2.1. Phase Composition, Mechanical Strength
In
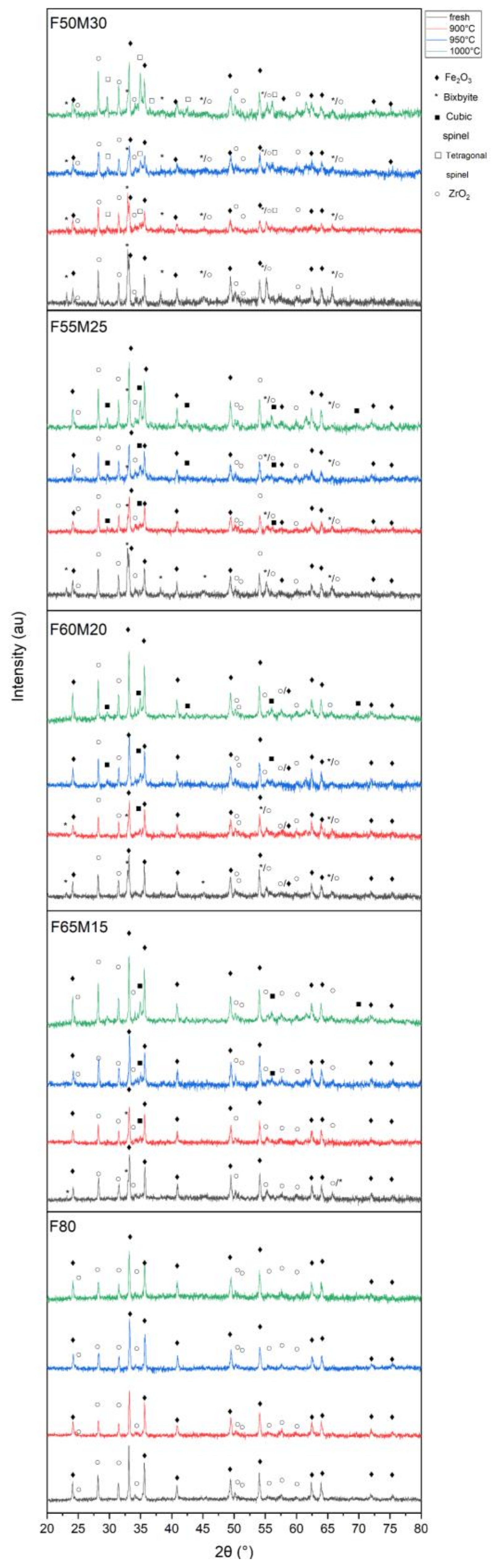
Figure 1, XRD patterns obtained for the five oxygen carriers for the family of Fe–Mn–Zr–O are shown. X-ray powder diffraction examination indicated that the obtained oxide samples were well crystalline ceramics (
Figure 1). The crystal phases detected were mostly composed of Fe
2O
3 (between 37 and 55%), of varying amounts of bixbyite-type oxides (between 25 and 43%) with a general (Mn,Fe)
2O
3 formula, and finally of ZrO
2 (about 20%) for F65M15 to F50M30 ceramics. For so-called reference material (not containing Mn addition), i.e., F80 sample, both Fe
2O
3 and ZrO
2 were detected.
Since different OCs reactivity tests were performed, phase identification was likewise carried out for the reacted samples. As a consequence, in
Figure 1, X-ray powder diffraction patterns recorded for both unreacted and reacted with coal samples at different temperatures were enclosed. The results will be further discussed and compared when describing the regeneration stage of OCs.
Mechanical strength, as one of the most important process parameters, reflecting the functional properties of the prepared samples, is just as crucial as the reactivity of oxygen carriers or the ability to transfer oxygen. Depending on the resistance of the grains to compressive and abrasive forces, their ability to be reused in the reduction process with fuel may be assessed. Samples showing low mechanical strength will quickly deteriorate, which leads to the necessity to replace them with new ones to continue the process. This treatment is unfavourable from the economic point of view, generating additional costs (even with low costs of the synthesis of oxygen carriers) if the process is used for industrial purposes. Crushing strength is a simple measure and may give a valuable first indication of whether a particle has sufficient strength or not. Crushing strength below a certain threshold leads to easy particle breakage, which is unfavorable for CLC. A rule of thumb is that materials with a crushing strength less than 1N will not perform well in fluidized beds. Other sources report that particles with a crushing strength above 2N were more likely to perform well, compared with softer particles during continuous operation at an elevated temperature in fluidized beds, since they had a high attrition resistance [
22,
23].
For this reason, the crushing strength analysis was performed to evaluate the strength and durability of the synthesized Fe-Mn–Zr–O based OCs.
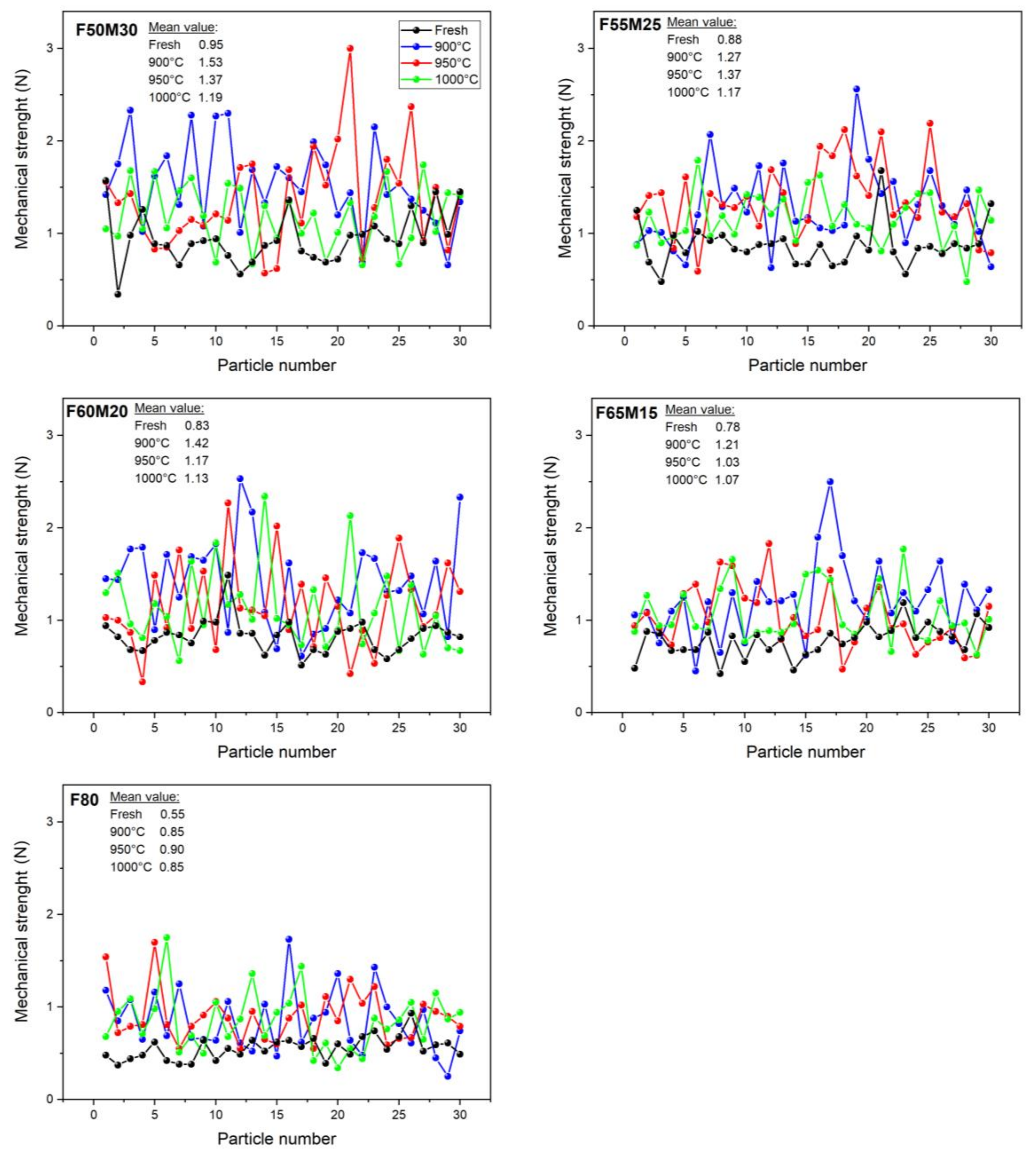
Figure 2 shows the measured values of the mechanical strength for the five analyzed samples, prepared in accordance with the described synthesis conditions. Additionally, the F50M30 T1050 sample, for comparison purposes, was prepared. This sample was calcined at higher temperature, i.e., 1050 °C during 11 h.
