Catalytic Pyrolysis of a Residual Plastic Waste Using Zeolites Produced by Coal Fly Ash

 ,
, 
 ,
,  and
and 
Abstract
1. Introduction
2. Results and Discussions
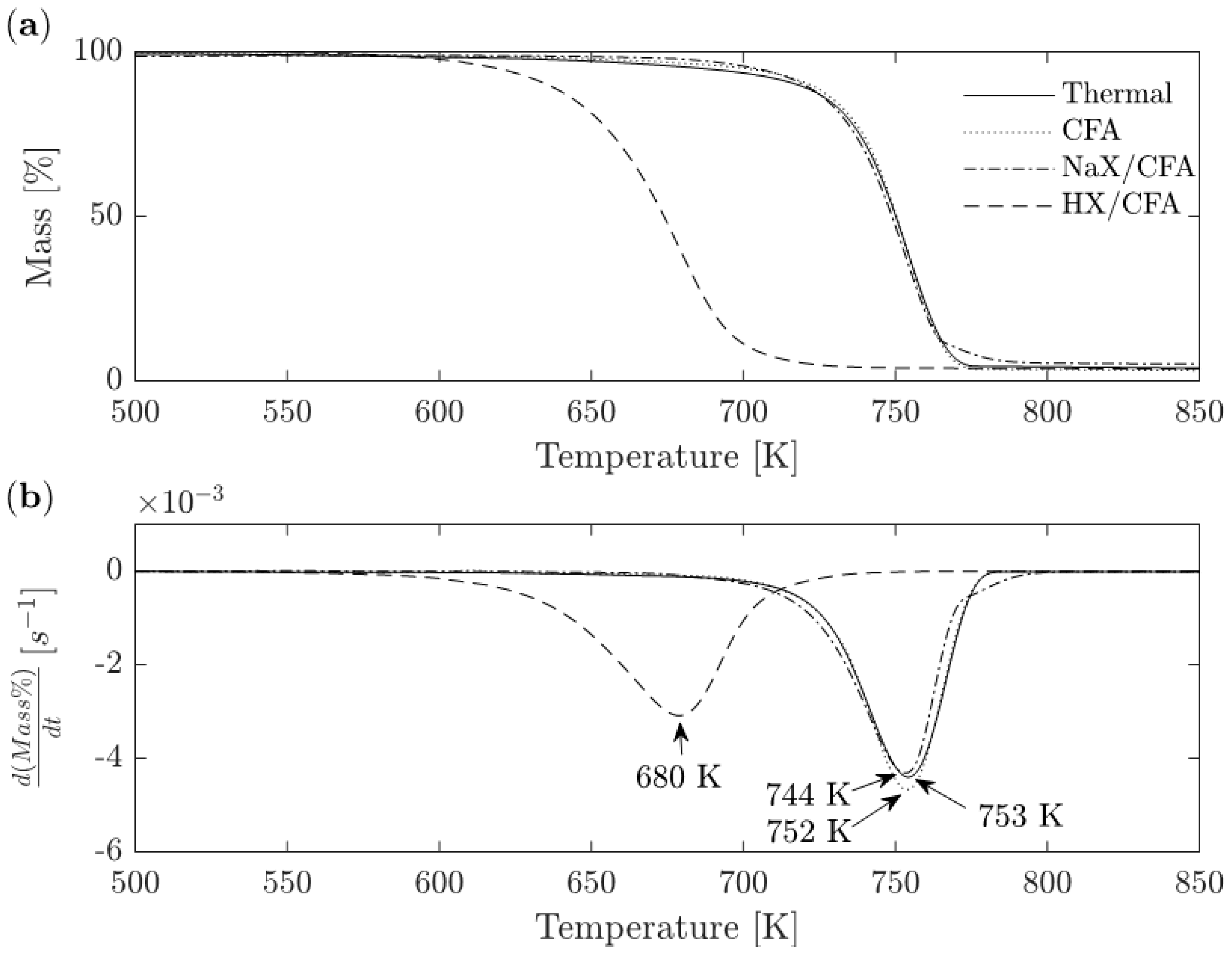
2.1. Influence of the Catalysts on Polymer Degradation Temperature and Degradation Heat
2.2. Pyrolysis Yields
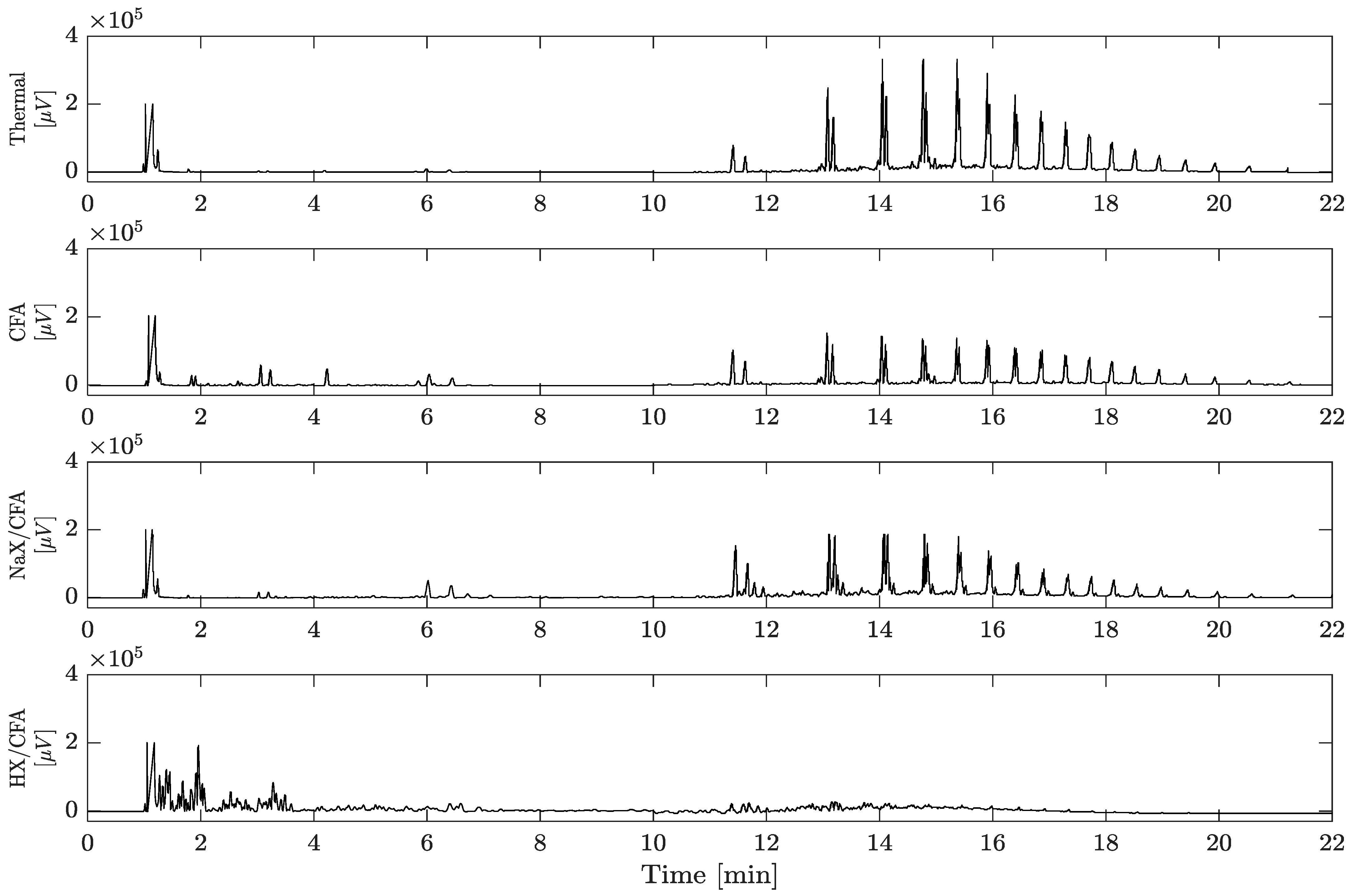
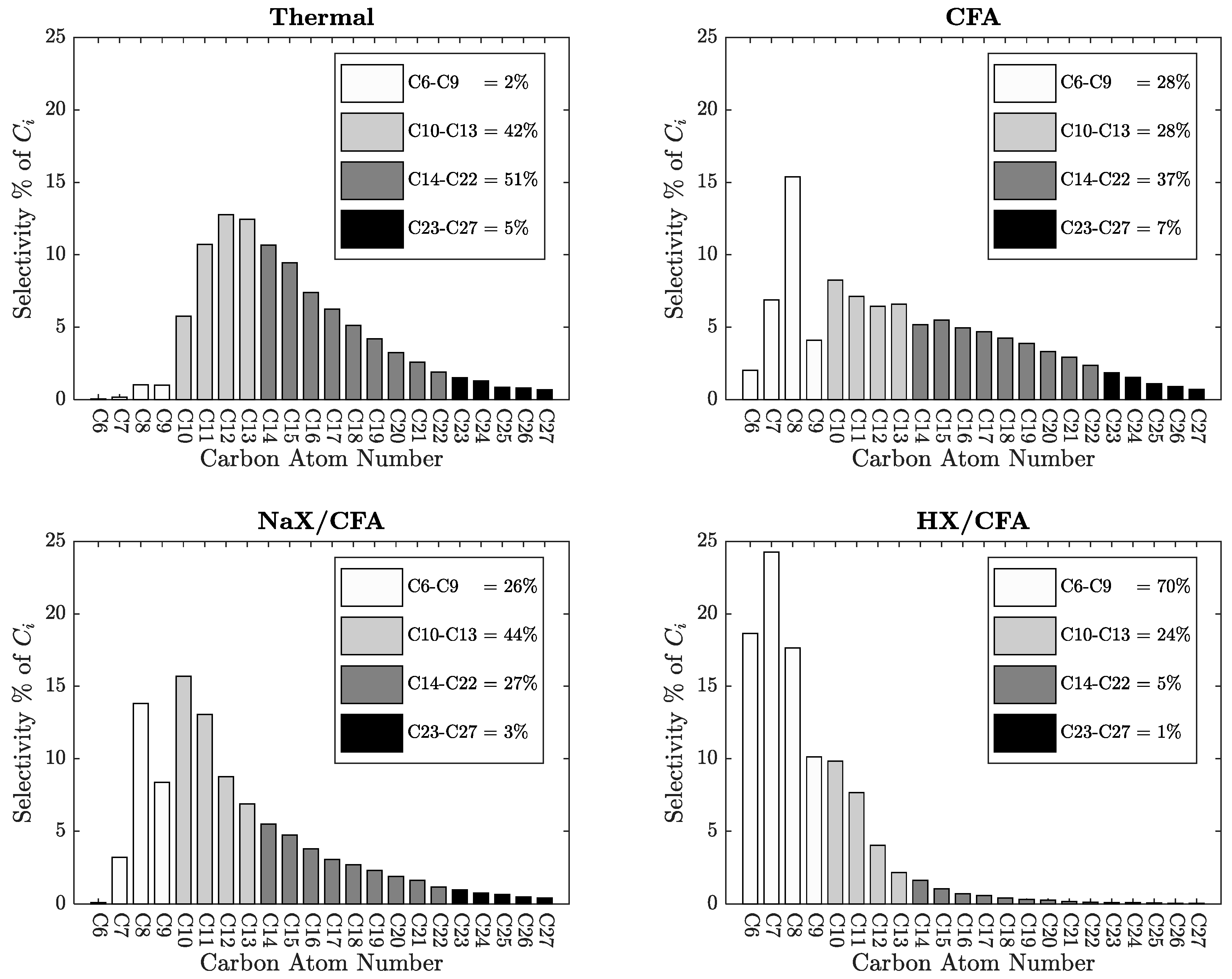
2.3. Pyrolysis Oil Characterization
2.4. Pyrolysis Gases Characterization
3. Materials and Methods
3.1. Raw Materials
3.2. Thermal Analysis
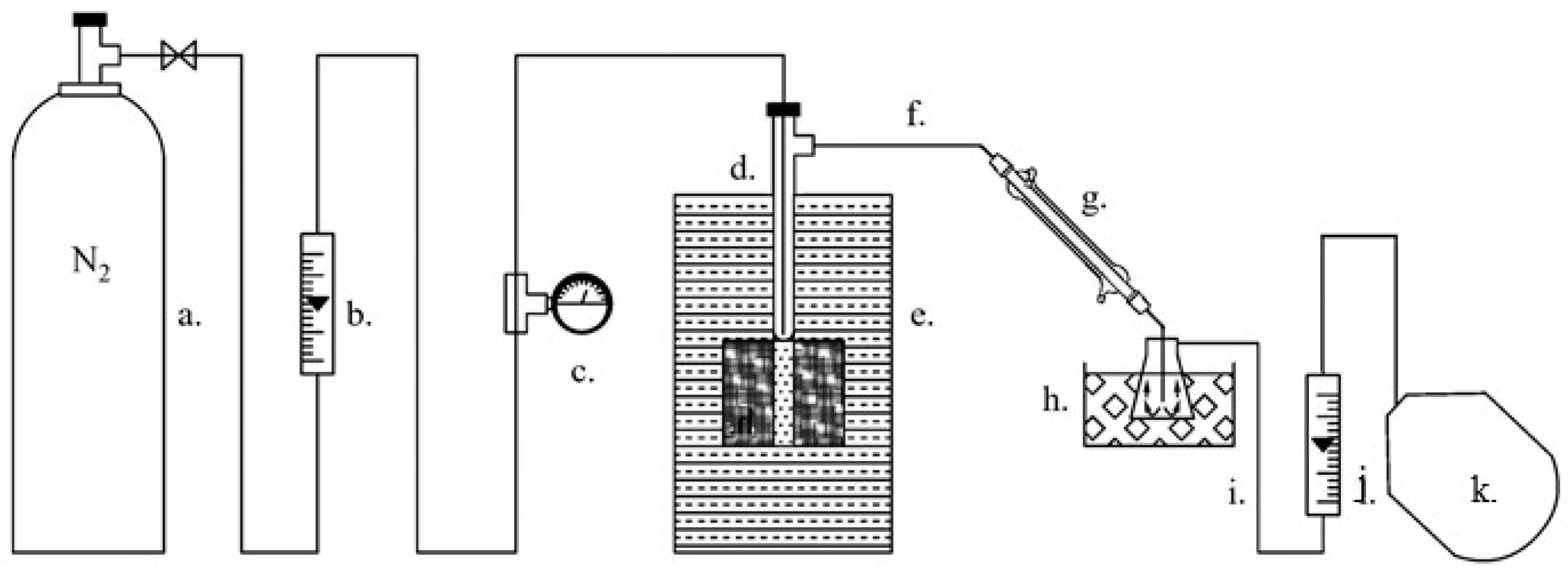
3.3. Pyrolysis Set-Up Description
3.4. Pyrolysis Product Characterization
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Packaging Waste Statistics—Eurostat. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php/Packaging_waste_statistics (accessed on 22 July 2020).
- PCEP—A key platform to drive polyolefins circularity. 2018. Available online: https://pcep.eu/our-commitments (accessed on 22 July 2020).
- Plastics Europe. Plastics—The Facts 2019: An Analysis of European Latest Plastics Production, Demand and Waste Data; Plastics Europe: Wemmel, Belgium, 2019. [Google Scholar]
- Directive 2018/852/EU of the European Parliament and of the Council of 30 May 2018 Amending Directive 94/62/EC on Packaging and Packaging Waste; EU: Strasbourg, France, 2018.
- Directive 2004/12/EC of the European Parliament and of the Council Amending Directive 94/62/EC on Packaging and Packaging Waste; EU: Strasbourg, France, 2014.
- PlasticsEurope. The Circular Economy for Plastics—A European Overview; PlasticsEurope: Brussels; Belgium, 2019. [Google Scholar]
- Fondazione per lo sviluppo sostenibile. 2019 Italia del Riciclo; Fondazione per lo sviluppo sostenibile: Rome, Italy, 2019. (In Italian) [Google Scholar]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Kaminsky, W. Chemical recycling of mixed plastics of pyrolysis. Adv. Polym. Technol. 1995, 14, 337–344. [Google Scholar] [CrossRef]
