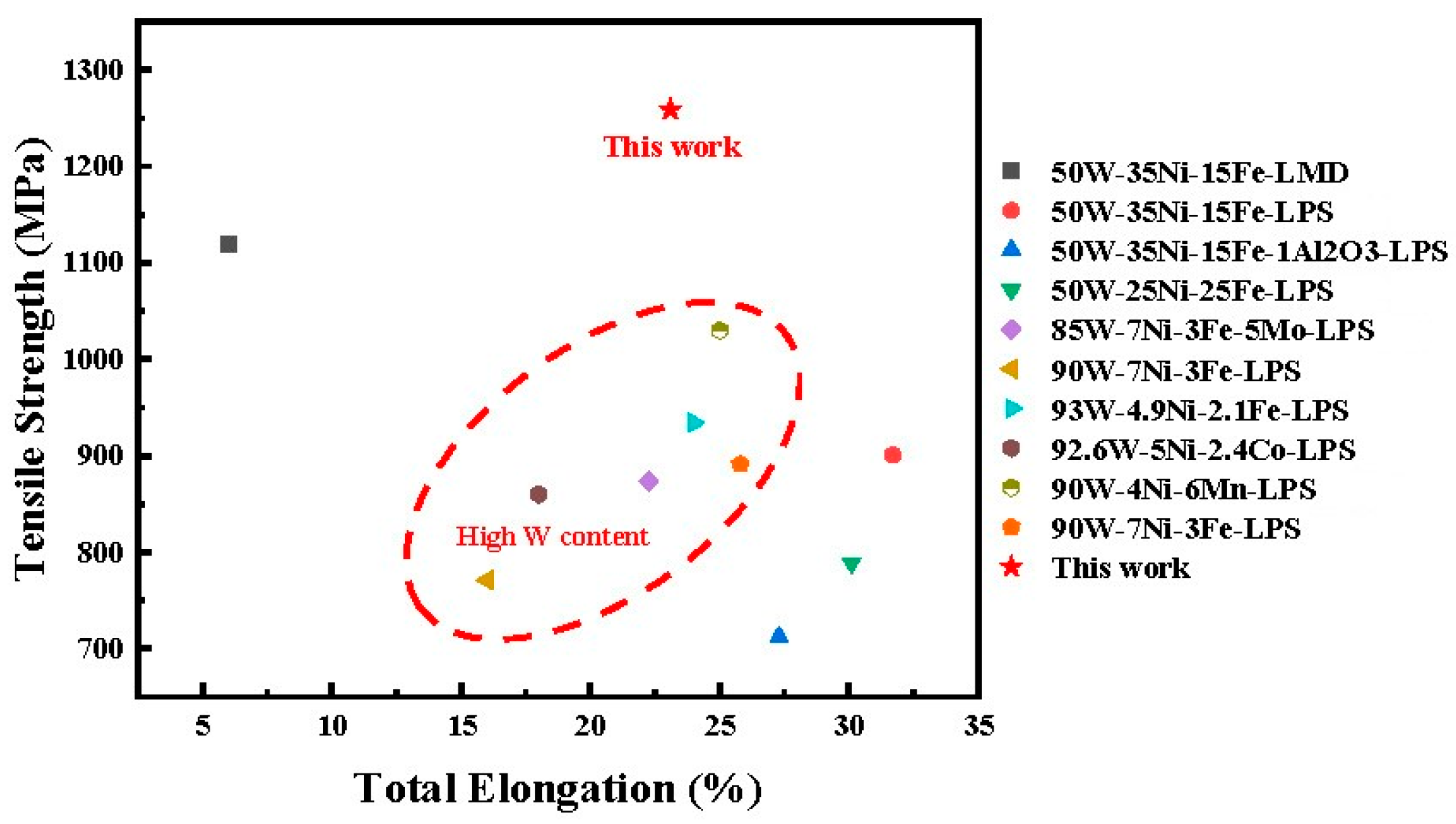
- The WNiFeNb alloy achieves balanced strength and ductility primarily through precipitation strengthening, supplemented by solid solution strengthening. The alloy achieves an ultimate tensile strength of 1259 ± 13 MPa (61% improvement over the Nb-free alloy) and a total elongation of 23.1 ± 0.7%. The fracture mode transitions to a hybrid mechanism dominated by W particle cleavage fracture and matrix phase ductile rupture.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cui, L.; Wang, C.; Zhao, Z.; Pan, K.M.; Zhao, L.Z.; Ren, Y.P.; Cui, H.L. Research Progress on Strength and Toughness of Tungsten Alloy. Rare Met. Mater. Eng. 2024, 53, 3539–3552. [Google Scholar]
- Cunningham, W.S.; Lang, E.; Sprouster, D.; Olynik, N.; Pattammattel, A.; Olds, D.; Hattar, K.; Mccue, I.; Trelewicz, J.R. Alloying effects on the microstructure and properties of laser additively manufactured tungsten materials. Mater. Sci. Eng. A 2024, 914, 147110. [Google Scholar] [CrossRef]
- Manikandan, R. Crystallographic texture evolution in hot-press sintered tungsten heavy alloy with the effect of niobium (Nb) addition. Mater. Today Commun. 2024, 39, 108971. [Google Scholar]
- Singh, I.; Dabhade, V.V. Transient liquid phase sintering in spark plasma sintered tungsten heavy alloys with Nb and Mo additives. Int. J. Refract. Met. Hard Mater. 2024, 124, 106849. [Google Scholar] [CrossRef]
- Singh, I.; Dabhade, V.; Debata, M.; Panigrahi, A. The influence of Mo and Nb on liquid phase sintering and mechanical properties of W-Ni-Fe-co based tungsten heavy alloy. Mater. Charact. 2025, 224, 115034. [Google Scholar] [CrossRef]
- Singh, I.; Dabhade, V.; Debata, M.; Panigrahi, A. The role of addition of Mo and Nb on microstructure, phase and mechanical properties in tungsten heavy alloys. J. Alloys Compd. 2025, 1010, 177466. [Google Scholar] [CrossRef]
- Natarajan, S.; Gopalan, V.; Rajan, R.A.; Jen, C.-P. Effect of Rare Earth Metals (Y, La) and Refractory Metals (Mo, Ta, Re) to Improve the Mechanical Properties of W–Ni–Fe Alloy—A Review. Materials 2021, 14, 1660. [Google Scholar] [CrossRef]
- Bollina, R.; German, R.M. Heating rate effects on microstructural properties of liquid phase sintered tungsten heavy alloys. Int. J. Refract. Met. Hard Mater. 2004, 22, 117–127. [Google Scholar] [CrossRef]
- Çalışkan, N.K.; Nuri, D.; Şakir, B. Swaging of liquid phase sintered 90W–7Ni–3Fe tungsten heavy alloy. Int. J. Refract. Met. Hard Mater. 2013, 36, 260–264. [Google Scholar] [CrossRef]
- Haag, J.V.; Edwards, D.J.; Henager, C.H.; Setyawan, W.; Wang, J.; Murayama, M. Characterization of ductile phase toughening mechanisms in a hot-rolled tungsten heavy alloy. Acta Mater. 2021, 204, 116523. [Google Scholar] [CrossRef]
