


Microstructure, Mechanical Properties and Thermal Stability of Ni-Based Single Crystal Superalloys with Low Specific Weight

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
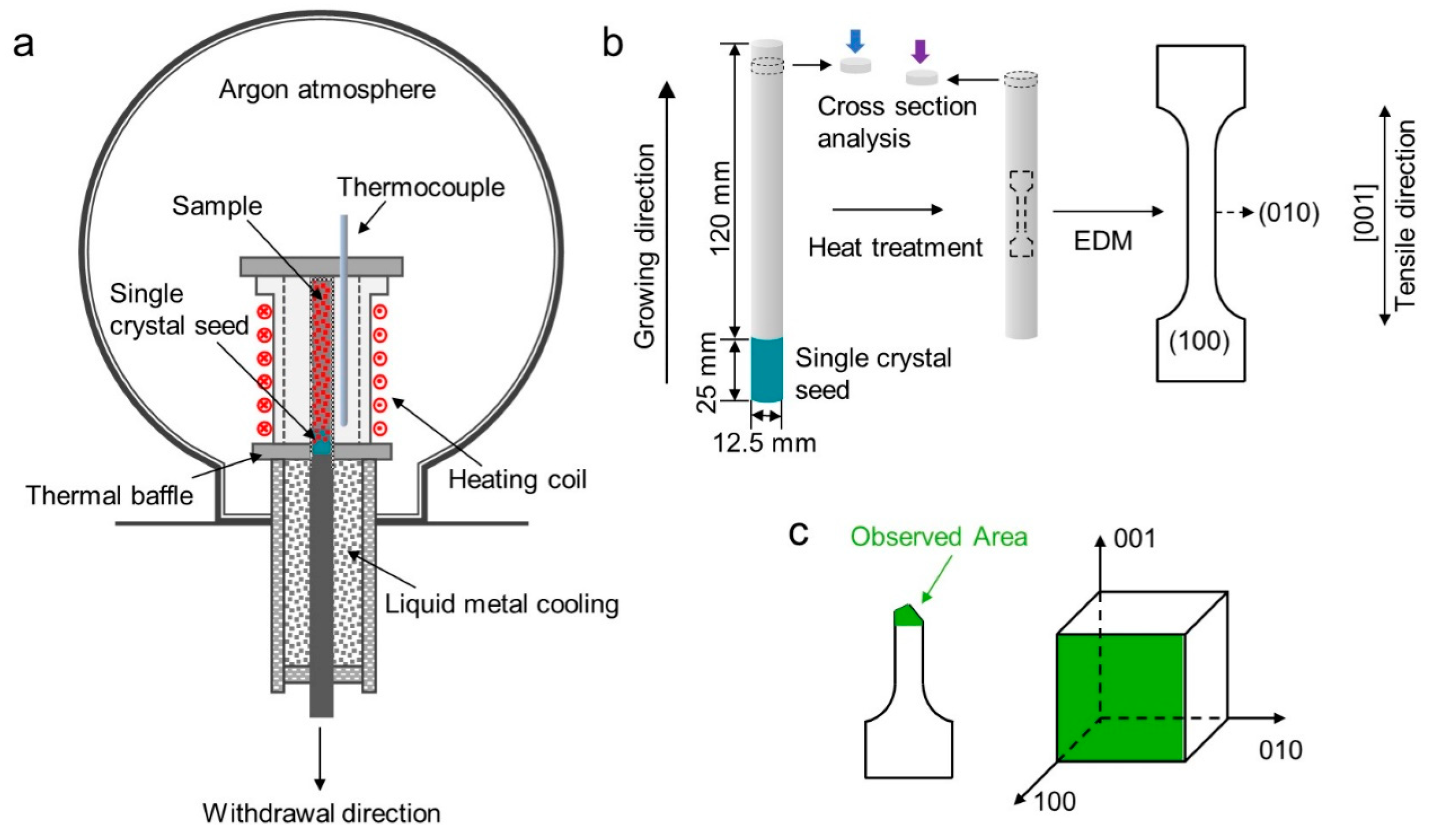
2.1. Alloy Preparation and SX Growth
2.2. Heat Treatment
2.3. Mechanical Testing
2.4. Thermal Stability
2.5. Microstructure Characterization
3. Results and Discussion
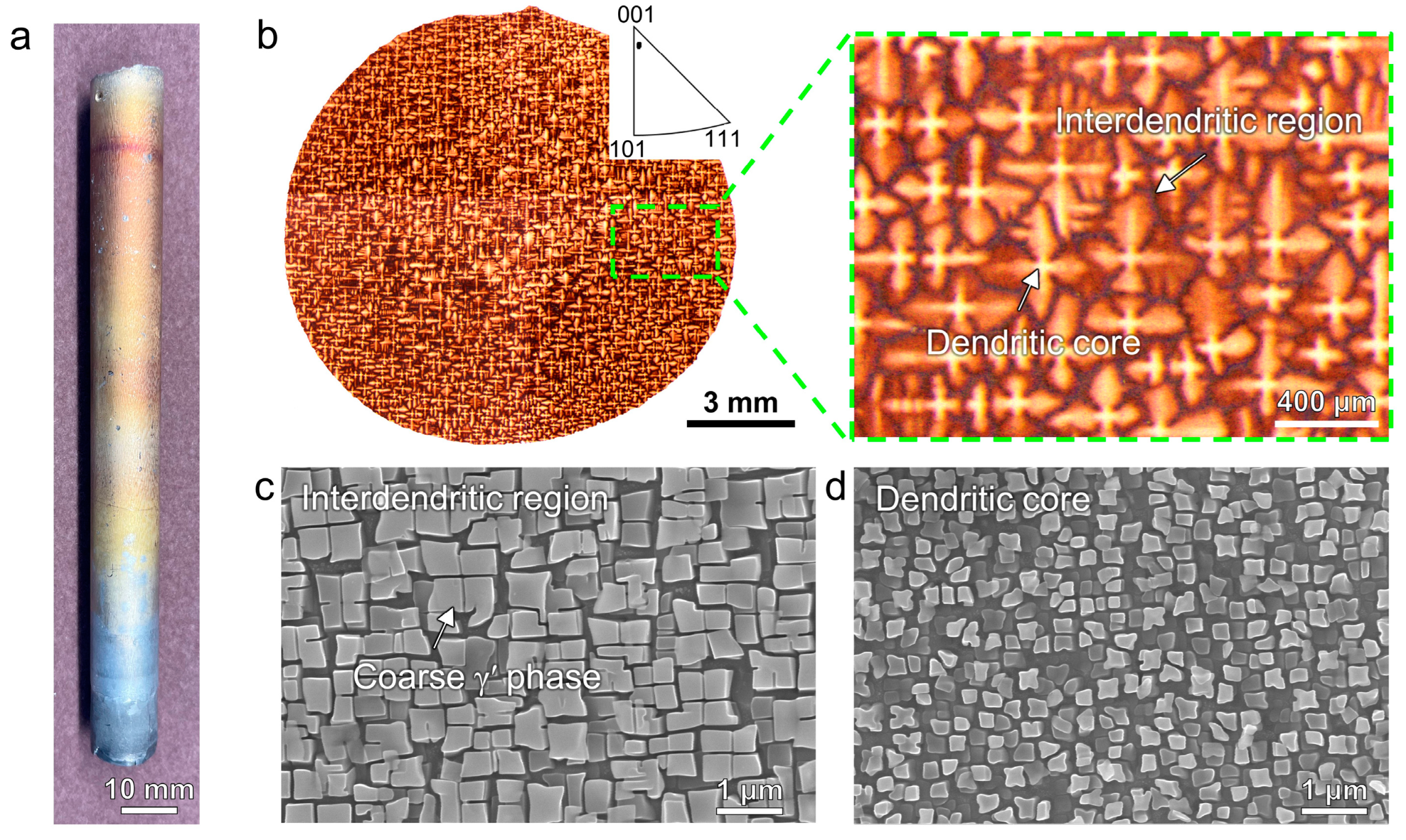
