
Heterogeneous Acid Catalytic Filaments for Three-Dimensional Printing: Their Preparation, Characterization, and Reduction of Free Fatty Acids in Crude Palm Oil



Abstract
1. Introduction
2. Results and Discussion
2.1. Mechanical Properties of Acid Catalytic Filaments
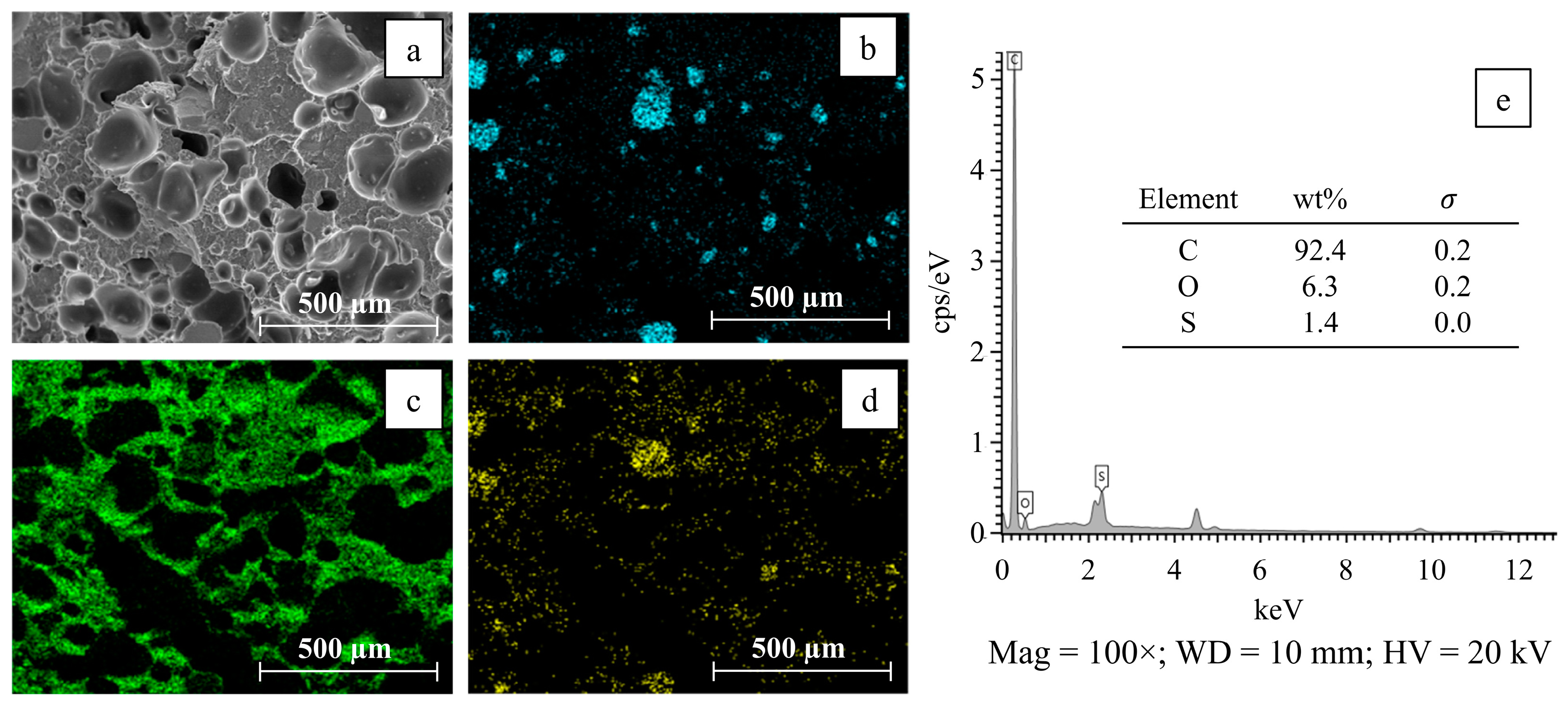
2.2. Characterization of Acid Catalytic Filaments
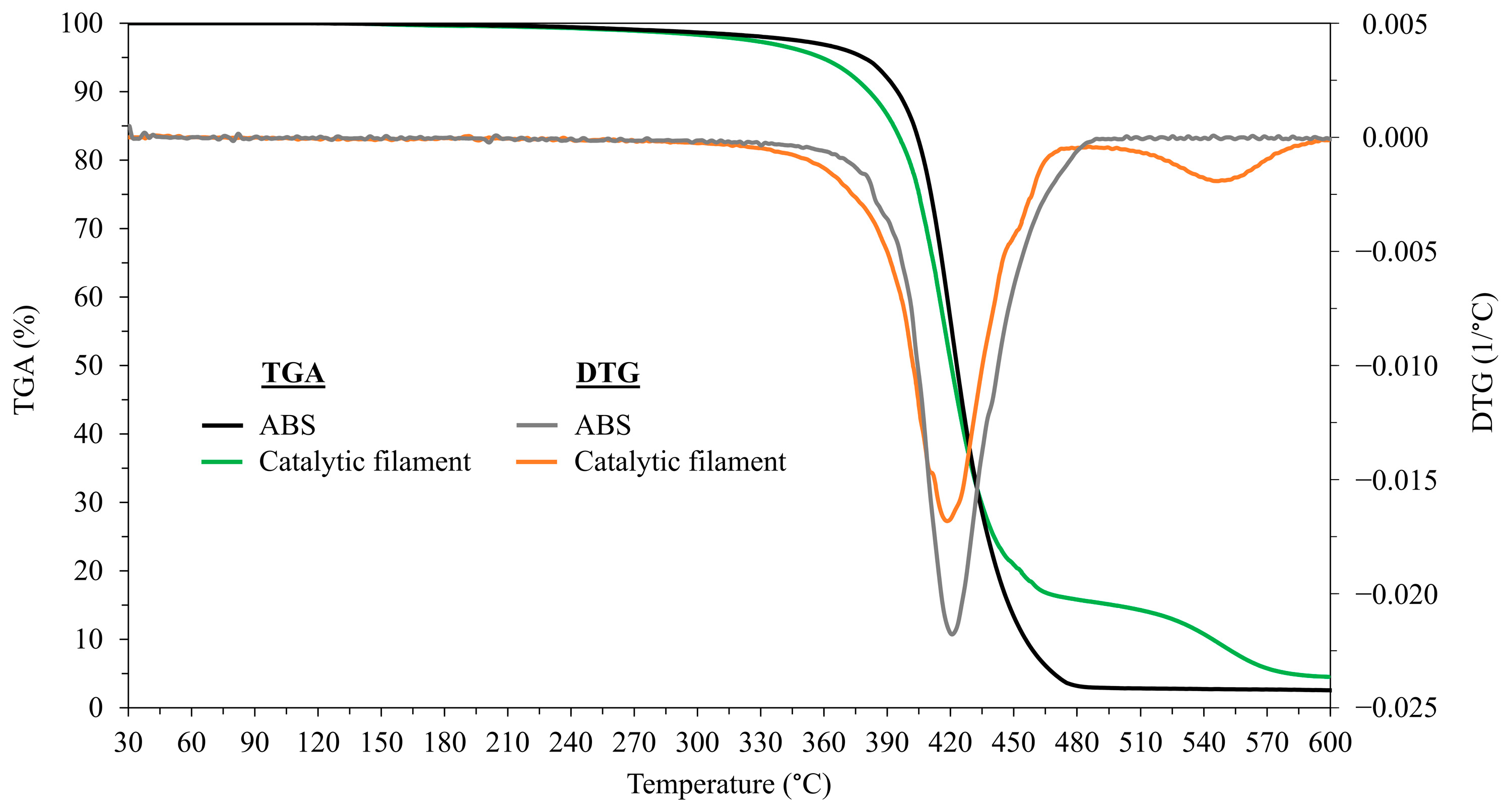
2.3. Thermal Stability of Acid Catalytic Filaments
2.4. Experimental Results of FFA Reduction in CPO Using Acid Catalytic Filaments
2.4.1. Experimental Results and Statistical Analysis
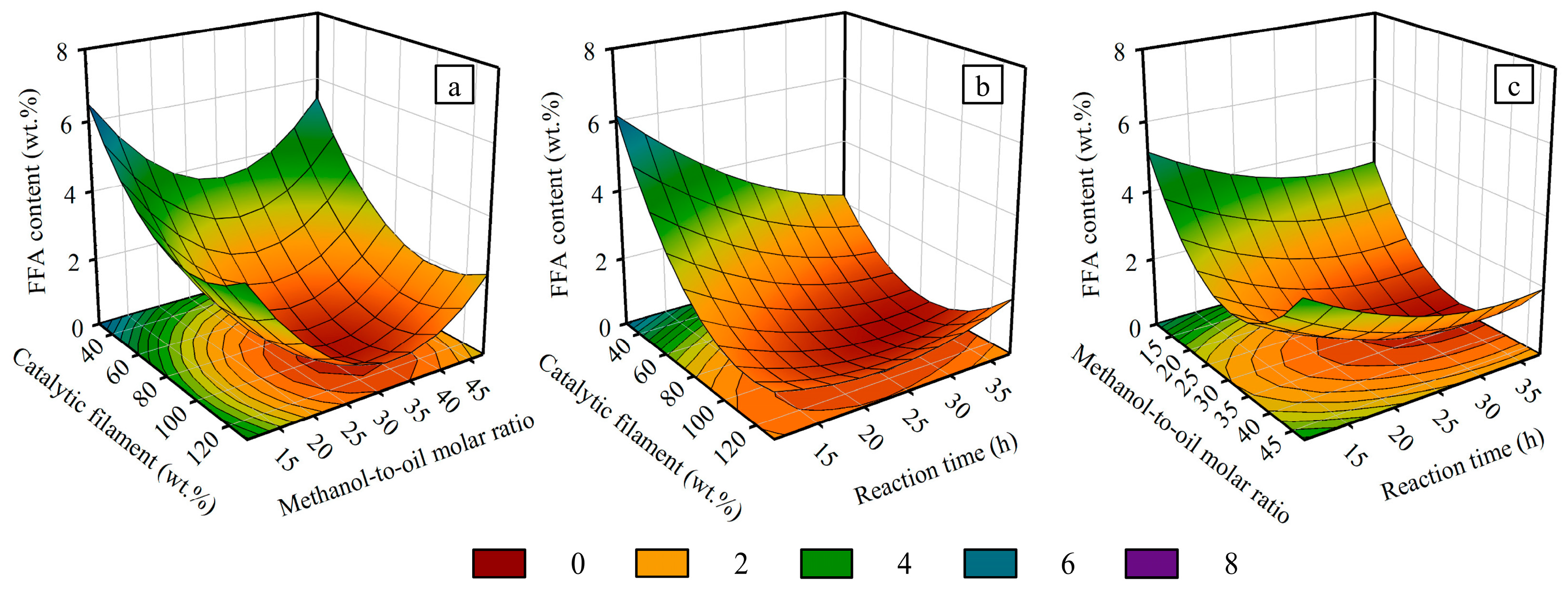
2.4.2. Influence of Independent Variables on FFA Reduction
2.4.3. Optimal Conditions for the Reduction of the FFAs in CPO
2.4.4. Reusability of Acid Catalytic Filaments
3. Materials and Methods
3.1. Materials
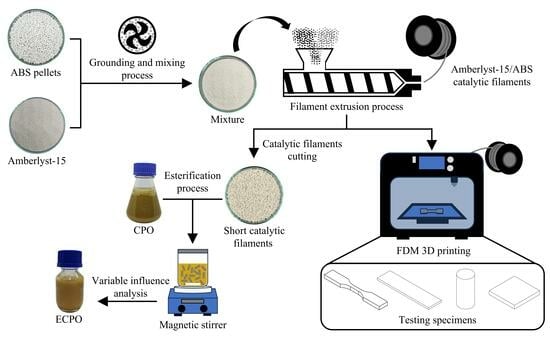
3.2. Preparation of Acid Catalytic Filaments
3.3. Analysis of the Characteristics of the Acid Catalytic Filaments
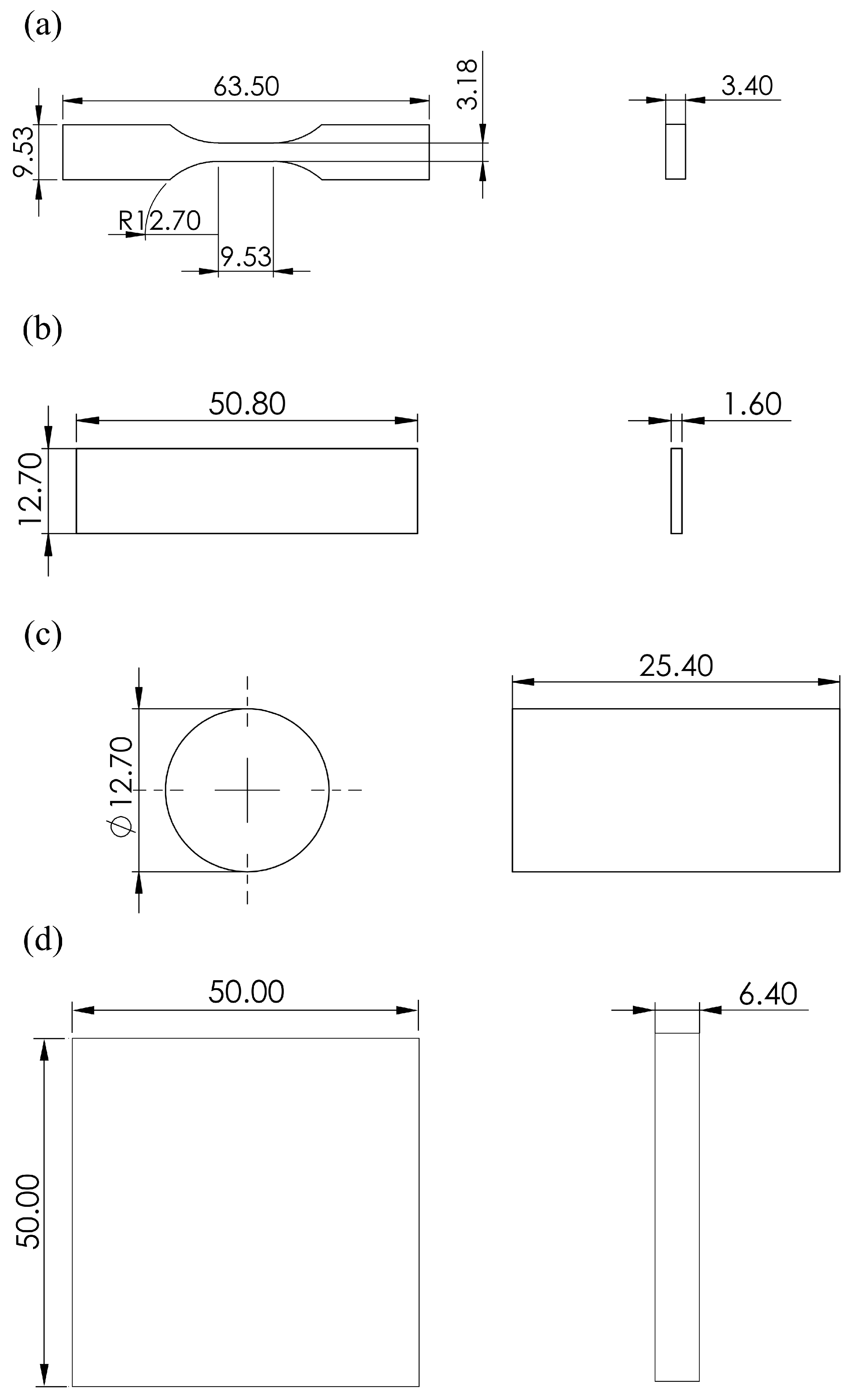
3.4. Analysis of the Mechanical Properties of the Acid Catalytic Filaments
3.5. FFA Reduction in CPO Using Acid Catalytic Filaments
3.5.1. Experimental Design
3.5.2. Experimental Procedures
3.5.3. Reusability of Catalytic Filaments
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Line Today. Factors Affecting Oil Demand and Prices. Available online: https://today.line.me/th/v2/article/QwGjj2r (accessed on 10 January 2025).
- U.S. Energy Information Administration. Short-Term Energy Outlook (STEO). Available online: https://www.eia.gov/outlooks/steo/?utm.com (accessed on 10 January 2025).
- Afifa; Arshad, K.; Hussain, N.; Ashraf, M.H.; Saleem, M.Z. Air Pollution and Climate Change as Grand Challenges to Sustainability. Sci. Total Environ. 2024, 928, 172370. [Google Scholar] [CrossRef] [PubMed]
- Monika; Banga, S.; Pathak, V.V. Biodiesel Production from Waste Cooking Oil: A Comprehensive Review on The Application of Heterogenous Catalysts. Energy Nexus. 2023, 10, 100209. [Google Scholar] [CrossRef]