Figure 2 also shows the measured strength for the spent OCs materials. These data will be analyzed further in detail when discussing the regeneration ability of obtained solid state OCs. The results showed without doubt that the fresh F50M30 sample calcined at 950 °C has the highest average strength, while the same composition sample F50M30 T1050 calcined at 1050 °C sample has achieved the lowest value. Previously, some influence of temperature during synthesis of oxygen carriers was shown in the literature [
24], where the F50M30 sample was calcined at 850 °C and 1050 °C. The results of the mechanical strength tests obtained in this work confirm the good direction of calcination temperature selection for oxygen carriers based on Fe-Mn/Zr oxides. The average values of the mechanical strength are characterized by an upward trend with an increase of manganese dioxide content in the sample and with a decrease in calcination temperature. The average values of the mechanical strength for individual samples are as follows: F50M30 T1050 (0.47 N) < F80 (0.55 N) < F65M15 (0.78 N) < F60M20 (0.83 N), F55M25 (0.88 N), and finally F50M30 (0.95 N). According to the literature data, the analysed material (Fe
0.25Mn
0.75)
2O
3/ZrO
2, calcined at three different temperatures: 950, 1100, and 1200 °C, was characterized by a strength of 0.7, 0.6, and 0.5 N, respectively. This means that in our work the selected mass compositions of the oxides and simultaneously the use of a lower calcination temperature improved the strength of the materials compared to the data presented in the literature. The obtained results are satisfactory.
Figure 2 also shows that for the compositions of F50M30, F55M25 there are grains with strength values approximately 1–1.5 N. This may indicate the formation of compounds rich in manganese, which are especially durable. Results of crushing strength testing indicated that the developed materials had a pronounced mechanical resistivity, and compared to the literature data, an improvement of mechanical strength is clear.
2.2. CLOU Window and CLOU Properties of Featured Samples
Since OC materials with a chemical looping, oxygen uncoupling (CLOU) effect may give additional benefits to those of CLC due to faster fuel combustion and gasification for this reason, this is evaluated in the paper. First, the samples were pre-calcined in flowing air in 1200 °C to ensure they are in the oxidized form and to remove possible humidity. The main part of the study was to re-oxidise metal oxide samples by air (21% O
2/N
2) during cooling to room temperature, and continuing experiment by reducing the samples by heating to 1200 °C in inert conditions (100% N
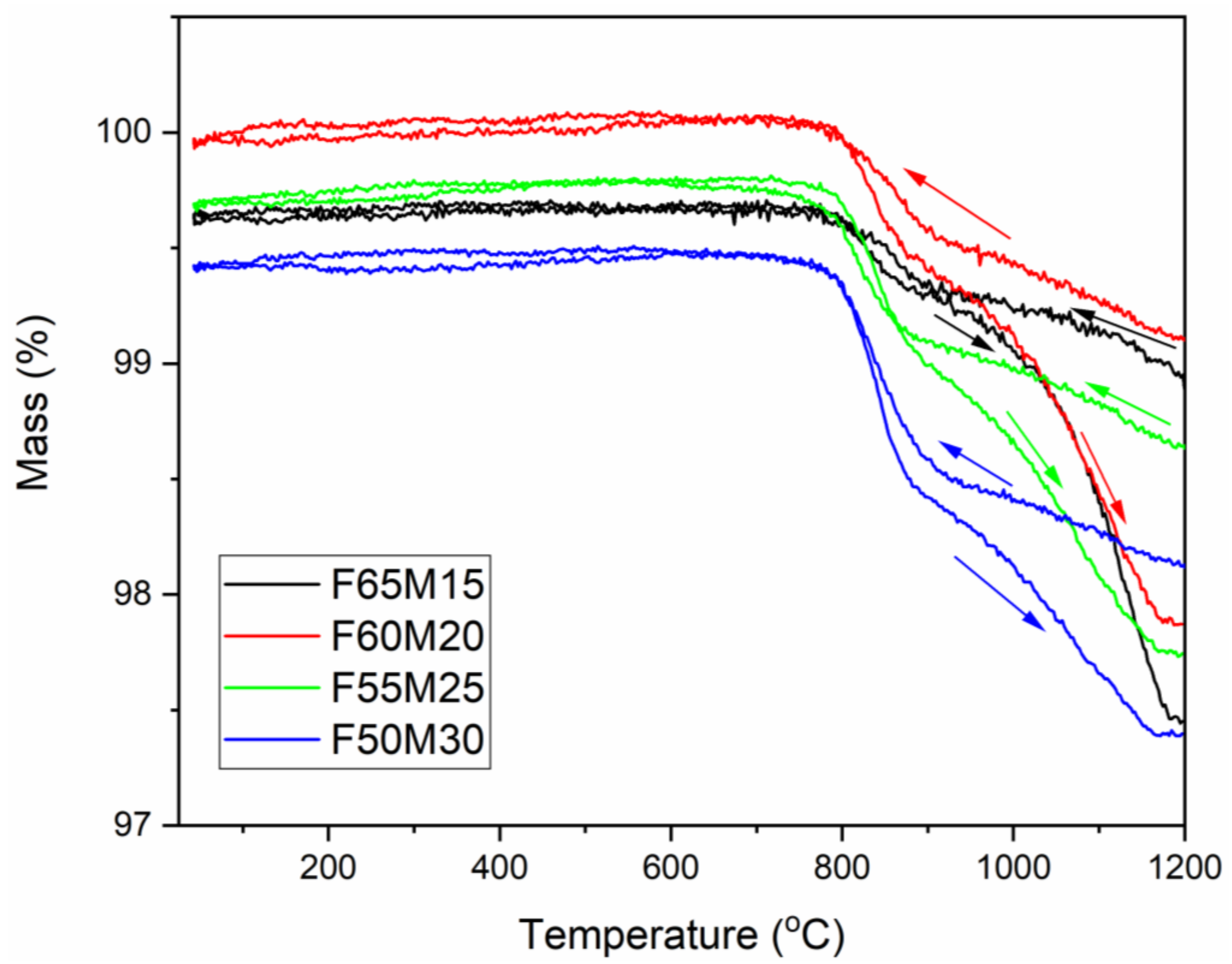
2) to determine possible CLOU effect. CLOU window examination is shown in
Figure 3.
All mixed metal Fe–Mn oxides show increase in mass during oxidation when cooling down. While the reference material monometallic Zr supported Fe did not show any mass change, as it is expected (not shown), meaning a lack of CLOU properties.
For samples with the lowest Mn addition (i.e., F65M15), the release of oxygen is detected ca. 800 °C. When heating further in an inert atmosphere, a small weight loss of 0.15 wt.% at 1000 °C, and clear weight loss was detected at 1200 °C of 1.45 wt.% indicated a possible CLOU effect. For the F60M20 composition, the CLOU effect is increasing from 0.2 to 1.2 wt.% between 900 and 1200 °C, while for F55M25 it is 0.3–0.9 wt.%, respectively. The heating under an inert atmosphere leads F50M30 to evolving of oxygen amounted to 0.3–0.7 wt.%. For all bimetallic samples a two-step reduction is detected indicating possible dual phase presence. In our previous paper, indeed, FactSage thermodynamic calculations likely showed the presence of manganoferrite and manganowüstite.
In paper [
12], pure Fe:Mn oxides without support were obtained. In this work additionally Zr oxide supported OCs were obtained with an estimated ratio of Fe:Mn oxides ca. 4.5:1 for F65M15 to 1.7:1 F50M30. For previously reported F5M1 composition, the CLOU effect ca. 0.5–2% between 900 and 1150 °C, and for F2M1 0.3–0.5% was observed. Comparison shows that for F65M15 sample with 1.7:1 ratio (this paper) and F2M1 2:1 (reported previously) [
12] better CLOU effect was achieved by application of inert addition. Beneficial additions may lead to profound increase of CLOU value from 0.5 to 1.45%. Nevertheless, for higher Fe:Mn oxides ratio the possible CLOU effects above 900 °C were of similar values both for supported and unsupported OCs materials. The trends found here are also in agreement with published data [
12].
To evaluate reductions in an inert atmosphere and oxidations in function of chemical composition of the produced materials together with the estimation effect of temperature, multiply cycles were carried out. The reactivity experiments were carried out at 800–1100 °C temperature range with a 50 °C step in TGA using N2 and O2/N2 for reduction and OCs material regeneration, respectively. At each temperature, three redox cycles were applied to estimate the stability of the carriers.
