Enzymatically-Mediated Co-Production of Cellulose Nanocrystals and Fermentable Sugars


 and
and 
Abstract
1. Introduction
2. Results and Discussion
2.1. Cellulase Cocktail Dosages Response Curve
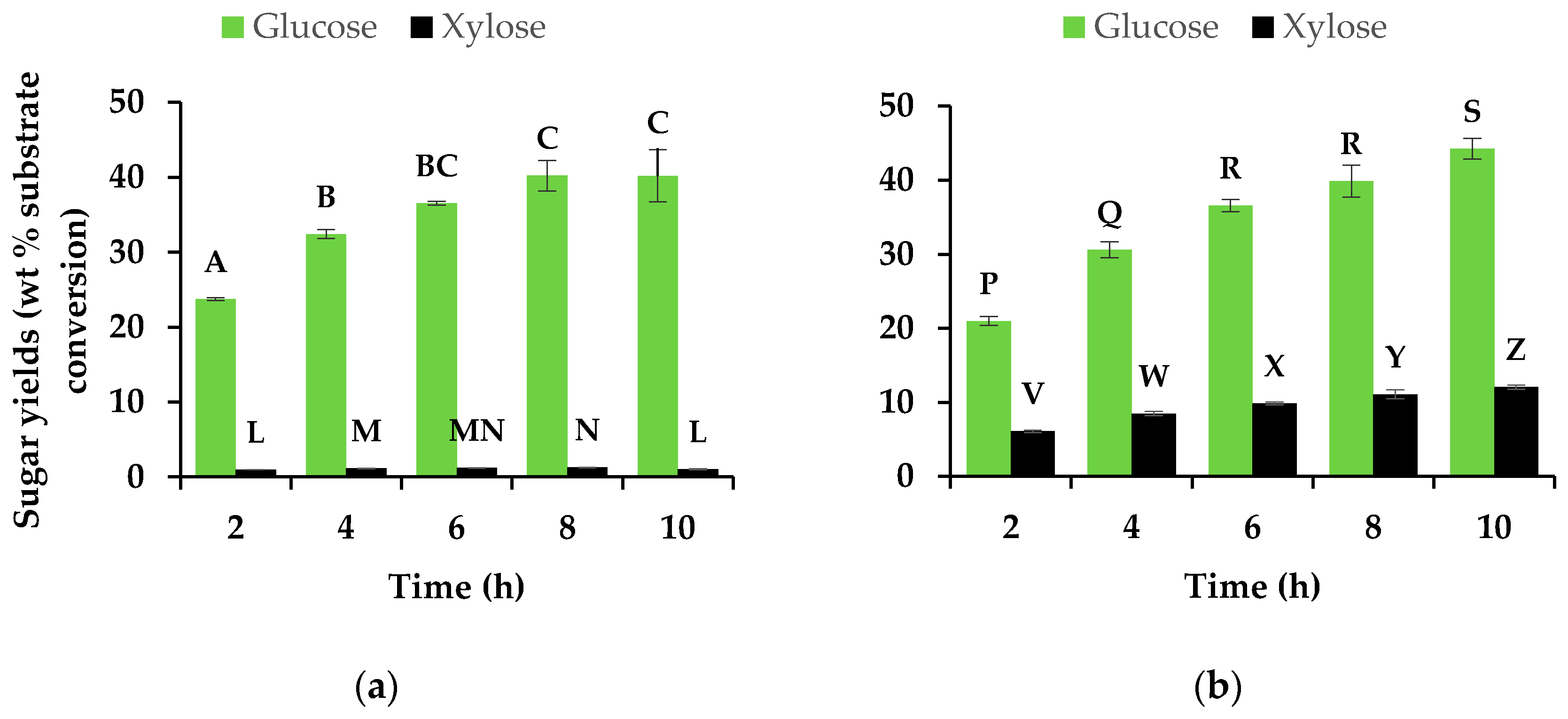
2.2. Substrate Degradation Profile
2.3. CNC Yield (wt % Acid-Hydrolyzed Feedstock)
2.4. Overall CNC Yield (wt % Original Feedstock)
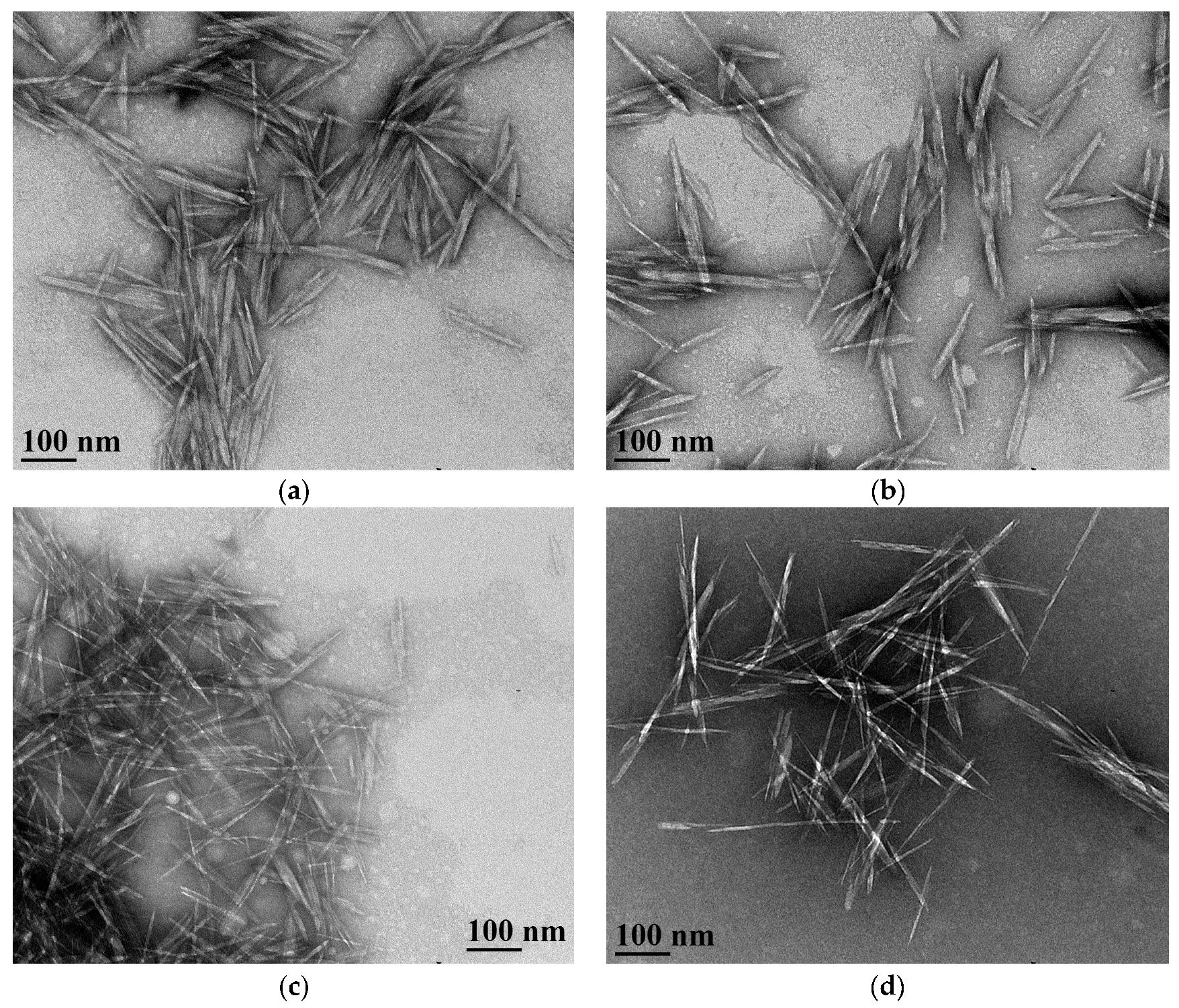
2.5. Structure of CNC under Transmission Electron Microscope
3. Materials and Methods
3.1. Enzymatic Hydrolysis
3.1.1. Cellulase Cocktail Load
3.1.2. Enzymatic Treatment
3.2. Undigested Solids and Sugar Analysis
3.3. Acid Hydrolysis for CNC Isolation
3.4. Transmission Electron Microscope Imaging
3.5. Statistical Analysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Resolute Forest Products. 2016 Annual Report. Available online: http://www.pfresolu.com/uploadedFiles/Media/Publications/RFP_2016–Annual-Report.pdf (accessed on 8 September 2017).
