Concept Study for an Integrated Reactor-Crystallizer Process for the Continuous Biocatalytic Synthesis of (S)-1-(3-Methoxyphenyl)ethylamine


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Chemicals
2.2. Biocatalyst
2.3. Donor Amine Salt Synthesis
2.4. Solubility Measurements
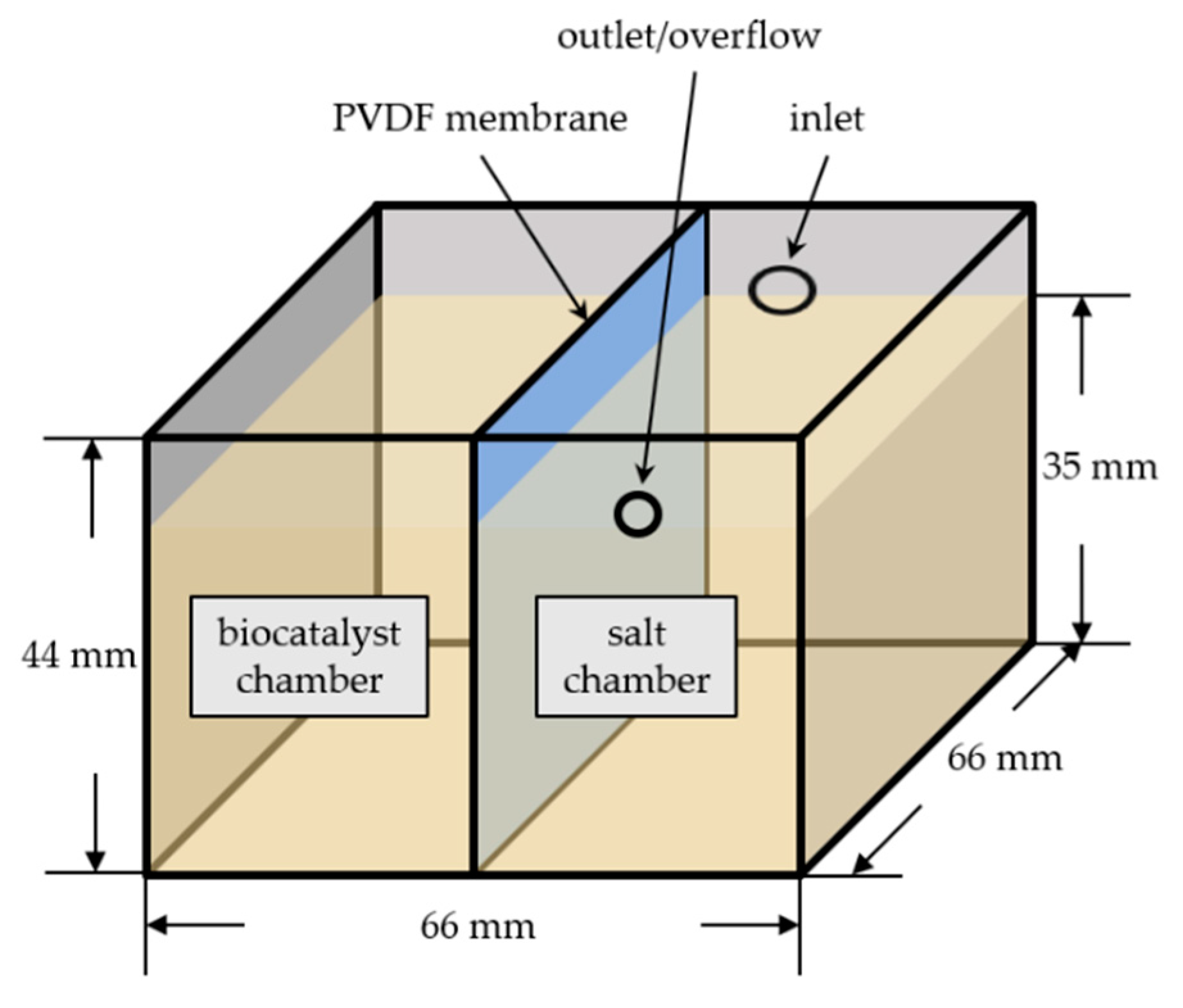
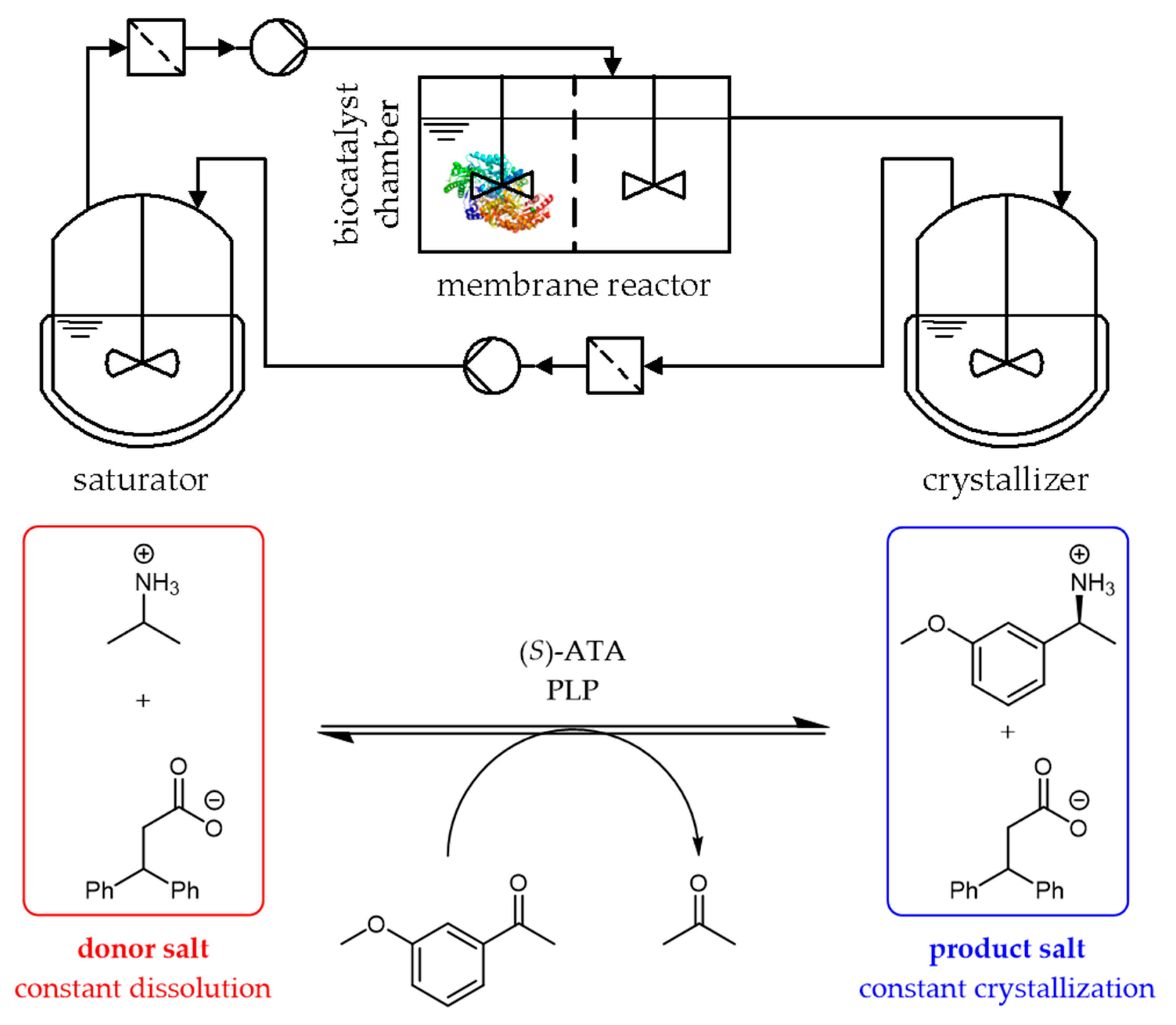
2.5. Reactor Setup
2.6. Membrane Reactor Procedure
2.7. Triple Vessel Procedure
2.8. Sampling
2.9. Chromatography
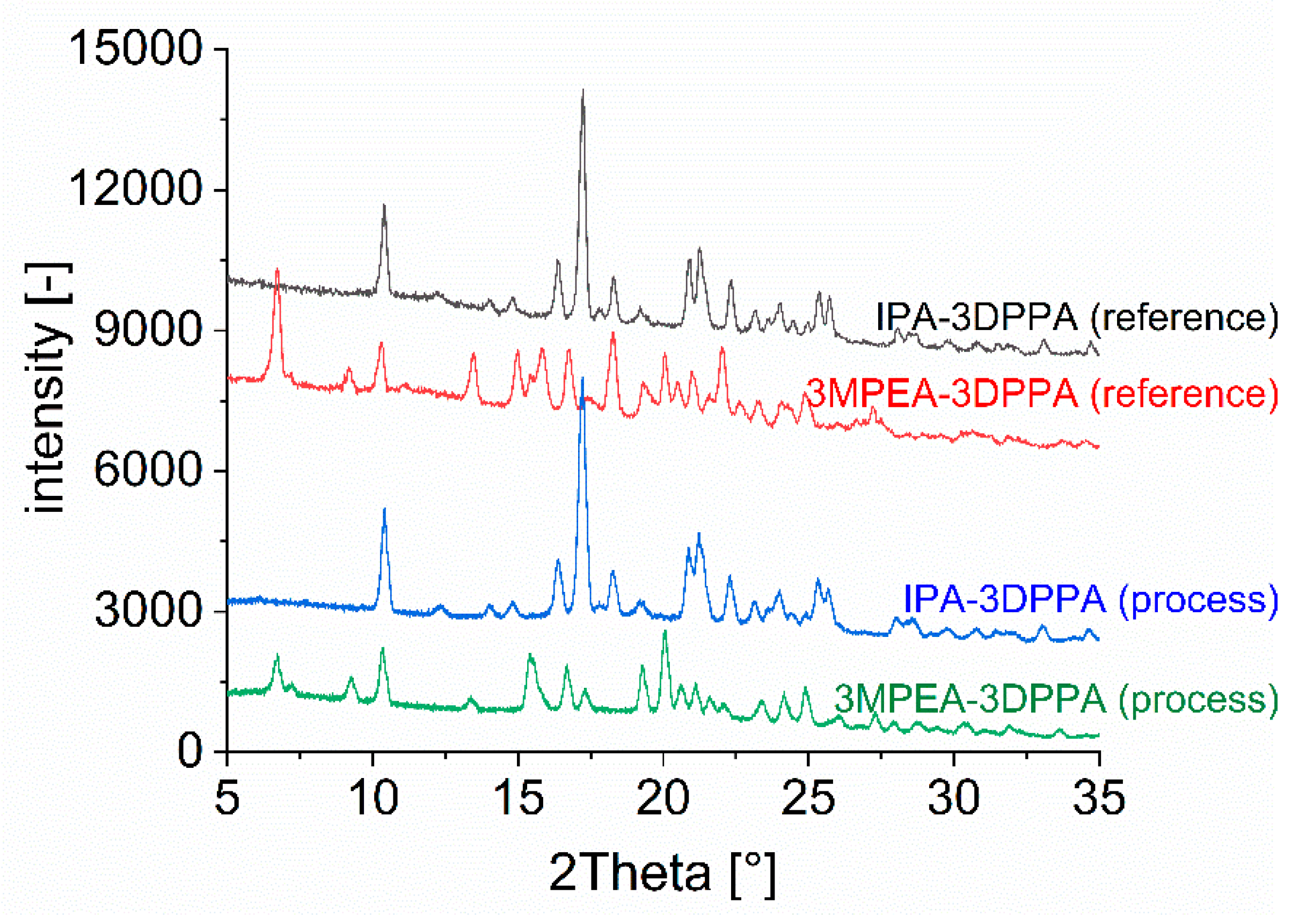
2.10. X-ray Powder Diffraction (XRPD)
2.11. Nuclear Magnetic Resonance (NMR)
3. Results and Discussion
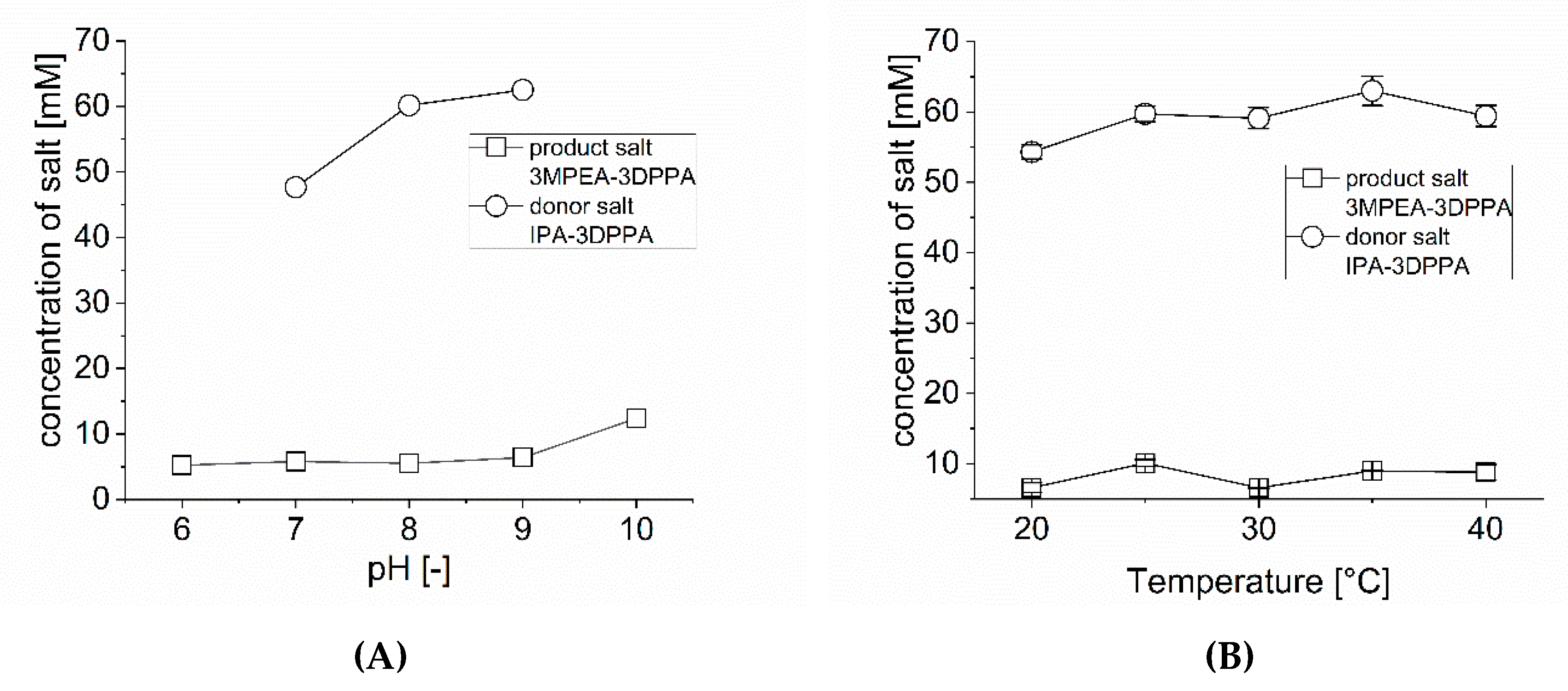
3.1. Salt Solubilities
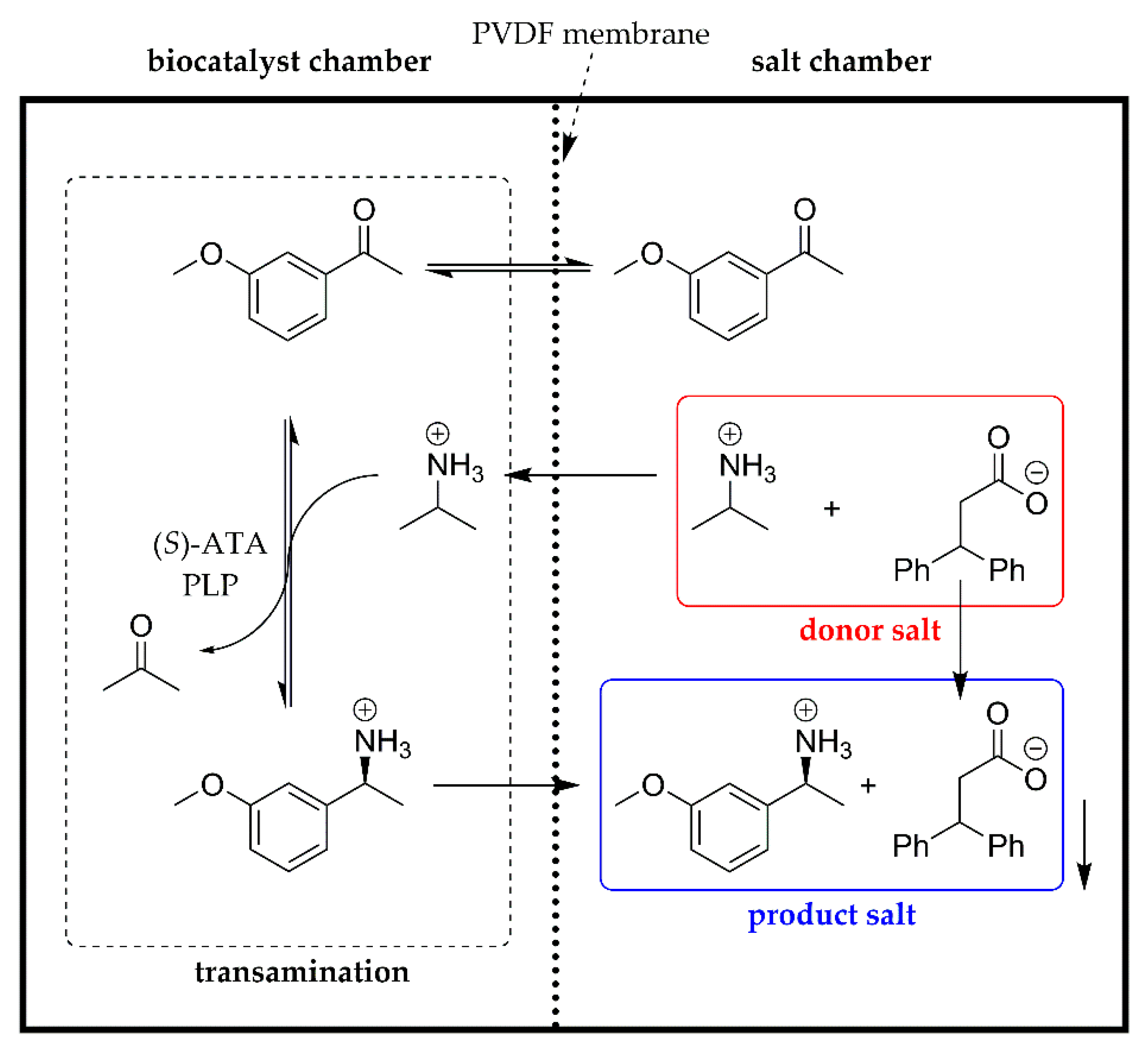
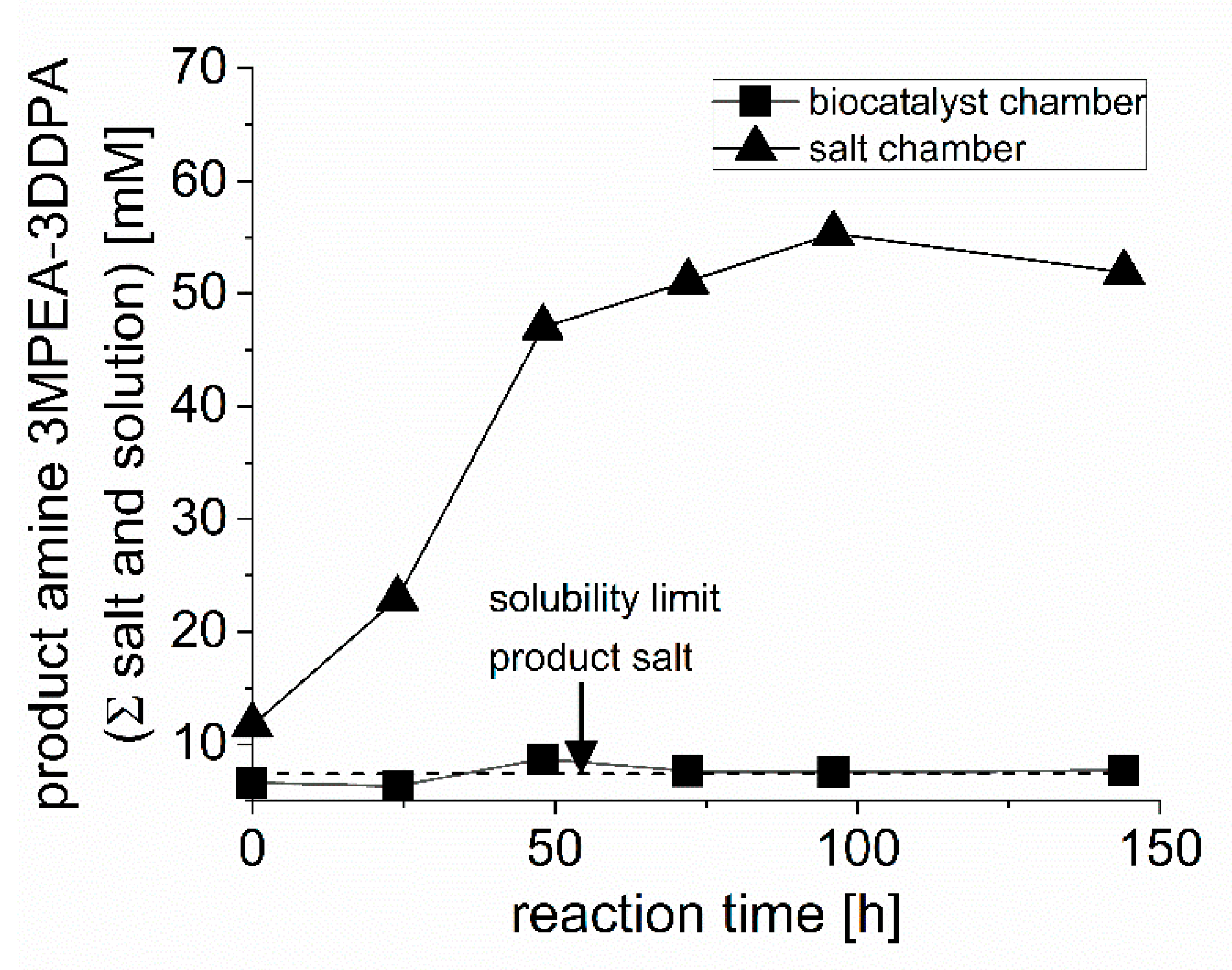
3.2. Single Membrane Reactor
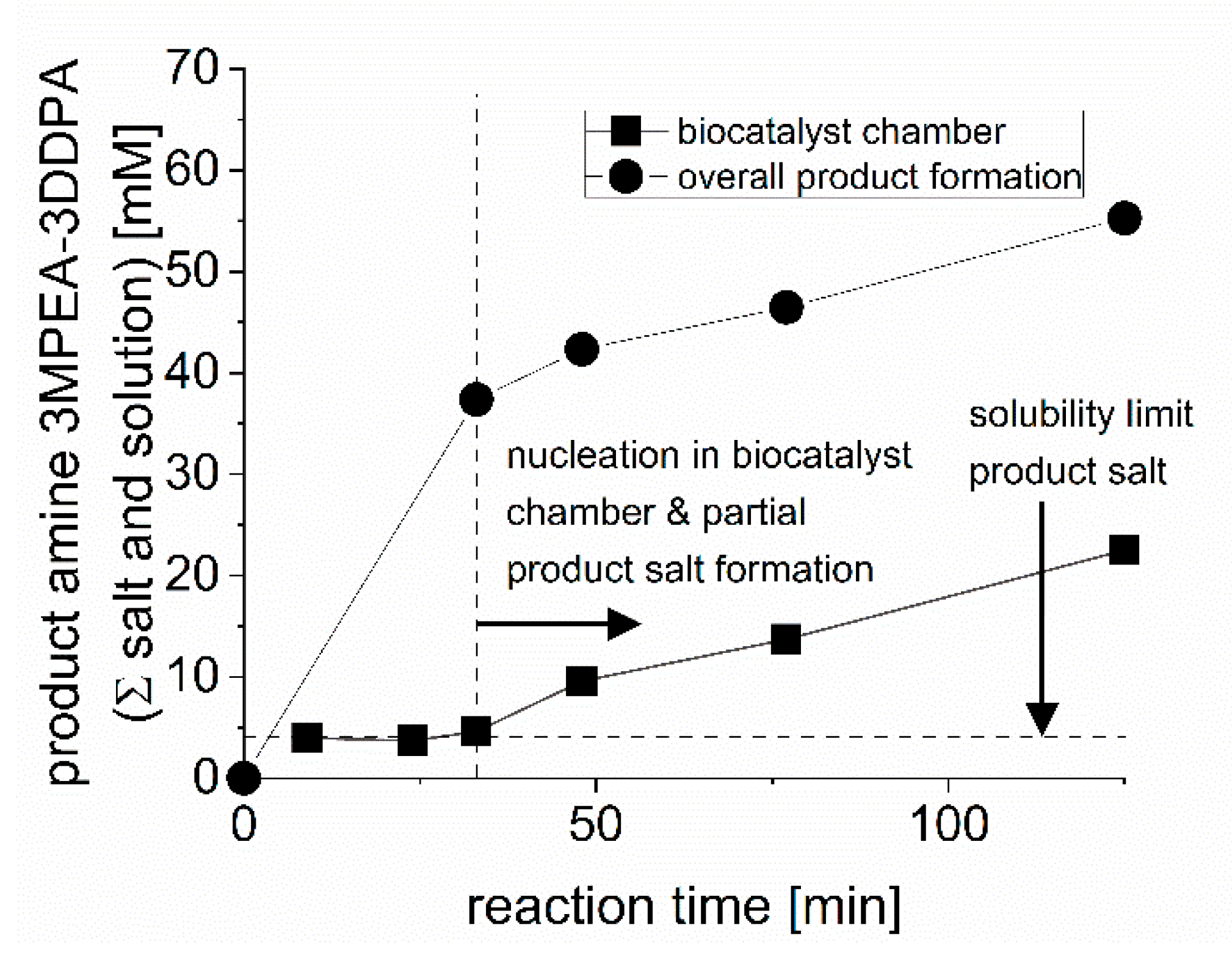
3.3. Combined Triple Vessel Concept
4. Summary and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviation
| 3DPPA | 3,3-Diphenylpropionic acid |
| 3MAP | 3′-Methoxyacetophenone |
| 3MPEA | (S)-1-(3-Methoxyphenyl)ethylamine |
| 3MPEA-3DPPA | (S)-1-(3-Methoxyphenyl)ethylammonium 3,3-diphenylpropionate (product salt) |
| ATA | Amine transaminase |
| CPME | Cyclopentylmethyl ether |
| HEPES | 2-[4-(2-Hydroxyethyl)piperazin-1-yl]ethanesulfonic acid |
| IPA | Isopropylamine |
| IPA-3DPPA | Isopropylammonium 3,3-diphenylpropionate (donor salt) |
