Effect of Machining Parameters and Tool Wear on Surface Uniformity in Micro-Milling



Abstract
:1. Introduction
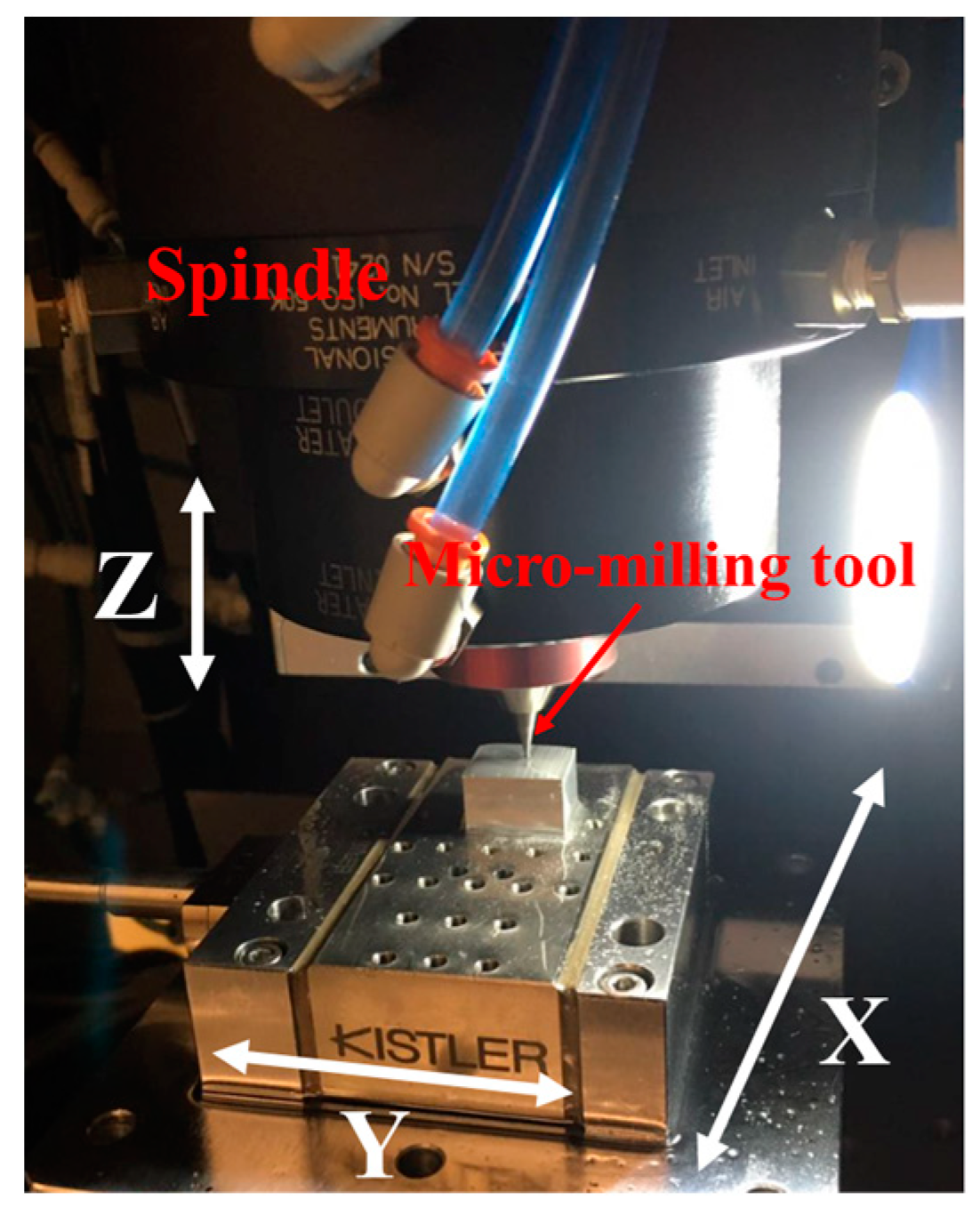
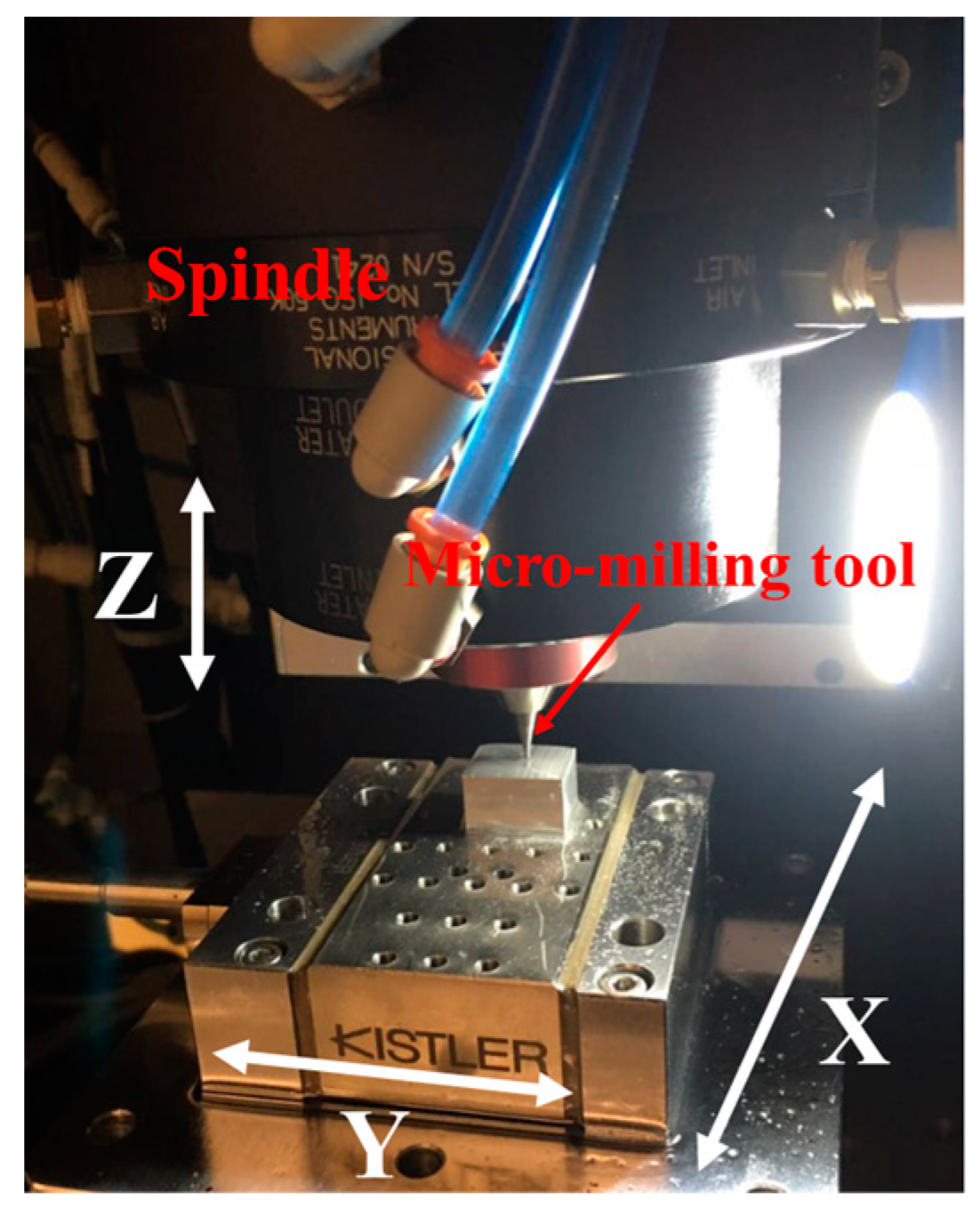