- Miandad, R.; Rehan, M.; Nizami, A.S.; Barakat, M.A.E.F.; Ismail, I.M. The Energy and Value-Added Products from Pyrolysis of Waste Plastics. In Recycling of Solid Waste for Biofuels and Bio-Chemicals; Springer: Singapore, 2016. [Google Scholar]
- Miandad, R.; Barakat, M.A.; Aburiazaiza, A.S.; Rehan, M.; Ismail, I.M.I.; Nizami, A.S. Effect of plastic waste types on pyrolysis liquid oil. Int. Biodeterior. Biodegrad. 2017, 119, 239–252. [Google Scholar] [CrossRef]
- Miandad, R.; Barakat, M.A.; Aburiazaiza, A.S.; Rehan, M.; Nizami, A.S. Catalytic pyrolysis of plastic waste: A review. Process Saf. Environ. Prot. 2016, 102, 822–838. [Google Scholar] [CrossRef]
- Aguado, J.; Serrano, D.P.; San Miguel, G.; Castro, M.C.; Madrid, S. Feedstock recycling of polyethylene in a two-step thermo-catalytic reaction system. J. Anal. Appl. Pyrolysis 2007, 79, 415–423. [Google Scholar] [CrossRef]
- Butler, E.; Devlin, G.; McDonnell, K. Waste polyolefins to liquid fuels via pyrolysis: Review of commercial state-of-the-art and recent laboratory research. Waste Biomass Valoriz. 2011, 2, 227–255. [Google Scholar] [CrossRef]
- Coelho, A.; Costa, L.; Marques, M.M.; Fonseca, I.M.; Lemos, M.A.N.D.A.; Lemos, F. The effect of ZSM-5 zeolite acidity on the catalytic degradation of high-density polyethylene using simultaneous DSC/TG analysis. Appl. Catal. A Gen. 2012, 413–414, 183–191. [Google Scholar] [CrossRef]
- Hakeem, I.G.; Aberuagba, F.; Musa, U. Catalytic pyrolysis of waste polypropylene using Ahoko kaolin from Nigeria. Appl. Petrochem. Res. 2018, 8, 203–210. [Google Scholar] [CrossRef]
- Na, J.-G.; Jeong, B.-H.; Chung, S.H.; Kim, S.-S. Pyrolysis of low-density polyethylene using synthetic catalysts produced from fly ash. J. Mater. Cycles Waste Manag. 2006, 8, 126–132. [Google Scholar] [CrossRef]
- González, A.; Navia, R.; Moreno, N. Fly ashes from coal and petroleum coke combustion: Current and innovative potential applications. Waste Manag. Res. 2009, 27, 976–987. [Google Scholar] [CrossRef]