- Larsson, P.T.; Wickholm, K.; Iversen, T. A CP/MAS Carbon-13 NMR Investigation of Molecular Ordering in Celluloses. Carbohydr. Res. 1997, 302, 19–25. [Google Scholar] [CrossRef]
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose Nanomaterials Review: Structure, Properties and Nanocomposites. Chem. Soc. Rev. 2011, 40, 3941–3994. [Google Scholar] [CrossRef] [PubMed]
- Beck-Candanedo, S.; Roman, M.; Gray, D.G. Effect of Reaction Conditions on the Properties and Behavior of Wood Cellulose Nanocrystal Suspensions. Biomacromolecules 2005, 6, 1048–1054. [Google Scholar] [CrossRef] [PubMed]
- Shin, Y.; Bae, I.T.; Arey, B.W.; Exarhos, G.J. Simple Preparation and Stabilization of Nickel Nanocrystals on Cellulose Nanocrystal. Mater. Lett. 2007, 61, 3215–3217. [Google Scholar] [CrossRef]
- De Souza Lima, M.M.; Wong, J.T.; Paillet, M.; Borsali, R.; Pecora, R. Translational and Rotational Dynamics of Rodlike Cellulose Whiskers. Langmuir 2003, 19, 24–29. [Google Scholar] [CrossRef]
- George, J.; Ramana, K.V.; Bawa, A.S.; Siddaramaiah. Bacterial Cellulose Nanocrystals Exhibiting High Thermal Stability and Their Polymer Nanocomposites. Int. J. Biol. Macromol. 2011, 48, 50–57. [Google Scholar] [CrossRef] [PubMed]
- Mariano, M.; El Kissi, N.; Dufresne, A. Cellulose Nanocrystals and Related Nanocomposites: Review of Some Properties and Challenges. J. Polym. Sci. Part B Polym. Phys. 2014, 52, 791–806. [Google Scholar] [CrossRef]
- Moon, R.J.; Beck, S.; Rudie, A. Cellulose Nanocrystals—A Material with Unique Properties and Many Potential Applications. In Production and Applications of Cellulose Nanomaterials; Postek, M.T., Rudie, A.W., Bilodeau, M.A., Eds.; TAPPI Press: Peachtree Corners, GA, USA, 2013; p. 9. ISBN 978-1-59510-224-9. [Google Scholar]
- Cao, Y.; Zavaterri, P.; Youngblood, J.; Moon, R.; Weiss, J. Cement & Concrete Composites The Influence of Cellulose Nanocrystal Additions on the Performance of Cement Paste. Cem. Concr. Compos. 2015, 56, 73–83. [Google Scholar] [CrossRef]
- Fortunati, E.; Armentano, I.; Zhou, Q.; Iannoni, A.; Saino, E.; Visai, L.; Berglund, L.A. Multifunctional Bionanocomposite Films of Poly (Lactic Acid), Cellulose Nanocrystals and Silver Nanoparticles. Carbohydr. Polym. 2012, 87, 1596–1605. [Google Scholar] [CrossRef]
- Kong, X.; Zhao, L.; Curtis, J.M. Polyurethane Nanocomposites Incorporating Biobased Polyols and Reinforced with a Low Fraction of Cellulose Nanocrystals. Carbohydr. Polym. 2016, 152, 487–495. [Google Scholar] [CrossRef] [PubMed]
- Kaboorani, A.; Riedl, B.; Blanchet, P.; Fellin, M.; Hosseinaei, O.; Wang, S. Nanocrystalline Cellulose (NCC): A Renewable Nano-Material for Polyvinyl Acetate (PVA) Adhesive. Eur. Polym. J. 2012, 48, 1829–1837. [Google Scholar] [CrossRef]
- Hanif, Z.; Ahmed, F.R.; Won, S.; Kim, Y.; Ho, S. Colloids and Surfaces B: Biointerfaces Size- and Dose-Dependent Toxicity of Cellulose Nanocrystals (CNC) on Human Fibroblasts and Colon Adenocarcinoma. Colloids Surf. B Biointerfaces 2014, 119, 162–165. [Google Scholar] [CrossRef] [PubMed]
