



Effect of the Strength of Initial Aluminium on the Bonding Properties and Deformation Coordination of Ti/Al Composite Sheets by the Cold Roll Bonding Process
 ,
,  and
and
Abstract
1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Wire Brushing Surface Morphology
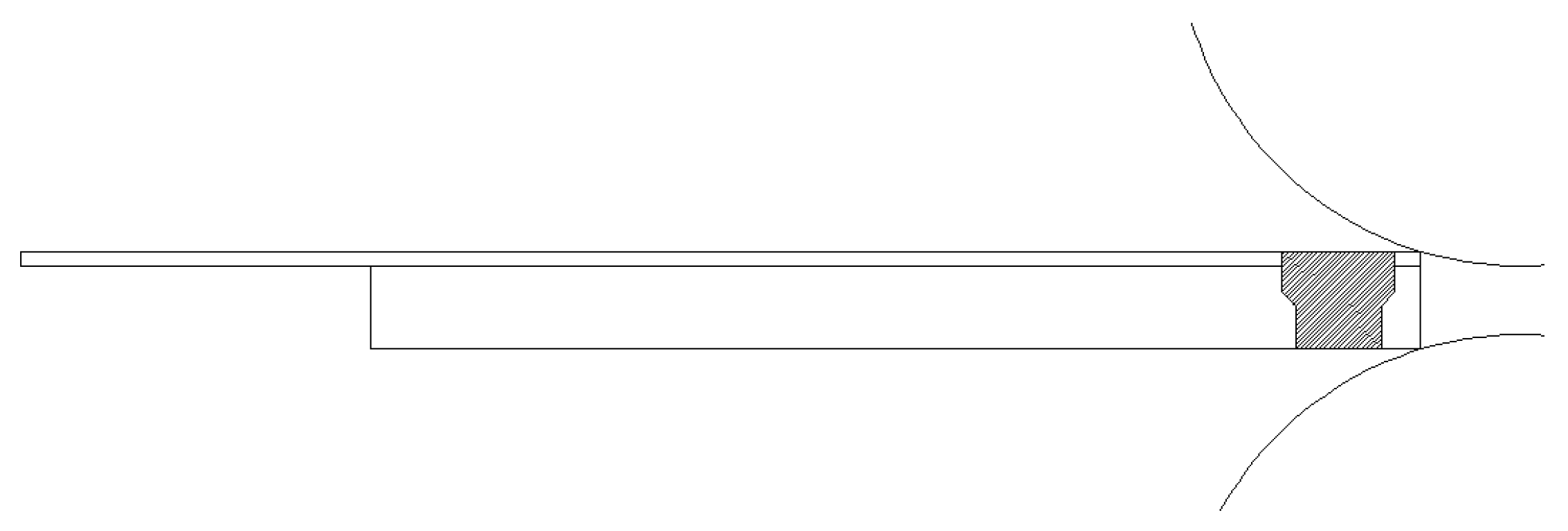