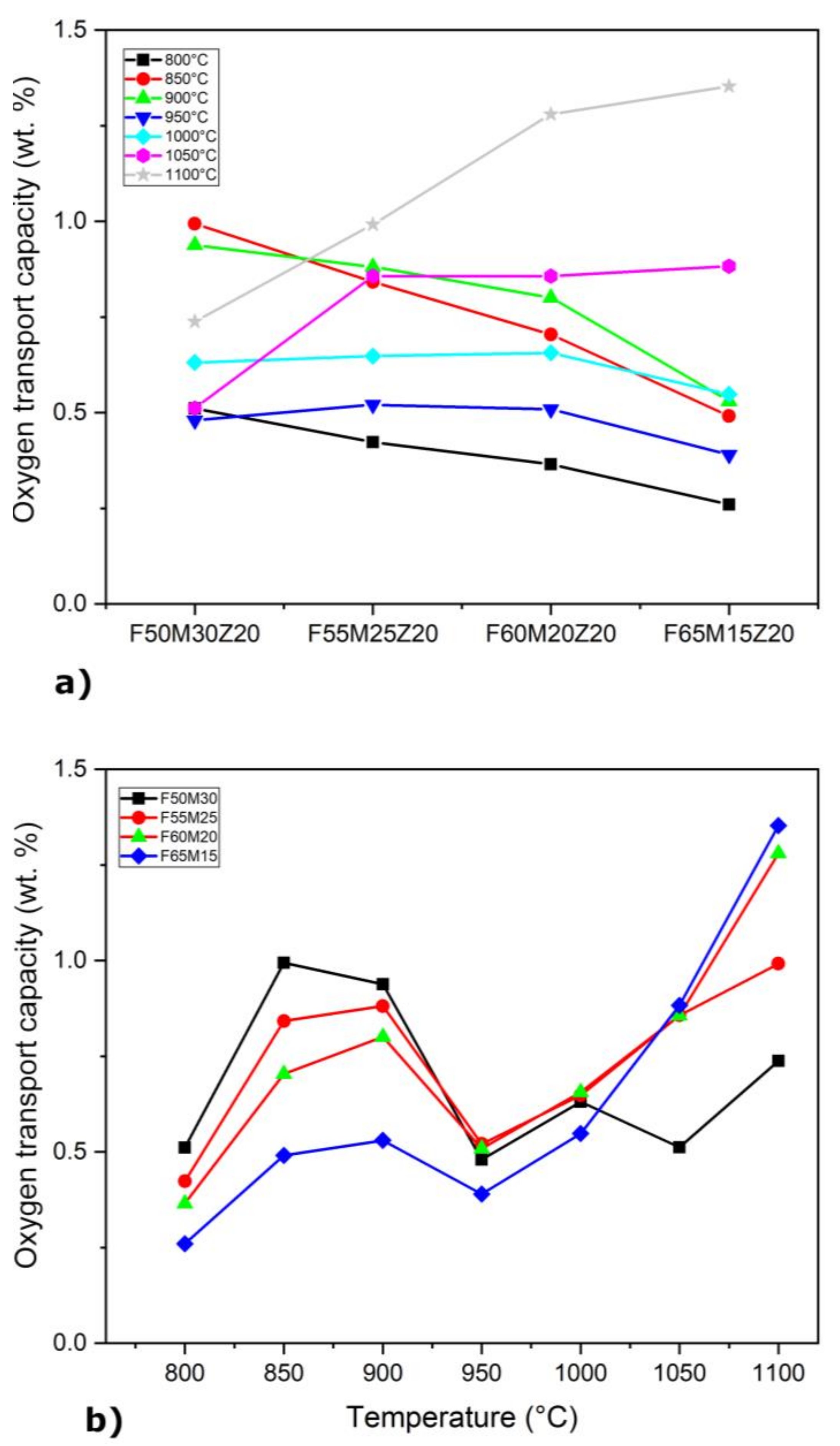
Oxygen transport capacity versus chemical composition of iron-manganese-zirconia oxide-based OCs is shown in
Figure 4a, while the capacity in function of temperature is shown in
Figure 4b. The presented data are taken from the second TG cycle. Oxygen transport capacity for the iron-manganese-zirconia oxide-based system (
Figure 4b) indicates in the lower temperature range (800–900 °C) that the experimental capacity increases with an increase of manganese content in the sample. Then, it drops at 950 °C to ca. 0.5 wt.% for all samples, and from this point it reverses. In other words, samples with lower amount of manganese content show better oxygen capacity. This will be explained later in detail. Cycling experiments allow us to study the capacity over several cycles and also to validate whether the fully oxidized or reduced states can be recovered after several redox reactions.
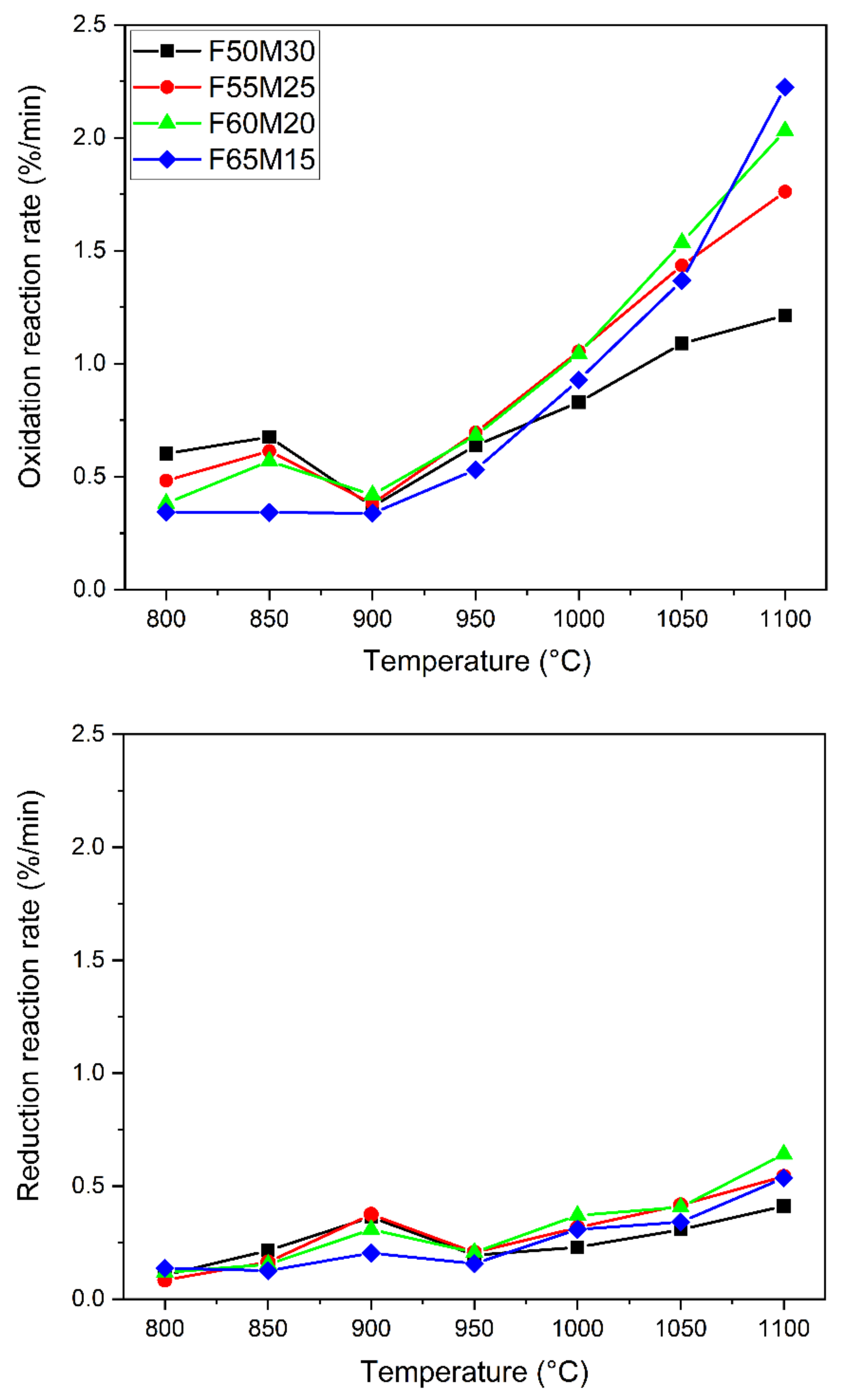
The reaction rates (dX/dt) were calculated by differentiating the mass data versus time and they mean the rates at the maximum of DTG peak. The calculated reaction rates are shown for both reduction and regeneration reactions of OC materials in
Figure 5. The metal oxide reduction rates slightly increase with temperature, and reaching ca. 0.5%/min at 1100 °C. They are of reasonable value, and more importantly are not as quick.
