
Study on the Growth and Regulation of Large-Particle Sr(OH)2·8H2O Crystals with Process Analytical Technology

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sr(OH)2·8H2O Hot-Stage Growth Process
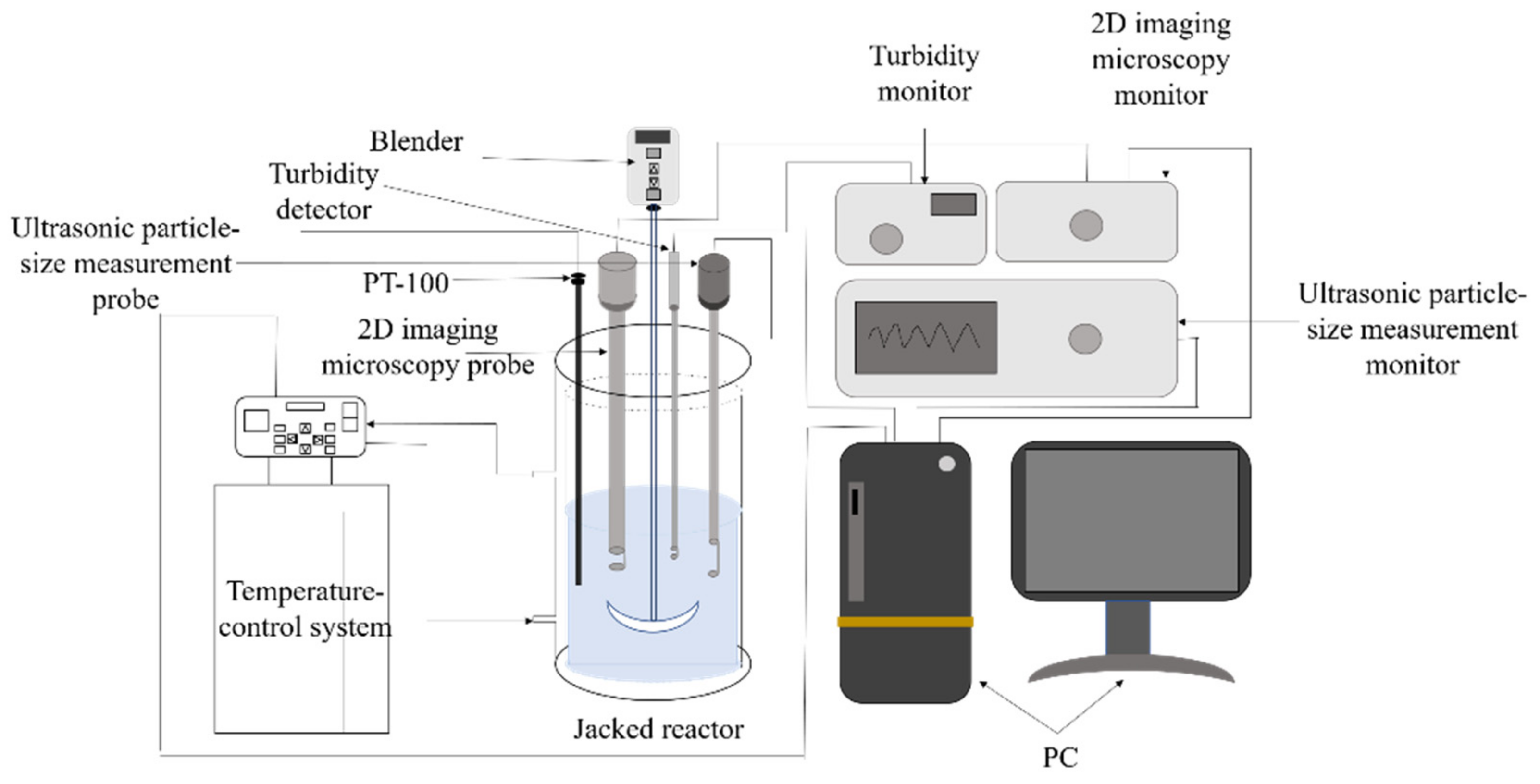
2.3. Online Analysis of the Crystallization Process of Sr(OH)2·8H2O
2.4. Characterization
3. Results and Discussion
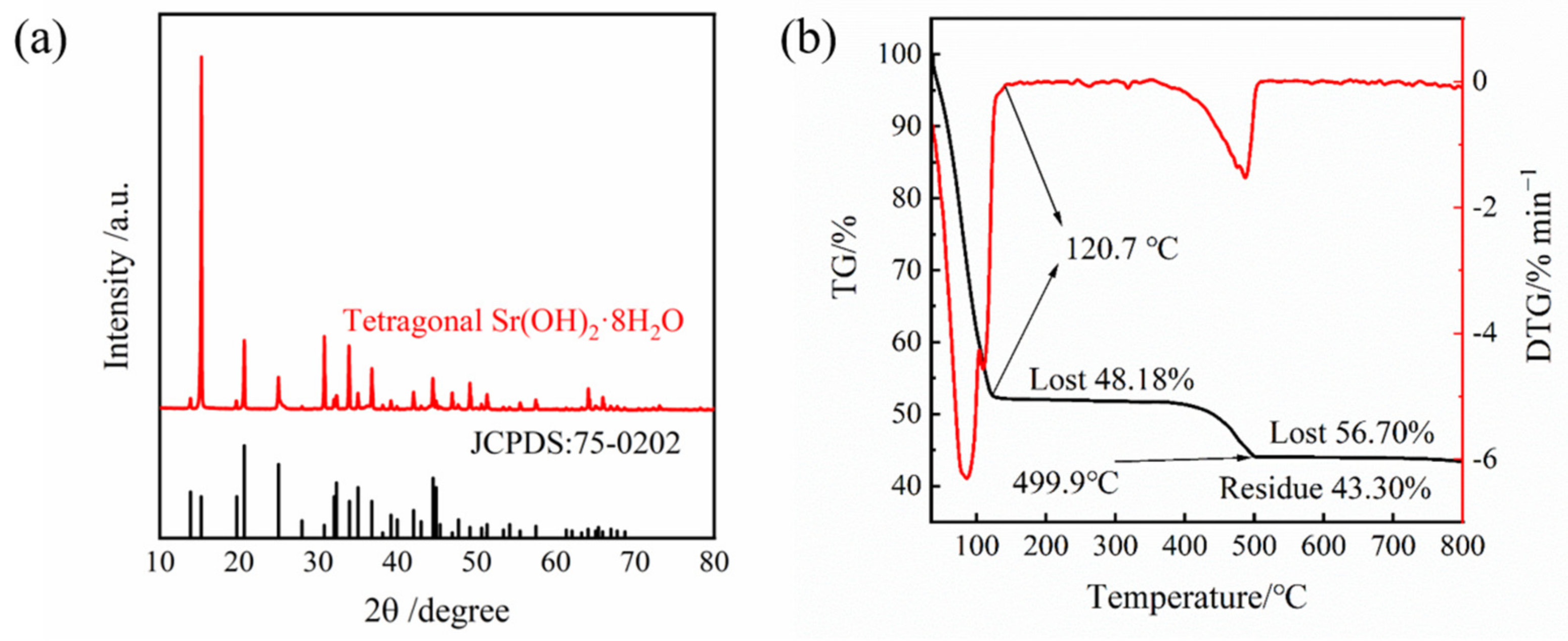
3.1. Phase Identification
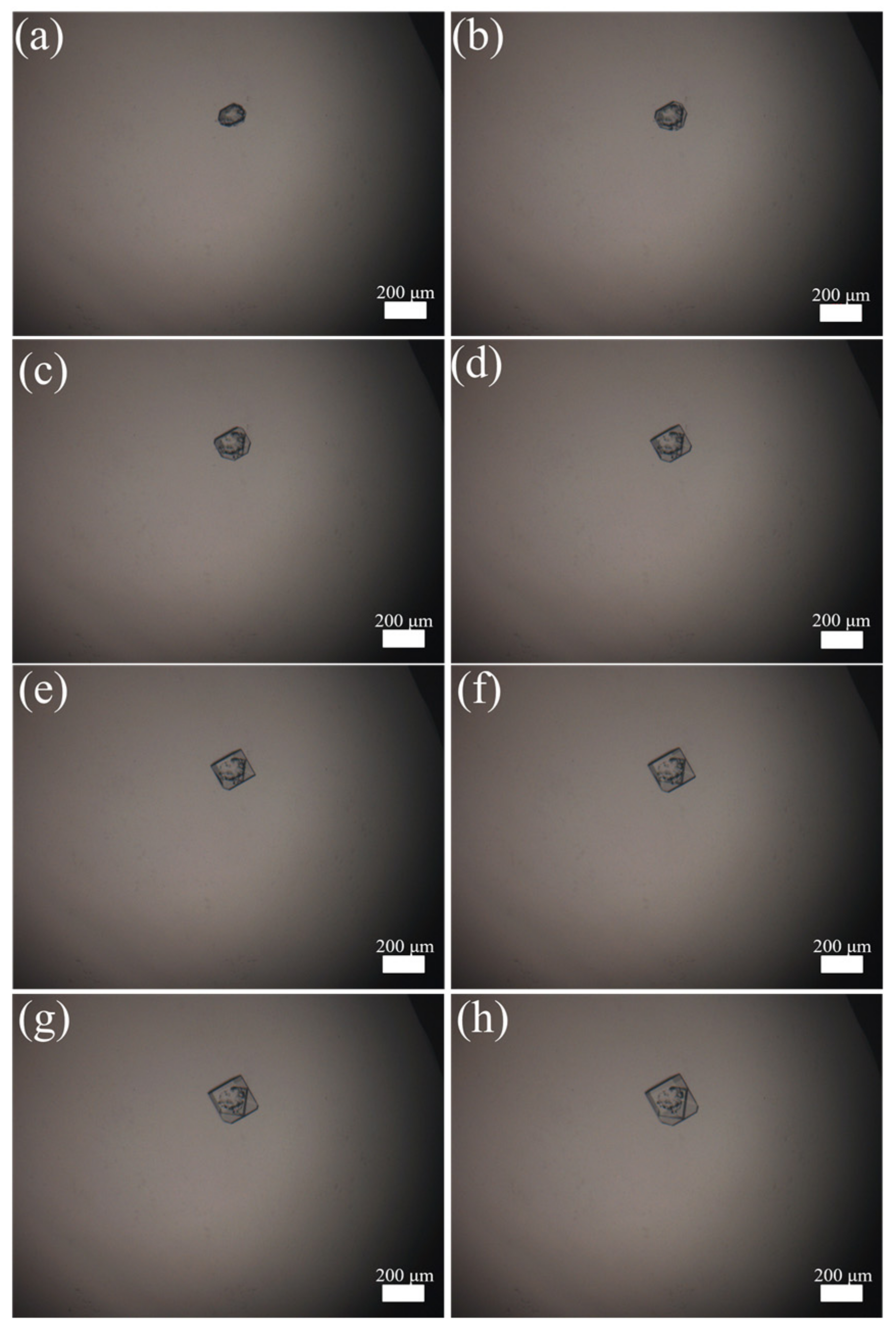
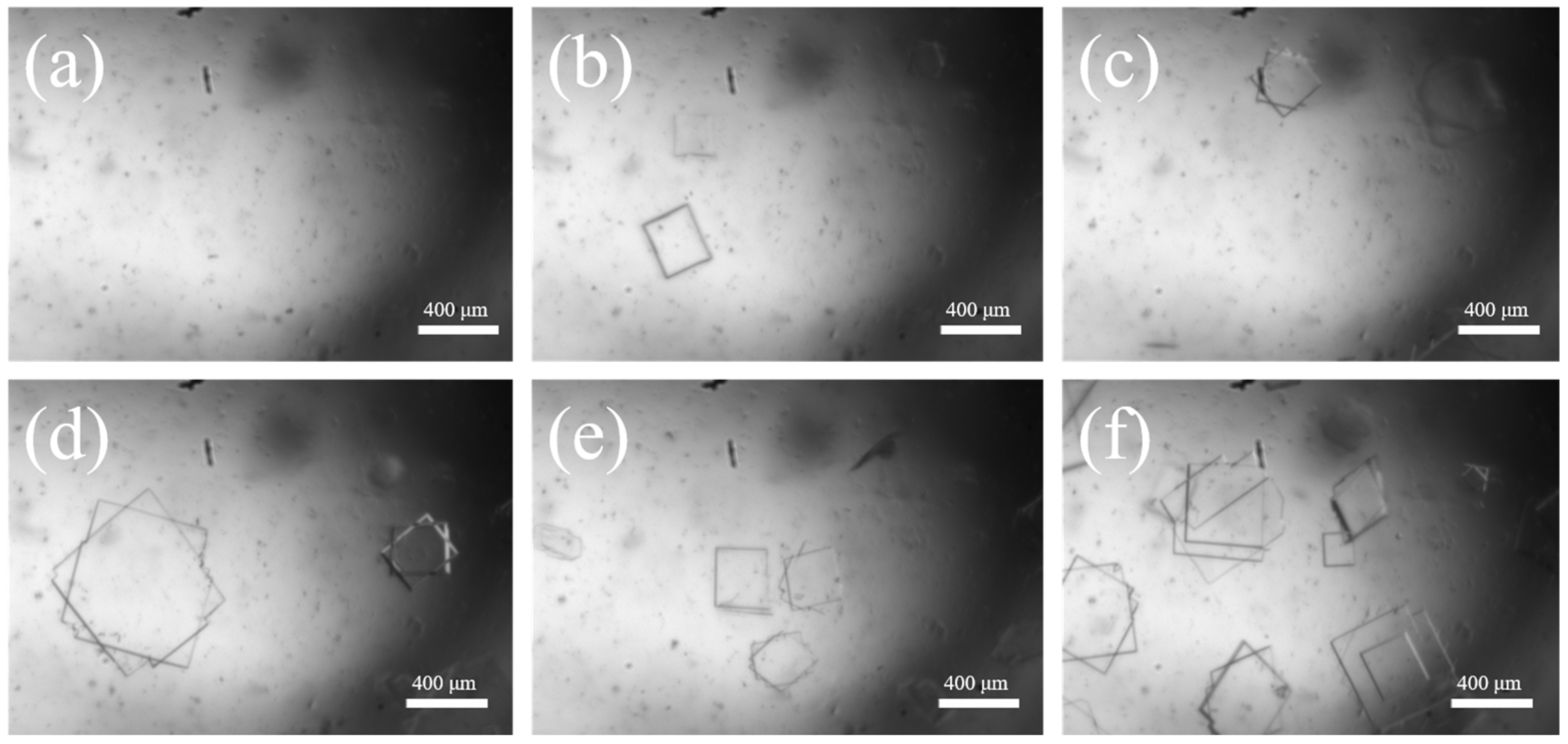
3.2. Single Crystal Hot-Stage Growth
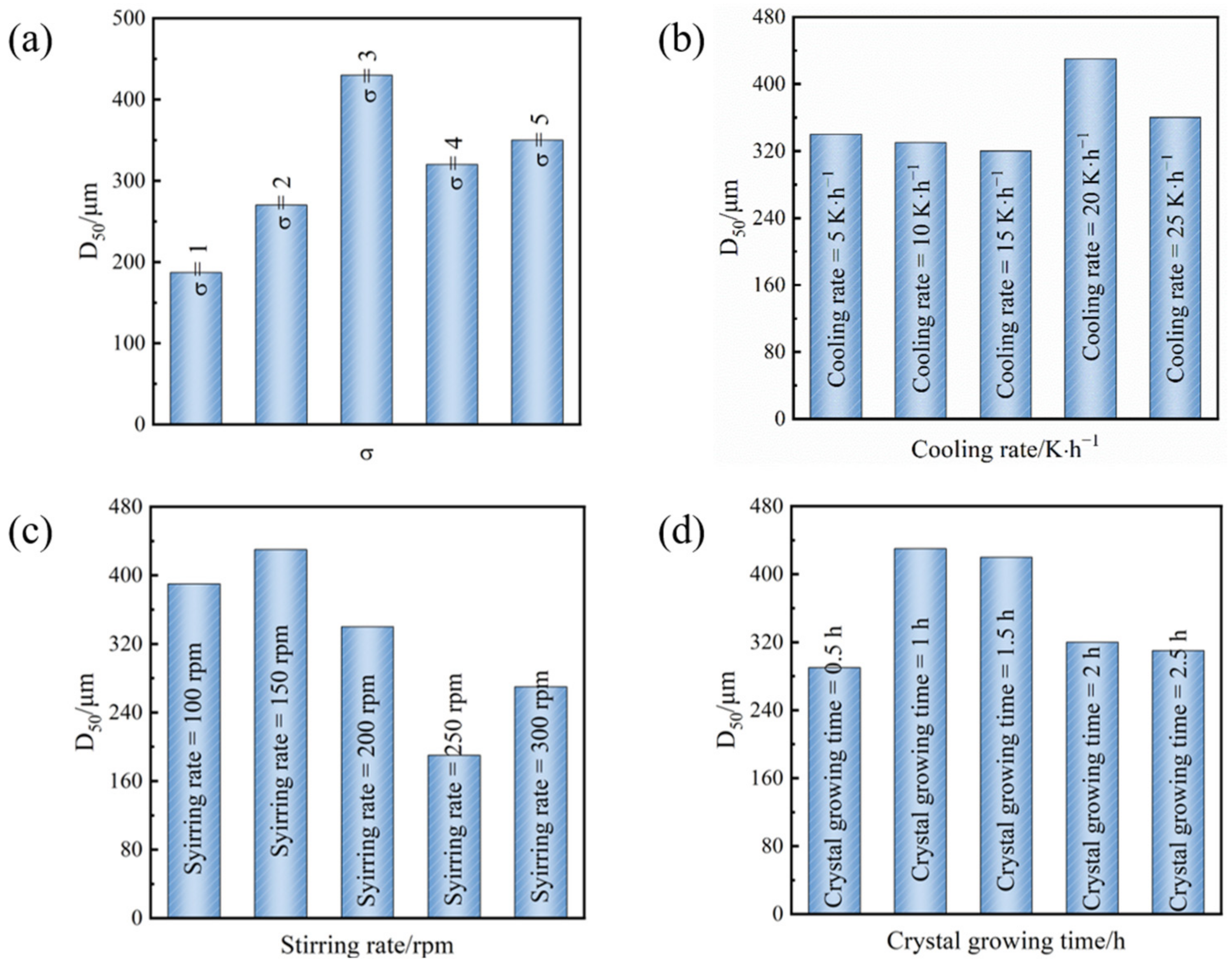
3.3. The Optimal Process without Adding Crystal Seeds
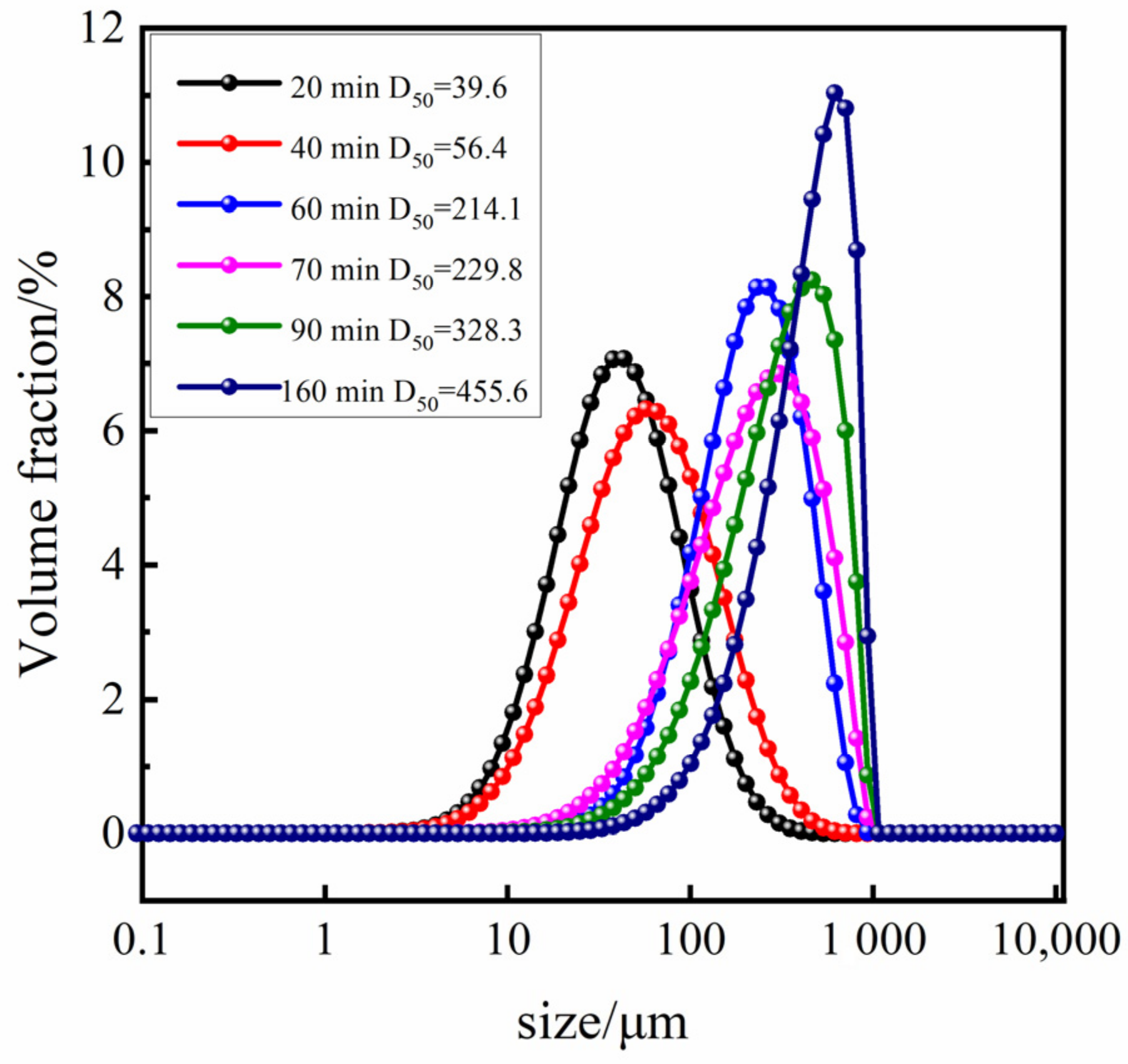
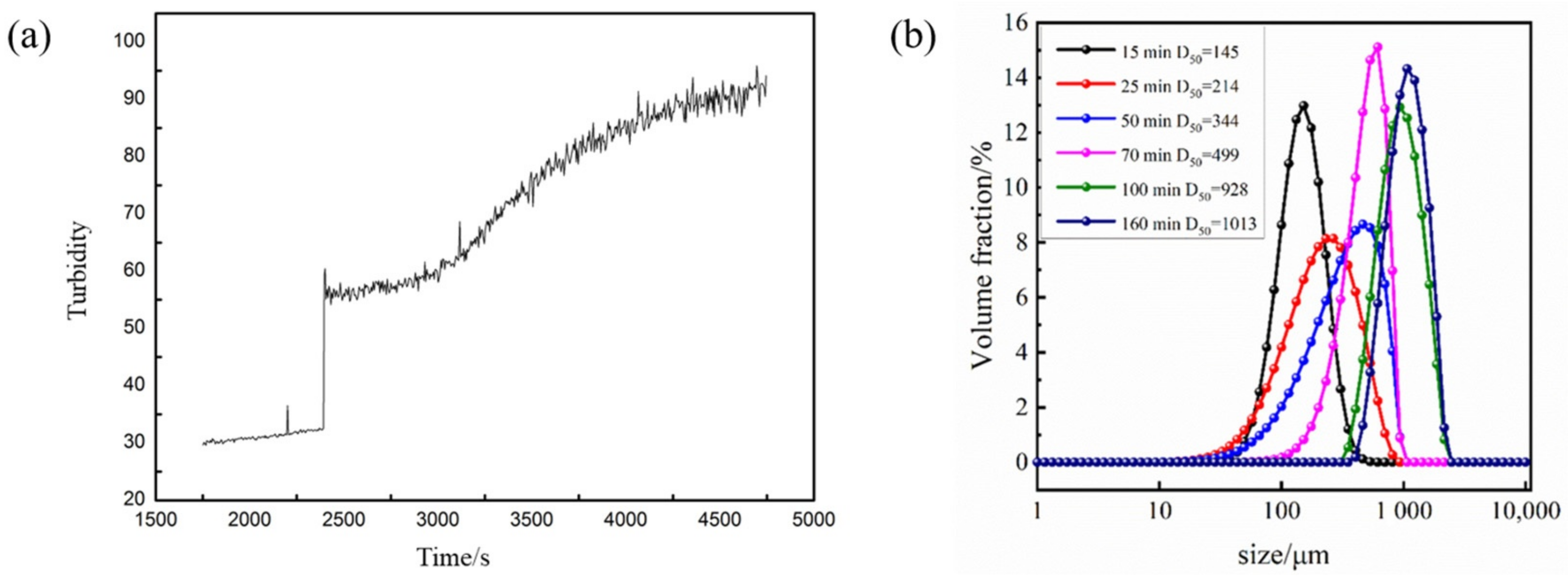
3.4. PAT under Optimal Process Conditions
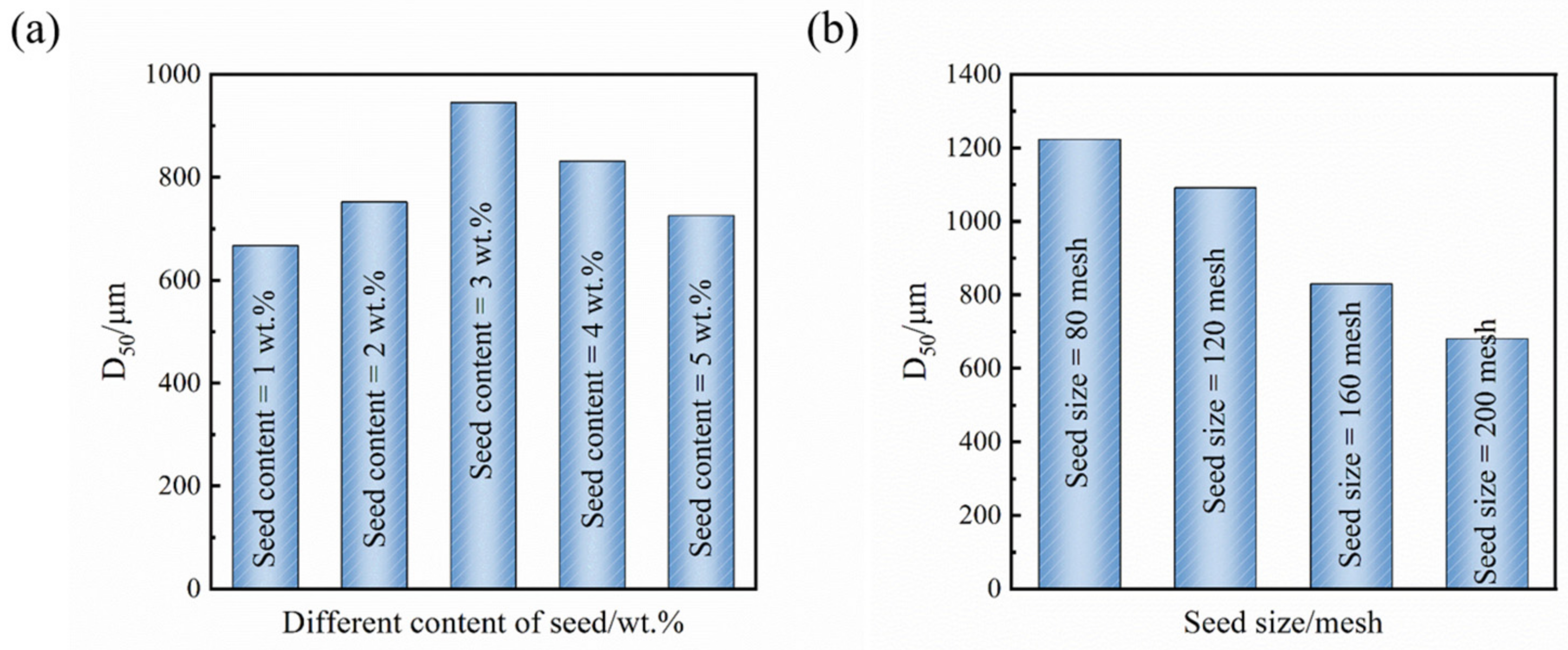
3.5. The Impact of Crystal Seeds on the Particle Size of Sr(OH)2·8H2O
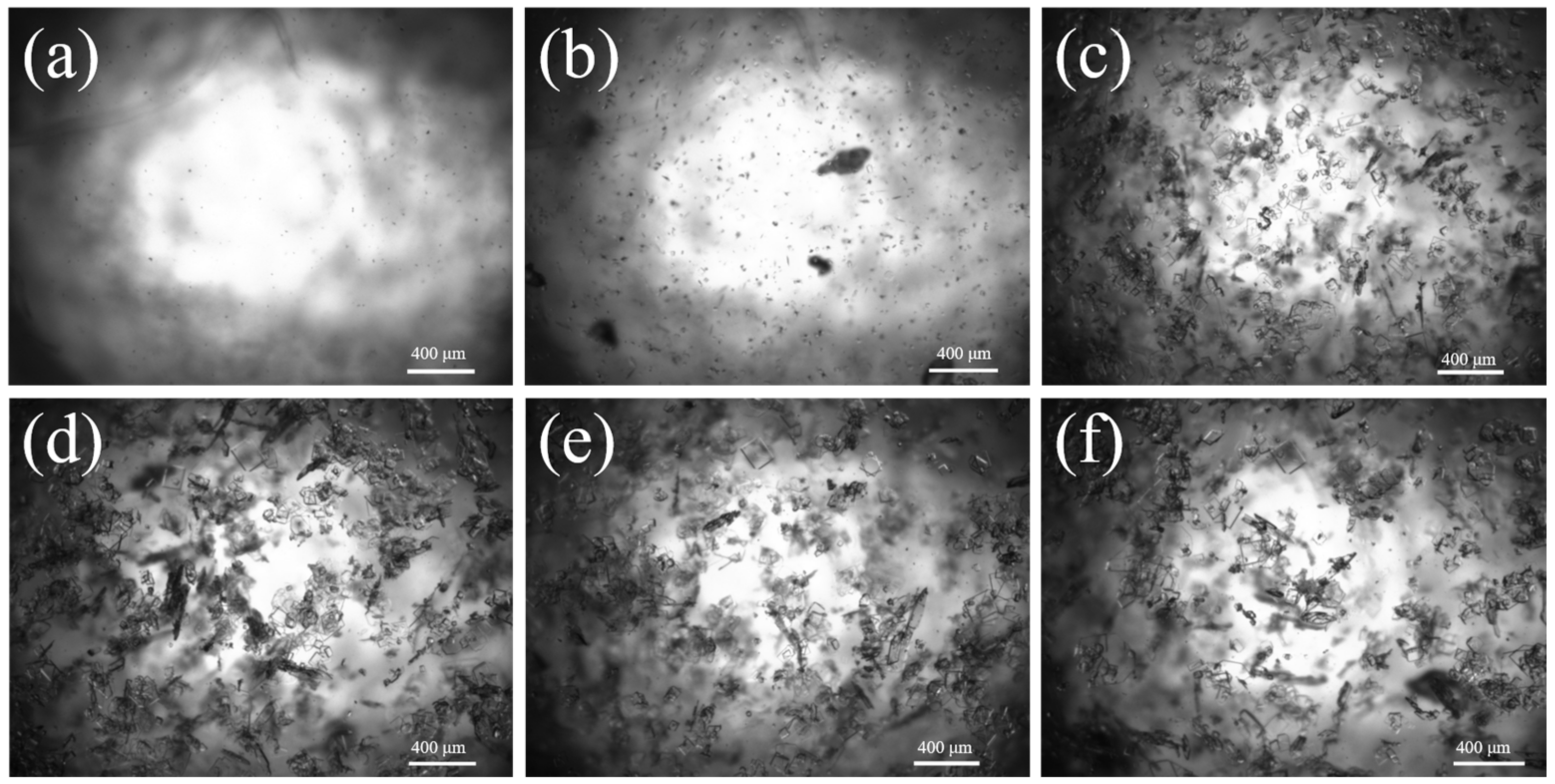
3.6. PAT and Regulatory Mechanism of Seed Crystal Regulation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Polat, S. An in vitro evaluation of the effects of Urtica dioica and Fructus Urtica Piluliferae extracts on the crystallization of calcium oxalate. J. Cryst. Growth 2019, 522, 92–102. [Google Scholar] [CrossRef]