- Zhuang, X.Y.; Chen, L.; Komarneni, S.; Zhou, C.H.; Tong, D.S.; Yang, H.M.; Yu, W.H.; Wang, H. Fly ash-based geopolymer: Clean production, properties and applications. J. Clean. Prod. 2016, 125, 253–267. [Google Scholar] [CrossRef]
- Bhatt, A.; Priyadarshini, S.; Acharath, A.; Abri, A.; Sattler, M.; Techapaphawit, S. Case Studies in Construction Materials Physical, chemical, and geotechnical properties of coal fl y ash: A global review. Case Stud. Constr. Mater. 2019, 11, e00263. [Google Scholar] [CrossRef]
- Gaurh, P.; Pramanik, H. Production of benzene/toluene/ethyl benzene/xylene (BTEX) via multiphase catalytic pyrolysis of hazardous waste polyethylene using low cost fly ash synthesized natural catalyst. Waste Manag. 2018, 77, 114–130. [Google Scholar] [CrossRef] [PubMed]
- Mehra, A.; Farago, M.E.; Banerjee, D.K. Impact of fly ash from coal-fired power stations in Delhi, with particular reference to metal contamination. Environ. Monit. Assess. 1998, 50, 15–35. [Google Scholar] [CrossRef]
- Verrecchia, G.; Cafiero, L.; de Caprariis, B.; Dell’Era, A.; Pettiti, I.; Tuffi, R.; Scarsella, M. Study of the parameters of zeolites synthesis from coal fly ash in order to optimize their CO2 adsorption. Fuel 2020, 276, 118041. [Google Scholar] [CrossRef]
- Tauanov, Z.; Shah, D.; Itskos, G.; Inglezakis, V. Optimized Production of Coal Fly Ash Derived Synthetic Zeolites for Mercury Removal from Wastewater. IOP Conf. Ser. Mater. Sci. Eng. 2017, 230, 012044. [Google Scholar] [CrossRef]
- Zhang, S.; Tang, W.; Li, L.; Li, H.; Sun, J.; Gu, X.; Chen, S.; Peng, X.; Bourbigot, S. Fabrication of Fly Ash-Based Mesoporous Aluminosilicate Oxides Loaded with Zinc and its Synergistic Fire Resistancy in Polypropylene. J. Vinyl Addit. Technol. 2019, 26, 135–143. [Google Scholar] [CrossRef]
- Kim, S.S.; Kim, J.H.; Chung, S.H. A study on the application of fly ash-derived zeolite materials for pyrolysis of polypropylene. J. Ind. Eng. Chem. 2003, 9, 287–293. [Google Scholar]
