
Effect of Ultrasonic Vibration on Grain Size and Precipitated Phase Distribution of 6061 Aluminum Alloy Welded Joint


Abstract
:
1. Introduction
- (1)
- Crushing theory: A large number of bubbles formed by high-energy ultrasound collapse and generate shock waves under the action of sound pressure exceeding a certain threshold, breaking the crystallized grown grains and making the grains get refined.
- (2)
- Undercooling nucleation theory: Some studies showed that the increase of cavitation bubbles generated by ultrasonic waves and evaporation of internal liquid will reduce the temperature of cavitation bubbles, which will lead to a decrease in the temperature of metal melt on the surface of cavitation bubbles. Therefore, it is possible to form crystal nucleus near the cavitation bubbles.
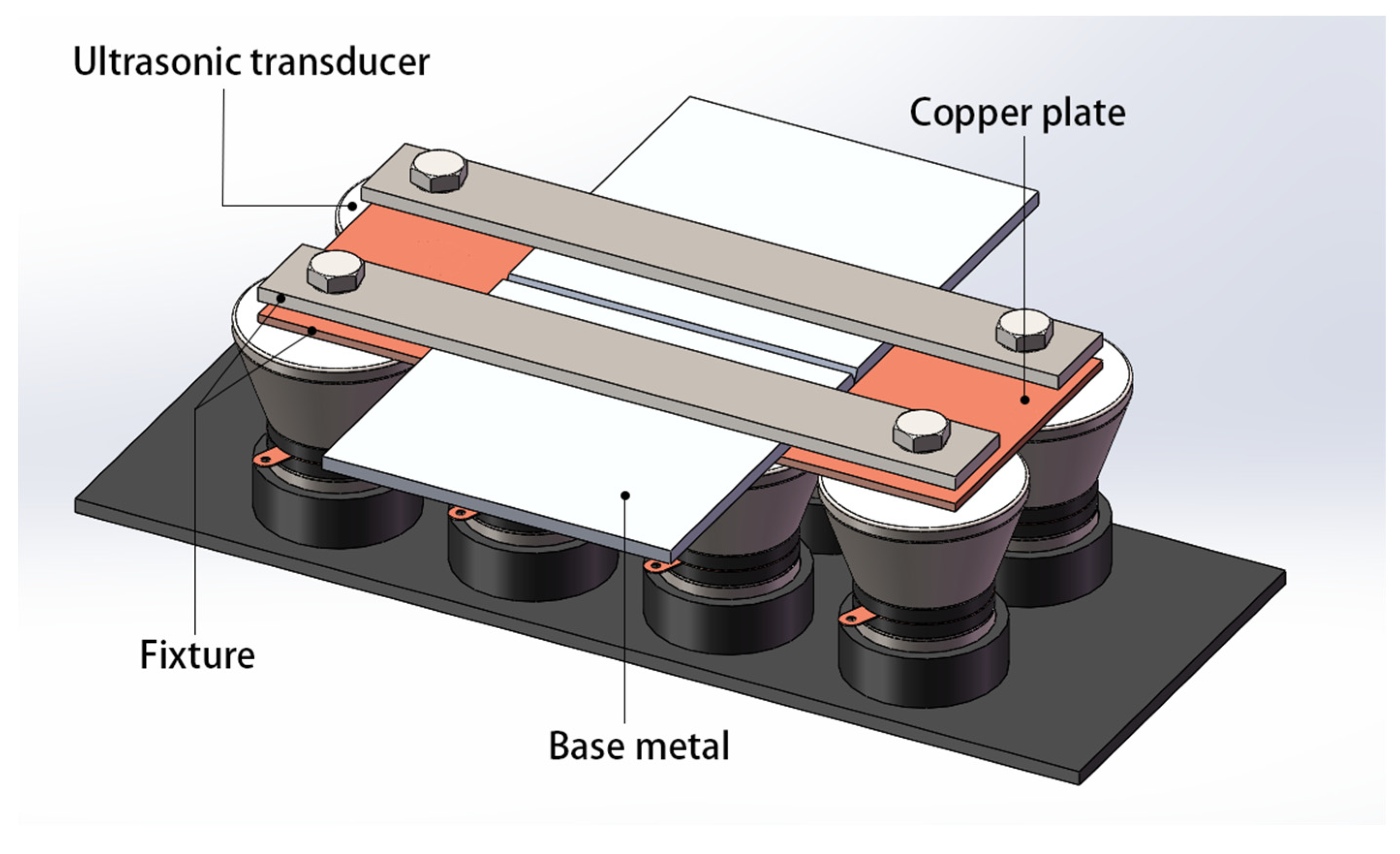
2. Materials and Methods
2.1. Materials and Welding Process
2.2. Mechanical Properties Test
2.3. Microstructure Observation
3. Results
3.1. Influence of Ultrasonic Power on Mechanical Properties
3.1.1. Analysis of Tensile Strength and Elongation
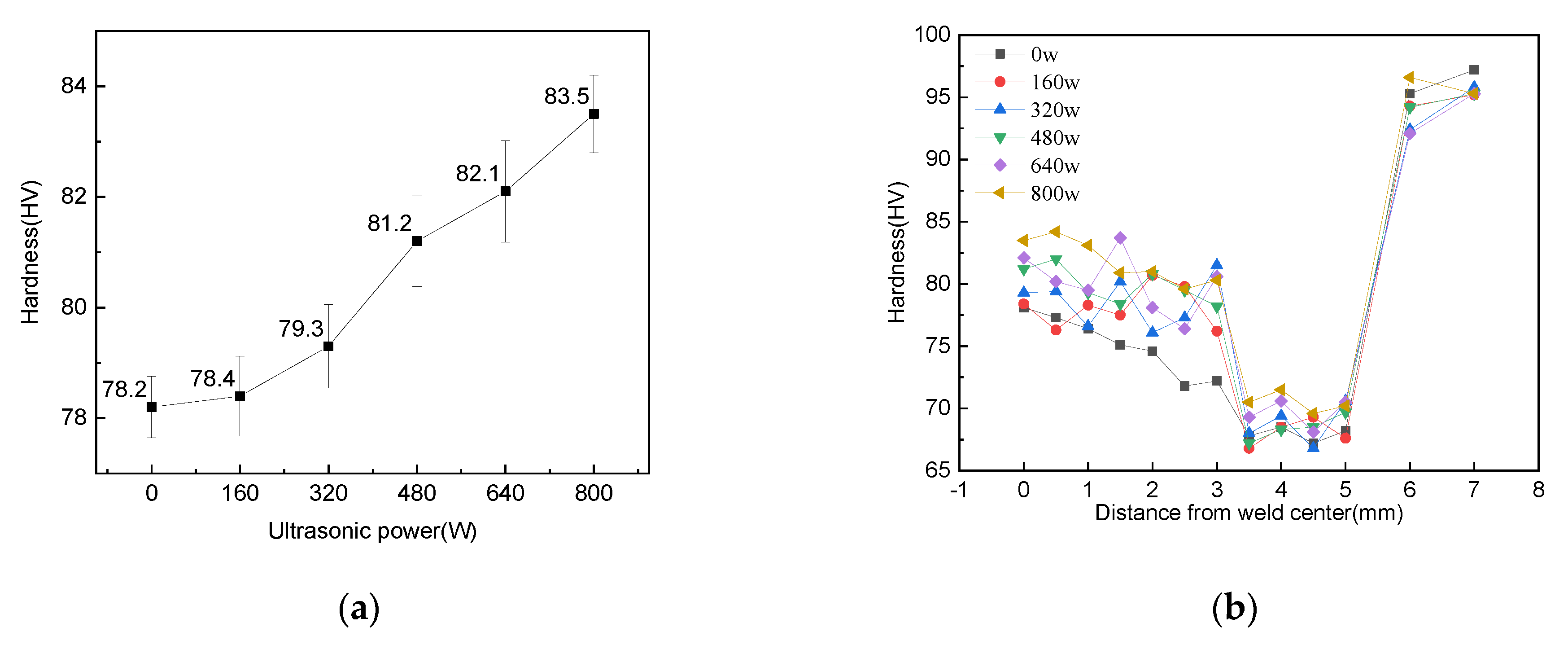
3.1.2. Hardness Analysis
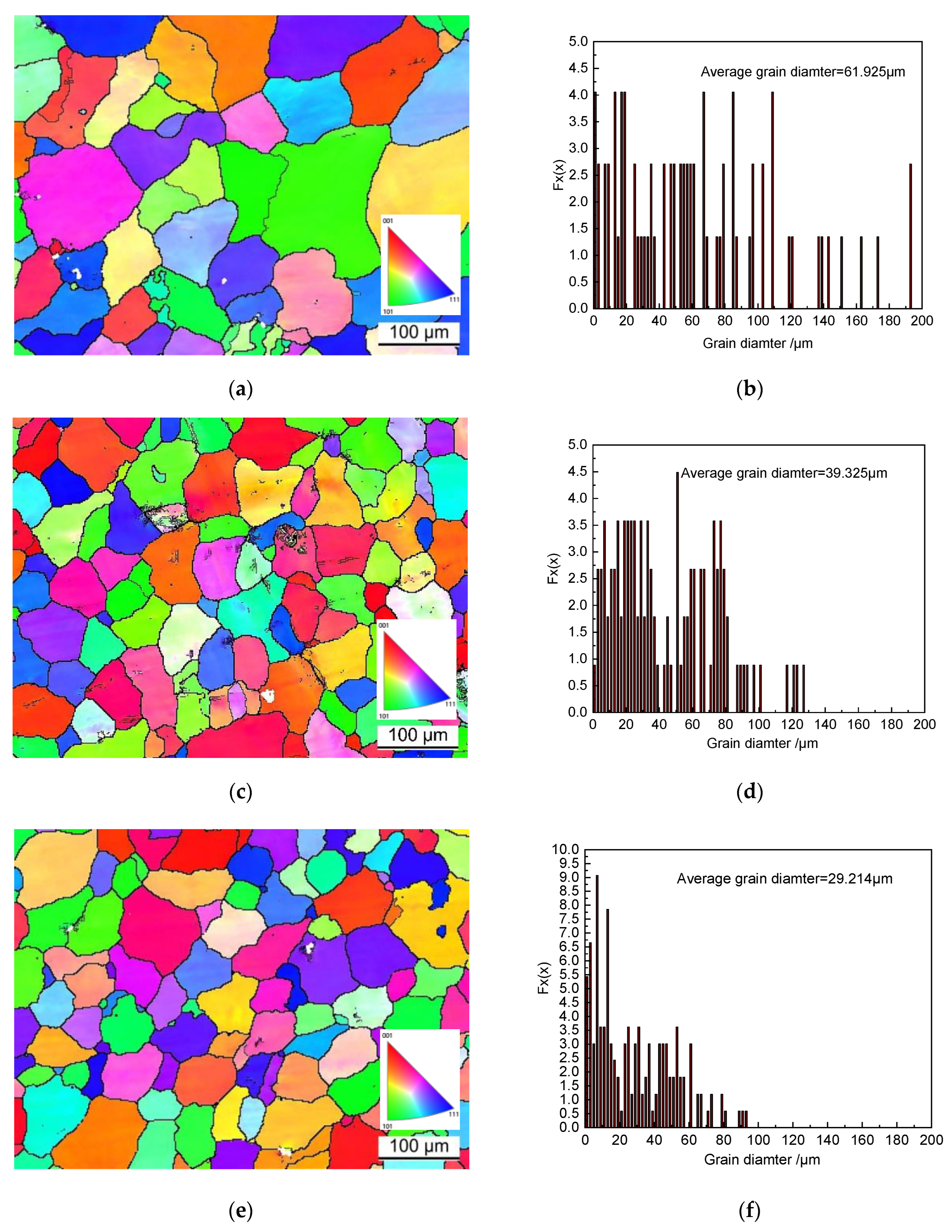
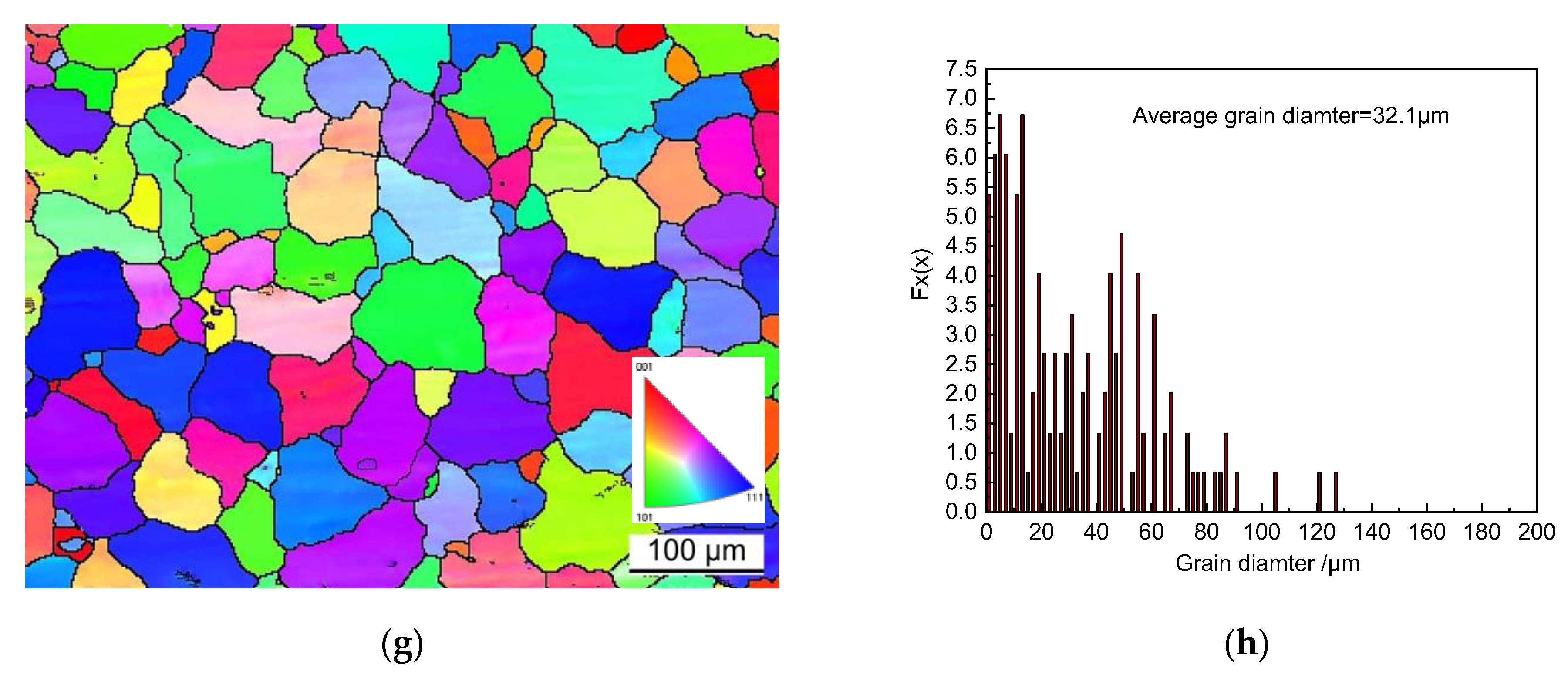
3.2. Effect of Ultrasonic Power on Grain Size
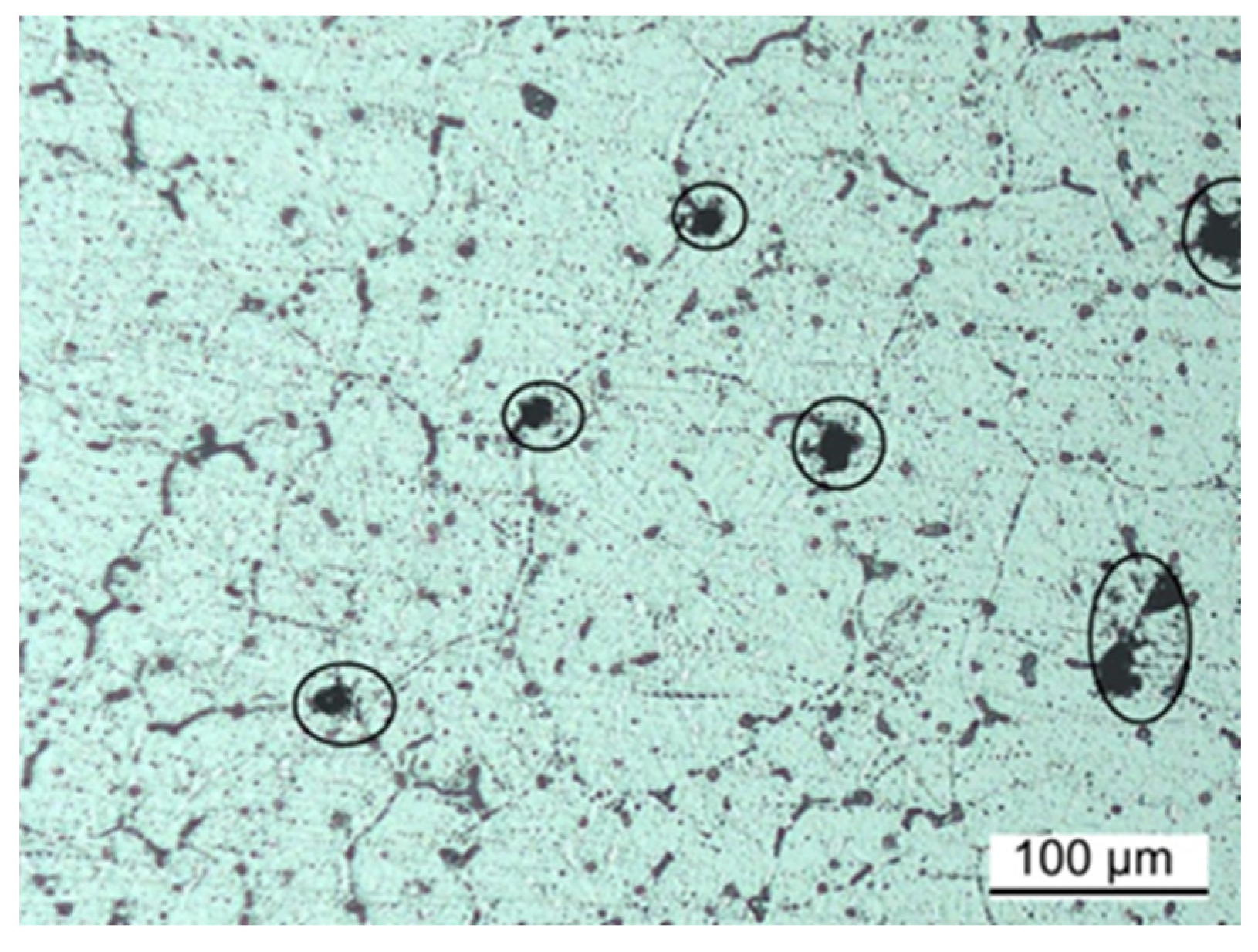
3.3. Influence of Ultrasonic Power on Precipitated Phase
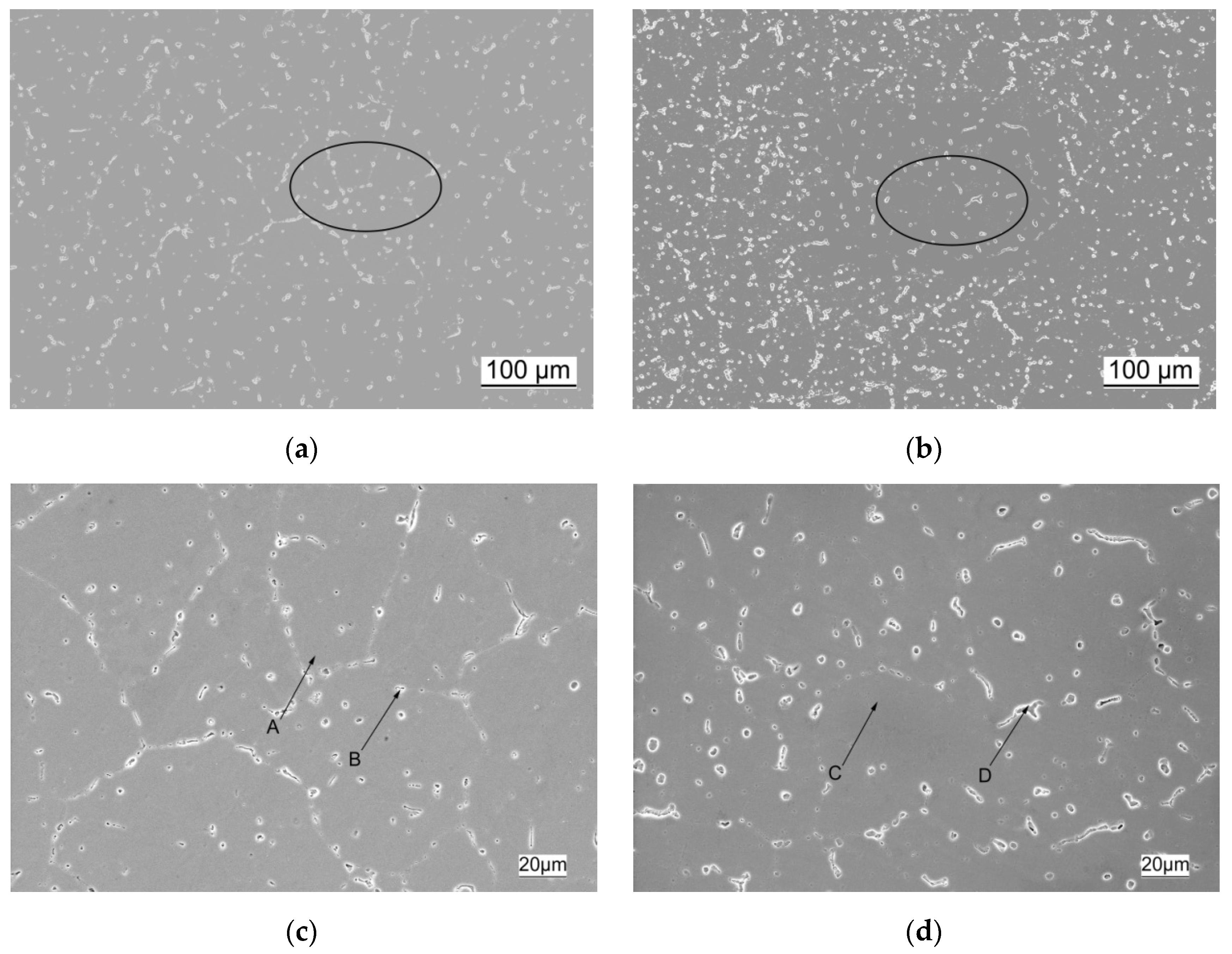
3.3.1. SEM and EDS Analysis
3.3.2. Phase Analysis
