
Optimization of Acid-Catalyzed Hydrolysis and Simultaneous Saccharification and Fermentation for Enhanced Ethanol Production from Sweet Stalk Sorghum

 , ,
, ,  ,
,  , and
, and
Abstract
1. Introduction
2. Results and Discussion
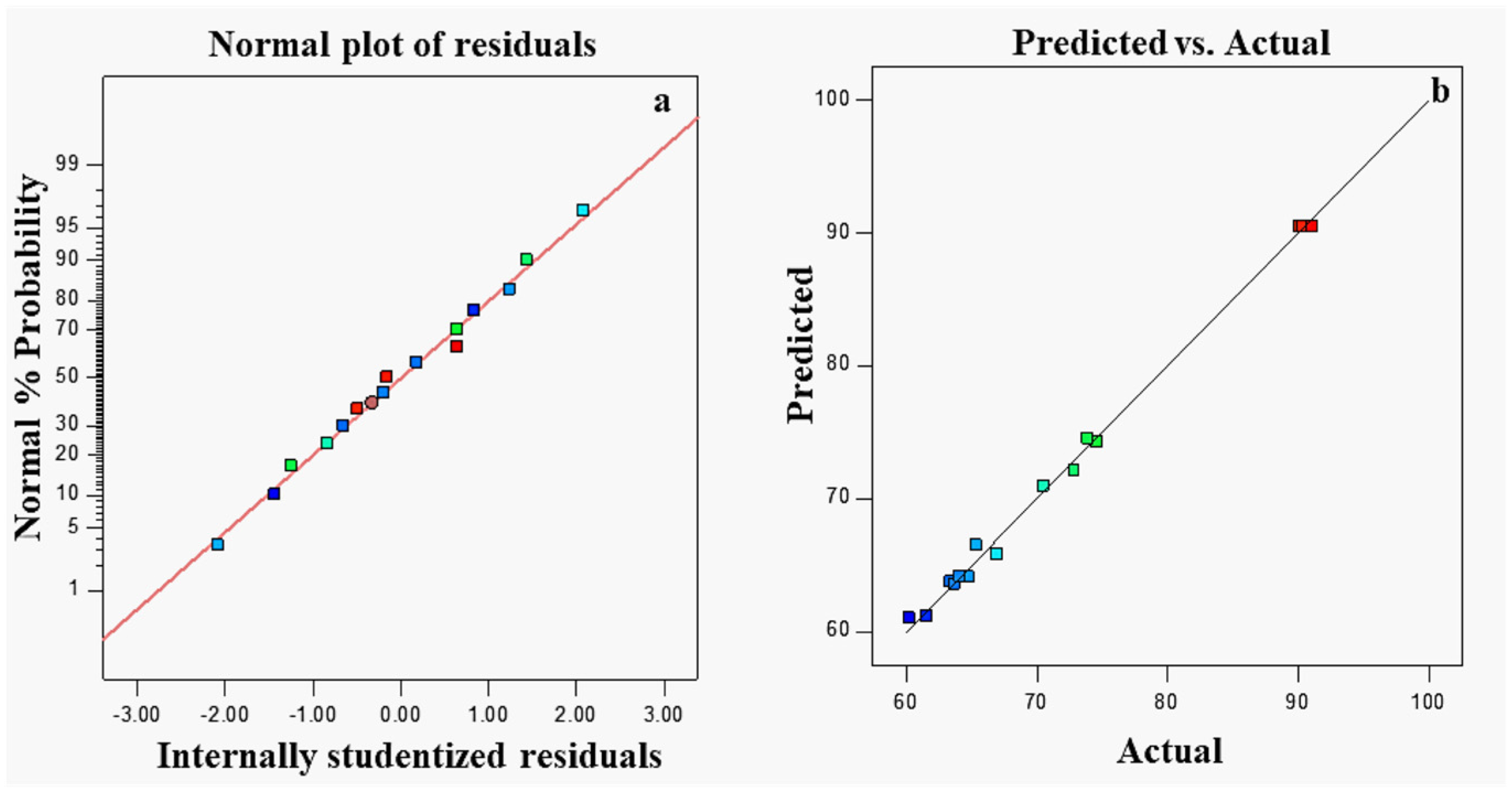
2.1. The Optimization of the Glucose Yield Using the RSM
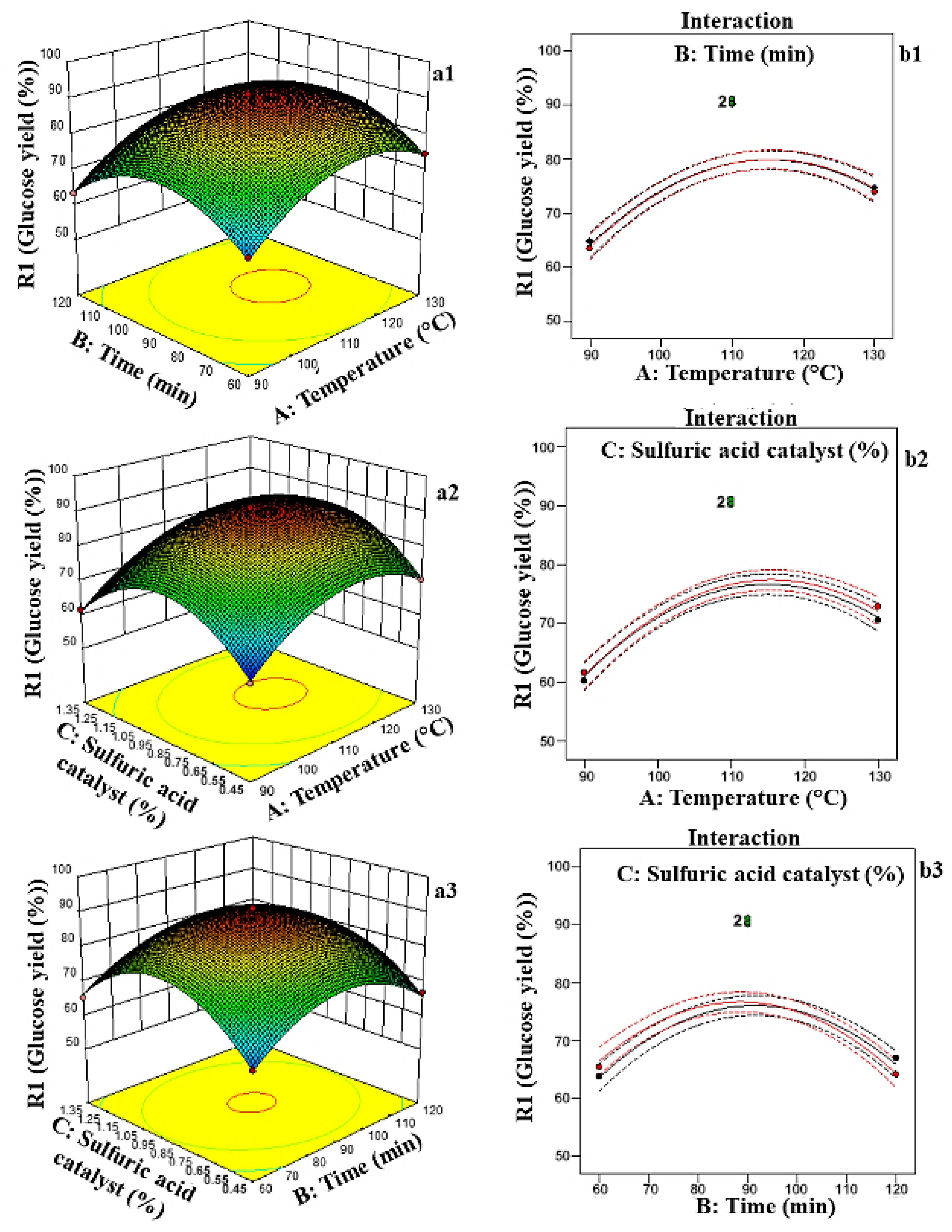
2.2. The Effect of Three Parameters on the Yield of Glucose
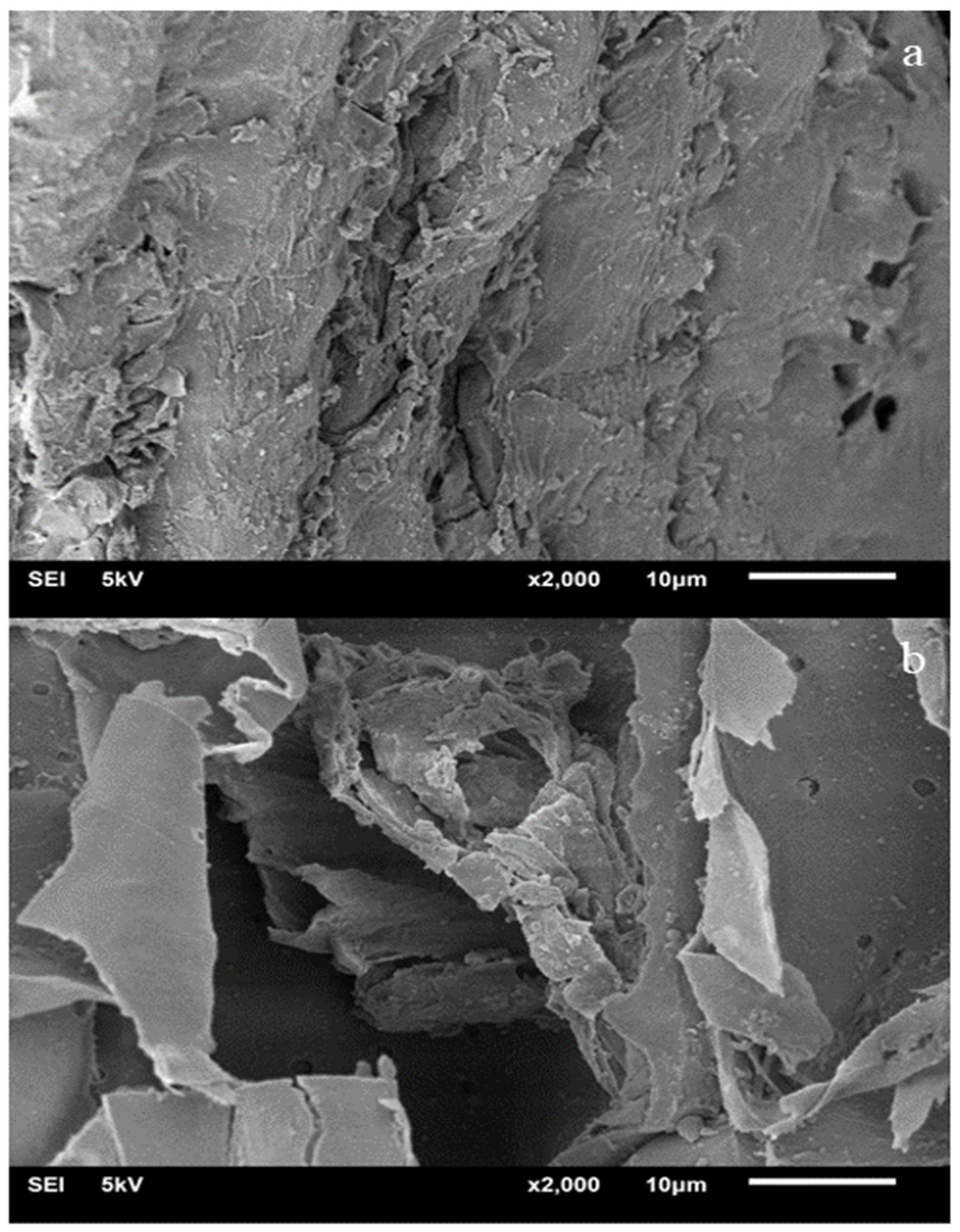
2.3. Characterization of Solid Residues from LHW Pretreatment Process
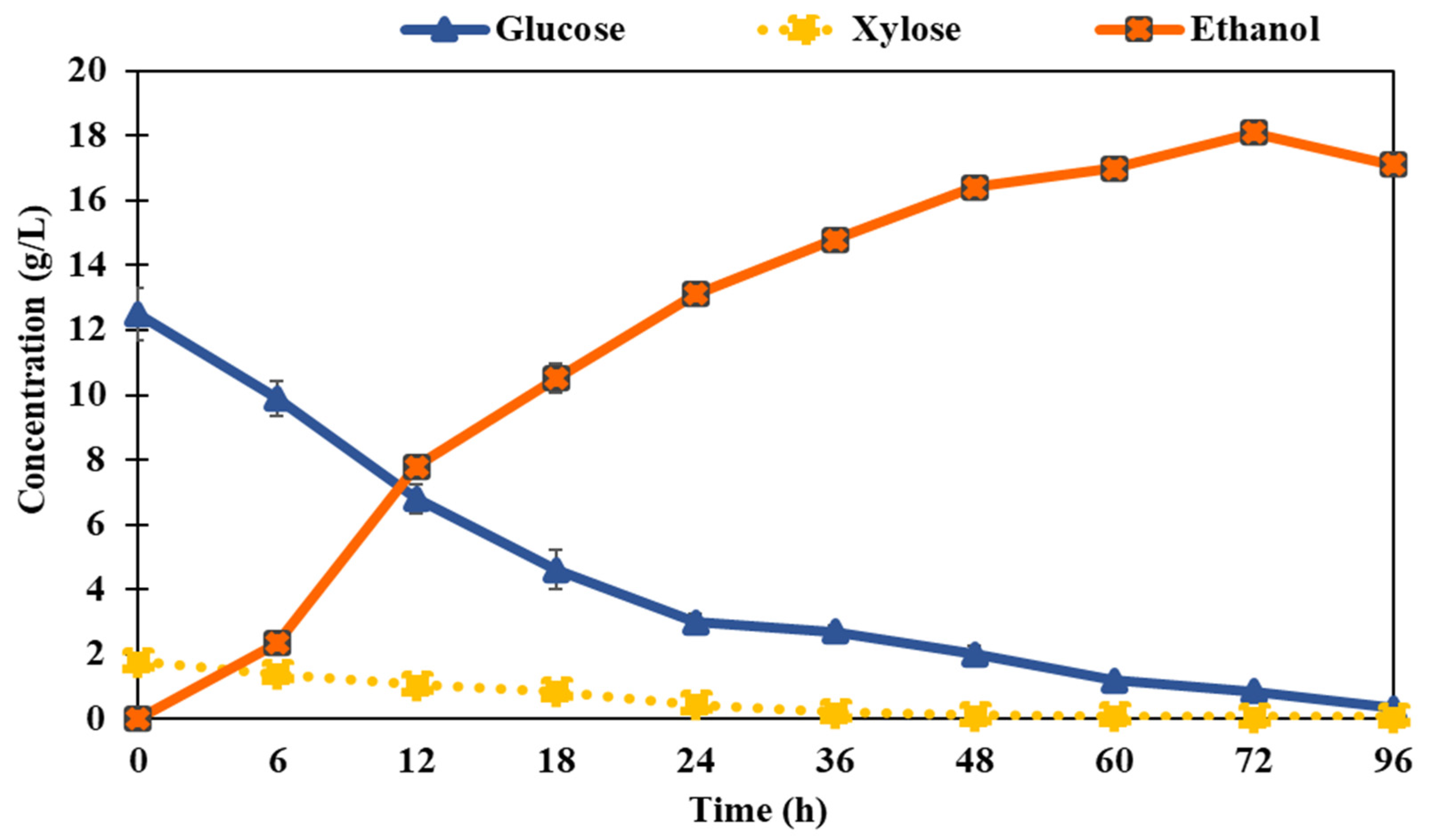
2.4. Ethanol Fermentation After the LHW Pretreatment Process
3. Materials and Methods
3.1. Materials
3.2. LHW Pretreatment Process
3.3. The Optimization for Cellulose Fractionation by RSM
3.4. Analysis of Cellulose
3.5. Analysis of Derivative Product in Aqueous Phase
3.6. Characterization of Native Sweet Stalk Sorghum Sample and Solid Residues After LHW
3.6.1. Elemental Analysis
3.6.2. Scanning Electron Microscopy Analysis (SEM)
3.6.3. X-Ray Diffraction Analysis (XRD)
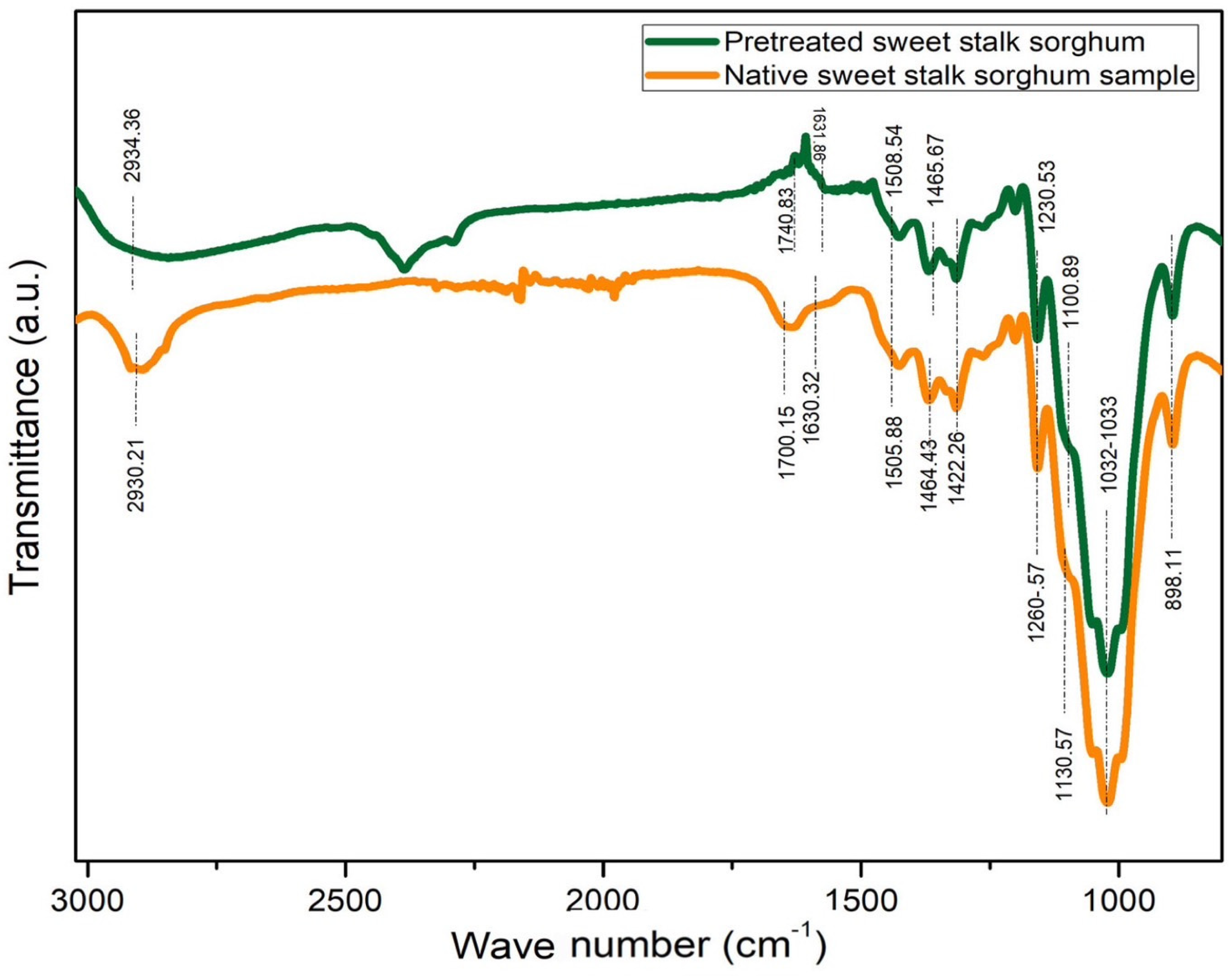
3.6.4. Fourier-Transform Infrared Spectroscopy (FTIR)
3.6.5. Thermogravimetric Analysis (TGA)
3.7. Procedures for Enzymatic Hydrolysis and Ethanol Product
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| LHW | Liquid hot water pretreatment |
| RSM | Response surface method |
| NREL | National Renewable Energy Laboratory |
| SEM | Scanning electron microscopy analysis |
| XRD | X-ray diffraction analysis |
| FTIR | Fourier-transform infrared spectroscopy |
| TGA | Thermogravimetric analysis |
References