3.1. Microstructure
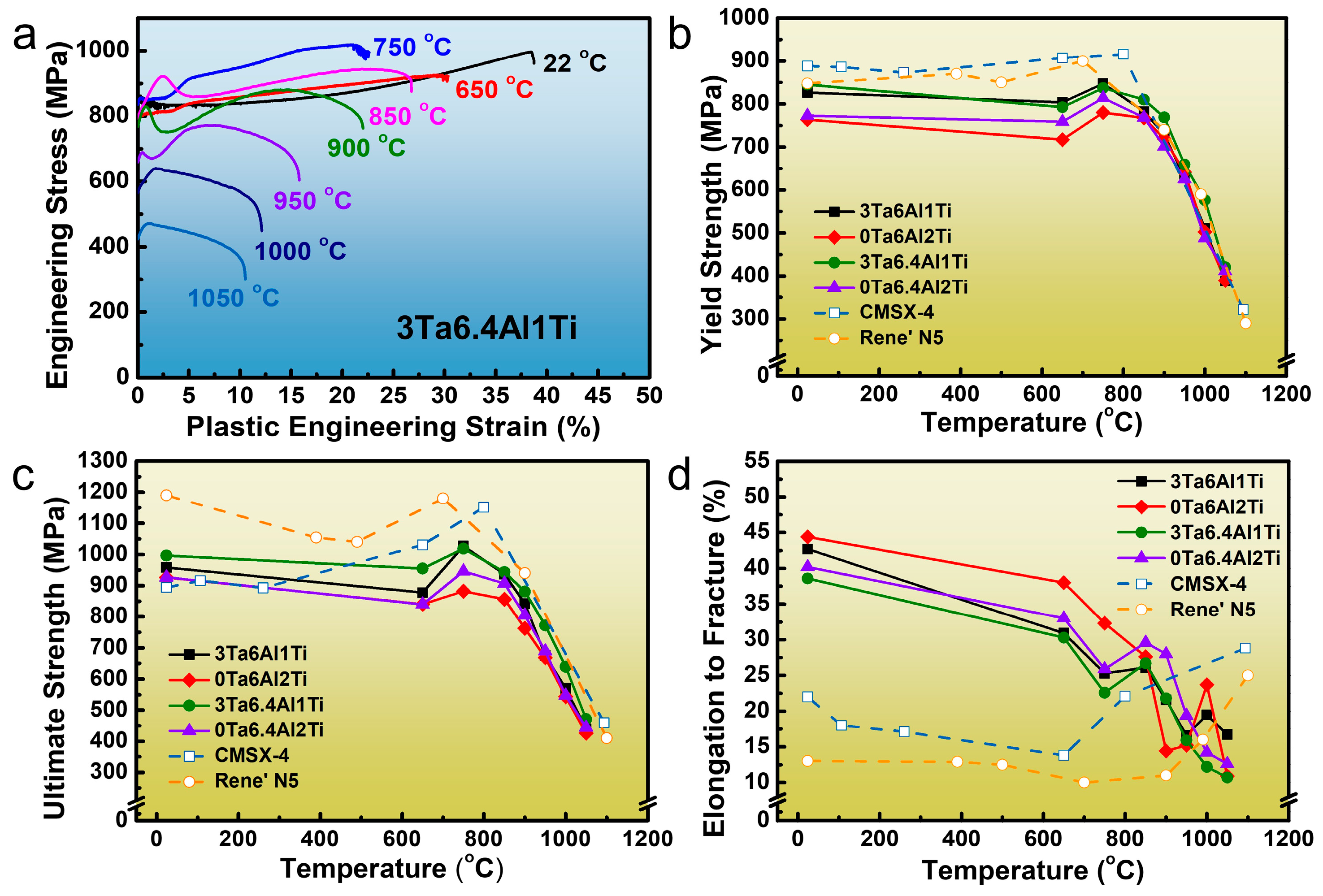
3.2. Tensile Properties
3.3. Fracture Analysis
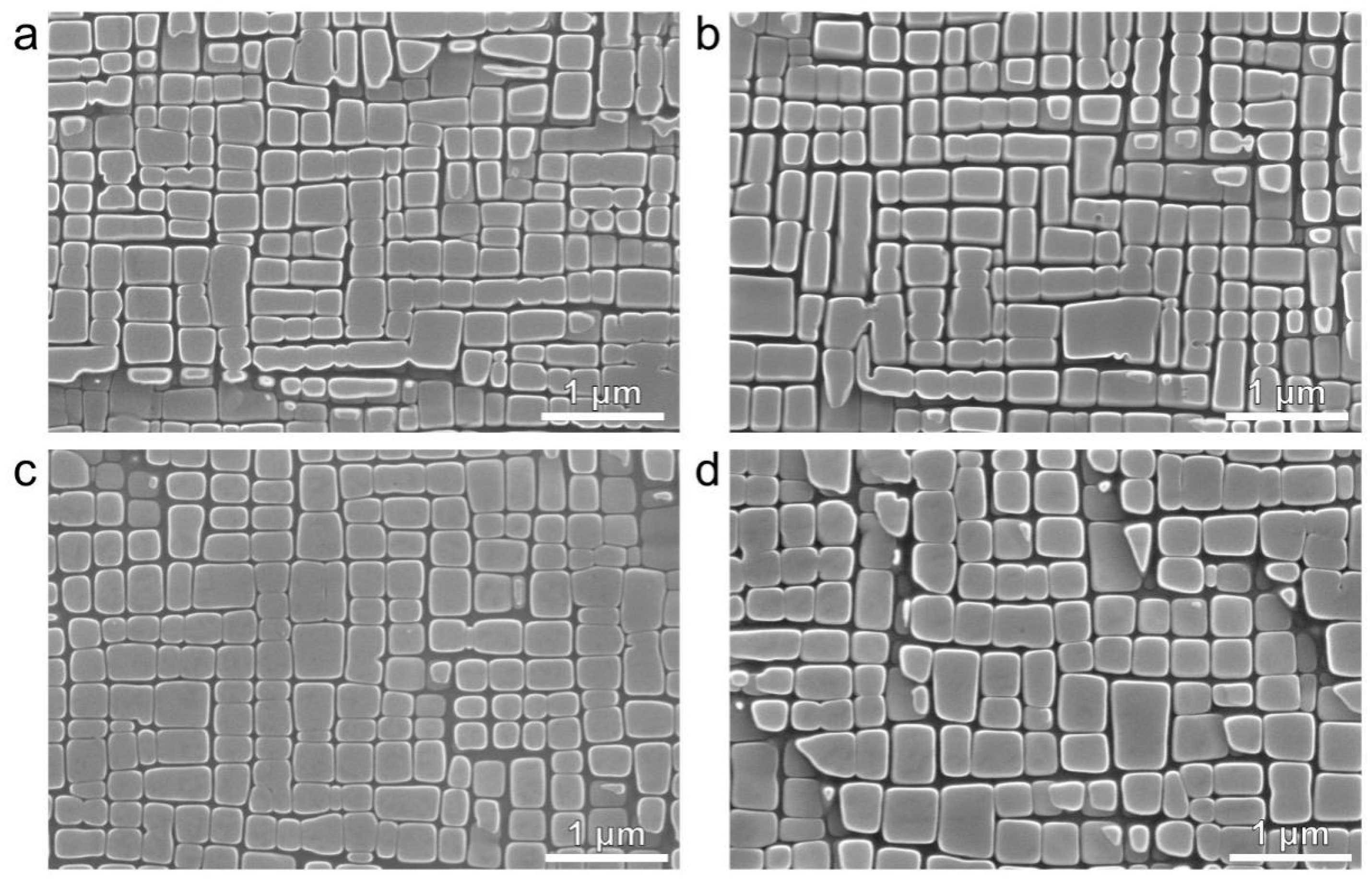
3.4. Microstructural Evolution during Thermal Exposure at 1050 °C
4. Conclusions
- (1)
- All four alloys can be grown into SXs form using the Bridgman method, and the as-grown SXs have typical dendritic microstructure. After solution and aging treatments, alloys all have typical γ/γ′ two-phase microstructure, with γ′ size of about 260–290 nm.
- (2)
- Tensile tests revealed that the yield strength and ultimate tensile strength of the newly developed SX superalloys are similar to those of typical commercial second-generation SX CMSX-4 and Rene′ N5 superalloys at a temperature above 800 °C. Moreover, the ductility below 850 °C is greater than 20 %, better than that of those two commercial alloys.