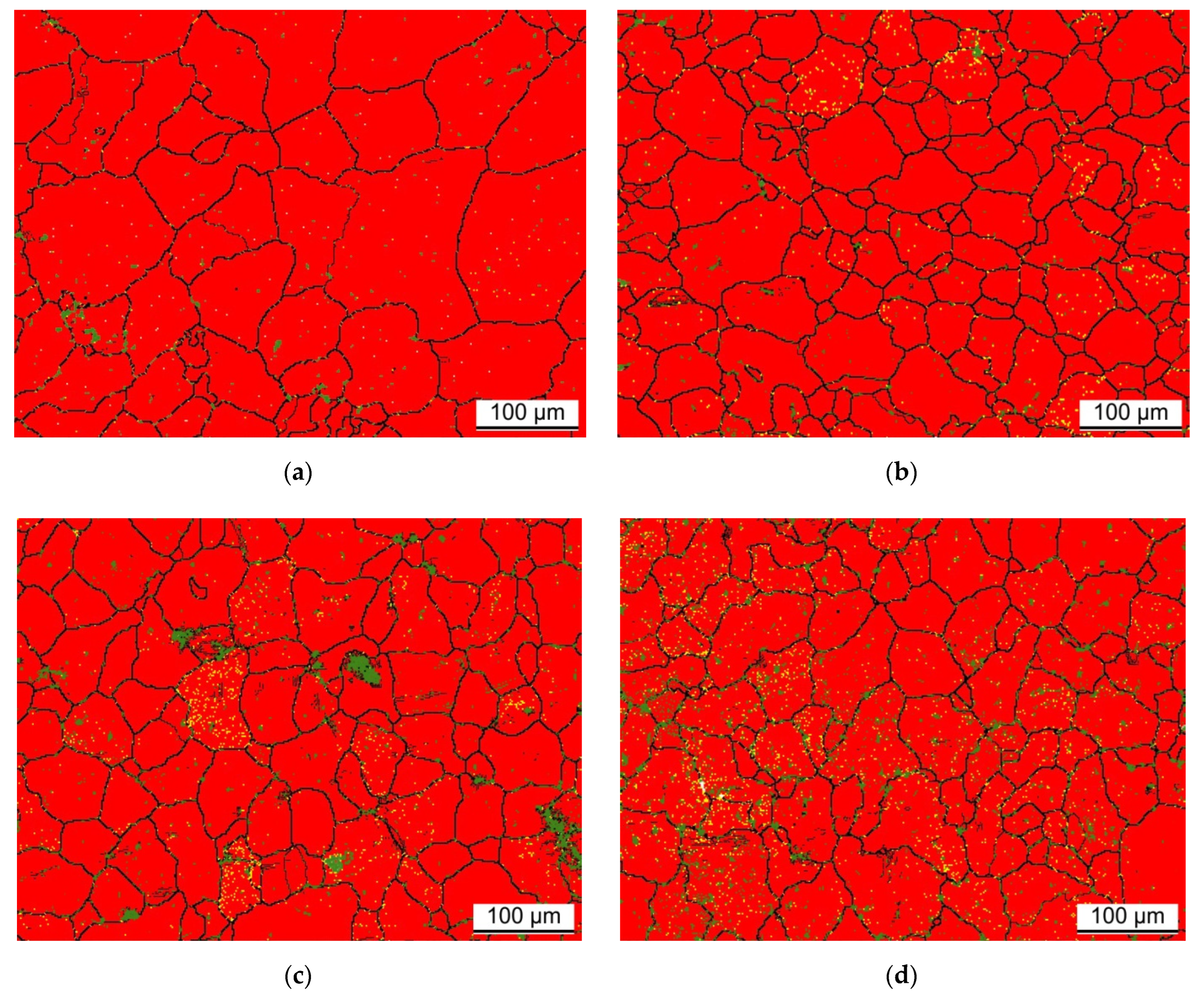
3.3.3. Analysis of Phase Distribution
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, H.Y.; Kuo, I.C.; Zhang, C.W. Friction-stir welding of aluminum alloy with an iron-based metal as reinforcing material. Sci. Eng. Compos. Mater. 2018, 25, 123–131. [Google Scholar] [CrossRef] [Green Version]
- Dutra, J.C.; Silva, R.H.G.E.; Savi, B.M.; Marques, C.; Alarcon, O.E. Metallurgical characterization of the 5083H116 aluminum alloy welded with the cold metal transfer process and two different wire-electrodes (5183 and 5087). Weld. World 2015, 59, 797–807. [Google Scholar] [CrossRef]
- Schempp, P.; Cross, C.E.; Schwenk, C.; Rethmeier, M. Influence of Ti and B additions on grain size and weldability of aluminium alloy 6082. Weld World 2013, 56, 95–104. [Google Scholar] [CrossRef]
- Aldalur, E.; Suárez, A.; Veiga, F. Metal transfer modes for Wire Arc Additive Manufacturing Al-Mg alloys: Influence of heat input in microstructure and porosity. J. Mater. Process Tech. 2021, 297, 117271. [Google Scholar] [CrossRef]
- Derekar, K.S. A review of wire arc additive manufacturing and advances in wire arc additive manufacturing of aluminium. Mater. Sci. Tech-Long 2018, 34, 895–916. [Google Scholar] [CrossRef]
- Lei, Z.; Jiang, B.; Peng, L.; Qian, L.; Chen, Y.; Zhang, D. Melt flow and grain refining in ultrasonic vibration assisted laser welding process of az31b magnesium alloy. Opt. Laser Technol. 2018, 108, 409–417. [Google Scholar] [CrossRef]
