
Validation of a Fixed Bed Reactor Model for Dimethyl Ether Synthesis Using Pilot-Scale Plant Data

Abstract
:1. Introduction
2. Methodology
2.1. Reactor Model Development
2.1.1. Reactor Model Assumptions
- (1)
- The model is a 1D (one-dimensional) heterogeneous model.
- (2)
- (3)
- The radial temperature is inappreciable in the catalyst pellets since its conductivity is sufficiently high to reduce the core and surface temperature difference [37].
- (4)
- The deactivation of the catalyst is ignored due to a significant life time of this catalyst.
2.1.2. Reaction Kinetic Model
2.1.3. Heat and Mass Transfer Model
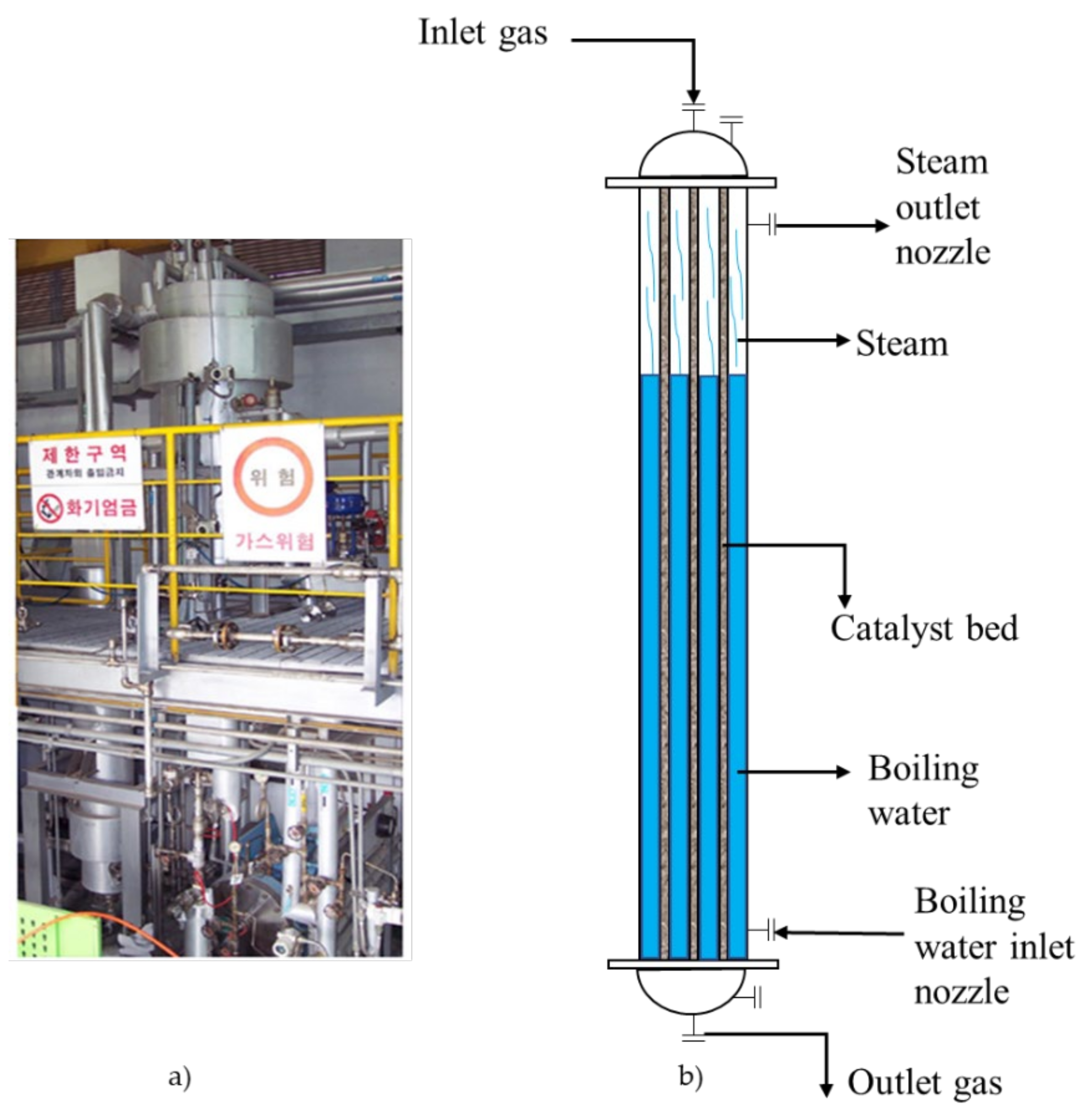
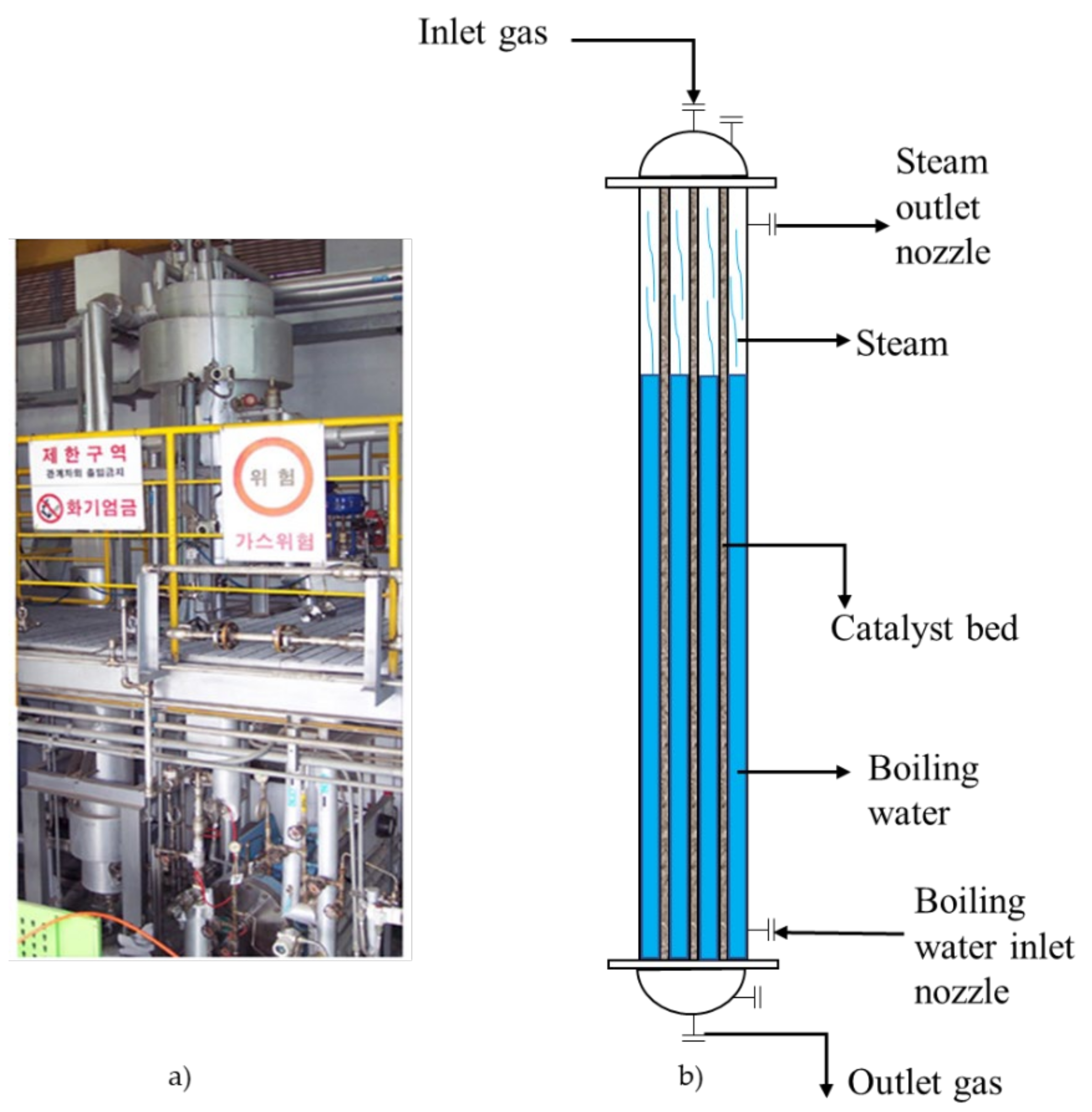
2.2. Pilot Plant Installation and Setup
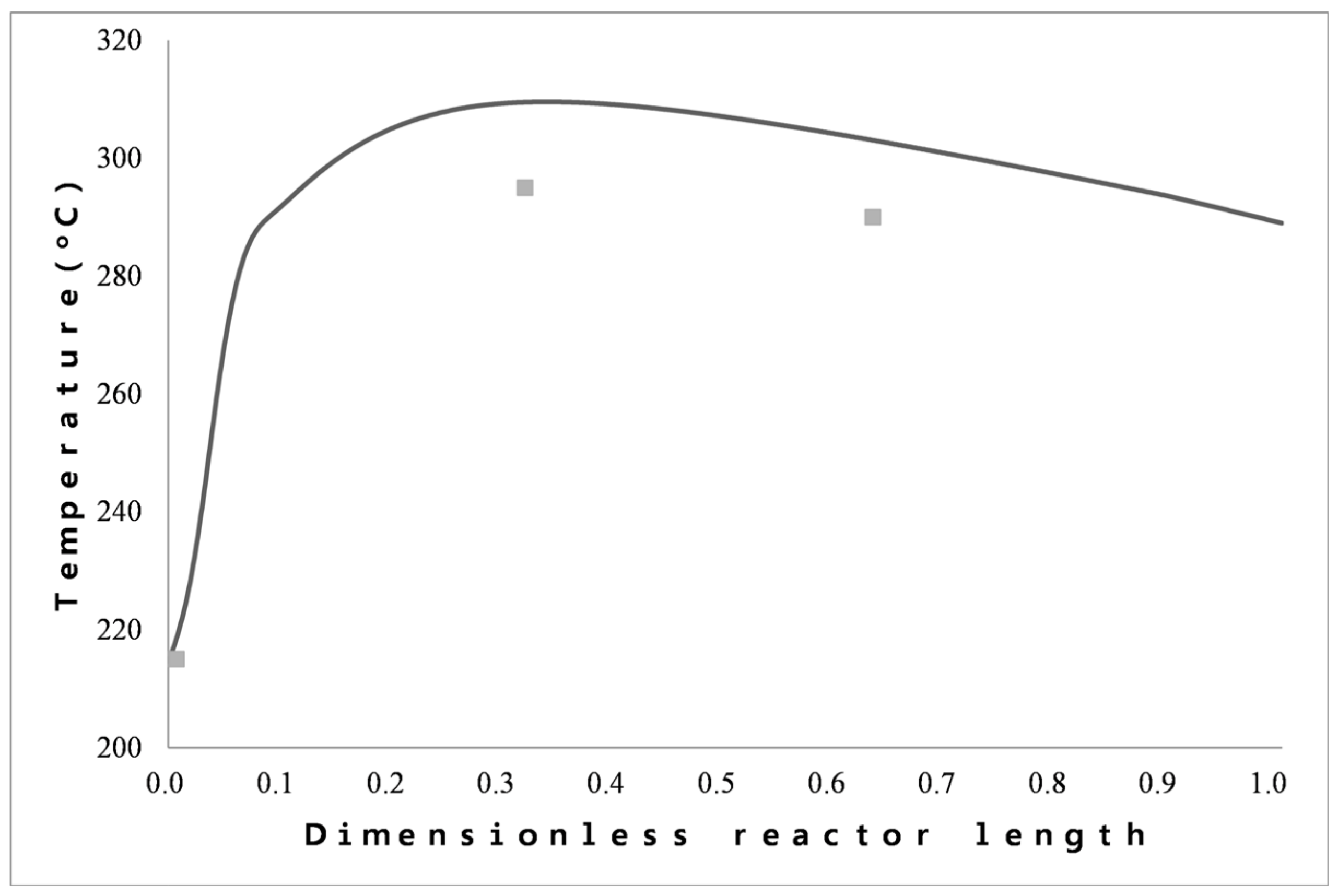
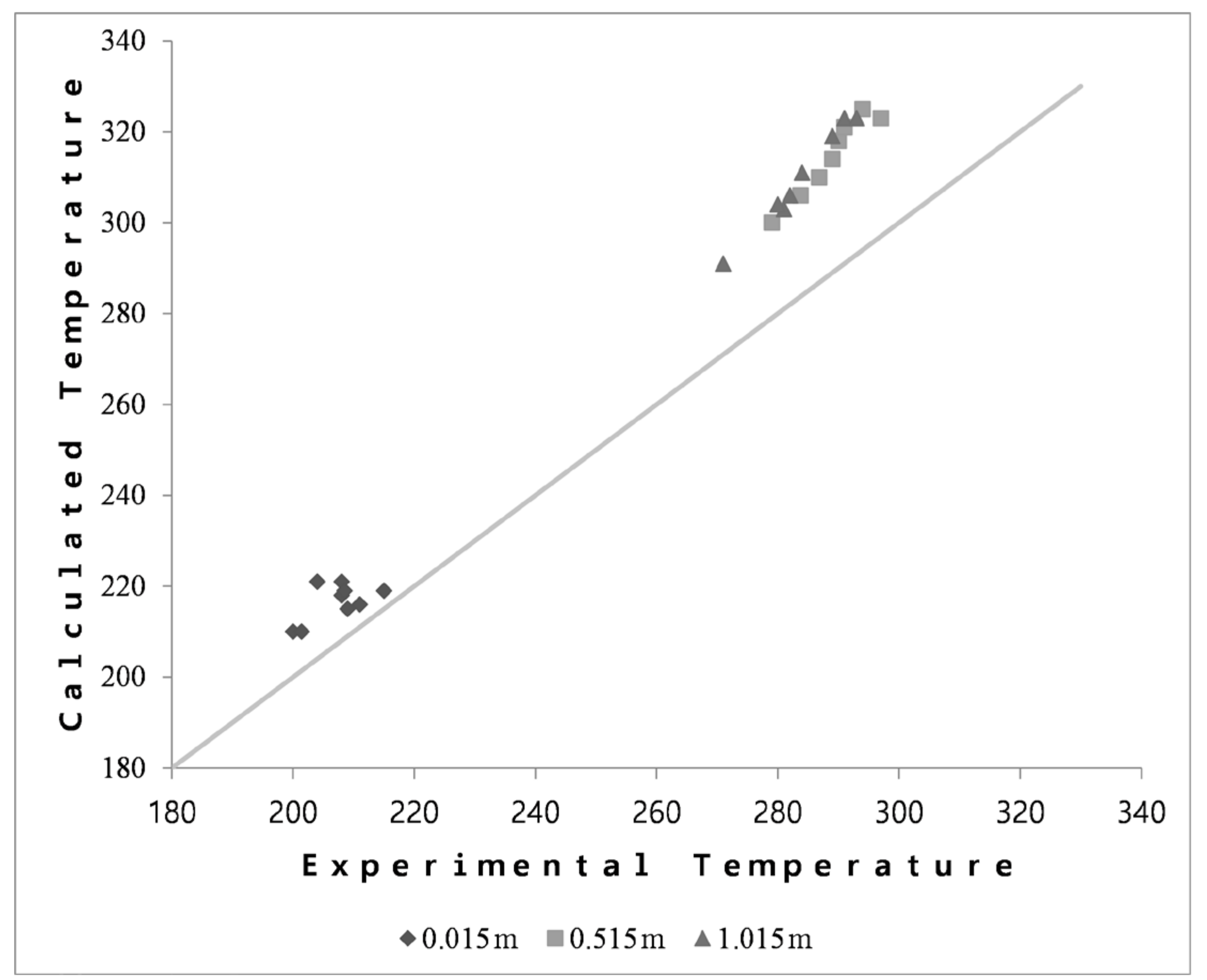
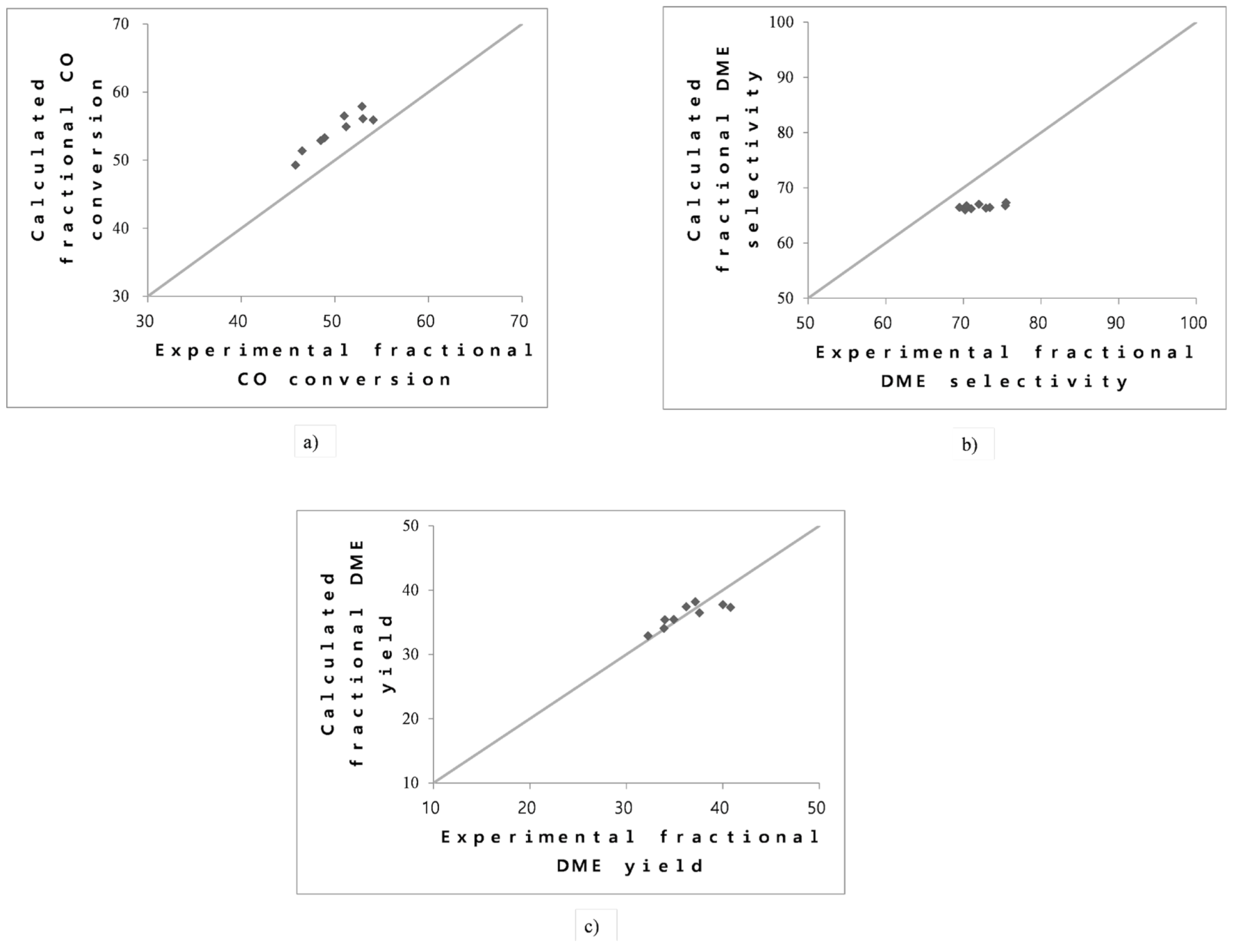
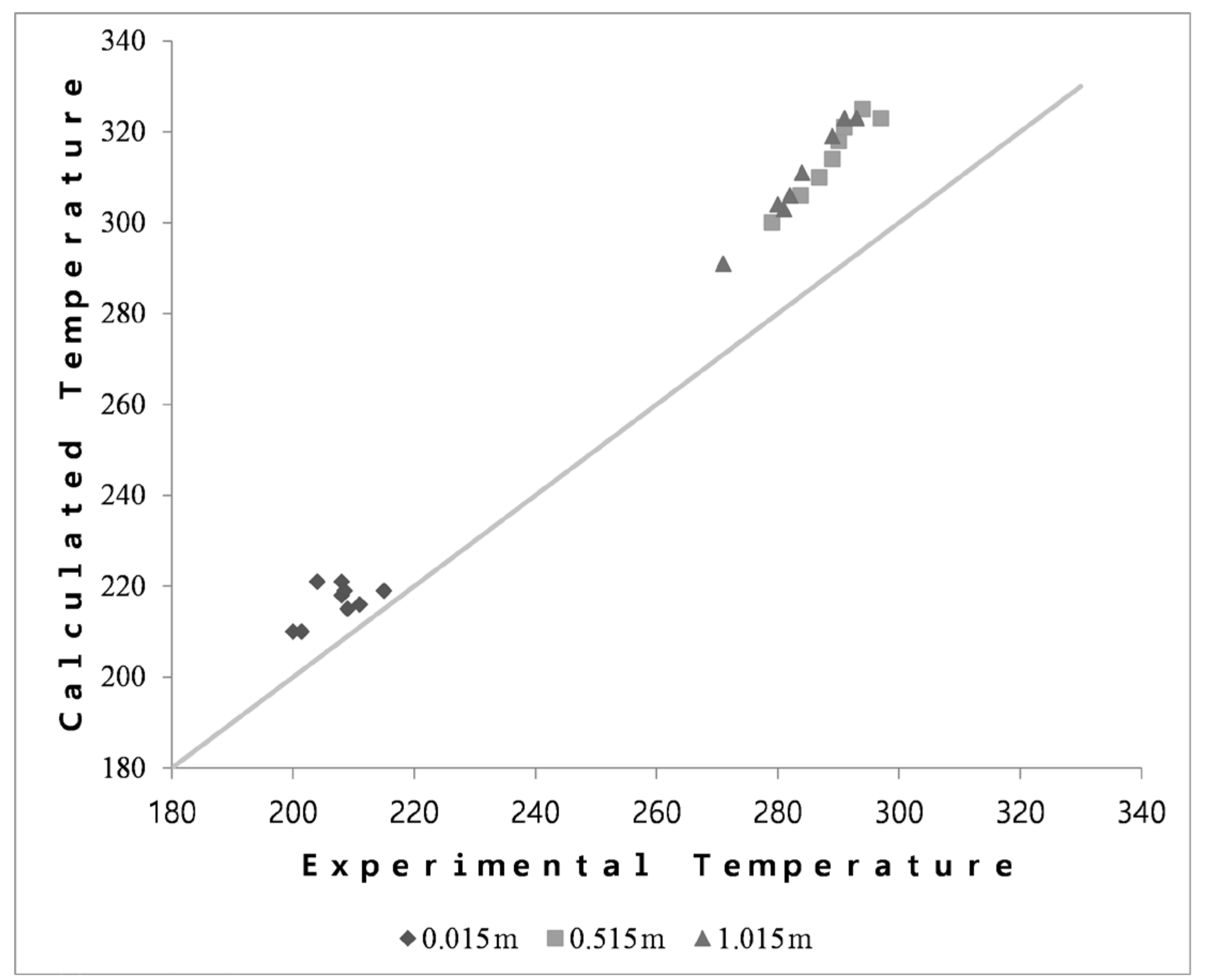
3. Validation Results
4. Sensitivity Analysis
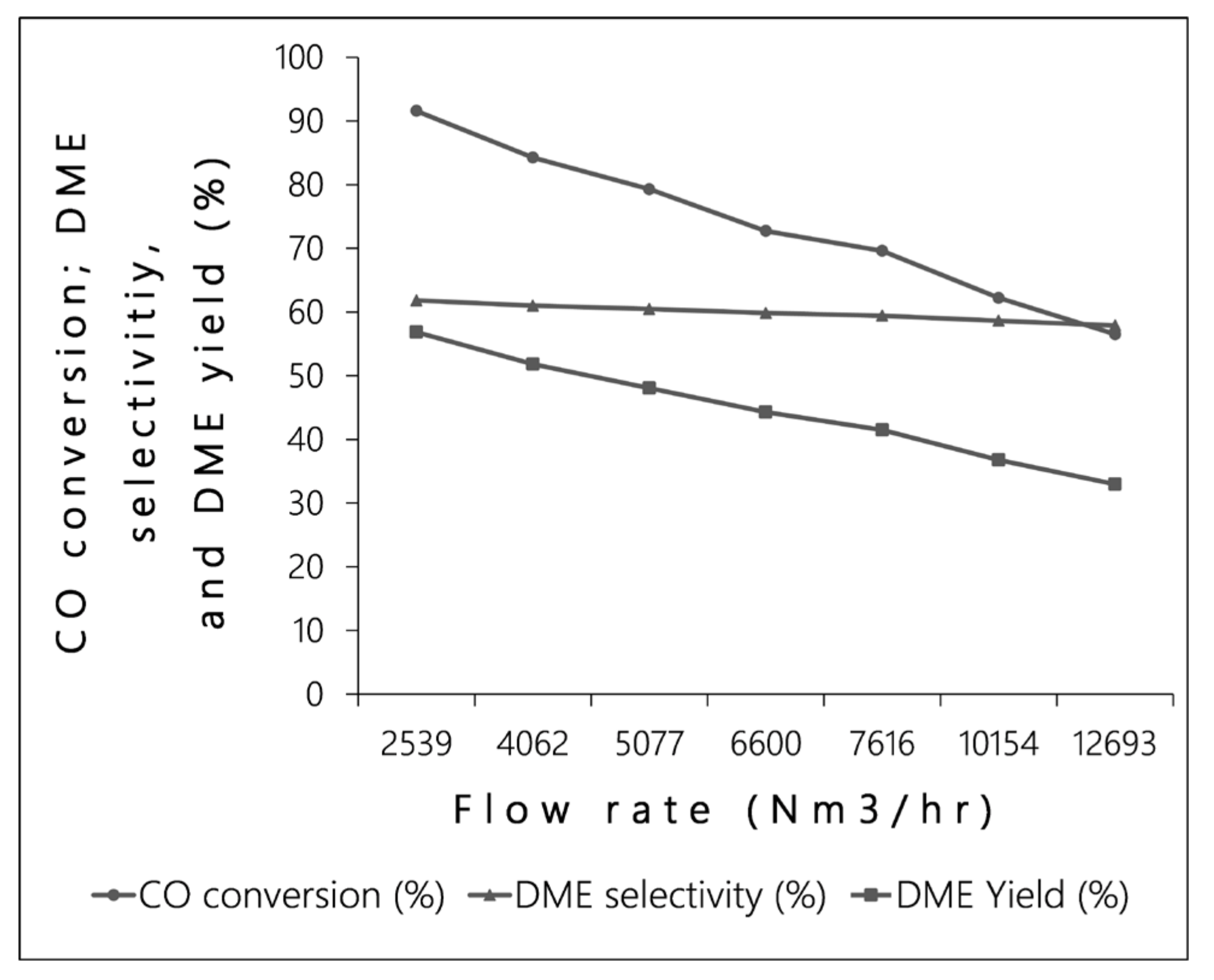
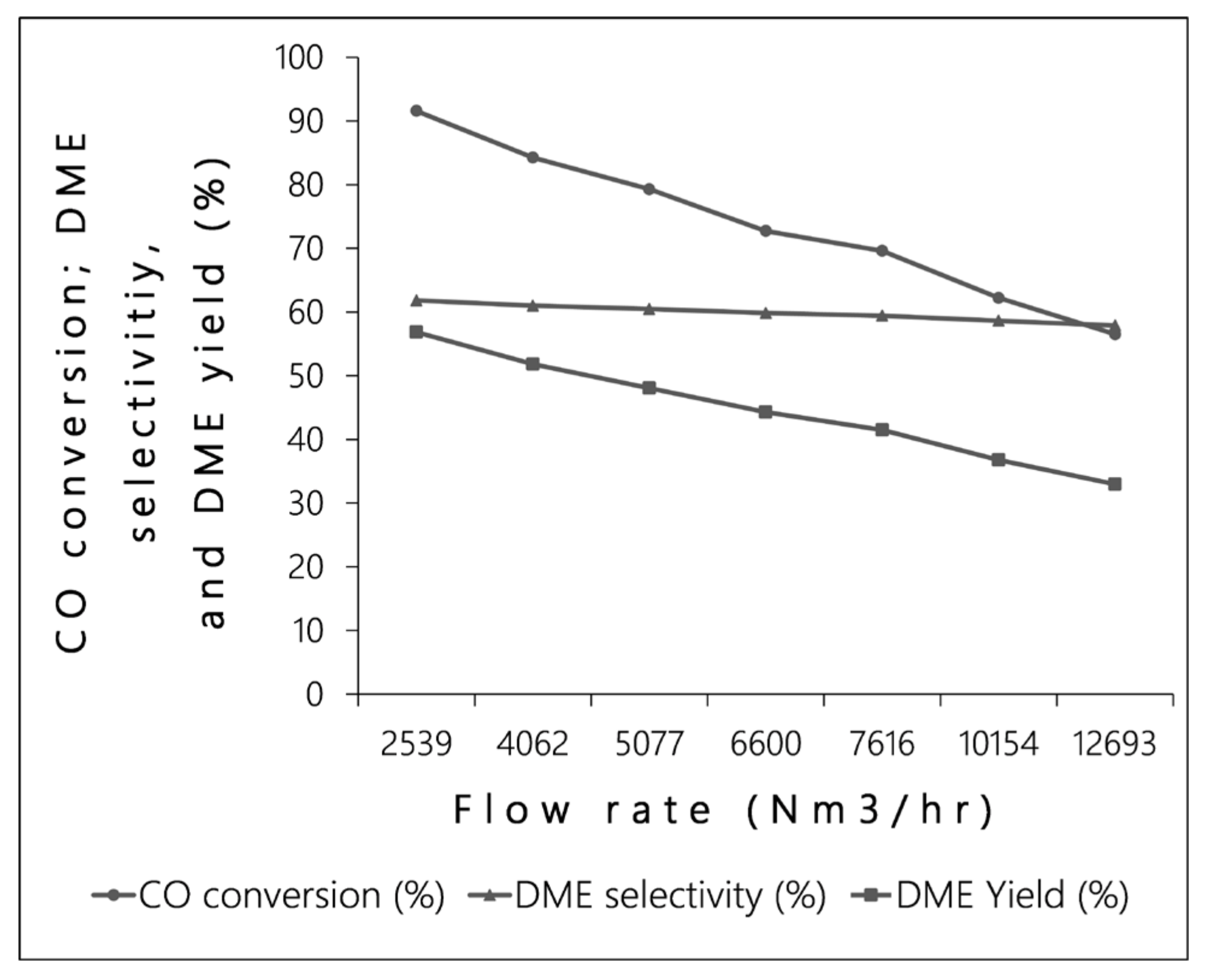
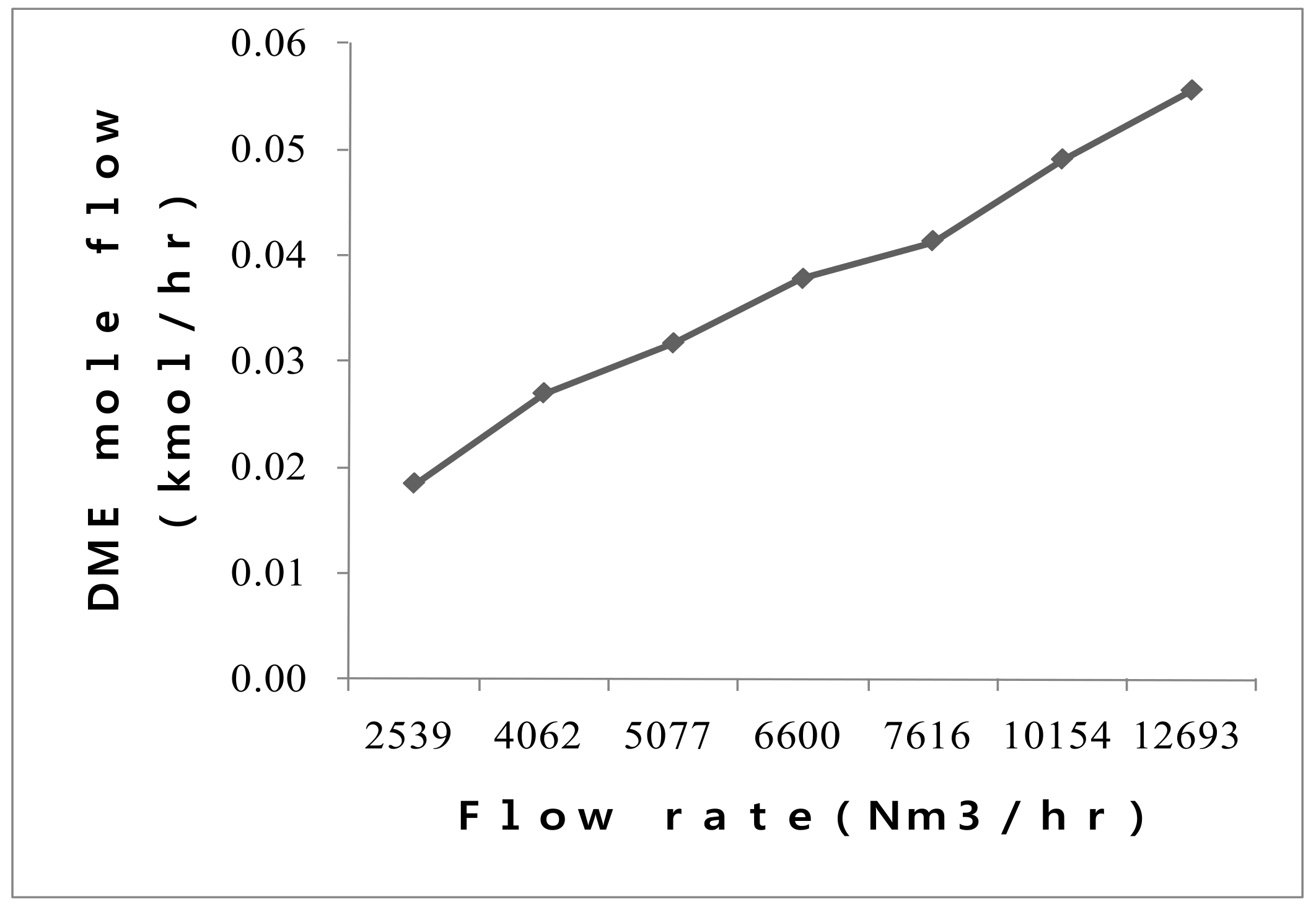
4.1. Effect of Feed Flow Rate
4.2. Effect of Feed Pressure
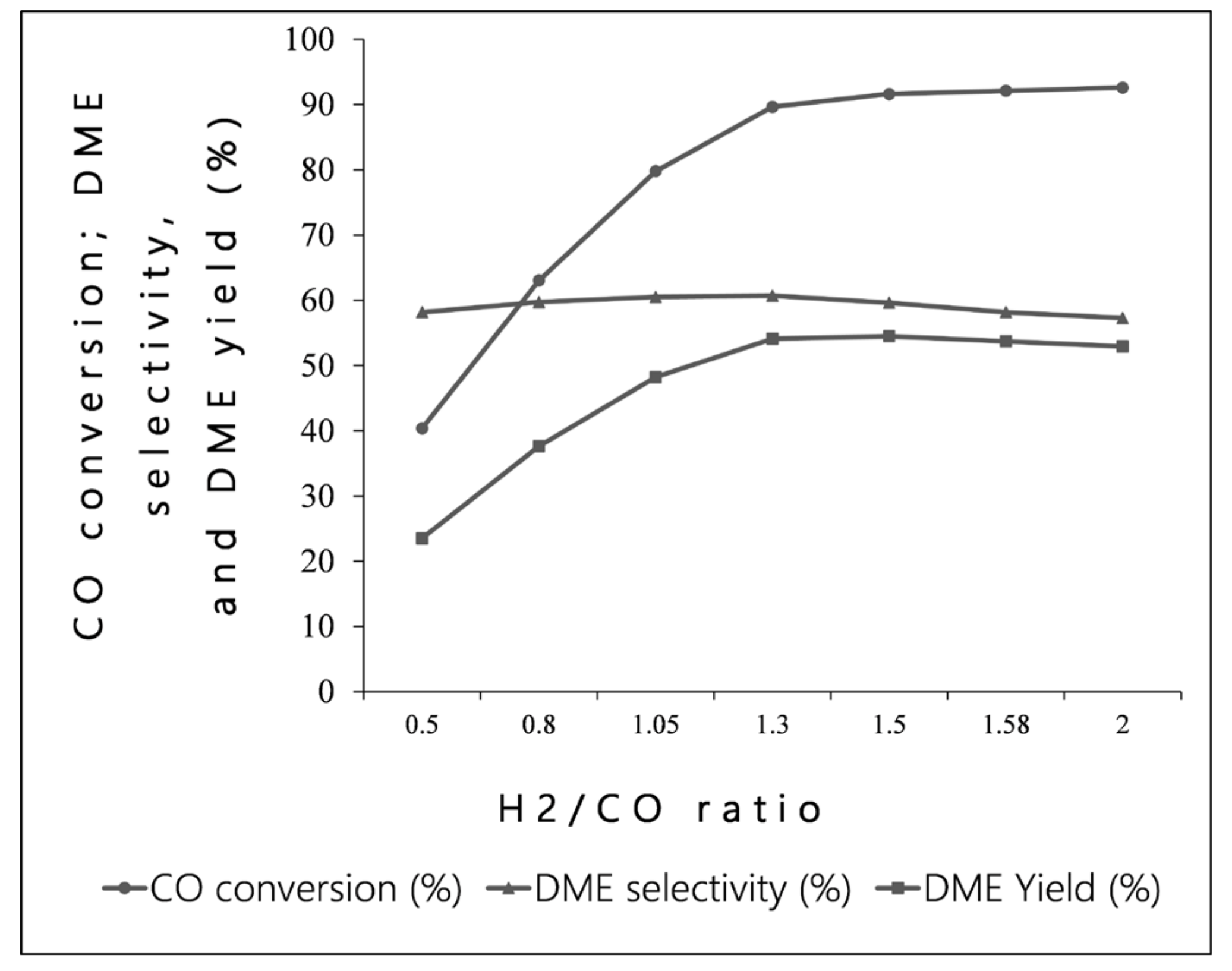
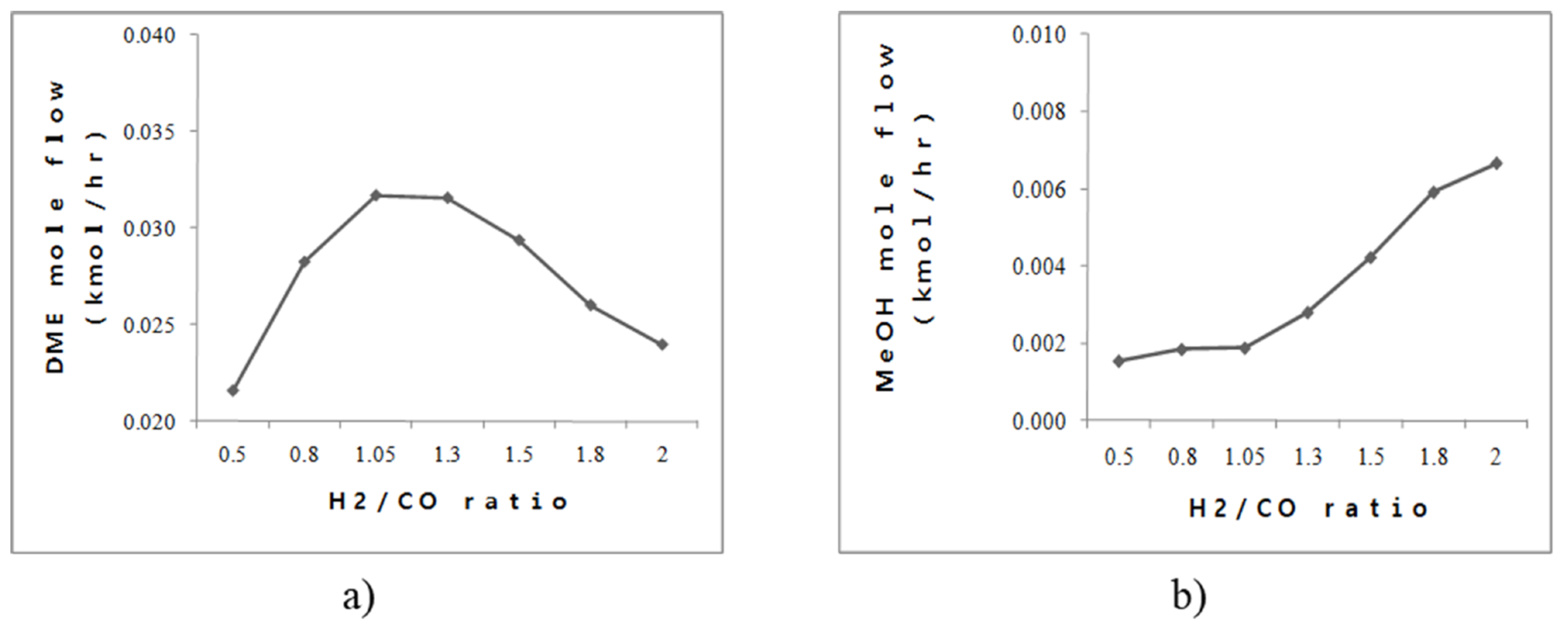
4.3. Effect of H2:CO Ratio
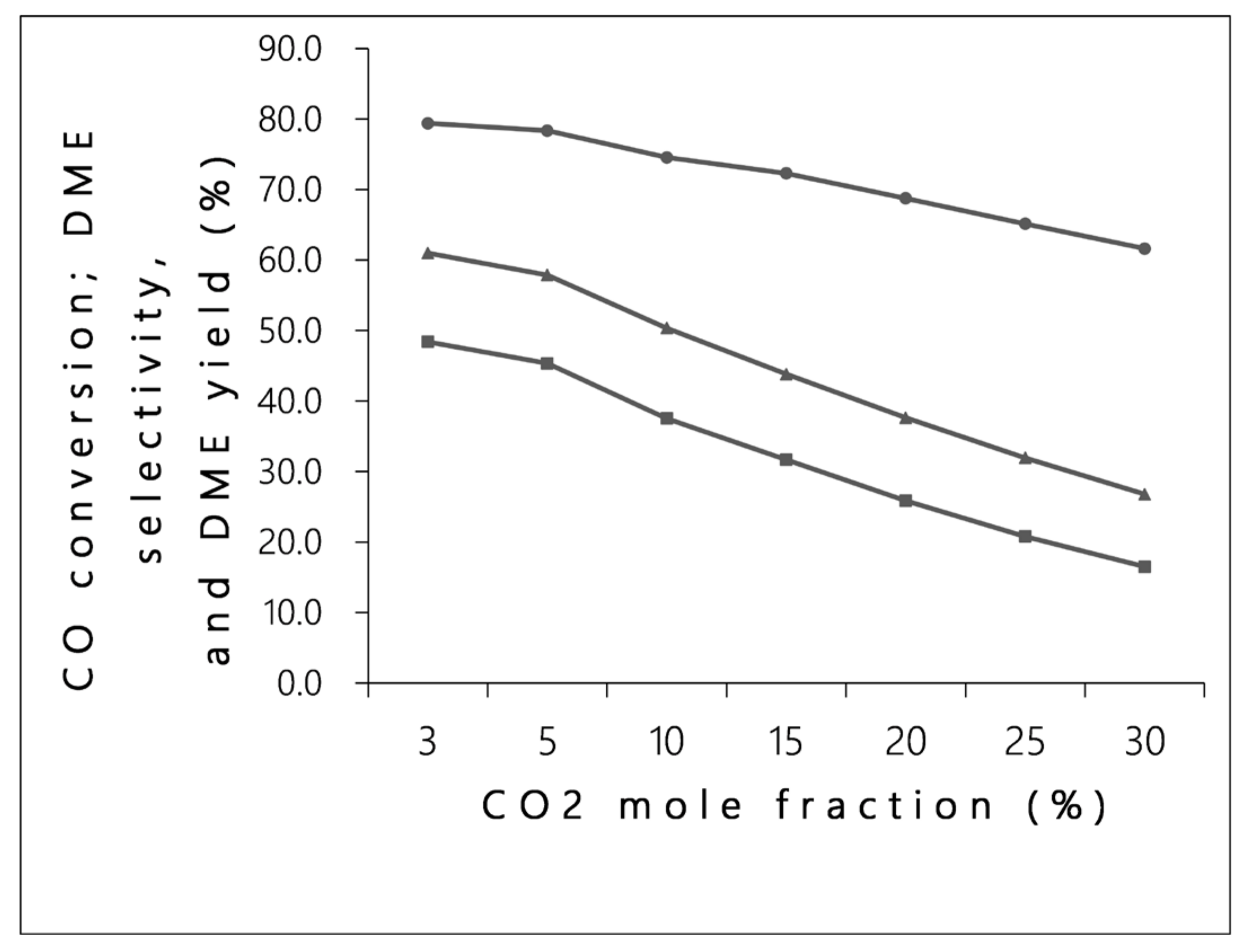
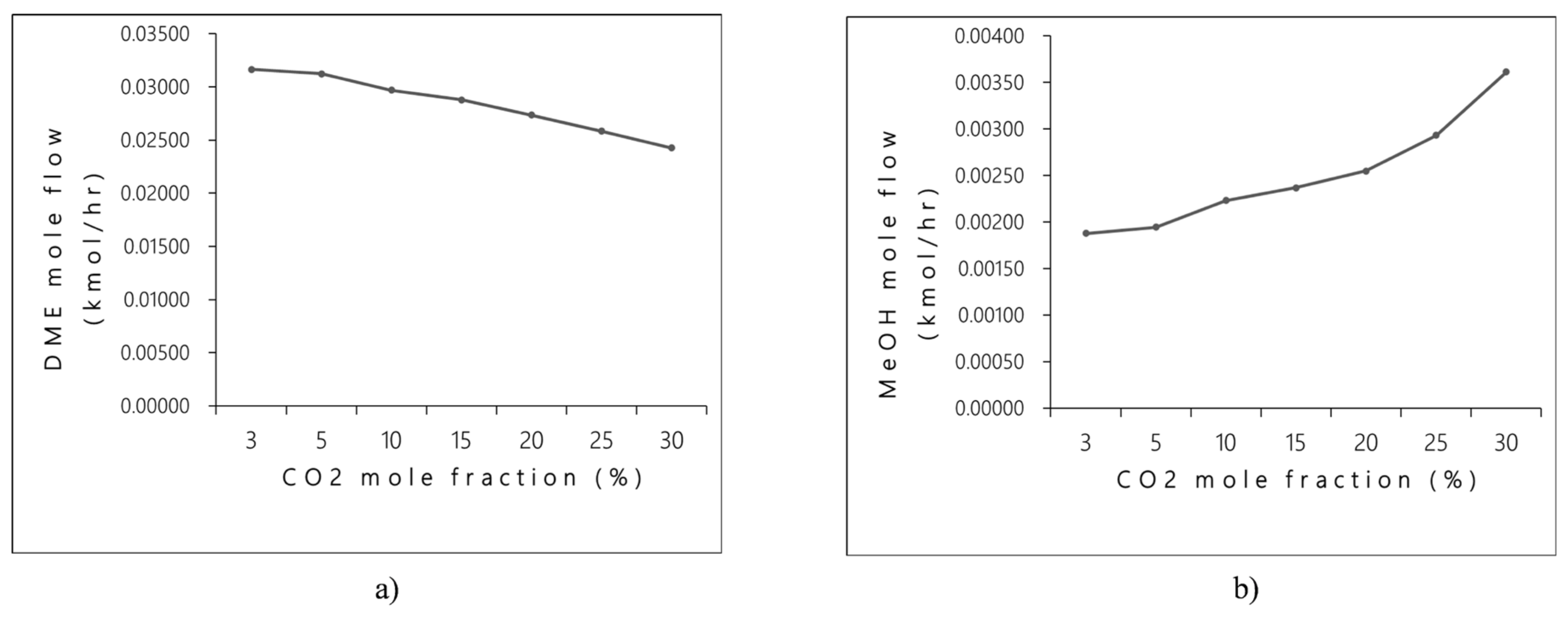
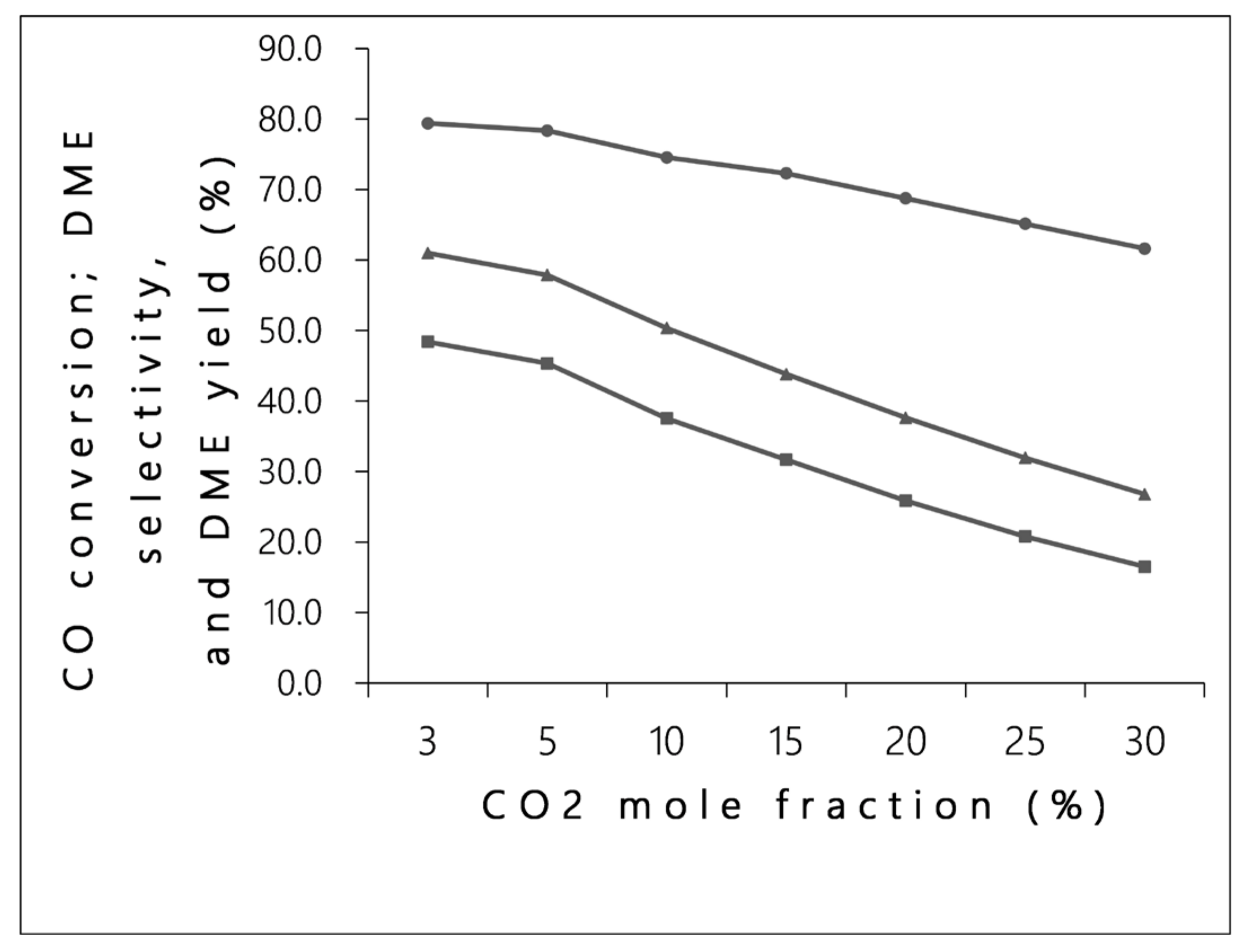
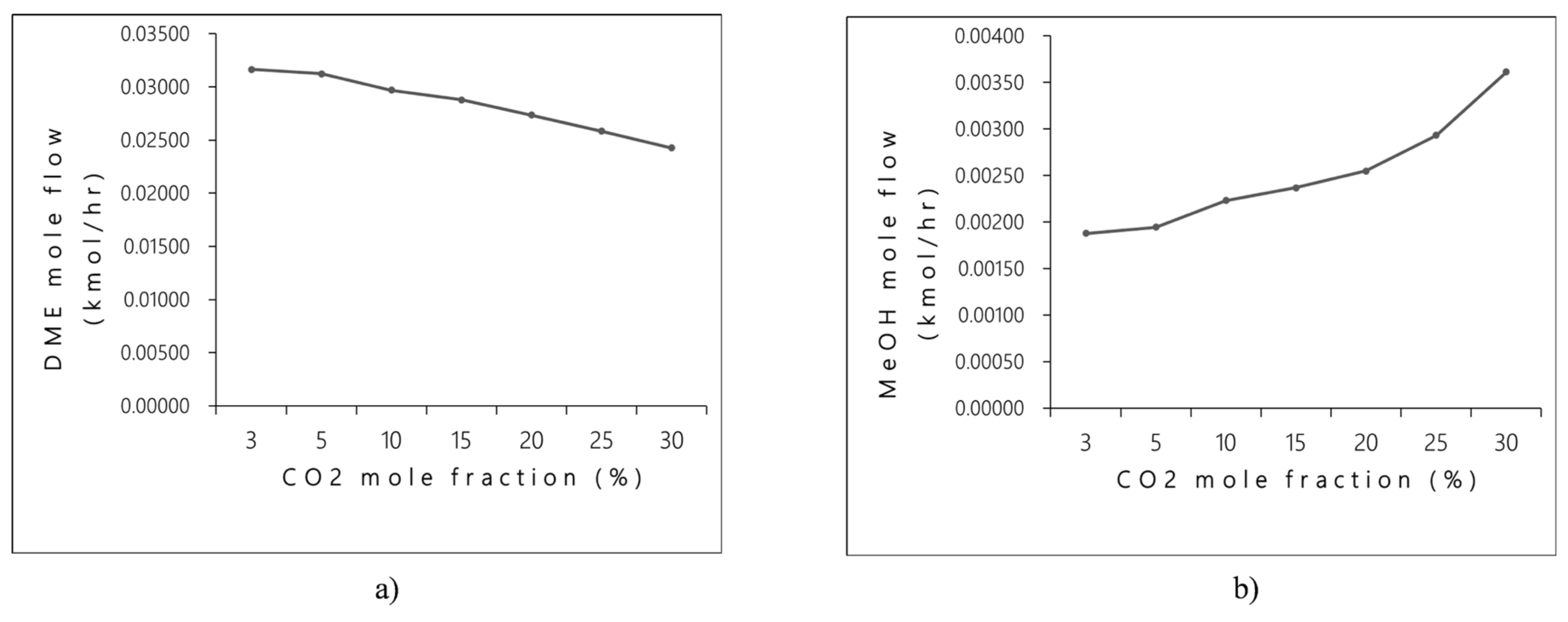
4.4. Effect of CO2 Mole Fraction
5. Discussion
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bayat, M.; Asil, A.G. Efficient in-situ water adsorption for direct DME synthesis: Robust computational modeling and multi-objective optimization. J. Nat. Gas Sci. Eng. 2020, 83, 103587. [Google Scholar] [CrossRef]