- Ebadian, M.; van Dyk, S.; McMillan, J.D.; Saddler, J. Biofuels Policies that have Encouraged their Production and Use: An International Perspective. Energy Policy 2020, 147, 111906. [Google Scholar] [CrossRef]
- Atabani, A.E.; Silitonga, A.S.; Badruddin, I.A.; Mahlia, T.M.I.; Masjuki, H.H.; Mekhilef, S. A Comprehensive Review on Biodiesel as an Alternative Energy Resource and its Characteristics. Renew. Sustain. Energy Rev. 2012, 16, 2070–2093. [Google Scholar] [CrossRef]
- Boz, N.; Degirmenbasi, N.; Kalyon, D.M. Esterification and Transesterification of Waste Cooking Oil over Amberlyst 15 and modified Amberlyst 15 Catalysts. Appl. Catal. B 2015, 165, 723–730. [Google Scholar] [CrossRef]
- O’Malley, J.; Searle, S. Air Quality Impacts of Biodiesel in The United States; ICCT: Washington, DC, USA, 2021; pp. 1–36. [Google Scholar]
- Ogunkunle, O.; Ahmed, N.A. Overview of Biodiesel Combustion in Mitigating the Adverse Impacts of Engine Emissions on The Sustainable Human–Environment Scenario. Sustainability 2021, 13, 5465. [Google Scholar] [CrossRef]
- Reddy, S.N.K.; Wani, M.M. A Comprehensive Review on Effects of Nanoparticles–Antioxidant Additives–Biodiesel Blends on Performance and Emissions of Diesel Engine. Appl. Sci. Eng. Prog. 2020, 13, 285–298. [Google Scholar] [CrossRef]
- Shahir, S.A.; Masjuki, H.H.; Kalam, M.A.; Imran, A.; Fattah, I.M.R.; Sanjid, A. Feasibility of Diesel–Biodiesel–Ethanol/Bioethanol Blend as Existing CI Engine Fuel: An Assessment of Properties, Material Compatibility, Safety and Combustion. Renew. Sustain. Energy Rev. 2014, 32, 379–395. [Google Scholar] [CrossRef]
- Banchero, M.; Gozzelino, G. A Simple Pseudo-Homogeneous Reversible Kinetic Model for the Esterification of Different Fatty Acids with Methanol in the Presence of Amberlyst-15. Energies 2018, 11, 1843. [Google Scholar] [CrossRef]
- Gaurav, A.; Dumas, S.; Mai, C.T.Q.; Ng, F.T.T. A Kinetic Model for a Single Step Biodiesel Production from a High Free Fatty Acid (FFA) Biodiesel Feedstock over a Solid Heteropolyacid Catalyst. Green Energy Environ. 2019, 4, 328–341. [Google Scholar] [CrossRef]