- Li, N.; Cui, C.X.; Zhao, Y.Q.; Zhang, Q.X.; Bai, L.N. Structure and properties of GCr15 modified by multiphase ceramic nanoparticles /Fe-C composite inoculants. Mat. Sci. Eng. A Struct. 2018, 738, 63–74. [Google Scholar] [CrossRef]
- Wang, H.; Zhu, S.; Xu, G.; Zhou, W.; Li, L.; Zhang, D.H.; Ren, N.; Xia, K.; Shi, C. Influence of Ultrasonic Vibration on Percussion Drilling Performance for Millisecond Pulsed Nd:YAG Laser. Optlaser. Technol. 2018, 104, 133–139. [Google Scholar] [CrossRef]
- Wei, R.R.; Lv, X.W.; Yang, M.R.; Xu, J.; You, Z.X. Improving the property of calcium ferrite using a sonochemical method. Ultrason. Sonochem. 2018, 43, 110–113. [Google Scholar] [CrossRef]
- Nesvijski, E.G. Some aspects of ultrasonic testing of composites. Compos. Struct. 2000, 48, 151–155. [Google Scholar] [CrossRef]
- Takuya, Y.; Kazuki, K.; Sergey, V.K. Characterization of acoustic streaming in water and aluminum melt during ultrasonic irradiation. Ultrason. Sonochem. 2021, 71, 105381. [Google Scholar]
- Feng, W.; Dmitry, E.; Jiawei, M.; Chuangnan, W.; Billy, K.; Andrew, K.; Christina, R.; Thomas, C. A synchrotron X-radiography study of the fragmentation and refinement of primary intermetallic particles in an Al-35 Cu alloy induced by ultrasonic melt processing. Acta Mater. 2017, 141, 142–153. [Google Scholar]
