
The Influence of the Hydrogen Pressure on Kinetics of the Canola Oil Hydrogenation on Industrial Nickel Catalyst

Abstract
:
1. Introduction
2. Results and Discussion
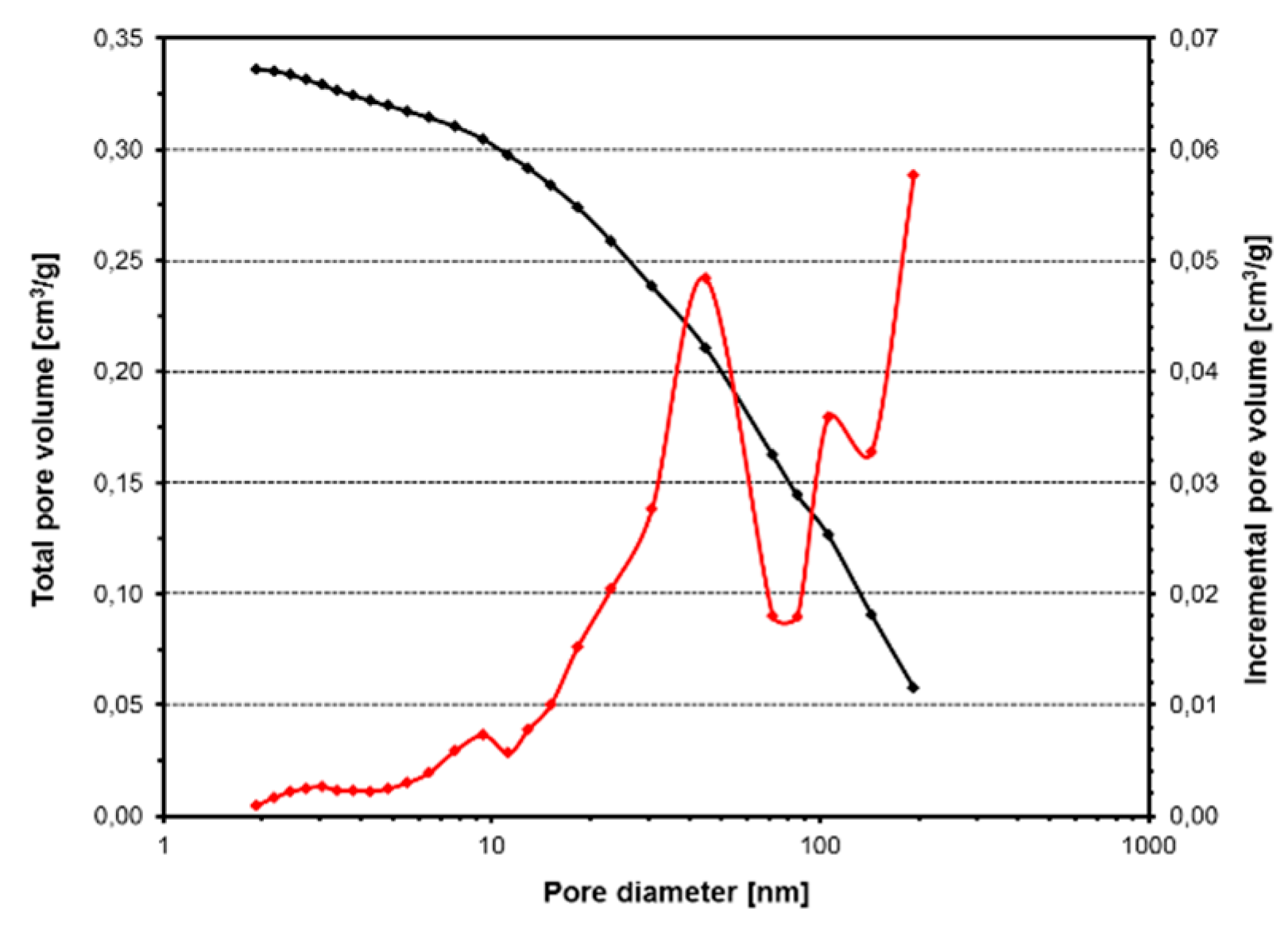
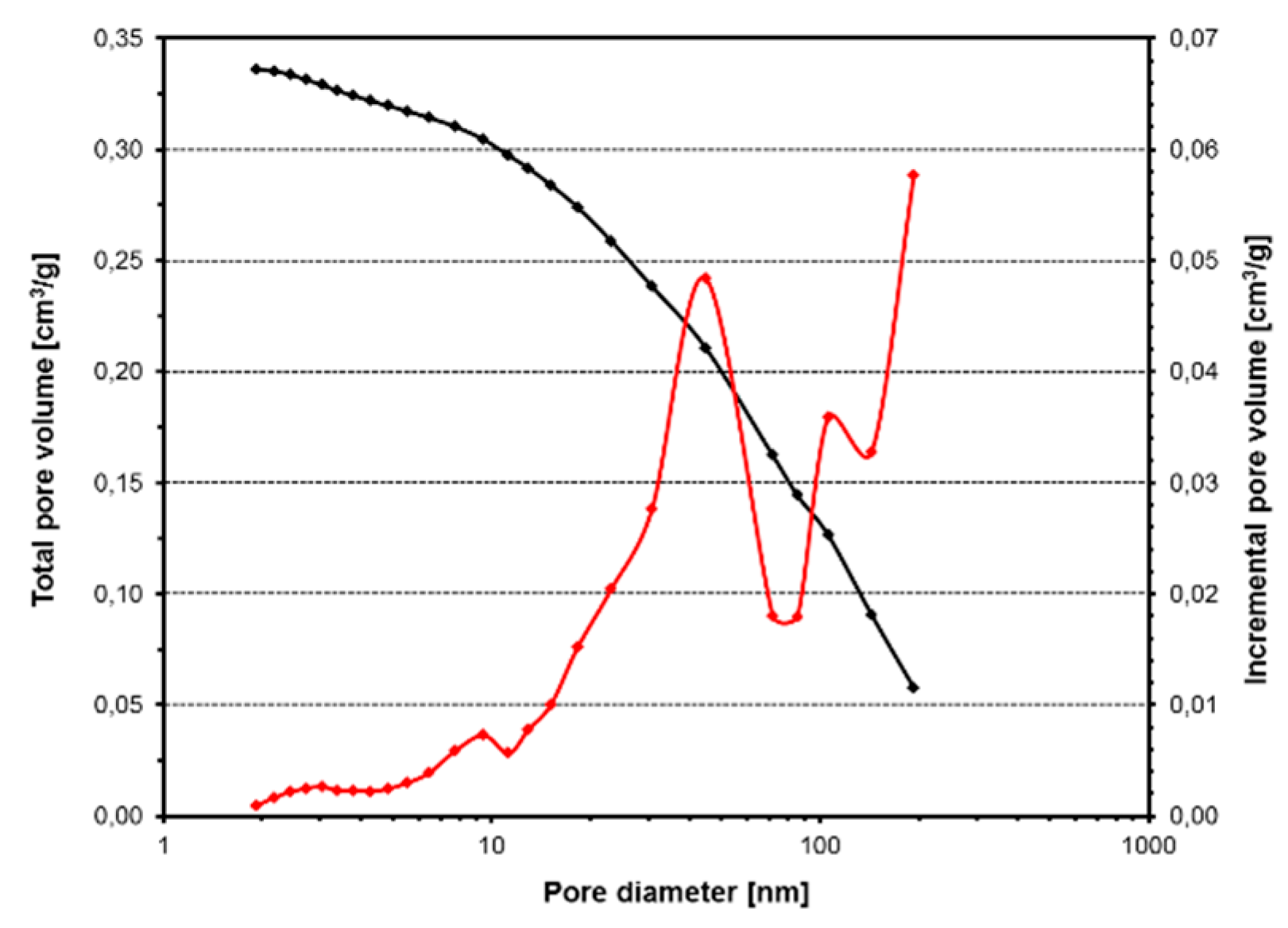
2.1. Physicochemical Properties of the Precursor
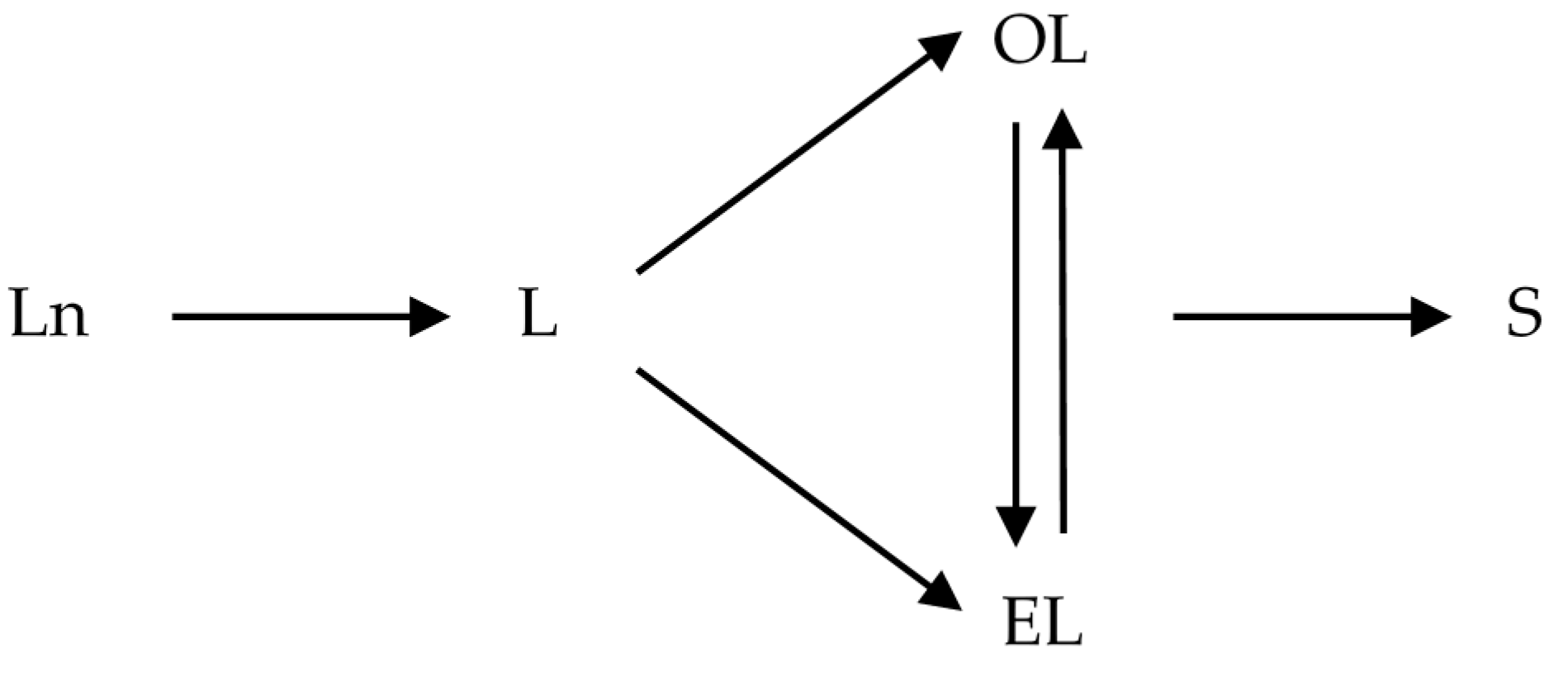
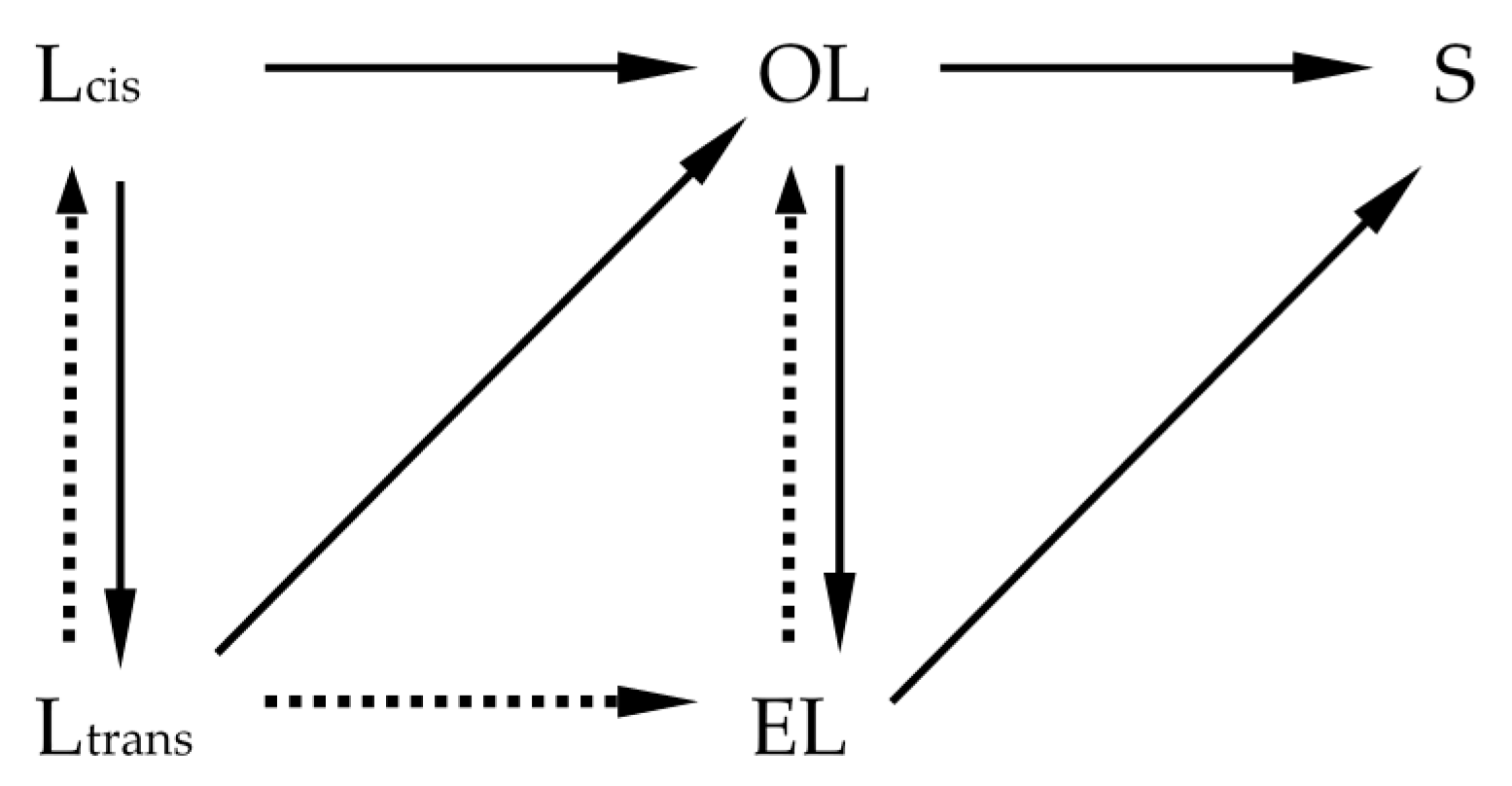
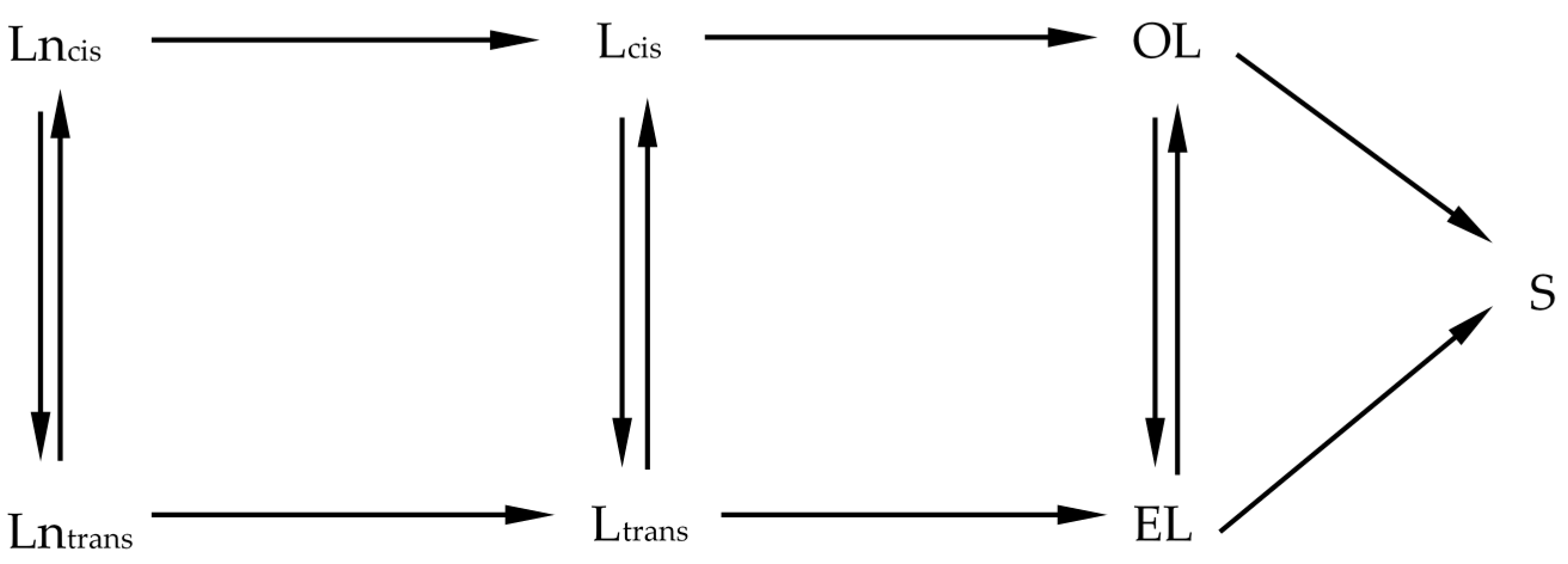
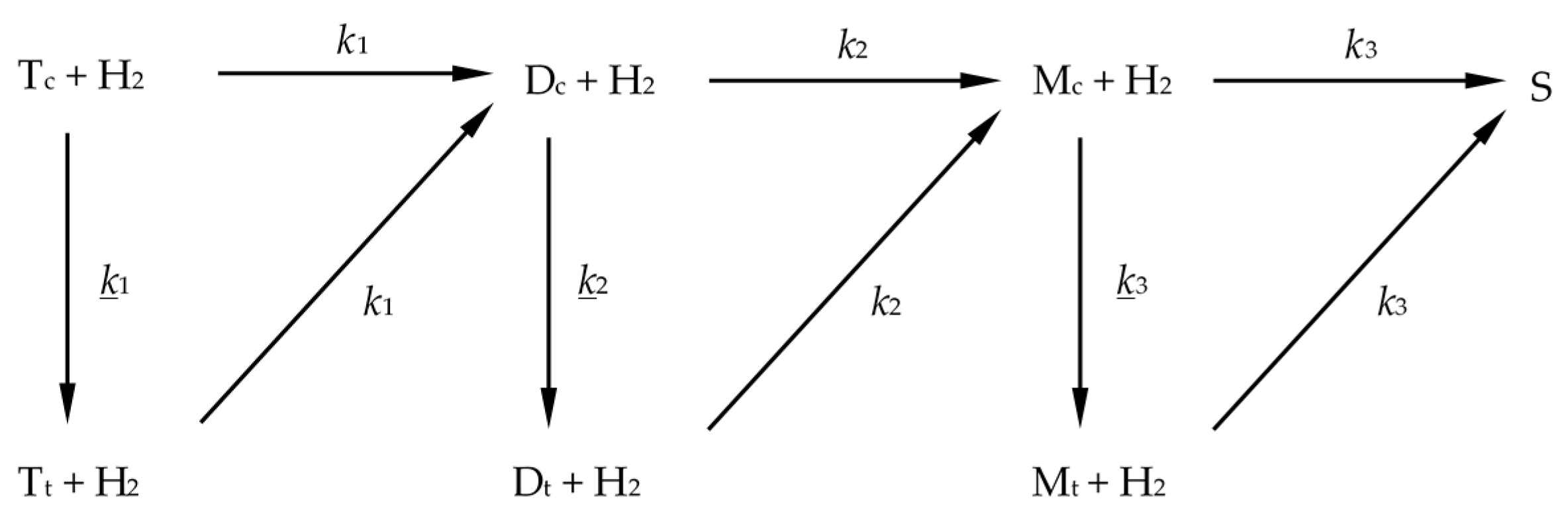
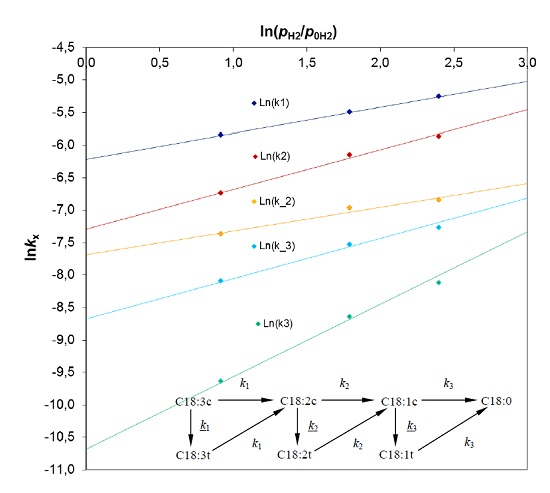
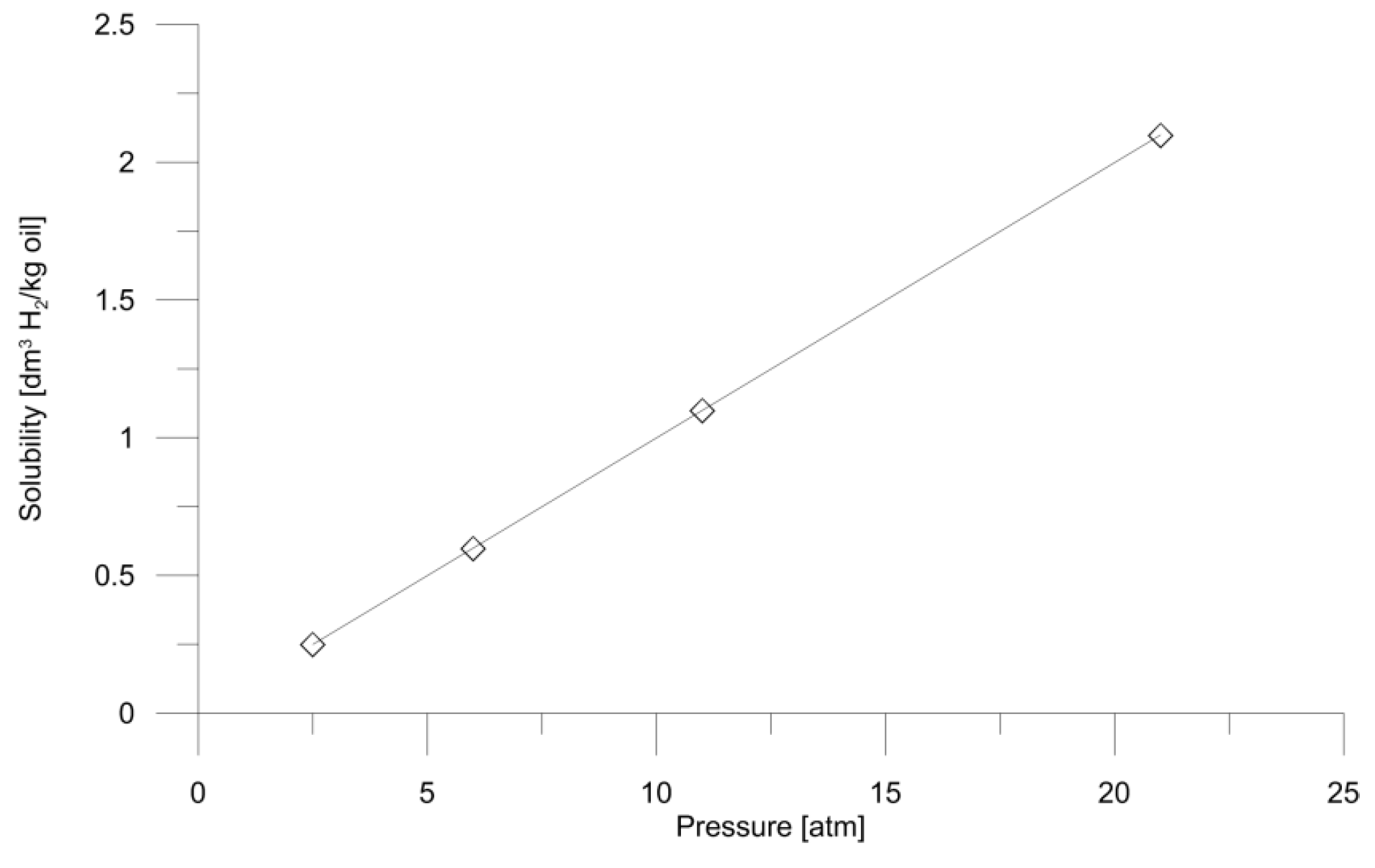
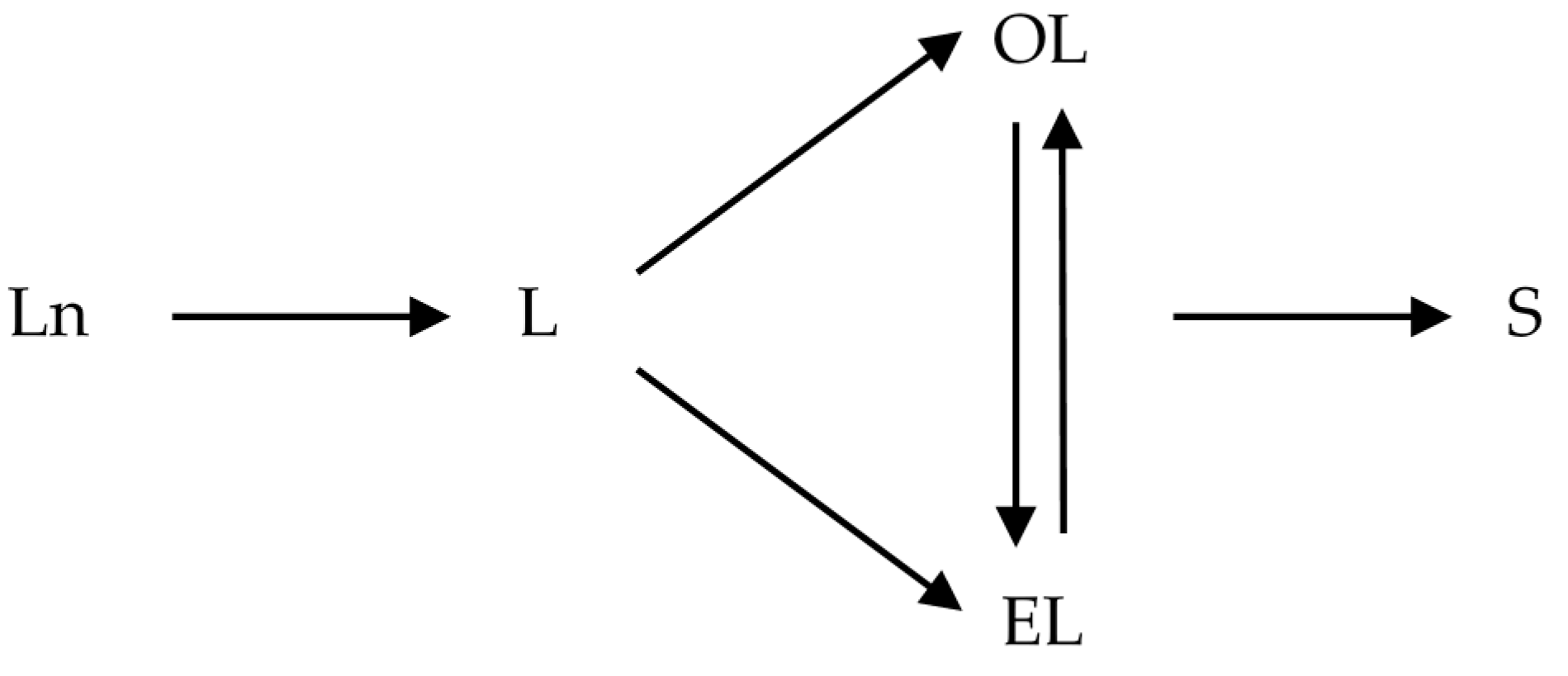
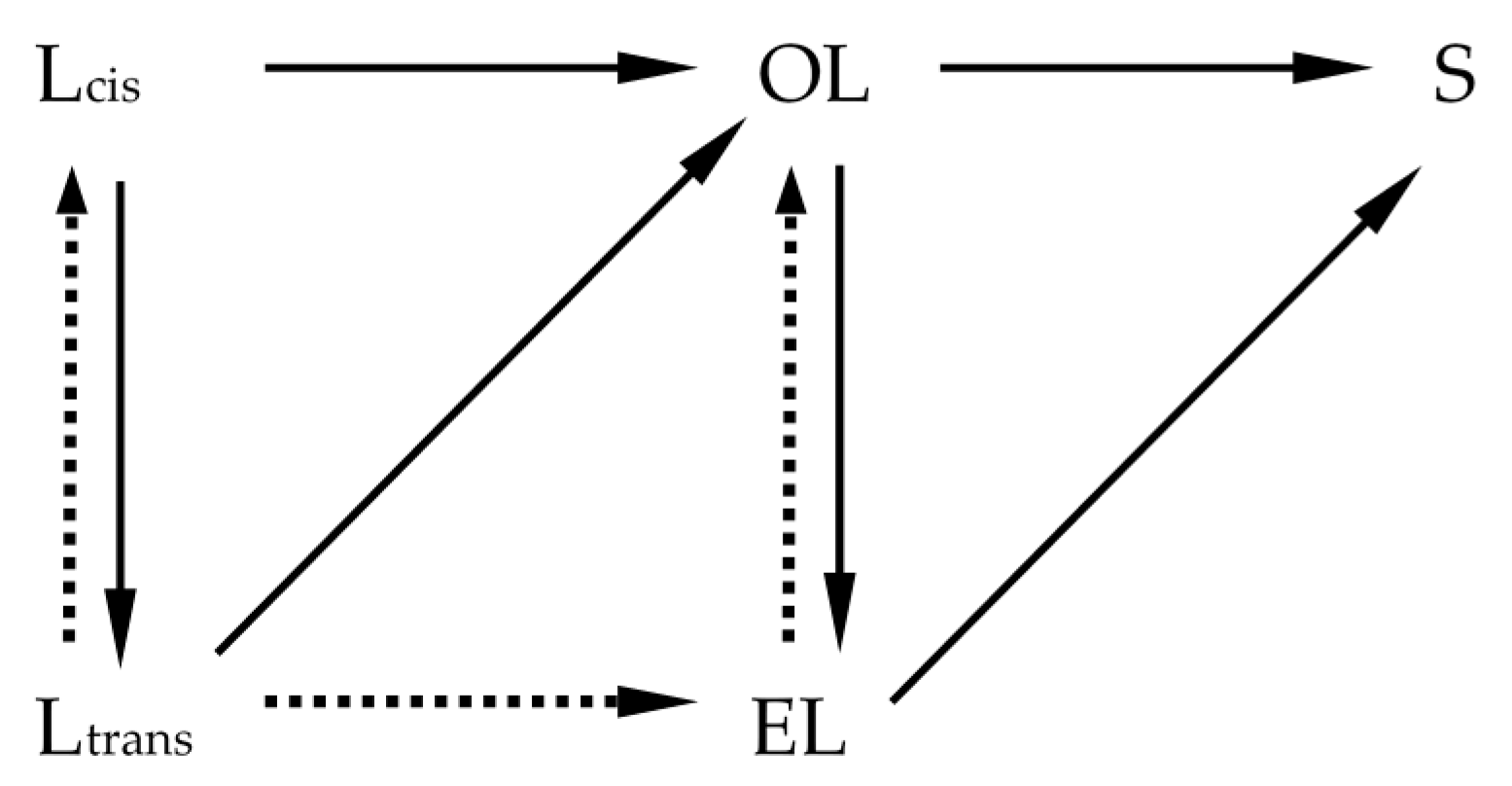
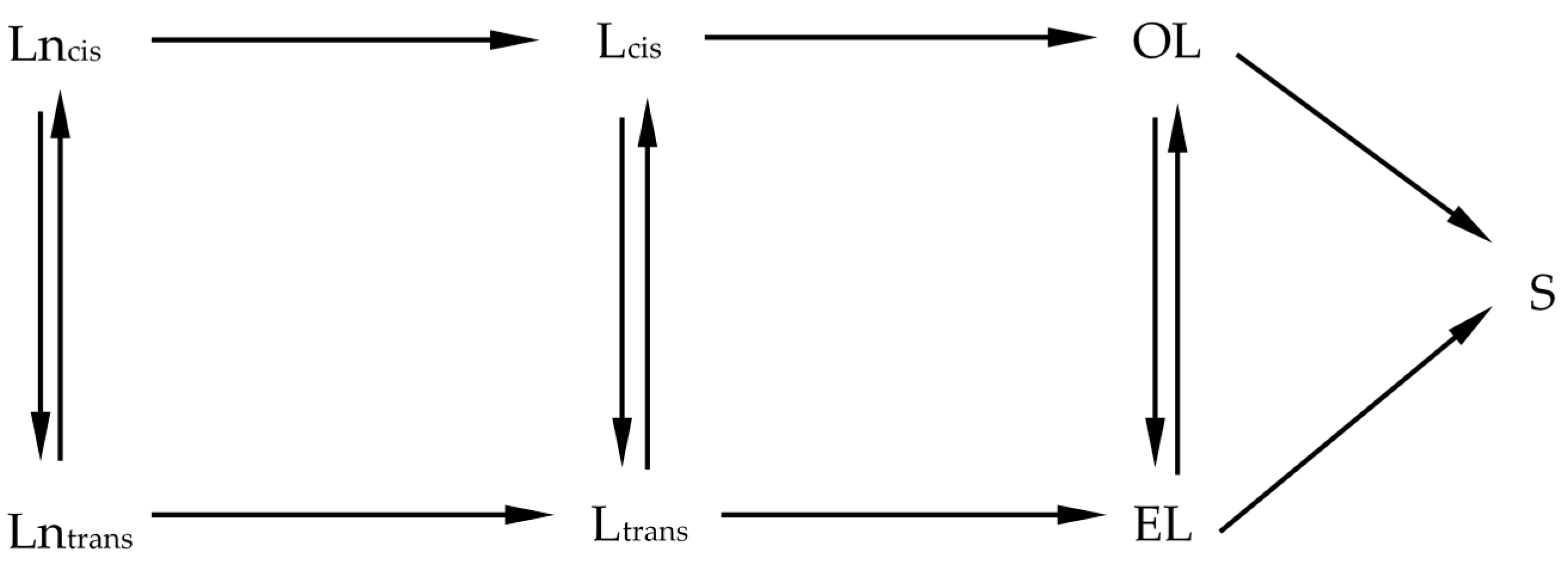
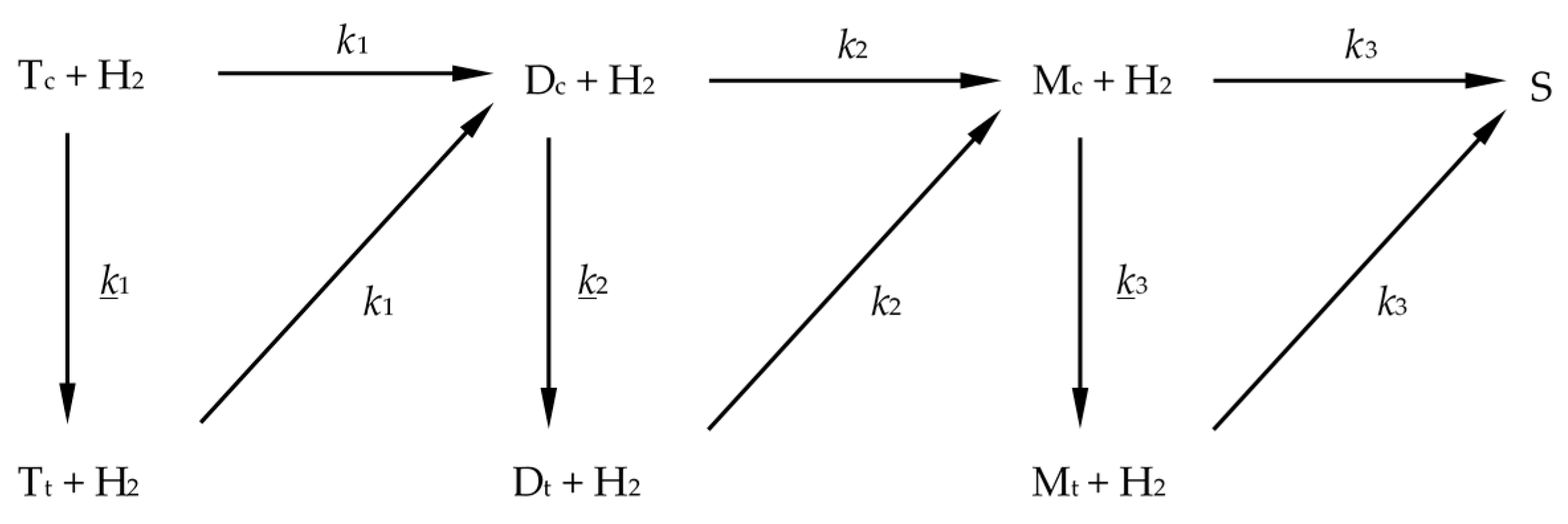
2.2. Kinetic Model
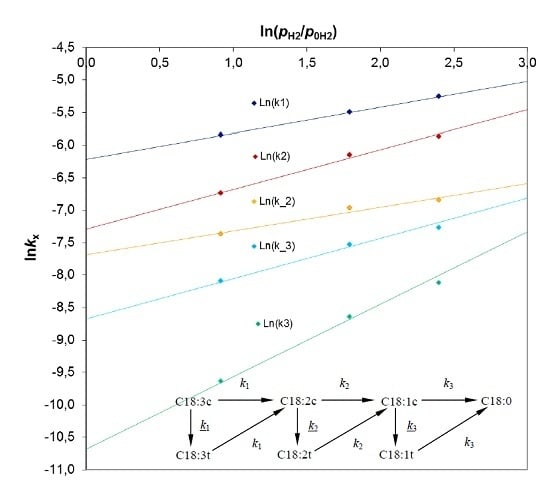
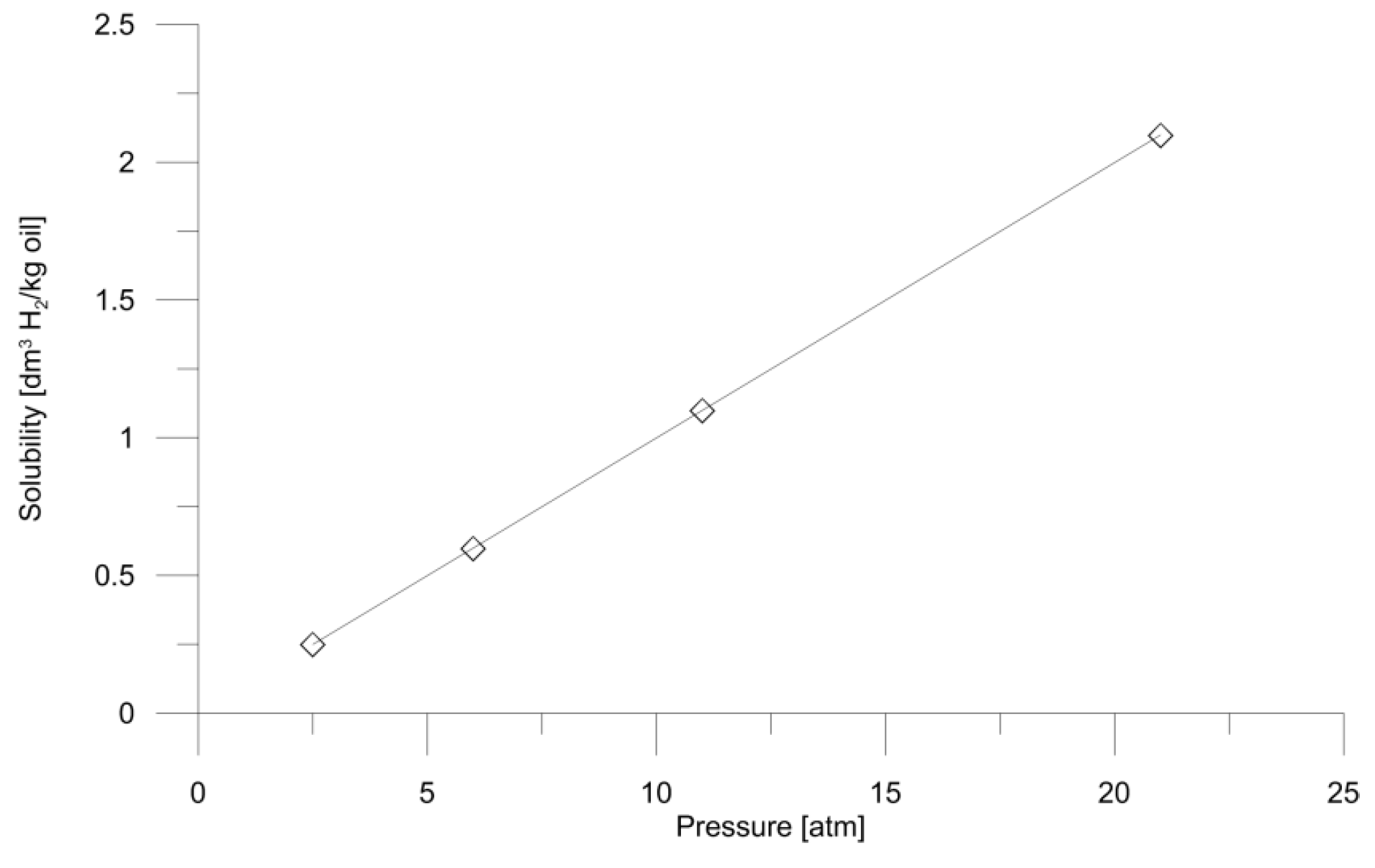
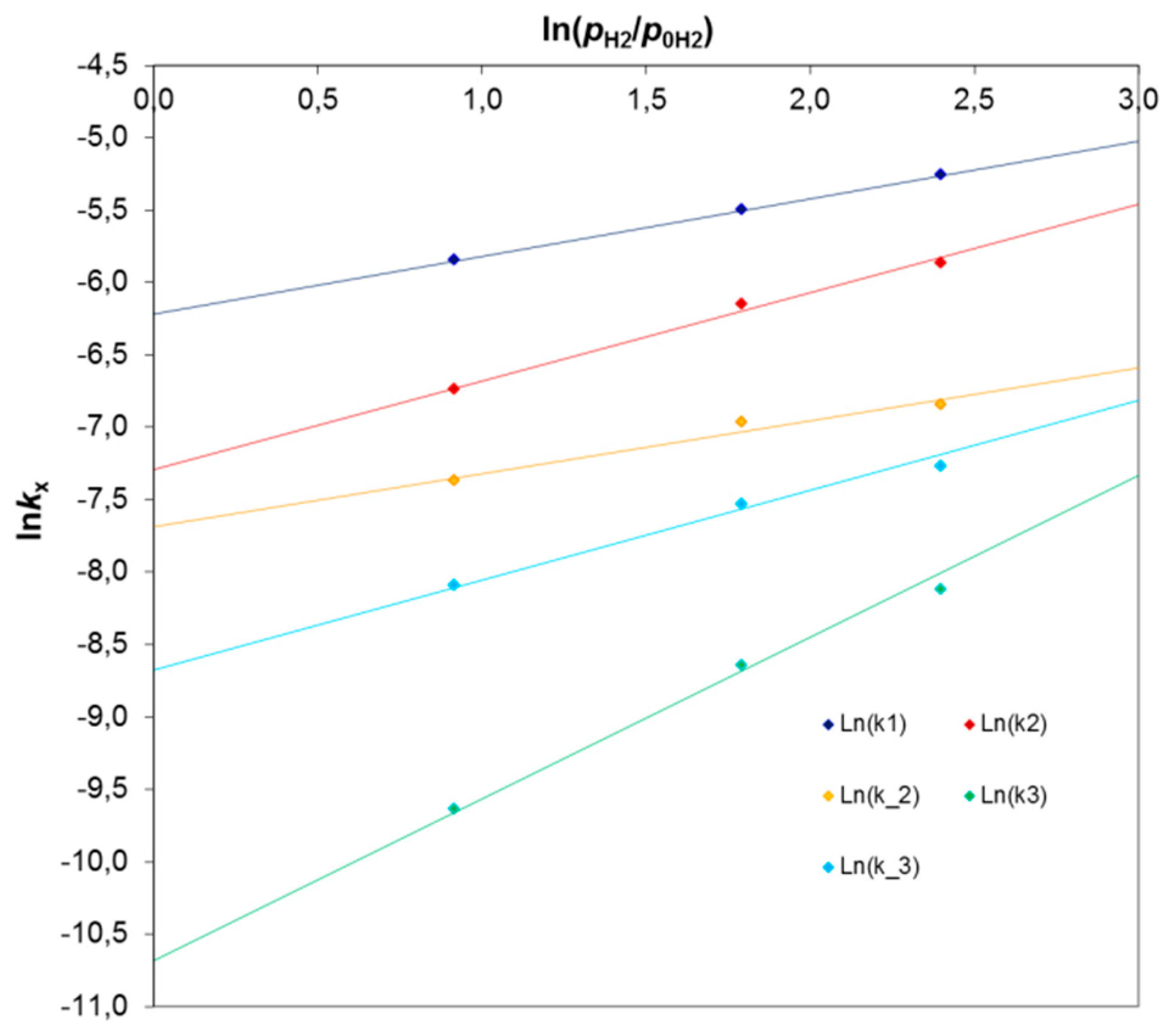
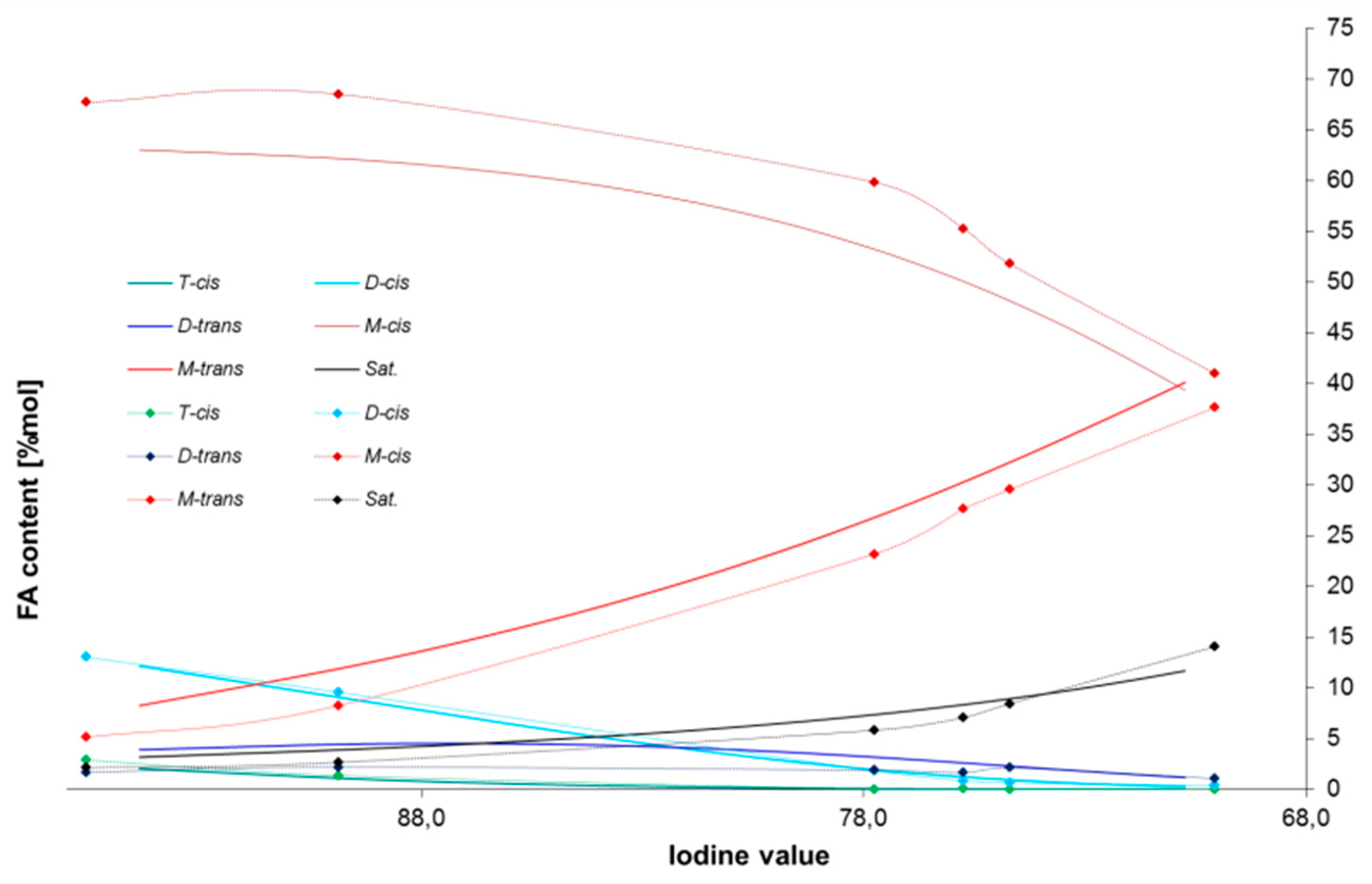
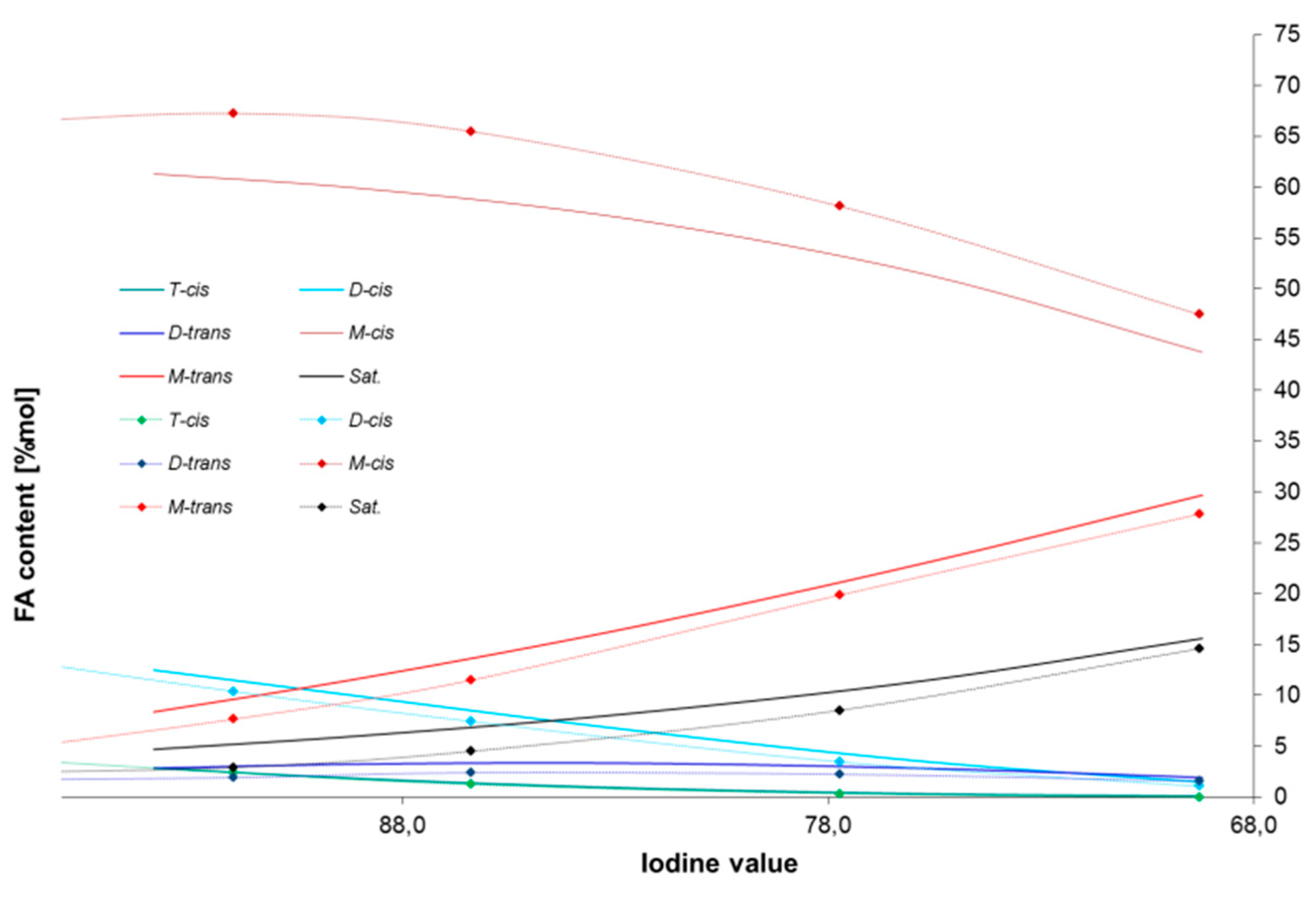
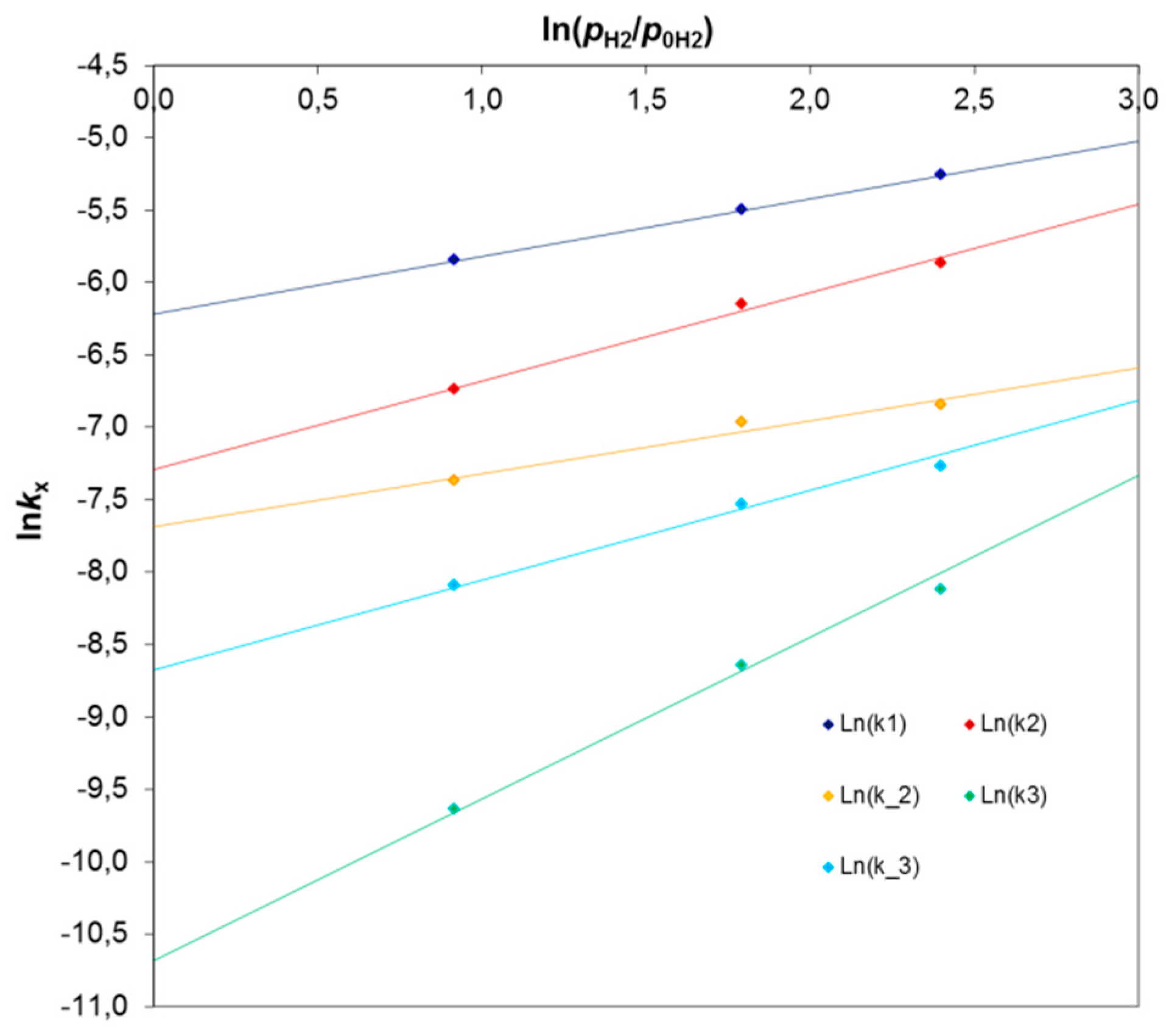
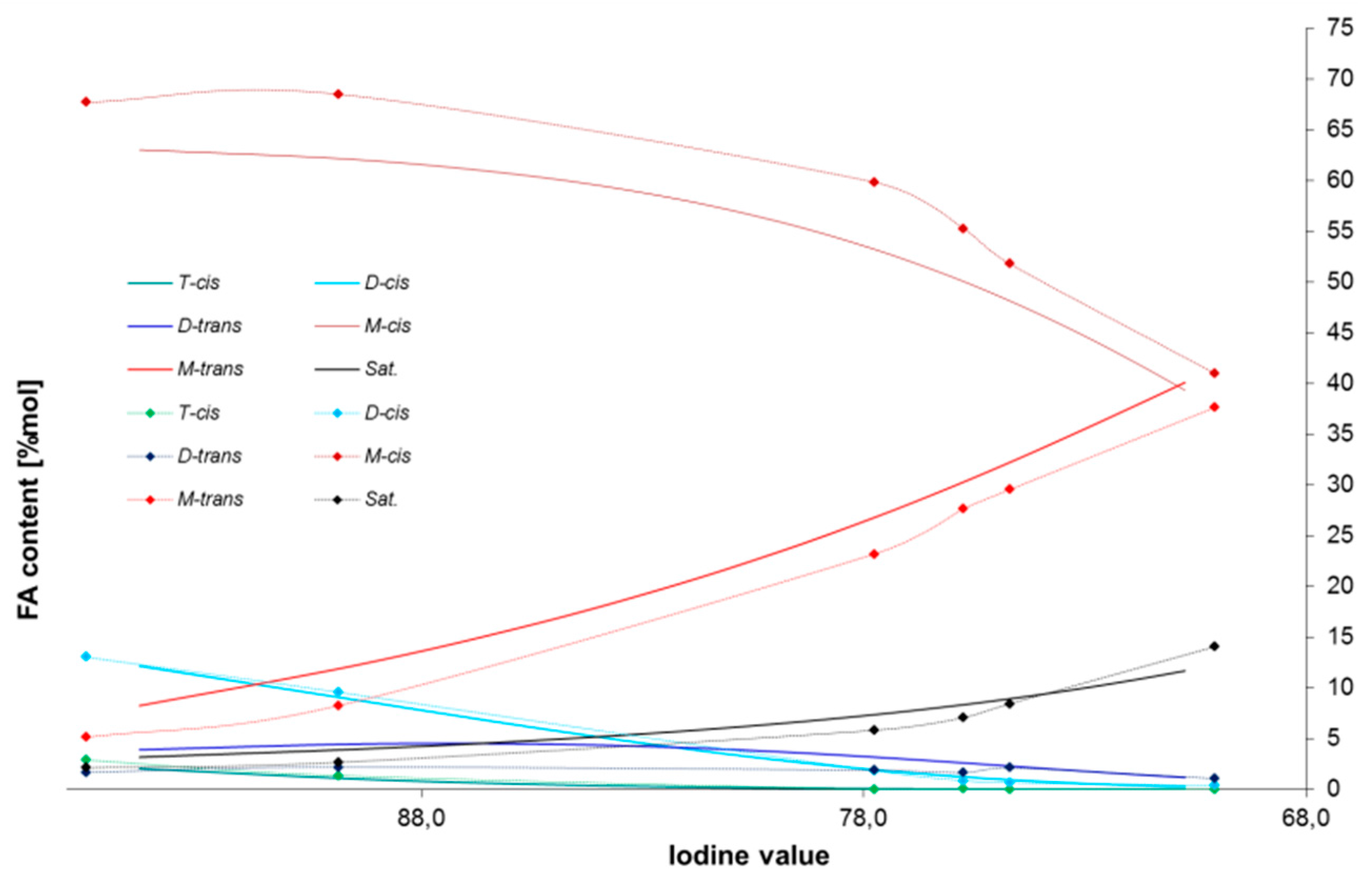
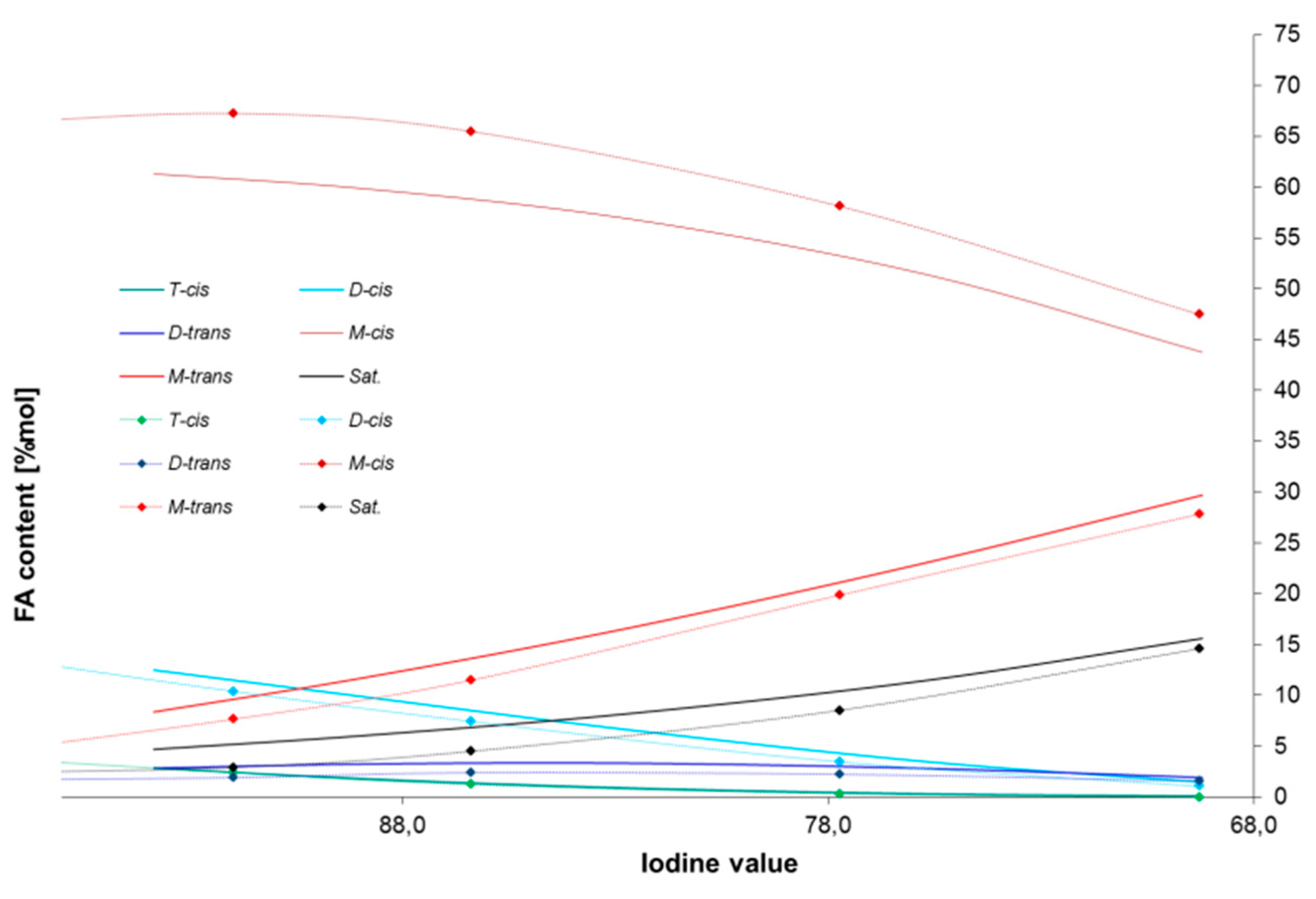
2.3. Effect of Hydrogen Pressure on Kinetics of the Canola Oil Hydrogenation
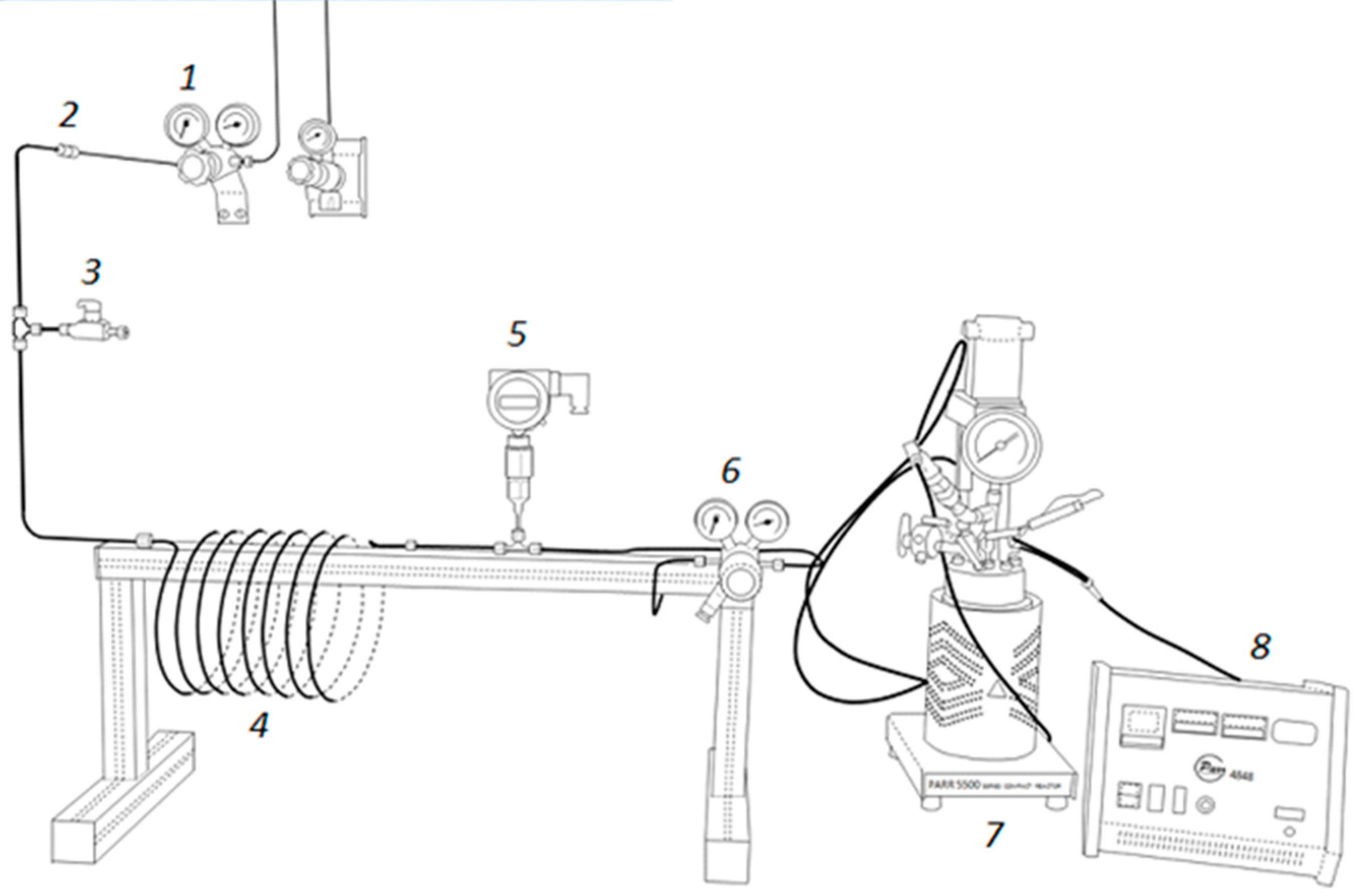
3. Materials and Methods
3.1. Materials
3.2. Characterization
- SNi-A: nickel surface area per 1 g of catalyst [m2/gcat]
- nm: number of moles of a gas adsorbate used during a measurement [mol]
