
Effect of Interface Relief on the Occurrence of Cracks at the Contact Point of Laser-Direct-Energy-Deposited Copper Alloy and Nickel Base Superalloy


 , , ,
, , ,  ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
- -
- Pressed rod made from CuCr1 (UNS C18200 copper alloy) according to Russian Standard [13] with a diameter of 40 mm;
- -
- Nickel alloy powder Ni50Cr33W4.5Mo2.8TiAlNb (EP648) with a fraction size of 60–110 μm.
2.2. Experimental Setup
- -
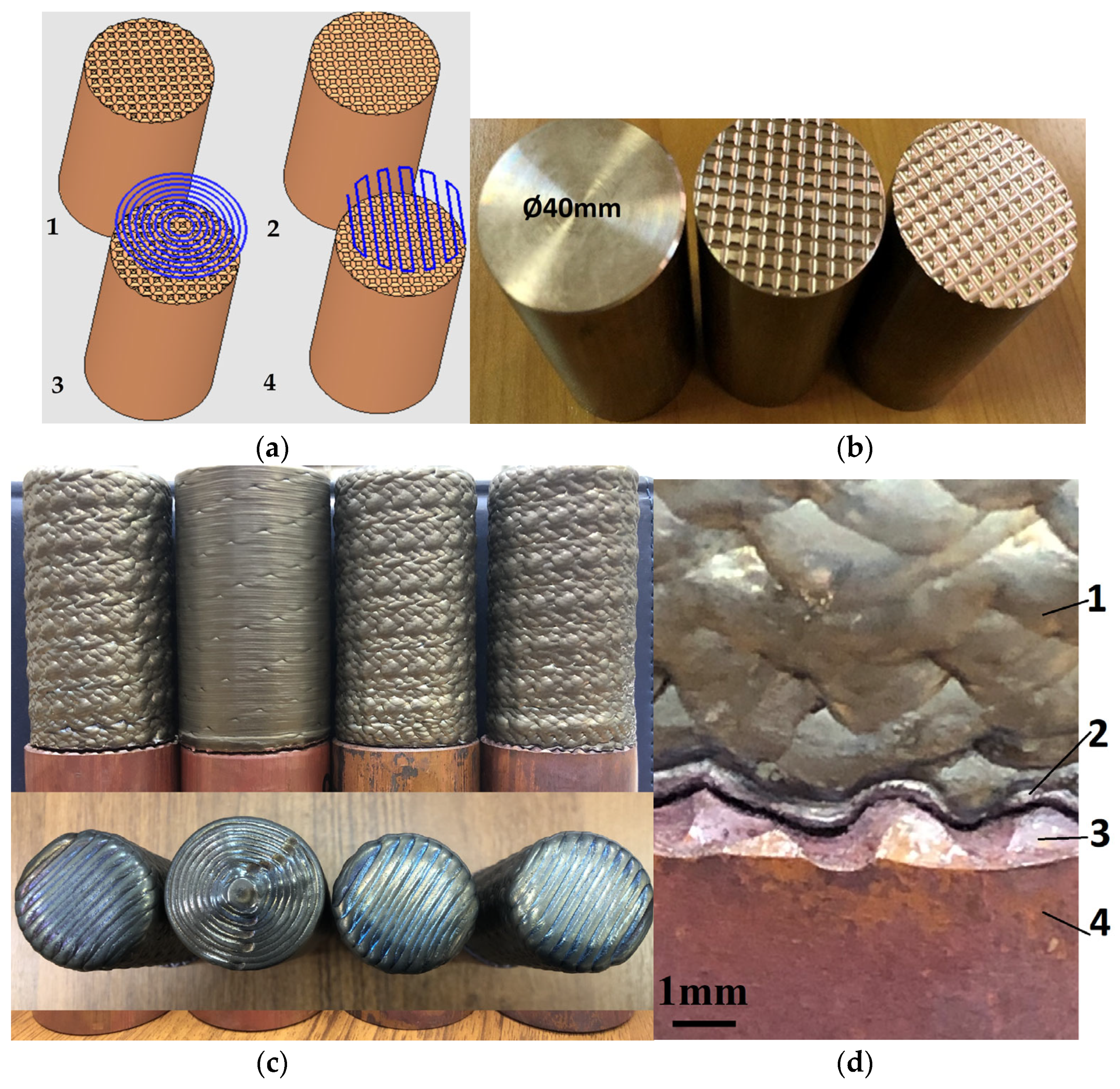