- Yuan, J.; Xiao, J.; Li, F.C.; Wang, B.J.; Yao, Z.; Yu, B.L.; Zhang, L.Y. Co-treatment of spent cathode carbon in caustic and acid leaching process under ultrasonic assisted for preparation of SiC. Ultrason. Sonochem. 2018, 41, 608–618. [Google Scholar] [CrossRef] [PubMed]
- Xia, H.S.; Wang, Q.; Liao, Y.Q.; Xu, X.; Baxter, S.M.; Slone, R.V.; Wu, S.G.; Swift, G.; Westmoreland, D.G. Polymerization rate and mechanism of ultrasonically initiated emulsion polymerization of n-butyl acrylate. Ultrason. Sonochem. 2002, 9, 151–158. [Google Scholar] [CrossRef]
- Priyadarshi, A.; Khavari, M.; Subroto, T.; Conte, M.; Prentice, P.; Pericleous, K.; Eskin, D.; Durodola, J.; Tzanakis, I. On the governing fragmentation mechanism of primary intermetallics by induced cavitation. Ultrason. Sonochem. 2021, 70, 105260. [Google Scholar] [CrossRef]
- Bing, W.; Dongyue, T.; Tung, L.L.; Jia, C.K.; Feng, W.; Dmitry, E.; Thomas, C.; Kamel, F.; Jiawei, M. Ultrafast synchrotron X-ray imaging studies of microstructure fragmentation in solidification under ultrasound. Acta Mater. 2018, 144, 505–515. [Google Scholar]
- Bai, G.Z.; Liu, Z.; Lin, J.X.; Yu, Z.F.; Hu, Y.M.; Wen, C. Effects of the addition of lanthanum and ultrasonic stirring on the microstructure and mechanical properties of the in situ Mg2Si/Al composites. Mater. Des. 2016, 90, 424–432. [Google Scholar] [CrossRef]
- Karabulut, H.; Turkmen, M.; Erden, M.A.; Gunduz, S. Effect of Different Current Values on Microstructure and Mechanical Properties of Microalloyed Steels Joined by the Submerged Arc Welding Method. Metals 2016, 6, 281. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.D.; Tian, H.C.; Yan, Z.H.; Zhi, X.L.; Zhang, J.; Yuan, Z.J. Investigation on mechanism of surface tension on morphology of melt track in selective laser melting processing. Appl. Phys. A Mater. 2018, 124, 673. [Google Scholar] [CrossRef]
- Lachowicz, M.M.; Haimann, K.; Lachowicz, M.B.; Jasionowski, R.; Pawlak, S. Structural aspects of corrosion resistance in alloys based on the Fe3Al intermetallic phase in the cast state. Mater. Sci. Poland 2012, 30, 217–225. [Google Scholar] [CrossRef]
- Chowdhury, S.H.; Chen, D.L.; Bhole, S.D.; Powidajko, E.; Weckman, D.C.; Zhou, Y. Fiber Laser Welded AZ31 Magnesium Alloy: The Effect of Welding Speed on Microstructure and Mechanical Properties. Metall. Mater. Trans. A 2012, 43, 2133–2147. [Google Scholar] [CrossRef]
- Atamanenko, T.V.; Eskin, D.G.; Zhang, L.; Katgerman, L. Criteria of grain refinement induced by ultrasonic melt treatment of aluminum alloys containing Zr and Ti. Metall. Mater. Trans. A 2010, 41, 2056–2066. [Google Scholar] [CrossRef] [Green Version]
- Easton, M.A.; Stjohn, D.H. A model of grain refinement incorporating alloy constitution and potency of heterogeneous nucleant particles. Acta Mater. 2001, 49, 1867–1878. [Google Scholar] [CrossRef]
- Nie, K.B.; Wang, X.J.; Hu, X.S.; Xu, L.; Wu, K.; Zheng, M.Y. Microstructure and mechanical properties of SiC nanoparticles reinforced magnesium matrix composites fabricated by ultrasonic vibration. Mat. Sci. Eng. A Struct. 2011, 528, 5278–5282. [Google Scholar] [CrossRef]