- Singh, S.T.; Kant, K.; Singh, K.; Singh, S.P. Low Cost Catalyst Synthesized from Coal Fly-Ash for regaining Liquid Fuel from HDPE and its Kinetic Analysis. J. Chem. Petrochem. Technol. 2013, 3, 31–40. [Google Scholar]
- Ippolito, N.M.; Cafiero, L.; Tuffi, R.; Vecchio Ciprioti, S. Characterization of the residue of a commingled post-consumer plastic waste treatment plant: A thermal, spectroscopic and pyrolysis kinetic study. J. Therm. Anal. Calorim. 2019, 138, 3323–3333. [Google Scholar] [CrossRef]
- Colantonio, S.; Cafiero, L.; De Angelis, D.; Ippolito, N.M.; Tuffi, R.; Ciprioti, S.V. Thermal and catalytic pyrolysis of a synthetic mixture representative of packaging plastics residue. Front. Chem. Sci. Eng. 2020, 14, 288–303. [Google Scholar] [CrossRef]
- Marcilla, A.; García-Quesada, J.C.; Sánchez, S.; Ruiz, R. Study of the catalytic pyrolysis behaviour of polyethylene-polypropylene mixtures. J. Anal. Appl. Pyrolysis 2005, 74, 387–392. [Google Scholar] [CrossRef]
- Marcilla, A.; Gómez-Siurana, A.; Berenguer, D. Study of the influence of the characteristics of different acid solids in the catalytic pyrolysis of different polymers. Appl. Catal. A Gen. 2006, 301, 222–231. [Google Scholar] [CrossRef]
- Lopez, G.; Artetxe, M.; Amutio, M.; Bilbao, J.; Olazar, M. Thermochemical routes for the valorization of waste polyolefinic plastics to produce fuels and chemicals. A review. Renew. Sustain. Energy Rev. 2017, 73, 346–368. [Google Scholar] [CrossRef]
- Chen, Z.; Liu, Z.; Liu, Q.; Shi, L.; Xu, T. Pyrolysis Tar Conversion. U.S. Patent 10072218-B2, 11 September 2018. [Google Scholar]
- Arabiourrutia, M.; Elordi, G.; Lopez, G.; Borsella, E.; Bilbao, J.; Olazar, M. Characterization of the waxes obtained by the pyrolysis of polyolefin plastics in a conical spouted bed reactor. J. Anal. Appl. Pyrolysis 2012, 94, 230–237. [Google Scholar] [CrossRef]
- Onwudili, J.A.; Insura, N.; Williams, P.T. Composition of products from the pyrolysis of polyethylene and polystyrene in a closed batch reactor: Effects of temperature and residence time. J. Anal. Appl. Pyrolysis 2009, 86, 293–303. [Google Scholar] [CrossRef]