- xNi: number of moles of a metal corresponding to 1 mol of the gas adsorbate under the measurement conditions (1.1765 mol Ni/mol O2)
- NA: nickel atom area [m2] (NA for Ni = 6.45∙10−20 m2)
- AV: Avogadro’s number (6.023 × 1023 at/mol)
- mp: sample weight [g]
- SNi-B: nickel surface area per 1 g of nickel [m2/gNi]
- %Ni: nickel content in a sample [%]
- D: nickel dispersion [%]
- MNi: molar mass [g/mol]
- d: average nickel crystallite size [nm]
- gNi: nickel density [kg/dm3]
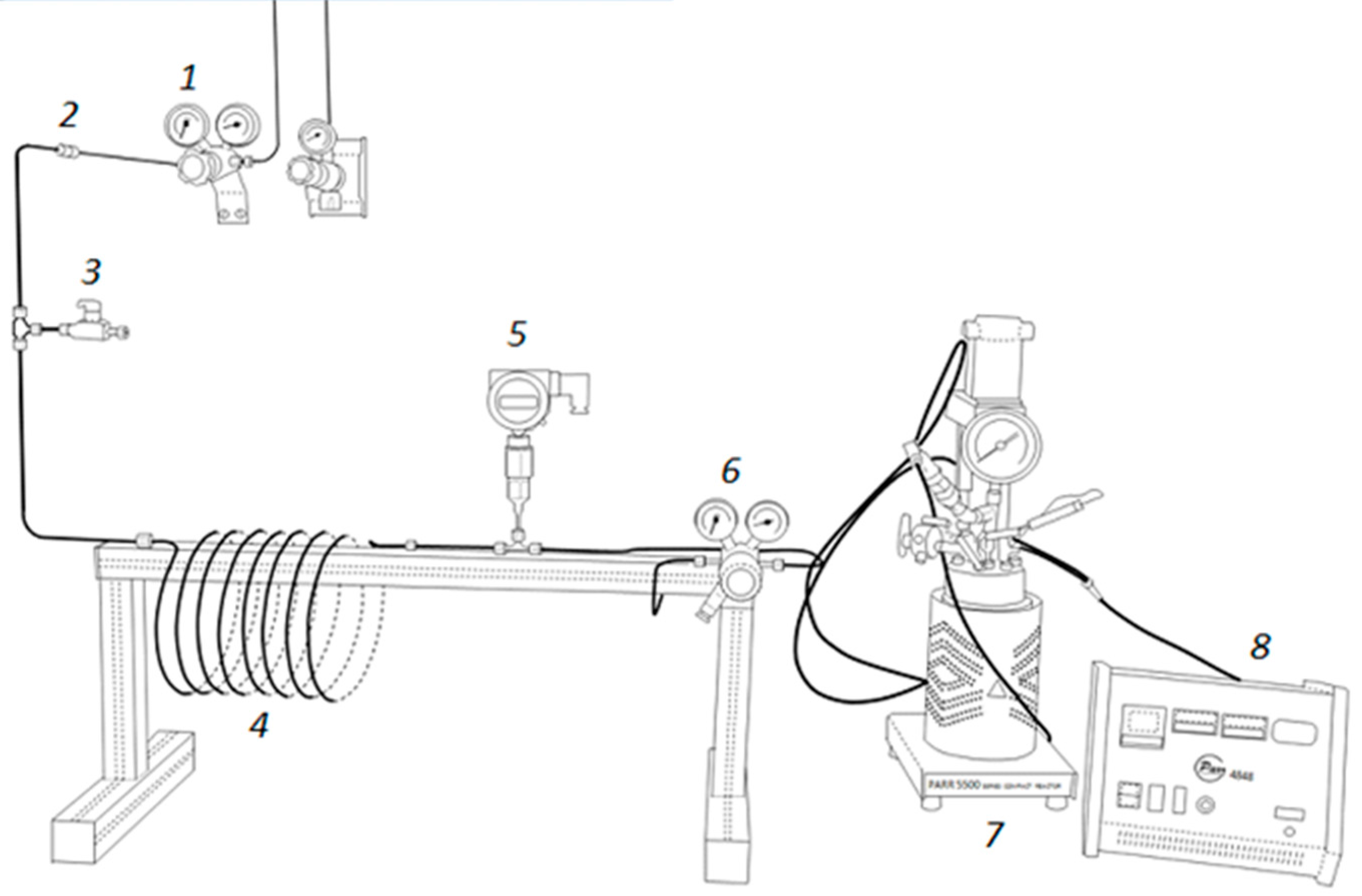
3.3. Methods
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Beers, A.; Ariaansz, R.; Okonek, D. Trans isomer control in hydrogenation of edible oils. In Trans Fatty Acids; Dijkstra, A.J., Hamilton, R.J., Hamm, W., Eds.; Blackwell Publishing: Oxford, UK, 2008; p. 158. [Google Scholar]
- Jang, E.S.; Jung, M.Y.; Min, D.B. Hydrogenation for low trans and high conjugated fatty acids. Compr. Rev. Food Sci. Food Saf. 2005, 1, 22–30. [Google Scholar] [CrossRef]
- Bartholomew, C.H.; Farrauto, R.J. Fundamentals of Industrial Catalytic Processes; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2006; Chapter 7; pp. 524–531. [Google Scholar]
- Veldsink, J.W.; Bouma, M.J.; Schöön, N.H.; Beenackers, A.A.C.M. Heterogeneous Hydrogenation of Vegetable Oils: A Literature Review. Catal. Rev. Sci. Eng. 1997, 39, 253–318. [Google Scholar] [CrossRef]