2. Experimental Setup
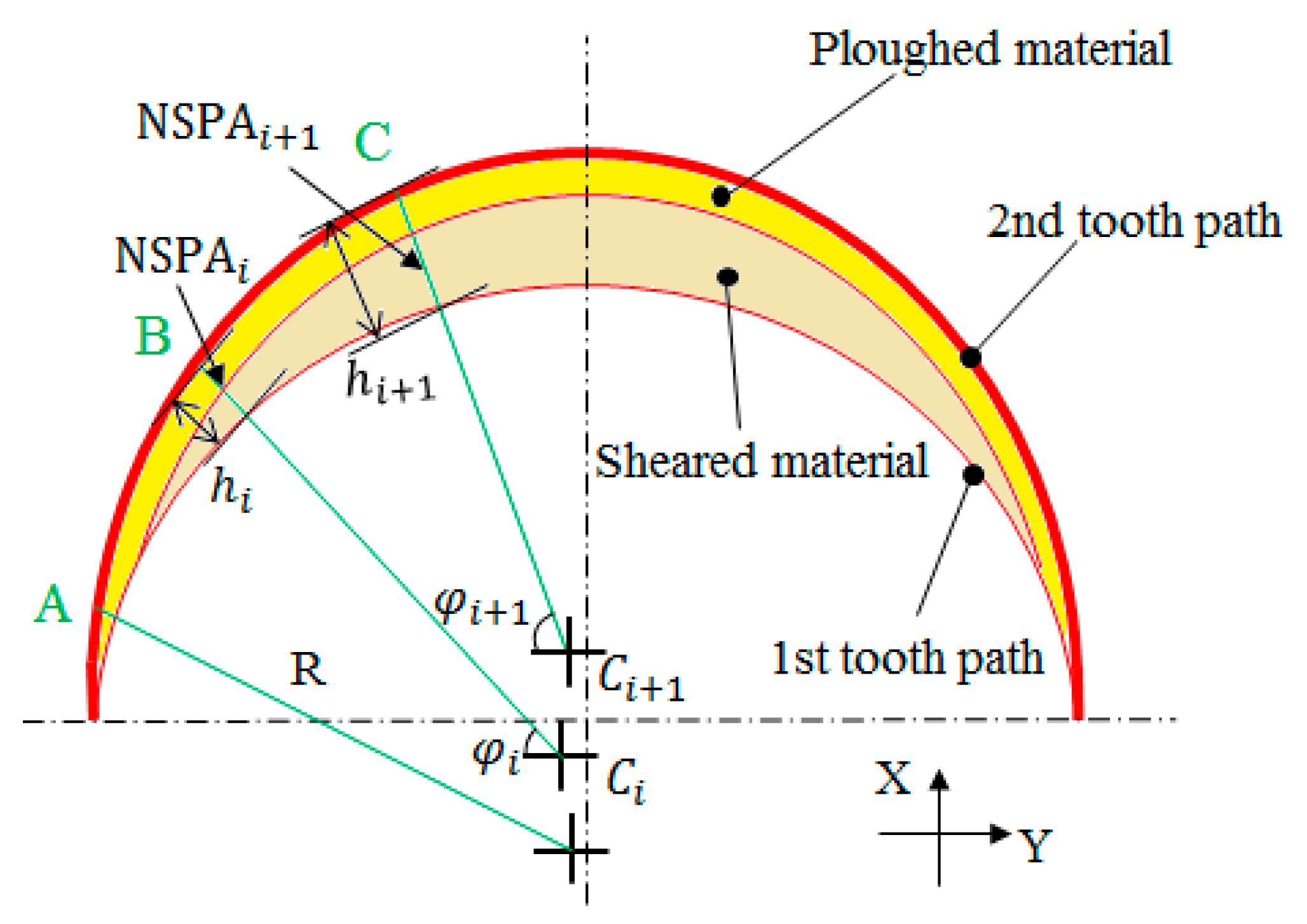
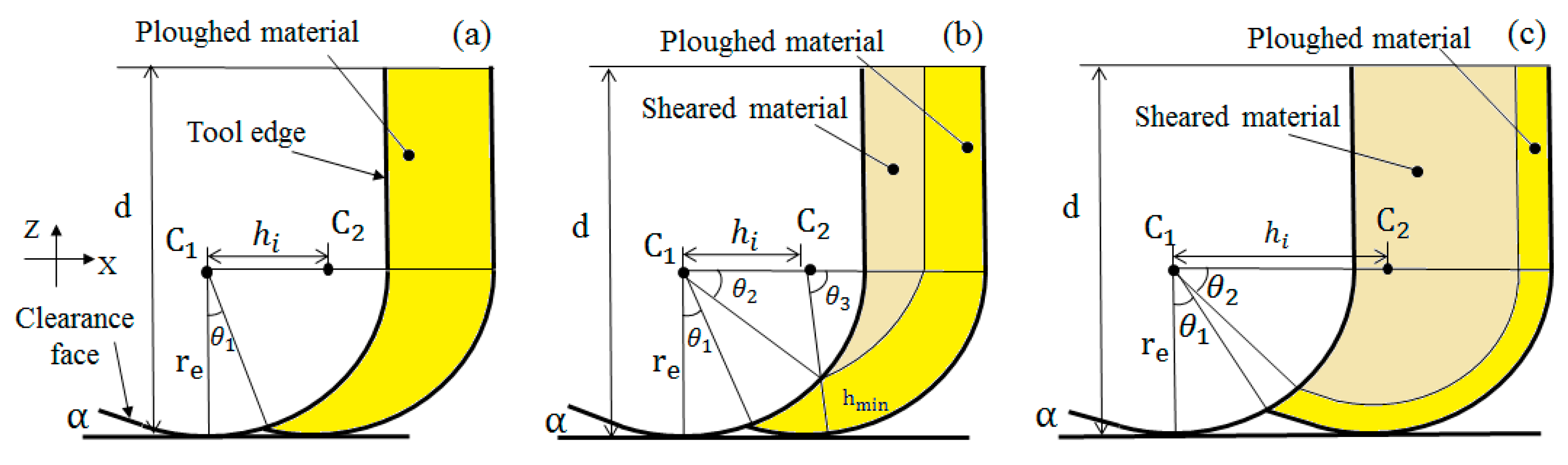