- De Marco, I.; Caballero, B.M.; López, A.; Laresgoiti, M.F.; Torres, A.; Chomón, M.J. Pyrolysis of the rejects of a waste packaging separation and classification plant. J. Anal. Appl. Pyrolysis 2009, 85, 384–391. [Google Scholar] [CrossRef]
- Esposito, L.; Cafiero, L.; De Angelis, D.; Tuffi, R.; Vecchio Ciprioti, S. Valorization of the plastic residue from a WEEE treatment plant by pyrolysis. Waste Manag. 2020, 112, 1–10. [Google Scholar] [CrossRef]
- Santella, C.; Cafiero, L.; De Angelis, D.; La Marca, F.; Tuffi, R.; Vecchio Ciprioti, S. Thermal and catalytic pyrolysis of a mixture of plastics from small waste electrical and electronic equipment (WEEE). Waste Manag. 2016, 54, 143–152. [Google Scholar] [CrossRef]
- Benedetti, M.; Cafiero, L.; De Angelis, D.; Dell’Era, A.; Pasquali, M.; Stendardo, S.; Tuffi, R.; Ciprioti, S.V. Pyrolysis of WEEE plastics using catalysts produced from fly ash of coal gasification. Front. Environ. Sci. Eng. 2017, 11, 11. [Google Scholar] [CrossRef]
- Wampler, T.P. Thermometric behavior of polyolefins. J. Anal. Appl. Pyrolysis 1989, 15, 187–195. [Google Scholar] [CrossRef]
- Serrano, D.P.; Aguado, J.; Escola, J.M.; Rodríguez, J.M.; San Miguel, G. An investigation into the catalytic cracking of LDPE using Py–GC/MS. J. Anal. Appl. Pyrolysis 2005, 74, 370–378. [Google Scholar] [CrossRef]
- Williams, P.T.; Williams, E.A. Fluidised bed pyrolysis of low density polyethylene to produce petrochemical feedstock. J. Anal. Appl. Pyrolysis 1999, 51, 107–126. [Google Scholar] [CrossRef]
- Rasul Jan, M.; Shah, J.; Gulab, H. Degradation of waste High-density polyethylene into fuel oil using basic catalyst. Fuel 2010, 89, 474–480. [Google Scholar] [CrossRef]
- Rasul Jan, M.; Shah, J.; Gulab, H. Catalytic conversion of waste high-density polyethylene into useful hydrocarbons. Fuel 2013, 105, 595–602. [Google Scholar] [CrossRef]