- Dijkstra, A.J. Revisiting the formation of trans isomers during partial hydrogenation of triacylglycerol oils. Eur. J. Lipid Sci. Technol. 2006, 108, 249–264. [Google Scholar] [CrossRef]
- Musavi, A.; Cizmeci, M.; Tekin, A.; Kayahan, M. Effects of hydrogenation parameters on trans isomer formation, selectivity and melting properties of fat. Eur. J. Lipid Sci. Technol. 2008, 110, 254–260. [Google Scholar] [CrossRef]
- Balakos, M.W.; Hernandez, E.E. Catalyst characteristics and performance in edible oil hydrogenation. Catal. Today 1997, 35, 415–425. [Google Scholar] [CrossRef]
- Cheng, H.N.; Dowd, M.K.; Easson, M.W.; Condon, B.D. Hydrogenation of cottonseed oil with nickel, palladium and platinum catalysts. J. Am. Oil Chem. Soc. 2012, 89, 1557–1566. [Google Scholar] [CrossRef]
- Hashimoto, K.; Muroyama, K.; Nagata, S. Kinetics of the hydrogenation of fatty oils. J. Am. Oil. Chem. Soc. 1971, 498, 291–295. [Google Scholar] [CrossRef]
- Fillion, B.; Morsi, B.I.; Heier, K.R.; Machado, R.M. Kinetics, gas-liquid mass transfer, and modeling of the soybean oil hydrogenation process. Ind. Eng. Chem. Res. 2002, 41, 697–709. [Google Scholar] [CrossRef]
- Eldib, I.A.; Albright, L.F. Operating variables in hydrogenating cottonseed oil. Ind. Eng. Chem. 1957, 49, 825–831. [Google Scholar] [CrossRef]