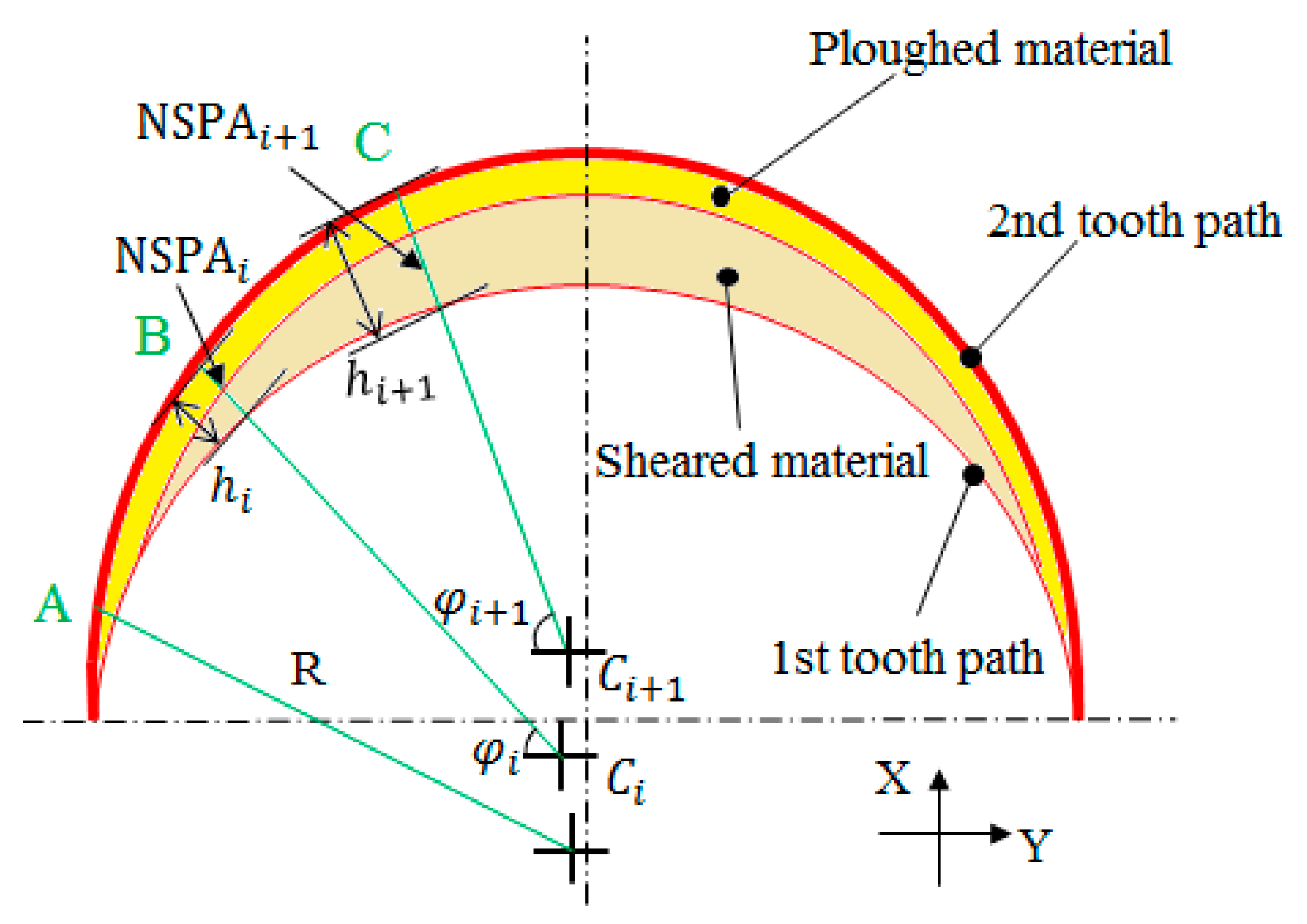
3. Mathematical Model for Non-Uniform Roughness