- Giulietti, M.; Seckler, M.M.; Derenzo, S.; Ré, M.I.; Cekinski, E. Industrial Crystallization and Precipitation from Solutions: State of the Technique. Braz. J. Chem. Eng. 2001, 18, 423–440. [Google Scholar] [CrossRef]
- Zhang, R.; Ma, C.Y.; Liu, J.J.; Wang, X.Z. On-line measurement of the real size and shape of crystals in stirred tank crystalliser using non-invasive stereo vision imaging. Chem. Eng. Sci. 2015, 137, 9–21. [Google Scholar] [CrossRef]
- Ma, Y.; Qin, X.; Yan, H.; Li, J.; Li, C.; Lian, M.; Wei, X.; Shen, R.; Chen, M.; Li, K.; et al. Research Progress in the Industrial Crystallization of Citrate—A Review. Crystals 2023, 13, 1186. [Google Scholar] [CrossRef]
- Yan, E.K.; Zhao, F.Z.; Zhang, C.Y.; Yang, X.Z.; Shi, M.; He, J.; Liu, Y.L.; Liu, Y.; Hou, H.; Yin, D.C. Seeding Protein Crystallization with Cross-Linked Protein. Cryst. Cryst. Growth Des. 2018, 18, 1090–1100. [Google Scholar] [CrossRef]
- De Yoreo, J.J.; Gilbert, P.U.; Sommerdijk, N.A.J.M.; Penn, R.L.; Whitelam, S.; Joester, D.; Zhang, H.; Rimer, J.D.; Navrotsky, A.; Banfield, J.F.; et al. Crystallization by particle attachment in synthetic, biogenic, and geologic environments. Science 2015, 349, 6247. [Google Scholar] [CrossRef] [PubMed]