- (3)
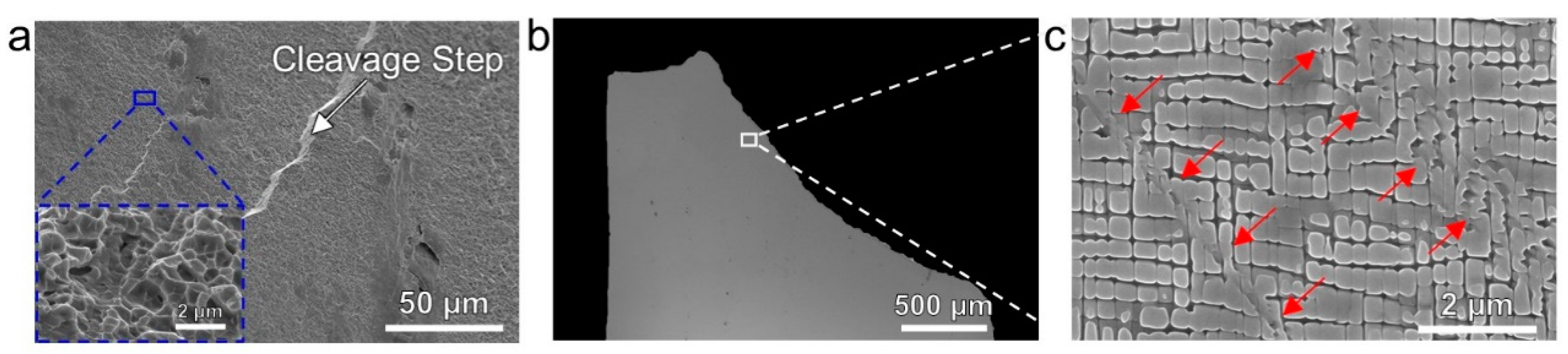
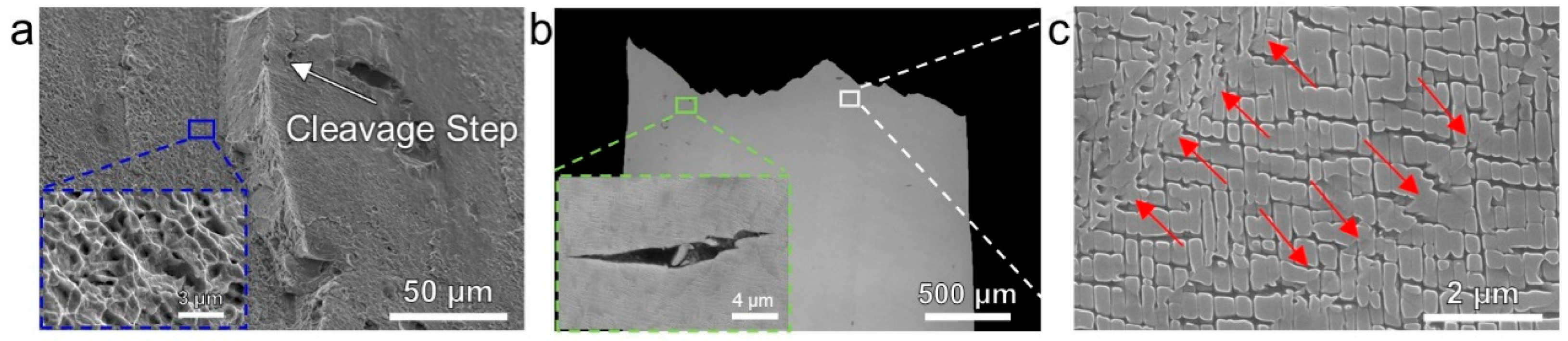
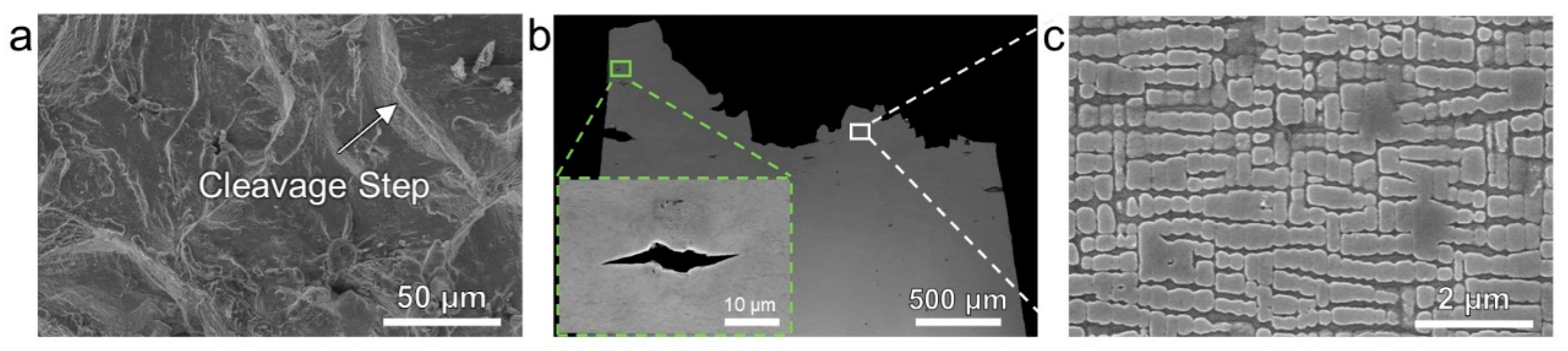
- Four alloys show similar plastic deformation and fracture behaviors. At RT to 850 °C, the deformation is dominated by localized shear of both phases. Above 950 °C, the deformation appears to be diffusion-dominated and rafting-like microstructures are observed.