4. Results and Discussion
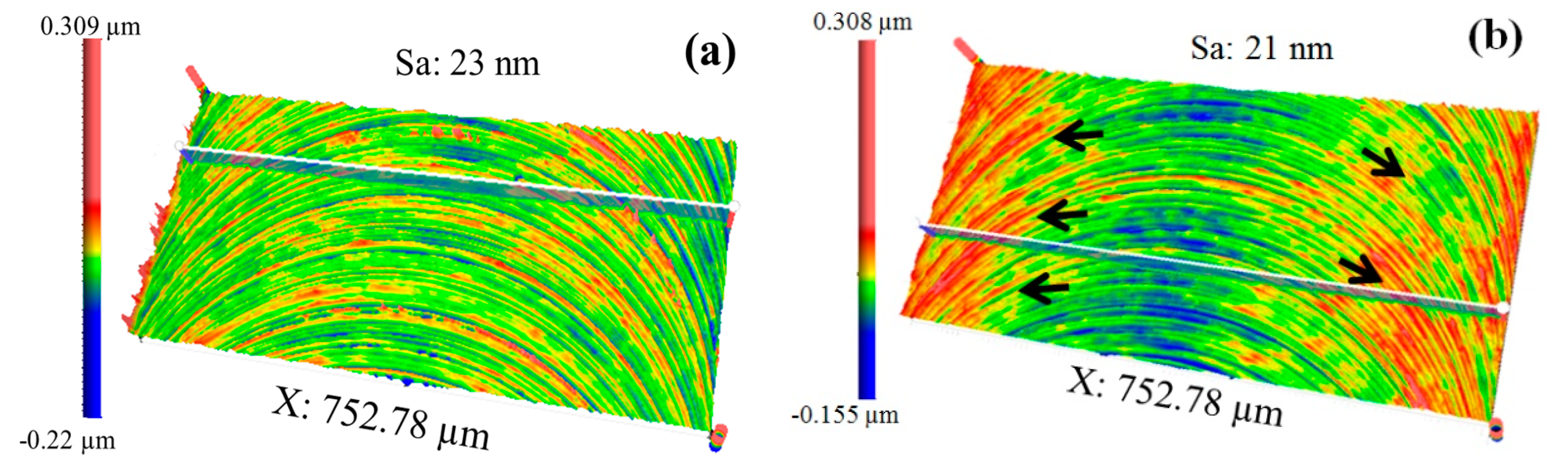
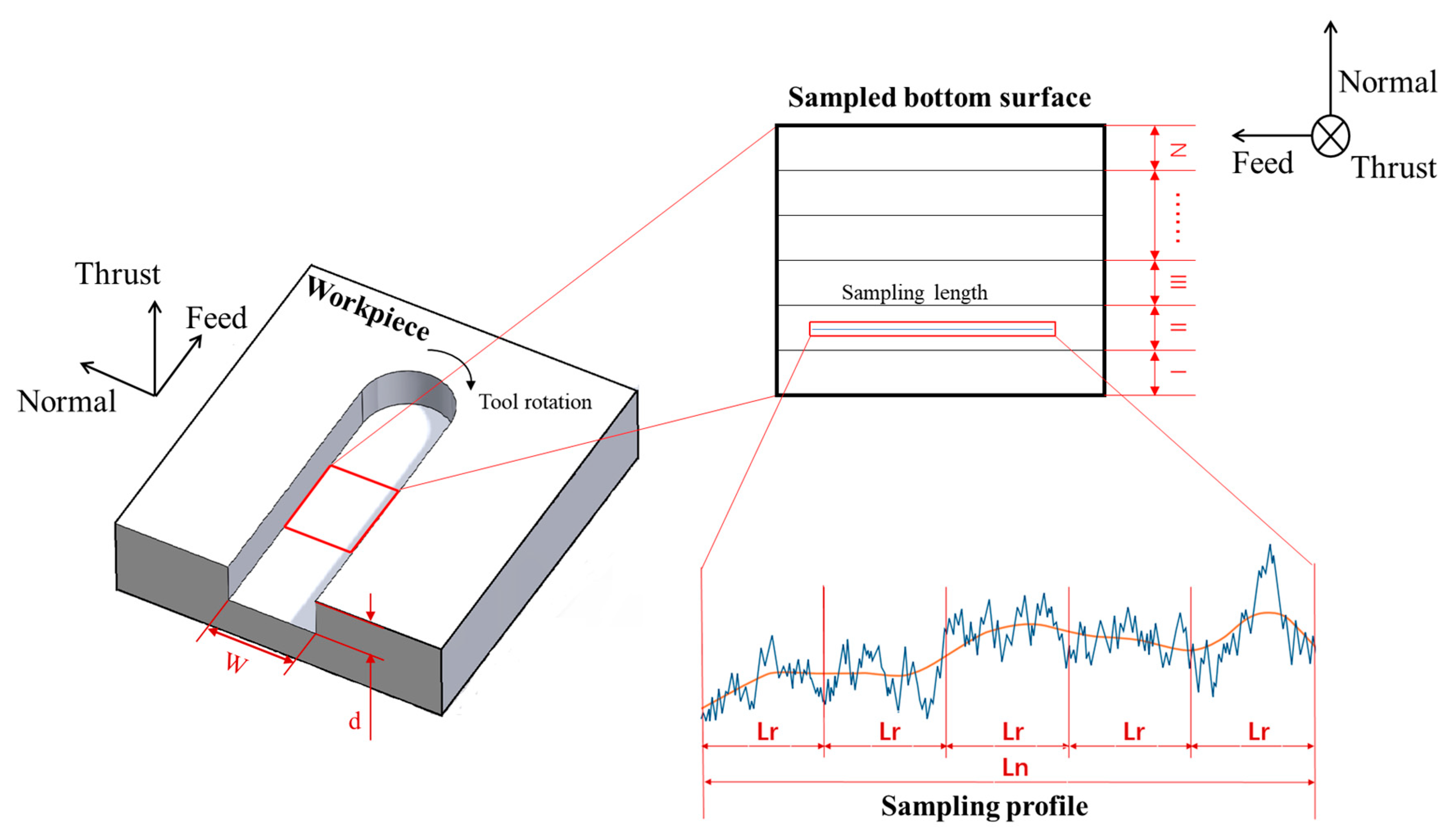