- Dandekar, P.; Kuvadia, Z.B.; Doherty, M.F. Engineering Crystal Morphology. Annu. Rev. Mater. Res. 2013, 43, 359–386. [Google Scholar] [CrossRef]
- Yu, Z.Q.; Chew, J.W.; Chow, P.S.; Tan, R.B.H. Recent Advances in Crystallization Control. Chem. Eng. Res. Des. 2007, 85, 893–905. [Google Scholar] [CrossRef]
- Darmali, C.; Mansouri, S.; Yazdanpanah, N.; Woo, M.W. Mechanisms and Control of Impurities in Continuous Crystallization: A Review. Ind. Eng. Chem. Res. 2018, 58, 1463–1479. [Google Scholar] [CrossRef]
- Alvarez, A.J.; Myerson, A.S. Continuous Plug Flow Crystallization of Pharmaceutical Compounds. Cryst. Growth Des. 2010, 10, 2219–2228. [Google Scholar] [CrossRef]
- Mascia, S.; Heider, P.L.; Zhang, H.; Lakerveld, R.; Benyahia, B.; Barton, P.I.; Braatz, R.D.; Cooney, C.L.; Evans, J.M.B.; Jamison, T.F.; et al. End-to-End Continuous Manufacturing of Pharmaceuticals: Integrated Synthesis, Purification, and Final Dosage Formation. Angew. Chem. Int. Ed. 2013, 52, 12359–12363. [Google Scholar] [CrossRef] [PubMed]
- Simone, E.; Zhang, W.; Nagy, Z.K. Analysis of the crystallization process of a biopharmaceutical compound in the presence of impurities using process analytical technology (PAT) tools. J. Chem. Technol. Biotechnol. 2016, 91, 1461–1470. [Google Scholar] [CrossRef]