- Millward-Hopkins, J.; Steinberger, J.K.; Rao, N.D.; Oswald, Y. Providing decent living with minimum energy: A global scenario. Glob. Environ. Chang. 2020, 65, 102168. [Google Scholar] [CrossRef]
- Louw, J.; Dogbe, E.S.; Yang, B.; Görgens, J.F. Prioritisation of biomass-derived products for biorefineries based on economic feasibility: A review on the comparability of techno-economic assessment results. Renew. Sustain. Energy Rev. 2023, 188, 113840. [Google Scholar] [CrossRef]
- Kobayashi, H.; Fukuoka, A. Synthesis and utilisation of sugar compounds derived from lignocellulosic biomass. Green Chem. 2013, 15, 1740–1763. [Google Scholar] [CrossRef]
- Qi, B.; Vu, A.; Wickramasinghe, S.R.; Qian, X. Glucose production from lignocellulosic biomass using a membrane-based polymeric solid acid catalyst. Biomass Bioenergy 2018, 117, 137–145. [Google Scholar] [CrossRef]
- Chareonlimkun, A.; Champreda, V.; Shotipruk, A.; Laosiripojana, N. Reactions of C5 and C6-sugars, cellulose, and lig-nocellulose under hot compressed water (HCW) in the presence of heterogeneous acid catalysts. Fuel 2010, 89, 2873–2880. [Google Scholar] [CrossRef]
- Zhang, Q.; Wei, Y.; Han, H.; Weng, C. Enhancing bioethanol production from water hyacinth by new combined pre-treatment methods. Bioresour. Technol. 2018, 251, 358–363. [Google Scholar] [CrossRef] [PubMed]
- Nurfahmi; Ong, H.C.; Jan, B.M.; Tong, C.W.; Fauzi, H.; Chen, W.-H. Effects of organosolv pretreatment and acid hydrolysis on palm empty fruit bunch (PEFB) as bioethanol feedstock. Biomass Bioenergy 2016, 95, 78–83. [Google Scholar] [CrossRef]