- Wisniak, J.; Albright, L.F. Hydrogenating cottonseed oil at relatively high pressure. Ind. Eng. Chem. 1961, 53, 375–380. [Google Scholar] [CrossRef]
- Marangozis, J.; Keramidas, O.B.; Paparisvas, G. Rate and mechanism of hydrogenation of cottonseed oil in slurry reactors. Ind. Eng. Chem. Process. Des. Dev. 1977, 16, 361–369. [Google Scholar] [CrossRef]
- Krishnaiah, D.; Sarkar, S. Kinetics of liquid phase hydrogenation of cottonseed oil with nickel catalysts. J. Am. Oil. Chem. Soc. 1990, 67, 233–238. [Google Scholar] [CrossRef]
- Bailey, A.E. Theory and mechanism of the hydrogenation of edible oil. J. Am. Oil. Chem. Soc. 1949, 26, 596–601. [Google Scholar]
- Bern, L.; Hell, M.; Schöön, N.H. Kinetics of hydrogenation of rapeseed oil. 2. Rate equations of chemical reactions. J. Am.Oil Chem. Soc. 1975, 52, 391–394. [Google Scholar] [CrossRef]
- Chen, A.H.; McIntire, D.D.; Allen, R.R. Modeling of reaction rate constants and selectivities in soybeal oil hydrogenation. J. Am.Oil Chem. Soc. 1981, 58, 816–818. [Google Scholar] [CrossRef]
- Allen, R.R. Hydrogenation. J. Am.Oil Chem. Soc. 1981, 58, 166–169. [Google Scholar] [CrossRef]
- Colen, G.C.M.; van Duijn, G.; van Oosten, H.J. Effect of pore diffusion on the triacylglycerol distribution of partially hydrogenated trioleoylglycerol. Appl. Catal. 1988, 43, 339–350. [Google Scholar] [CrossRef]
