
Effect of Filler-Wire Composition on Microstructure and Properties of Al/Steel-Welded Joints by Laser Welding–Brazing


Abstract
1. Introduction
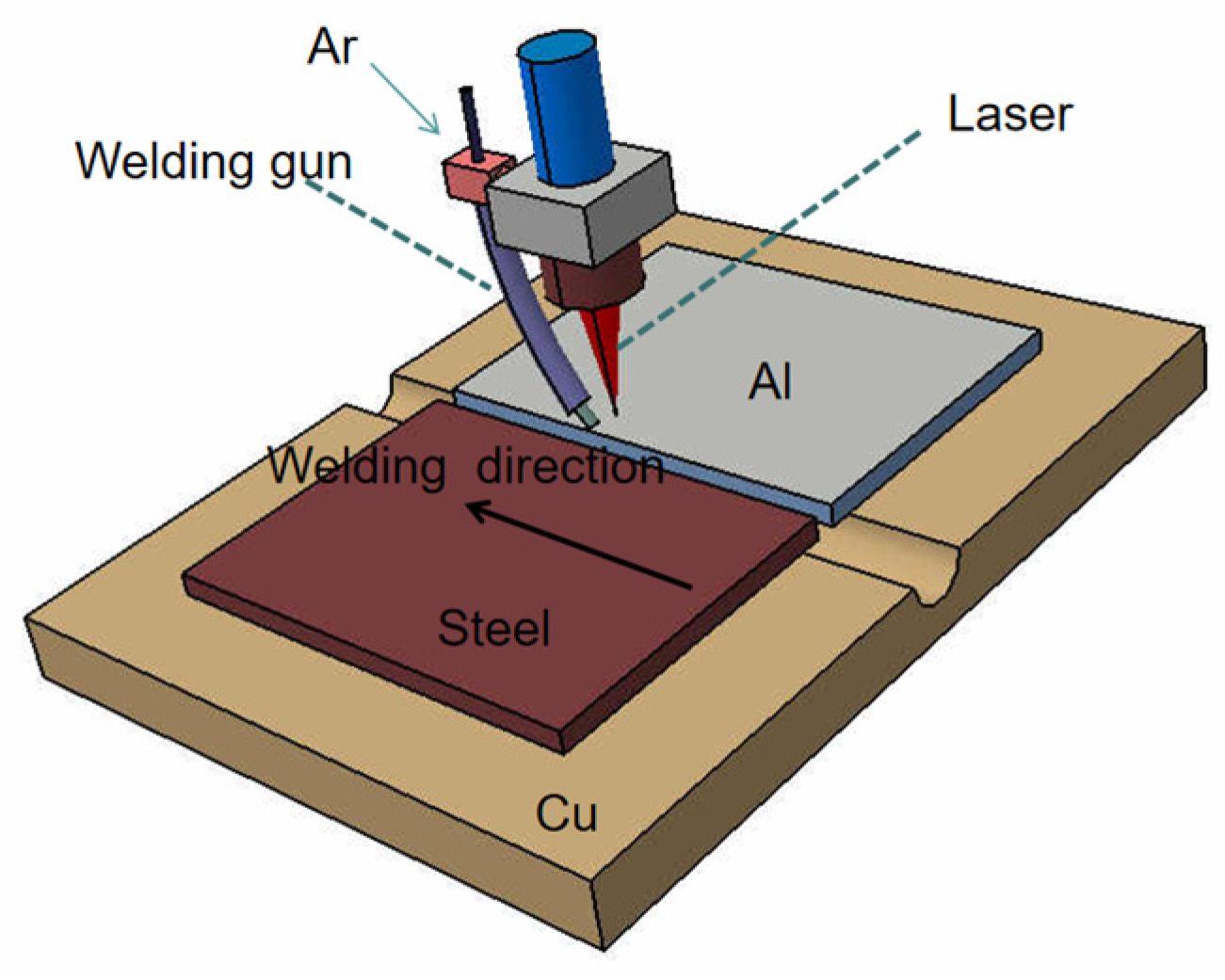
2. Materials and Methods
3. Results and Discussion
3.1. The Macroscopic Morphology of Different Al/Steel Joints
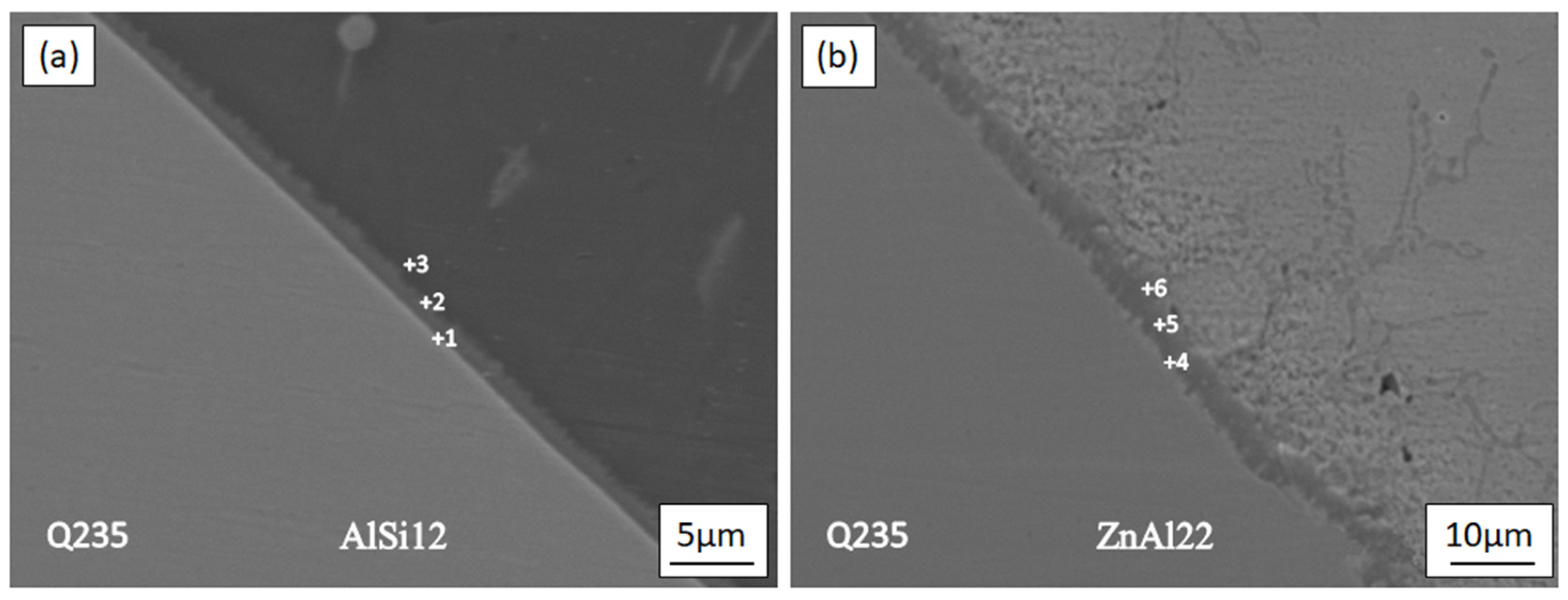
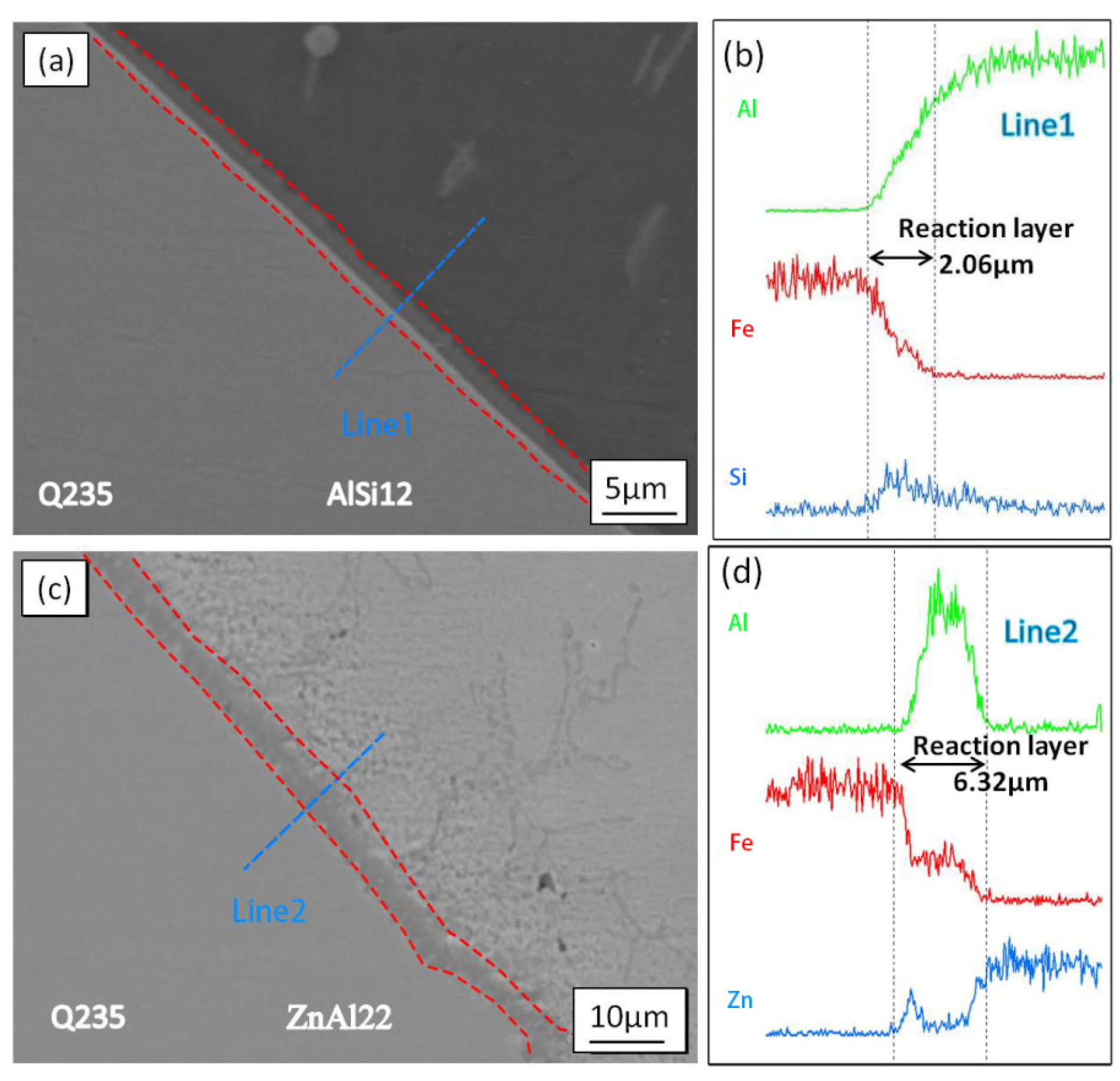
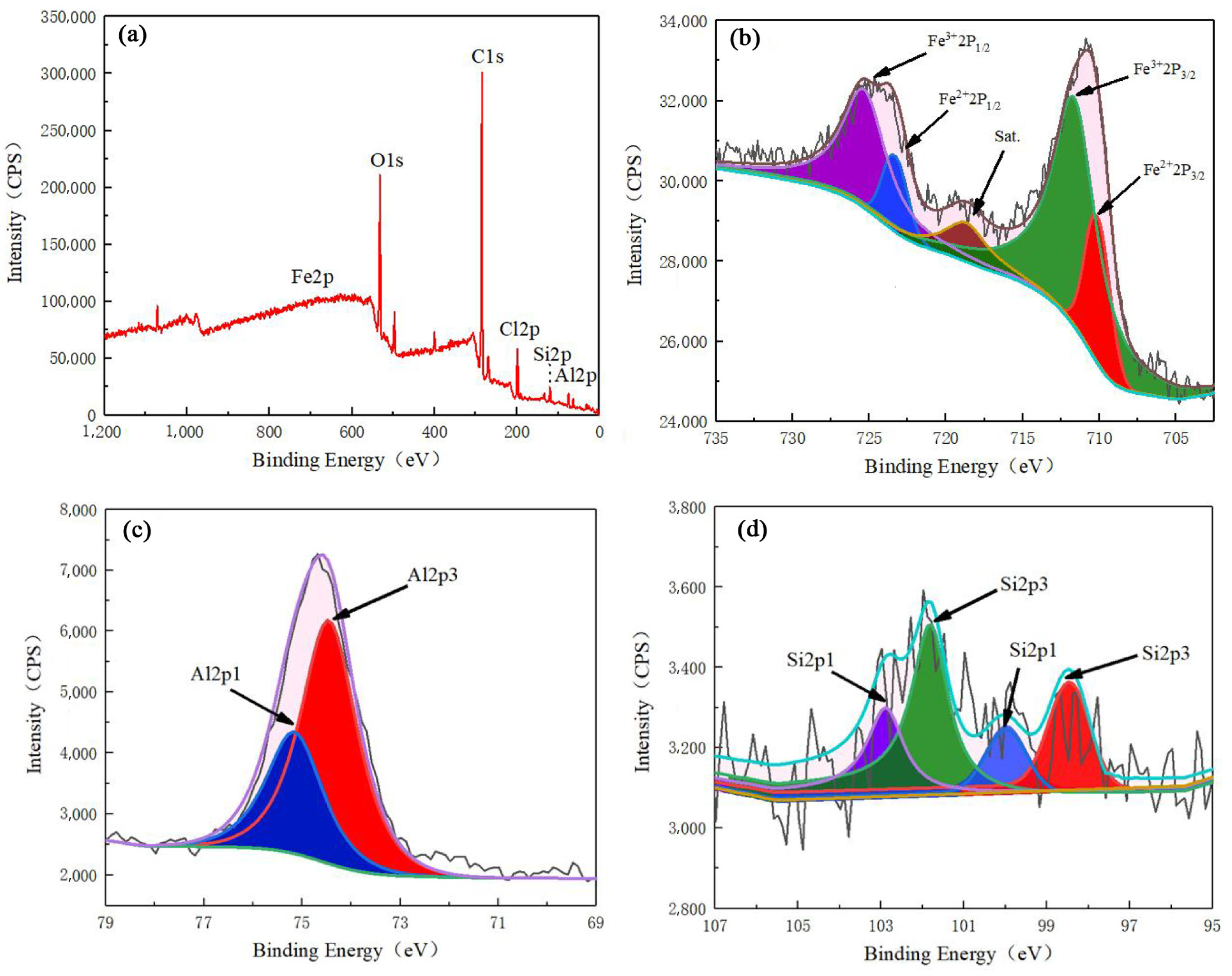
3.2. Interfacial Microstructure of Al/Steel Joints
3.3. Mechanical Properties of Al/Steel Joints
3.4. The Corrosion Property of Al/Steel Joints
4. Conclusions
- (1)
- The wetting properties of ZnAl22-filler wire were better than those of AlSi12-filler wire, but the overall aesthetics of the welded joint were not as good as those obtained with AlSi12.
- (2)
- Both Si and Zn elements can inhibit the formation of IMC. The thickness of the IMC in the joint welded with AlSi12-filler wire was 2.06 μm, while that in the joint welded with ZnAl22-filler wire was 6.32 μm.
- (3)
- The tensile strength of the joint welded with AlSi12-filler wire was 203 MPa, and the displacement measured 5.8 mm. The joint welded with ZnAl22-filler wire had a tensile strength of 186 MPa, with a displacement measuring 4.5 mm.
- (4)
- The joint welded with AlSi12-filler wire exhibited better corrosion resistance compared to the joint welded with ZnAl22-filler wire.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kaushik, P.; Dwivedi, D.K. Al-steel dissimilar joining: Challenges and opportunities. Mater. Today Proc. 2022, 62, 6884–6899. [Google Scholar] [CrossRef]
- Yang, Y.; Luo, Z.; Zhang, Y.; Su, J. Dissimilar welding of aluminium to steel: A review. J. Manuf. Process. 2024, 110, 376–397. [Google Scholar] [CrossRef]