The temperature positively influences the oxidation rate for all OCs. One should also note that the regeneration reactions are much faster than reductions. It has a practical importance. Moderate rate of the oxygen loss observed when the oxygen partial pressure decreases may be beneficial in CLC process if the capacity is properly transferred to the fuel reactor. In other case it might be lost during transferring to fuel reactor, for example in loop seal etc. From the other hand, fast oxidation rates enable beneficial shortening of residence time in an air reactor. For this reason, in the work applied OC’s moderate manganese content (15–30 wt.%) may lead to conclusion to have a high potential as CLOU materials in CLC processes.
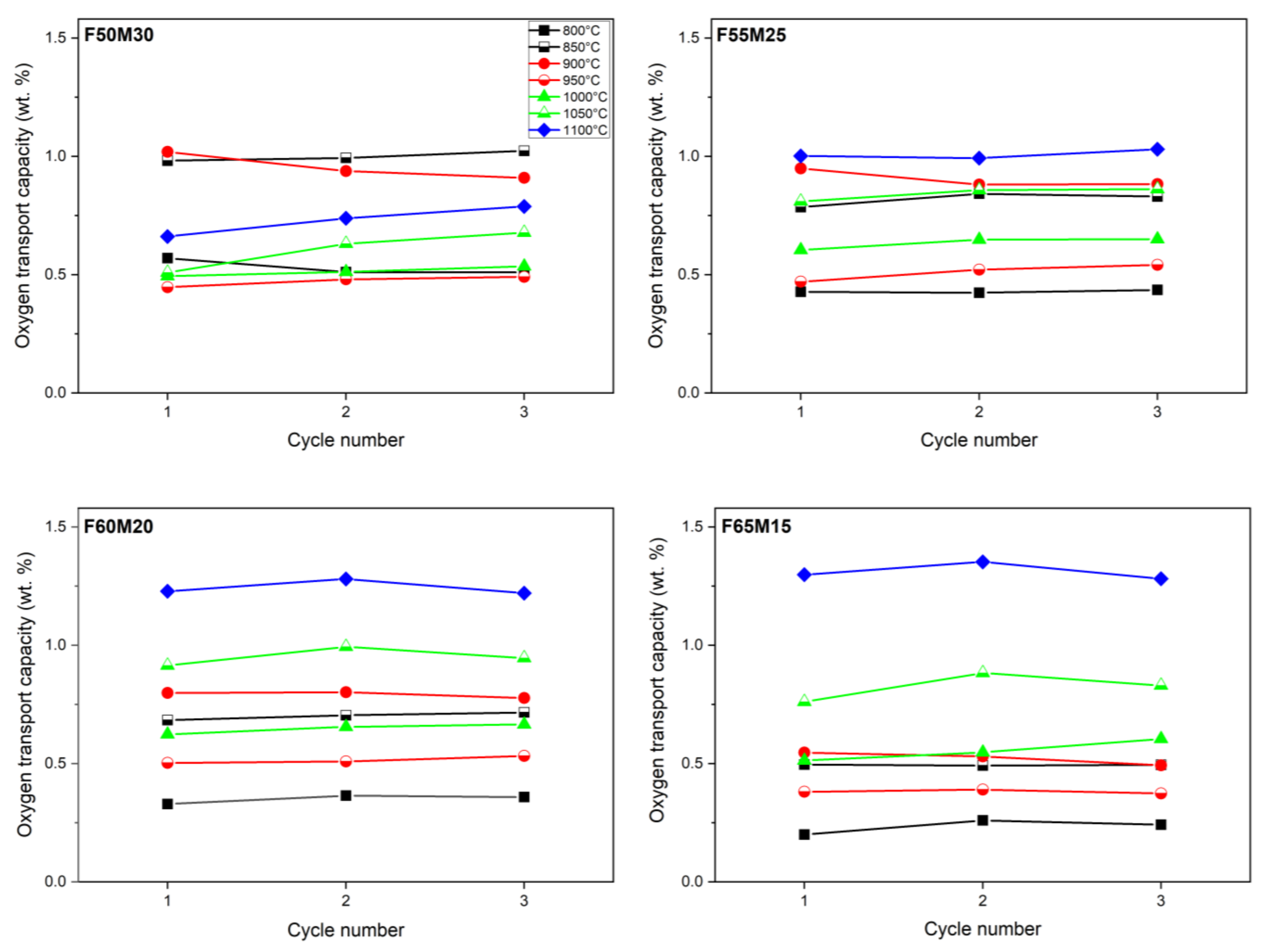
Stability of work during CLOU processes is shown in
Figure 6. It is clear to see that all synthesized OCs materials show stable reactivity within cycle number and temperature. At this point diverse behavior then expected shown in
Figure 4, together with
Figure 5 may be explained. The decrease of CLOU effect at 950 °C, together with the drop the oxidation rate at 900 °C may be due to phase transformation. To explain that phenomenon additional work was carried out. Based on FactSage thermodynamic calculations, it was predicted that spinel will be formed instead of bixbyite when the partial pressure of O
2 will decrease, together with increase of temperature [
13,
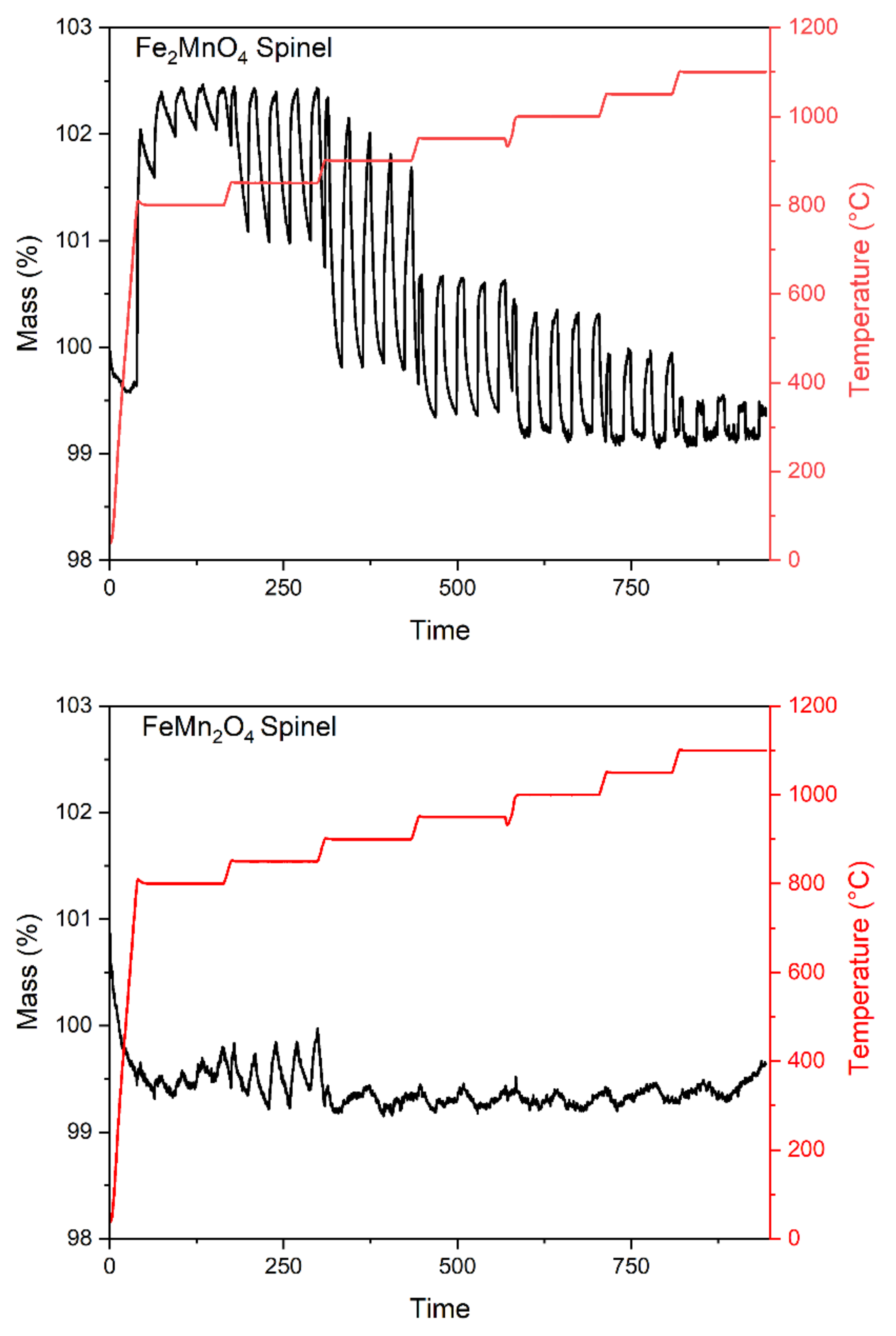
14]. To prove possible negative impact of some spinel formation on oxygen carrier reactivity, which was reported previously [
11,
17], two different Fe:Mn spinels with ratio of 1:2 and 2:1 were additionally synthesized. Those two members of the manganese ferrite family were synthesized from high-quality powdered oxides and calcined in in 1050 °C for 6h in a furnace. The spinel structure of iron (Fe
2MnO
4), and manganese-rich (FeMn
2O
4) samples was confirmed by XRD tests. The oxides were subjected to analogical testing of reactivity in TGA. Results of those examinations are shown in
Figure 7. Fe
2MnO
4 worked fine during CLOU testing, with a profound increase of capacity with maximum in 900 °C ca 2 wt.%. Dependent upon temperature, a significantly different behavior is observed for FeMn
2O
4 samples. Some CLOU effect (ca. 0.5 wt.%) is observed in the beginning of cycling in lower temperatures, but it disappears when testing above 850 °C.