- (4)
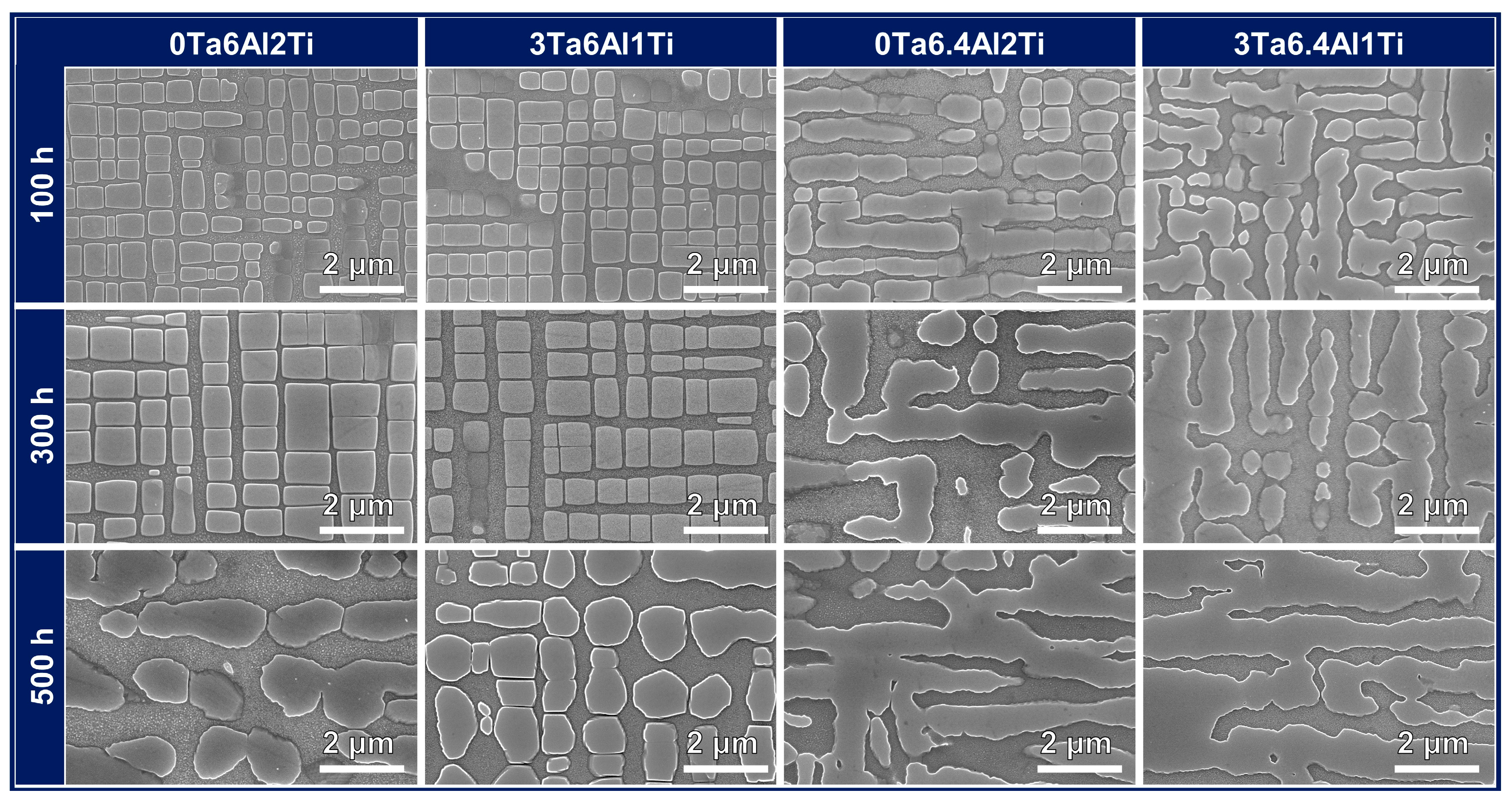
- During thermal exposure at 1050 °C for up to 500 h, the topological close-packed phase does not appear, indicating excellent phase stability.
- (5)
- The evolution of γ′ phase during thermal exposure at 1050 °C is related to the concentration of Al, Ti, and Ta. Decreasing Al concentration appears to increase the resistance of rafting in current experimental alloys and replacing 1 wt.% Ti with 3 wt.% Ta is beneficial to the stability of the shape and size of γ′ phase during thermal exposure.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Reed, R.C. The Superalloys Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2008; pp. 1–28. [Google Scholar]
- Yao, X.; Ding, Q.; Zhao, X.; Wei, X.; Wang, J.; Zhang, Z.; Bei, H. Microstructural rejuvenation in a Ni-based single crystal superalloy. Mater. Today Nano 2021, 17, 100152. [Google Scholar] [CrossRef]
- Wang, M.; Cheng, X.; Jiang, W.; Cao, T.; Liu, X.; Lu, J.; Zhang, Y.; Zhang, Z. The effect of amorphous coating on high temperature oxidation resistance of Ni-based single crystal superalloy. Corros. Sci. 2023, 213, 111000. [Google Scholar] [CrossRef]
- Giamei, A.F. Development of Single Crystal Superalloys: A Brief History. Adv. Mater. Process 2013, 171, 26–30. [Google Scholar]
- Li, J.R.; Zhong, Z.G.; Liu, S.Z.; Tang, D.Z.; Han, M. A Low-Cost Second Generation Single Crystal Superalloy DD6. In Superalloys 2000, Proceedings of the Ninth International Symposium on Superalloys, Seven Springs, PA, USA, 17–21 September 2000; Pollock, T.M., Ed.; The Minerals, Metals & Materials Society: Warrendale, PA, USA, 2000; pp. 777–783. [Google Scholar]
- Mackay, R.A.; Gabb, T.P.; Smialek, J.L.; Nathal, M.V. Alloy Design Challenge: Development of Low Density Superalloys for Turbine Blade Applications. Available online: https://ntrs.nasa.gov/citations/20100011899 (accessed on 30 September 2020).