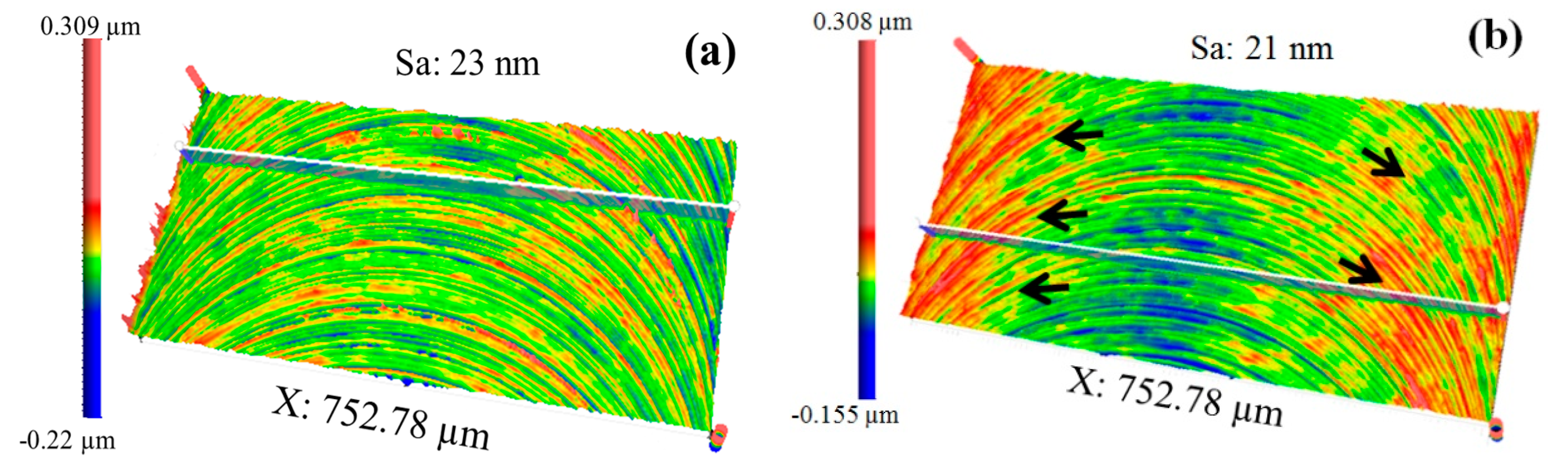
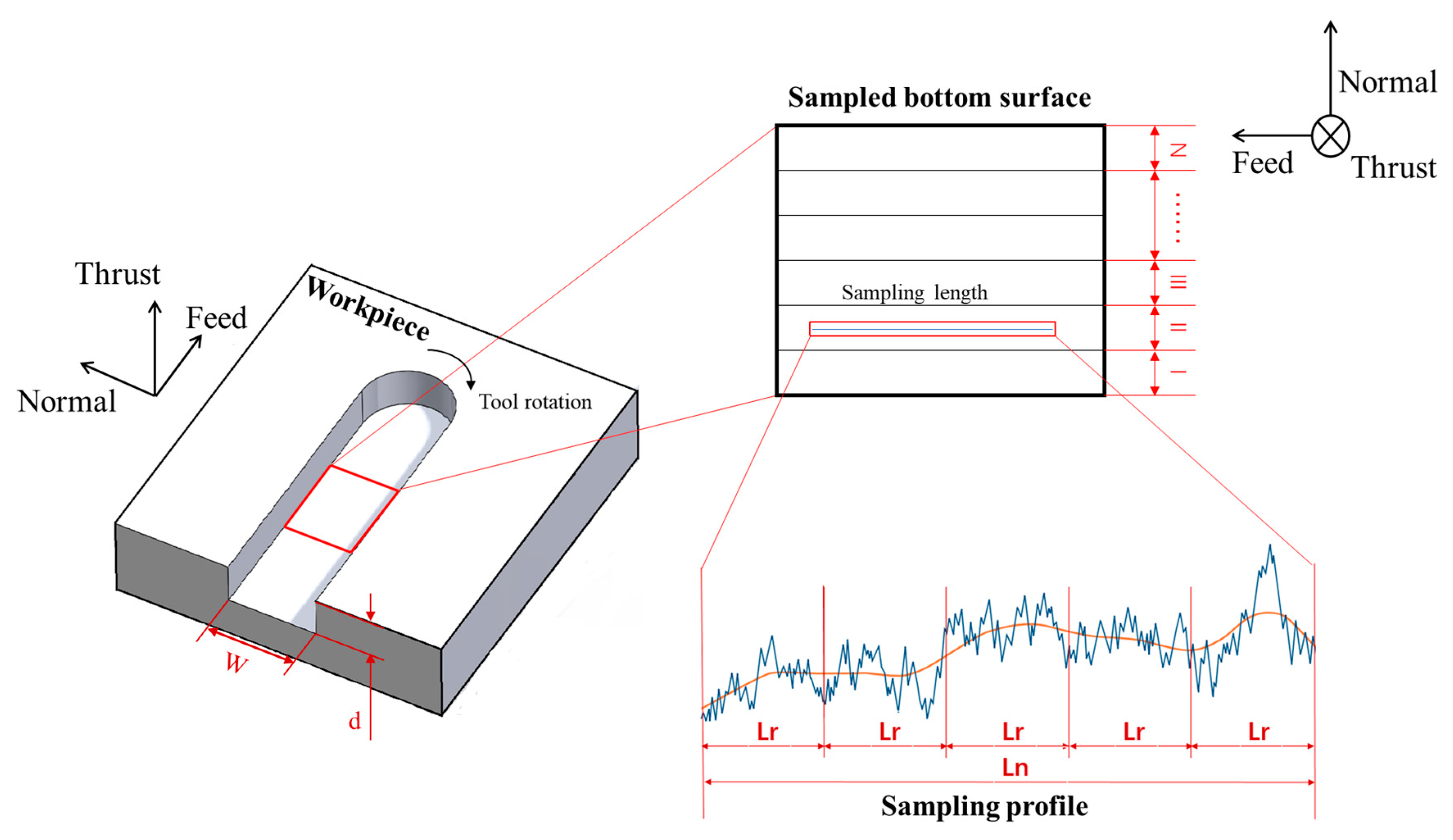