- Arcoumanis, C.; Bae, C.; Crookes, R.; Kinoshita, E. The potential of di-methyl ether (DME) as an alternative fuel for compression-ignition engines: A review. Fuel 2008, 87, 1014–1030. [Google Scholar] [CrossRef]
- Vakili, R.; Pourazadi, E.; Setoodeh, P.; Eslamloueyan, R.; Rahimpour, M.R. Direct dimethyl ether (DME) synthesis through a thermally coupled heat exchanger reactor. Appl. Energy 2011, 88, 1211–1223. [Google Scholar] [CrossRef]
- Semelsberger, T.A.; Ott, K.C.; Borup, R.L.; Greene, H.L. Generating hydrogen-rich fuel-cell feeds from dimethyl ether (DME) using physical mixtures of a commercial Cu/Zn/Al2O3 catalyst and several solid–acid catalysts. Appl. Catal. 2006, 65, 291–300. [Google Scholar] [CrossRef]
- Anggarani, R.; Wibowo, C.S.; Rulianto, D. Application of Dimethyl Ether as LPG Substitution for Household Stove. Energy Procedia 2014, 47, 227–234. [Google Scholar] [CrossRef] [Green Version]
- Shim, H.M.; Lee, S.J.; Yoo, Y.D.; Yun, Y.S.; Kim, H.T. Simulation of DME synthesis from coal syngas by kinetics model. Korean J. Chem. Eng. 2009, 26, 641–648. [Google Scholar] [CrossRef]
- Brunetti, A.; Migliori, M.; Cozza, D.; Catizzone, E.; Giordano, G.; Barbieri, G. Methanol Conversion to Dimethyl Ether in Catalytic Zeolite Membrane Reactors. ACS Sustain. Chem. Eng. 2020, 8, 10471–10479. [Google Scholar] [CrossRef]
- C.P. Consultants Private Ltd. Methanol and Di Methyl Ether Utilisation Isssues. 2016. Available online:https://dst.gov.in/sites/default/files/Final%20Survey%20Report%20DME%20Utilisation%20Sept%202.pdf (accessed on 26 November 2021).
- Rafiee, A. Staging of di-methyl-ether (DME) synthesis reactor from synthesis gas (syngas): Direct versus indirect route. Chem. Eng. Res. Des. 2020, 163, 157–168. [Google Scholar] [CrossRef]