- Tonry, C.E.H.; Djambazov, G.; Dybalska, A.; Griffiths, W.D.; Beckwith, C.; Bojarevics, V.; Pericleous, K.A. Acoustic resonance for contactless ultrasonic cavitation in alloy melts. Ultrason. Sonochem. 2020, 63, 104959. [Google Scholar] [CrossRef]
- Yao, L.; Hao, H.; Ji, S.H.; Fang, C.F.; Zhang, X.G. Effects of ultrasonic vibration on solidification structure and properties of Mg-8Li-3Al alloy. T Nonferr. Metal. SOC 2011, 21, 1241–1246. [Google Scholar] [CrossRef]
- Xu, H.; Pu, C. Removal of Near-wellbore Formation Damage by Ultrasonic Stimulation. Petrol. Sci. Technol. 2013, 31, 563–571. [Google Scholar] [CrossRef]
- Chen, Q.H.; Ge, H.L.; Yang, C.L.; Lin, S.B.; Fan, C.L. Study on Pores in Ultrasonic-Assisted TIG Weld of Aluminum Alloy. Metals 2017, 7, 2. [Google Scholar] [CrossRef] [Green Version]
- Yuan, D.; Shao, S.Q.; Guo, C.H.; Jiang, F.C.; Wang, J.D. Grain refining of Ti-6Al-4V alloy fabricated by laser and wire additive manufacturing assisted with ultrasonic vibration. Ultrason. Sonochem. 2020, 73, 105472. [Google Scholar] [CrossRef]
- Wang, Y.P.; Qi, B.J.; Cong, B.Q.; Yang, M.X.; Liu, F.J. Arc Characteristics in Double-Pulsed VP-GTAW for Aluminum Alloy. J. Mater. Process. Tech. 2017, 249, 89–95. [Google Scholar] [CrossRef]
- Campbell, J. Effects of vibration during solidification. Int. Metals Rev. 1981, 26, 71–108. [Google Scholar]