- Mandari, V.; Devarai, S.K. Biodiesel Production Using Homogeneous, Heterogeneous, and Enzyme Catalysts via Transesterification and Esterification Reactions: A Critical Review. BioEnergy Res. 2022, 15, 935–961. [Google Scholar] [CrossRef]
- Litinas, A.; Geivanidis, S.; Faliakis, A.; Courouclis, Y.; Samaras, Z.; Keder, A.; Krasnoholovets, A.; Gandzha, I.; Zabulonov, Y.; Puhach, O.; et al. Biodiesel Production from High FFA Feedstocks with A Novel Chemical Multifunctional Process Intensifier. Biofuel Res. J. 2020, 7, 1170–1177. [Google Scholar] [CrossRef]
- Ridwan, I.; Ghazali, M.; Kusmayadi, A.; Putra, R.D.; Marlina, N.; Andrijanto, E. The Effect of Co-solvent on Esterification of Oleic Acid Using Amberlyst 15 as Solid Acid Catalyst in Biodiesel Production. MATEC Web Conf. 2018, 156, 03002. [Google Scholar] [CrossRef]
- Kasirajan, R. Biodiesel Production by Two Step Process from an Energy Source of Chrysophyllum Albidum Oil Using Homogeneous Catalyst. S. Afr. J. Chem. Eng. 2021, 37, 161–166. [Google Scholar] [CrossRef]
- Khan, Z.; Javed, F.; Shamair, Z.; Hafeez, A.; Fazal, T.; Aslam, A.; Zimmerman, W.B.; Rehman, F. Current Developments in Esterification Reaction: A Review on Process and Parameters. J. Ind. Eng. Chem. 2021, 103, 80–101. [Google Scholar] [CrossRef]
- Vitiello, R.; Taddeo, F.; Russo, V.; Turco, R.; Buonerba, A.; Grassi, A.; Di Serio, M.; Tesser, R. Production of Sustainable Biochemicals by Means of Esterification Reaction and Heterogeneous Acid Catalysts. ChemEngineering 2021, 5, 46. [Google Scholar] [CrossRef]
- Wang, B.; Wang, B.; Shukla, S.K.; Wang, R. Enabling Catalysts for Biodiesel Production via Transesterification. Catalysts 2023, 13, 740. [Google Scholar] [CrossRef]
- Gea, S.; Widati, A.A.; Syukri, S.; Eddiyanto; Wardana, D. Esterification of Palm Fatty Acid Distillate to Methyl Ester Using Amberlyst Catalyst in a Semi-Continuous Reactor. AIP Conf. Proc. 2024, 3026, 030008. [Google Scholar] [CrossRef]
- Makki, T.; Vattathurvalappil, S.H.; Theravalappil, R.; Nazir, A.; Alhajeri, A.; Azeem, M.A.; Mahdi, E.; Ummer, A.C.; Ali, U. 3D and 4D printing: A review of Virgin Polymers Used in Fused Deposition Modeling. Compos. Part C Open Access 2024, 14, 100472. [Google Scholar] [CrossRef]