- Ni, H.; Zeng, S.; Wu, J.; Cheng, X.; Luo, T.; Wang, W. Cellulose Nanowhiskers: Preparation, Characterization and Cytotoxicity Evaluation. Biomed. Mater. Eng. 2012, 22, 121–127. [Google Scholar] [CrossRef] [PubMed]
- Dong, S.; Roman, M. Fluorescently Labeled Cellulose Nanocrystals for Bioimaging Applications. J. Am. Chem. Soc. 2007, 129, 13810–13811. [Google Scholar] [CrossRef] [PubMed]
- Jackson, J.K.; Letchford, K.; Wasserman, B.Z.; Ye, L.; Burt, H.M. The Use of Nanocrystalline Cellulose for the Binding and Controlled Release of Drugs. Int. J. Nanomed. 2011, 6, 321–330. [Google Scholar] [CrossRef]
- Shopsowitz, K.E.; Qi, H.; Hamad, W.Y.; Maclachlan, M.J. Free-Standing Mesoporous Silica Films with Tunable Chiral Nematic Structures. Nature 2010, 468, 422–425. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Deng, X.; Shen, W.; Jiang, L. Controlled Enzymolysis Preparation of Nanocrystalline Cellulose from Pretreated Cotton Fibers. BioResources 2012, 7, 4237–4248. [Google Scholar] [CrossRef]
- Peng, B.L.; Dhar, N.; Liu, H.L.; Tam, K.C. Chemistry and Applications of Nanocrystalline Cellulose and Its Derivatives: A Nanotechnology Perspective. Can. J. Chem. Eng. 2011, 89, 1191–1206. [Google Scholar] [CrossRef]
- Habibi, Y.; Lucia, L.A.; Rojas, O.J. Cellulose Nanocrystals: Chemistry, Self-Assembly, and Applications. Chem. Rev. 2010, 110, 3479–3500. [Google Scholar] [CrossRef] [PubMed]
- Lu, P.; Hsieh, Y.-L. Preparation and Properties of Cellulose Nanocrystals: Rods, Spheres, and Network. Carbohydr. Polym. 2010, 82, 329–336. [Google Scholar] [CrossRef]
- Nickerson, R.F.; Habrle, J.A. Cellulose Intercrystalline Structure. Ind. Eng. Chem. 1947, 39, 1507–1512. [Google Scholar] [CrossRef]
- Marcoccia, B.; Edwards, M.; Cooper, M.D. Methods for the Manufacture of Cellulose Nanocrystals. US9297111 B1. Available online: https://www.google.com/patents/US9297111 (accessed on 28 April 2017).
- George, J.; Sabapathi, S.N. Cellulose Nanocrystals: Synthesis, Functional Properties, and Applications. Nanotechnol. Sci. Appl. 2015, 8, 45–54. [Google Scholar] [CrossRef] [PubMed]
- Gamelas, J.A.F.; Pedrosa, J.; Lourenço, A.F.; Mutjé, P.; González, I.; Chinga-Carrasco, G.; Singh, G.; Ferreira, P.J.T. On the Morphology of Cellulose Nanofibrils Obtained by TEMPO-Mediated Oxidation and Mechanical Treatment. Micron 2015, 72, 28–33. [Google Scholar] [CrossRef] [PubMed]
- Novo, L.P.; Bras, J.; Garcia, A.; Belgacem, N.; Curvelo, A.A.S. Subcritical Water: A Method for Green Production of Cellulose Nanocrystals. ACS Sustain. Chem. Eng. 2015, 3, 2839–2846. [Google Scholar] [CrossRef]
- Gusakov, A.V. Alternatives to Trichoderma Reesei in Biofuel Production. Trends Biotechnol. 2011, 29, 419–425. [Google Scholar] [CrossRef] [PubMed]
- Arantes, V.; Saddler, J.N. Access to Cellulose Limits the Efficiency of Enzymatic Hydrolysis: The Role of Amorphogenesis. Biotechnol. Biofuels 2010, 3, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Sasaki, T.; Tanaka, T.; Nanbu, N.; Sato, Y.; Kainuma, K. Correlation between X-ray Diffraction Measurements of Cellulose Crystal Structure and the Suceptibility to Microbial Cellulase. Biotechnol. Bioeng. 1979, 21, 1031–1042. [Google Scholar] [CrossRef]