- Gut, G.; Kosinka, J.; Prabucki, A.; Schuerch, A. Kinetics of the liquid-phase hydrogenation and isomerization of sunflower seed oil with nickel catalysts. Chem. Eng. Sci. 1979, 34, 1051–1056. [Google Scholar] [CrossRef]
- Susu, A.A.; Ogunye, A.F. Nickel-catalyzed hydrogenation of soybean oil. 1. Kinetic, equilibrium and mass-transfer determinations. J. Am.Oil Chem. Soc. 1981, 58, 657–661. [Google Scholar] [CrossRef]
- Susu, A.A. Kinetics, mass-transfer and scale-up in nickel-catalyzed oil hydrogenators. Appl. Catal. 1982, 4, 307–320. [Google Scholar] [CrossRef]
- Plourde, M.; Belkacemi, K.; Arul, J. Hydrogenation of sunflower oil with novel Pd catalysts supported on structured silica. Ind. Eng. Chem. Res. 2004, 43, 2382–2390. [Google Scholar] [CrossRef]
- Jovanović, D.; Čupić, Ž.; Stanković, M.; Rožić, L.; Marković, B. The influence of the isomerization reactions on the soybean oil hydrogenation process. J. Mol. Catal. A 2000, 159, 353–357. [Google Scholar] [CrossRef]
- Cheng, H.N.; Rau, M.W.; Dowd, M.K.; Easson, M.W.; Condon, B.D. Comparison of soybean and cottonseed oils upon hydrogenation with nickel, palladium and platinum catalysts. J. Am. Oil Chem. Soc. 2014, 91, 1461–1469. [Google Scholar] [CrossRef]
- Holser, R.A.; List, G.R.; King, J.W.; Holliday, R.L.; Neff, W.E. Modeling of hydrogenation kinetics from triglyceride compositional data. J. Agric. Food Chem. 2002, 50, 7111–7113. [Google Scholar] [CrossRef] [PubMed]