| NMR | Nuclear magnetic resonance |
| PLP | Pyridoxal 5’-phosphate |
| PVDF | Polyvinylidene fluoride transfer membrane |
| XRPD | X-ray powder diffraction |
Appendix A
Appendix A.1. NMR-Data
Appendix A.1.1. Donor Salt IPA-3DPPA
Appendix A.1.2. Product Salt 3MPEA-3DPPA
References
- Narancic, T.; Davis, R.; Nikodinovic-Runic, J.; O’ Connor, K.E. Recent developments in biocatalysis beyond the laboratory. Biotechnol. Lett. 2015, 37, 943–954. [Google Scholar] [CrossRef] [PubMed]
- Choi, J.-M.; Han, S.-S.; Kim, H.-S. Industrial applications of enzyme biocatalysis: Current status and future aspects. Biotechnol. Adv. 2015, 33, 1443–1454. [Google Scholar] [CrossRef] [PubMed]
- Reetz, M.T. Biocatalysis in organic chemistry and biotechnology: Past, present, and future. J. Am. Chem. Soc. 2013, 135, 12480–12496. [Google Scholar] [CrossRef] [PubMed]
- Munoz Solano, D.; Hoyos, P.; Hernaiz, M.J.; Alcantara, A.R.; Sanchez-Montero, J.M. Industrial biotransformations in the synthesis of building blocks leading to enantiopure drugs. Bioresour. Technol. 2012, 115, 196–207. [Google Scholar] [CrossRef]
- Clouthier, C.M.; Pelletier, J.N. Expanding the organic toolbox: A guide to integrating biocatalysis in synthesis. Chem. Soc. Rev. 2012, 41, 1585–1605. [Google Scholar] [CrossRef]