- Fafenrot, S.; Grimmelsmann, N.; Wortmann, M.; Ehrmann, A. Three-Dimensional (3D) Printing of Polymer-Metal Hybrid Materials by Fused Deposition Modeling. Materials 2017, 10, 1199. [Google Scholar] [CrossRef]
- Iqbal, H.; Fernandes, Q.; Idoudi, S.; Basineni, R.; Billa, N. Status of Polymer Fused Deposition Modeling (FDM)-Based Three-Dimensional Printing (3DP) in the Pharmaceutical Industry. Polymers 2024, 16, 386. [Google Scholar] [CrossRef]
- Chadha, U.; Abrol, A.; Vora, N.P.; Tiwari, A.; Shanker, S.K.; Selvaraj, S.K. Performance Evaluation of 3D Printing Technologies: A Review, Recent Advances, Current Challenges, and Future Directions. Prog. Addit. Manuf. 2022, 7, 853–886. [Google Scholar] [CrossRef]
- Cano-Vicent, A.; Tambuwala, M.M.; Hassan, S.S.; Barh, D.; Aljabali, A.A.A.; Birkett, M.; Arjunan, A.; Serrano-Aroca, Á. Fused Deposition Modelling: Current Status, Methodology, Applications and Future Prospects. Addit. Manuf. 2021, 47, 102378. [Google Scholar] [CrossRef]
- Jagadeesh, P.; Puttegowda, M.; Rangappa, S.M.; Alexey, K.; Gorbatyuk, S.; Khan, A.; Doddamani, M.; Siengchin, S. A Comprehensive Review on 3D Printing Advancements in Polymer Composites: Technologies, Materials, and Applications. Int. J. Adv. Manuf. Technol. 2022, 121, 127–169. [Google Scholar] [CrossRef]
- Kichloo, A.F.; Raina, A.; Haq, M.I.U.; Wani, M.S. Impact of Carbon Fiber Reinforcement on Mechanical and Tribological Behavior of 3D-Printed Polyethylene Terephthalate Glycol Polymer Composites—An Experimental Investigation. J. Mater. Eng. Perform. 2022, 31, 1021–1038. [Google Scholar] [CrossRef]
- Wissamitanan, T.; Dechwayukul, C.; Kalkornsurapranee, E.; Thongruang, W. Proper Blends of Biodegradable Polycaprolactone and Natural Rubber for 3D Printing. Polymers 2020, 12, 2416. [Google Scholar] [CrossRef]
- Li, B.; Zhang, S.; Zhang, L.; Gao, Y.; Xuan, F. Strain Sensing Behavior of FDM 3D Printed Carbon Black Filled TPU with Periodic Configurations and Flexible Substrates. J. Manuf. Process. 2022, 74, 283–295. [Google Scholar] [CrossRef]