- Li, B.; Hu, T.; Zhou, J.; Pan, H.; Ding, K.; Wu, T.; Gao, Y. Interfacial microstructure characteristics and failure mechanism of the laser welding-brazing steel-Al joints with various welding parameters. J. Mater. Res. Technol. 2024, 31, 2498–2507. [Google Scholar] [CrossRef]
- Beygi, R.; Galvão, I.; Akhavan-Safar, A.; Pouraliakbar, H.; Fallah, V.; da Silva, L.F. Effect of alloying elements on intermetallic formation during friction stir welding of dissimilar metals: A critical review on aluminum/steel. Metals 2023, 13, 768. [Google Scholar] [CrossRef]
- Li, M.; Tao, W.; Zhang, J.; Wang, Y.; Yang, S. Hybrid resistance-laser spot welding of aluminum to steel dissimilar materials: Microstructure and mechanical properties. Mater. Des. 2022, 221, 111022. [Google Scholar] [CrossRef]
- Huang, Y.W.; Gao, X.D.; Gao, P.P.; Ma, B.; Zhang, Y.X. Laser welding monitoring techniques based on optical diagnosis and artificial intelligence: A review. Adv. Manuf. 2024, 1–25. [Google Scholar] [CrossRef]
- Park, S.J.; Heogh, W.; Yang, J.; Kang, S.; Jeong, W.; Lee, H.; Jang, T.; Jung, H.; Jahazi, M.; Han, S.C.; et al. Meta-structure of amorphous-inspired 65.1Co28.2Cr5.3Mo lattices augmented by artificial intelligence. Adv. Compos. Hybrid Mater. 2024, 7, 224. [Google Scholar] [CrossRef]
- Ali, S.; Shin, J. Improvement in weld quality of Al and Cu joints using dual-beam laser welding. J. Manuf. Process. 2024, 119, 499–510. [Google Scholar] [CrossRef]
- Du, W.; Huang, X.; Zheng, M.; Xiao, R.; Xu, J.; Huang, T. Hybrid laser welding and brazing for controlling intermetallic compounds in Al/Cu dissimilar joint. Opt. Laser Technol. 2025, 180, 111559. [Google Scholar] [CrossRef]