- Bornscheuer, U.T.; Huisman, G.W.; Kazlauskas, R.J.; Lutz, S.; Moore, J.C.; Robins, K. Engineering the third wave of biocatalysis. Nature 2012, 485, 185–194. [Google Scholar] [CrossRef]
- Wohlgemuth, R. The locks and keys to industrial biotechnology. New Biotechnol. 2009, 25, 204–213. [Google Scholar] [CrossRef]
- Ni, Y.; Holtmann, D.; Hollmann, F. How Green is Biocatalysis? To Calculate is To Know. ChemCatChem 2014, 6, 930–943. [Google Scholar] [CrossRef]
- Hülsewede, D.; Meyer, L.-E.; von Langermann, J. Application of In Situ Product Crystallization and Related Techniques in Biocatalytic Processes. Chem. Eur. J. 2019, 25, 4871–4884. [Google Scholar] [CrossRef]
- Enz, A. Phenylcarbamate for the Inhibition of Acetylcholinesterase. Patent DE3805744C2, 24 February 1988. [Google Scholar]
- Farlow, M.R.; Cummings, J.L. Effective pharmacologic management of Alzheimer’s disease. Am. J. Med. 2007, 120, 388–397. [Google Scholar] [CrossRef]
- Emre, M. Rivastigmine in Parkinson’s Disease Dementia. CNS Drugs 2006, 20, 748–750. [Google Scholar] [CrossRef]
- Fuchs, M.; Koszelewski, D.; Tauber, K.; Kroutil, W.; Faber, K. Chemoenzymatic asymmetric total synthesis of (S)-Rivastigmine using omega-transaminases. Chem. Commun. 2010, 46, 5500–5502. [Google Scholar] [CrossRef] [PubMed]