- Yu, L. Applications of process analytical technology to crystallization processes. Adv. Drug Deliv. Rev. 2004, 56, 349–369. [Google Scholar] [CrossRef] [PubMed]
- Malwade, C.R.; Qu, H. Process Analytical Technology for Crystallization of Active Pharmaceutical Ingredients. Curr. Pharm. Des. 2018, 24, 2456–2472. [Google Scholar] [CrossRef] [PubMed]
- Chanda, A.; Daly, A.M.; Foley, D.A.; LaPack, M.A.; Mukherjee, S.; Orr, J.D.; Reid, G.L.; Thompson, D.R.; Ward, H.W. Industry Perspectives on Process Analytical Technology: Tools and Applications in API Development. Org. Process Res. Dev. 2014, 19, 63–83. [Google Scholar] [CrossRef]
- Zhang, B.; Zang, H.C.; Zhong, L.; Ma, X.B.; Wang, H.W.; Zhang, H.; Li, L. Review of the Application of PAT in the Pharmaceutical Continuous Crystallization Process. Curr. Top. Med. Chem. 2023, 23, 1699–1714. [Google Scholar]
- Liu, Y.M.; Gao, Z.Y. Study on the Preparation of High Purity Strontium Carbonate from Sr (OH)2·8H2O. Guizhou Chem. Ind. 2001, 26, 23–25. [Google Scholar]
- Wu, C.X. Sr(OH)2 Production Process and Market Analysis. Inorg. Salt Ind. 2010, 42, 5–7. [Google Scholar]
- Wu, S.M.; Sheng, R.P.; Gu, T. Synthesis of Narrow Distribution Nonphenylalcohol Ether. Chem. World 1997, 38, 2. [Google Scholar]