- Osman, M.A.; Atia, M.R.A. Investigation of ABS-Rice Straw Composite Feedstock Filament for FDM. Rapid Prototyp. J. 2018, 24, 1067–1075. [Google Scholar] [CrossRef]
- Kottasamy, A.; Samykano, M.; Kadirgama, K.; Rahman, M.; Noor, M.M. Experimental Investigation and Prediction Model for Mechanical Properties of Copper-Reinforced Polylactic Acid Composites (Cu-PLA) Using FDM-Based 3D Printing Technique. Int. J. Adv. Manuf. Technol. 2022, 119, 5211–5232. [Google Scholar] [CrossRef]
- Botti, R.F.; Innocentini, M.D.M.; Faleiros, T.A.; Mello, M.F.; Flumignan, D.L.; Santos, L.K.; Franchin, G.; Colombo, P. Additively Manufactured Geopolymer Structured Heterogeneous Catalysts for Biodiesel Production. Appl. Mater. Today 2021, 23, 101022. [Google Scholar] [CrossRef]
- Borges, M.E.; Hernández, L.; Ruiz-Morales, J.C.; Martín-Zarza, P.F.; Fierro, J.L.G.; Esparza, P. Use of 3D Printing for Biofuel Production: Efficient Catalyst for Sustainable Biodiesel Production from Wastes. Clean Technol. Environ. Policy 2017, 19, 2113–2127. [Google Scholar] [CrossRef]
- Pongraktham, K.; Somnuk, K. Heterogeneous Calcium Oxide Catalytic Filaments for Three-Dimensional Printing: Preparation, Characterization, and Use in Methyl Ester Production. ACS Omega 2024, 9, 27578–27591. [Google Scholar] [CrossRef] [PubMed]
- Adeniran, O.; Cong, W.; Bediako, E.; Aladesanmi, V. Additive Manufacturing of Carbon Fiber Reinforced Plastic Composites: The Effect of Fiber Content on Compressive Properties. J. Compos. Sci. 2021, 5, 325. [Google Scholar] [CrossRef]
- Revert, A.; Reig, M.; Seguí, V.J.; Boronat, T.; Fombuena, V.; Balart, R. Upgrading Brewer’s Spent Grain as Functional Filler in Polypropylene Matrix. Polym. Compos. 2017, 38, 40–47. [Google Scholar] [CrossRef]
- Das, S.; Anal, J.M.H.; Kalita, P.; Saikia, L.; Rokhum, S.L. Process Optimization of Biodiesel Production Using Waste Snail Shell as A Highly Active Nanocatalyst. Int. J. Energy Res. 2023, 2023, 6676844. [Google Scholar] [CrossRef]