- List, G.R.; Neff, W.E.; Holliday, R.L.; King, J.W.; Holser, R. Hydrogenation of soybean oil triglycerides: Effect of pressure on selectivity. J. Am. Oil Chem. Soc. 2000, 77, 311–314. [Google Scholar] [CrossRef]
- Coenen, J.W.E. Catalytic hydrogenation of fatty oils. Ind. Eng. Chem. Fundam. 1986, 25, 43–52. [Google Scholar] [CrossRef]
- Andersson, K.; Hell, M.; Löwendahl, L.; Schöön, N.H. Diffusivities of hydrogen and glyceryl trioleate in cottonseed oil at elevated temperature. J. Am. Oil Chem. Soc. 1974, 51, 171–173. [Google Scholar] [CrossRef]
- Horiuti, I.; Polanyi, M. Exchange reactions of hydrogen on metallic catalysts. Trans. Faraday Soc. 1934, 30, 1164–1172. [Google Scholar] [CrossRef]
- Lidefelt, J.O.; Magnusson, J.; Schöön, N.H. The role of hydrogen in the selectivity of vapor-phase hydrogenation of methyl linoleate. J. Am. Oil Chem. Soc. 1983, 60, 608–613. [Google Scholar] [CrossRef]
- Albright, L.F. Quantitative measure of selectivity of hydrogenation of triglycerides. J. Am. Oil Chem. Soc. 1965, 42, 250–253. [Google Scholar] [CrossRef]
- Method PN-EN ISO 3961. Available online: http://sklep.pkn.pl/pn-en-iso-3961-2013-10e.html (accessed on 1 April 2016).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SBET, m2/g | VC, cm3/g | Vmes, cm3/g | SNi-A, m2/gcat | SNi-B, m2/gNi | dav, nm | D, % | |
|---|---|---|---|---|---|---|---|