- Shakunt, N.S.; Gouthama; Upadhyaya, A. Effect of La2O3 addition on microstructure and mechanical properties of W–Ni–Cu tungsten heavy alloy. Mater. Chem. Phys. 2024, 318, 129227. [Google Scholar] [CrossRef]
- Mandal, S.; Sengupta, P.; Dey, S.; Kumar, M.; Basu, S.; Debata, M. Effect of Y2O3, La2O3 and ZrO2 dispersoid addition on ultra-high temperature stability of 95W–3.5Ni–1.5Fe heavy alloy. Int. J. Refract. Met. Hard Mater. 2023, 113, 106195. [Google Scholar] [CrossRef]
- Kumari, A.; Prabhu, G.; Sankaranarayana, M.; Nandy, T.K. Effect of solution treatment temperature and cooling rate on the mechanical properties of tungsten heavy alloy. Mater. Sci. Eng. A 2017, 688, 225–236. [Google Scholar] [CrossRef]
- Yang, T.; Wang, Y.; Liu, J.; Hong, X.; Ni, Y.; Cheng, C.; Wang, X.; Fan, J. Study on the mechanical properties of tungsten alloys with respect to tungsten content and post-treatment processes. Mater. Lett. 2025, 385, 138141. [Google Scholar] [CrossRef]
- Alam, M.E.; Wang, J.; Henager, C.H.; Setyawan, W.; Odette, G.R. The effect of hot rolling on the strength and fracture toughness of 90W–7Ni3Fe tungsten heavy metal alloys. Mater. Sci. Eng. A 2021, 824, 141738. [Google Scholar] [CrossRef]
- Kunčická, L.; Macháčková, A.; Lavery, N.P.; Kocich, R.; Cullen, J.C.T.; Hlaváč, L.M. Effect of thermomechanical processing via rotary swaging on properties and residual stress within tungsten heavy alloy. Int. J. Refract. Met. Hard Mater. 2020, 87, 105120. [Google Scholar] [CrossRef]
- Han, Y.; Li, Y.; Ye, L.; Du, Z.; Liu, Z.; Li, X.; Zhao, M.-C.; Atrens, A. A novel dissolution-precipitation mechanism during liquid phase sintering and its strengthening effects in W–Ni–Fe alloys with low W contents. Mater. Des. 2022, 220, 110841. [Google Scholar] [CrossRef]
- Mathon, M.; Connétable, D.; Sundman, B.; Lacaze, J. Calphad-type assessment of the Fe–Nb–Ni ternary system. Calphad 2009, 33, 136–161. [Google Scholar] [CrossRef]
- He, F.; Chen, D.; Han, B.; Wu, Q.; Wang, Z.; Wei, S.; Wei, D.; Wang, J.; Liu, C.T.; Kai, J.-j. Design of D022 superlattice with superior strengthening effect in high entropy alloys. Acta Mater. 2019, 167, 275–286. [Google Scholar] [CrossRef]
- Lawitzki, R.; Hassan, S.; Karge, L.; Wagner, J.; Wang, D.; Von Kobylinski, J.; Krempaszky, C.; Hofmann, M.; Gilles, R.; Schmitz, G. Differentiation of γ′- and γ″- precipitates in Inconel 718 by a complementary study with small-angle neutron scattering and analytical microscopy. Acta Mater. 2019, 163, 28–39. [Google Scholar]