- Wallerstein, D.; Solla, E.L.; Lusquiños, F.; Comesaña, R.; del Val, J.; Riveiro, A.; Pou, J. Advanced characterization of intermetallic compounds in dissimilar aluminum-steel joints obtained by laser welding-brazing with AlSi filler metals. Mater. Charact. 2021, 179, 111345. [Google Scholar] [CrossRef]
- Wang, J.; Fu, X.; Zhang, L.; Zhang, Z.; Liu, J.; Chen, S. A short review on laser welding/brazing of aluminum alloy to steel. Int. J. Adv. Manuf. Technol. 2021, 112, 2399–2411. [Google Scholar] [CrossRef]
- Wallerstein, D.; Salminen, A.; Lusquinos, F.; Comesana, R.; García, J.D.V.; Rodríguez, A.R.; Aida, B.; Pou, J. Recent developments in laser welding of aluminum alloys to steel. Metals 2021, 11, 622. [Google Scholar] [CrossRef]
- Dong, H.; Hu, W.; Duan, Y.; Wang, X.; Dong, C. Dissimilar metal joining of aluminum alloy to galvanized steel with Al–Si, Al–Cu, Al–Si–Cu and Zn–Al filler wires. J. Mater. Process. Technol. 2012, 212, 458–464. [Google Scholar] [CrossRef]
- Yang, J.; Yu, Z.; Li, Y.; Zhang, H.; Guo, W.; Zhou, N. Influence of alloy elements on microstructure and mechanical properties of Al/steel dissimilar joint by laser welding/brazing. Weld. World 2018, 62, 427–433. [Google Scholar] [CrossRef]
- Yu, G.; Chen, S.; Zhao, Z.; Wen, Z.; Huang, J.; Yang, J.; Chen, S. Comparative study of laser welding-brazing of aluminum alloy to galvanized steel butted joints using five different filler wires. Opt. Laser Technol. 2022, 147, 107618. [Google Scholar] [CrossRef]
- Li, B.; Zhou, J.; Hu, R.; Hu, T.; Pan, H.; Wu, T.; Gao, Y. Role of Si element in the IMC formation and tensile-shear property of the laser welding-brazing steel-Al dissimilar joints. Mater. Lett. 2024, 375, 137274. [Google Scholar] [CrossRef]
- Xue, J.; Li, Y.; Chen, H.; Zhu, Z. Effects of heat input on wettability, interface microstructure and properties of Al/steel butt joint in laser-metal inert-gas hybrid welding-brazing. J. Mater. Process. Technol. 2018, 255, 47–54. [Google Scholar] [CrossRef]