High manganese content spinel was initially partially reactive, and followed by poorly activity during CLOU tests. This may be an explanation of the minor than expected CLOU behavior in higher temperature range for bimetallic Fe-Mn/Zr OCs materials with 20 and 30 wt.% of MnO
2. While the activity and weight gain of low manganese i.e., manganese diiron oxide, Fe
2MnO
4 observed in
Figure 8 might be an explanation of CLOU behavior of OCs with 10 and 15% addition. Better than expected experimentally proved redox rates together with the superior amount of oxygen released may be a consequence of the Fe
2MnO
4 presence, which was proved by EDS. Later manganese ferrite, observed in OCs reduced samples, was satisfactory oxidized back to bixbyite form.
As a result of difference of CLOU activity between spinel forms, either rich in Mn or in Fe may be an explanation of “s” shape of the curve for oxygen transportation shown in
Figure 4b, which is observed as increase and decrease of oxygen capacity. The further increase of capacities could be explained by of transition from spinel Mn-rich phase to manganowuestite, when heating from 950 °C up to 1100 °C. Therefore, the increase in oxygen capacity value is due to further deeper reduction of oxide spinel forms to Mn
xFe
1−xO, which was proved by FactSage calculations [
12,
14].
Among iron ferrites, we conclude that iron-rich such as Fe2MnO4 over FeMn2O4 spinel type oxides are more effective for CLOU applications.
2.3. CLC and CLOU Reaction Performance of Mixed Metal Fe-Mn/ZrO2 Oxygen Carriers Using Hard Coal
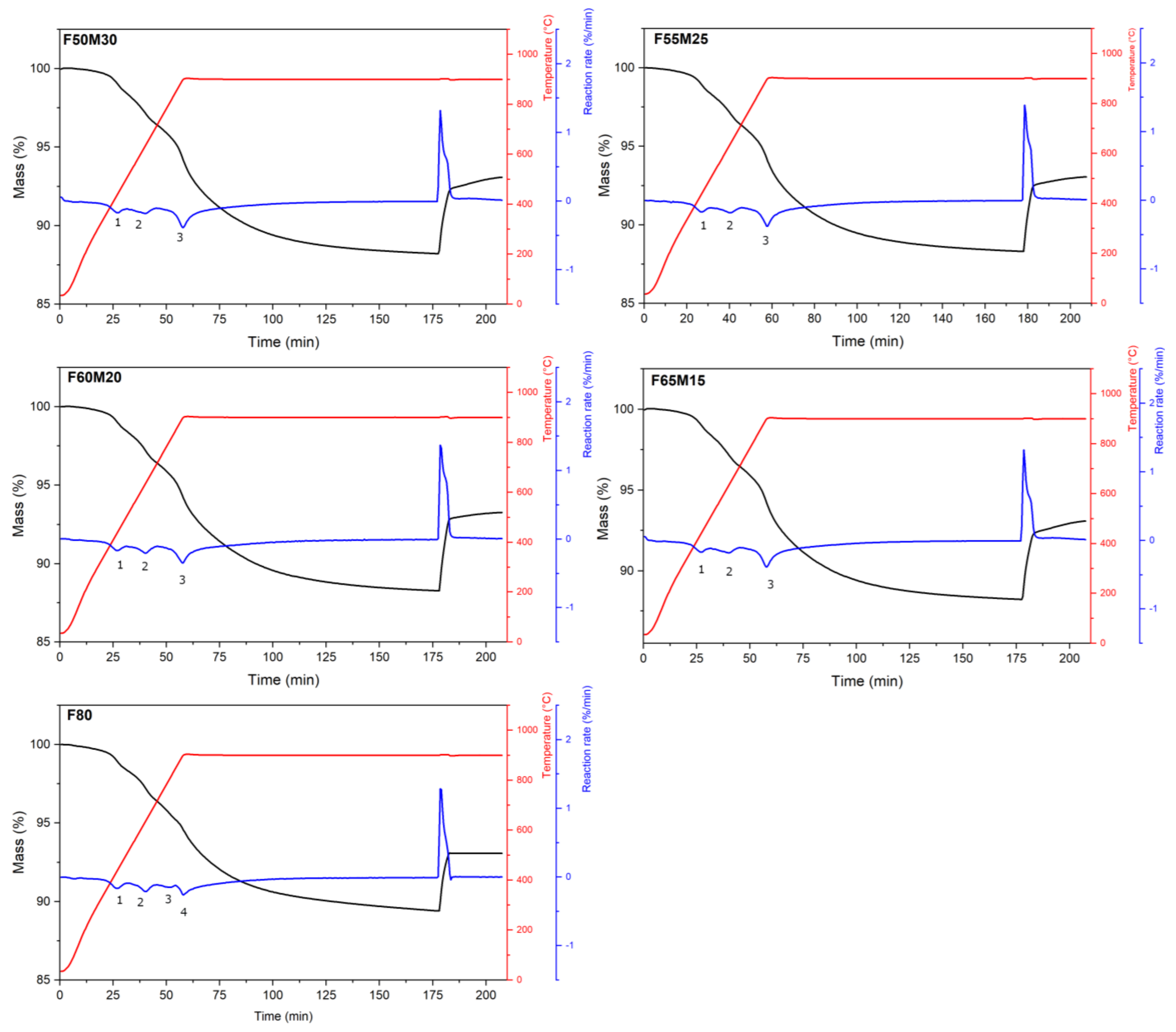
Direct coal combustion is an option in CLC and CLOU processes. In our study, for this reason one-cycle TGA reduction of OC followed by its oxidation tests were performed. At high temperatures, the direct combustion of metal oxide and carbon is thermodynamically favored. The results of the thermogravimetric analysis of the Janina coal combustion at 900 °C with oxygen released from the structures of both bi-metallic Fe–Mn and mono-metallic supported Fe OCs are shown in
Figure 8. The metal oxide:coal mixtures were prepared as discussed in the Synthesis and Materials Quality Examination section. One reduction/oxidation cycle tests were conducted at atmospheric pressure to determine the reactivity of the oxygen carriers. In this study, the one-cycle test was chosen, since from a technical point of view, in TGA, it is difficult to separate coal ash from metal oxide after redox reaction and continue cycling with a new coal portion. In real CLC systems, there are known technical approaches of removing the coal ash from OC that are based, for example on density differences. Additionally, the one-cycle redox test provides all the needed data on the reactivity of OC.