- Parvez, A.M.; Mujtaba, I.M.; Hall, P.; Lester, E.H.; Wu, T. Synthesis of Bio-Dimethyl Ether Based on Carbon Dioxide-Enhanced Gasification of Biomass: Process Simulation Using Aspen Plus. Energy Technol. 2016, 4, 526–535. [Google Scholar] [CrossRef] [Green Version]
- Peral, E.; Martín, M. Optimal Production of Dimethyl Ether from Switchgrass-Based Syngas via Direct Synthesis. Ind. Eng. Chem. Res. 2015, 54, 7465–7475. [Google Scholar] [CrossRef]
- Azizi, Z.; Rezaeimanesh, M.; Tohidian, T.; Rahimpour, M.R. Dimethyl ether: A review of technologies and production challenges. Chem. Eng. Process. 2014, 82, 150–172. [Google Scholar] [CrossRef]
- Ham, H.; Kim, J.; Cho, S.J.; Choi, J.-H.; Moon, D.J.; Bae, J.W. Enhanced Stability of Spatially Confined Copper Nanoparticles in an Ordered Mesoporous Alumina for Dimethyl Ether Synthesis from Syngas. ACS Catal. 2016, 6, 5629–5640. [Google Scholar] [CrossRef]
- Stiefel, M.; Ahmad, R.; Arnold, U.; Döring, M. Direct synthesis of dimethyl ether from carbon-monoxide-rich synthesis gas: Influence of dehydration catalysts and operating conditions. Fuel Process. Technol. 2011, 92, 1466–1474. [Google Scholar] [CrossRef]
- Hosseini, S.; Taghizadeh, M.; Eliassi, A. Optimization of hydrothermal synthesis of H-ZSM-5 zeolite for dehydration of methanol to dimethyl ether using full factorial design. J. Nat. Gas Chem. 2012, 21, 344–351. [Google Scholar] [CrossRef]
- Catizzone, E.; Giglio, E.; Migliori, M.; Cozzucoli, P.C.; Giordano, G. The Effect of Zeolite Features on the Dehydration Reaction of Methanol to Dimethyl Ether: Catalytic Behaviour and Kinetics. Materials 2020, 13, 5577. [Google Scholar] [CrossRef]
- Catizzone, E.; Aloise, A.; Giglio, E.; Ferrarelli, G.; Bianco, M.; Migliori, M.; Giordano, G. MFI vs. FER zeolite during methanol dehydration to dimethyl ether: The crystal size plays a key role. Catal. Commun. 2021, 149, 106214. [Google Scholar] [CrossRef]