- Su, J.; Yang, J.; Li, Y.; Yu, Z.; Chen, J.; Zhao, W.; Liu, H.; Tan, C. Microstructure and mechanical properties of laser fusion welded Al/steel joints using a Zn-based filler wire. Opt. Laser Technol. 2020, 122, 105882. [Google Scholar] [CrossRef]
- Yu, G.; Nie, X.; Li, L.; Chen, S.; Wang, Y. Dissimilar unbeveled aluminum to steel butt joint achieved by laser-arc hybrid welding-brazing. J. Mater. Res. Technol. 2024, 33, 6980–6989. [Google Scholar] [CrossRef]
- Narsimhachary, D.; Lavakumar, A.; Katiyar, P.K.; Shariff, S.M.; Basu, A. Effect of wire deposition rate on macro and microscopic characteristics of laser weld-brazed AA5083 aluminum alloy to galvanized steel joints and their corrosion response. Adv. Mater. Process. Technol. 2024, 1–22. [Google Scholar] [CrossRef]
- Li, L.; Xia, H.; Tan, C.; Ma, N. Effect of groove shape on laser welding-brazing Al to steel. J. Mater. Process. Technol. 2018, 252, 573–581. [Google Scholar] [CrossRef]
- Li, H.; Xia, H.; Li, L.; Li, L.; Su, X.; Peng, J.; Ma, Y.; Tan, C.; Song, X.; Wu, T. Enhancing the reliability of laser welded-brazed aluminum/stainless steel joints via laser-chemical hybrid surface texturing. Thin-Walled Struct. 2024, 199, 111780. [Google Scholar] [CrossRef]
- Jiang, J.; Oliveira, J.P.; Yang, J.; Zheng, M.; Li, H.; Xu, W.; Dou, T.; Wang, R.; Tan, C.; Li, Y. Effect of defocusing distance on interfacial reaction and mechanical properties of dissimilar laser Al/steel joints with a porous high entropy alloy coating. Mater. Charact. 2024, 210, 113751. [Google Scholar] [CrossRef]
- Yan, H.; Cai, D.; Gao, S.; Dong, Y.; Zhou, H.; Luo, Z. Application of high entropy alloy in aluminum/steel (Al/Fe) dissimilar welding. J. Phys. Conf. Ser. 2025, 2954, 012001. [Google Scholar] [CrossRef]