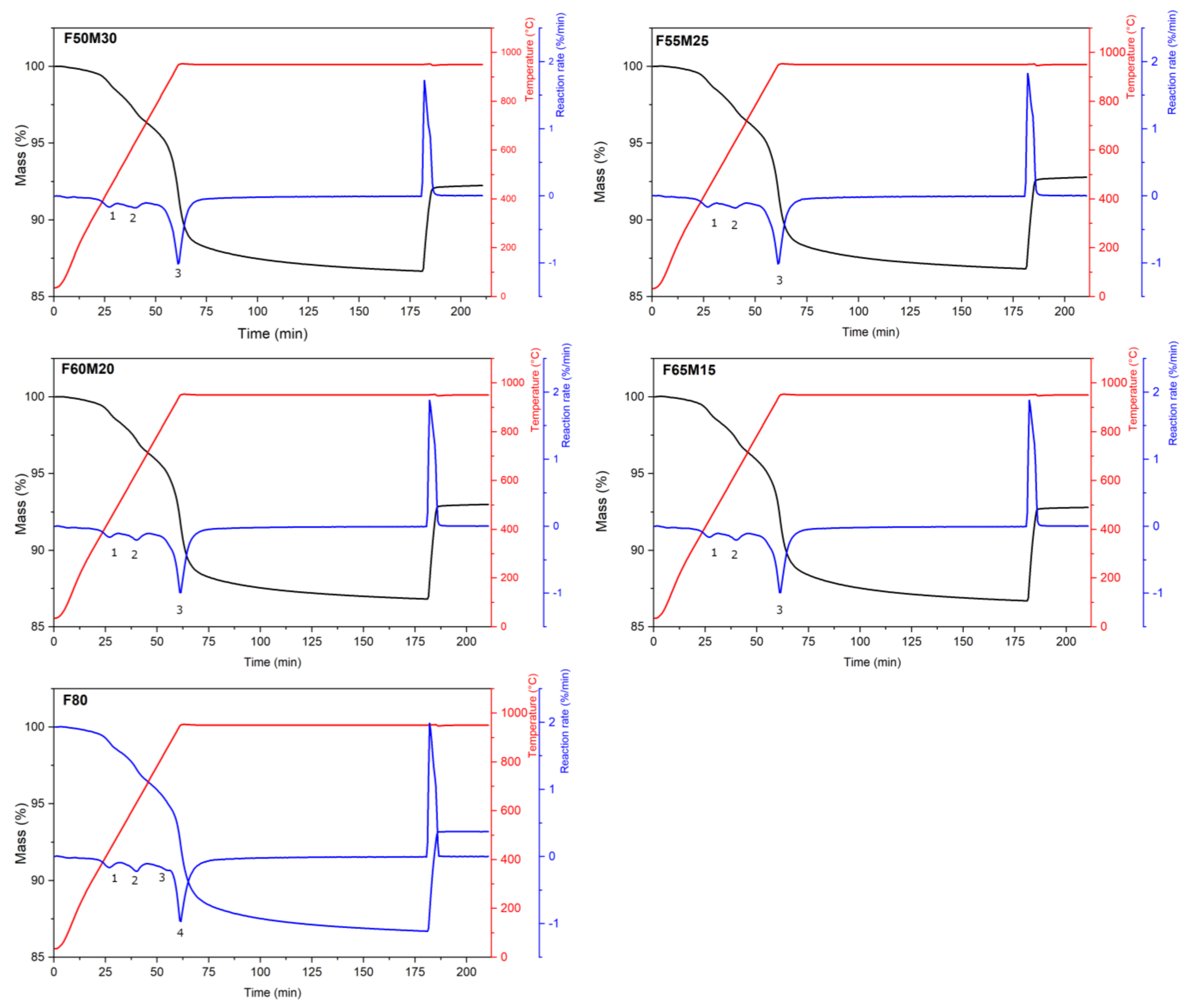
Figure 8 shows both the mass changes versus time and calculated reaction rates. The black line illustrates changes in mass, wt.%, for both the bi-metallic oxygen carriers, i.e., F65M15-F50M30, and for mono-metallic F80 counterpart, whereas the blue line illustrates the changes in the calculated reaction rates, %/min. It should be pointed out that the heating rate was 15 K/min, and the desired temperature of the process was achieved in nearly 60 min. The measurement was then performed isothermally, which reflects the temperature curve. A steady mass loss of coal: oxygen carrier mixture was observed in approximately 175 min. The included results of the reactivity study at 900 °C exhibited that all obtained oxygen carriers reacted with hard coal. This is indicated by a mass decrease observed within the reaction time.
The aim was also to study the impact of chemical composition of OC on coal combustion. For this reason, both new bimetallic Fe–Mn oxides were synthesized and monometallic. Monometallic OC, also called simple OC, includes usually one active oxide, here in the form of iron oxide and one inert material. Among simple OC, we included both iron oxide and manganese oxide (actively participating in the redox reaction), as well as one inert oxide, here ZrO2.
The TG data (
Figure 8) clearly displayed gradual mass decrease. They can be number 1, 2, and 3 and 4. The maximal reaction rates observed at given temperatures during the reduction and oxidation reactions of oxygen carriers with hard coal are listed in
Table 1 Steps number 1 corresponded to a hard coal volatilization reaction that was initiated at ca. 400 °C and for which the maximum reaction rate occurred at the range between 437 and 439 °C. In general, the coal pyrolysis temperature does not depend on the oxygen carrier composition which was also previously observed for other bimetallic OCs [
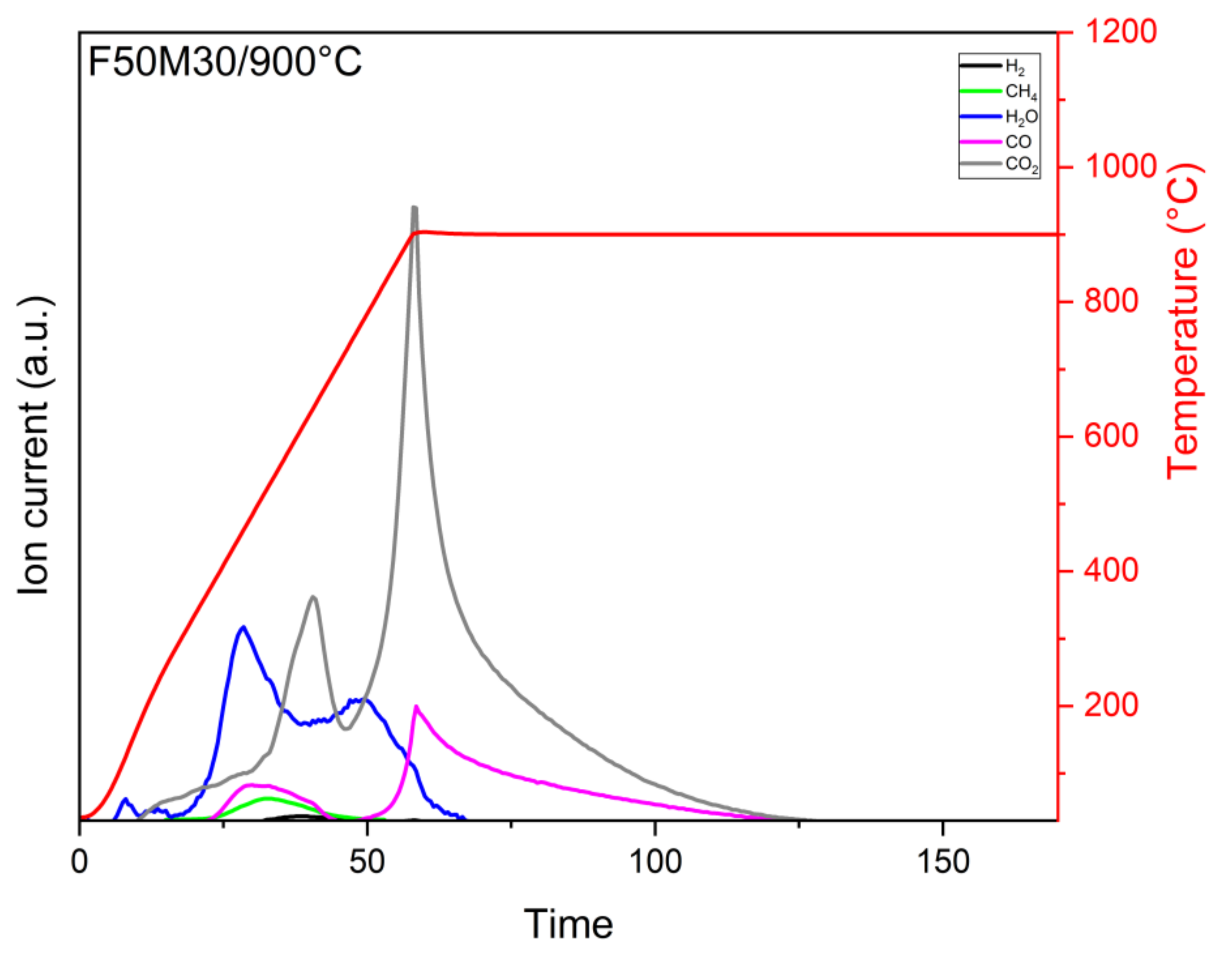
25]. QMS signals of CH
4, H
2, CO, and CO
2 confirmed that the hard coal pyrolysis took place at this stage,
Figure 9. Before coal volatilization a small peak originating from humidity was also observed (blue line QMS signal) with maximum detected at 7 min from begin of the experiment.
Steps 2, 3, and 4 correspond to the coal combustion reaction, which was initiated at approximately 600 °C, in general. This was also supported by quadrupole mass spectrometer data shown for example for Fe50Mn30/Zr sample in
Figure 9. As combustion process proceed in TGA chamber the evidence of CO
2 (grey line) and H
2O (blue line) signal was continuously monitored. Already at 37 min of the experiment and at 588 °C temperature, combustion was proved for the sample and meanwhile broad peak for H
2O was observed, while for CO
2 two separate signals were found.