- Preparation of samples from copper alloy CuCr1 with different cases of regular surface roughness;
- -
- Production of bimetallic samples by LDED superalloy technology using 2 different deposition tool path strategies;
- -
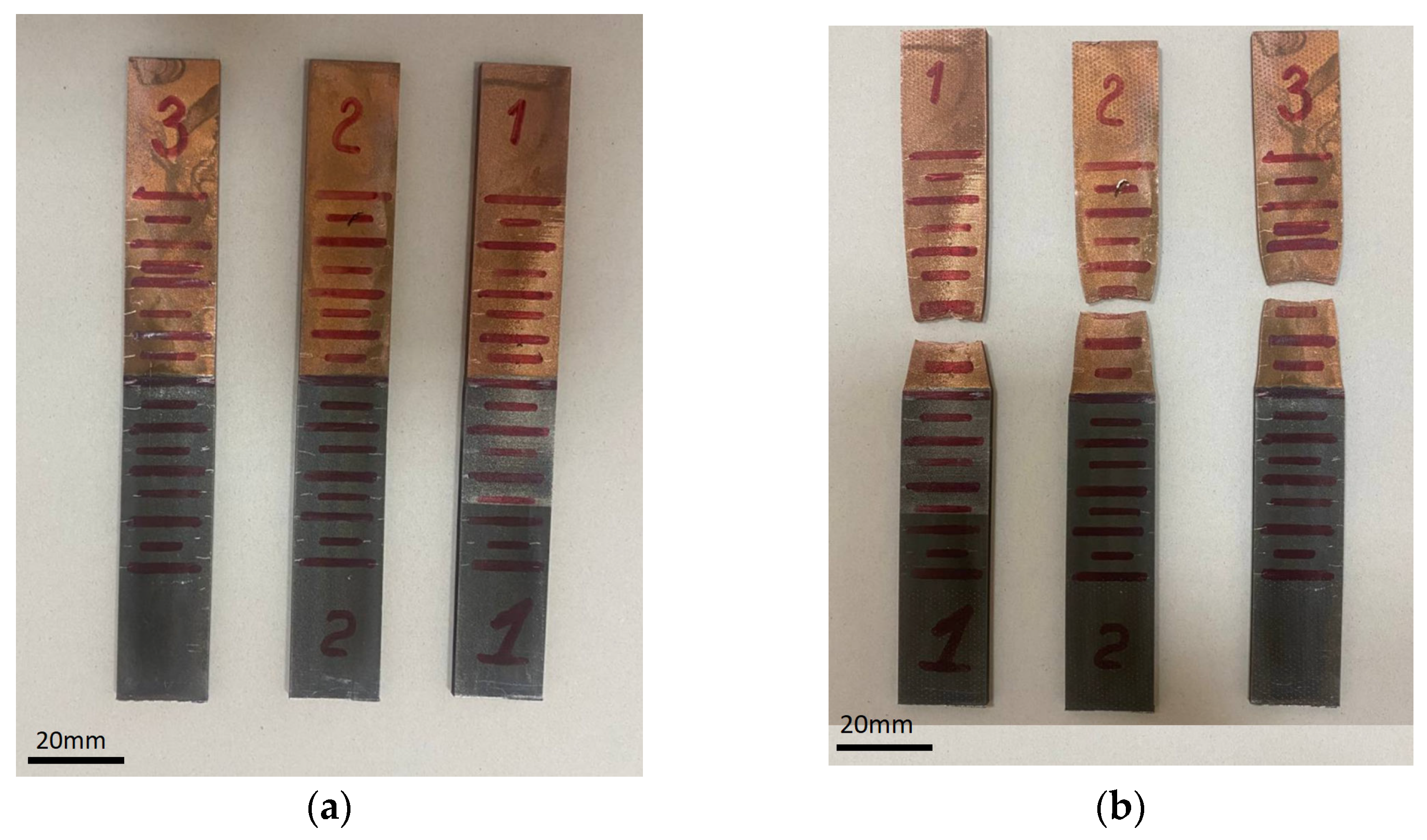
- Cutting of standard samples and conducting tensile tests;
- -
- Investigation of the area of interface of bimetal connection and identification of causes of possible crack formation.
- -
- Zig-Zag (raster).
- -
- Concentric circles.