- Zeng, Y.; He, Y.; Dou, T.; Yang, J.; Li, J.; Jiang, J.; Ying, C.; Zheng, M.; Tan, C.; Zhang, H. Dissimilar laser joining of aluminum to steel via a porous FeCoCrNi high entropy alloy coating: Interfacial microstructure, wettability, and mechanical properties. Applied Surface Science 2025, 694, 162809. [Google Scholar] [CrossRef]
- Mohammadpour, M.; Yazdian, N.; Yang, G.; Wang, H.P.; Carlson, B.; Kovacevic, R. Effect of dual laser beam on dissimilar welding-brazing of aluminum to galvanized steel. Opt. Laser Technol. 2018, 98, 214–228. [Google Scholar] [CrossRef]
- Yuan, R.; Deng, S.; Cui, H.; Chen, Y.; Lu, F. Interface characterization and mechanical properties of dual beam laser welding-brazing Al/steel dissimilar metals. J. Manuf. Process. 2019, 40, 37–45. [Google Scholar] [CrossRef]
- Xia, H.; Tao, W.; Li, L.; Tan, C.; Zhang, K.; Ma, N. Effect of laser beam models on laser welding–brazing Al to steel. Opt. Laser Technol. 2022, 122, 105845. [Google Scholar] [CrossRef]
- Meng, Y.; Gong, M.; Zhang, S.; Zhang, Y.; Gao, M. Effects of oscillating laser offset on microstructure and properties of dissimilar Al/steel butt-joint. Opt. Lasers Eng. 2020, 128, 106037. [Google Scholar] [CrossRef]
- Sravanthi, S.S.; Acharyya, S.G.; Prabhakar, K.P.; Joardar, J. Effect of varying weld speed on corrosion resistance and mechanical behavior of Aluminium-steel welds fabricated by cold metal transfer technique. Mater. Manuf. Process. 2019, 34, 1627–1637. [Google Scholar] [CrossRef]
- Gong, Z.; Zhang, T.; Chen, Y.; Lu, J.; Ding, X.; Zhang, S.; Lan, M.; Shen, Y.; Wang, S. Effect of laser shock peening on stress corrosion cracking of TC4/2A14 dissimilar metal friction stir welding joints. J. Mater. Res. Technol. 2024, 30, 1716–1725. [Google Scholar] [CrossRef]