4.1. Surface Uniformity
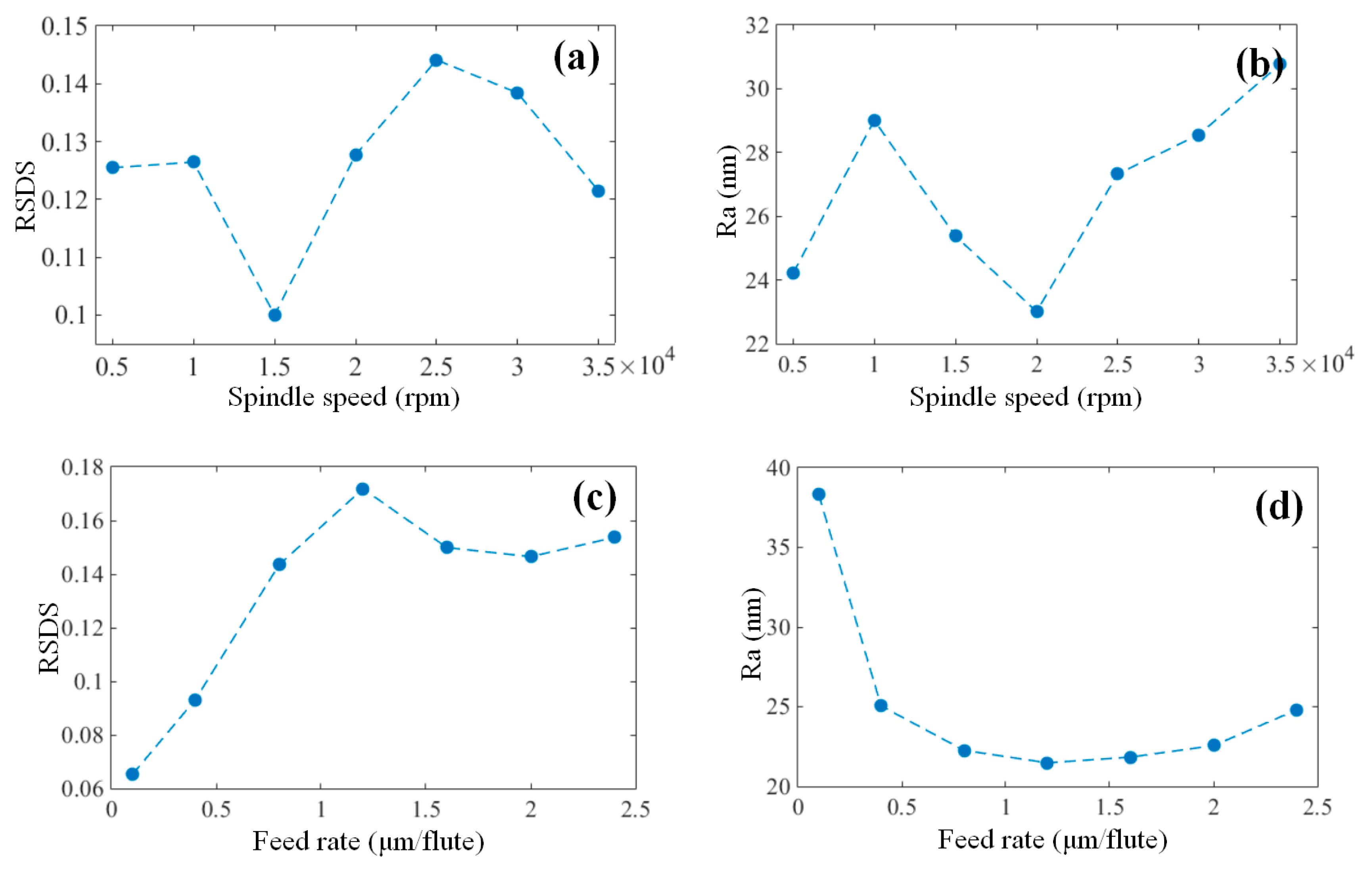
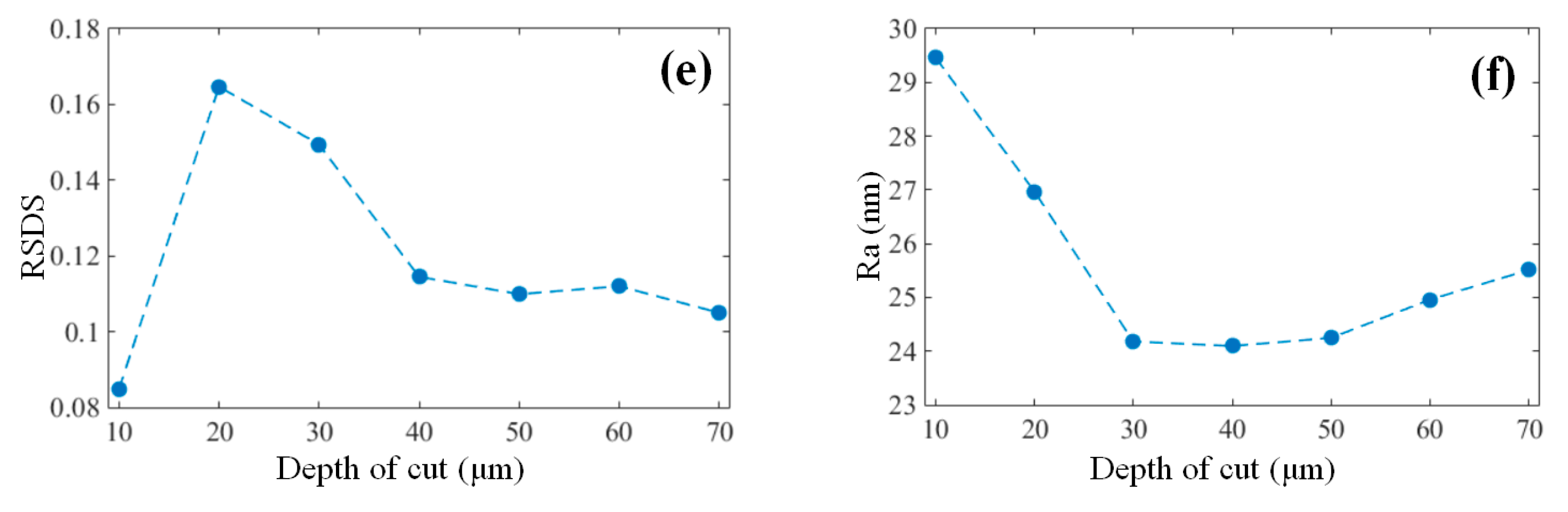