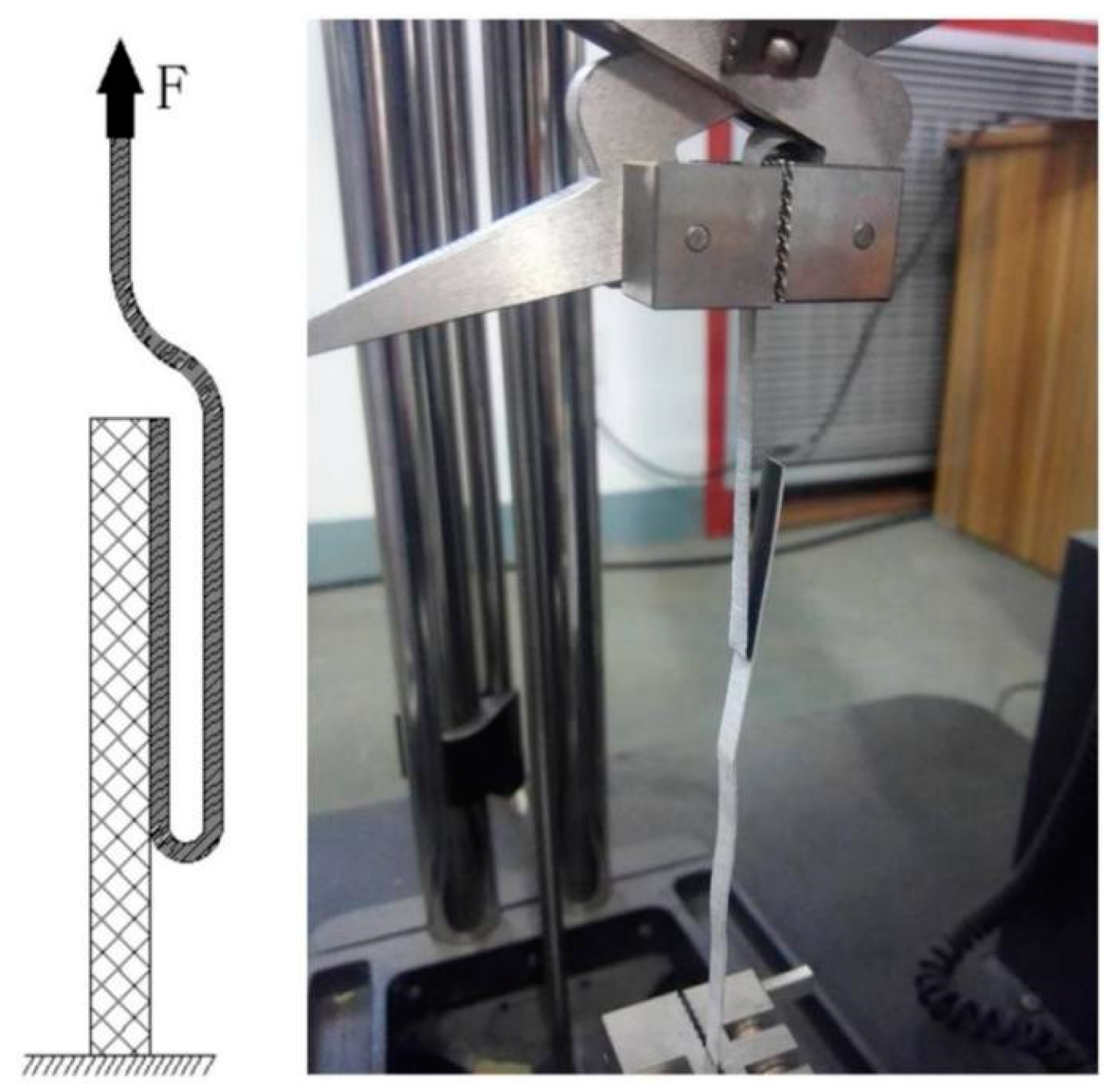
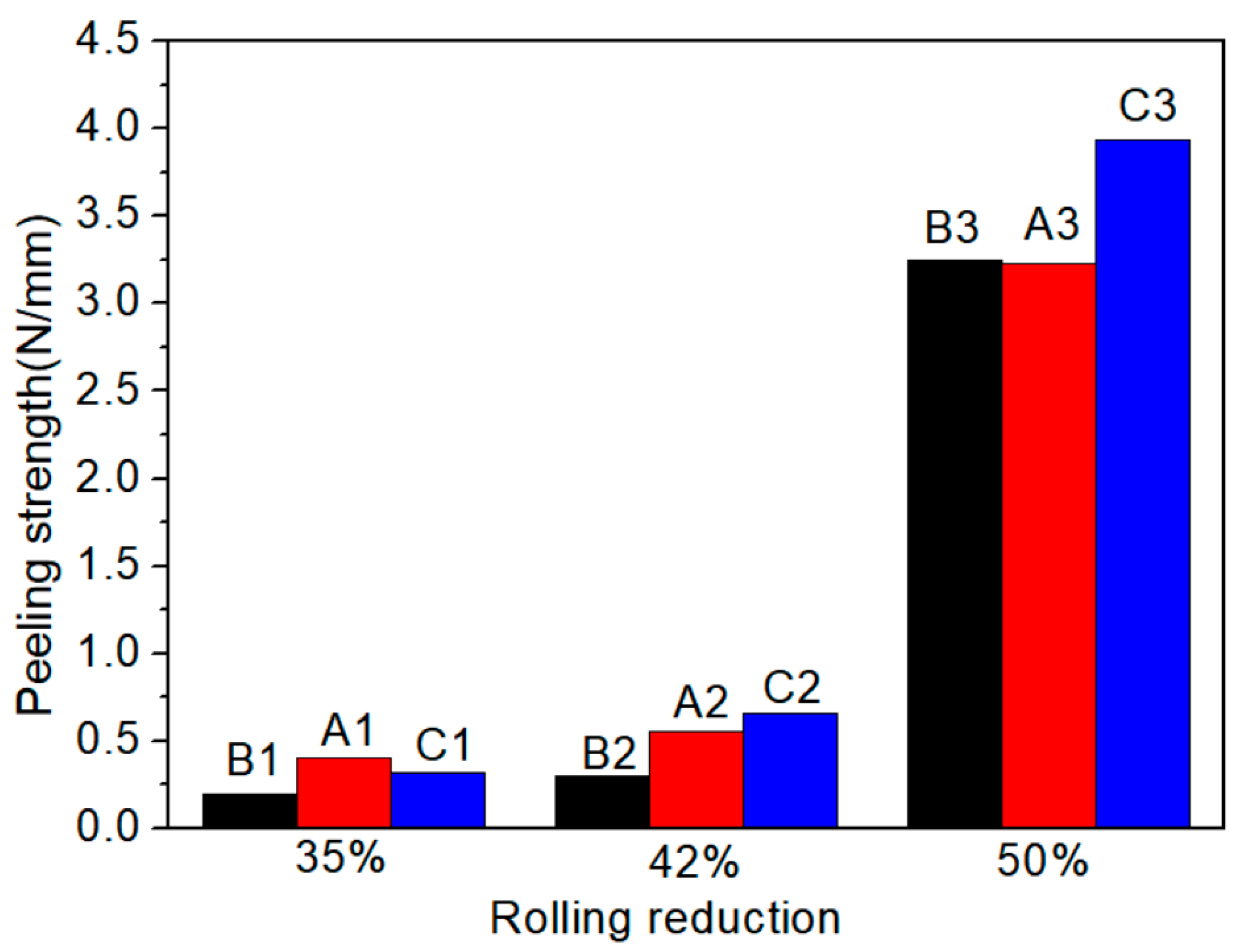
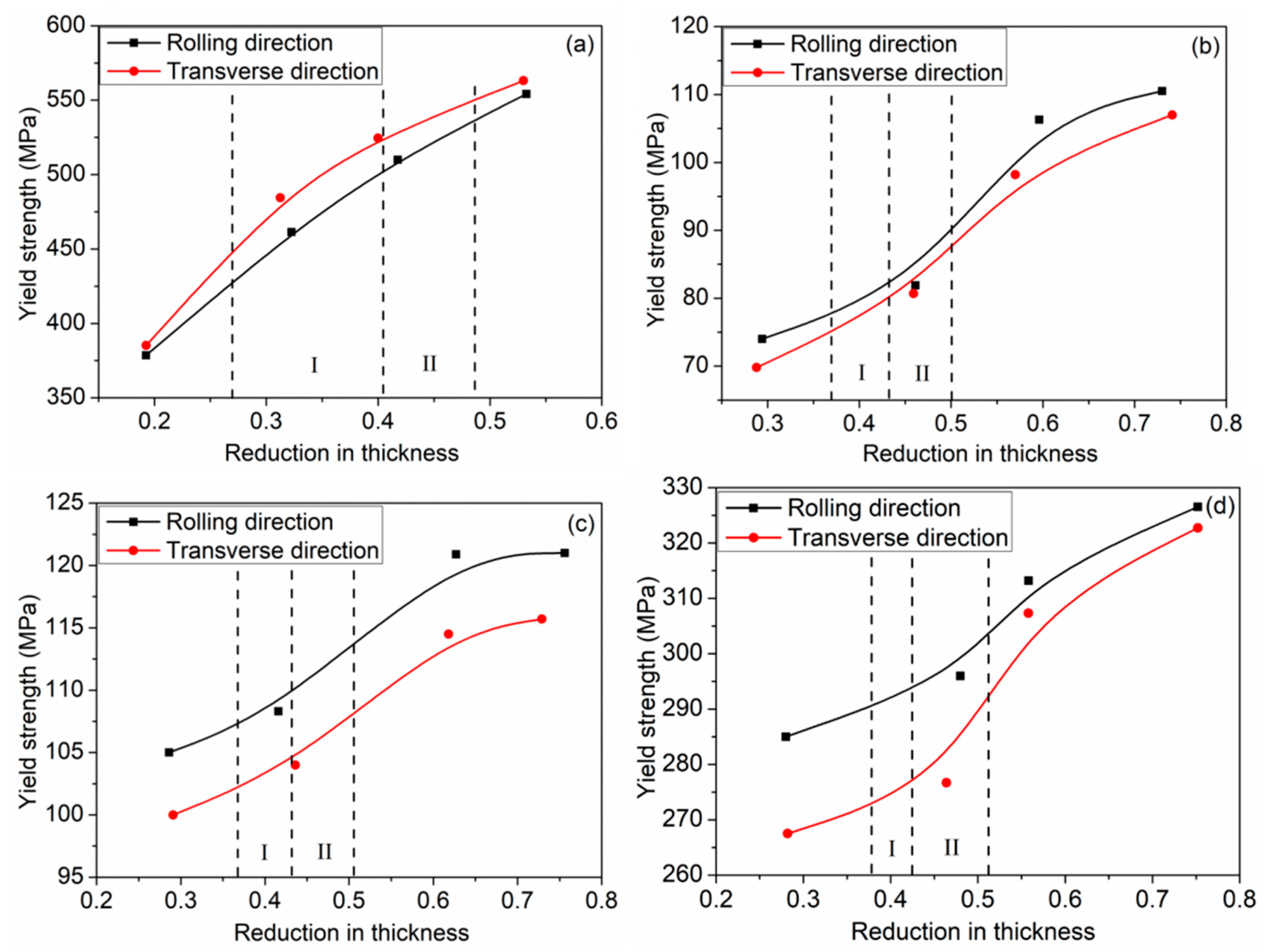
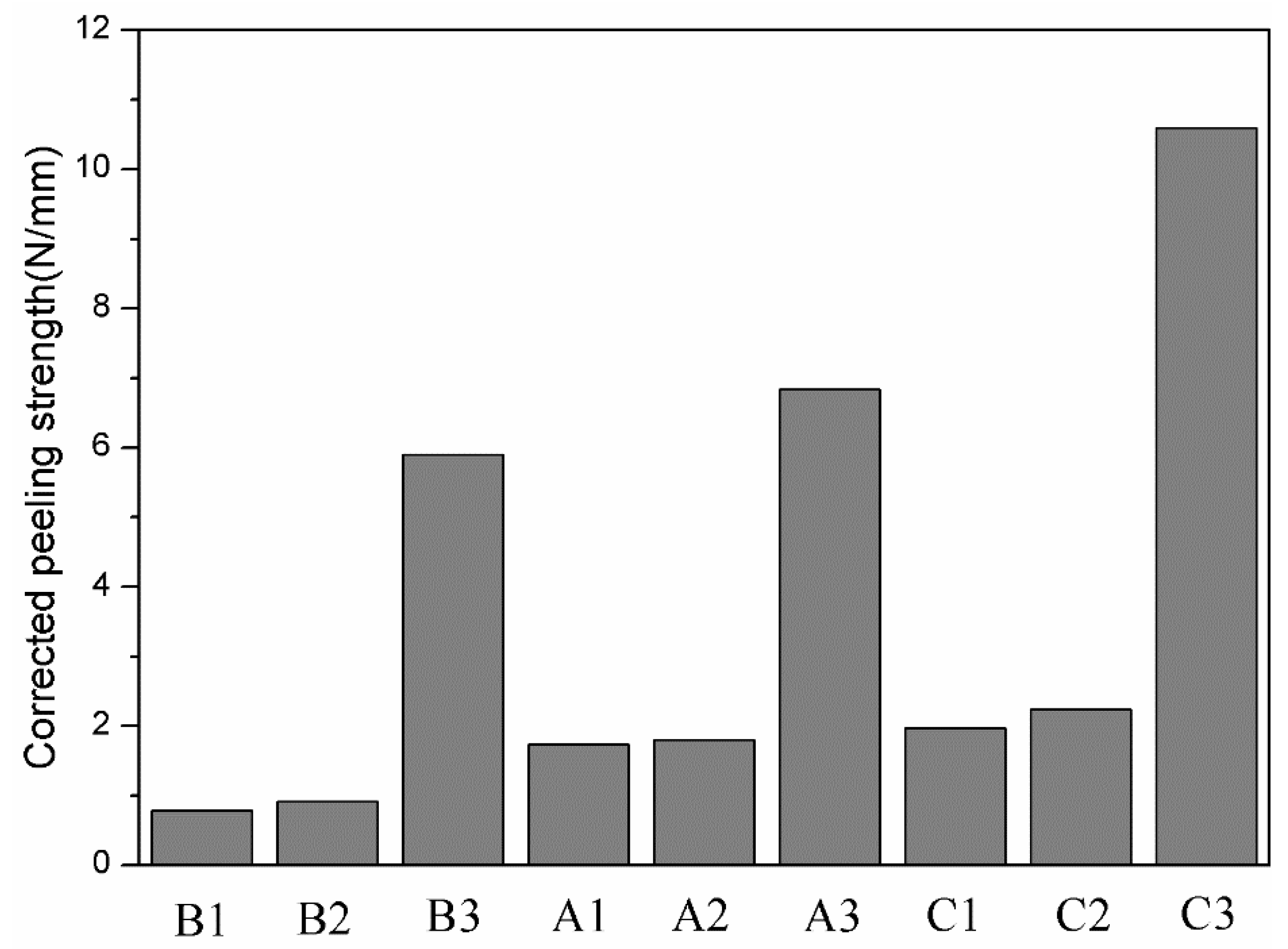
3.2. Interfacial Bonding Strength of the Ti/Al Composite Sheet
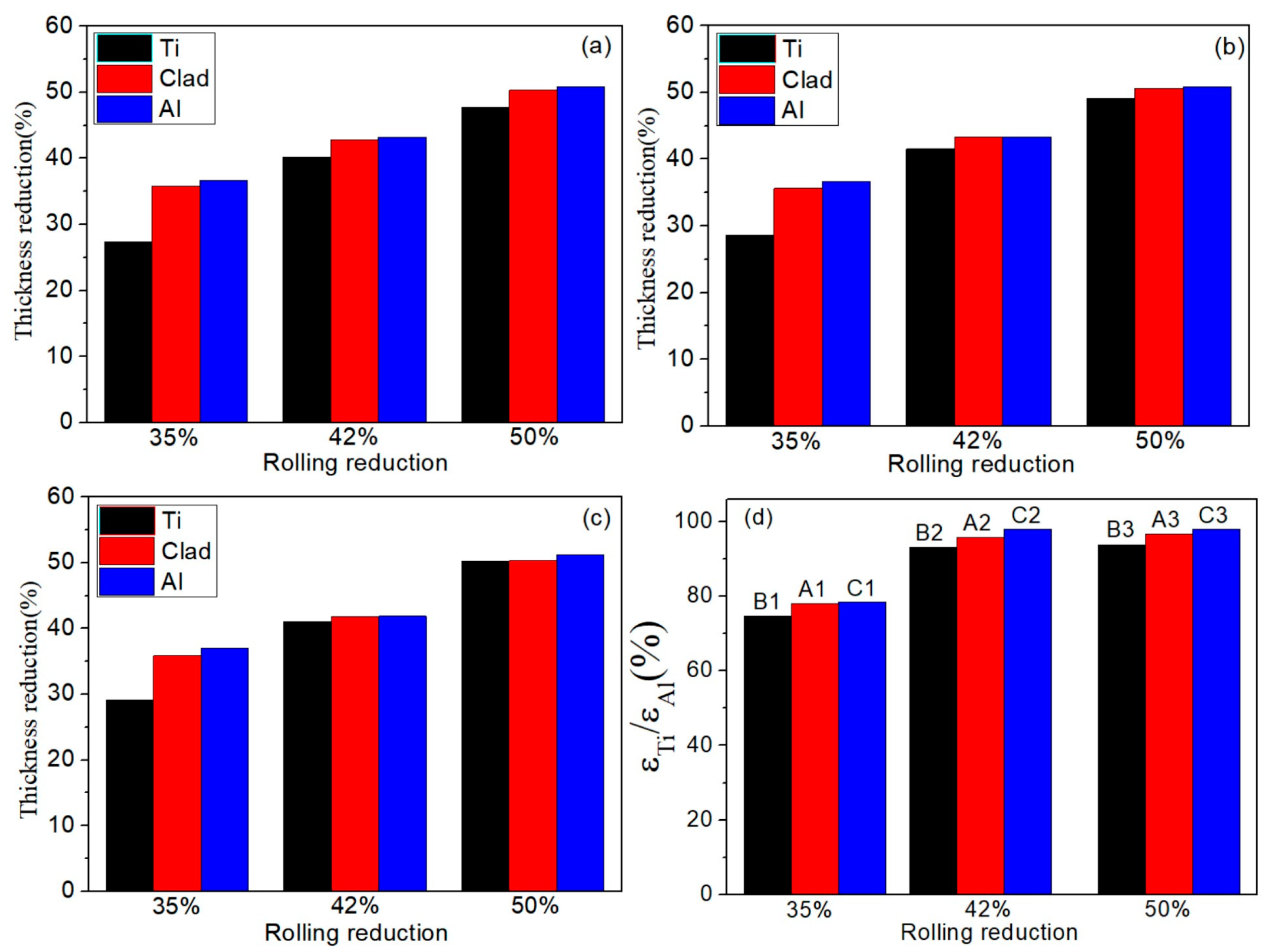
3.3. Change Rule of Each Layer of the Ti/Al Composite Sheet
