
Low-Cycle Fatigue Behavior of Hot V-Bent Structural Components Made of AZ31B Wrought Magnesium Alloy


Abstract
1. Introduction
2. Materials and Methods
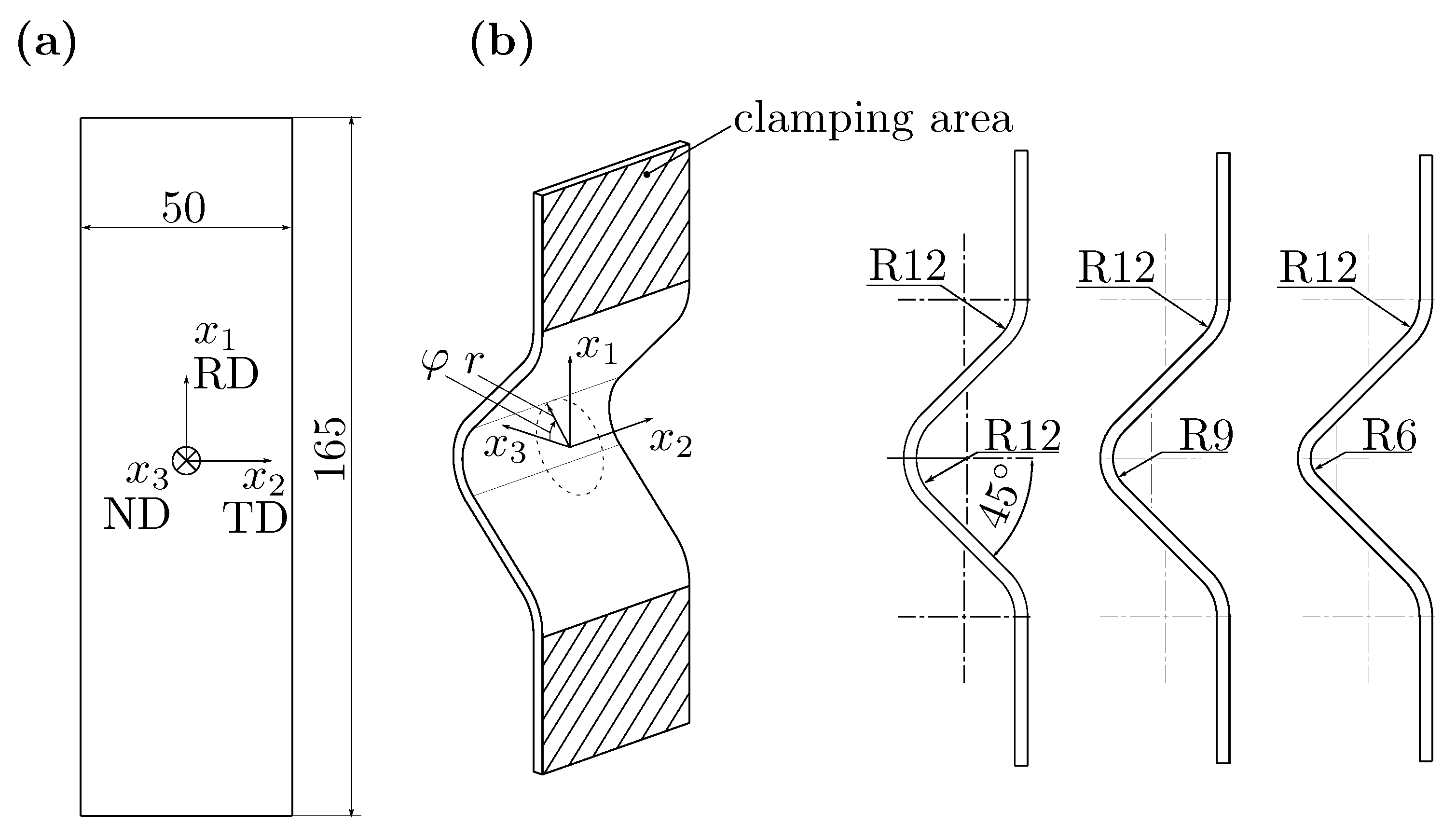
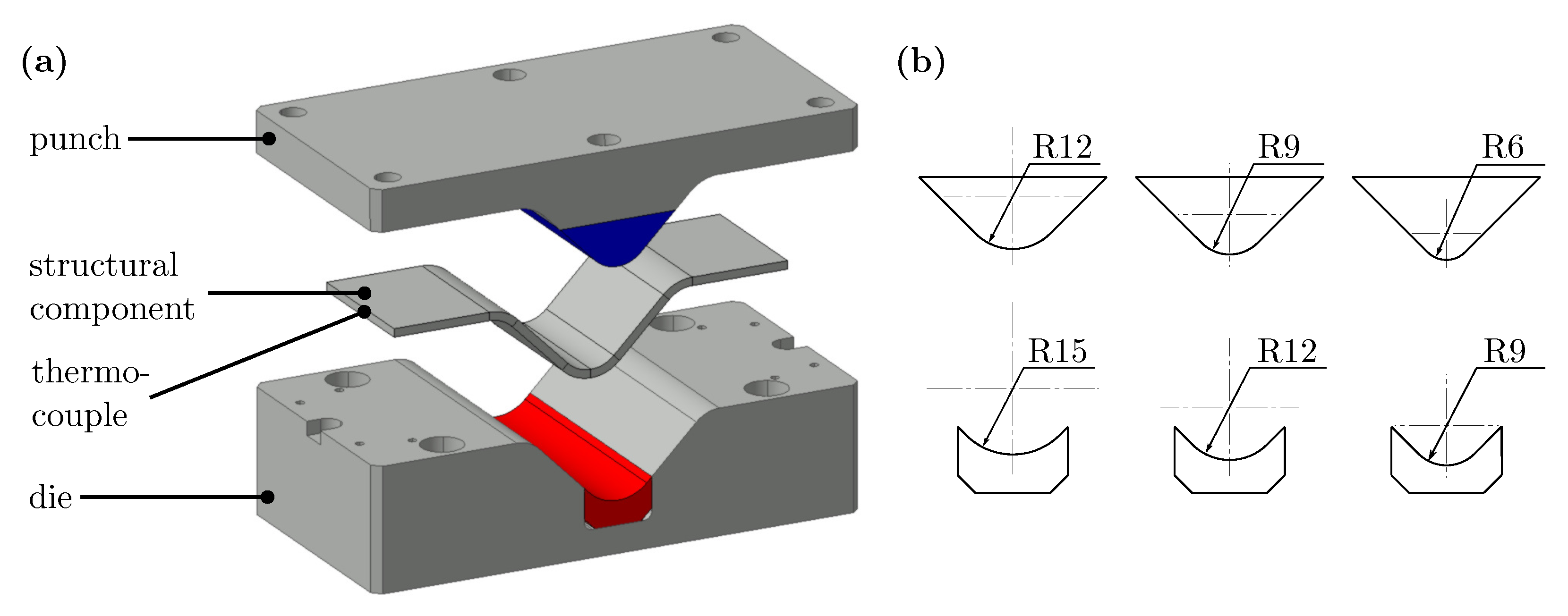
2.1. Hot Bending Process
2.2. Microstructural Investigations
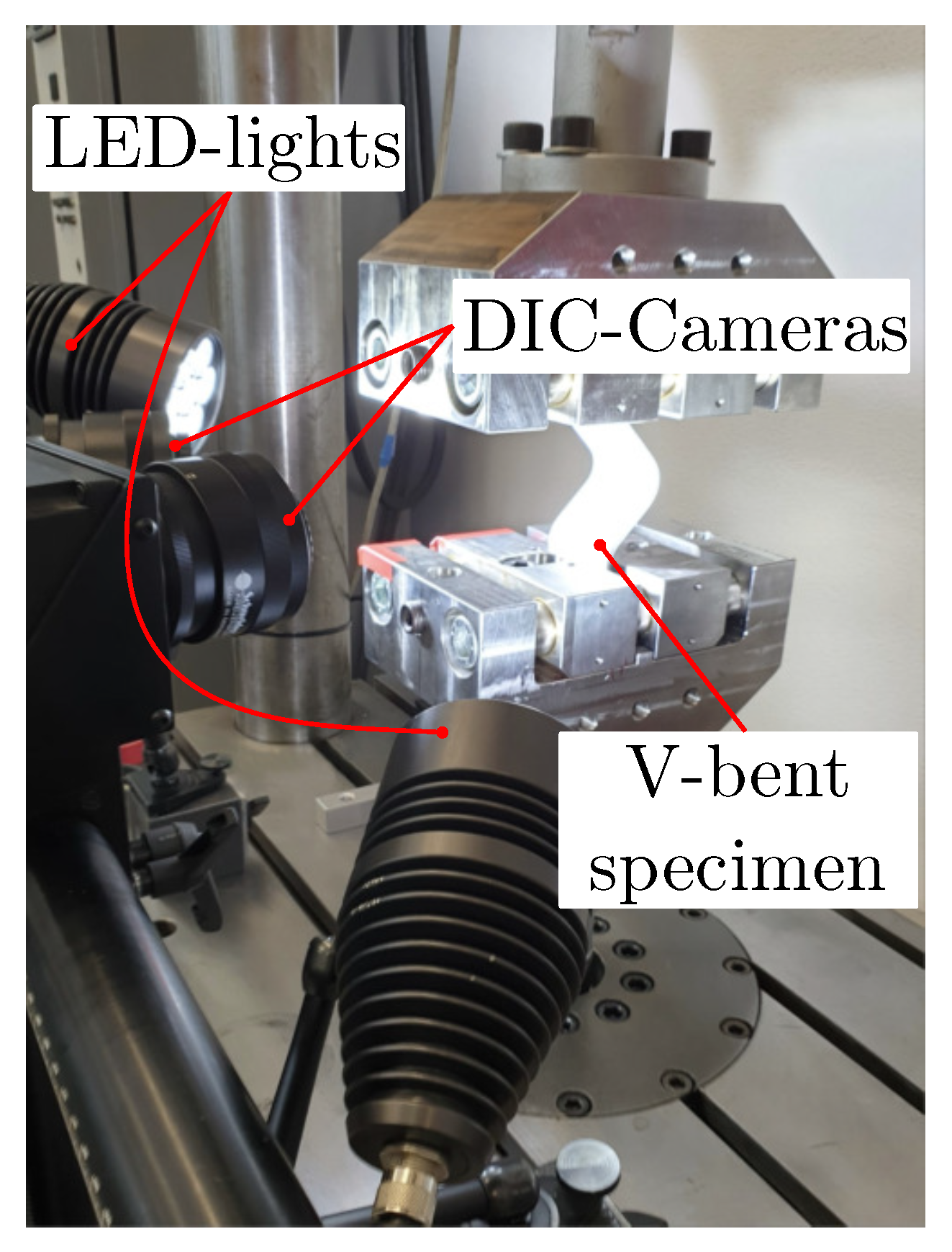