- Qu, T.; Niu, S.; Gong, Z.; Han, K.; Wang, Y.; Lu, C. Wollastonite Decorated with Calcium Oxide as Heterogeneous Transesterification Catalyst for Biodiesel Production: Optimized by Response Surface Methodology. Renew. Energy 2020, 159, 873–884. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. Filaments Production and Fused Deposition Modelling of ABS/Carbon Nanotubes Composites. Nanomaterials 2018, 8, 49. [Google Scholar] [CrossRef]
- Dhandapani, A.; Krishnasamy, S.; Rajini, N.; Siengchin, S.; Senthil Muthu Kumar, T.; Chandrasekar, M.; Yorseng, K. Thermal and Tensile Properties of 3D Printed ABS–Glass Fibre, ABS–Glass Fibre–Carbon Fibre Hybrid Composites Made by Novel Hybrid Manufacturing Technique. J. Thermoplast. Compos. Mater. 2023, 37, 206–225. [Google Scholar] [CrossRef]
- Fan, G.; Liao, C.; Fang, T.; Luo, S.; Song, G. Amberlyst 15 as a New and Reusable Catalyst for the Conversion of Cellulose into Cellulose Acetate. Carbohydr. Polym. 2014, 112, 203–209. [Google Scholar] [CrossRef] [PubMed]
- Narlıoğlu, N.; Salan, T.; Alma, M.H. Properties of 3D-Printed Wood Sawdust-Reinforced PLA Composites. BioResources 2021, 16, 5467–5480. [Google Scholar]
- Kumar, S.; Ramesh, M.R.; Doddamani, M.S.; Rangappa, M.; Siengchin, S. Mechanical Characterization of 3D Printed MWCNTs/HDPE Nanocomposites. Polym. Test 2022, 114, 107703. [Google Scholar] [CrossRef]
- Hart, K.R.; Dunn, R.M.; Sietins, J.M.; Hofmeister Mock, C.M.; Mackay, M.E.; Wetzel, E.D. Increased Fracture Toughness of Additively Manufactured Amorphous Thermoplastics via Thermal Annealing. Polymer 2018, 144, 192–204. [Google Scholar] [CrossRef]
- Gomez-Caturla, J.; Montanes, N.; Quiles-Carrillo, L.; Balart, R.; Garcia-Garcia, D.; Dominici, F.; Puglia, D.; Torre, L. Development of Biodegradable PLA Composites and Tangerine Peel Flour with Improve Toughness Containing a Natural-Based Terpenoid. Express Polym. Lett. 2023, 17, 789–805. [Google Scholar] [CrossRef]
- Çantı, E.; Aydin, M. Effects of Micro Particle Reinforcement on Mechanical Properties of 3D Printed Parts. Rapid Prototyp. J. 2018, 24, 171–176. [Google Scholar] [CrossRef]
- Chueluecha, N.; Kaewchada, A.; Jaree, A. Biodiesel Synthesis Using Heterogeneous Catalyst in A Packed-Microchannel. Energy Conv. Manag. 2017, 141, 145–154. [Google Scholar] [CrossRef]