- Steffen-Munsberg, F.; Vickers, C.; Kohls, H.; Land, H.; Mallin, H.; Nobili, A.; Skalden, L.; van den Bergh, T.; Joosten, H.-J.; Berglund, P.; et al. Bioinformatic analysis of a PLP-dependent enzyme superfamily suitable for biocatalytic applications. Biotechnol. Adv. 2015, 33, 566–604. [Google Scholar] [CrossRef] [PubMed]
- Mallin, H.; Höhne, M.; Bornscheuer, U.T. Immobilization of (R)- and (S)-amine transaminases on chitosan support and their application for amine synthesis using isopropylamine as donor. J. Biotechnol. 2014, 191, 32–37. [Google Scholar] [CrossRef]
- Hülsewede, D.; Tänzler, M.; Süss, P.; Mildner, A.; Menyes, U.; Langermann, J. von. Development of an in situ-Product Crystallization (ISPC)-Concept to Shift the Reaction Equilibria of Selected Amine Transaminase-Catalyzed Reactions. Eur. J. Org. Chem. 2018, 18, 2130–2133. [Google Scholar] [CrossRef]
- Payer, S.E.; Schrittwieser, J.H.; Kroutil, W. Vicinal Diamines as Smart Cosubstrates in the Transaminase-Catalyzed Asymmetric Amination of Ketones. Eur. J. Org. Chem. 2017, 2017, 2553–2559. [Google Scholar] [CrossRef]
- Satyawali, Y.; Ehimen, E.; Cauwenberghs, L.; Maesen, M.; Vandezande, P.; Dejonghe, W. Asymmetric synthesis of chiral amine in organic solvent and in-situ product recovery for process intensification: A case study. Biochem. Eng. J. 2017, 117, 97–104. [Google Scholar] [CrossRef]
- Heintz, S.; Borner, T.; Ringborg, R.H.; Rehn, G.; Grey, C.; Nordblad, M.; Kruhne, U.; Gernaey, K.V.; Adlercreutz, P.; Woodley, J.M. Development of in situ product removal strategies in biocatalysis applying scaled-down unit operations. Biotechnol. Bioeng. 2017, 114, 600–609. [Google Scholar] [CrossRef]