- Hosseininejad, S.; Afacan, A.; Hayes, R.E. Catalytic and kinetic study of methanol dehydration to dimethyl ether. Chem. Eng. Res. Des. 2012, 90, 825–833. [Google Scholar] [CrossRef]
- Mevawala, C.; Jiang, Y.; Bhattacharyya, D. Plant-wide modeling and analysis of the shale gas to dimethyl ether (DME) process via direct and indirect synthesis routes. Appl. Energy 2017, 204, 163–180. [Google Scholar] [CrossRef]
- Peng, X.-D. Kinetic Understanding of the Syngas-to-Dme Reaction System and Its Implications to Process and Economics; Air Products and Chemicals, Inc. (US): Allentown, PA, USA, 2002; 53p. [Google Scholar]
- Frusteri, F.; Migliori, M.; Cannilla, C.; Frusteri, L.; Catizzone, E.; Aloise, A.; Giordano, G.; Bonura, G. Direct CO2-to-DME hydrogenation reaction: New evidences of a superior behaviour of FER-based hybrid systems to obtain high DME yield. J. CO2 Util. 2017, 18, 353–361. [Google Scholar] [CrossRef]
- Frusteri, F.; Bonura, G.; Cannilla, C.; Drago Ferrante, G.; Aloise, A.; Catizzone, E.; Migliori, M.; Giordano, G. Stepwise tuning of metal-oxide and acid sites of CuZnZr-MFI hybrid catalysts for the direct DME synthesis by CO2 hydrogenation. Appl. Catal. 2015, 176–177, 522–531. [Google Scholar] [CrossRef]
- Cai, M.; Palčić, A.; Subramanian, V.; Moldovan, S.; Ersen, O.; Valtchev, V.; Ordomsky, V.V.; Khodakov, A.Y. Direct dimethyl ether synthesis from syngas on copper–zeolite hybrid catalysts with a wide range of zeolite particle sizes. J. Catal. 2016, 338, 227–238. [Google Scholar] [CrossRef] [Green Version]
- Mondal, U.; Yadav, G.D. Perspective of dimethyl ether as fuel: Part I. Catalysis. J. CO2 Util. 2019, 32, 299–320. [Google Scholar] [CrossRef]