- Xia, W.; Zhao, X.; Yue, L.; Zhang, Z. A review of composition evolution in Ni-based single crystal superalloys. J. Mate. Sci. Technol. 2020, 44, 76–95. [Google Scholar] [CrossRef]
- Yokokawa, T.; Harada, H.; Kawagishi, K.; Kobayashi, T.; Yuyama, M.; Takata, Y. Advanced Alloy Design Program and Improvement of Sixth-Generation Ni-Base Single Crystal Superalloy TMS-238. In Proceedings of the Fourteenth International Symposium on Superalloys, Seven Springs, PA, USA, 12–16 September 2021; Sammy, T., Ed.; The Minerals, Metals & Materials Society: Warrendale, PA, USA, 2020; pp. 122–130. [Google Scholar]
- Yao, X.; Ding, Q.; Wei, X.; Wang, J.; Zhang, Z.; Bei, H. The effects of key elements Re and Ru on the phase morphologies and microstructure in Ni-based single crystal superalloys. J. Alloys Compd. 2022, 926, 166835. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Jackson, M.R.; Zhao, J.C. A Review of Very-High-Temperature Nb-Suicide-Based Composites. Metall. Mater. Trans. A 2003, 34A, 2043–2052. [Google Scholar] [CrossRef]
- Lemberg, J.A.; Ritchie, R.O. Mo-Si-B alloys for ultrahigh-temperature structural applications. Adv. Mater. 2012, 24, 3445–3480. [Google Scholar] [CrossRef]
- Luo, L.; Ru, Y.; Qin, L.; Pei, Y.; Ma, Y.; Li, S.; Zhao, X.; Gong, S. Effects of Alloyed Aluminum and Tantalum on the Topological Inversion Behavior of Ni-Based Single Crystal Superalloys at High Temperature. Adv. Eng. Mater. 2019, 21, 1800793. [Google Scholar] [CrossRef]
- Pollock, T.M. Alloy design for aircraft engines. Nat. Mater. 2016, 15, 809–815. [Google Scholar] [CrossRef]
- Xia, W.; Zhao, X.; Yue, L.; Zhang, Z. Microstructural evolution and creep mechanisms in Ni-based single crystal superalloys: A review. J. Alloys Compd. 2020, 819, 152954. [Google Scholar] [CrossRef]
- Harris, K.; Erickson, G.; Wortmann, J.; Froschhammer, D. Development of low density single crystal superalloy CMSX-6. TMS (Metall. Soc.) Pap. Sel. (USA) 1984, 56, CONF-840909. [Google Scholar]
- Liu, D.; Ding, Q.; Yao, X.; Wei, X.; Zhao, X.; Zhang, Z.; Bei, H. Composition design and microstructure of Ni-based single crystal superalloy with low specific weight—Numerical modeling and experimental validation. J. Mater. Res. 2022, 37, 3773–3783. [Google Scholar] [CrossRef]
- Fleischmann, E.; Miller, M.K.; Affeldt, E.; Glatzel, U. Quantitative experimental determination of the solid solution hardening potential of rhenium, tungsten and molybdenum in single-crystal nickel-based superalloys. Acta Mater. 2015, 87, 350–356. [Google Scholar] [CrossRef]
- Horst, O.M.; Adler, D.; Git, P.; Wang, H.; Streitberger, J.; Holtkamp, M.; Jöns, N.; Singer, R.F.; Körner, C.; Eggeler, G. Exploring the fundamentals of Ni-based superalloy single crystal (SX) alloy design: Chemical composition vs. microstructure. Mater. Des. 2020, 195, 108976. [Google Scholar] [CrossRef]
- Helmer, H.; Matuszewski, K.; Müller, A.; Rettig, R.; Ritter, N.; Singer, R. Development of a Low-Density Rhenium-Free Single Crystal Nickel-Based Superalloy by Application of Numerical Multi-Criteria Optimization Using Thermodynamic Calculations. In Proceedings of the Thirteenth International Symposium on Superalloys, Seven Springs, PA, USA, 11–15 September 2016; Mark, H., Ed.; The Minerals, Metals & Materials Society: Warrendale, PA, USA, 2016; pp. 35–44. [Google Scholar]
- Zhang, J.; Luo, Y.; Zhao, Y.; Yang, S.; Jia, Y.; Cui, L.; Xu, J.; Tang, D. The research of microstructure and property of a low density nickel base single crystal superalloy. J. Aeron. Mater. 2011, 31, 90–93. [Google Scholar]
- Du, Y.; Tan, Z.; Yang, Y.; Wang, X.; Zhou, Y.; Li, J.; Sun, X. Creep Properties of a Nickel-Based Single Crystal Superalloy with Low Density. Met. Mater. Int. 2021, 27, 5173–5178. [Google Scholar] [CrossRef]