- Rehn, G.; Ayres, B.; Adlercreutz, P.; Grey, C. An improved process for biocatalytic asymmetric amine synthesis by in situ product removal using a supported liquid membrane. J. Mol. Catal. B Enzym. 2016, 123, 1–7. [Google Scholar] [CrossRef]
- Gomm, A.; Lewis, W.; Green, A.P.; O’Reilly, E. A New Generation of Smart Amine Donors for Transaminase-Mediated Biotransformations. Chem. Eur. J. 2016, 22, 12692–12695. [Google Scholar] [CrossRef]
- Börner, T.; Rehn, G.; Grey, C.; Adlercreutz, P. A Process Concept for High-Purity Production of Amines by Transaminase-Catalyzed Asymmetric Synthesis: Combining Enzyme Cascade and Membrane-Assisted ISPR. Org. Process Res. Dev. 2015, 19, 793–799. [Google Scholar] [CrossRef]
- Green, A.P.; Turner, N.J.; O’Reilly, E. Chiral amine synthesis using omega-transaminases: An amine donor that displaces equilibria and enables high-throughput screening. Angew. Chem. Int. Ed. 2014, 53, 10714–10717. [Google Scholar] [CrossRef] [PubMed]
- Cassimjee, K.E.; Branneby, C.; Abedi, V.; Wells, A.; Berglund, P. Transaminations with isopropyl amine: Equilibrium displacement with yeast alcohol dehydrogenase coupled to in situ cofactor regeneration. Chem. Commun. 2010, 46, 5569–5571. [Google Scholar] [CrossRef] [PubMed]