- Saif Rehman, M.; Kim, I.; Chisti, Y.; Han, J.I. Use of ultrasound in the production of bioethanol from lignocellulosic biomass. Energy Educ. Sci. Technol. 2013, 30, 1391–1410. [Google Scholar]
- Klotz, M.; Oberschelp, C.; Salah, C.; Subal, L.; Hellweg, S. The role of chemical and solvent-based recycling within a sustainable circular economy for plastics. Sci. Total. Environ. 2023, 906, 167586. [Google Scholar] [CrossRef]
- Bhutto, A.W.; Qureshi, K.; Harijan, K.; Abro, R.; Abbas, T.; Bazmi, A.A.; Karim, S.; Yu, G. Insight into progress in pre-treatment of lignocellulosic biomass. Energy 2017, 122, 724–745. [Google Scholar] [CrossRef]
- Deshavath, N.N.; Veeranki, V.D.; Goud, V.V. Lignocellulosic feedstocks for the production of bioethanol availability, structure, and composition. Sustain. Bioenergy Adv. Impacts 2019, 1–19. [Google Scholar] [CrossRef]
- Martín-Lara, M.; Chica-Redecillas, L.; Pérez, A.; Blázquez, G.; Garcia-Garcia, G.; Calero, M. Liquid Hot Water Pretreatment and Enzymatic Hydrolysis as a Valorization Route of Italian Green Pepper Waste to Delivery Free Sugars. Foods 2020, 9, 1640. [Google Scholar] [CrossRef]
- Świątek, K.; Gaag, S.; Klier, A.; Kruse, A.; Sauer, J.; Steinbach, D. Acid Hydrolysis of Lignocellulosic Biomass: Sugars and Furfurals Formation. Catalysts 2020, 10, 437. [Google Scholar] [CrossRef]
- Bukhari, N.A.; Luthfi, A.A.I.; Rahim, N.A.; Nasrin, A.B.; Sukiran, M.A.; Loh, S.K. Biomass Deacetylation at Moderate Solid Loading Improves Sugar Recovery and Succinic Acid Production. Fermentation 2023, 9, 235. [Google Scholar] [CrossRef]