- Ding, Q.; Bei, H.; Wei, X.; Gao, Y.F.; Zhang, Z. Nano-twin-induced exceptionally superior cryogenic mechanical properties of a Ni-based GH3536 (Hastelloy X) superalloy. Mater. Today Nano 2021, 14, 100110. [Google Scholar] [CrossRef]
- Ding, Q.; Bei, H.; Zhao, X.; Gao, Y.; Zhang, Z. Processing, Microstructures and Mechanical Properties of a Ni-Based Single Crystal Superalloy. Crystals 2020, 10, 572. [Google Scholar] [CrossRef]
- Ding, Q.; Bei, H.; Li, L.; Ouyang, J.; Zhao, X.; Wei, X.; Zhang, Z. The dependence of stress and strain rate on the deformation behavior of a Ni-based single crystal superalloy at 1050 °C. Int. J. Mech. Syst. Dyn. 2021, 1, 121–131. [Google Scholar] [CrossRef]
- Song, W.; Wang, X.G.; Li, J.G.; Meng, J.; Yang, Y.H.; Liu, J.L.; Liu, J.D.; Zhou, Y.Z.; Sun, X.F. Effect of Ru on tensile behavior and deformation mechanism of a nickel-based single crystal superalloy. Mater. Sci. Eng. A 2021, 802, 140430. [Google Scholar] [CrossRef]
- Wang, G.L.; Liu, J.L.; Liu, J.D.; Wang, X.G.; Zhou, Y.Z.; Sun, X.D.; Zhang, H.F.; Jin, T. Temperature dependence of tensile behavior and deformation microstructure of a Re-containing Ni-base single crystal superalloy. Mater. Des. 2017, 130, 131–139. [Google Scholar] [CrossRef]
- Xiong, X.; Quan, D.; Dai, P.; Wang, Z.; Zhang, Q.; Yue, Z. Tensile behavior of nickel-base single-crystal superalloy DD6. Mater. Sci. Eng. A 2015, 636, 608–612. [Google Scholar] [CrossRef]
- Ding, Q.; Bei, H.; Yao, X.; Zhao, X.; Wei, X.; Wang, J.; Zhang, Z. Temperature effects on deformation substructures and mechanisms of a Ni-based single crystal superalloy. Appl. Mater. Today 2021, 23, 101061. [Google Scholar] [CrossRef]
- Yin, Q.; Wen, Z.; Wang, J.; Lian, Y.; Lu, G.; Zhang, C.; Yue, Z. Microstructure characterization and damage coupled constitutive modeling of nickel-based single-crystal alloy with different orientations. Mater. Sci. Eng. A 2022, 853, 143761. [Google Scholar] [CrossRef]
- Tan, Z.H.; Wang, X.G.; Du, Y.L.; Duan, T.F.; Yang, Y.H.; Liu, J.L.; Liu, J.D.; Yang, L.; Li, J.G.; Zhou, Y.Z.; et al. Temperature dependence on tensile deformation mechanisms in a novel Nickel-based single crystal superalloy. Mater. Sci. Eng. A 2020, 776, 138997. [Google Scholar] [CrossRef]
- Dieter, G.E. Mechanical Metallurgy; McGraw-Hill Book Company: New York, NY, USA, 1961; pp. 110–117. [Google Scholar]
- Sengupta, A.; Putatunda, S.K.; Bartosiewicz, L.; Hangas, J.; Nailos, P.J.; Peputapeck, M.; Alberts, F.E. Tensile behavior of a new single-crystal nickel-based superalloy (CMSX-4) at room and elevated temperatures. J. Mater. Eng. Perform. 1994, 3, 73–81. [Google Scholar] [CrossRef]
- Corrigan, J.; Launsbach, M.G.; Mihalisin, J.R. Nickel Base Superalloy and Single Crystal Castings. U.S. Patent 8241560 B2, 14 August 2012. [Google Scholar]
- Yang, W.; Qu, P.; Sun, J.; Yue, Q.; Su, H.; Zhang, J.; Liu, L. Effect of alloying elements on stacking fault energies of γ and γʹ phases in Ni-based superalloy calculated by first principles. Vacuum 2020, 181, 109682. [Google Scholar] [CrossRef]
- Yang, W.; Qu, P.; Liu, C.; Cao, K.; Qin, J.; Su, H.; Zhang, J.; Ren, C.; Liu, L. Temperature dependence of compressive behavior and deformation microstructure of a Ni-based single crystal superalloy with low stacking fault energy. Trans. Nonferrous Met. Soc. China 2023, 33, 157–167. [Google Scholar] [CrossRef]
- Tian, C.; Han, G.; Cui, C.; Sun, X. Effects of stacking fault energy on the creep behaviors of Ni-base superalloy. Mater. Des. 2014, 64, 316–323. [Google Scholar] [CrossRef]
- Long, H.; Wei, H.; Liu, Y.; Mao, S.; Zhang, J.; Xiang, S.; Chen, Y.; Gui, W.; Li, Q.; Zhang, Z.; et al. Effect of lattice misfit on the evolution of the dislocation structure in Ni-based single crystal superalloys during thermal exposure. Acta Mater. 2016, 120, 95–107. [Google Scholar] [CrossRef]