| INS Ni | 70 | 0.34 | 0.17 | 42.6 | 63.1 | 22 | 9.5 |
| Test | Pressure, bar(a) | Time, min | Activity, cm3 H2/(g Ni × min) | Change of iodine value, ΔIV | Iodine value, IVWijs 1 | mkr, min−1 | kr, (kg of oil) × (g of Ni)−1 × min−1 |
|---|---|---|---|---|---|---|---|
| 1 | 2.5 | 39 | 3350 | 46.2 | 71.2 | 0.0127 | 0.0423 |
| 2 | 6 | 19.3 | 6770 | 46.2 | - | 0.0257 | 0.0857 |
| 3 | 11 | 12 | 11000 | 45.8 | - | 0.0408 | 0.136 |
| 4 | 21 | 7 | 19050 | 47.0 | 69.2 | 0.0724 | 0.241 |
| Fatty acid | Non-hydrogenated canola oil | Hydrogenated canola oil | |||
|---|---|---|---|---|---|
| 2.5 bar(a) | 6 bar(a) | 11 bar(a) | 21 bar(a) | ||
| C18:0 (S) | 1.7 | 13.1 | 16.3 | 16.7 | 22.1 |
| C18:1trans (Mt) | 0 | 36.1 | 30.6 | 25.1 | 22.7 |
| C18:1cis (Mc) | 63.2 | 41.2 | 42.6 | 46.1 | 41.8 |
| C18:2cis (Dc) | 19.3 | 0.6 | 1.2 | 2.4 | 3.3 |
| C18:2trans (Dt) | 0 | 1.5 | 1.8 | 2.0 | 1.9 |
| C18:3cis (Tc) | 8.3 | 0 | 0 | 0.2 | 0.5 |
| C18:3trans (Tt) | 0 | 0 | 0 | 0 | 0 |
| Other | 7.5 | 7.5 | 7.5 | 7.5 | 7.5 |
| Pressure, bar(a) | kx, (kg of oil) × (g of Ni)−1 × min−1 | ||||
|---|---|---|---|---|---|
| k1 | k2 | k2 | k3 | k3 | |
| 1.5 | 0.469 | 0.174 | 0.107 | 0.0072 | 0.044 |
| 2.5 | 0.575 | 0.236 | 0.126 | 0.013 | 0.061 |
| 6 | 0.814 | 0.425 | 0.188 | 0.035 | 0.107 |
| 11 | 1.04 | 0.562 | 0.212 | 0.059 | 0.138 |
| 21 | 1.34 | 0.889 | 0.281 | 0.147 | 0.238 |