2.3. Low-Cycle Fatigue Tests at Room Temperature
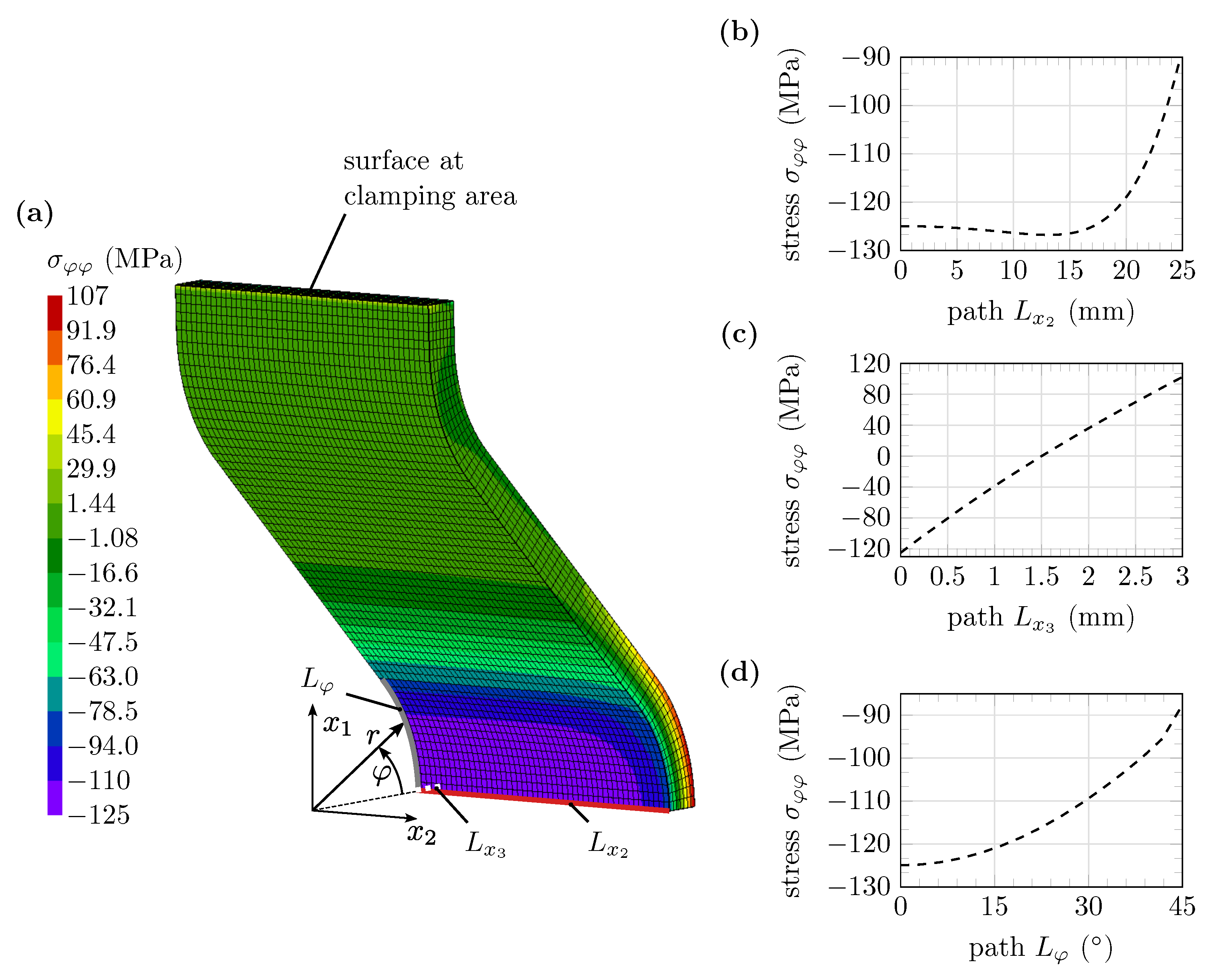
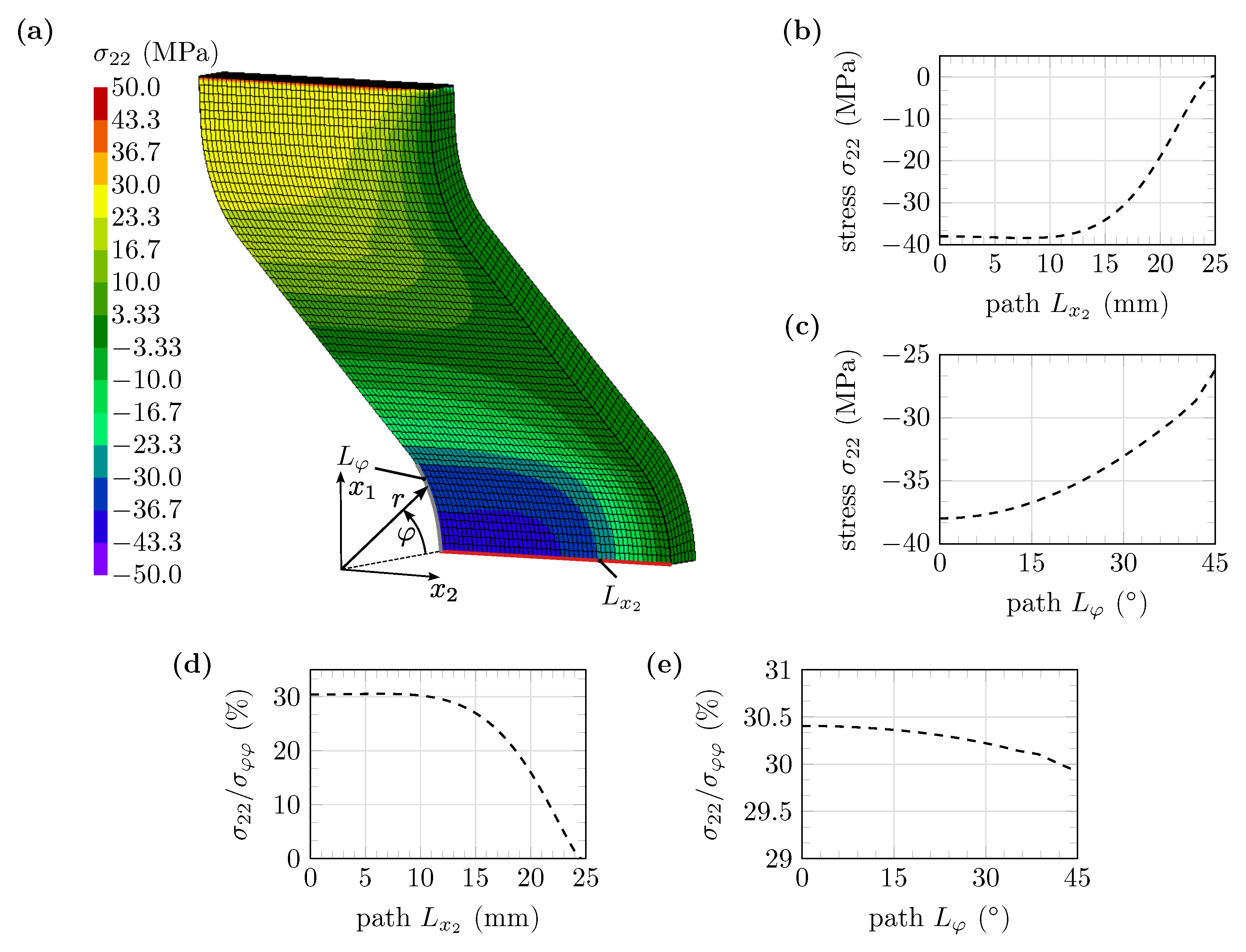
3. Numerical Simulation of the Novel Hot-Bent Structural Component
4. Results and Discussion
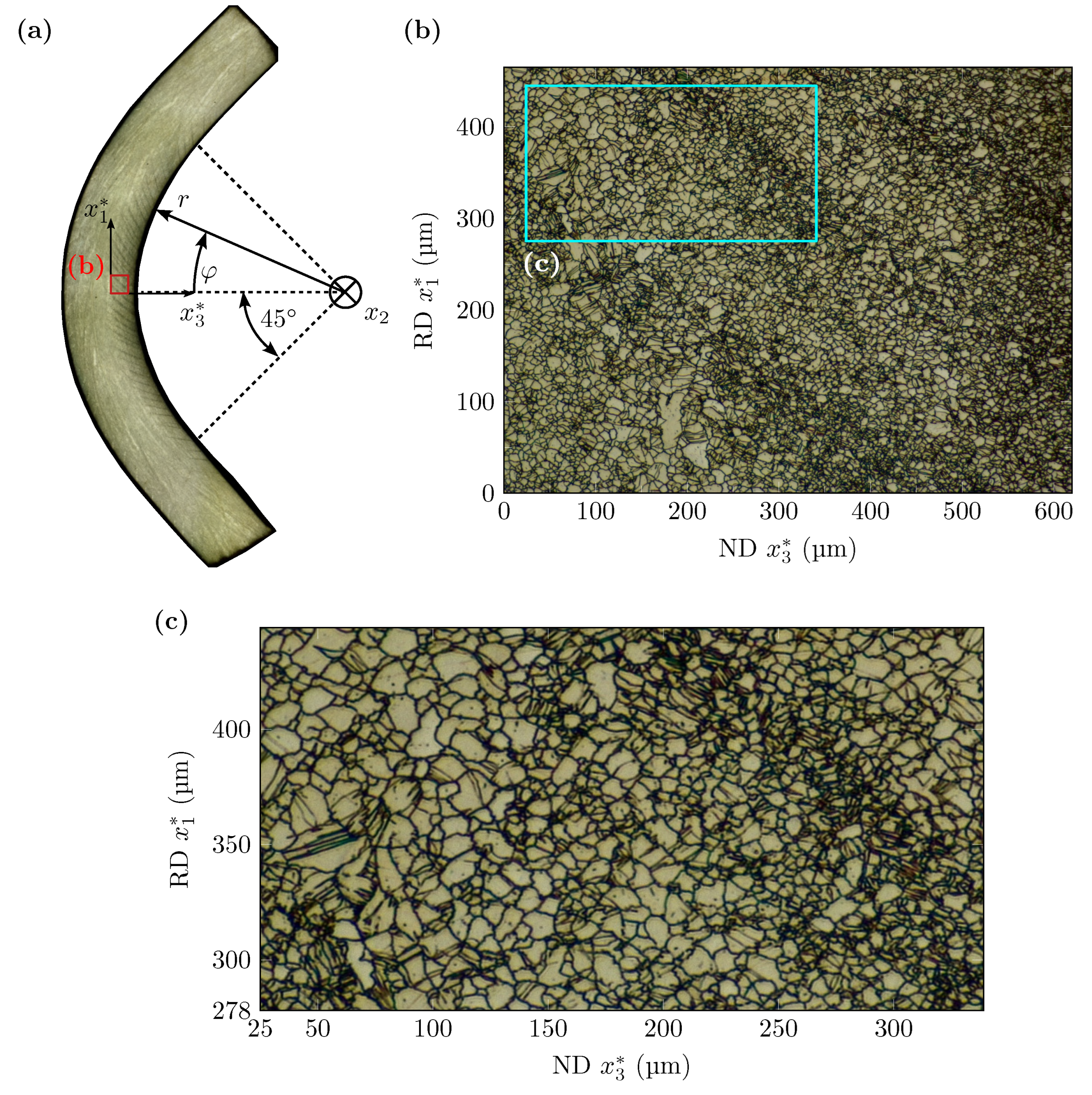
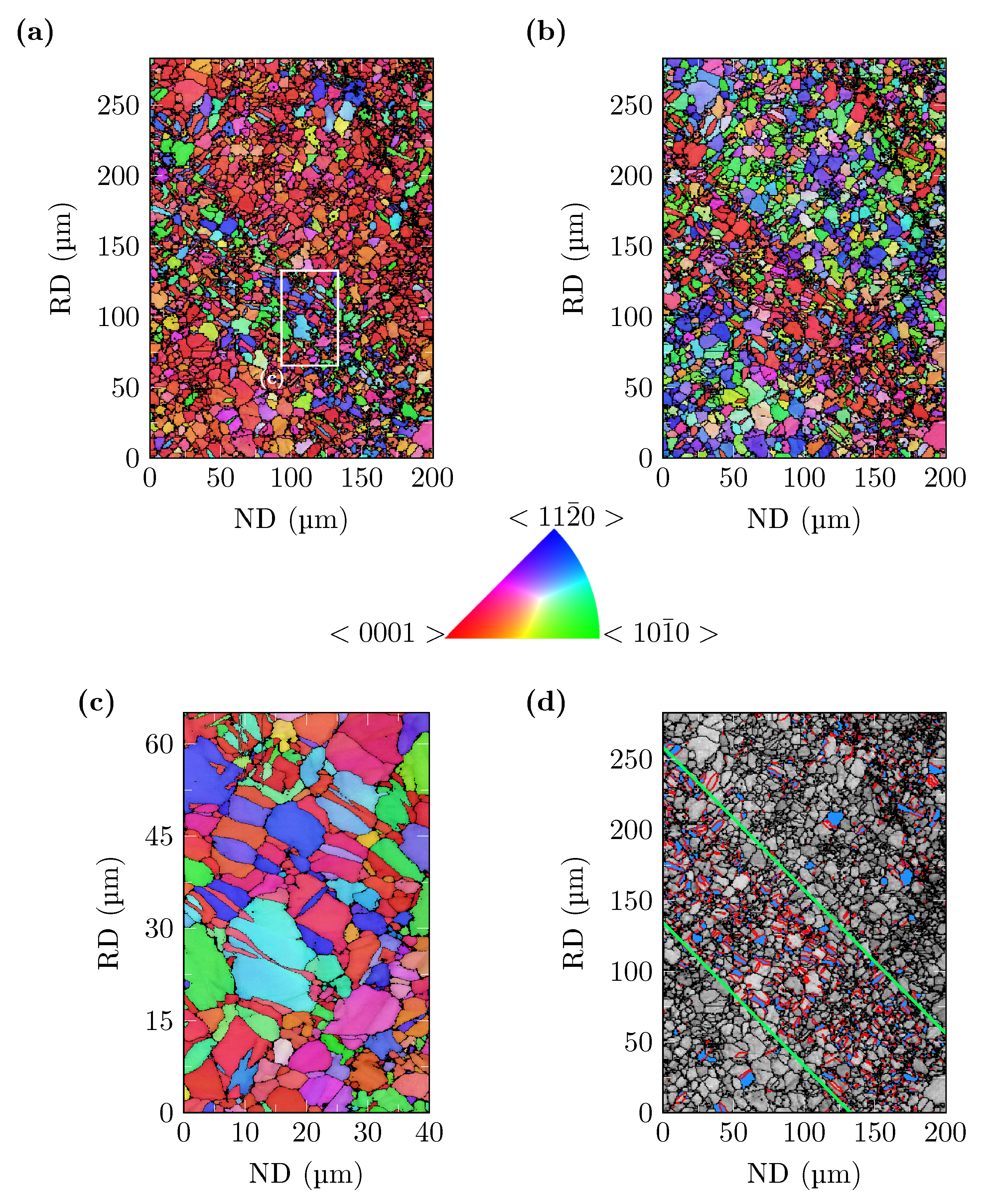
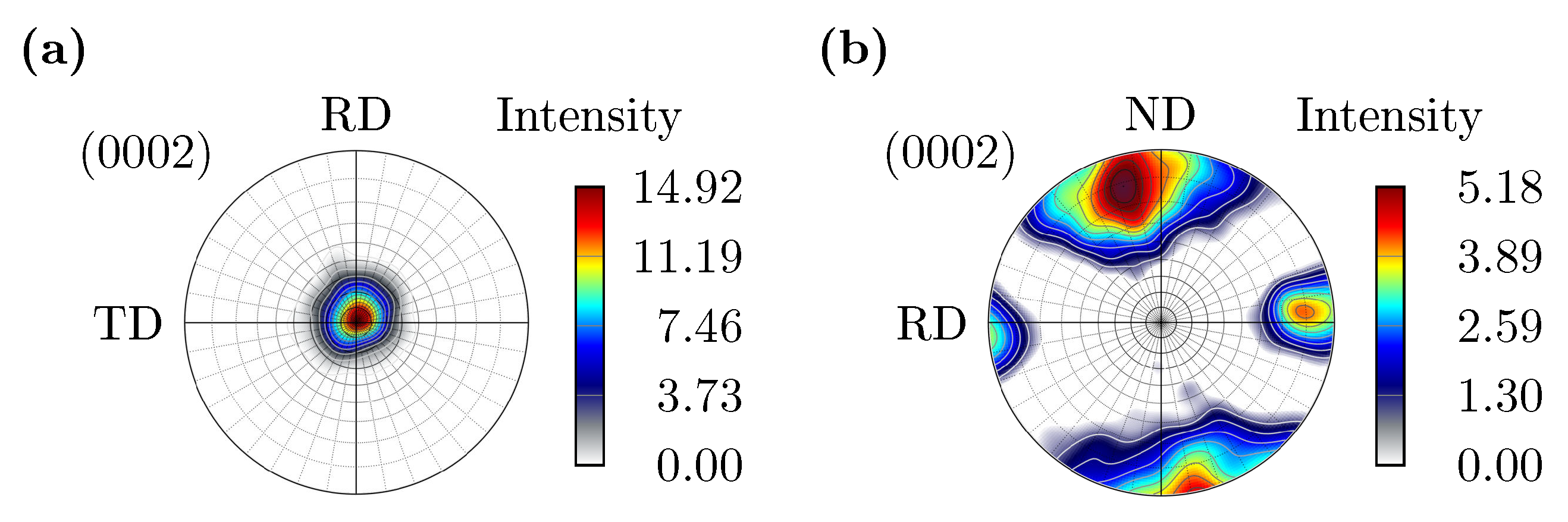