- Luo, M.J. Process and Engineering Design of Preparation of Strontium Hydroxide from Celestial Blue Stone. Master’s Thesis, East China University of Science and Technology, Shanghai, China, 2013. [Google Scholar]
- Dean, J.A. Lange’s Handbook of Chemistry, 15th ed.; Chinese Edition; Science Press: Beijing, China, 2000; p. 718. [Google Scholar]
- Wang, X.Z.; Roberts, K.J.; Ma, C. Crystal growth measurement using 2D and 3D imaging and the perspectives for shape control. Chem. Eng. Sci. 2008, 63, 1173–1184. [Google Scholar] [CrossRef]
- Nagy, Z.K.; Fevotte, G.; Kramer, H.; Simon, L.L. Recent advances in the monitoring, modelling and control of crystallization systems. Chem. Eng. Res. Des. 2013, 91, 1903–1922. [Google Scholar] [CrossRef]
- Tang, X.H.; Li, Y.; Liu, J.J.; Zhang, Y.; Wang, X.Z. Process Analytical Technology (PAT) Aided Identification of Operational Spaces Leading to Tailored Crystal Size Distributions in Azithromycin Crystallization via Coordinated Cooling and Solution Mediated Phase Transition. Org. Process Res. Dev. 2017, 21, 1963–1971. [Google Scholar] [CrossRef]