- Rehn, G.; Adlercreutz, P.; Grey, C. Supported liquid membrane as a novel tool for driving the equilibrium of omega-transaminase catalyzed asymmetric synthesis. J. Biotechnol. 2014, 179, 50–55. [Google Scholar] [CrossRef] [PubMed]
- Höhne, M.; Bornscheuer, U.T. Biocatalytic Routes to Optically Active Amines. ChemCatChem 2009, 1, 42–51. [Google Scholar] [CrossRef]
- Simon, R.C.; Richter, N.; Busto, E.; Kroutil, W. Recent Developments of Cascade Reactions Involving ω-Transaminases. ACS Catal. 2014, 4, 129–143. [Google Scholar] [CrossRef]
- Koszelewski, D.; Lavandera, I.; Clay, D.; Rozzell, D.; Kroutil, W. Asymmetric Synthesis of Optically Pure Pharmacologically Relevant Amines Employing ω-Transaminases. Adv. Synth. Catal. 2008, 350, 2761–2766. [Google Scholar] [CrossRef]
- Slabu, I.; Galman, J.L.; Lloyd, R.C.; Turner, N.J. Discovery, Engineering, and Synthetic Application of Transaminase Biocatalysts. ACS Catal. 2017, 7, 8263–8284. [Google Scholar] [CrossRef]
- Hülsewede, D.; Dohm, J.-N.; von Langermann, J. Donor Amine Salt-Based Continuous in situ- Product Crystallization in Amine Transaminase-Catalyzed Reactions. Adv. Synth. Catal. 2019, 361, 2727–2733. [Google Scholar] [CrossRef]
- Meng, Q.; Capra, N.; Palacio, C.M.; Lanfranchi, E.; Otzen, M.; van Schie, L.Z.; Rozeboom, H.J.; Thunnissen, A.-M.W.H.; Wijma, H.J.; Janssen, D.B. Robust ω-Transaminases by Computational Stabilization of the Subunit Interface. ACS Catal. 2020, 2915–2928. [Google Scholar] [CrossRef]