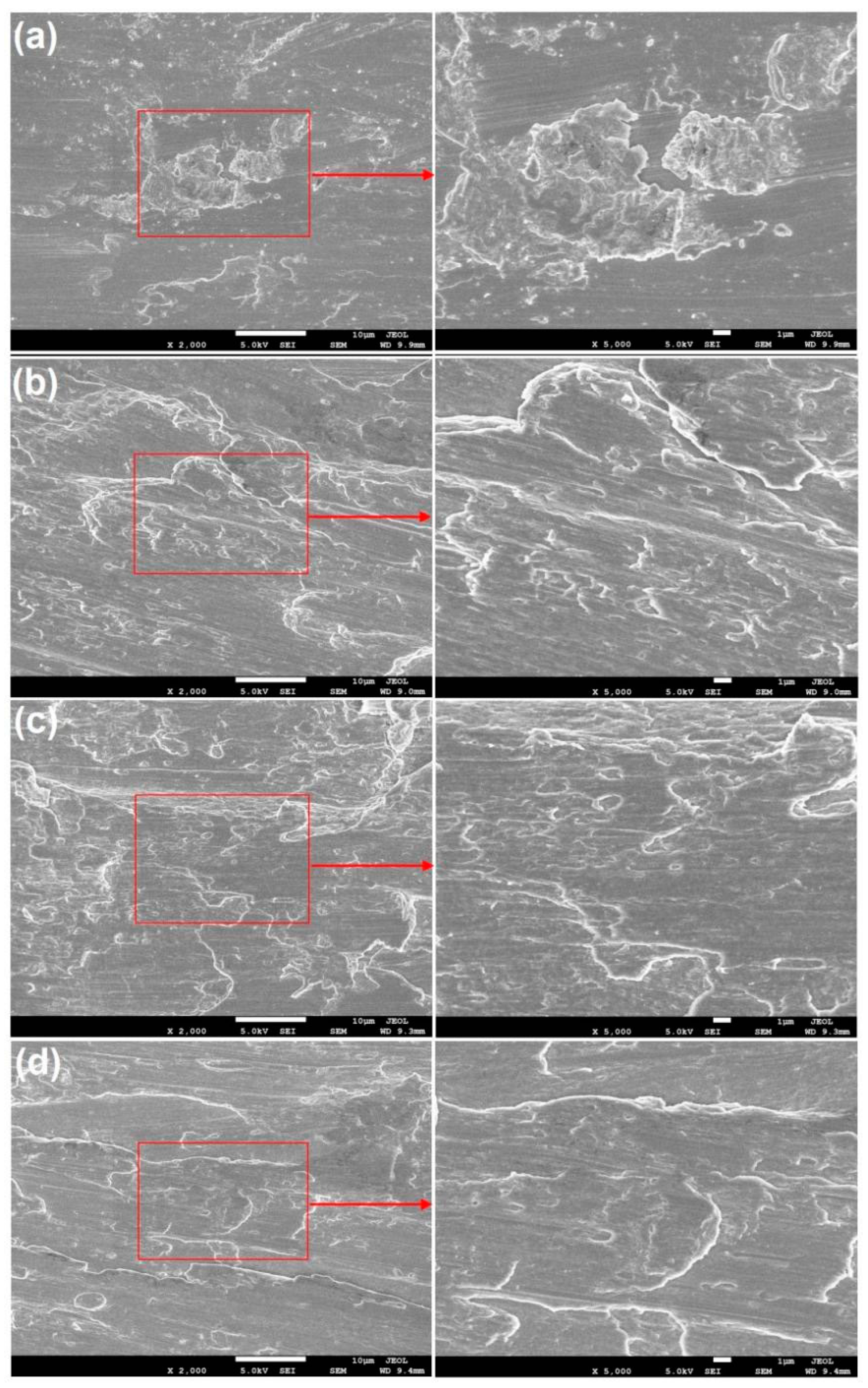
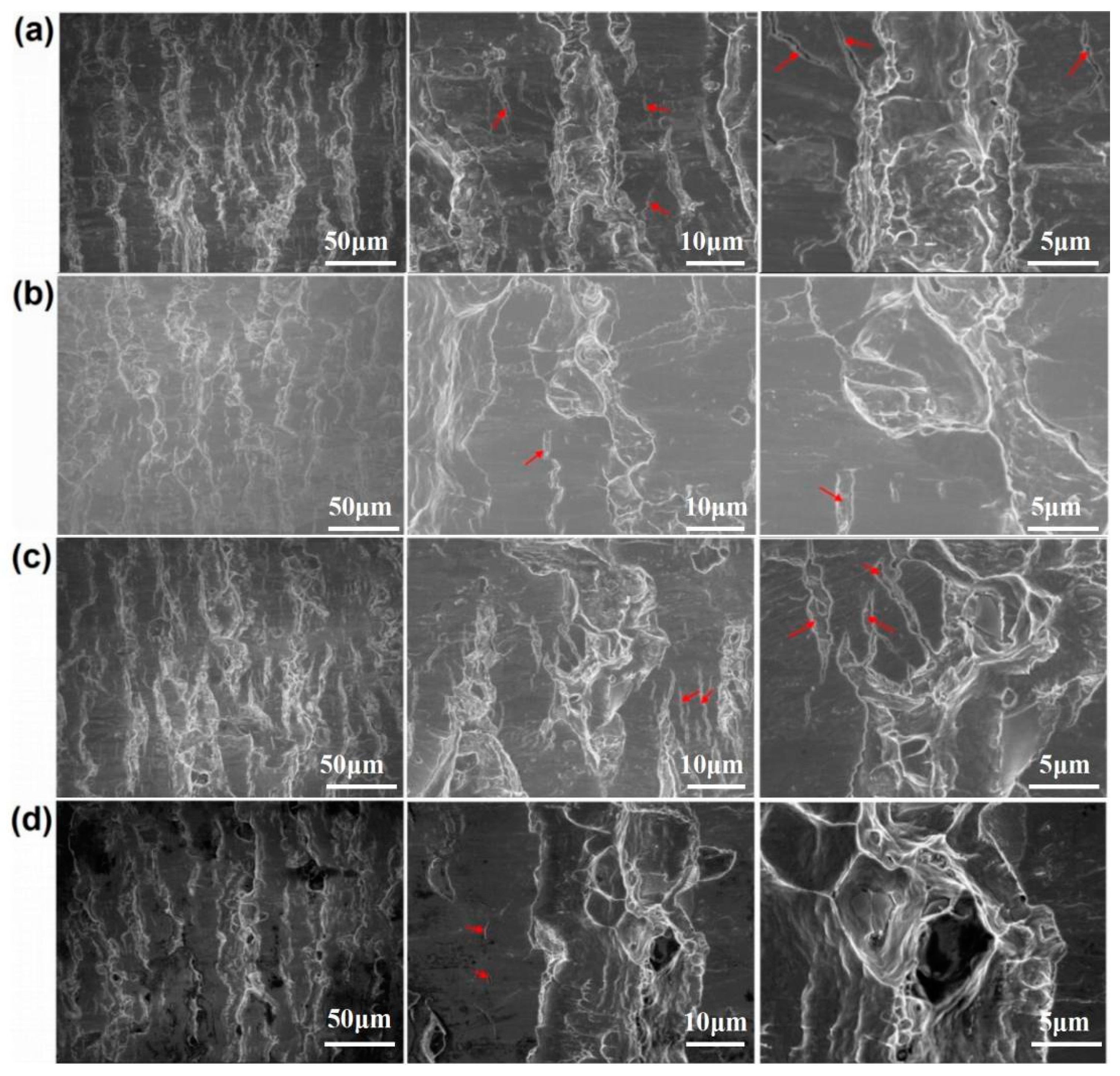
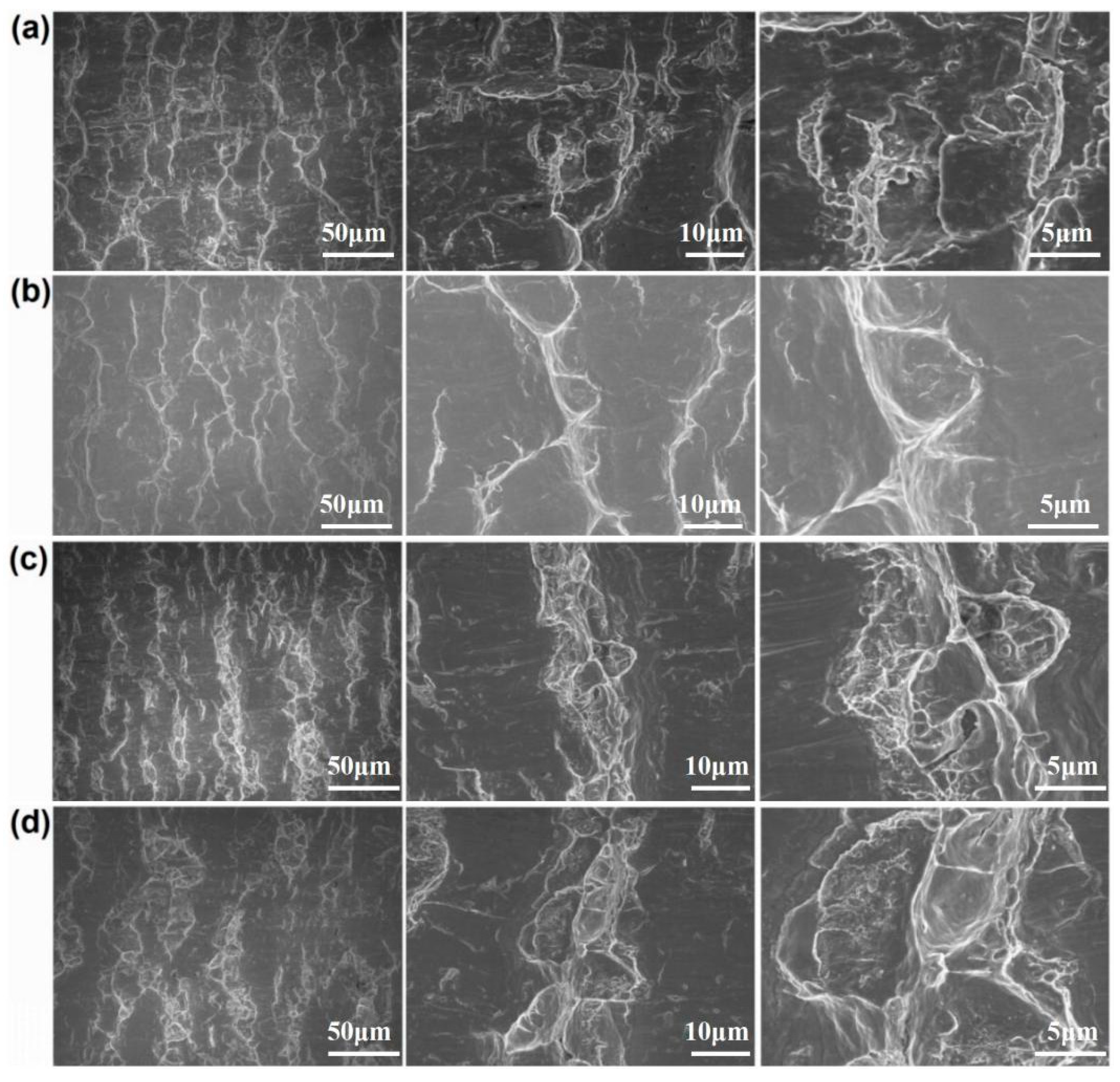
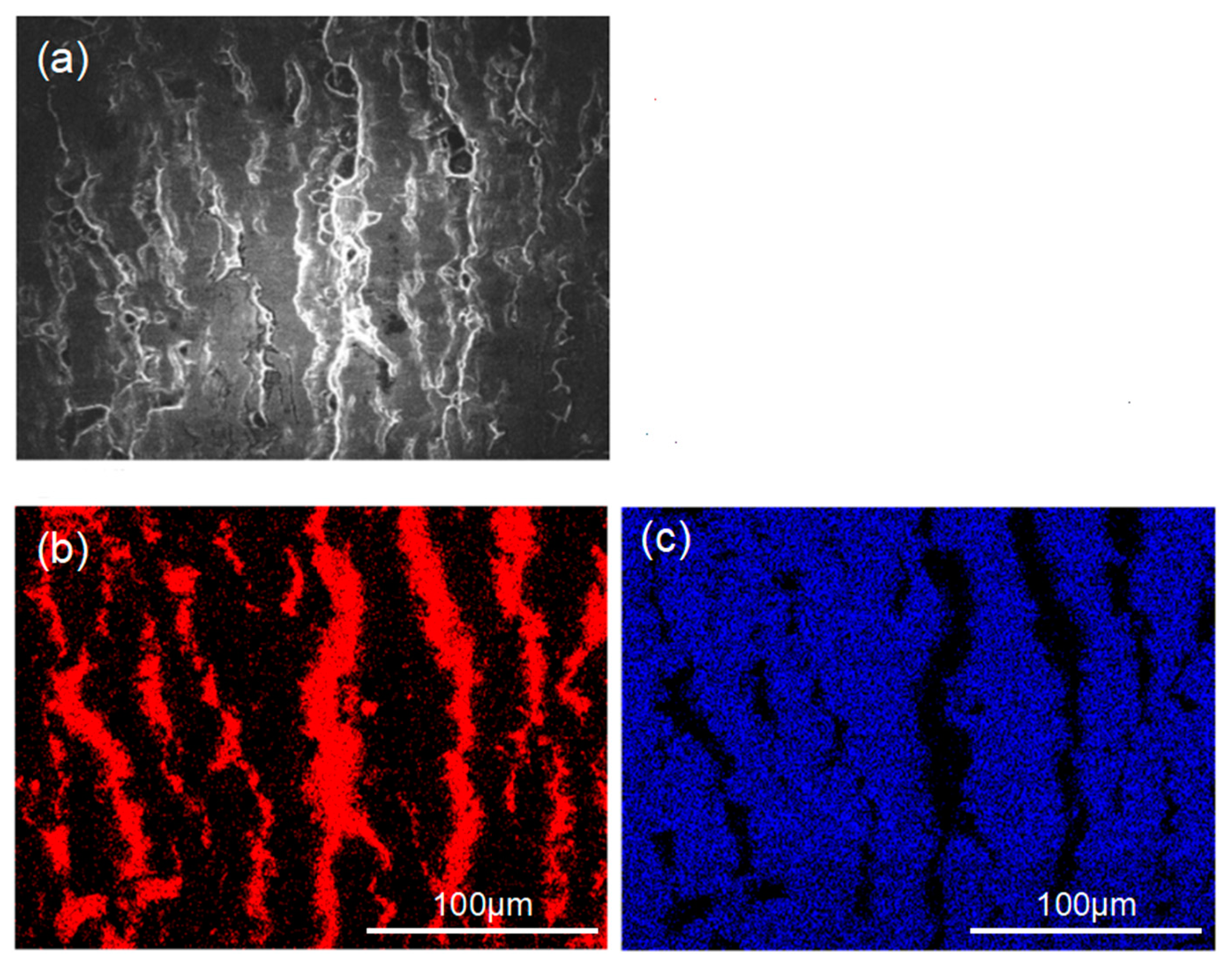
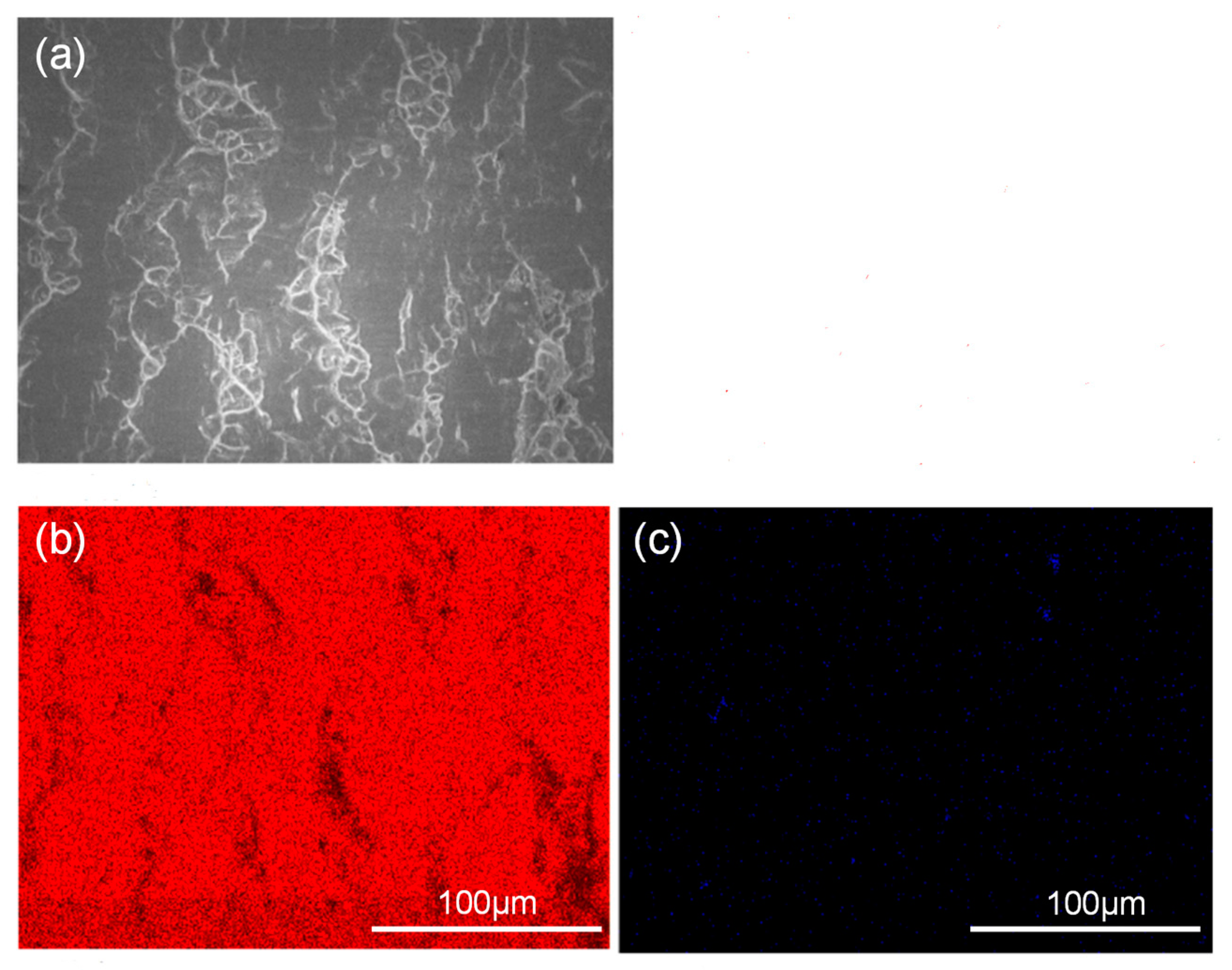
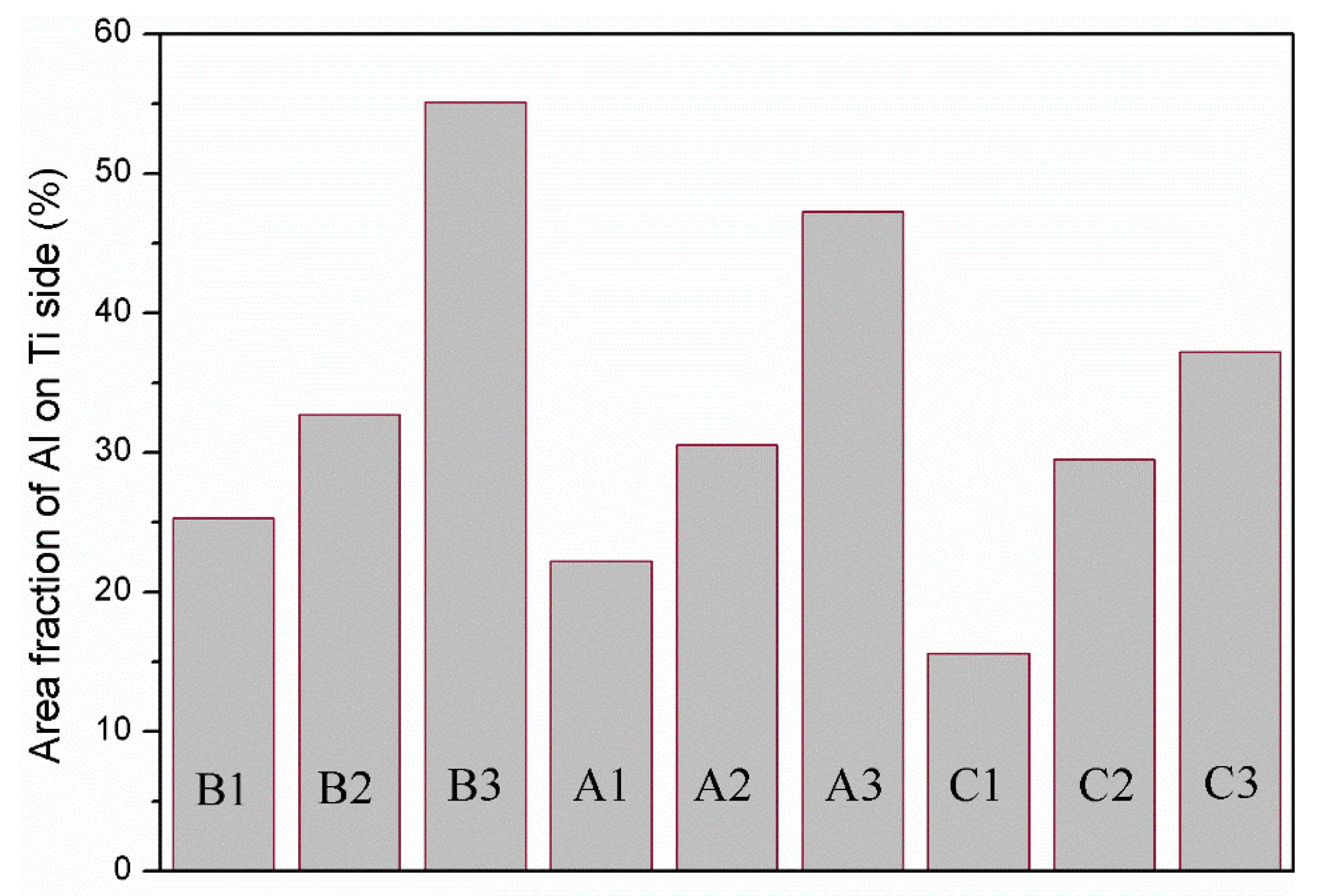
3.4. Peeling Surface Morphology of the Ti/Al Composite Sheet
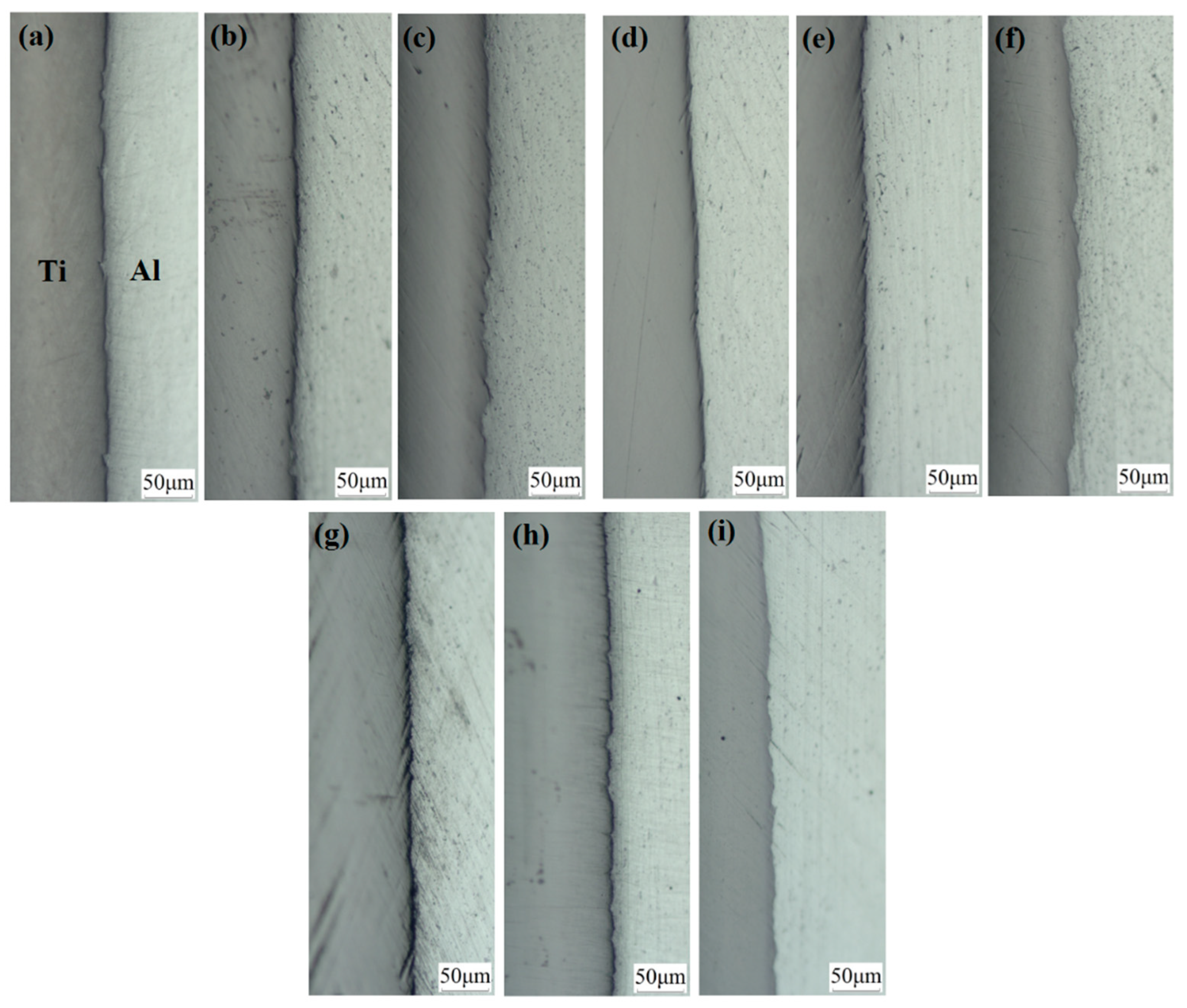