2.3. Tension Tests
2.4. Microstructure Characterisation
3. Results
4. Discussion
5. Conclusions
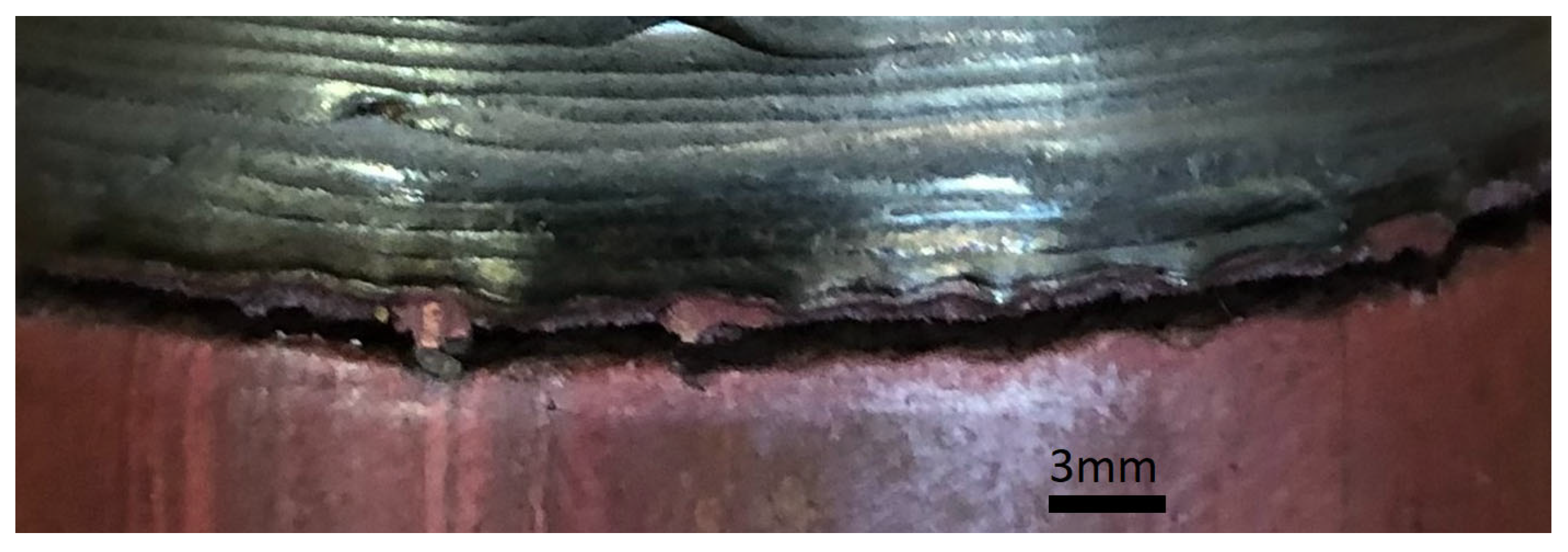
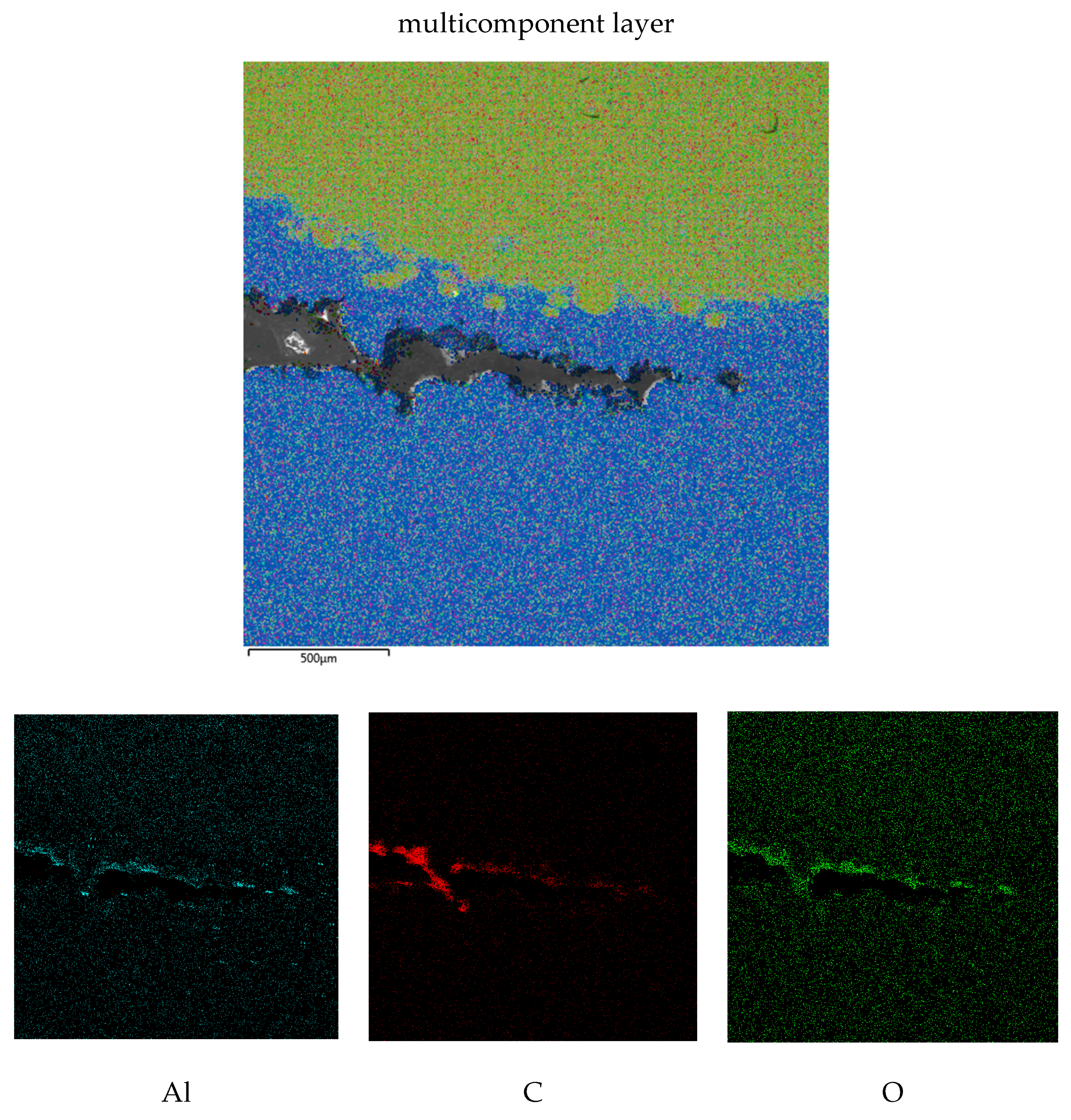
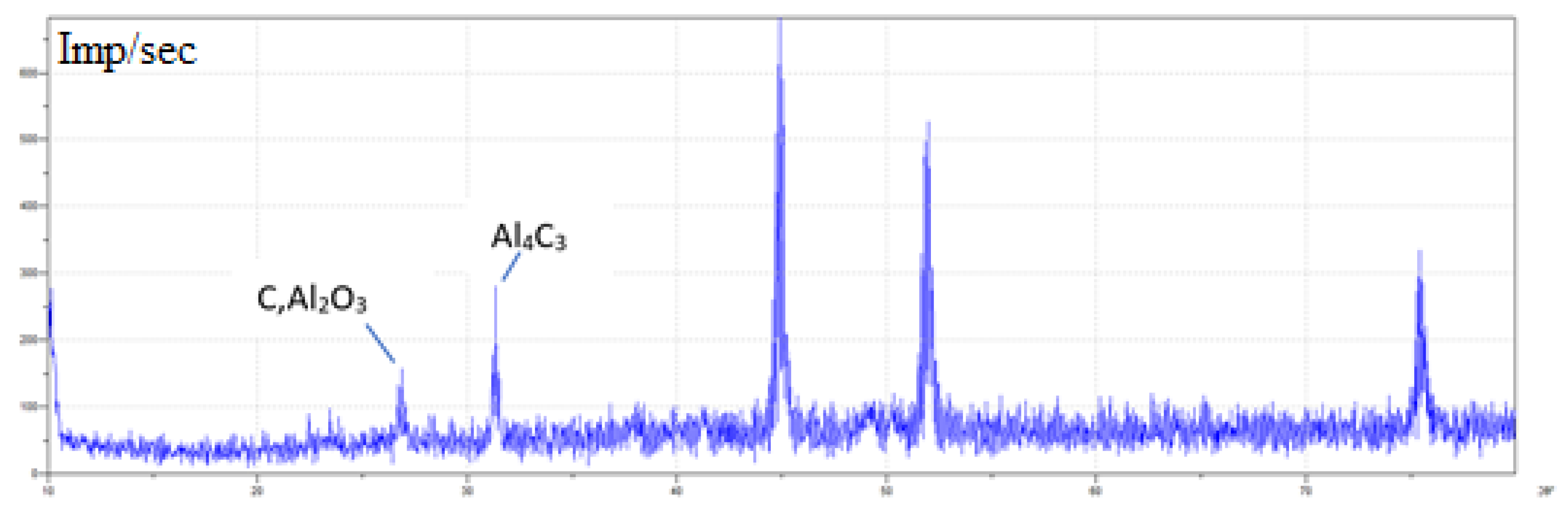
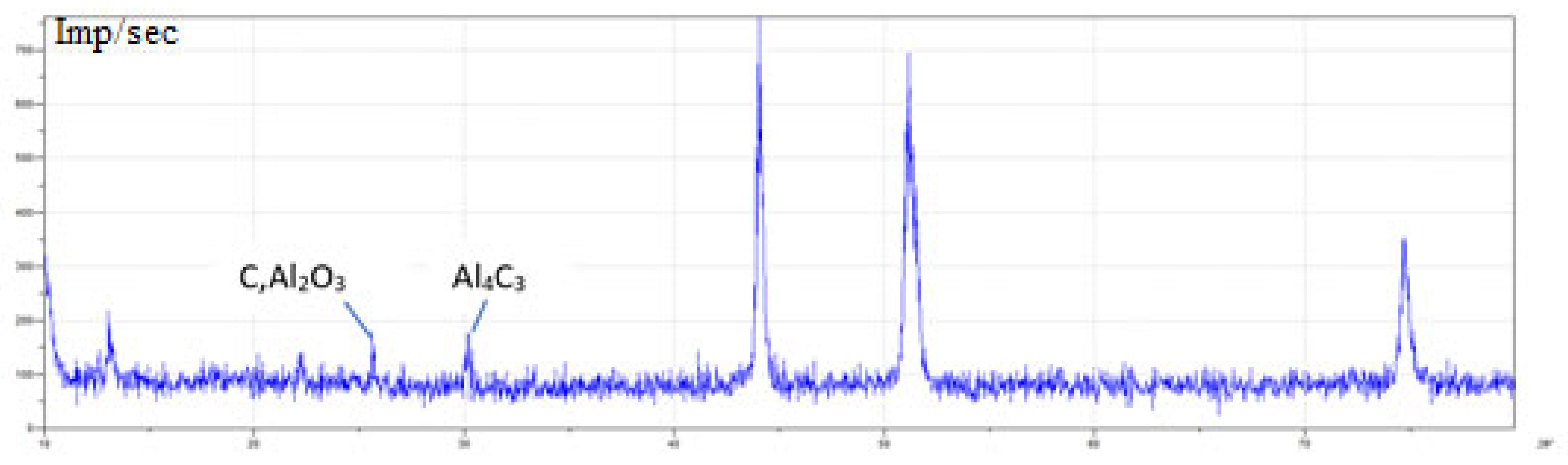
- The calculations in Table 1 show that the influence of the interfacial interaction of the CuCr1-carbide system on the possibility