- Hykkerud, A.; Marchetti, J.M. Esterification of Oleic Acid with Ethanol in The Presence of Amberlyst-15. Biomass Bioenergy 2016, 95, 340–343. [Google Scholar] [CrossRef]
- Li, H.; Wang, Y.; Ma, X.; Guo, M.; Li, Y.; Li, G.; Cui, P.; Zhou, S.; Yu, M. Synthesis of CaO/ZrO2 Based Catalyst by Using UiO–66(Zr) and Calcium Acetate for Biodiesel Production. Renew. Energy 2022, 185, 970–977. [Google Scholar] [CrossRef]
- Binnal, P.; Amruth, A.; Basawaraj, M.P.; Chethan, T.S.; Murthy, K.R.S.; Rajashekhara, S. Microwave-Assisted Esterification and Transesterification of Dairy Scum Oil for Biodiesel Production: Kinetics and Optimisation Studies. Indian Chem. Eng. 2021, 63, 374–386. [Google Scholar] [CrossRef]
- Aisien, F.A.; Aisien, E.T. Modeling and Optimization of Transesterification of Rubber Seed Oil Using Sulfonated CaO Derived from Giant African Land Snail (Achatina fulica) Catalyst by Response Surface Methodology. Renew. Energy 2023, 207, 137–146. [Google Scholar] [CrossRef]
- Su, F.; Guo, Y. Advancements in Solid Acid Catalysts for Biodiesel Production. Green Chem. 2014, 16, 2934–2957. [Google Scholar] [CrossRef]
- Borah, M.J.; Das, A.; Das, V.; Bhuyan, N.; Deka, D. Transesterification of Waste Cooking Oil for Biodiesel Production Catalyzed by Zn Substituted Waste Egg Shell Derived CaO Nanocatalyst. Fuel 2019, 242, 345–354. [Google Scholar] [CrossRef]
- ASTM Standard D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM Standard D790-17; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- Panneerselvam, T.; Raghuraman, S.; Vamsi Krishnan, N. Investigating Mechanical Properties of 3D-Printed Polyethylene Terephthalate Glycol Material Under Fused Deposition Modeling. J. Inst. Eng. India Ser. C 2021, 102, 375–387. [Google Scholar] [CrossRef]
- ASTM Standard D695-15; Standard Test Method for Compressive Properties of Rigid Plastics. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM Standard D2240-15; Standard Test Method for Rubber Property-Durometer Hardness. ASTM International: West Conshohocken, PA, USA, 2016.