- Liu, H.; Guo, K.; Sun, J.; Shi, H. Effect of Nb addition on the microstructure and mechanical properties of Inconel 718 fabricated by laser directed energy deposition. Mater. Charact. 2022, 183, 111601. [Google Scholar] [CrossRef]
- Takeuchi, A.; Inoue, A. Classification of Bulk Metallic Glasses by Atomic Size Difference, Heat of Mixing and Period of Constituent Elements and Its Application to Characterization of the Main Alloying Element. Mater. Trans. 2005, 46, 2817–2829. [Google Scholar] [CrossRef]
- Lesley, C.; Adefunke, F.; Peng, J.; MSIT®. Assessed Phase Diagram of the Nb–Ni System: Datasheet from MSI Eureka in Springer Materials. 2015. Available online: https://materials-springer-com-s-269.libdb.csu.edu.cn/msi/phase-diagram/docs/sm_msi_r_20_023791_01_full_LnkDia0 (accessed on 12 March 2025).
- Quist, W.E.; Taggart, R.; Polonis, D.H. The influence of iron and aluminum on the precipitation of metastable Ni3Nb phases in the Ni-Nb system. Metall. Trans. 1971, 2, 825–832. [Google Scholar] [CrossRef]
- Ye, L.; Han, Y.; Fan, J.; Du, Z. Fabrication of ultrafine-grain and great-performance W–Ni–Fe alloy with medium W content. J. Alloys Compd. 2020, 846, 156237. [Google Scholar] [CrossRef]
- Zhou, S.; Wang, L.; Liang, Y.-J.; Zhu, Y.; Jian, R.; Wang, B.; Wang, L.; Xue, Y.; Wang, F.; Cai, H.; et al. A strategy to achieve high-strength WNiFe composite-like alloys with low W content by laser melting deposition. Mater. Des. 2020, 190, 108554. [Google Scholar] [CrossRef]
- Li, Z.-B.; Zhang, H.; Chen, B.; Zhang, G.-H.; Chou, K.-C. Microstructure and mechanical properties of Al2O3 dispersed fine-grained medium heavy alloys with a superior combination of strength and ductility. Mater. Sci. Eng. A 2021, 817, 141376. [Google Scholar] [CrossRef]
- Fan, J.; Yang, C.; Gong, X.; Ding, F. Effect of Rapid Hot Extrusion on Microstructure and Mechanical Properties of Fine-Grained Tungsten Alloy and Coarse-Grained Tungsten Alloy. Rare Met. Mater. Eng. 2013, 42, 372–376. [Google Scholar]
- Liu, H.; Cao, S.; Zhu, J.; Jin, Y.; Chen, B. Densification, microstructure and mechanical properties of 90W–4Ni–6Mn heavy alloy. Int. J. Refract. Met. Hard Mater. 2013, 37, 121–126. [Google Scholar] [CrossRef]
- Chen, B.; Li, Z.-B.; Liu, J.-R.; Zhang, G.-H. Effect of molybdenum addition on microstructure and mechanical properties of 90% tungsten heavy alloys. Int. J. Refract. Met. Hard Mater. 2022, 106, 105868. [Google Scholar] [CrossRef]