- Zhao, W.; Hasegawa, S.; Fujita, J.; Fumio, Y.; Sasaki, T. Effects of zeolites on the pyrolysis of polypropylene. Polym. Degrad. Stab. 1996, 53, 129–135. [Google Scholar] [CrossRef]
- Aguado, J.; Serrano, D.P.; Sotelo, J.L.; Van Grieken, R.; Escola, J.M. Influence of the Operating Variables on the Catalytic Conversion of a Polyolefin Mixture over HMCM-41 and Nanosized HZSM-5. Ind. Eng. Chem. Res. 2001, 40, 5696–5704. [Google Scholar] [CrossRef]
- Serrano, D.P.; Aguado, J.; Escola, J.M. Catalytic Cracking of a Polyolefin Mixture over Different Acid Solid Catalysts. Ind. Eng. Chem. Res. 2000, 39, 1177–1184. [Google Scholar] [CrossRef]
- Serrano, D.P.; Aguado, J.; Escola, J.M. Developing Advanced Catalysts for the Conversion of Polyolefinic Waste Plastics into Fuels and Chemicals. ACS Catal. 2012, 2, 1924–1941. [Google Scholar] [CrossRef]
- Marcilla, A.; Beltrán, M.I.; Navarro, R. Thermal and catalytic pyrolysis of polyethylene over HZSM5 and HUSY zeolites in a batch reactor under dynamic conditions. Appl. Catal. B Environ. 2009, 86, 78–86. [Google Scholar] [CrossRef]
- Hsu, C.S.; Robinson, P.R. Handbook Petroleum Technology; Springer: Cham, Switzerland, 2017; ISBN 9783319493459. [Google Scholar]
- Tanabe, K.; Misono, M.; Ono, Y.; Hattori, H. New Solid Acids and Bases Their Catalytic Properties; Elsevier: Amsterdam, The Netherlands, 1989; Volume 51, ISBN 9780444988003. [Google Scholar]
- Jan, M.R.; Shah, J.; Gulab, H. Catalytic degradation of waste high-density polyethylene into fuel products using BaCO3 as a catalyst. Fuel Process. Technol. 2010, 91, 1428–1437. [Google Scholar] [CrossRef]
- Bagri, R.; Williams, P.T. Catalytic pyrolysis of polyethylene. J. Anal. Appl. Pyrolysis 2002, 63, 29–41. [Google Scholar] [CrossRef]
- Imam, T.; Capareda, S. Characterization of bio-oil, syn-gas and bio-char from switchgrass pyrolysis at various temperatures. J. Anal. Appl. Pyrolysis 2012, 93, 170–177. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J. Environ. Manag. 2017, 197, 177–198. [Google Scholar] [CrossRef] [PubMed]