- Brown, D.M.; Bhatt, B.L.; Hsiung, T.H.; Lewnard, J.J.; Waller, F.J. Novel technology for the synthesis of dimethyl ether from syngas. Catal. Today 1991, 8, 279–304. [Google Scholar] [CrossRef]
- Jun, G. Macro-kinetics study for synthesis of dimethyl ether from syngas in slurry reactor. Nat. Gas Chem. Ind. 2000, 25, 4–7. [Google Scholar] [CrossRef]
- Li, Z.; Zuo, Z.; Huang, W.; Xie, K. Research on Si–Al based catalysts prepared by complete liquid-phase method for DME synthesis in a slurry reactor. Appl. Surf. Sci. 2011, 257, 2180–2183. [Google Scholar] [CrossRef]
- Ereña, J.; Garoña, R.; Arandes, J.M.; Aguayo, A.T.; Bilbao, J. Effect of operating conditions on the synthesis of dimethyl ether over a CuO-ZnO-Al2O3/NaHZSM-5 bifunctional catalyst. Catal. Today 2005, 107–108, 467–473. [Google Scholar] [CrossRef]
- Lu, W.-Z.; Teng, L.-H.; Xiao, W.-D. Simulation and experiment study of dimethyl ether synthesis from syngas in a fluidized-bed reactor. Chem. Eng. Sci. 2004, 59, 5455–5464. [Google Scholar] [CrossRef]
- Yousefi, A.; Eslamloueyan, R.; Kazerooni, N.M. Optimal conditions in direct dimethyl ether synthesis from syngas utilizing a dual-type fluidized bed reactor. Energy 2017, 125, 275–286. [Google Scholar] [CrossRef]
- Mondal, U.; Yadav, G.D. Perspective of dimethyl ether as fuel: Part II—Analysis of reactor systems and industrial processes. J. CO2 Util. 2019, 32, 321–338. [Google Scholar] [CrossRef]
- Ghavipour, M.; Behbahani, R.M. Fixed-bed reactor modeling for methanol to dimethyl ether (DME) reaction over γ-Alumina using a new practical reaction rate model. J. Ind. Eng. Chem. 2014, 20, 1942–1951. [Google Scholar] [CrossRef]
- Farsi, M.; Jahanmiri, A. Enhancement of DME Production in an Optimized Membrane Isothermal Fixed-Bed Reactor. Int. J. Chem. React. Eng. 2011, 9, 1–13. [Google Scholar] [CrossRef]