- Li, T.; Shi, J.; Li, R.; Qi, K.; Liu, Z.; Zhang, X.; Qiao, L. Interfacial microstructure and corrosion behaviors of TC4/DP780 steel joints by laser welding with H62 interlayer. J. Mater. Res. Technol. 2024, 29, 4470–4479. [Google Scholar] [CrossRef]
- Zhang, C.; Du, D.; Wu, Z.; Sun, Y.; Wang, X.; Long, W.; Pu, J. Effect of an Ultrasonic Vibration on the Microstructure and Properties of Al Alloy/Steel Laser Welding-Brazing Joints. Coatings 2024, 14, 1219. [Google Scholar] [CrossRef]
- Liu, H.; Pu, J.; Wu, M.; Zhang, C.; Rao, J.; Long, W.; Shen, Y. Research on the Microstructure and Properties of Al Alloy/Steel CMT Welding-Brazing Joints with Al–Si Flux-Cored Welding Wires. Coatings 2023, 13, 1590. [Google Scholar] [CrossRef]
- Pu, J.; Chen, T.; Rao, J.; Sun, Y.; Chen, Y.; Jiang, C.; Sun, H. Study on the Microstructure and Properties of Al Alloy/Steel CMT Welding–Brazing Joints Under Different Pulse Magnetic Field Intensities. Coatings 2024, 14, 1515. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Composition (wt. %) | Tensile Strength (MPa) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 6061 aluminum alloy | Al | Si | Fe | Mn | Mg | Cu | Zn | 290 | |
| Bal. | 0.8 | 0.7 | 0.15 | 0.8 | 0.2 | 0.2 | |||
| Q235 steel | C | Si | Mn | S | P | Cr | Fe | 375 | |
| 0.2 | 0.2 | 0.2 | 0.03 | 0.03 | 0.70 | Bal. | |||
| AlSi12-filler wire | Si | Cu | Zn | Mg | Mn | Fe | Al | 210 | |
| 12.15 | 0.0057 | 0.0048 | 0.0002 | 0.075 | 0.209 | Bal. | |||
| ZnAl22-filler wire | Zn | Al | 210 | ||||||
| 78 | 22 | ||||||||
| Flux | KAlF4 | CsAlF4 | / | ||||||
| 97 | 3 | ||||||||
| Process Parameters | Value |
|---|---|
| Laser power (P) | 2800 W |
| Wire-feeding speed (mm· | 2.9 m/min |
| Welding speed | 420 mm/min |