- Warner, T.E.; Galsgaard Klokker, M.; Nielsen, U.G. Synthesis and Characterization of Zeolite Na–Y and Its Conversion to the Solid Acid Zeolite H–Y. J. Chem. Educ. 2017, 94, 781–785. [Google Scholar] [CrossRef]
- Sakata, Y.; Uddin, M.A.; Koizumi, K.; Murata, K. Catalytic degradation of polypropylene into liquid hydrocarbons using silica-alumina catalyst. Chem. Lett. 1996, 25, 245–246. [Google Scholar] [CrossRef]
- He, M.; Xiao, B.; Hu, Z.; Liu, S.; Guo, X.; Luo, S. Syngas production from catalytic gasification of waste polyethylene: Influence of temperature on gas yield and composition. Int. J. Hydrogen Energy 2009, 34, 1342–1348. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sensible Heat Formulas | |||
|---|---|---|---|
| Solid sensible heat * | |||
| Liquid sensible heat | |||
| Total degradation heat | |||
| Sample | Liquid Sensible Heat (J/g) | Decomposition Heat (J/g) | Total Degradation Heat (J/g) |
| PFR * | 971 | 1075 ± 147 | 2266 |
| PFR + CFA | 971 | 1044 ± 28 | 2234 |
| PFR + NaX/CFA | 944 | 903 ± 144 | 2069 |
| PFR + HX/CFA | 774 | 469 ± 25 | 1465 |
| PFR (wt %) | CFA (wt %) | NaX/CFA (wt %) | HX/CFA (wt %) | |
|---|---|---|---|---|
| Oil | 5 ± 1 | 36.2 ± 0.7 | 18 ± 1 | 44 ± 1 |
| Tar | 39 ± 1 | 9.1 ± 0.1 | 21 ± 1 | 7.2 ± 0.2 |
| Wax | 26 ± 2 | n.d. | n.d. | n.d. |
| Gas | 25 ± 1 | 33.9 ± 0.4 | 42 ± 1 | 31 ± 2 |
| Char | 5.4 ± 0.1 | 20.7 ± 0.2 | 19.8 ± 0.1 | 17.3 ± 0.5 |
| Benzene (mg/L) | Toluene (mg/L) | Ethyl-Benzene (mg/L) | m + p-Xylene (mg/L) | o-Xylene (mg/L) | |
|---|---|---|---|---|---|
| Thermal | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 |
| CFA | 0.4 ± 0.1 | 2.2 ± 0.9 | 1.0 ± 0.1 | 0.3 ± 0.1 | <0.1 |
| NaX/CFA | <0.1 | 0.2 ± 0.1 | 0.85 ± 0.1 | 0.2 ± 0.1 | <0.1 |
| HX/CFA | 2.4 ± 0.1 | 1.3 ± 0.1 | 1.36 ± 0.2 | 0.46 ± 0.3 | <0.1 |
| Inorganics (v%) | Organics (v%) | |||||||
|---|---|---|---|---|---|---|---|---|
| H2 | CO | CO2 | CH4 | C2H4 | C2H6 | C3H6 | C3H8 | |
| Thermal | 6 ± 2 | 5 ± 2 | 12 ± 2 | 13 ± 5 | 16 ± 1 | 20 ± 1 | 18 ± 1 | 10 ± 1 |