- Yeh, C.H.; Chou, C.M.; Lin, C.P. Design of Experiment for Optimization of 3D Printing Parameters of Base Plate Structures in Colostomy Bag for Newborns. J. Ind. Prod. Eng. 2021, 38, 523–535. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Methanol-to-Oil (Molar Ratio) | Catalytic Filament Loading (wt.%) | Reaction Time (h) | FFA Content (wt.%) | ||||
|---|---|---|---|---|---|---|---|---|
| Actual | Predicted | |||||||
| 1 | 10.5 | (–1.682) | 80 | (0) | 24 | (0) | 3.65 | 3.62 |
| 2 | 18 | (–1) | 50 | (–1) | 16 | (–1) | 4.34 | 4.27 |
| 3 | 18 | (–1) | 50 | (–1) | 32 | (+1) | 2.44 | 2.45 |
| 4 | 18 | (–1) | 110 | (+1) | 16 | (–1) | 1.99 | 2.00 |
| 5 | 18 | (–1) | 110 | (+1) | 32 | (+1) | 1.61 | 1.69 |
| 6 | 29 | (0) | 29.5 | (–1.682) | 24 | (0) | 3.48 | 3.58 |
| 7 | 29 | (0) | 80 | (0) | 10.5 | (–1.682) | 2.04 | 2.04 |
| 8 | 29 | (0) | 80 | (0) | 24 | (0) | 0.53 | 0.52 |
| 9 | 29 | (0) | 80 | (0) | 24 | (0) | 0.53 | 0.52 |
| 10 | 29 | (0) | 80 | (0) | 24 | (0) | 0.52 | 0.52 |
| 11 | 29 | (0) | 80 | (0) | 24 | (0) | 0.52 | 0.52 |
| 12 | 29 | (0) | 80 | (0) | 37.5 | (+1.682) | 0.25 | 0.25 |
| 13 | 29 | (0) | 130.5 | (+1.682) | 24 | (0) | 0.92 | 0.83 |
| 14 | 40 | (+1) | 50 | (–1) | 16 | (–1) | 3.55 | 3.54 |
| 15 | 40 | (+1) | 50 | (–1) | 32 | (+1) | 1.82 | 1.72 |
| 16 | 40 | (+1) | 110 | (+1) | 16 | (–1) | 0.98 | 1.04 |
| 17 | 40 | (+1) | 110 | (+1) | 32 | (+1) | 0.75 | 0.73 |
| 18 | 47.5 | (+1.682) | 80 | (0) | 24 | (0) | 2.17 | 2.20 |
| Coefficient | Value | p-Value | |||
|---|---|---|---|---|---|
| β0 | 20.07910 | 2.3654 × 10−12 | |||
| β1 | −0.42947 | 3.0913 × 10−11 | |||
| β2 | −0.16523 | 8.0403 × 10−11 | |||
| β3 | −0.35667 | 6.0820 × 10−9 | |||
| β4 | −0.00017 | 4.5582 × 10−2 | |||
| β5 | 0.00157 | 9.9241 × 10−8 | |||
| β6 | 0.00698 | 1.0296 × 10−11 | |||
| β7 | 0.00066 | 2.4149 × 10−10 | |||
| β8 | 0.00343 | 1.3989 × 10−6 | |||
| R2 | 0.998 | ||||
| R2adjusted | 0.997 | ||||
| source | sum of squares | mean square | F0 | Fcritical | degrees of freedom |
| Regression Residual Total | 27.84 0.04 27.88 | 3.480 0.005 | 707.38 | 3.23 (F0.05,8,9) | 8 9 17 |
| Property | CPO a | ECPO b | |
|---|---|---|---|
| Optimal Conditions | Recommended Conditions | ||
| Density @ 60 °C (kg/L) | 0.890 | 0.886 | 0.887 |
| Viscosity @ 60 °C (cSt) | 19.83 | ||
| Acid value (mg KOH/g) | 42.29 | 1.10 | 3.30 |
| ME (wt.%) | - | 3.60 | 3.08 |
| FFA (wt.%) | 10.05 | 0.09 | 0.83 |
| Triglycerides (TG, wt.%) | 81.78 | 89.21 | 88.95 |
| Diglycerides (DG, wt.%) | 7.92 | 6.87 | 7.00 |
| Monoglycerides (MG, wt.%) | 0.25 | 0.22 | 0.13 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thawornprasert, J.; Pongraktham, K.; Somnuk, K. Heterogeneous Acid Catalytic Filaments for Three-Dimensional Printing: Their Preparation, Characterization, and Reduction of Free Fatty Acids in Crude Palm Oil. Catalysts 2025, 15, 356. https://doi.org/10.3390/catal15040356
Thawornprasert J, Pongraktham K, Somnuk K. Heterogeneous Acid Catalytic Filaments for Three-Dimensional Printing: Their Preparation, Characterization, and Reduction of Free Fatty Acids in Crude Palm Oil. Catalysts. 2025; 15(4):356. https://doi.org/10.3390/catal15040356
Chicago/Turabian StyleThawornprasert, Jarernporn, Kritsakon Pongraktham, and Krit Somnuk. 2025. "Heterogeneous Acid Catalytic Filaments for Three-Dimensional Printing: Their Preparation, Characterization, and Reduction of Free Fatty Acids in Crude Palm Oil" Catalysts 15, no. 4: 356. https://doi.org/10.3390/catal15040356
APA StyleThawornprasert, J., Pongraktham, K., & Somnuk, K. (2025). Heterogeneous Acid Catalytic Filaments for Three-Dimensional Printing: Their Preparation, Characterization, and Reduction of Free Fatty Acids in Crude Palm Oil. Catalysts, 15(4), 356. https://doi.org/10.3390/catal15040356