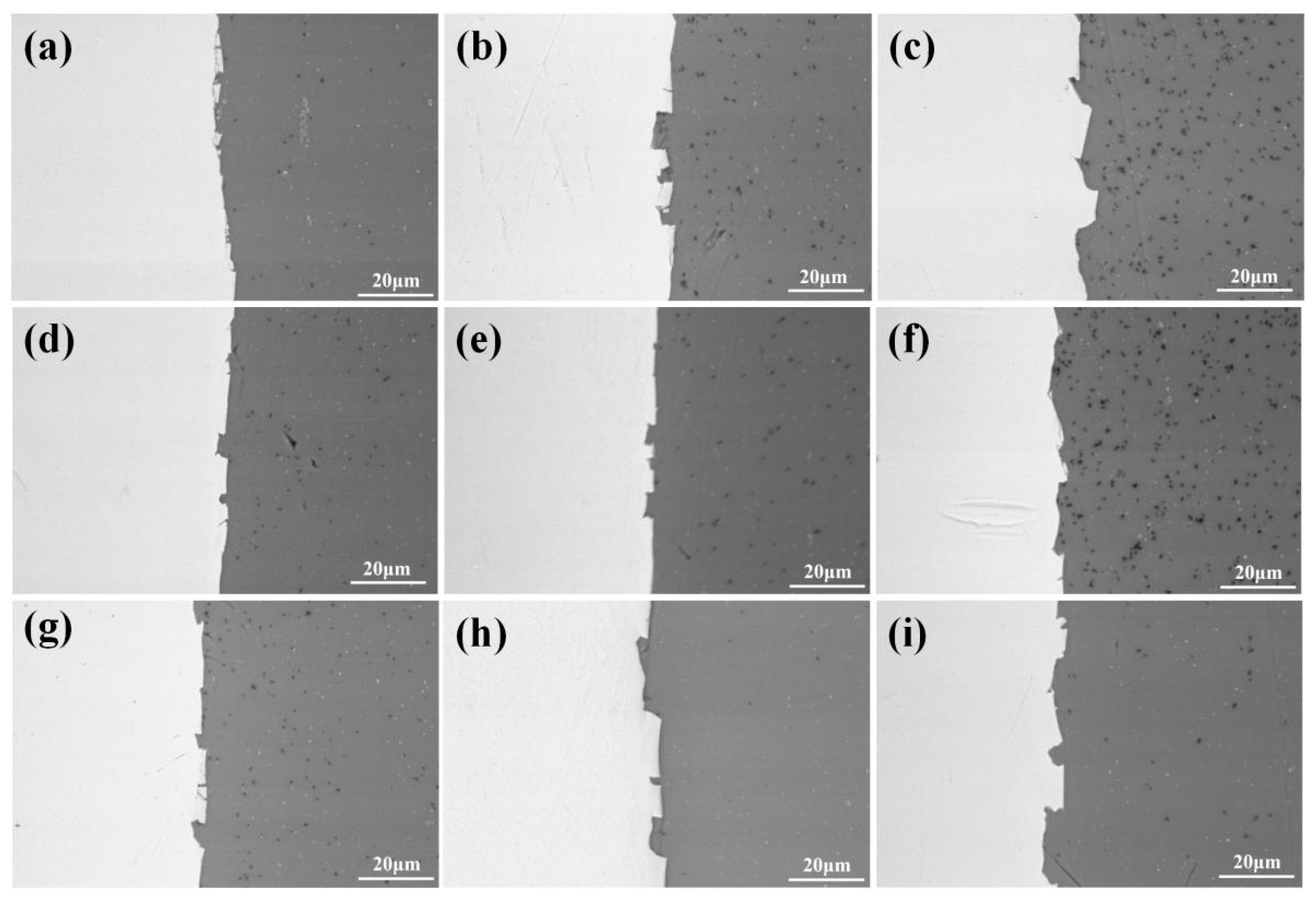
3.5. Characteristics of the Bonding Interface
3.6. Microstructure and Texture near the Ti/Al Interface
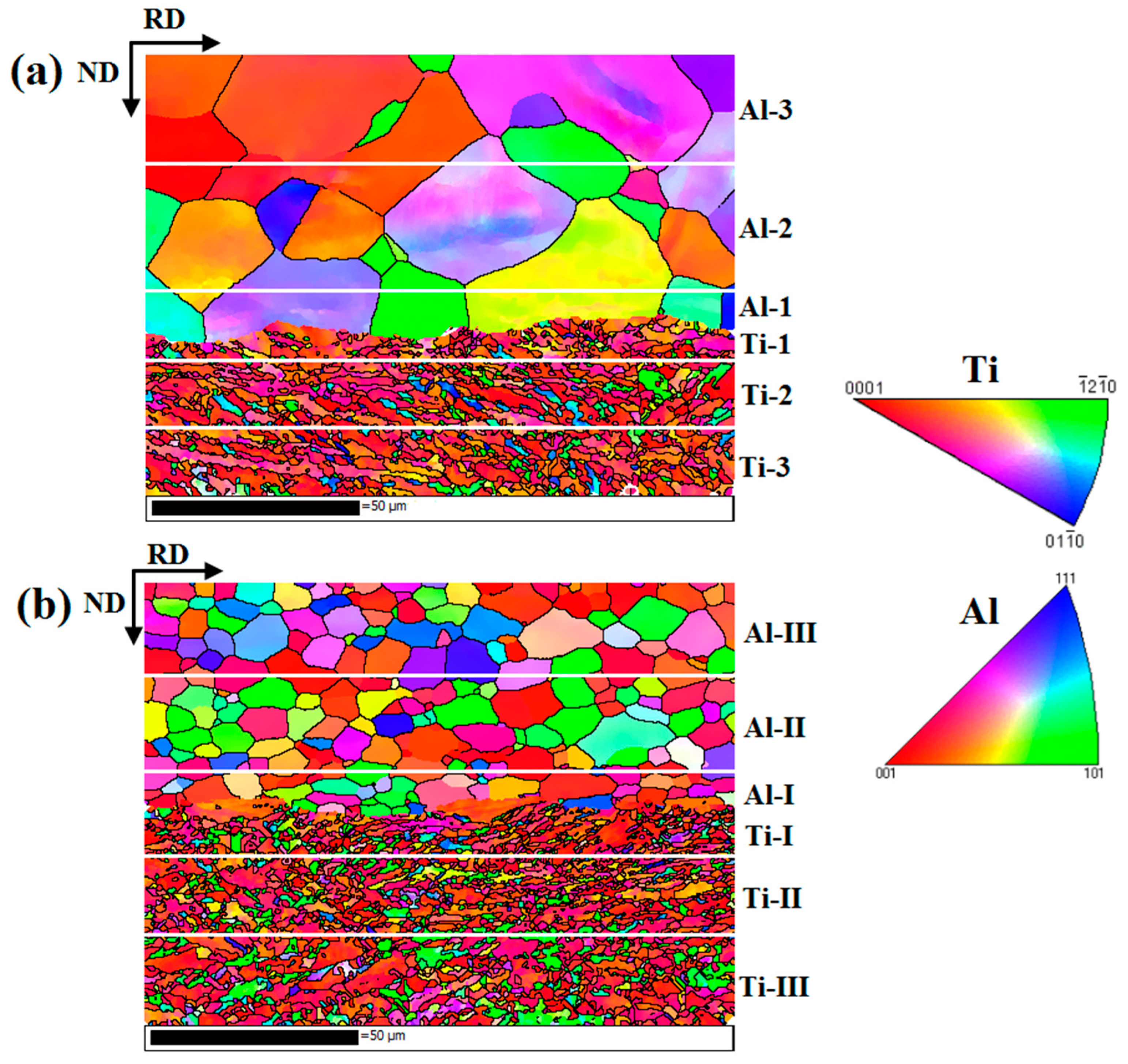
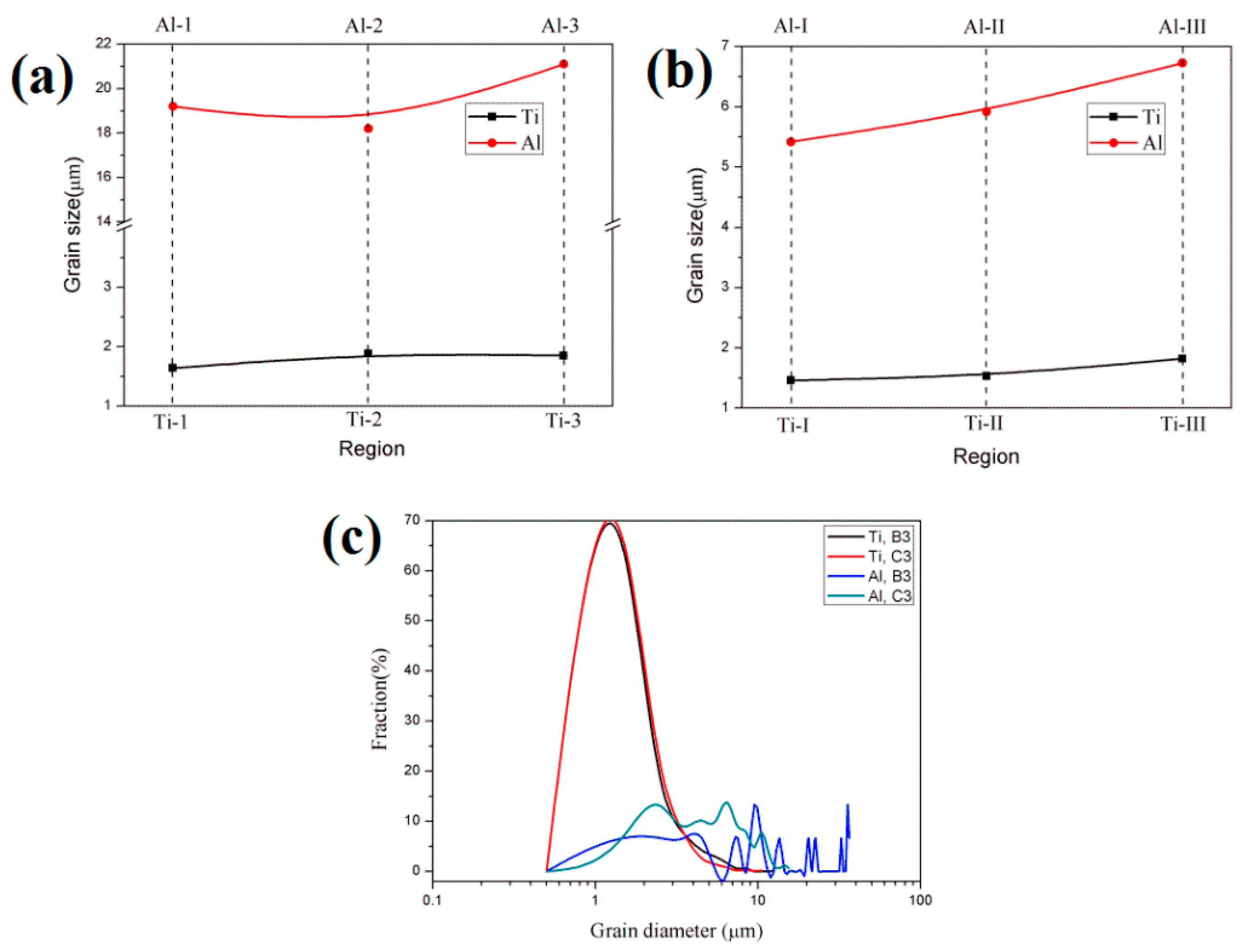
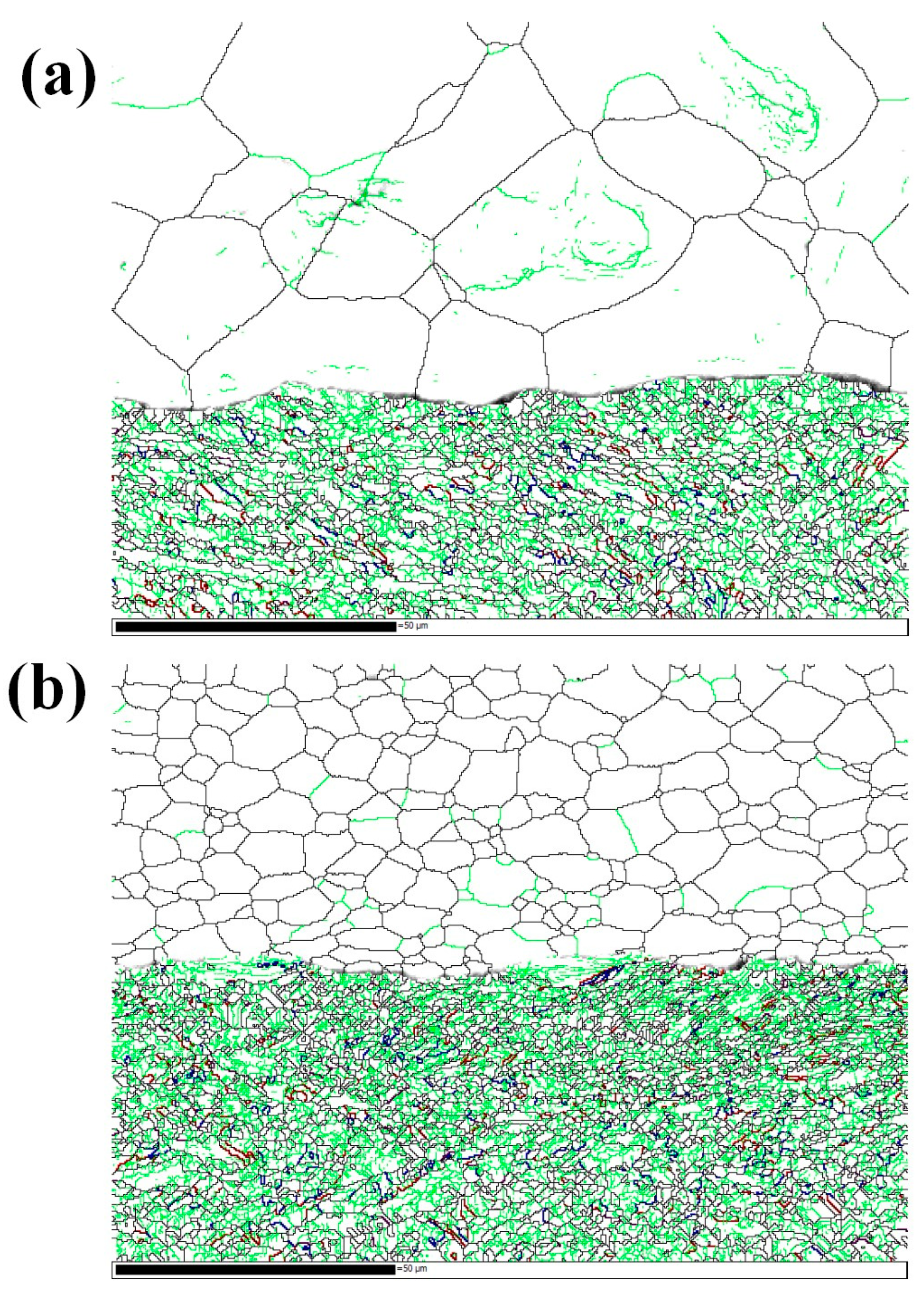
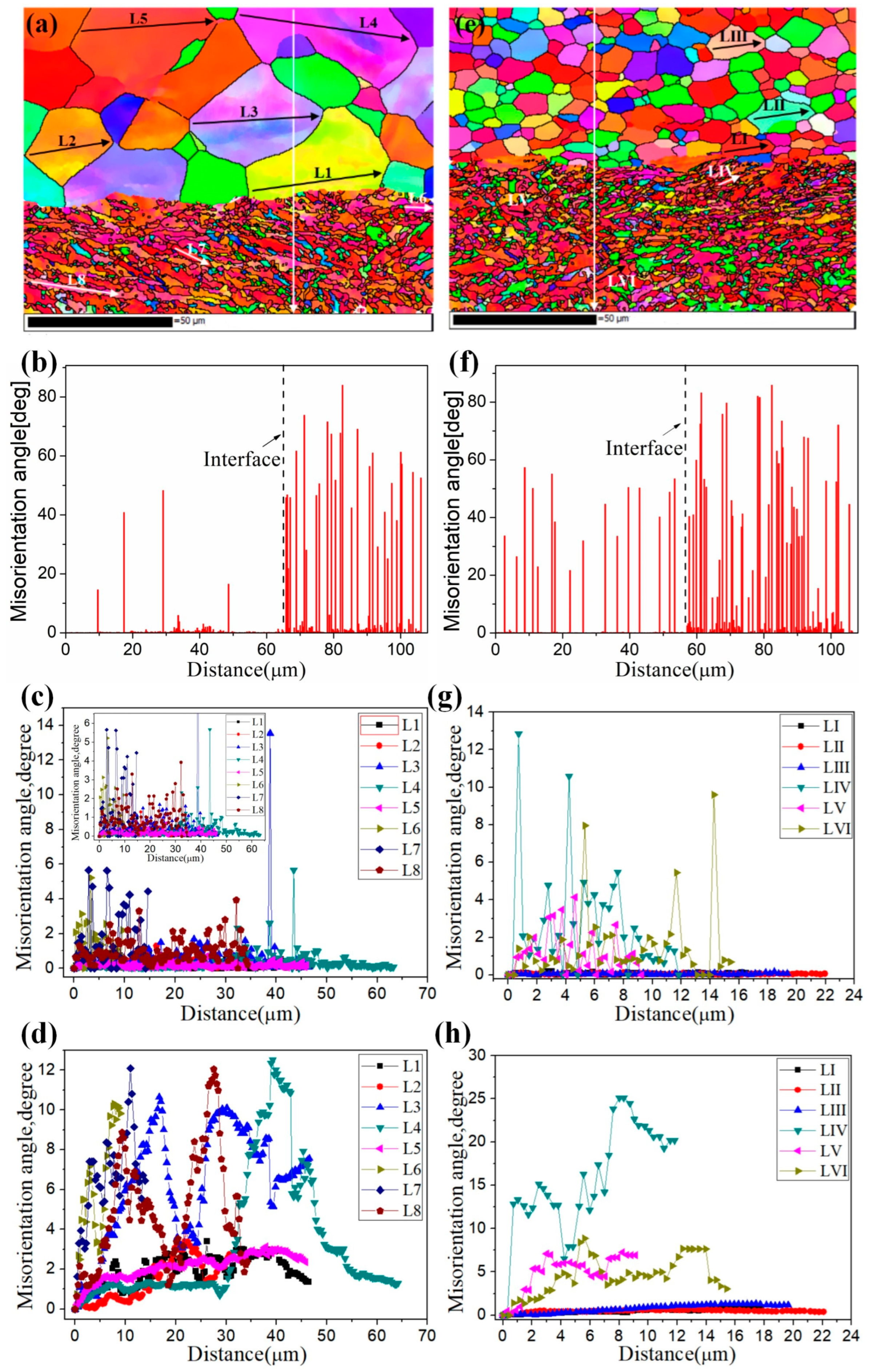