- Martín, C.; Dixit, P.; Momayez, F.; Jönsson, L.J. Hydrothermal Pretreatment of Lignocellulosic Feedstocks to Facilitate Biochemical Conversion. Front. Bioeng. Biotechnol. 2022, 10, 846592. [Google Scholar] [CrossRef]
- Xie, H.; Zhang, J.; Wang, Z. Enzymatic hydrolysis of lignocellulosic biomass from low to high solids loading. Biotechnol. Biofuels 2016, 9, 204. [Google Scholar]
- Zhang, J.; Chen, M.; Yang, R. Surfactant-assisted alkaline pretreatment and enzymatic hydrolysis of Miscanthus sinensis to improve sugar recovery. Front. Bioeng. Biotechnol. 2019, 7, 256. [Google Scholar]
- Kłosowski, G.; Mikulski, D. Changes in various lignocellulose biomasses structure after microwave-assisted hydrotropic pretreatment. Renew. Energy 2023, 219, 119387. [Google Scholar] [CrossRef]
- Meng, X.; Ragauskas, A.J. Recent advances in understanding the role of cellulose accessibility in enzymatic hydrolysis of lignocellulosic substrates. Curr. Opin. Biotechnol. 2014, 27, 150–158. [Google Scholar] [CrossRef]
- Hall, M.; Bansal, P.; Lee, J.H.; Realff, M.J.; Bommarius, A.S. Cellulose crystallinity—A key predictor of the enzymatic hydrolysis rate. FEBS J. 2010, 277, 1571–1582. [Google Scholar] [CrossRef]
- Thite, V.S.; Nerurkar, A.S. Valorization of sugarcane bagasse by chemical pretreatment and enzyme mediated decon-struction. Sci. Rep. 2019, 9, 15904. [Google Scholar] [CrossRef]
- Horikawa, Y.; Hirano, S.; Mihashi, A.; Kobayashi, Y.; Zhai, S.; Sugiyama, J. Prediction of Lignin Contents from Infrared Spectroscopy: Chemical Digestion and Lignin/Biomass Ratios of Cryptomeria japonica. Appl. Biochem. Biotechnol. 2019, 188, 1066–1076. [Google Scholar] [CrossRef] [PubMed]