- Fan, L.T.; Lee, Y.H.; Beardmore, D.R. The Influence of Major Structural Features of Cellulose on Rate of Enzymatic Hydrolysis. Biotechnol. Bioeng. 1981, 23, 419–424. [Google Scholar] [CrossRef]
- Hall, M.; Bansal, P.; Lee, J.H.; Realff, M.J.; Bommarius, A.S. Cellulose Crystallinity—A Key Predictor of the Enzymatic Hydrolysis Rate. FEBS J. 2010, 277, 1571–1582. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.B.; Kim, I.H.; Ryu, D.D.; Taguchi, H. Structural Properties of Cellulose and Cellulase Reaction Mechanism. Biotechnol. Bioeng. 1983, 25, 33–51. [Google Scholar] [CrossRef] [PubMed]
- Mansfield, S.D.; Mooney, C.; Saddler, J.N. Substrate and Enzyme Characteristics That Limit Cellulose Hydrolysis. Biotechnol. Prog. 1999, 15, 804–816. [Google Scholar] [CrossRef] [PubMed]
- Doblin, M.S.; Kurek, I.; Jacob-Wilk, D.; Delmer, D.P. Cellulose Biosynthesis in Plants: From Genes to Rosettes. Plant Cell Physiol. 2002, 43, 1407–1420. [Google Scholar] [CrossRef] [PubMed]
- Langan, P.; Petridis, L.; O’Neill, H.M.; Pingali, S.V.; Foston, M.; Nishiyama, Y.; Schulz, R.; Lindner, B.; Hanson, B.L.; Harton, S.; et al. Common Processes Drive the Thermochemical Pretreatment of Lignocellulosic Biomass. Green Chem. 2014, 16, 63–68. [Google Scholar] [CrossRef]
- Arantes, V.; Gourlay, K.; Saddler, J.N. The Enzymatic Hydrolysis of Pretreated Pulp Fibers Predominantly Involves “peeling/erosion” Modes of Action. Biotechnol. Biofuels 2014, 7, 87. [Google Scholar] [CrossRef] [PubMed]
- Zhao, H.; Kwak, J.H.; Conrad Zhang, Z.; Brown, H.M.; Arey, B.W.; Holladay, J.E. Studying Cellulose Fiber Structure by SEM, XRD, NMR and Acid Hydrolysis. Carbohydr. Polym. 2007, 68, 235–241. [Google Scholar] [CrossRef]
- Paakko, M.; Ankerfors, M.; Kosonen, H.; Nykanen, A.; Ahola, S.; Osterberg, M.; Ruokolainen, J.; Laine, J.; Larsson, P.T.; Ikkala, O.; et al. Enzymatic Hydrolysis Combined with Mechanical Shearing and High-Pressure Homogenization for Nanoscale Cellulose Fibrils and Strong Gels. Biomacromolecules 2007, 8, 1934–1941. [Google Scholar] [CrossRef] [PubMed]
- Henriksson, M.; Henriksson, G.; Berglund, L.A.; Lindström, T. An Environmentally Friendly Method for Enzyme-Assisted Preparation of Microfibrillated Cellulose (MFC) Nanofibers. Eur. Polym. J. 2007, 43, 3434–3441. [Google Scholar] [CrossRef]
- Siqueira, G.; Tapin-Lingua, S.; Bras, J.; da Silva Perez, D.; Dufresne, A. Morphological Investigation of Nanoparticles Obtained from Combined Mechanical Shearing, and Enzymatic and Acid Hydrolysis of Sisal Fibers. Cellulose 2010, 17, 1147–1158. [Google Scholar] [CrossRef]
- Zhu, J.Y.; Sabo, R.; Luo, X. Integrated Production of Nano-Fibrillated Cellulose and Cellulosic Biofuel (Ethanol) by Enzymatic Fractionation of Wood Fibers. Green Chem. 2011, 13, 1339–1344. [Google Scholar] [CrossRef]