- Song, D.; Cho, W.; Lee, G.; Park, D.K.; Yoon, E.S. Numerical Analysis of a Pilot-Scale Fixed-Bed Reactor for Dimethyl Ether (DME) Synthesis. Ind. Eng. Chem. Res. 2008, 47, 4553–4559. [Google Scholar] [CrossRef]
- Chung-Sung Tan, D.-C.L. Axial Dispersion of Supercritical Carbon Dioxide in Packed Beds. Ind. Eng. Chem. Res. 1989, 28, 1246–1250. [Google Scholar] [CrossRef]
- Lei, K.; Ma, H.; Zhang, H.; Ying, W.; Fang, D. Study on Effective Radial Thermal Conductivity of Gas Flow through a Methanol Reactor. Int. J. Chem. React. Eng. 2015, 13, 103–112. [Google Scholar] [CrossRef]
- Tronconi, E.; Groppi, G.; Boger, T.; Heibel, A. Monolithic catalysts with ‘high conductivity’ honeycomb supports for gas/solid exothermic reactions: Characterization of the heat-transfer properties. Chem. Eng. Sci. 2004, 59, 4941–4949. [Google Scholar] [CrossRef]
- Bussche, K.V.; Froment, G. A Steady-State Kinetic Model for Methanol Synthesis and the Water Gas Shift Reaction on a Commercial Cu/ZnO/Al2O3 Catalyst. J. Catal. 1996, 161, 1–10. [Google Scholar] [CrossRef]
- Gorazd, B.; Janez, L. Intrinsic and global reaction rate of methanol dehydration over γ-alumina pellets. Ind. Eng. Chem. Res. 1992, 31, 1035–1040. [Google Scholar] [CrossRef]
- Twigg, M.V. Catalyst Handbook, 2nd ed.; John Wiley & Sons: New York, NY, USA, 1996. [Google Scholar]
- Daniel, R.S.; Edgar, F.W.; Gerard, C.S. The Chemical Thermodynamics of Organic Compounds; John Wiley: New York, NY, USA, 1969. [Google Scholar]
- Ng, K.L.; Chadwick, D.; Toseland, B.A. Kinetics and modelling of dimethyl ether synthesis from synthesis gas . Chem. Eng. Sci. 1999, 54, 3587–3592. [Google Scholar] [CrossRef]