- Popescu, C.M.; Vasile, C.; Popescu, M.C.; Singurel, G. Analytical methods for lignin characterization. II. Spectroscopic studies. Cellulose Chem. Technol. 2006, 40, 597–622. [Google Scholar]
- Zhuang, J.; Li, M.; Pu, Y.; Ragauskas, A.J.; Yoo, C.G. Observation of Potential Contaminants in Processed Biomass Using Fourier Transform Infrared Spectroscopy. Appl. Sci. 2020, 10, 4345. [Google Scholar] [CrossRef]
- Shi, J.; Xing, D.; Lia, J. FTIR Studies of the Changes in Wood Chemistry from Wood Forming Tissue under Inclined Treatment. Energy Procedia 2012, 16, 758–762. [Google Scholar] [CrossRef]
- Ragauskas, A.J.; Beckham, G.T.; Biddy, M.J.; Chandra, R.; Chen, F.; Davis, M.F.; Davison, B.H.; Dixon, R.A.; Gilna, P.; Keller, M.; et al. Lignin Valorization: Improving Lignin Processing in the Biorefinery. Science 2014, 344, 1246843. [Google Scholar] [CrossRef]
- Abolore, R.S.; Jaiswal, S.; Jaiswal, A.K. Green and sustainable pretreatment methods for cellulose extraction from lignocellulosic biomass and its applications: A review. Carbohydr. Polym. Technol. Appl. 2023, 7, 100396. [Google Scholar] [CrossRef]
- Long, Y.; Yu, Y.; Chua, Y.W.; Wu, H. Acid-catalysed cellulose pyrolysis at low temperatures. Fuel 2017, 193, 460–466. [Google Scholar] [CrossRef]
- Li, X.; Shi, Y.; Kong, W.; Wei, J.; Song, W.; Wang, S. Improving enzymatic hydrolysis of lignocellulosic biomass by bio-coordinated physicochemical pretreatment—A review. Energy Rep. 2022, 8, 696–709. [Google Scholar] [CrossRef]
- Zhou, H.; Long, Y.; Meng, A.; Chen, S.; Li, Q.; Zhang, Y. A novel method for kinetics analysis of pyrolysis of hemicellulose, cellulose, and lignin in TGA and macro-TGA. RSC Adv. 2015, 5, 26509–26516. [Google Scholar] [CrossRef]