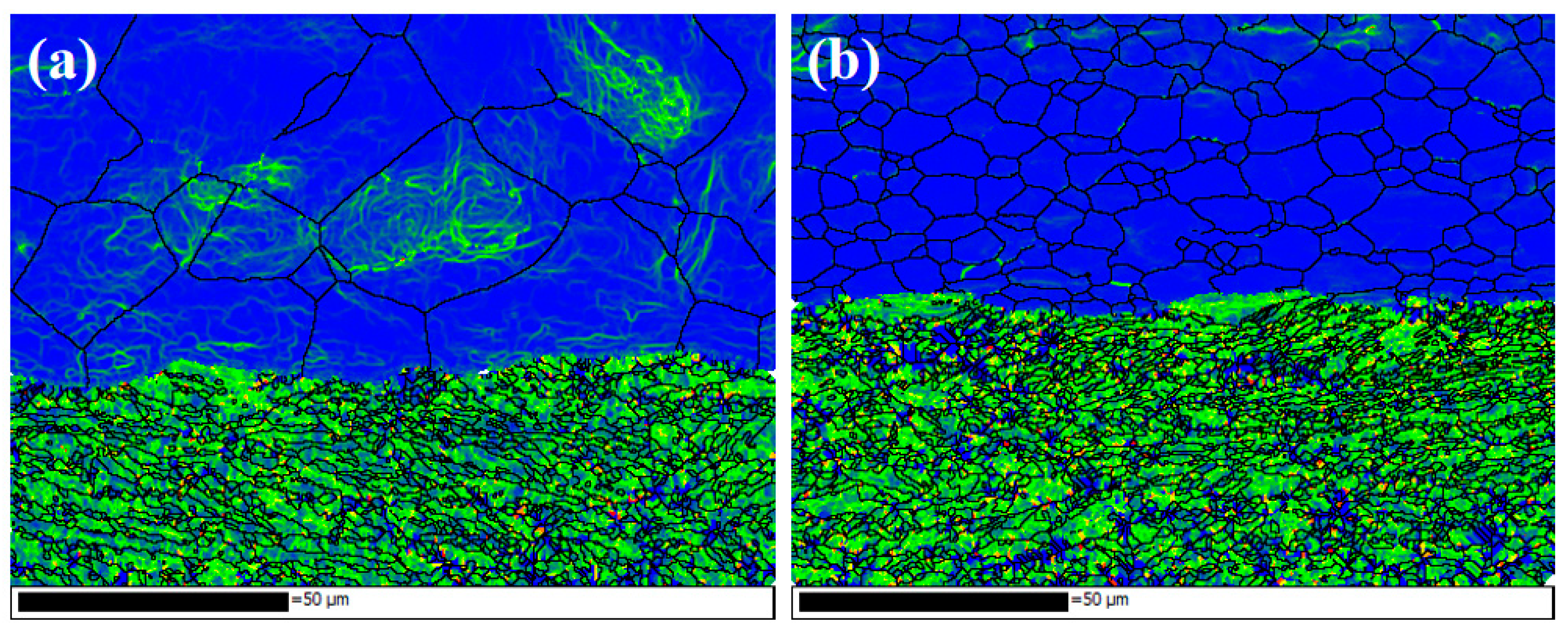
3.6.1. Microstructure
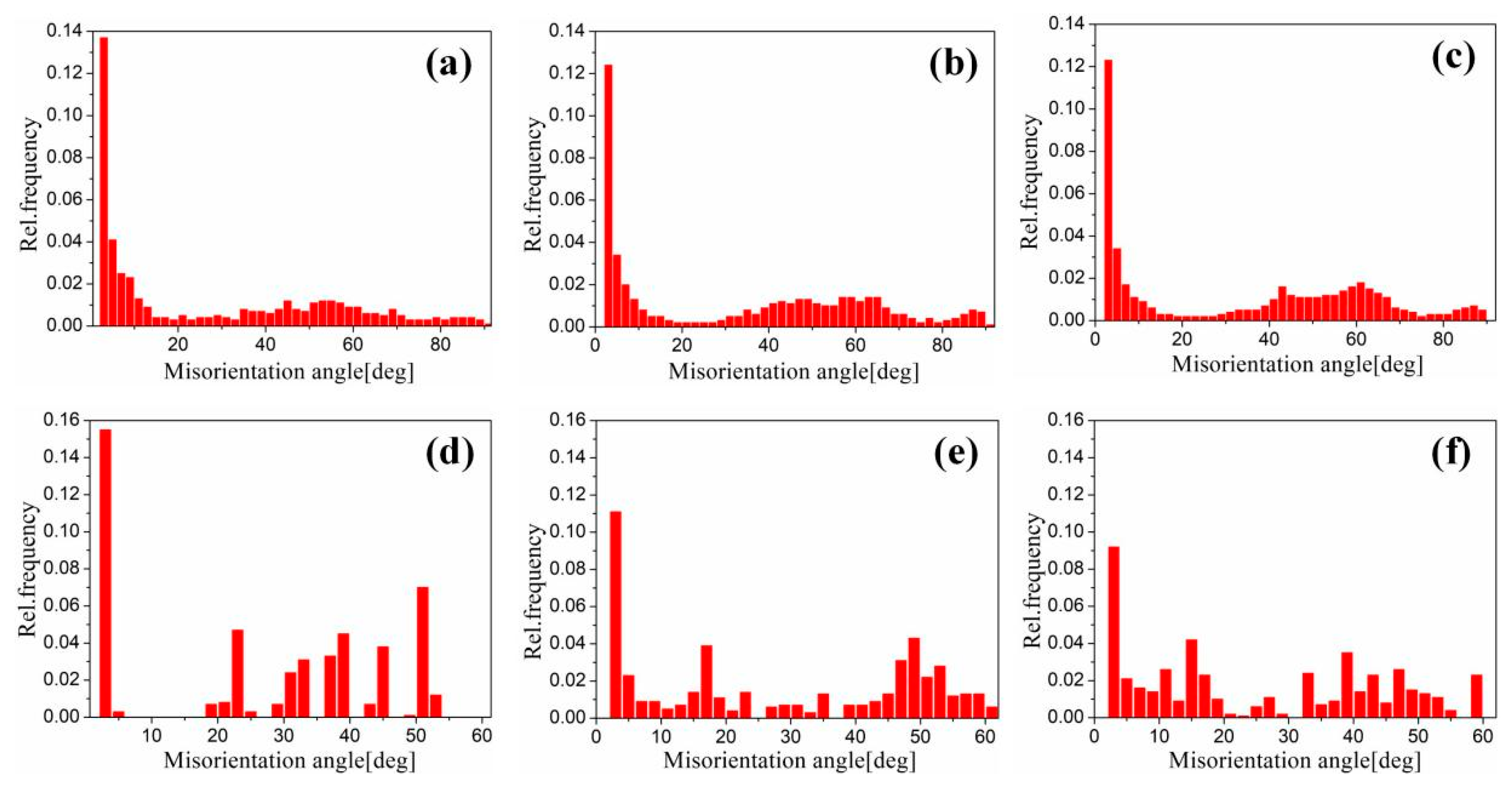
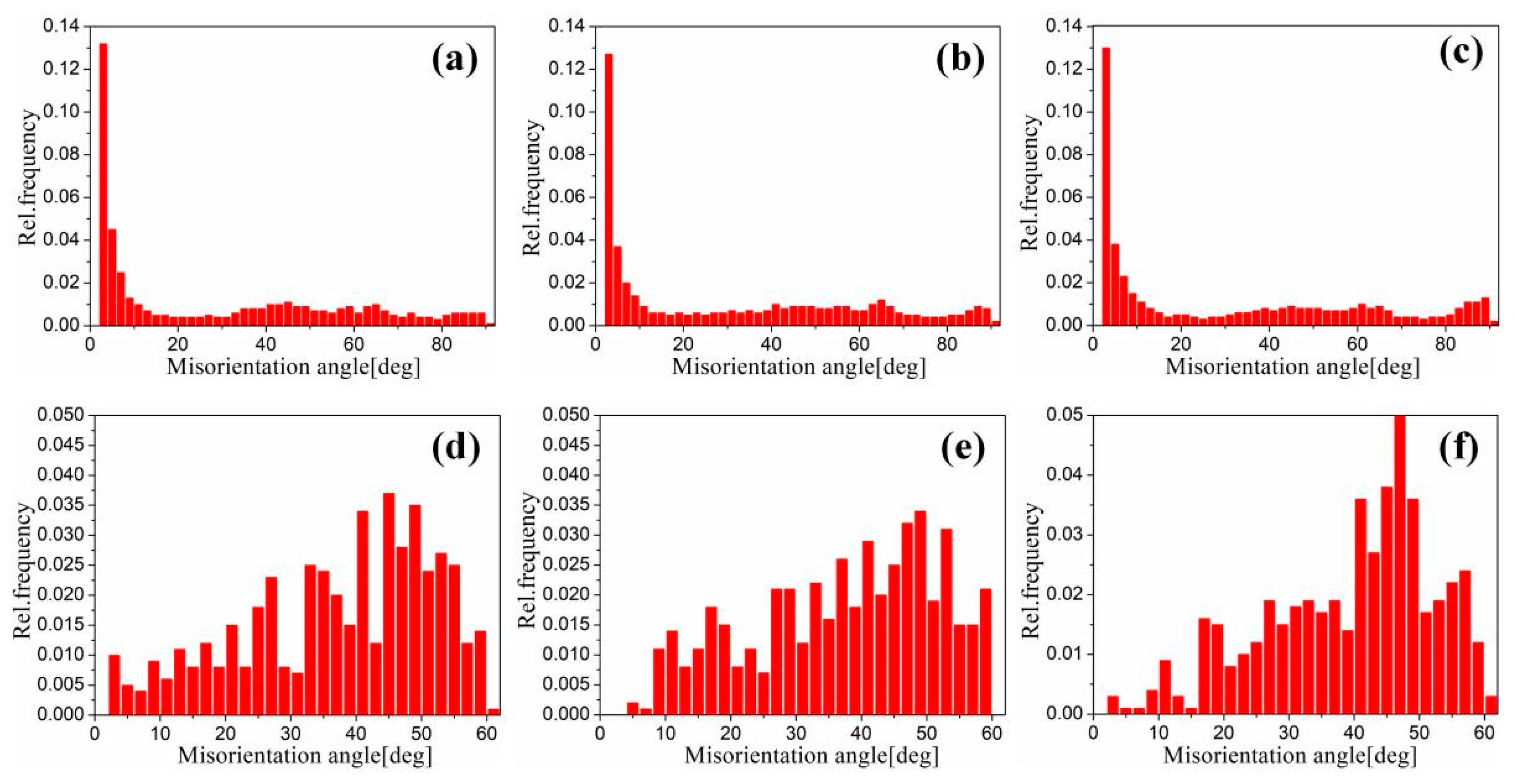
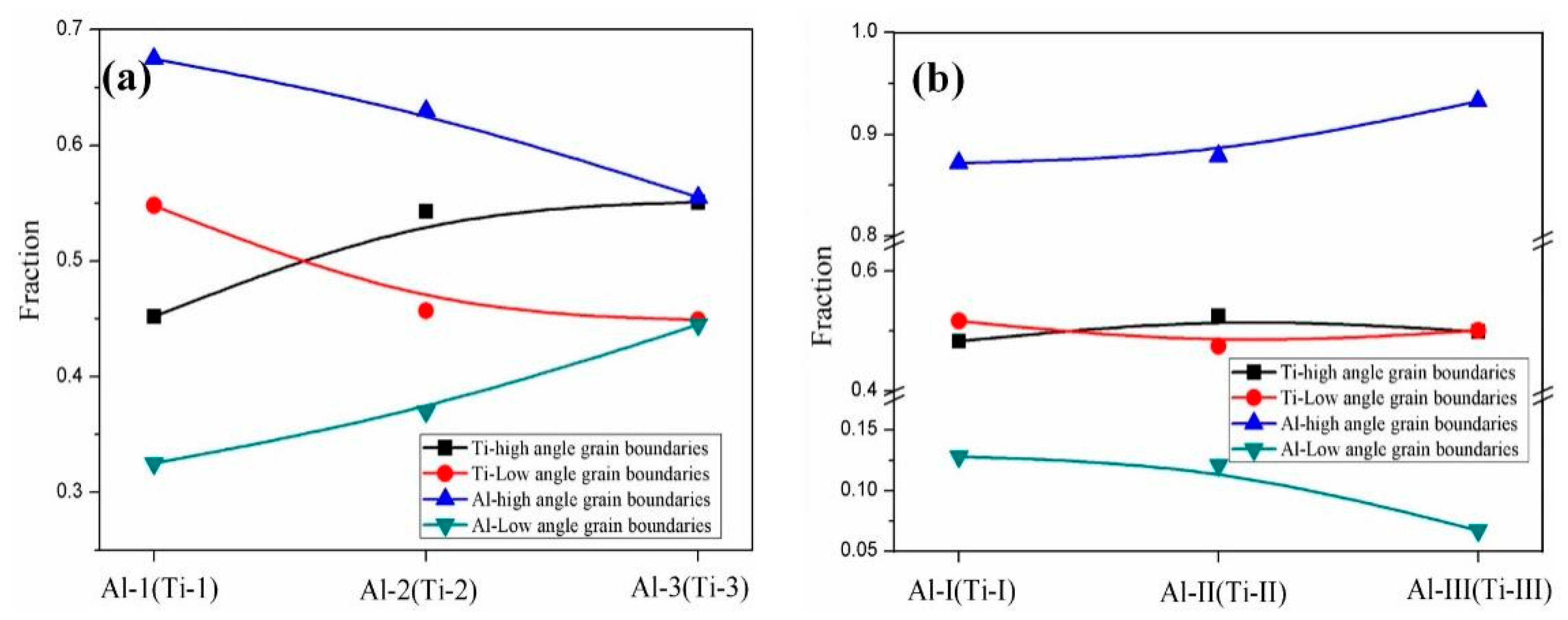
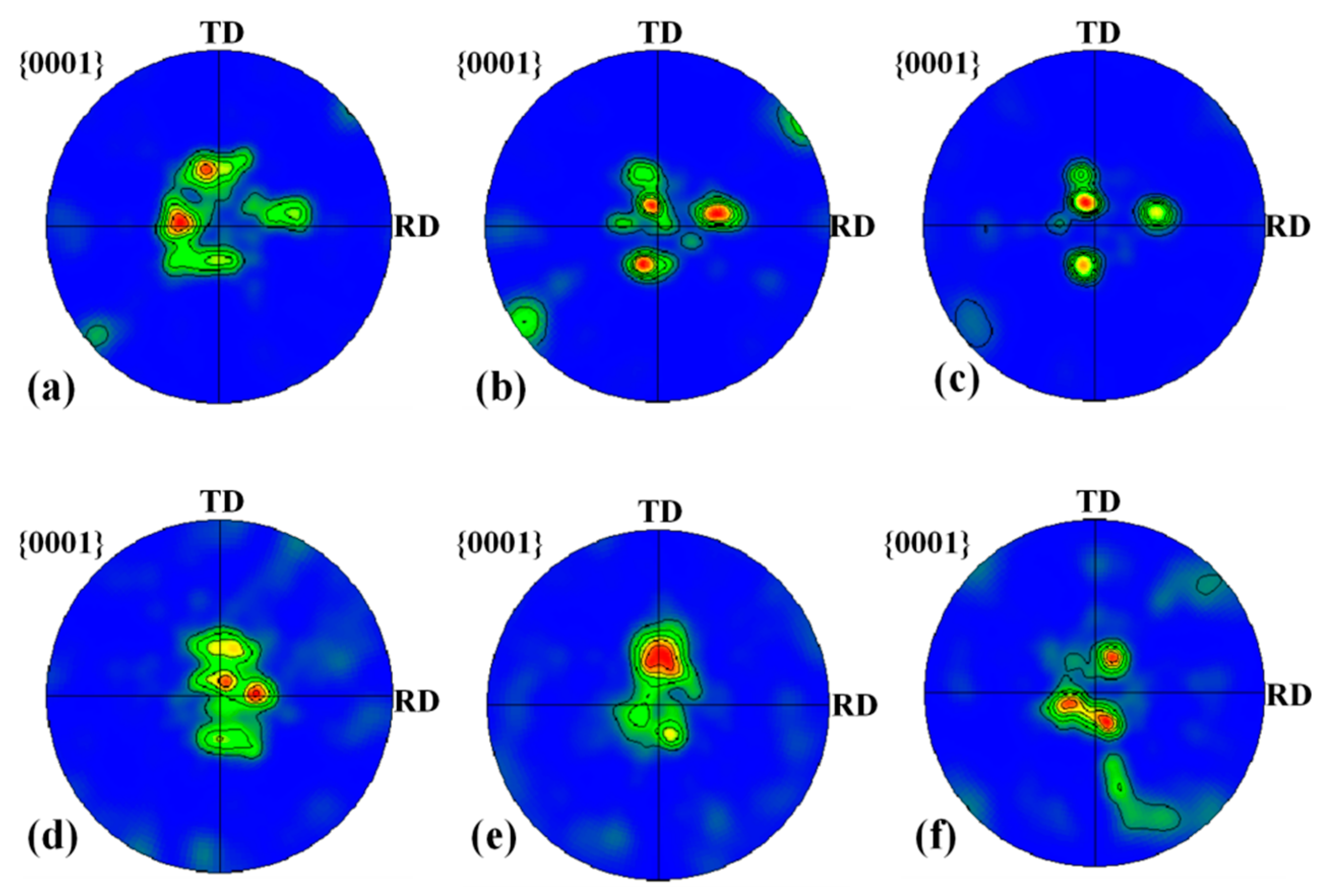
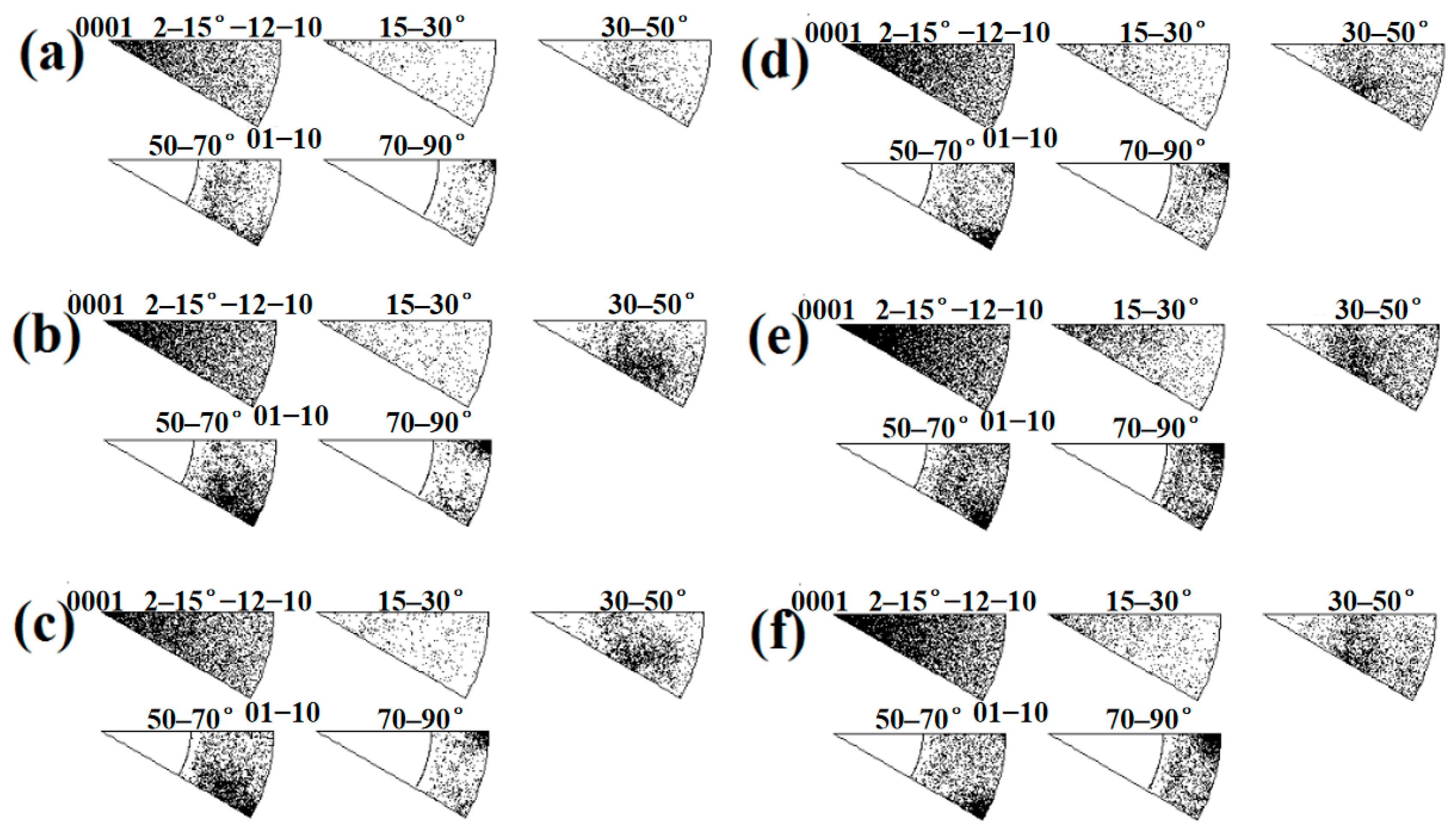
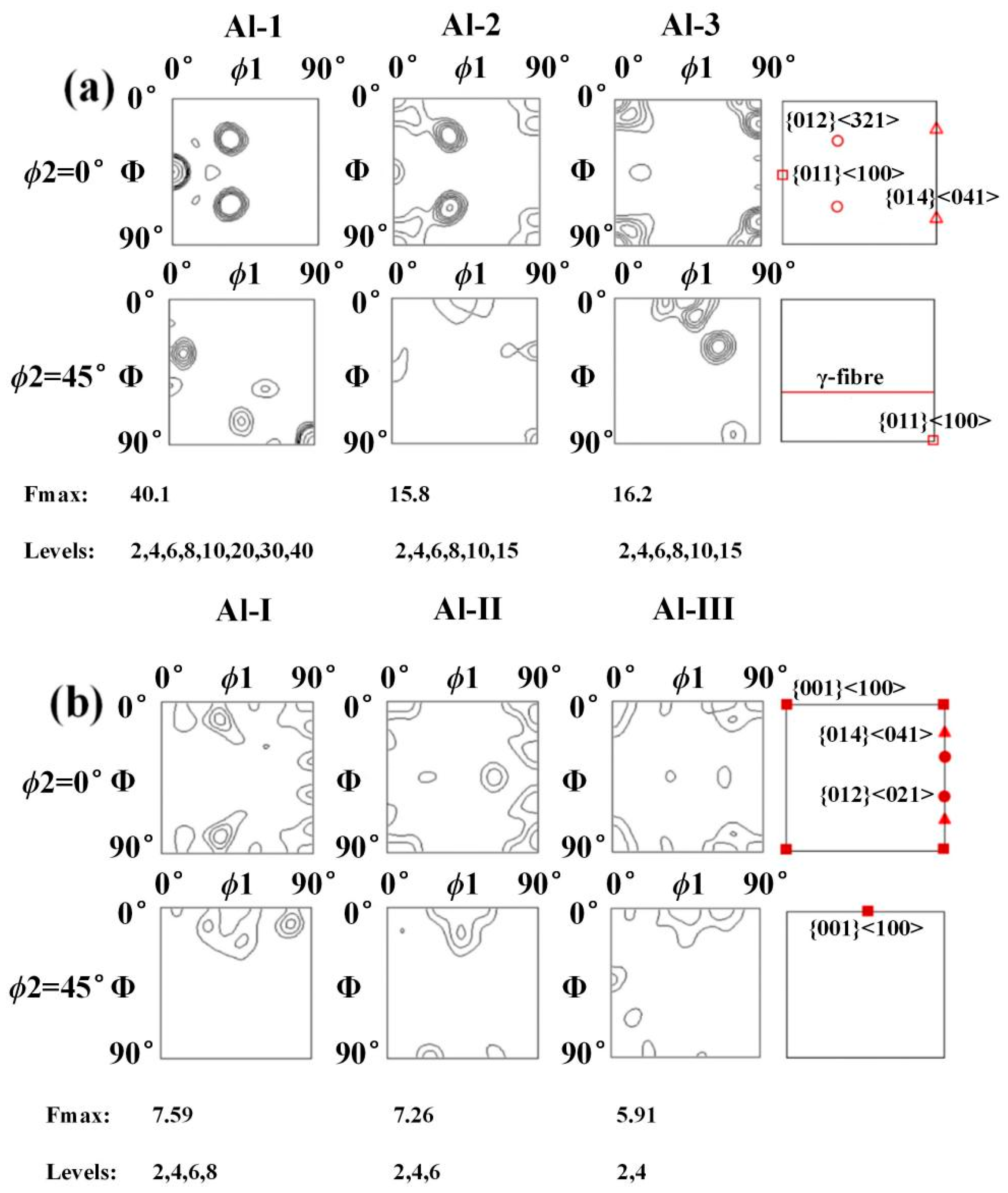
3.6.2. Texture