4.1. Microstructural Analyses
4.2. Low-Cycle Fatigue Tests
5. Conclusions
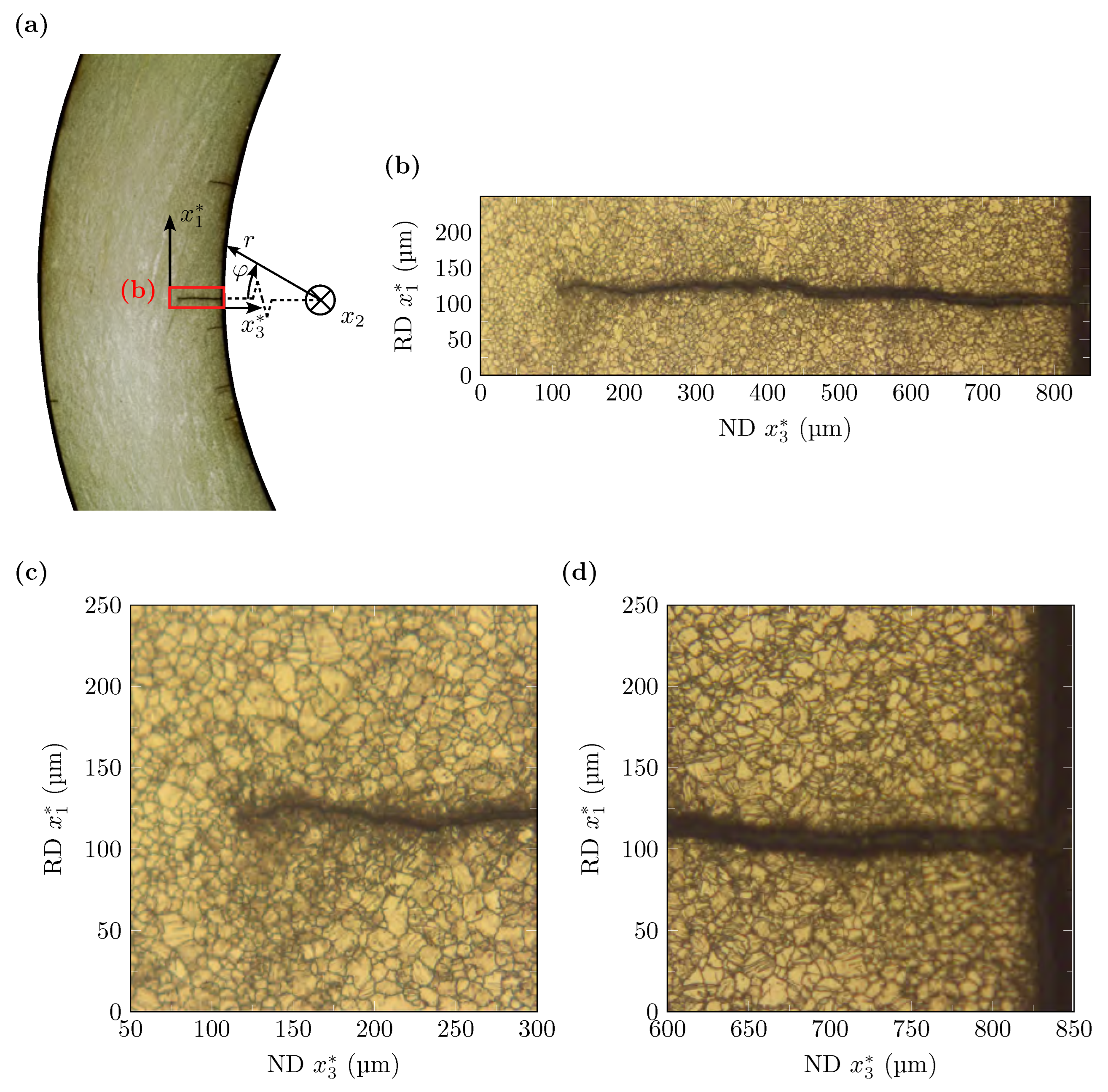
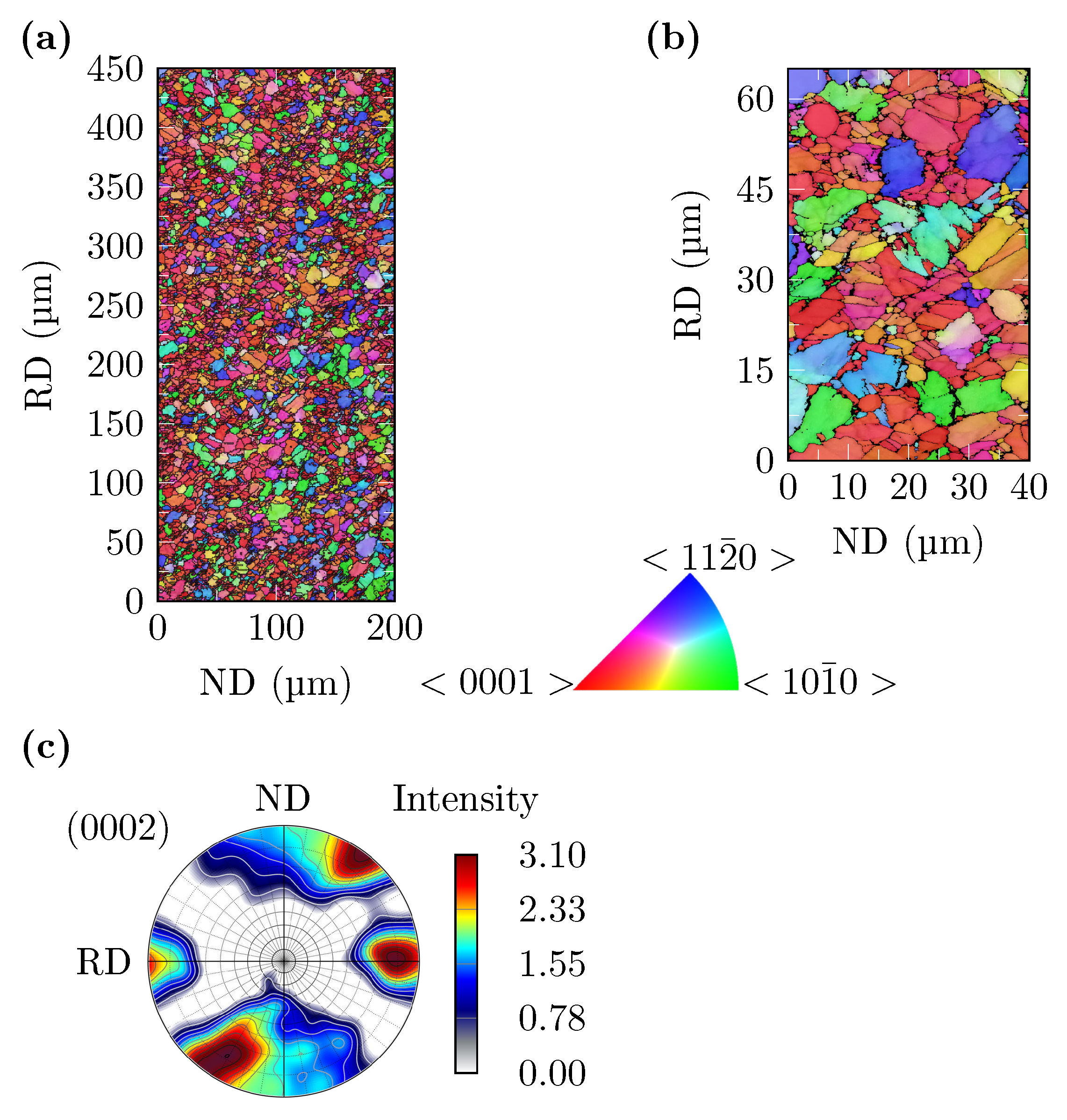
- In domains with high plastic deformation during the hot forming process of the specimen, a highly inhomogeneous microstructure with serrated grain boundaries can be observed. This is due to the low-temperature dynamic recrystallization.
- The hot forming process leads to the formation of BTG in the gauge area on the compressively loaded concave side of the specimen. These extend at a 45° angle to the sheet plane approx. 1 in the direction of the center of the sheet wall thickness. The EBSD and light microscope investigations of the microstructure after applied cyclic loading showed that these BTGs are no longer detectable. The reason for this is that the occurrence of twins distributes evenly after cyclic loading. The information on how far the material twins toward the center of the sheet wall thickness was used to determine the highly strained volume to apply the CHV.