| V-shaped groove on the steel side | 45° |
| Defocused distance | 30 mm |
| Shielding gas flow rate | 15 L/min |
| Filler Wires | Points | Composition (at. %) | Possible Phases | |||
|---|---|---|---|---|---|---|
| Al | Si | Fe | Zn | |||
| AlSi12 | 1 | 55.62 | 8.39 | 36.00 | / | η- |
| 2 | 74.71 | 9.40 | 13.89 | / | - | |
| 3 | 73.97 | 23.65 | 2.38 | / | Al–Si eutectic | |
| ZnAl22 | 4 | 39.32 | / | 36.73 | 23.95 | + Fe |
| 5 | 61.90 | / | 26.70 | 11.41 | ||
| 6 | 63.23 | / | 24.89 | 11.88 | ||
| Joints Welded with Different Wires | Open-Circuit Potential E/V |
|---|---|
| AlSi12 | −0.730 |
| ZnAl22 | −1.055 |
| Joints Welded with Different Wires | Ecorr/V | Icorr/(A·cm−2) |
|---|---|---|
| AlSi12 | −0.93788 | 3.3578 × 10−5 |
| ZnAl22 | −1.0536 | 1.7668 × 10−4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, W.; Wu, M.; Teng, L.; Liu, L.; Wan, H. Effect of Filler-Wire Composition on Microstructure and Properties of Al/Steel-Welded Joints by Laser Welding–Brazing. Crystals 2025, 15, 266. https://doi.org/10.3390/cryst15030266
Guo W, Wu M, Teng L, Liu L, Wan H. Effect of Filler-Wire Composition on Microstructure and Properties of Al/Steel-Welded Joints by Laser Welding–Brazing. Crystals. 2025; 15(3):266. https://doi.org/10.3390/cryst15030266
Chicago/Turabian StyleGuo, Wenxuan, Mingfang Wu, Lu Teng, Lutao Liu, and Hao Wan. 2025. "Effect of Filler-Wire Composition on Microstructure and Properties of Al/Steel-Welded Joints by Laser Welding–Brazing" Crystals 15, no. 3: 266. https://doi.org/10.3390/cryst15030266
APA StyleGuo, W., Wu, M., Teng, L., Liu, L., & Wan, H. (2025). Effect of Filler-Wire Composition on Microstructure and Properties of Al/Steel-Welded Joints by Laser Welding–Brazing. Crystals, 15(3), 266. https://doi.org/10.3390/cryst15030266