- Grabner, B.; Nazario, M.A.; Gundersen, M.T.; Loïs, S.; Fantini, S.; Bartsch, S.; Woodley, J.M.; Gruber-Woelfler, H. Room-temperature solid phase ionic liquid (RTSPIL) coated ω-transaminases: Development and application in organic solvents. Mol. Catal. 2018, 452, 11–19. [Google Scholar] [CrossRef]
- Miložič, N.; Lubej, M.; Lakner, M.; Žnidaršič-Plazl, P.; Plazl, I. Theoretical and experimental study of enzyme kinetics in a microreactor system with surface-immobilized biocatalyst. Chem. Eng. J. 2017, 313, 374–381. [Google Scholar] [CrossRef]
- Rehn, G.; Grey, C.; Branneby, C.; Lindberg, L.; Adlercreutz, P. Activity and stability of different immobilized preparations of recombinant E. coli cells containing ω-transaminase. Process Biochem. 2012, 47, 1129–1134. [Google Scholar] [CrossRef]
- Sheldon, R.A. Enzyme Immobilization: The Quest for Optimum Performance. Adv. Synth. Catal. 2007, 349, 1289–1307. [Google Scholar] [CrossRef]
- Uthoff, F.; Sato, H.; Gröger, H. Formal Enantioselective Hydroamination of Non-Activated Alkenes: Transformation of Styrenes into Enantiomerically Pure 1-Phenylethylamines in Chemoenzymatic One-Pot Synthesis. ChemCatChem 2017, 9, 555–558. [Google Scholar] [CrossRef]