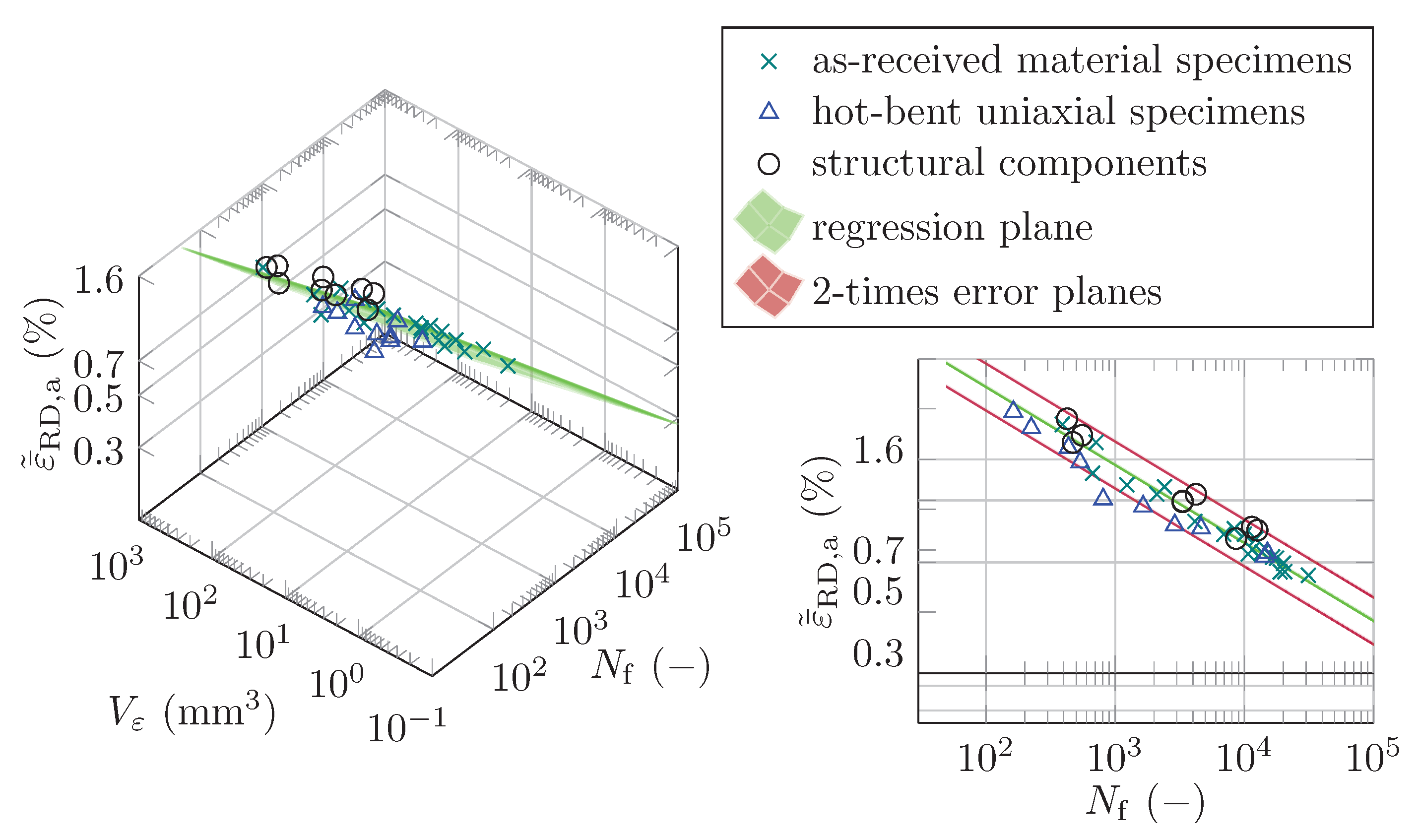
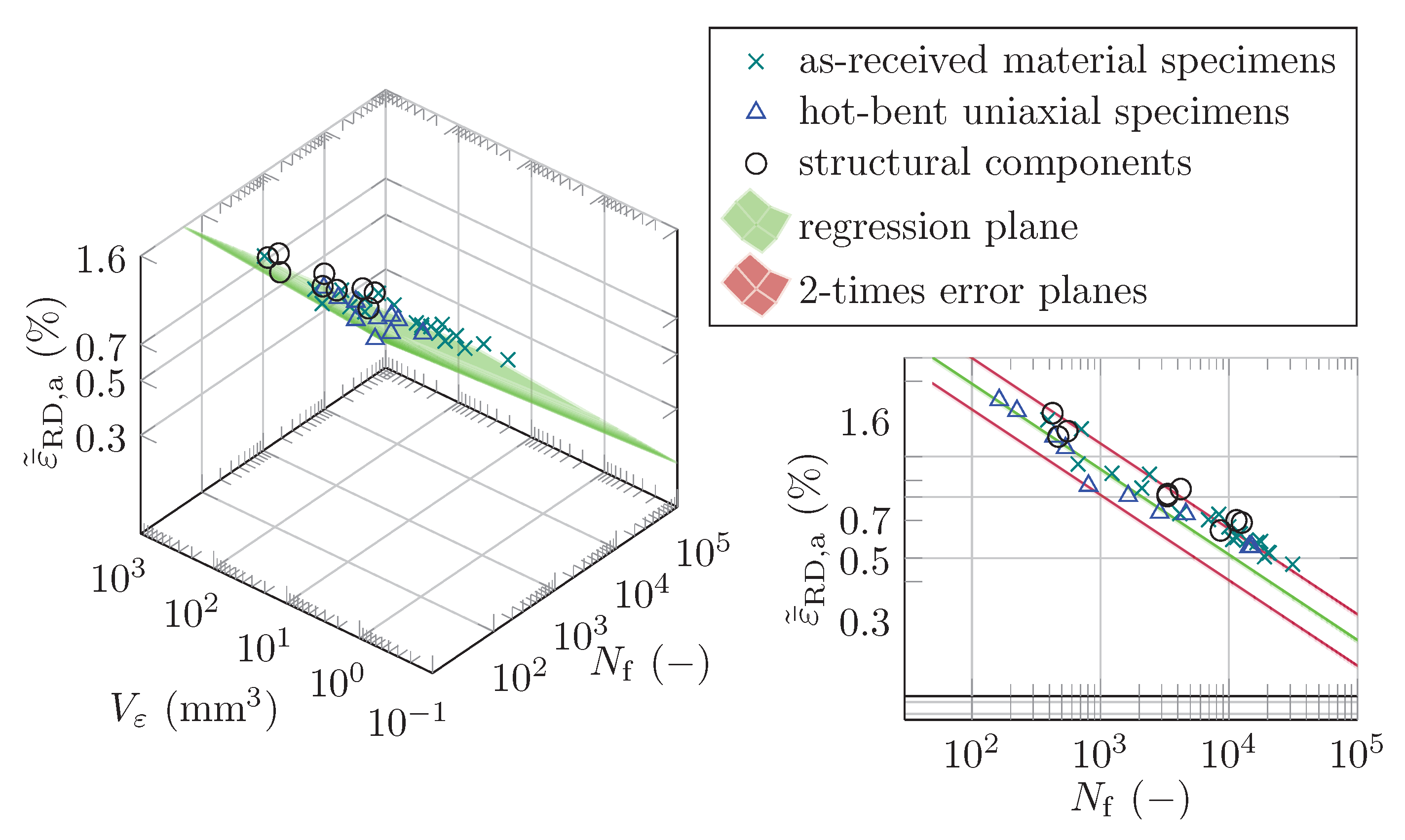
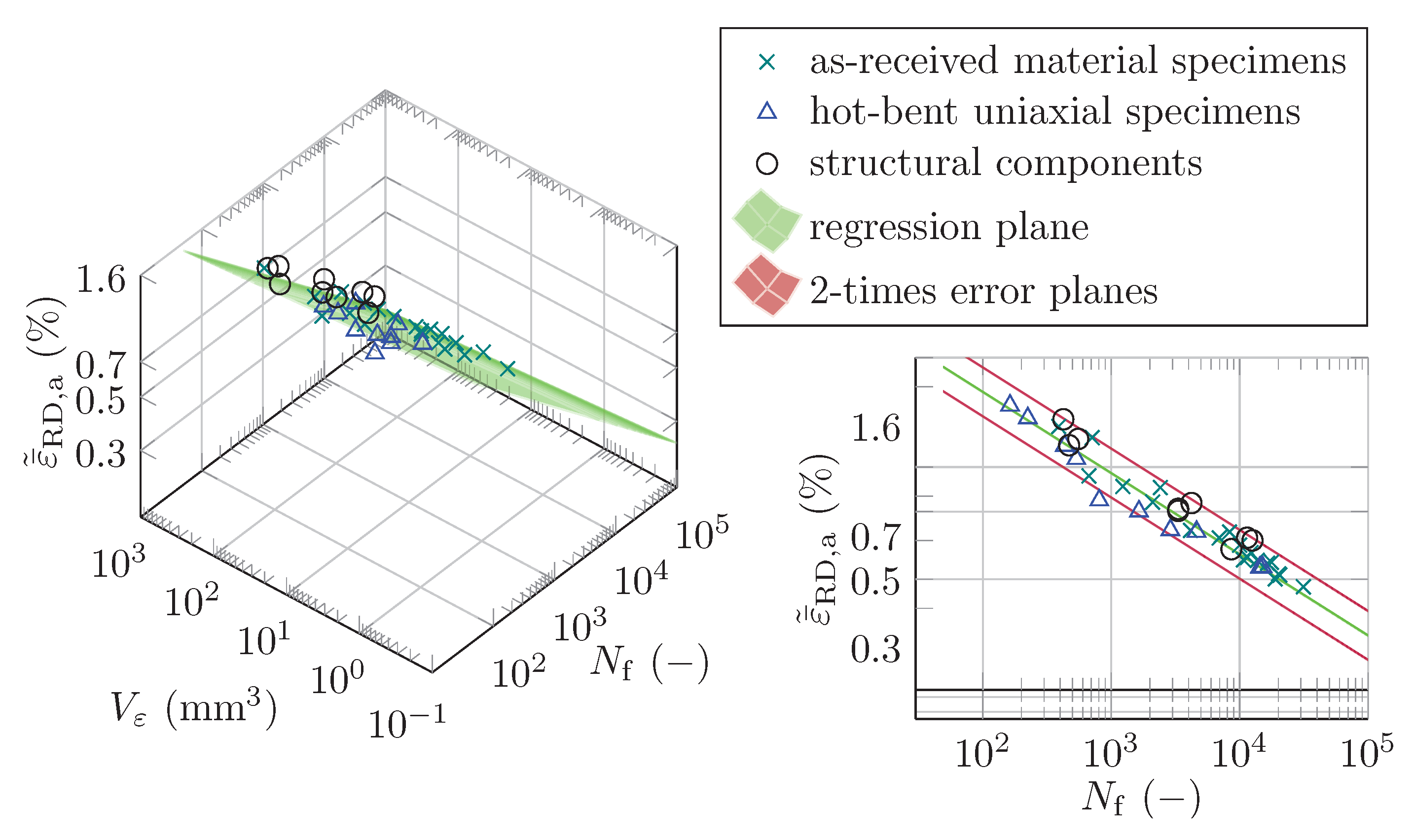
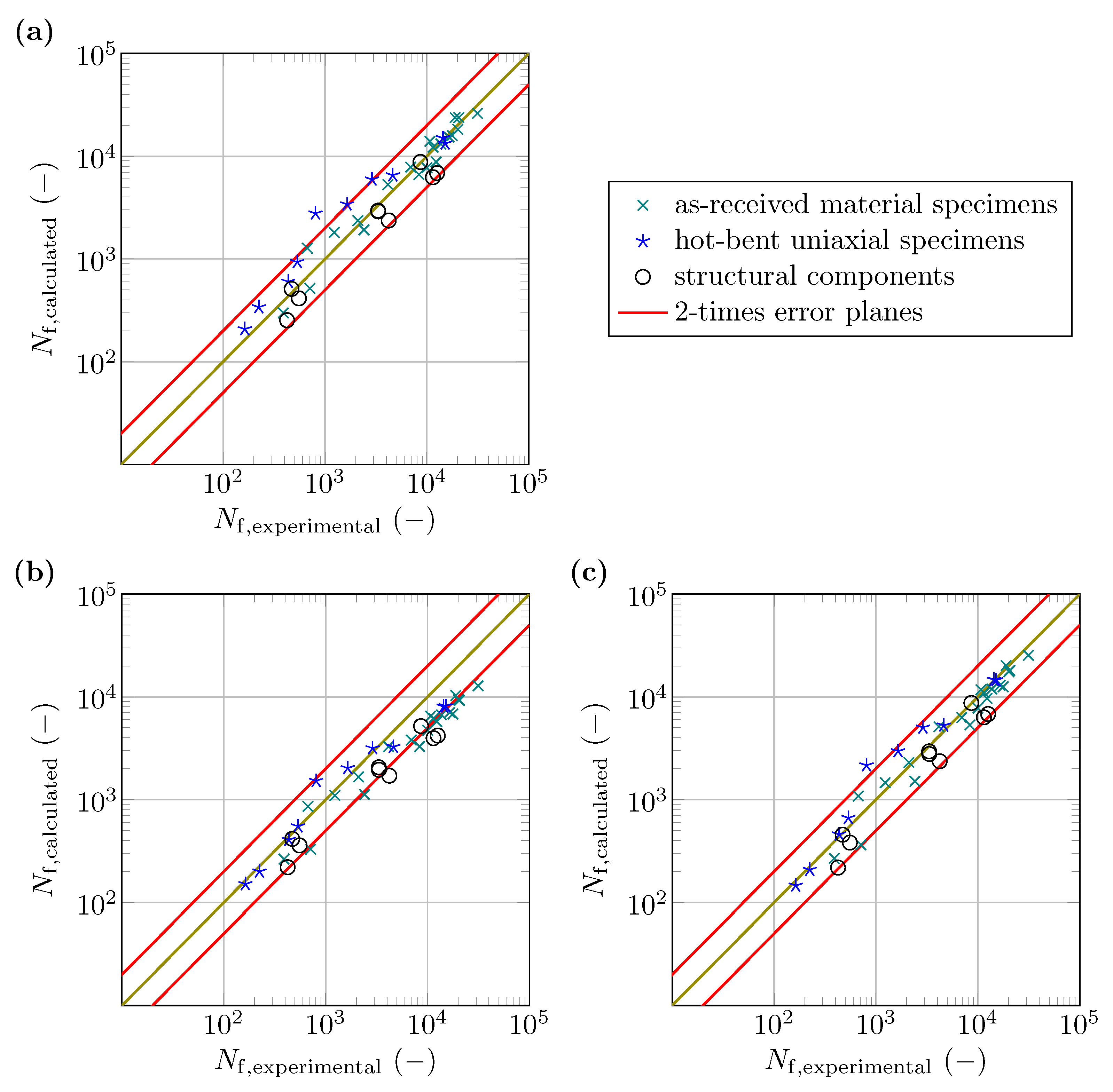
- The study shows that fatigue models developed with data from uniaxial experiments and the CHV can represent the fatigue life of the tested structural components made of the wrought magnesium alloy AZ31B. In particular, the model developed by using a dataset containing data from both as-received and hot-bent uniaxial specimens shows a satisfactory prediction of the fatigue life of the V-bent specimens. Nevertheless, every model examined tends to underestimate the life of the specimens.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| BS | Bent specimen |
| BTG | Band of twinned grains |
| CHV | Concept of highly strained volume |
| DIC | Digital image correlation |
| EBSD | Electron backscatter diffraction |
| FEM | Finite Element Method |
| LLL | Lower load level |
| Mg | Magnesium |
| ND | Normal direction |
| RD | Rolling direction |
| RMSE | Root Mean Square Error |
| TD | Transverse direction |
| ULL | Upper load level |
| Highly strained volume | |
| Zn | Zinc |
References
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Dziubińska, A.; Gontarz, A.; Horzelska, K.; Pieśko, P. The Microstructure and Mechanical Properties of AZ31 Magnesium Alloy Aircraft Brackets Produced by a New Forging Technology. Procedia Manuf. 2015, 2, 337–341. [Google Scholar] [CrossRef]
- Istrate, B.; Munteanu, C.; Antoniac, I.V.; Lupescu, S.C. Current Research Studies of Mg-Ca-Zn Biodegradable Alloys Used as Orthopedic Implants—Review. Crystals 2022, 12, 1468. [Google Scholar] [CrossRef]
- Ucuncuoglu, S.; Ekerim, A.; Secgin, G.O.; Duygulu, O. Effect of asymmetric rolling process on the microstructure, mechanical properties and texture of AZ31 magnesium alloys sheets produced by twin roll casting technique. J. Magnes. Alloy. 2014, 2, 92–98. [Google Scholar] [CrossRef]
- Masoumi, M.; Zarandi, F.; Pekguleryuz, M. Microstructure and texture studies on twin-roll cast AZ31 (Mg-3wt.%Al-1wt.%Zn) alloy and the effect of thermomechanical processing. Mater. Sci. Eng. A 2011, 528, 1268–1279. [Google Scholar] [CrossRef]
- Ball, E.A.; Prangnell, P.B. Tensile-compressive yield asymmetries in high strength wrought magnesium alloys. Scr. Metall. Mater. 1994, 31, 111–116. [Google Scholar] [CrossRef]
- Agnew, S.R.; Duygulu, O. Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B. Int. J. Fatigue 2005, 21, 1161–1193. [Google Scholar] [CrossRef]
- Koike, J.; Ohyama, R. Geometrical criterion for the activation of prismatic slip in AZ61 Mg alloy sheets deformed at room temperature. Acta Mater. 2005, 53, 1963–1972. [Google Scholar] [CrossRef]