Steps 2 and 3 were observed for bimetallic oxygen carriers. The mixture of coal with bi-metallic Fe-Mn/ZrO
2 oxides show only two mass decreases. Additional peak No 4 was only observed for F80 sample. This additional peak could be explained by the release of oxide from the Fe
2O
3 oxide which is due to step reduction to Fe
3O
4, FeO and finally to Fe. This behavior was also previously observed for other monometallic Fe-based OCs such for 80 wt.% Fe
2O
3/SiO
2, 80 wt.% Fe
2O
3/sepiolite or 80 wt.% Fe
2O
3/bentonite [
25]. As shown in
Figure 8, a systematic decrease in the mass mixture of coal:oxygen carrier was observed. Peaks with the highest reaction rates in the range of 633–900 °C reflect the first partial, afterwards complete fuel combustion. The partial reduction of the oxygen carrier from Fe
2O
3 to Fe
3O
4/FeO together with bixbyite of (Mn,Fe)
2O
3 to spinel form of general Mn
xFe
yO
4. This is may be explained due to phase composition obtained OCs where dominant reactive phases were both Fe
2O
3 (ca. 37–55%) and (Mn,Fe)
2O
3 (ca. 24–43%). Here, the reduction may process via manganese or iron reached cubic or tetragonal spinels such as iwakiite. The peak observed maximum detected at 798 °C reflects the reduction of the OCs part from Fe
3O
4/FeO to Fe/FeO. The data from
Table 1 indicates hard coal combustion may occur as low as at 633 °C with a maximum rate of 0.179 to 0.213%/min. Afterwards, at 900 °C mass decrease peaks with a maximum rate between 0.260 and 0.384%/min are observed. All samples containing MnO
2 showed improved reactivity due to rate enhanced by the factor of 1.34–1.47. Therefore, a conclusion may be drawn, due to addition of 15–30 wt.% manganese oxide to Fe
2O
3/ZrO
2 improved reactivity of OCs carrier in direct coal chemical looping combustion may be achieved comparing to simple monometallic OC.
In addition to the impact of chemical composition of OC, the temperature effect of coal combustion was also examined in detail. For this reason, the study examined the reactivity of Fe-Mn/Zr OC by using combined methods such TGA and QMS in a similar manner as described for 900 °C temperature.
As a result, 950 °C and 1000 °C temperatures were selected for further examinations.
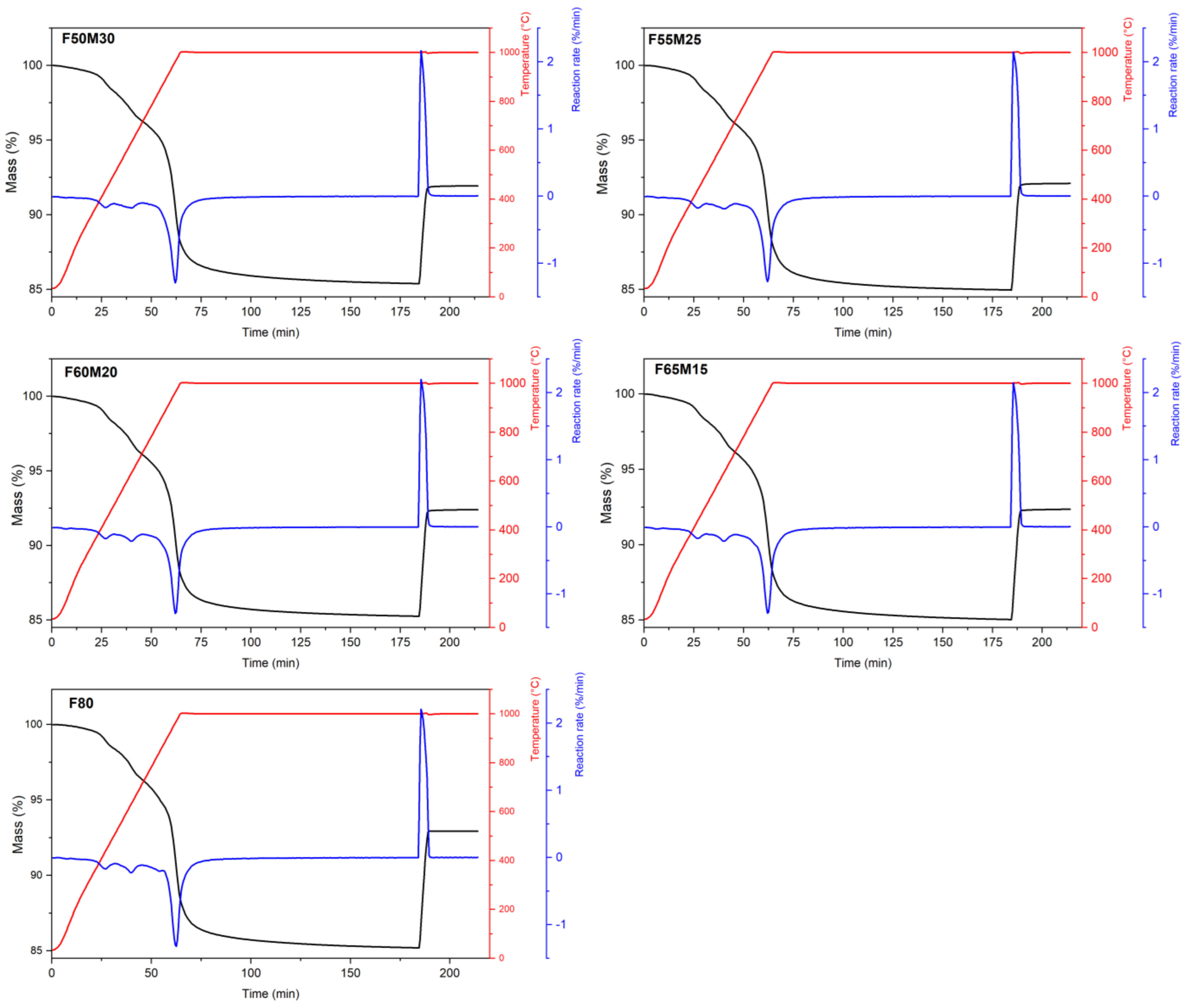
Figure 10 shows results for coal combustion with oxygen released from structure of Fe-Mn/Zr OCs at 950 °C, while
Figure 11 shows for 1000 °C. Additionally, maximal reaction rates observed during redox reactions of OCs for process examined at 950 °C and 1000 °C are shown in
Table 1.
Besides,
Figure 10 and
Figure 11 together with the detailed data from
Table 1 illustrate well the positive effect of temperature on hard coal combustion via direct chemical looping. Only 50 °C decrease in process temperature led to significant improvement of reaction rates. For example, for the sample with the highest addition of manganese oxide (i.e., for F50M30 rate increased from 0.384 to 1.012%/min at 950 °C). Furthermore, the experiments carried out at 1000 °C showed an additional combustion rate increase to 1.290%/min. That is clear that between 900 and 1000 °C the OCs reductions rate increased significantly, which is estimated at over three times. This may have a practical meaning in CLC plants enabling significantly reducing the residence time.
2.4. Regeneration Reaction Performance of Mixed Metal Fe-Mn/ZrO2 Oxygen Carriers Following Hard Coal Combustion
The reactivity study observations through TG for both redox reactions demonstrated that a process of pyrolysis is followed by the combustion of the fuel with oxygen released from the structure of OC. This has been observed for all obtained materials.
Aside from good reactivity with fuel, also good reactivity with air was observed in the TG curves, which is illustrated well in
Figure 8,
Figure 10 and
Figure 11. This means bimetallic Fe-Mn/Zr OCs could be satisfyingly oxidized in the applied reaction conditions.
Additionally, the regeneration reaction rates were significantly faster than those observed for OCs reduction reaction which is observed by intensive and fast sample mass increase. For example, for F55M25 OC, at 900 °C reductions rates were 0.182 and 0.377%/min, while oxidation rate was estimated at 1.386%/min. The oxidation reaction was significantly faster than the reduction reaction for all Zr supported Fe–Mn oxygen carriers. Furthermore, with increase of regeneration process temperature also the rates have increased. As for F55M25, OC regeneration rate further increased to 1.824 and 2.146%/min for 950, and 1000 °C, respectively.
The thermogravimetric results indicated that good reactivity was observed both for the bi-metallic and mono-metallic carriers. Due to the synergy effect of two reactive oxides (i.e., Fe2O3 and MnO2), new crystal phases are formed such as (Mn,Fe)2O3 type. This is the reason improved oxidation could be achieved compared to pure MnO2 oxide. This known that MnO2 due to thermodynamic restrictions is difficult to oxidize to original form in higher temperatures. Consequently, the addition of a second reactive metal oxide stabilized the oxygen carrier structure, which enabled better reduction rates together with better oxidation rates to be achieved.