- Wachtmeister, J.; Jakoblinnert, A.; Kulig, J.; Offermann, H.; Rother, D. Whole-Cell Teabag Catalysis for the Modularisation of Synthetic Enzyme Cascades in Micro-Aqueous Systems. ChemCatChem 2014, 6, 1051–1058. [Google Scholar] [CrossRef]









© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hülsewede, D.; Temmel, E.; Kumm, P.; von Langermann, J. Concept Study for an Integrated Reactor-Crystallizer Process for the Continuous Biocatalytic Synthesis of (S)-1-(3-Methoxyphenyl)ethylamine. Crystals 2020, 10, 345. https://doi.org/10.3390/cryst10050345
Hülsewede D, Temmel E, Kumm P, von Langermann J. Concept Study for an Integrated Reactor-Crystallizer Process for the Continuous Biocatalytic Synthesis of (S)-1-(3-Methoxyphenyl)ethylamine. Crystals. 2020; 10(5):345. https://doi.org/10.3390/cryst10050345
Chicago/Turabian StyleHülsewede, Dennis, Erik Temmel, Peter Kumm, and Jan von Langermann. 2020. "Concept Study for an Integrated Reactor-Crystallizer Process for the Continuous Biocatalytic Synthesis of (S)-1-(3-Methoxyphenyl)ethylamine" Crystals 10, no. 5: 345. https://doi.org/10.3390/cryst10050345
APA StyleHülsewede, D., Temmel, E., Kumm, P., & von Langermann, J. (2020). Concept Study for an Integrated Reactor-Crystallizer Process for the Continuous Biocatalytic Synthesis of (S)-1-(3-Methoxyphenyl)ethylamine. Crystals, 10(5), 345. https://doi.org/10.3390/cryst10050345