- Denk, J.; Dallmeier, J.; Huber, O.; Saage, H. The fatigue life of notched magnesium sheet metals with emphasis on the effect of bands of twinned grains. Int. J. Fatigue 2017, 98, 212–222. [Google Scholar] [CrossRef]
- Anten, K.; Scholtes, B. Formation of macroscopic twin bands and inhomogeneous deformation during cyclic tension-compression loading of the Mg-wrought alloy AZ31. Mater. Sci. Eng. A 2019, 746, 217–228. [Google Scholar] [CrossRef]
- Denk, J.; Nischler, A.; Whitmore, L.; Huber, O.; Saage, H. Discontinuous and inhomogeneous strain distributions under monotonic and cyclic loading in textured wrought magnesium alloys. Mater. Sci. Eng. A 2019, 764, 138182. [Google Scholar] [CrossRef]
- Nischler, A.; Denk, J.; Huber, O. Fatigue modeling for wrought magnesium structures with various fatigue parameters and the concept of highly strained volume. Continuum. Mech. Therm. 2020, 33, 35–51. [Google Scholar] [CrossRef]
- Nischler, A.; Denk, J.; Saage, H.; Klaus, H.; Huber, O. Low-cycle fatigue behavior of hot-bent basal textured AZ31B wrought magnesium alloy. Metals 2021, 11, 1004. [Google Scholar] [CrossRef]
- Baird, J.C.; Li, B.; Parast, S.Y.; Horstemeyer, S.J.; Hector, L.G.; Wang, P.T.; Horstemeyer, M.F. Localized twin bands in sheet bending of a magnesium alloy. Scr. Mater. 2012, 67, 471–474. [Google Scholar] [CrossRef]
- McClelland, Z.; Li, B.; Horstemeyer, S.J.; Brauer, S.; Adedoyin, A.A.; Hector, L.G.; Horstemeyer, M.F. Geometrically necessary twins in bending of a magnesium alloy. Mater. Sci. Eng. A 2015, 645, 298–305. [Google Scholar] [CrossRef]
- Roostaei, A.A.; Ling, Y.; Jahed, H.; Glinka, G. Applications of Neuber’s and Glinka’s notch plasticity correction rules to asymmetric magnesium alloys under cyclic load. Theor. Appl. Fract. Mech. 2020, 105, 102431. [Google Scholar] [CrossRef]
- Dallmeier, J.; Huber, O.; Saage, H.; Eigenfeld, K. Uniaxial cyclic deformation and fatigue behavior of AM50 magnesium alloy sheet metals under symmetric and asymmetric loadings. Mater. Des. 2015, 70, 10–30. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X.M.; Liu, Z.H.; Chen, J. Investigation of uniaxial low-cycle fatigue failure behavior of hot-rolled AZ91 magnesium alloy. Int. J. Fatigue 2013, 48, 122–132. [Google Scholar] [CrossRef]
- Wu, L.; Agnew, S.R.; Ren, Y.; Brown, D.W.; Clausen, B.; Stoica, G.M.; Wenk, H.R.; Liaw, P.K. The effects of texture and extension twinning on the low-cycle fatigue behavior of a rolled magnesium alloy, AZ31B. Mater. Sci. Eng. A 2010, 527, 7057–7067. [Google Scholar] [CrossRef]