- Filson, P.B.; Dawson-Andoh, B.E.; Schwegler-Berry, D. Enzymatic-Mediated Production of Cellulose Nanocrystals from Recycled Pulp. Green Chem. 2009, 11, 1808–1814. [Google Scholar] [CrossRef]
- Anderson, S.R.; Esposito, D.; Gillette, W.; Zhu, J.Y.; Baxa, U.; Mcneil, S.E. Enzymatic Preparation of Nanocrystalline and Microcrystalline Cellulose. Tappi J. 2014, 13, 35–42. [Google Scholar]
- Beltramino, F.; Roncero, M.B.; Vidal, T.; Torres, A.L.; Valls, C. Increasing Yield of Nanocrystalline Cellulose Preparation Process by a Cellulase Pretreatment. Bioresour. Technol. 2015, 192, 574–581. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.B.; Shin, H.S.; Ryu, D.D.Y.; Mandels, M. Adsorption of Cellulase on Cellulose: Effect of Physicochemical Properties of Cellulose on Adsorption and Rate of Hydrolysis. Biotechnol. Bioeng. 1982, 24, 2137–2153. [Google Scholar] [CrossRef] [PubMed]
- Rosenberg, S.L. Cellulose and Lignocellulose Degradation by Thermophilic and Thermotolerant Fungi. Mycol. Soc. Am. 1978, 70, 1–13. [Google Scholar] [CrossRef]
- Cao, Y.; Tan, H. Study on Crystal Structures of Enzyme-Hydrolyzed Cellulosic Materials by X-ray Diffraction. Enzyme Microb. Technol. 2005, 36, 314–317. [Google Scholar] [CrossRef]
- Reese, E.T.; Segal, L.; Tripp, V.W. The Effect of Cellulase on the Degree of Polymerization of Cellulose and Hydrocellulose. Text. Res. J. 1957, 27, 626–632. [Google Scholar] [CrossRef]
- Fan, L.T.; Lee, Y.-H.; David, H. Mechanism of the Enzymatic Hydrolysis of Cellulose—Effects of Major Structural Features of Cellulose on Enzymatic Hydrolysis. Biotechnol. Bioeng. 1980, 22, 177–199. [Google Scholar] [CrossRef]
- De Morais Teixeira, E.; Corrêa, A.C.; Manzoli, A.; de Lima Leite, F.; de Ribeiro Oliveira, C.; Mattoso, L.H.C. Cellulose Nanofibers from White and Naturally Colored Cotton Fibers. Cellulose 2010, 17, 595–606. [Google Scholar] [CrossRef]
- Rowell, R.M.; Pettersen, R.; Han, J.S.; Rowell, J.S.; Tshabalala, M.A. Cell Wall Chemistry. In Handbook of Wood Chemistry and Wood Composites; Rowell, R.M., Ed.; CRC Press: Boca Raton, FL, USA, 2005; ISBN 9780849315886. [Google Scholar]
- Sun, Y.; Cheng, J. Hydrolysis of Lignocellulosic Materials for Ethanol Production: A Review. Bioresour. Technol. 2002, 83, 1–11. [Google Scholar] [CrossRef]
- United States Department of Agriculture. Wholesale List Price of Dextrose, Midwest Markets, Monthly, Quarterly, and by Calendar and Fiscal Year. Available online: https://www.ers.usda.gov/webdocs/DataFiles/53304/TABLE08.XLS?v=43012 (accessed on 9 June 2017).
- Bloomberg, L.P. Europe Pulp BHKP PIX Index. Available online: http://www.foex.fi/index.php?page=pulp-paper (accessed on 9 June 2017).
- Blue Goose Biorefineries Inc. Purchase Nanocellulose. Available online: http://bluegoosebiorefineries.com/purchase/ (accessed on 1 May 2017).
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Structural Carbohydrates and Lignin in Biomass Determination of Structural Carbohydrates and Lignin in Biomass. Available online: https://www.nrel.gov/docs/gen/fy13/42618.pdf (accessed on 3 May 2016).