- Falola, A.A.; Huang, M.X.; Zou, X.W.; Wang, X.Z. Characterization of particle size distribution in slurries using ultrasonic attenuation spectroscopy: Addressing challenges of unknown physical properties. Powder Technol. 2021, 392, 394–401. [Google Scholar] [CrossRef]
- Zhong, X.; Huang, C.; Chen, L.; Yang, Q.; Huang, Y. Effect of ultrasound on the kinetics of anti-solvent crystallization of sucrose. Ultrason. Sonochem. 2022, 82, 105886. [Google Scholar] [CrossRef] [PubMed]
- Hatkar, U.N.; Gogate, P.R. Process intensification of anti-solvent crystallization of salicylic acid using ultrasonic irradiations. Chem. Eng. Process. Process Intensif. 2012, 57–58, 16–24. [Google Scholar] [CrossRef]
- Chikan, V.; McLaurin, E. Rapid Nanoparticle Synthesis by Magnetic and Microwave Heating. Nanomaterials 2016, 6, 85. [Google Scholar] [CrossRef]
- Ji, Z.; Wang, X.; Zhang, H.; Lin, S.; Meng, H.; Sun, B.; George, S.; Xia, T.; Nel, A.E.; Zink, J.I. Designed Synthesis of CeO2 Nanorods and Nanowires for Studying Toxicological Effects of High Aspect Ratio Nanomaterials. ACS Nano 2012, 6, 5366–5380. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, J.F.; Le, Y.; Shen, Z.G. Preparation of Ultrafine Beclomethasone Dipropionate Drug Powder byAntisolvent Precipitation. Ind. Eng. Chem. Res. 2007, 46, 4839–4845. [Google Scholar] [CrossRef]