| CFA | 13 ± 8 | 4 ± 1 | 15 ± 2 | 13 ± 2 | 12 ± 1 | 16 ± 2 | 17 ± 2 | 10 ± 2 |
| NaX/CFA | 24 ± 3 | 2.4 ± 0.1 | 7.8 ± 0.3 | 15 ± 1 | 16 ± 2 | 18.2 ± 0.4 | 10.5 ± 0.3 | 8 ± 1 |
| HX/CFA | 30 ± 8 | 5 ± 1 | 17 ± 6 | 8 ± 3 | 6 ± 1 | 8 ± 1 | 22 ± 3 | 4.2 ± 0.5 |
| LHV (MJ kg−1) | LHVCO2-free (MJ kg−1) | Combustion Energy (MJ kg−1) | Pyrolysis Energy Needs (MJ kg−1) | Net Energy (MJ kg−1) | |
|---|---|---|---|---|---|
| Thermal | 37.6 | 45.3 | 9.4 | 2.3 | 7.1 |
| CFA | 35.5 | 45.5 | 12.0 | 2.2 | 9.8 |
| NaX/CFA | 41.0 | 47.6 | 17.2 | 2.1 | 15.1 |
| HX/CFA | 32.9 | 46.2 | 10.2 | 1.5 | 8.7 |
| PFR Proximate Analysis | Humidity | Ashes | Volatile Matter | Fixed Carbon | |
|---|---|---|---|---|---|
| wt % | 0.27 ± 0.04 | 0.9 ± 0.2 | 98.6 ± 0.2 | 0.21 ± 0.01 | |
| PFR Ultimate Analysis | C | H | N | O | Cl |
| wt % | 84 ± 1 | 13.8 ± 0.1 | 1.8 ± 0.1 | 0.85 ± 0.02 | 0.10 ± 0.05 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cocchi, M.; Angelis, D.D.; Mazzeo, L.; Nardozi, P.; Piemonte, V.; Tuffi, R.; Vecchio Ciprioti, S. Catalytic Pyrolysis of a Residual Plastic Waste Using Zeolites Produced by Coal Fly Ash. Catalysts 2020, 10, 1113. https://doi.org/10.3390/catal10101113
Cocchi M, Angelis DD, Mazzeo L, Nardozi P, Piemonte V, Tuffi R, Vecchio Ciprioti S. Catalytic Pyrolysis of a Residual Plastic Waste Using Zeolites Produced by Coal Fly Ash. Catalysts. 2020; 10(10):1113. https://doi.org/10.3390/catal10101113
Chicago/Turabian StyleCocchi, Marco, Doina De Angelis, Leone Mazzeo, Piergianni Nardozi, Vincenzo Piemonte, Riccardo Tuffi, and Stefano Vecchio Ciprioti. 2020. "Catalytic Pyrolysis of a Residual Plastic Waste Using Zeolites Produced by Coal Fly Ash" Catalysts 10, no. 10: 1113. https://doi.org/10.3390/catal10101113
APA StyleCocchi, M., Angelis, D. D., Mazzeo, L., Nardozi, P., Piemonte, V., Tuffi, R., & Vecchio Ciprioti, S. (2020). Catalytic Pyrolysis of a Residual Plastic Waste Using Zeolites Produced by Coal Fly Ash. Catalysts, 10(10), 1113. https://doi.org/10.3390/catal10101113