- Çengel, Y.A. Heat Transfer: A Practical Approach; WBC McGraw-Hill: Boston, MA, USA, 1998. [Google Scholar]
- Welty, J.R. Fundamentals of Momentum, Heat and Mass Transfer; Wiley: Hoboken, NJ, USA, 2013; ISBN 2 1118804295. [Google Scholar]
- McCabe, W.L.; Smith, J.C.; Harriott, P. Unit Operations of Chemical Engineering; McGraw-Hill: New York, NY, USA, 1993; Volume 5. [Google Scholar]
- Daesung, S. Modeling and Simulation of Dimethylether Synthesis Reactor; Seoul National University: Seoul, Korea, 2010. [Google Scholar]
- Giglio, E.; Pirone, R.; Bensaid, S. Dynamic modelling of methanation reactors during start-up and regulation in intermittent power-to-gas applications. Renew. Energy 2021, 170, 1040–1051. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reactor | Inner diameter of a tube (m) | 0.02972 |
| Outside diameter of a tube (m) | 0.0381 | |
| Inner diameter of shell side (m) | 0.2 | |
| Tube number | 7 | |
| Tube length (m) | 1.5 | |
| Catalyst | Total weight (kg) | 8 |
| Weight of a catalyst (g) | 0.215 | |
| Diameter of a catalyst (m) | 0.004 | |
| Height of a catalyst (m) | 0.005 | |
| Composition of a catalyst (CuO/ZnO/Al2O3 + additive: -Alumina) | (7:3) |
| Data1 | Data2 | Data3 | Data4 | Data5 | Data6 | Data7 | Data8 | Data9 | |
|---|---|---|---|---|---|---|---|---|---|
| Feed temperature (°C) | 210 | 210 | 205 | 210 | 210 | 210 | 205 | 210 | 210 |
| Reactor pressure (bar) | 40 | 47 | 48 | 42 | 38 | 44 | 37 | 41 | 41 |
| Feed flow (Nm3/h) | 28.12 | 28.1 | 36.56 | 25.27 | 25.6 | 39.37 | 28.0 | 25.31 | 25.3 |
| Average temperature of cooling water (°C) | 200 | 200 | 210 | 210 | 210 | 215 | 210 | 200 | 220 |
| Feed composition (mol %) | |||||||||
| H2 | 46.94 | 46.9 | 48.73 | 48.05 | 53.51 | 48.84 | 45.40 | 44.48 | 44.4 |