- Meng, X.D.; Li, H.B.; Chen, J.Y.; Mei, L.; Wang, K.Q.; Li, X. Mossbauer study of cobalt ferrite nanocrystals substituted with rare-earth Y3+ ions. J. Magn. Magn. Mater. 2009, 321, 1155–1158. [Google Scholar] [CrossRef]
- Yassar, R.S.; Field, D.P.; Weiland, H. Transmission electron microscopy and differential scanning calorimetry studies on the precipitation sequence in an Al-Mg-Si alloy: AA6022. J. Mater. Res. 2005, 20, 2705–2711. [Google Scholar] [CrossRef] [Green Version]
- Marioara, C.D.; Nordmark, H.; Andersen, S.J.; Holmestad, R. Post-β″phases and their influence on microstructure and hardness in 6xxx Al-Mg-Si alloys. J. Mater. Sci. 2006, 41, 471–478. [Google Scholar] [CrossRef]
- Sritharan, K.; Strobl, C.J.; Schneider, M.F.; Wixforth, A.; Guttenberg, Z. Acoustic mixing at low Reynold’s numbers. Appl. Phys. Lett. 2006, 88, 054102. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Strength/Mpa | Yield Strength/Mpa | Elongation/% | Hardness/HV | |
|---|---|---|---|---|
| Standard value | 310 | 275 | 12 | 95 |
| Measured value | 315 | 295 | 14 | 100 |
| Material | Si | Fe | Cu | Mg | Mn | Zn | Ti | Cr | Al |
|---|---|---|---|---|---|---|---|---|---|
| 6061 | 0.22 | 0.44 | 0.10 | 2.63 | 0.11 | 0.10 | - | 0.28 | margin |
| ER5356 | 0.05 | 0.13 | 0.01 | 4.89 | 0.15 | 0.01 | 0.01 | 0.12 | margin |
| Al | Error | Mg | Error | Si | Error | Fe | Error | Cr | Error | |
|---|---|---|---|---|---|---|---|---|---|---|
| A | 96.43 | 4.23 | 3.03 | 0.11 | 0.37 | 0.03 | 0.00 | 0.00 | 0.17 | 0.04 |