- Singh, R.K.; Soni, B.; Patel, U.; Joshi, A.K.; Patel, S.K.S. Boosted Bio-Oil Production and Sustainable Energy Resource Recovery Through Optimizing Oxidative Pyrolysis of Banana Waste. Fuels 2025, 6, 3. [Google Scholar] [CrossRef]
- Malik, K.; Salama, E.-S.; Kim, T.H.; Li, X. Enhanced ethanol production by Saccharomyces cerevisiae fermentation post acidic and alkali chemical pretreatments of cotton stalk lignocellulose. Int. Biodeterior. Biodegradation 2020, 147, 104869. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of structural carbohy-drates and lignin in biomass. In Laboratory Analytical Procedure (LAP); National Renewable Energy Laboratory: Golden, CO, USA, 2008. [Google Scholar]
- Khongchamnan, P.; Suriyachai, N.; Kreetachat, T.; Laosiripojana, N.; Weerasai, K.; Champreda, V.; Imman, S. Optimization of Liquid Hot Water Pretreatment and Fermentation for Ethanol Production from Sugarcane Bagasse Using Sac-charomyces cerevisiae. Catalysts 2022, 12, 463. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Factor A | Factor B | Factor C | Response Glucose Yield (%) a | |
|---|---|---|---|---|---|
| Temp (°C) | Time (min) | H2SO4 (%) | Actual Value | Predicted Value | |
| 1 | 110 | 90 | 0.9 | 90.11 | 90.53 |
| 2 | 90 | 120 | 0.9 | 63.43 | 63.77 |
| 3 | 130 | 120 | 0.9 | 73.89 | 74.55 |
| 4 | 110 | 90 | 0.9 | 91.09 | 90.53 |
| 5 | 130 | 60 | 0.9 | 74.62 | 74.27 |
| 6 | 110 | 120 | 1.35 | 64.09 | 64.19 |
| 7 | 90 | 90 | 1.35 | 61.57 | 61.12 |
| 8 | 110 | 60 | 1.35 | 65.35 | 66.45 |
| 9 | 110 | 60 | 0.45 | 63.69 | 63.58 |
| 10 | 130 | 90 | 1.35 | 72.86 | 72.09 |