of crack initiation in the area of carbide precipitations is not significant and does not exceed 3.1% by the CIC criterion from the background values for CuCr (CIC = 1.54% for the CuCr1-Al4C3 interface and CIC = 3.1% for the CuCr1-Cr23C6 interface). Consequently, the main cause of crack initiation is macroscale residual stresses due to the difference in thermal expansion coefficients in the CuCr1-EP648 interface region. Nevertheless, cracks nucleate and follow the grain boundaries (brittle fracture), on which traces of precipitates are visible.
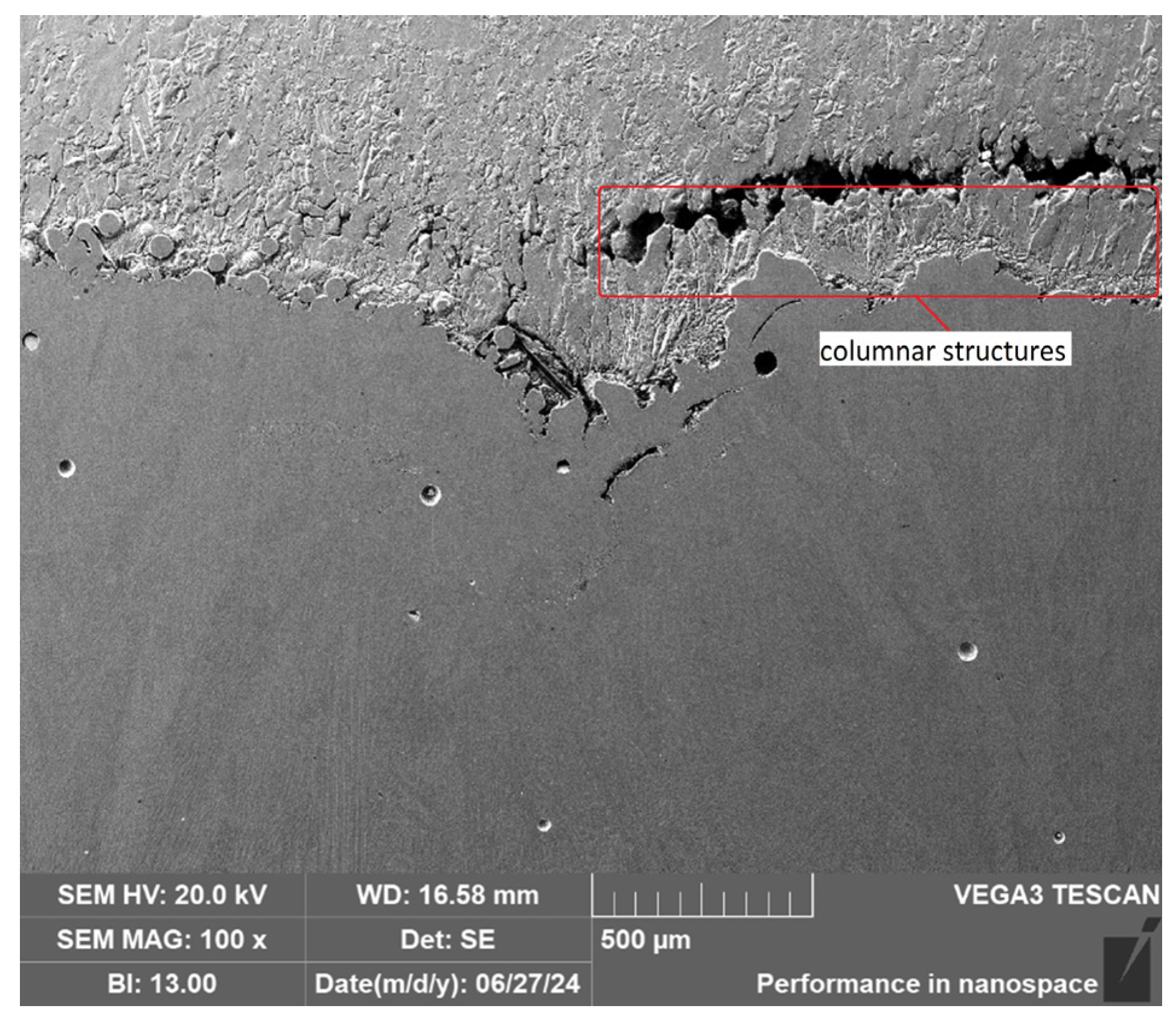
- The contact surface in the area of the CuCr1-EP648 interface has no visible defects, which demonstrates good adhesion of the materials during the deposition of the EP648 layer by DED.