| B | 95.24 | 3.12 | 3.58 | 0.16 | 0.53 | 0.05 | 0.32 | 0.02 | 0.33 | 0.06 |
| C | 95.99 | 4.18 | 3.15 | 0.11 | 0.26 | 0.07 | 0.26 | 0.05 | 0.34 | 0.05 |
| D | 86.83 | 2.89 | 5.56 | 0.39 | 2.73 | 0.12 | 1.46 | 0.09 | 3.42 | 0.13 |
| 0 W | 160 W | 320 W | 480 W | 640 W | 800 W | |
|---|---|---|---|---|---|---|
| Mg2Si | 0.18 | 0.72 | 1.23 | 2.33 | 2.37 | 2.32 |
| FeCr | 1.42 | 2.38 | 4.46 | 4.38 | 4.65 | 4.01 |
| Al (α) | 98.40 | 96.90 | 94.13 | 93.29 | 92.98 | 93.67 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sui, C.; Liu, Z.; Ai, X.; Liu, C.; Zou, Z. Effect of Ultrasonic Vibration on Grain Size and Precipitated Phase Distribution of 6061 Aluminum Alloy Welded Joint. Crystals 2022, 12, 240. https://doi.org/10.3390/cryst12020240
Sui C, Liu Z, Ai X, Liu C, Zou Z. Effect of Ultrasonic Vibration on Grain Size and Precipitated Phase Distribution of 6061 Aluminum Alloy Welded Joint. Crystals. 2022; 12(2):240. https://doi.org/10.3390/cryst12020240
Chicago/Turabian StyleSui, Chufan, Zhengjun Liu, Xingyu Ai, Changjun Liu, and Zongxuan Zou. 2022. "Effect of Ultrasonic Vibration on Grain Size and Precipitated Phase Distribution of 6061 Aluminum Alloy Welded Joint" Crystals 12, no. 2: 240. https://doi.org/10.3390/cryst12020240
APA StyleSui, C., Liu, Z., Ai, X., Liu, C., & Zou, Z. (2022). Effect of Ultrasonic Vibration on Grain Size and Precipitated Phase Distribution of 6061 Aluminum Alloy Welded Joint. Crystals, 12(2), 240. https://doi.org/10.3390/cryst12020240