| 11 | 110 | 90 | 0.9 | 90.4 | 90.53 |
| 12 | 90 | 60 | 0.9 | 64.76 | 64.10 |
| 13 | 130 | 90 | 0.45 | 70.53 | 70.97 |
| 14 | 110 | 120 | 0.45 | 66.92 | 65.81 |
| 15 | 90 | 90 | 0.45 | 60.23 | 60.99 |
| Lits | Adj R-Squared | Pred R-Squared | R-Squared |
|---|---|---|---|
| Glucose yield | 0.9901 | 0.9482 | 0.9964 |
| Source | SS | df | MS | F-Test | p-Value |
|---|---|---|---|---|---|
| Model | 1610.68 | 9.00 | 178.96 | 157.91 | <0.0001 |
| A-Temp | 219.56 | 1.00 | 219.56 | 193.72 | <0.0001 |
| B-Time | 0.00 | 1.00 | 0.00 | 0.00 | 0.9773 |
| C-H2SO4 | 0.78 | 1.00 | 0.78 | 0.69 | 0.4442 |
| AB | 0.09 | 1.00 | 0.09 | 0.08 | 0.7893 |
| AC | 0.25 | 1.00 | 0.25 | 0.22 | 0.6615 |
| BC | 5.04 | 1.00 | 5.04 | 4.45 | 0.0887 |
| A^2 | 371.94 | 1.00 | 371.94 | 328.18 | <0.0001 |
| B^2 | 473.28 | 1.00 | 473.28 | 417.59 | <0.0001 |
| C^2 | 744.43 | 1.00 | 744.43 | 656.84 | <0.0001 |
| Lits | Crystallinity Index (%) | Crystalline Size (nm) |
|---|---|---|
| Native sweet stalk sorghum | 56.32 | 2.83 |
| Pretreated sweet stalk sorghum | 67.10 | 2.51 |
| Wave Number (cm−1) | Assignment |
|---|---|
| 3445–3420 | Hydroxyl group (OH) |
| 2930–2800 | C–H stretching vibrations |
| 1743–1700 | C–O stretching vibrations |
| 1631 | Absorbed water |
| 1464 | Aromatic groups |
| 1466–1508 | C = C–C aromatic ring stretching |
| 1260–1230 | C–O stretching |
| 1160 | C–O antisymmetric stretching |
| 1130–1100 | Cellulose structure |
| 1032–1033 | Aromatic C–H groups |
| 898 | Glycosidic linked β–(1 → 4) |
| Sample | Elemental Analysis (wt.%) | |||||
|---|---|---|---|---|---|---|
| C | H | N | O | S | Total (%) | |