- The presence of medium-sized macro-roughness of 0.5 mm on the CuCr1 surface before the DED of the Ni-based alloy has a positive effect on the strength of the joint, as it increases the contact surface area of CuCr1-EP648 and, therefore, reduces the contact fracture stresses.
- The study examines crack formation through the lens of thermodynamics, focusing on how macro- and micro-residual stresses, along with the initial surface microgeometry, influence this process at contact points in joining alloys. Surface geometry plays a crucial role in modifying material interactions and properties. The crystalline phase has a significant impact on crack formation, with boundary-localized states generating unique interaction phenomena.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Milewski, J.O. Understanding metal for additive manufacturing. In Additive Manufacturing of Metals: From Fundamental Technology to Rocket Nozzles, Medical Implants, and Custom Jewelry; Springer Series in Materials, Science; Milewski, J.O., Ed.; Springer International Publishing: Cham, Switzerland, 2017; pp. 49–83. [Google Scholar] [CrossRef]
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Onuike, B.; Heer, B.; Bandyopadhyay, A. Additive manufacturing of Inconel 718—Copper alloy bimetallic structure using laser engineered net shaping (LENS™). Addit. Manuf. 2018, 21, 133–140. [Google Scholar] [CrossRef]
- Gradl, P.R.; Protz, C.S.; Ellis, D.L.; Greene, S.E. Progress in Additively Manufactured Copper-Alloy GRCop-84, GRCop-42, and Bimetallic Combustion Chambers for Liquid Rocket Engines. In Proceedings of the International Astronautical Congress (IAC), Washington, DC, USA, 21–25 October 2019; pp. 1–14. [Google Scholar]
- Gradl, P.R.; Protz, C.S.; Cooper, K.; Ellis, D.; Evans, L.J.; Garcia, C. GRCop-42 development and hot-fire testing using additive manufacturing powder bed fusion for channel–cooled combustion chambers. In Proceedings of the AIAA Propulsion Energy Forum, Indianapolis, IN, USA, 19–22 August 2019; pp. 1–26. [Google Scholar]
- Gradl, P.R.; Protz, C.S.; Zagorski, K.; Doshi, V.; McCallum, H. Additive manufacturing and hot-fire testing of bimetallic GRCop-84 and C-18150 channel-cooled combustion chambers using powder bed fusion and inconel 625 hybrid directed energy deposition. In Proceedings of the AIAA Propulsion Energy Forum, Indianapolis, IN, USA, 19–22 August 2019; pp. 1–13. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, C.; Chen, X.; Hu, H.; Chen, K.; Fu, Y. Effects of the phase interface on spallation damage nucleation and evolution in multiphase alloy. Alloys Compd. 2018, 740, 321–329. [Google Scholar] [CrossRef]
- Srinivasan, S.G.; Baskes, M.I.; Wagner, G.J. Spallation of single crystal nickel by void nucleation at shock induced grain junctions. J. Mater. Sci. 2006, 41, 7838–7842. [Google Scholar] [CrossRef]
- Specht, P.E.; Thadhani, N.N.; Weihs, T.P. Configuration effects on shock wave propagation in Ni-Al multilayer composites. J. Appl. Phys. 2012, 111, 073527. [Google Scholar] [CrossRef]
- Iams, A.D.; Lienert, T.J.; Otazu, D.A.; Ramoni, M. Effects of deposition sequence on microstructural evolution in additively manufactured Cu-Cr-Nb alloy/superalloy bimetallic structures. Addit. Manuf. Lett. 2023, 6, 100151. [Google Scholar] [CrossRef]
- Boddorff, A.K.; Jang, S.; Kennedy, G.; Taminger, K.; Thadhani, N.N. Spall failure of additively manufactured two-layered Cu–Ni bimetallic alloys. J. Appl. Phys. 2022, 131, 175901. [Google Scholar] [CrossRef]
- Russian Standard GOST 18175-78; Tinless Bronzes, Pressure-Treated Stamps. State Committee of the USSR on Product Quality Management and Standards: Moscow, USSR, 1978; 13p.