- Zhuang, X.; Antonov, S.; Li, L.; Feng, Q. Effect of alloying elements on the coarsening rate of γʹ precipitates in multi-component CoNi-based superalloys with high Cr content. Scr. Mater. 2021, 202, 114004. [Google Scholar] [CrossRef]
- Reed, R.C.; Tao, T.; Warnken, N. Alloys-By-Design: Application to nickel-based single crystal superalloys. Acta Mater. 2009, 57, 5898–5913. [Google Scholar] [CrossRef]
- Wei, B.; Lin, Y.; Huang, Z.; Huang, L.; Zhou, K.; Zhang, L.; Zhang, L. A novel Re-free Ni-based single-crystal superalloy with enhanced creep resistance and microstructure stability. Acta Mater. 2022, 240, 118336. [Google Scholar] [CrossRef]
- Harada, H.; Murakami, H. Design of Ni-base superalloys. In Computational Materials Design; Saito, T., Ed.; Springer: Heidelberg, Germany, 1999; Volume 34, pp. 39–70. [Google Scholar]
- Pan, Q.; Zhao, X.; Cheng, Y.; Yue, Q.; Gu, Y.; Bei, H.; Zhang, Z. Effects of Co on microstructure evolution of a 4th generation nickel-based single crystal superalloys. Intermetallics 2023, 153, 107798. [Google Scholar] [CrossRef]
- Lu, F.; Antonov, S.; Lu, S.; Zhang, J.; Li, L.; Wang, D.; Zhang, J.; Feng, Q. Unveiling the Re effect on long-term coarsening behaviors of γ′ precipitates in Ni-based single crystal superalloys. Acta Mater. 2022, 233, 117979. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Cr | Co | Mo | Ta | Re | Al | Ti | Ni |
|---|---|---|---|---|---|---|---|---|
| 3Ta6.4Al1Ti | 5 (4.9) | 15 (15.1) | 6 (5.8) | 3 (3.1) | 3 (2.2) | 6.4 (6.4) | 1 (1.1) | Bal. |
| 0Ta6.4Al2Ti | 5 (4.9) | 15 (15.2) | 6 (6.0) | - | 3 (2.4) | 6.4 (6.5) | 2 (2.0) | Bal. |
| 3Ta6Al1Ti | 5 (4.9) | 15 (14.9) | 6 (6.0) | 3 (3.1) | 3 (2.3) | 6 (6.1) | 1 (1.1) | Bal. |
| 0Ta6Al2Ti | 5 (5.0) | 15 (15.1) | 6 (6.1) | - | 3 (2.4) | 6 (6.0) | 2 (2.0) | Bal. |
| Alloy | Cr | Co | Mo | Ta | Re | Al | Ti | Ni | Lattice Misfit (%) at 1050 °C | |
|---|---|---|---|---|---|---|---|---|---|---|
| 3Ta6.4Al1Ti | γ | 14.6 | 26.4 | 5.4 | 0.3 | 3.2 | 4.5 | 0.2 | 45.4 | −0.37 |
| γ′ | 2.3 | 10.3 | 2.7 | 1.8 | 0.2 | 16.0 | 1.6 | 65.2 | ||
| 0Ta6.4Al2Ti | γ | 14.3 | 26.6 | 4.9 | - | 3.0 | 3.3 | 0.4 | 47.5 | −0.3 |
| γ′ | 3.2 | 11.2 | 2.9 | - | 0.4 | 12.6 | 3.0 | 66.8 | ||
| 3Ta6Al1Ti | γ | 13.5 | 25.2 | 5.2 | 0.3 | 3.4 | 4.7 | 0.2 | 47.5 | −0.27 |
| γ′ | 2.1 | 9.7 | 2.6 | 2.2 | 0.2 | 16.1 | 1.8 | 66.2 | ||
| 0Ta6Al2Ti | γ | 13.3 | 25.3 | 4.8 | - | 2.9 | 4.0 | 0.5 | 49.2 | −0.26 |
| γ′ | 2.4 | 9.8 | 2.6 | - | 0.3 | 15.1 | 3.6 | 66.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, D.; Ding, Q.; Zhou, Q.; Zhou, D.; Wei, X.; Zhao, X.; Zhang, Z.; Bei, H. Microstructure, Mechanical Properties and Thermal Stability of Ni-Based Single Crystal Superalloys with Low Specific Weight. Crystals 2023, 13, 610. https://doi.org/10.3390/cryst13040610
Liu D, Ding Q, Zhou Q, Zhou D, Wei X, Zhao X, Zhang Z, Bei H. Microstructure, Mechanical Properties and Thermal Stability of Ni-Based Single Crystal Superalloys with Low Specific Weight. Crystals. 2023; 13(4):610. https://doi.org/10.3390/cryst13040610
Chicago/Turabian StyleLiu, Dengyu, Qingqing Ding, Qian Zhou, Dingxin Zhou, Xiao Wei, Xinbao Zhao, Ze Zhang, and Hongbin Bei. 2023. "Microstructure, Mechanical Properties and Thermal Stability of Ni-Based Single Crystal Superalloys with Low Specific Weight" Crystals 13, no. 4: 610. https://doi.org/10.3390/cryst13040610
APA StyleLiu, D., Ding, Q., Zhou, Q., Zhou, D., Wei, X., Zhao, X., Zhang, Z., & Bei, H. (2023). Microstructure, Mechanical Properties and Thermal Stability of Ni-Based Single Crystal Superalloys with Low Specific Weight. Crystals, 13(4), 610. https://doi.org/10.3390/cryst13040610