| Native sweet stalk sorghum | 56.31 | 3.92 | 0.64 | 38.85 | 0.28 | 100 |
| Pretreated sweet stalk sorghum | 55.70 | 3.87 | 0.23 | 39.96 | 0.24 | 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kreetachat, T.; Suriyachai, N.; Khongchamnan, P.; Suwannahong, K.; Wongcharee, S.; Sakulthaew, C.; Chokejaroenrat, C.; Imman, S. Optimization of Acid-Catalyzed Hydrolysis and Simultaneous Saccharification and Fermentation for Enhanced Ethanol Production from Sweet Stalk Sorghum. Catalysts 2025, 15, 379. https://doi.org/10.3390/catal15040379
Kreetachat T, Suriyachai N, Khongchamnan P, Suwannahong K, Wongcharee S, Sakulthaew C, Chokejaroenrat C, Imman S. Optimization of Acid-Catalyzed Hydrolysis and Simultaneous Saccharification and Fermentation for Enhanced Ethanol Production from Sweet Stalk Sorghum. Catalysts. 2025; 15(4):379. https://doi.org/10.3390/catal15040379
Chicago/Turabian StyleKreetachat, Torpong, Nopparat Suriyachai, Punjarat Khongchamnan, Kowit Suwannahong, Surachai Wongcharee, Chainarong Sakulthaew, Chanat Chokejaroenrat, and Saksit Imman. 2025. "Optimization of Acid-Catalyzed Hydrolysis and Simultaneous Saccharification and Fermentation for Enhanced Ethanol Production from Sweet Stalk Sorghum" Catalysts 15, no. 4: 379. https://doi.org/10.3390/catal15040379
APA StyleKreetachat, T., Suriyachai, N., Khongchamnan, P., Suwannahong, K., Wongcharee, S., Sakulthaew, C., Chokejaroenrat, C., & Imman, S. (2025). Optimization of Acid-Catalyzed Hydrolysis and Simultaneous Saccharification and Fermentation for Enhanced Ethanol Production from Sweet Stalk Sorghum. Catalysts, 15(4), 379. https://doi.org/10.3390/catal15040379