- Zhang, H.X.; Wang, J.X.; Zhang, Z.B.; Le, Y.; Shen, Z.G.; Chen, J.F. Micronization of atorvastatin calcium by antisolvent precipitation process. Int. J. Pharm. 2009, 374, 106–113. [Google Scholar] [CrossRef]
- Zu, Y.; Sun, W.; Zhao, X.; Wang, W.; Li, Y.; Ge, Y.; Liu, Y.; Wang, K. Preparation and characterization of amorphous amphotericin B nanoparticles for oral administration through liquid antisolvent precipitation. Eur. J. Pharm. Sci. 2014, 53, 109–117. [Google Scholar] [CrossRef]
- Sadeghpour, P.; Haghighi, M.; Ebrahimi, A. Ultrasound-assisted rapid hydrothermal design of efficient nanostructured MFI-Type aluminosilicate catalyst for methanol to propylene reaction. Ultrason. Sonochem. 2021, 72, 105416. [Google Scholar] [CrossRef] [PubMed]
- Fang, L.; Gao, Z.; Wu, S.; Jia, S.; Wang, J.; Rohani, S.; Gong, J. Ultrasound-assisted solution crystallization of fotagliptin benzoate: Process intensification and crystal product optimization. Ultrason. Sonochem. 2021, 76, 105634. [Google Scholar] [CrossRef] [PubMed]
- Ke, Y.; Chen, B.; Hu, M.; Zhou, N.; Huang, Z.; Meng, G. In-Situ Monitoring the SERS Spectra of para-Aminothiophenol Adsorbed on Plasmon-Tunable Au@Ag Core–Shell Nanostars. Nanomaterials 2022, 12, 1156. [Google Scholar] [CrossRef] [PubMed]