| CO | 43.71 | 43.7 | 45.37 | 44.74 | 41.18 | 45.47 | 48.81 | 48.03 | 48.11 |
| CO2 | 6.09 | 6.09 | 3.31 | 7.06 | 3.0 | 3.83 | 2.23 | 4.45 | 4.43 |
| CH4 | 0.14 | 0.19 | 0.17 | 0.15 | 0.13 | 0.15 | 0.16 | 0.18 | 0.18 |
| DME | 0.41 | 0.44 | 1.55 | 0 | 1.37 | 1.11 | 1.78 | 1.81 | 1.83 |
| Methanol | 0.24 | 0.21 | 0.87 | 0 | 0.80 | 0.60 | 1.62 | 1.06 | 1.06 |
| Reactor | Inner diameter of a tube (m) | 0.02858 |
| Outside diameter of a tube (m) | 0.032898 | |
| Inner diameter of shell side (m) | 1.6 | |
| Tube number | 902 | |
| Tube length (m) | 6 (5.4) | |
| Catalyst | Total weight (kg) | 2082.4 |
| Weight of a catalyst (g) | 0.215 | |
| Diameter of a catalyst (m) | 0.004 | |
| Height of a catalyst (m) | 0.005 | |
| Composition of a catalyst (CuO/ZnO/Al2O3 + additive: γ-Alumina) | (65:30), Graphite 5% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, D.; Cho, S.Y.; Vu, T.T.; Duong, Y.H.P.; Kim, E. Validation of a Fixed Bed Reactor Model for Dimethyl Ether Synthesis Using Pilot-Scale Plant Data. Catalysts 2021, 11, 1522. https://doi.org/10.3390/catal11121522
Song D, Cho SY, Vu TT, Duong YHP, Kim E. Validation of a Fixed Bed Reactor Model for Dimethyl Ether Synthesis Using Pilot-Scale Plant Data. Catalysts. 2021; 11(12):1522. https://doi.org/10.3390/catal11121522
Chicago/Turabian StyleSong, Daesung, Sung Yong Cho, Thang Toan Vu, Yen Hoang Phi Duong, and Eunkyu Kim. 2021. "Validation of a Fixed Bed Reactor Model for Dimethyl Ether Synthesis Using Pilot-Scale Plant Data" Catalysts 11, no. 12: 1522. https://doi.org/10.3390/catal11121522
APA StyleSong, D., Cho, S. Y., Vu, T. T., Duong, Y. H. P., & Kim, E. (2021). Validation of a Fixed Bed Reactor Model for Dimethyl Ether Synthesis Using Pilot-Scale Plant Data. Catalysts, 11(12), 1522. https://doi.org/10.3390/catal11121522