| Parameter | k1 | k2 | k2 | k3 | k3 |
|---|---|---|---|---|---|
| n | 0.397 | 0.611 | 0.365 | 1.12 | 0.62 |
| kx0 | 0.399 | 0.136 | 0.092 | 0.0046 | 0.034 |
| Pressure, bar(a) | S12 | S23 | Si |
|---|---|---|---|
| 1.5 | 2.70 | 24.17 | - |
| 2.5 | 2.44 | 18.15 | 14.72 |
| 6 | 1.92 | 12.14 | 11.45 |
| 11 | 1.85 | 9.52 | 8.58 |
| 21 | 1.51 | 6.05 | 7.17 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Konkol, M.; Wróbel, W.; Bicki, R.; Gołębiowski, A. The Influence of the Hydrogen Pressure on Kinetics of the Canola Oil Hydrogenation on Industrial Nickel Catalyst. Catalysts 2016, 6, 55. https://doi.org/10.3390/catal6040055
Konkol M, Wróbel W, Bicki R, Gołębiowski A. The Influence of the Hydrogen Pressure on Kinetics of the Canola Oil Hydrogenation on Industrial Nickel Catalyst. Catalysts. 2016; 6(4):55. https://doi.org/10.3390/catal6040055
Chicago/Turabian StyleKonkol, Marcin, Waldemar Wróbel, Robert Bicki, and Andrzej Gołębiowski. 2016. "The Influence of the Hydrogen Pressure on Kinetics of the Canola Oil Hydrogenation on Industrial Nickel Catalyst" Catalysts 6, no. 4: 55. https://doi.org/10.3390/catal6040055
APA StyleKonkol, M., Wróbel, W., Bicki, R., & Gołębiowski, A. (2016). The Influence of the Hydrogen Pressure on Kinetics of the Canola Oil Hydrogenation on Industrial Nickel Catalyst. Catalysts, 6(4), 55. https://doi.org/10.3390/catal6040055