3.7. Interfacial Bonding Mechanism of the Ti/Al Clad
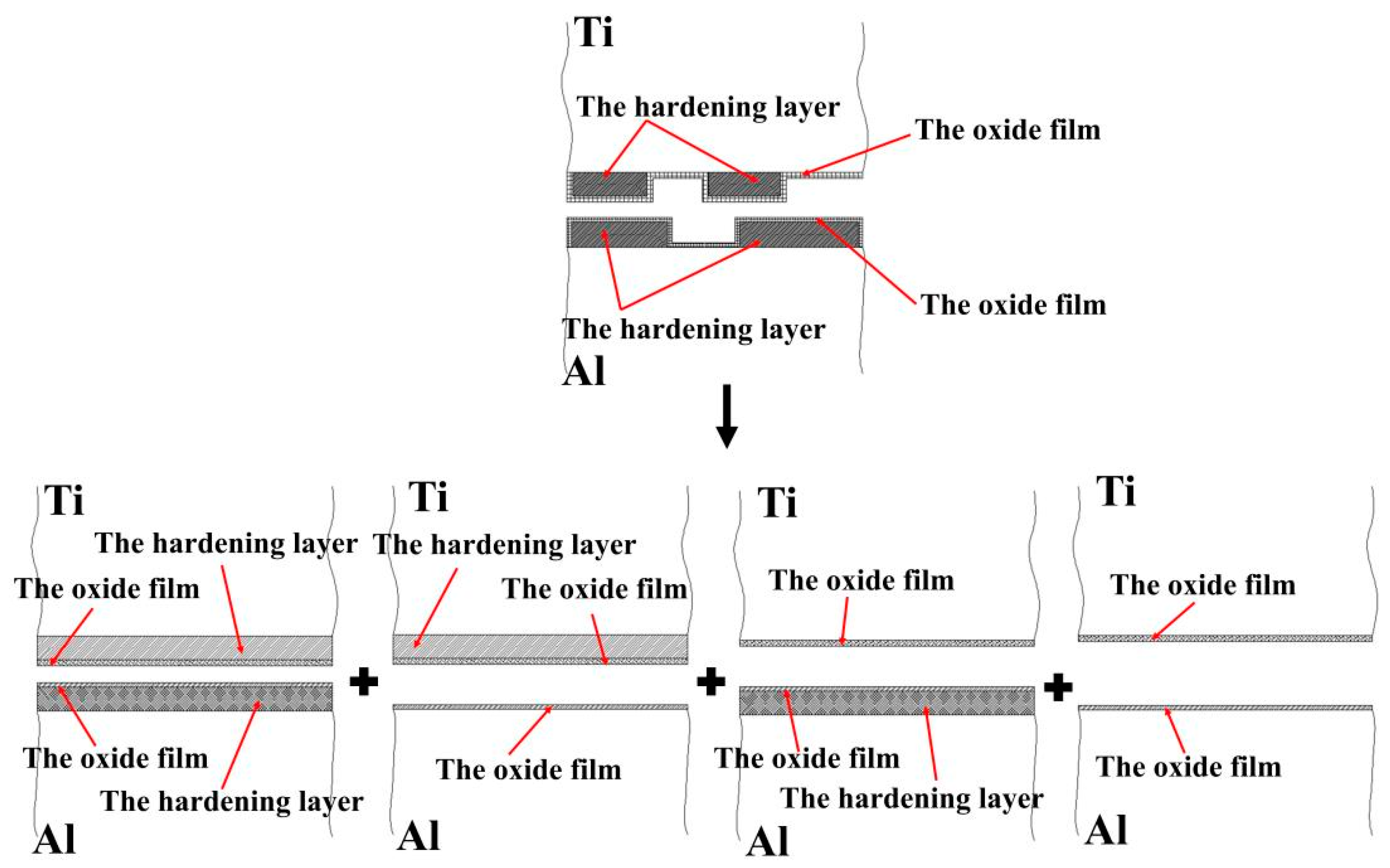
3.7.1. Fracture of the Hardening Layer and Oxide Film under the Rolling Pressure
3.7.2. Microscopic Extrusion of Metal through Cracks
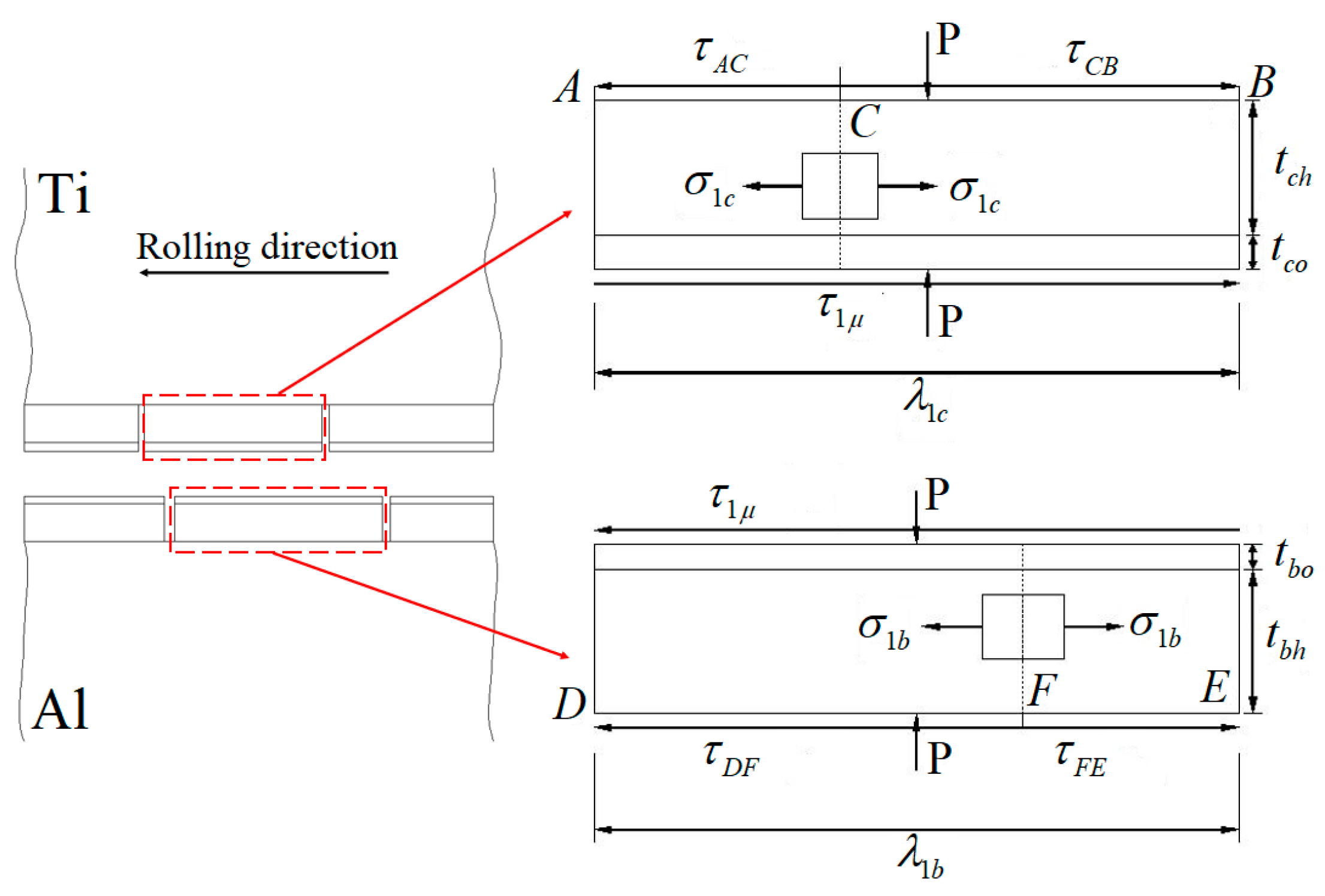
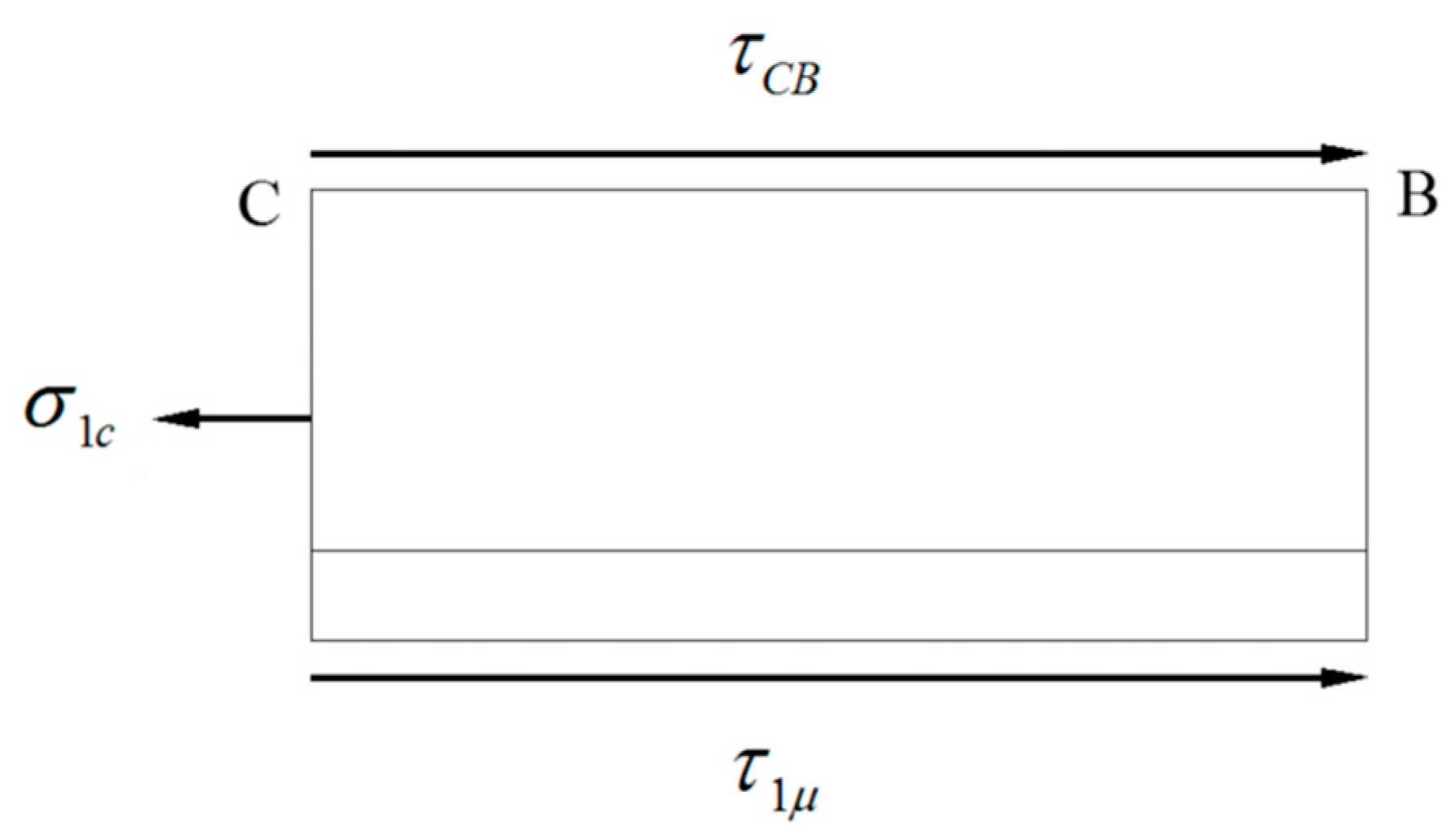
3.7.3. Interfacial Bonding Mechanics of the Ti/Al Clad by the Cold Roll Bonding Process
4. Conclusions
- (1)
- The peel strength of the Ti/Al composite sheet increases with increasing rolling reduction. At the same reduction, the Ti/Al composite sheet with initial aluminium pre-strengthening has higher peel strength, especially at a large reduction.