- Cai, C.; Zhai, L.; Zou, C.; Li, Z.; Zhang, L.; Yang, Y.; Huang, S. Cu1.94S-Assisted Growth of Wurtzite CuInS2 Nanoleaves by In Situ Copper Sulfidation. Nanoscale Res. Lett. 2015, 10, 294. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, B.; Zhang, Y.; Liang, S.; Wang, Y.; Jing, Y.; Zou, X.; Wang, X. Study on the Growth and Regulation of Large-Particle Sr(OH)2·8H2O Crystals with Process Analytical Technology. Crystals 2024, 14, 4. https://doi.org/10.3390/cryst14010004
Shi B, Zhang Y, Liang S, Wang Y, Jing Y, Zou X, Wang X. Study on the Growth and Regulation of Large-Particle Sr(OH)2·8H2O Crystals with Process Analytical Technology. Crystals. 2024; 14(1):4. https://doi.org/10.3390/cryst14010004
Chicago/Turabian StyleShi, Binbin, Yongjuan Zhang, Shudong Liang, Yanan Wang, Yan Jing, Xingwu Zou, and Xuezhong Wang. 2024. "Study on the Growth and Regulation of Large-Particle Sr(OH)2·8H2O Crystals with Process Analytical Technology" Crystals 14, no. 1: 4. https://doi.org/10.3390/cryst14010004
APA StyleShi, B., Zhang, Y., Liang, S., Wang, Y., Jing, Y., Zou, X., & Wang, X. (2024). Study on the Growth and Regulation of Large-Particle Sr(OH)2·8H2O Crystals with Process Analytical Technology. Crystals, 14(1), 4. https://doi.org/10.3390/cryst14010004