Our experiments proved that O2 content in air, in a TGA chamber acting as an air reactor, is sufficient to perform the oxidation up to the bixbyite and spinel phases. When the capacity (CLOU 0.5–1.5 wt.%, and CLC ca. 20 wt.%) is properly transferred to the fuel reactor, obtained in this work the family of Fe-Mn/Zr may have a high potential both as a CLOU and CLC material.
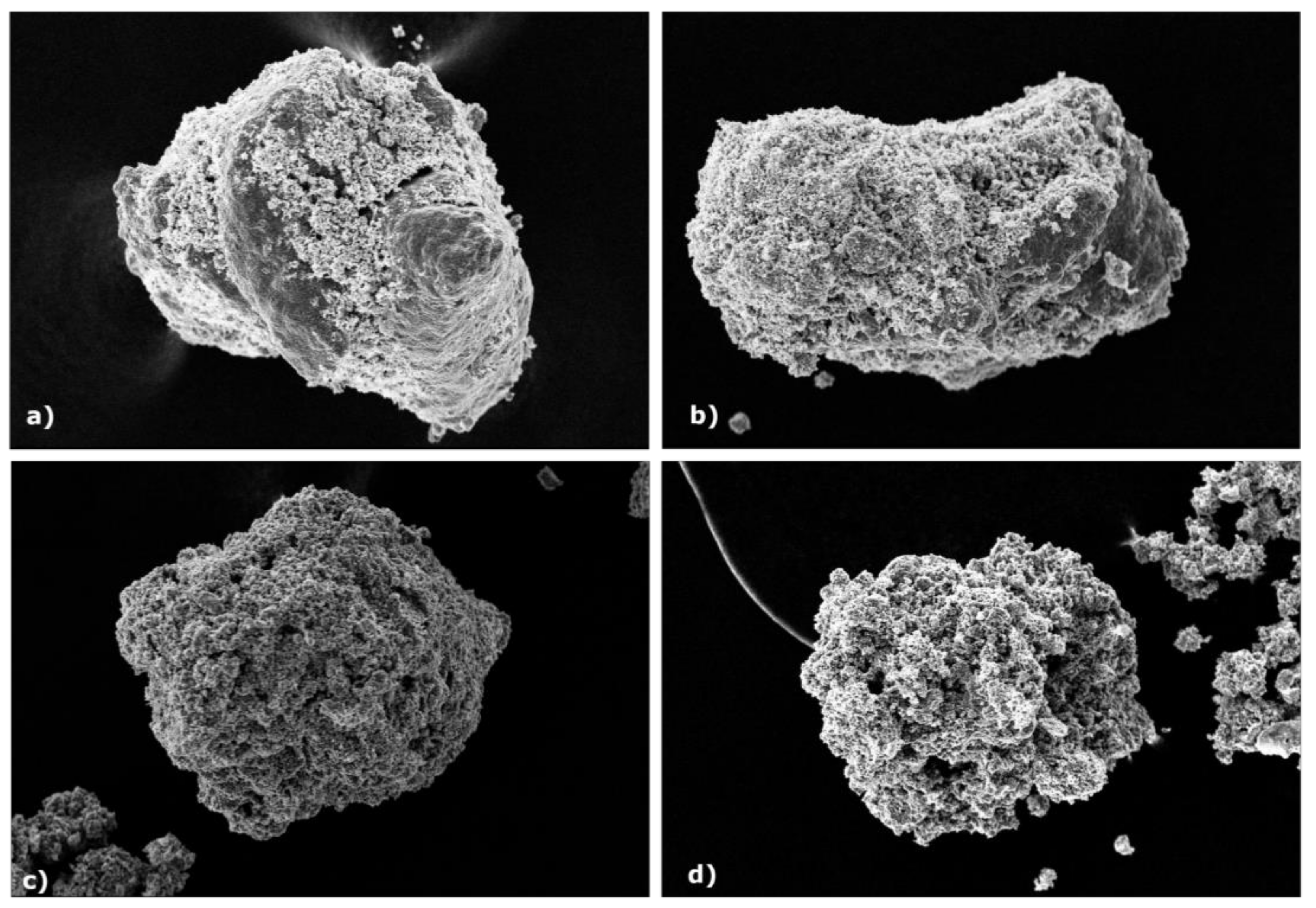
Figure 12 shows photomicrographs of F50M30 OC granules (450× magnification) after reaction with Janina coal. This is worth to note that for reacted with hard coal samples and regenerated, some morphological differences are clear. In our previous paper we have observed that the fresh samples were very similar for Fe–Mn/ZrO
2 family [
13,
14]. However, here the reacted samples show some variety of forms. Some of the particles are regular in shape and more porous with fine sub-granular structure (
Figure 12c,d). Other spent grains seem to be denser (
Figure 12a,b) and slightly longitudinal. The spent F50M30 OC grains shown in
Figure 12a,b with the assistance of EDS were proved to be tetragonal Mn–Fe spinel’s with some zirconia spots, and tetragonal Mn–Fe spinel with bixbyite, respectively. While those porous grains were composed of iron oxides with some zirconia. As a consequence, OCs reacted with Janina coal and afterwards regenerated in flowing air exhibited also mechanical changes.
Those morphology and crystal phase changes may be an explanation of better mechanical properties characteristics which is shown in
Figure 2. The mechanical strength, in addition to the ability to transfer oxygen, is one of the most important process parameters studied in this paper. When describing the functional properties of the newly prepared OCs samples they must be considered. Depending on the resistance of the grains to compressive and abrasive forces, their ability to be recycled and reused in the reduction process with fuel can be estimated. For this purpose, in this work we analyzed the mechanical strength both for fresh and reacted samples. As observed from
Figure 2, fresh bimetallic OCs showed measured average strength values ranging from 0.78 N for F65M15 to 0.95 N for F50M30, which positively increased with manganese addition to monometallic Fe-based OC. For the samples reacted with hard coal at 900 °C the mechanical tests revealed an increase in durability for ca. 60% comparing that observed for fresh samples. For example, for F50M30 average value was 1.5; 1.37; 1.2 N for 30 analyzed grains at 900, 950, and 1000 °C, while for F55M20 it was 1.3; 1.4; and 1.1 N, respectively. Despite being more resistant, reacted ceramics exhibited more diverse durability for mechanical crushing than unreacted samples (
Figure 2). Furthermore, SEM analysis of individual OC particles revealed different morphological topographies were more likely associated with their individual composition (
Figure 1 and
Figure 12).
Additionally, XRD analysis shown in
Figure 1 for both fresh and reacted samples exhibited some differences in phase composition due to OC cycling performance, which supports SEM discoveries. Fresh samples contained (Fe,Mn)O
3 type, Fe
2O
3 and ZrO
2 oxides. Later the reaction with hard coal, the diffraction data revealed the presence of specific manganese-rich tetragonal spinel, so called iwakiite, i.e., (Fe
1.3Mn
1.7)
2O
4, which is observed for manganese reached bimetallic material, F50M30. As process temperature increased from 900 to 1000 °C the amount of iwakiite manganoferrite increased (red, blue, and green diffractograms, respectively). Nevertheless, different behavior was observed for OC with 25–15 wt.% addition of manganese oxide. For the sample with 25 wt.% addition, i.e., F55M25 due to coal combustion executed at 900 °C, regenerated OC sample showed, aside of bixbyite and also Fe-rich cubic manganoferrite. Fe–Mn bixbyite structures can be usually present in multiply forms of (Fe
xMn
1−x)
2O
3 with variable ratio of Fe:Mn. During the fuel combustion process it was observed that specifically (Fe,Mn)O
3 structures were reduced and regenerated however, to manganoferrites. Our data proved that bixbyite structures can be regenerated partially revisable to original perovskite type structures in those TGA conditions. The obtained results are in contrast with published FactSage simulations [
13,
14]. From the other hand, they are in good agreement with other literature findings [
13,
14]. It has been observed during temperature-scanning experiments that the Fe:Mn samples could be reduced to spinel as the temperature increased, even under an oxidizing atmosphere.
As a consequence, spinel structures will be present in obtained materials. Based on this work, observations, among iron ferrites, iron-rich such as Fe2MnO4 over FeMn2O4 spinel type oxides are more effective for CLOU applications can be concluded. XRD data together with SEM-EDS supported that 25–10 wt.% addition of MnO2, together 20 wt.% addition of ZrO2 may prevent undesirable FeMn2O4 formation (small and disappearing CLOU effect). At this point, the presence of well-shaped crystal structures observed in manganese-rich OC samples might be partially responsible for their durability. In general, the conclusion on valuable regeneration of Zr supported bimetallic Fe–Mn OCs can be withdrawn. This is supported by the observation of TGA results together with the obtained strength analysis data. It is clear that synthesized materials showed significantly improved mechanical strength.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}