- Sluiter, J.B.; Ruiz, R.O.; Scarlata, C.J.; Sluiter, A.D.; Templeton, D.W. Compositional Analysis of Lignocellulosic Feedstocks. 1. Review and Description of Methods. J. Agric. Food Chem. 2010, 58, 9043–9053. [Google Scholar] [CrossRef] [PubMed]
- Ghose, T.K. Measurement of Cellulase Activites. Pure Appl. Chem. 1987, 59, 257–268. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Enzymatic Treatment (h) | Filter Paper | Wood Pulp | ||||
|---|---|---|---|---|---|---|
| Undigested Solid (wt % Substrate) | CNC Yield (wt % Acid-Hydrolyzed Feedstock) | Overall CNC Yield (wt % Original Feedstock) | Undigested Solid (wt % Substrate) | CNC Yield (wt % Acid-Hydrolyzed Feedstock) | Overall CNC Yield (wt % Original Feedstock) | |
| 0 | 99.5 ± 0.5 A | 59.3 ± 0.1 A | 59.0 ± 0.4 A | 100.5 ± 0.5 a | 10.3 ± 0.1 a | 10.3 ± 0.1 ab |
| 2 | 79.2 ± 0.2 B | 63.8 ± 2.7 B | 50.5 ± 2.2 B | 74.5 ± 0.7 b | 16.2 ± 1.5 b | 12.1 ± 1.0 a |
| 4 | 70.4 ± 0.4 C | 65.2 ± 0.8 B | 45.9 ± 0.6 C | 62.7 ± 1.3 c | 17.7 ± 0.9 b | 11.1 ± 0.7 a |
| 6 | 65.4 ± 0.2 D | 66.7 ± 1.6 BC | 43.6 ± 1.1 C | 54.0 ± 1.4 d | 19.2 ± 1.5 b | 10.3 ± 0.7 ab |
| 8 | 62.5 ± 2.3 E | 67.2 ± 0.6 BC | 42.0 ± 2.0 C | 50.7 ± 0.2 e | 17.3 ± 1.9 b | 8.8 ± 1.0 bc |
| 10 | 60.0 ± 0.2 E | 69.9 ± 1.8 C,* | 42.0 ± 1.2 C,* | 45.4 ± 1.8 f | 18.4 ± 0.7 b | 8.3 ± 0.2 c |
| Enzymatic Treatment (h) | CNC Yield Improvement (%) | |
|---|---|---|
| Filter Paper | Wood Pulp | |
| 2 | 8 ± 4 | 58 ± 16 |
| 4 | 10 ± 1 | 72 ± 10 |
| 6 | 13 ± 3 | 86 ± 16 |
| 8 | 13 ± 1 | 68 ± 19 |
| 10 | 18 ± 3 * | 79 ± 8 |
| Enzymatic Treatment (h) | Over-Sized Reject (wt % Acid-Hydrolyzed Feedstock) | |
|---|---|---|
| Filter Paper | Wood Pulp | |
| 0 | 1.02 ± 0.02 | 2.62 ± 0.11 |
| 2 | 1.24 ± 0.02 | ND |
| 4 | 1.69 ± 0.02 | ND |
| 6 | 2.02 ± 0.04 | 1.70 ± 0.10 |
| 8 | 1.71 ± 0.05 | 1.98 ± 0.06 |
| 10 | 1.50 ± 0.00 * | 1.41 ± 0.03 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Beyene, D.; Chae, M.; Dai, J.; Danumah, C.; Tosto, F.; Demesa, A.G.; Bressler, D.C. Enzymatically-Mediated Co-Production of Cellulose Nanocrystals and Fermentable Sugars. Catalysts 2017, 7, 322. https://doi.org/10.3390/catal7110322
Beyene D, Chae M, Dai J, Danumah C, Tosto F, Demesa AG, Bressler DC. Enzymatically-Mediated Co-Production of Cellulose Nanocrystals and Fermentable Sugars. Catalysts. 2017; 7(11):322. https://doi.org/10.3390/catal7110322
Chicago/Turabian StyleBeyene, Dawit, Michael Chae, Jing Dai, Christophe Danumah, Frank Tosto, Abayneh Getachew Demesa, and David C. Bressler. 2017. "Enzymatically-Mediated Co-Production of Cellulose Nanocrystals and Fermentable Sugars" Catalysts 7, no. 11: 322. https://doi.org/10.3390/catal7110322
APA StyleBeyene, D., Chae, M., Dai, J., Danumah, C., Tosto, F., Demesa, A. G., & Bressler, D. C. (2017). Enzymatically-Mediated Co-Production of Cellulose Nanocrystals and Fermentable Sugars. Catalysts, 7(11), 322. https://doi.org/10.3390/catal7110322