- International Standard ISO 6892-1:2019; The Materials Are Metal. The Tensile Test. Part 1. Test Method at Room Temperature. International Organization for Standardization (ISO): Geneva, Switzerland, 2019; 9p.
- Li, J.; Zhang, G.; Liu, D.; Ostrovski, O. Low-temperature Synthesis of Aluminium Carbide. ISIJ Int. 2011, 51, 870–877. [Google Scholar] [CrossRef]
- Khaimovich, A.; Shishkovsky, I.; Erisov, Y.; Agapovichev, A.; Smelov, V.; Razzhivin, V. Research on Cracked Conditions in Nickel Chrome Alloy Ni50Cr33W4.5Mo2.8TiAlNb, Obtained by Direct Laser Deposition. Metals 2022, 12, 1902. [Google Scholar] [CrossRef]
- Shishkovsky, I.; Kakovkina, N.; Nosova, E.; Khaimovich, A. Laser In Situ Synthesis of Gradient Fe-Ti Composite during Direct Energy Deposition Process. J. Manuf. Mater. Process 2023, 7, 66. [Google Scholar] [CrossRef]
- Moracheskij, A.; Sladkov, I. Thermodynamic Calculations in Metallurgy; Metallurgiya: Moscow, Russia, 1985; 136p. (In Russian) [Google Scholar]
- Deffrennes, G.; Gardiola, B.; Allam, M.; Chaussende, D.; Pisch, A.; Andrieux, J.; Schmid-Fetzer, R.; Dezellus, O. Critical assessment and thermodynamic modeling of the Al–C system. Calphad 2019, 66, 101648. [Google Scholar] [CrossRef]
- Pisch, A.; Pasturel, A.; Deffrennes, G.; Dezellus, O.; Benigni, P.; Mikaelian, G. Investigation of the thermodynamic properties of Al4C3: A combined DFT and DSC study. Comput. Mater. Sci. 2020, 171, 109100. [Google Scholar] [CrossRef]
- Japan Atomic Energy Agency. Thermodynamic Database for Nuclear Fuels and Reactor Materials. Available online: https://thermodb.jaea.go.jp/data/en/td/Cr23C6.html (accessed on 9 January 2025).
- Pripisnov, O. Synthesis of Composite Materials Based on Chrome Carbides with the Application of Preliminary Mechanical Activation. Ph.D. Thesis, MISIS, Moscow, Russia, 10 March 2015; p. 97. (In Russian). [Google Scholar]
- Available online: https://www.matweb.com/search/DataSheet.aspx?MatGUID=3f65d35b2aa74047a29a2f85172ce2a6 (accessed on 9 January 2025).
- Chen, Y.; Zhang, K.; Huang, J.; Hosseini, S.R.E.; Li, Z. Characterization of heat affected zone liquation cracking in laser additive manufacturing of Inconel 718. Mater. Des. 2016, 90, 586–594. [Google Scholar] [CrossRef]
- Minneci, R.P.; Lass, E.A.; Bunn, J.R.; Choo, H.; Rawn, C.J. Copper-based alloys for structural high-heat-flux applications: A review of development, properties, and performance of Cu-rich Cu–Cr–Nb alloys. Int. Mater. Rev. 2021, 66, 394–425. [Google Scholar] [CrossRef]
- Yang, Z.Q.; Chisholm, M.F.; Yang, B.; Ma, X.L.; Wang, Y.J.; Zhuo, M.J.; Pennycook, S.J. Role of crystal defects on brittleness of C15 Cr 2Nb Laves phase. Acta Mater. 2012, 60, 2637–2646. [Google Scholar] [CrossRef]
- Ellis, D.L.; Michal, G.M. Precipitation Strengthened High Strength, High Conductivity Cu-Cr-Nb Alloys Produced by Chill Block Melt Spinning. 1989. Available online: https://ntrs.nasa.gov/search.jsp?R=19900002537 (accessed on 9 January 2025).