- Schuh, C.A.; Nieh, T.G.; Iwasaki, H. The effect of solid solution W additions on the mechanical properties of nanocrystalline Ni. Acta Mater. 2003, 51, 431–443. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, Y.; Han, J.; Wang, X.; Jiang, W.; Liu, C.-T.; Zhang, Z.; Liaw, P.K. Nanoprecipitate-Strengthened High-Entropy Alloys. Adv. Sci. 2021, 8, 2100870. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Huang, G.; Mi, X.; Peng, L.; Xie, H.; Kang, Y. Microstructure evolution and properties of a quaternary Cu–Ni–Co–Si alloy with high strength and conductivity. Mater. Sci. Eng. A 2019, 766, 138390. [Google Scholar] [CrossRef]
- Yang, T.; Zhao, Y.L.; Tong, Y.; Jiao, Z.B.; Wei, J.; Cai, J.X.; Han, X.D.; Chen, D.; Hu, A.; Kai, J.J.; et al. Multicomponent intermetallic nanoparticles and superb mechanical behaviors of complex alloys. Science 2018, 362, 933–937. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elemental Powder | Purity [%] | Mean Particle Size [μm] | Particle Shape | Fabrication Method |
|---|---|---|---|---|
| W | 99.98 | 5 | Irregular | Oxide reduction |
| Ni | 99.6 | 3 | Spherical | Carbonyl process |
| Fe | 99 | 5 | Spherical | Carbonyl process |
| Nb | 99 | 5 | Irregular | Oxide reduction |
| Position | W | Ni | Fe | Nb | O |
|---|---|---|---|---|---|
| 1 | 93.84 ± 1.28 | 4.09 ± 0.91 | 1.30 ± 0.46 | 0.77 ± 0.14 | - |
| 2 | 7.15 ± 0.10 | 66.85 ± 0.20 | 22.13 ± 0.21 | 3.88 ± 0.18 | - |
| 3 | 0.38 ± 0.04 | 3.76 ± 1.28 | 1.92 ± 0.12 | 31.62 ± 0.36 | 62.32 ± 1.68 |
| Element | Ni | Fe | Nb | |
|---|---|---|---|---|
| Atomic radius [pm] | 124 | 126 | 147 | |
| Enthalpy of mixing [KJ/mol] | Ni | - | −2 | −30 |
| Fe | - | - | −16 | |
| Nb | - | - | - | |
| Sample | Hardness of Matrix Phase [GPa] | Modulus of Matrix Phase [GPa] |
|---|---|---|
| WNiFe | 5.11 ± 0.08 | 210.47 ± 5.51 |
| WNiFeNb | 8.24 ± 0.25 | 268.10 ± 1.70 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, T.; Liu, W.; Ma, Y.; Duan, Y.; Han, Y.; Meng, Z.; Cai, Q. The Effect of Nb Addition on the Microstructural Evolution and Mechanical Properties of 50W–Ni–Fe Alloy. Crystals 2025, 15, 411. https://doi.org/10.3390/cryst15050411
Wu T, Liu W, Ma Y, Duan Y, Han Y, Meng Z, Cai Q. The Effect of Nb Addition on the Microstructural Evolution and Mechanical Properties of 50W–Ni–Fe Alloy. Crystals. 2025; 15(5):411. https://doi.org/10.3390/cryst15050411
Chicago/Turabian StyleWu, Tianhao, Wensheng Liu, Yunzhu Ma, Youteng Duan, Yifan Han, Ziqi Meng, and Qingshan Cai. 2025. "The Effect of Nb Addition on the Microstructural Evolution and Mechanical Properties of 50W–Ni–Fe Alloy" Crystals 15, no. 5: 411. https://doi.org/10.3390/cryst15050411
APA StyleWu, T., Liu, W., Ma, Y., Duan, Y., Han, Y., Meng, Z., & Cai, Q. (2025). The Effect of Nb Addition on the Microstructural Evolution and Mechanical Properties of 50W–Ni–Fe Alloy. Crystals, 15(5), 411. https://doi.org/10.3390/cryst15050411