- (2)
- With the increase in rolling reduction, the deformation coordination between titanium and aluminium tends to improve. The deformation coordination of the Ti/Al composite sheet with initial aluminium pre-strengthening is better, which is related to the strain hardening of titanium and aluminium.
- (3)
- The peeling surfaces of Ti/Al cold-rolled composite sheets have common characteristics: there is aluminium residue on the titanium side, but there is almost no titanium residue on the aluminium side. For Ti/Al composite sheets with an identical initial strength of aluminium, greater reduction corresponds to more aluminium residue on the titanium side. For Ti/Al composite sheets under the same reduction, a greater initial strength of the aluminium corresponds to less aluminium residue on the titanium side.
- (4)
- When the reduction is below 42%, the crack gap at the interface is several microns. When the reduction is 50%, the crack gap becomes larger with an average of 10~40 μm, the interface presents a sawtooth shape, and a shear deformation zone at 45° to the interface is formed on the titanium side near the interface.
- (5)
- The activation of twins in the titanium layer is related to the restriction degree of the aluminium and the orientation of the titanium matrix, which affects the microstructure uniformity of the titanium layer. The change degree of the components of twins on the titanium side for the Ti/Al composite sheet with initial aluminium annealing is stronger than that for the Ti/Al composite sheet with initial aluminium pre-strengthening. The strong change in the components of twins may cause the low uniformity of the microstructure on the titanium side.
- (6)
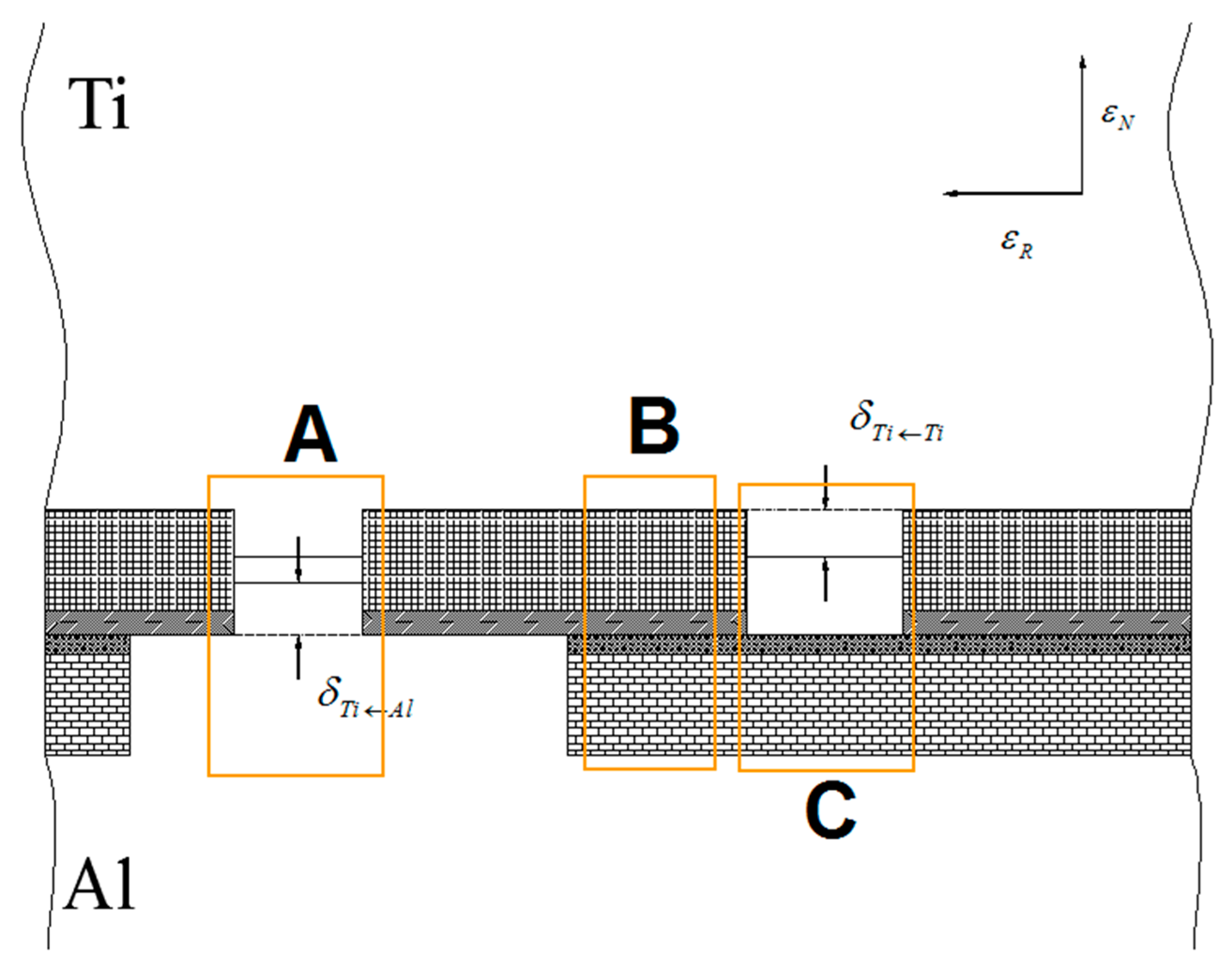
- A model considering the rupture of the surface oxide film and hardening layer and the metal extrusion process is established. The interfacial bonding strength of the Ti/Al composite sheet depends on the four strong bonding areas. The bonding strength of the Ti/Al composite sheet with aluminium pre-strengthening is higher than that with aluminium annealing. The strength of aluminium in strong bonding areas is the main factor, and the residual aluminium on the peeling surface of the titanium side is the secondary factor.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ma, M.; Huo, P.; Liu, W.C.; Wang, G.J.; Wang, D.M. Microstructure and mechanical properties of Al/Ti/Al laminated composites prepared by roll bonding. Mater. Sci. Eng. A 2015, 636, 301–310. [Google Scholar] [CrossRef]
- Lee, K.S.; Bae, S.J.; Lee, H.W.; Kang, S.H. Interface-correlated bonding properties for a roll-bonded Ti/Al 2-ply sheet. Mater. Charact. 2017, 134, 163–171. [Google Scholar] [CrossRef]
- Du, Y.; Fan, G.H.; Yu, T.B.; Hansen, D.; Geng, L.; Huang, X.X. Laminated Ti-Al composites: Processing, structure and strength. Mater. Sci. Eng. A 2016, 673, 572–580. [Google Scholar] [CrossRef]
- Mo, T.Q.; Chen, J.; Chen, Z.J.; He, W.J.; Liu, Q. Microstructure Evolution During Roll Bonding and Growth of Interfacial Intermetallic Compounds in Al/Ti/Al Laminated Metal Composites. JOM 2019, 71, 4769–4777. [Google Scholar] [CrossRef]
- Xiao, H.; Qi, Z.C.; Yu, C.; Xu, C. Preparation and properties for Ti/Al clad plates generated by differential temperature rolling. J. Mater. Process. Technol. 2017, 249, 285–290. [Google Scholar] [CrossRef]
- Miyajima, Y.; Iguchi, K.; Onaka, S.; Kato, M. Effects of Rolling Reduction and Strength of Composed Layers on Bond Strength of Pure Copper and Aluminium Alloy Clad Sheets Fabricated by Cold Roll Bonding. Adv. Mater. Sci. Eng. 2014, 2014, 614821. [Google Scholar] [CrossRef]
- Wu, B.; Li, L.; Xia, C.D.; Guo, X.F.; Zhou, D.J. Effect of surface nitridingtreatment in a steel plate on the interfacial bonding strength of the aluminum/steel clad sheets by the cold roll bonding process. Mater. Sci. Eng. A 2017, 682, 270–278. [Google Scholar] [CrossRef]
- Wang, C.Y.; Jiang, Y.B.; Xie, J.X.; Zhou, D.J.; Zhang, X.J. Effect of the steel sheet surface hardening state on interfacial bonding strength of embedded aluminum–steel composite sheet produced by cold roll bonding process. Mater. Sci. Eng. A 2016, 652, 51–58. [Google Scholar] [CrossRef]
- Fu, L.; Xiao, H.; Yu, C.; Lv, Q.; Zhang, S.Y.; Xie, H.B. Bonding enhancement of cold rolling Al/steel composite plates via self-nano film modification. J. Mater. Process. Technol. 2022, 300, 117427. [Google Scholar] [CrossRef]
- Zhang, W.; Bay, N. A Numerical Model for Cold Welding of Metals. CIRP Ann.-Manuf. Technol. 1996, 45, 215–220. [Google Scholar] [CrossRef]
- Le, H.R.; Sutcliffe, M.P.F.; Wang, P.Z.; Burstein, G.T. Surface oxide fracture in cold aluminium rolling. Acta Mater. 2004, 52, 911–920. [Google Scholar] [CrossRef]
- Yang, W. An Investigation of Bonding Mechanism in Metal Cladding by Warm Rolling; Texas A&M University: College Station, TX, USA, 2011. [Google Scholar]
- Hosseini, M.; Manesh, H.D. Bond strength optimization of Ti/Cu/Ti clad composites produced by roll-bonding. Mater. Des. 2015, 81, 122–132. [Google Scholar] [CrossRef]
- Yang, D.K.; Xiong, J.Y.; Hodgson, P.; Wen, C.E. Influence of deformation-induced heating on the bond strength of rolled metal multilayers. Mater. Lett. 2009, 63, 2300–2302. [Google Scholar] [CrossRef]
- Dyakonov, G.S.; Mironov, S.; Zherebtsov, S.V.; Malysheva, S.P.; Salishchev, G.A.; Salem, A.A.; Semiatin, S.L. Grain-structure development in heavily cold-rolled alpha-titanium. Mater. Sci. Eng. A 2014, 607, 145–154. [Google Scholar] [CrossRef]
- Zherebtsov, S.V.; Dyakonov, G.S.; Salem, A.A.; Malysheva, S.P.; Salishchev, G.A.; Semiatin, S.L. Evolution of grain and subgrain structure during cold rolling of commercial-purity titanium. Mater. Sci. Eng. A 2011, 528, 3474–3479. [Google Scholar] [CrossRef]
- Zeng, Z.P.; Jonsson, S.; Roven, H.J. The effects of deformation conditions on microstructure and texture of commercially pure Ti. Acta Mater. 2009, 57, 5822–5833. [Google Scholar] [CrossRef]
- Chun, Y.B.; Yu, S.H.; Semiatin, S.L.; Hwang, S.K. Effect of deformation twinning on microstructure and texture evolution during cold rolling of CP-titanium. Mater. Sci. Eng. A 2005, 398, 209–219. [Google Scholar] [CrossRef]
- Lee, J.K.; Lee, D.N. Texture control and grain refinement of AA1050 Al alloy sheets by asymmetric rolling. Int. J. Mech. Sci. 2008, 50, 869–887. [Google Scholar] [CrossRef]
- Thornburg, D.R.; Piehler, H.R. An analysis of constrained deformation by slip and twinning in hexagonal close packed metals and alloys. Metall. Trans. A 1975, 6, 1511–1523. [Google Scholar] [CrossRef]
- Lopatin, N.V. Microstructure evolution in pure titanium during warm deformation by combined rolling processes. Mater. Sci. Eng. A 2012, 556, 704–715. [Google Scholar] [CrossRef]
- Sutcliffe, M.P.F. Flattening of Random Rough Surfaces in Metal-Forming Processes. ASME J. Tribol. 1999, 121, 433–440. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1985. [Google Scholar]































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Composition (wt.%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | O | N | H | Ti | Fe | Al | Mn | Si | |
| TA1 | 0.024 | 0.062 | 0.0076 | 0.002 | Bal. | 0.023 | - | - | - |
| AA4047 | - | - | - | - | 0.15 | 0.8 | Bal. | 0.15 | 12.0 |
| Materials | YS (MPa) (Transverse Direction) | YS (MPa) (Rolling Direction) | El (%) |
|---|---|---|---|
| Al ① | 43.6 | 43.6 | 50.8 |
| Al ② | 94.0 | 98.0 | 6.0 |
| Al ③ | 258.0 | 279.0 | 4.0 |
| TA1 | 229.4 | 229.4 | 40.8 |
| Specimen | Specimen Number | Surface Treatment | State of Aluminium | Rolling Reduction |
|---|---|---|---|---|
| A | A1 | Wire brushing | Al ② | 35.6 |
| A2 | Wire brushing | Al ② | 43.3 | |
| A3 | Wire brushing | Al ② | 50.6 | |
| B | B1 | Wire brushing | Al ① | 35.8 |
| B2 | Wire brushing | Al ① | 42.8 | |
| B3 | Wire brushing | Al ① | 50.3 | |
| C | C1 | Wire brushing | Al ③ | 35.9 |
| C2 | Wire brushing | Al ③ | 41.8 | |
| C3 | Wire brushing | Al ③ | 50.3 |
| Deformation Mode | Plane | Direction | Critical Resolved Shear Stress (CRSS, MPa) |
|---|---|---|---|
| Basal slip, <a> | {0001} | <110> | 190 |
| Prismatic slip, <a> | {100} | <110> | 34 |
| Pyramidal slip, <a> | {101} | <110> | 136 |
| Pyramidal slip, <c+a> | {101} | <23> | 276 |
| Tension twin, T1 | {102} | <10> | 65 |
| Tension twin, T2 | {111} | <26> | - |
| Compression twin, C1 | {112} | <11> | 180 |
| Compression twin, C2 | {101} | <012> | 83 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Wu, J.; Liu, Q.; Ji, S.; Zheng, X.; Wang, F.; Wang, J. Effect of the Strength of Initial Aluminium on the Bonding Properties and Deformation Coordination of Ti/Al Composite Sheets by the Cold Roll Bonding Process. Crystals 2022, 12, 1665. https://doi.org/10.3390/cryst12111665
Liu J, Wu J, Liu Q, Ji S, Zheng X, Wang F, Wang J. Effect of the Strength of Initial Aluminium on the Bonding Properties and Deformation Coordination of Ti/Al Composite Sheets by the Cold Roll Bonding Process. Crystals. 2022; 12(11):1665. https://doi.org/10.3390/cryst12111665
Chicago/Turabian StyleLiu, Jiageng, Jiang Wu, Qian Liu, Shuai Ji, Xinlu Zheng, Feng Wang, and Jiang Wang. 2022. "Effect of the Strength of Initial Aluminium on the Bonding Properties and Deformation Coordination of Ti/Al Composite Sheets by the Cold Roll Bonding Process" Crystals 12, no. 11: 1665. https://doi.org/10.3390/cryst12111665
APA StyleLiu, J., Wu, J., Liu, Q., Ji, S., Zheng, X., Wang, F., & Wang, J. (2022). Effect of the Strength of Initial Aluminium on the Bonding Properties and Deformation Coordination of Ti/Al Composite Sheets by the Cold Roll Bonding Process. Crystals, 12(11), 1665. https://doi.org/10.3390/cryst12111665