- Jabbari, A.; Sedighi, M.; Jahed, H.; Sommitsch, C. Low cycle fatigue behavior of AZ31B extrusion at elevated temperatures. Int. J. Fatigue 2020, 139, 105803. [Google Scholar] [CrossRef]
- Roostaei, A.A.; Jahed, H. Multiaxial cyclic behaviour and fatigue modelling of AM30 Mg alloy extrusion. Int. J. Fatigue 2017, 97, 150–161. [Google Scholar] [CrossRef]
- Albinmousa, J.; Jahed, H.; Lambert, S. Cyclic behaviour of wrought magnesium alloy under multiaxial load. Int. J. Fatigue 2011, 33, 1127–1139. [Google Scholar] [CrossRef]
- Denk, J.; Whitmore, L.; Huber, O.; Diwald, O.; Saage, H. Concept of the highly strained volume for fatigue modeling of wrought magnesium alloys. Int. J. Fatigue 2018, 117, 283–291. [Google Scholar] [CrossRef]
- Beausir, B.; Fundenberger, J.J. Analysis Tools for Electron and X-ray Diffraction, ATEX-Software; Université de Lorraine—Metz: Metz, France, 2017; Available online: http://www.atex-software.eu (accessed on 17 January 2023).
- Al-Samman, T.; Gottstein, G. Dynamic recrystallization during high temperature deformation of magnesium. Mater. Sci. Eng. A 2008, 490, 411–420. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Al | Zn | Mn | Cu | Si | Fe | Ni | Ca | Other Impurities |
|---|---|---|---|---|---|---|---|---|---|
| balance | 2.75 | 1.08 | 0.368 | 0.00262 | 0.0187 | 0.00282 | 0.00038 | 0.00041 | <0.004 |
| Specimen ID | (N) | (-) | f (Hz) | (mm) | (%) | (-) |
|---|---|---|---|---|---|---|
| BS12-011 | 750 | 1.0 | 335 | 0.421 | 11,427 | |
| BS12-003 | 900 | 1.0 | 486 | 0.542 | 4216 | |
| BS12-012 | 1200 | 0.2 | 298 | 1.03 | 424 | |
| BS9-010 | 690 | 1.0 | 248 | 0.416 | 12,592 | |
| BS9-009 | 828 | 0.5 | 419 | 0.513 | 3319 | |
| BS9-008 | 1104 | 0.2 | 526 | 0.879 | 554 | |
| BS6-008 | 615 | 1.0 | 219 | 0.390 | 8623 | |
| BS6-007 | 738 | 0.5 | 270 | 0.527 | 3329 | |
| BS6-009 | 984 | 0.2 | 311 | 0.849 | 470 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mader, F.; Nischler, A.; Huber, O. Low-Cycle Fatigue Behavior of Hot V-Bent Structural Components Made of AZ31B Wrought Magnesium Alloy. Crystals 2023, 13, 184. https://doi.org/10.3390/cryst13020184
Mader F, Nischler A, Huber O. Low-Cycle Fatigue Behavior of Hot V-Bent Structural Components Made of AZ31B Wrought Magnesium Alloy. Crystals. 2023; 13(2):184. https://doi.org/10.3390/cryst13020184
Chicago/Turabian StyleMader, Florian, Anton Nischler, and Otto Huber. 2023. "Low-Cycle Fatigue Behavior of Hot V-Bent Structural Components Made of AZ31B Wrought Magnesium Alloy" Crystals 13, no. 2: 184. https://doi.org/10.3390/cryst13020184
APA StyleMader, F., Nischler, A., & Huber, O. (2023). Low-Cycle Fatigue Behavior of Hot V-Bent Structural Components Made of AZ31B Wrought Magnesium Alloy. Crystals, 13(2), 184. https://doi.org/10.3390/cryst13020184