- Kini, A.R.; Maischner, D.; Weisheit, A.; Ponge, D.; Gault, B.; Jägle, E.A.; Raabe, D. In-Situ synthesis via laser metal deposition of a lean Cu–3.4Cr–0.6Nb (at%) conductive alloy hardened by Cr nano-scale precipitates and by Laves phase micro-particles. Acta Mater. 2020, 197, 330–340. [Google Scholar] [CrossRef]
- Zhai, Z.; Pan, W.; Liang, B.; Liu, Y.; Zhang, Y. Behavior, Microstructure and properties of selective laser melted Al-Mn-Mg-Sc-Zr Alloy. Crystals 2022, 12, 565. [Google Scholar] [CrossRef]
- Pathan, J.R.; Balan, H.; Commins, P.; Ravi, A.; Al-Handawi, M.B.; Hou, I.C.-Y.; Naumov, P.; Sureshan, K.M. A self-healing crystal that repairs multiple cracks. J. Am. Chem. Soc. 2024, 146, 27100–27108. [Google Scholar] [CrossRef]
- Bose, A.; Banerjee, R.; Narayan, A. Pressure-induced magnetic and topological transitions in non-centrosymmetric MnIn2Te4. J. Phys. Condens. Matter. 2024, 36, 505807. [Google Scholar] [CrossRef]
- Joshi, B.; Thamizhavel, A.; Ramakrishnan, S. Superconductivity in cubic noncentrosymmetric PdBiSe crystal. J. Phys. Conf. Ser. 2015, 592, 012069. [Google Scholar] [CrossRef]
- Bolat, R.; Guevara, J.M.; Leinen, P.; Knol, M.; Arefi, H.H.; Maiworm, M.; Findeisen, R.; Temirov, R.; Hofmann, O.T.; Maurer, R.J.; et al. Electrostatic potentials of atomic nanostructures at metal surfaces quantified by scanning quantum dot microscopy. Nat. Commun. 2024, 15, 2259. [Google Scholar] [CrossRef] [PubMed]
- Matten, M.; Lange, T.; Rohe, M.; Mei, B.; Reichenberger, S.; Barcikowski, S. Defect-selective energy barrier crossing during adsorption of colloidal gold nanoparticles on zinc sulfide crystals under overall electrostatic repulsion. J. Phys. Chem. C 2024, 128, 18622–18633. [Google Scholar] [CrossRef]
- Wang, Y.; Xing, J.; Zhao, Y.; Wang, Y.; Zhao, J.; Jiang, X. Alloying driven antiferromagnetic skyrmions on NiPS3 monolayer: A first-principles calculation. Adv. Sci. 2024, 11, 2401048. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technological Parameters | |
|---|---|
| Laser Power, W | 1800 |
| Scan Speed, mm/s | 25 |
| Laser Spot Size, mm | 2.7 |
| Width of the roller, mm | 2.5 |
| Hatch Spacing, mm | 1.67 |
| Layer Thickness, mm | 0.6 |
| Pre-heating of the substrate (CuCr1 samples with a diameter of 40 mm and a height of 70 mm) to T = 650 °C. Heating time—7 min, heating power—3000 W, rotation angle of the unit on the boards—30 degrees. The deposition tool path strategy is raster. Buffering layers were built using a 15-degree angle of inclination. The first 3 layers—without pauses at 50% speed, then 2 layers at 75% speed with pauses and nozzle tilt off. | |
| Depth of textured macro-roughness, mm | 0.5 |
| Technological pause between layers, s | 40 |
| Al4C3 | Cr23C6 | Copper Alloy (CuCr1)-Matrix |
|---|---|---|
| [19,20] | [21,22] | [23] |
| Isochoric heat capacity Cv, J·mol−1·K−1 | ||
| 120 | 696.36 | 24.61 |
| Melting temperature Tm, K | ||
| 2470 | 1790 | 1346 |
| Coefficient of thermal expansion, K−1 | ||
| 1.00 × 10−5 | 1.10 × 10−5 | 1.700 × 10−5 |
| Continuity preservation condition CPC (Equation (11)) | CPC (Equation (12)) | |
| 2.65 × 10−2 | 2.53 × 10−2 | 2.61 × 10−2 |
| Crack initiation criteria CIC (Equation (9)) | ||
| 1.54 × 10−2 | 3.07 × 10−2 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khaimovich, A.; Balyakin, A.; Nosova, E.; Kudryashova, M.; Smelov, V.; Zemlyakov, E.; Kovchik, A. Effect of Interface Relief on the Occurrence of Cracks at the Contact Point of Laser-Direct-Energy-Deposited Copper Alloy and Nickel Base Superalloy. Crystals 2025, 15, 121. https://doi.org/10.3390/cryst15020121
Khaimovich A, Balyakin A, Nosova E, Kudryashova M, Smelov V, Zemlyakov E, Kovchik A. Effect of Interface Relief on the Occurrence of Cracks at the Contact Point of Laser-Direct-Energy-Deposited Copper Alloy and Nickel Base Superalloy. Crystals. 2025; 15(2):121. https://doi.org/10.3390/cryst15020121
Chicago/Turabian StyleKhaimovich, Alexander, Andrey Balyakin, Ekaterina Nosova, Maria Kudryashova, Vitaliy Smelov, Evgeny Zemlyakov, and Anton Kovchik. 2025. "Effect of Interface Relief on the Occurrence of Cracks at the Contact Point of Laser-Direct-Energy-Deposited Copper Alloy and Nickel Base Superalloy" Crystals 15, no. 2: 121. https://doi.org/10.3390/cryst15020121
APA StyleKhaimovich, A., Balyakin, A., Nosova, E., Kudryashova, M., Smelov, V., Zemlyakov, E., & Kovchik, A. (2025). Effect of Interface Relief on the Occurrence of Cracks at the Contact Point of Laser-Direct-Energy-Deposited Copper Alloy and Nickel Base Superalloy. Crystals, 15(2), 121. https://doi.org/10.3390/cryst15020121