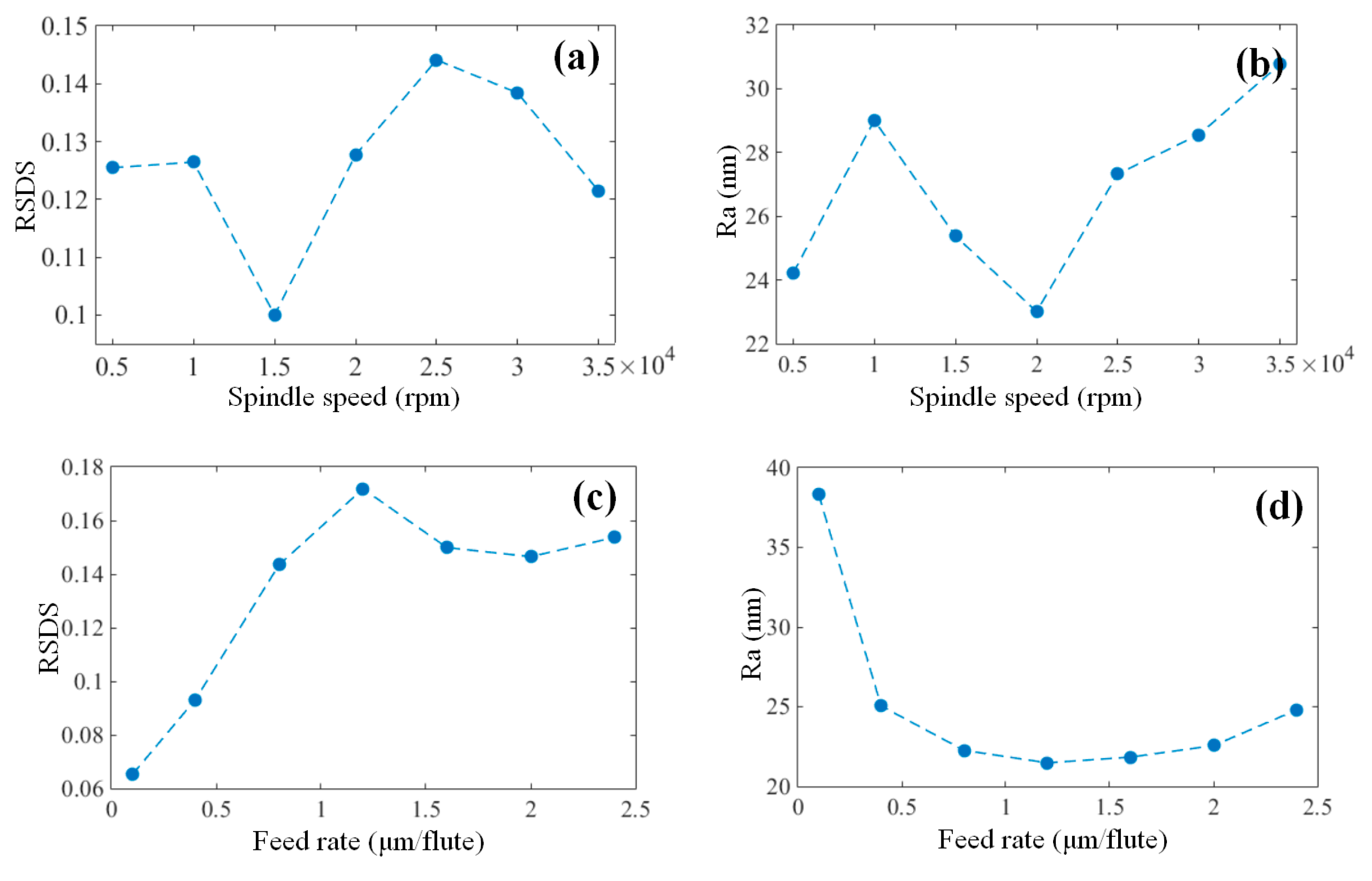
4.2. Effect of Machining Parameters
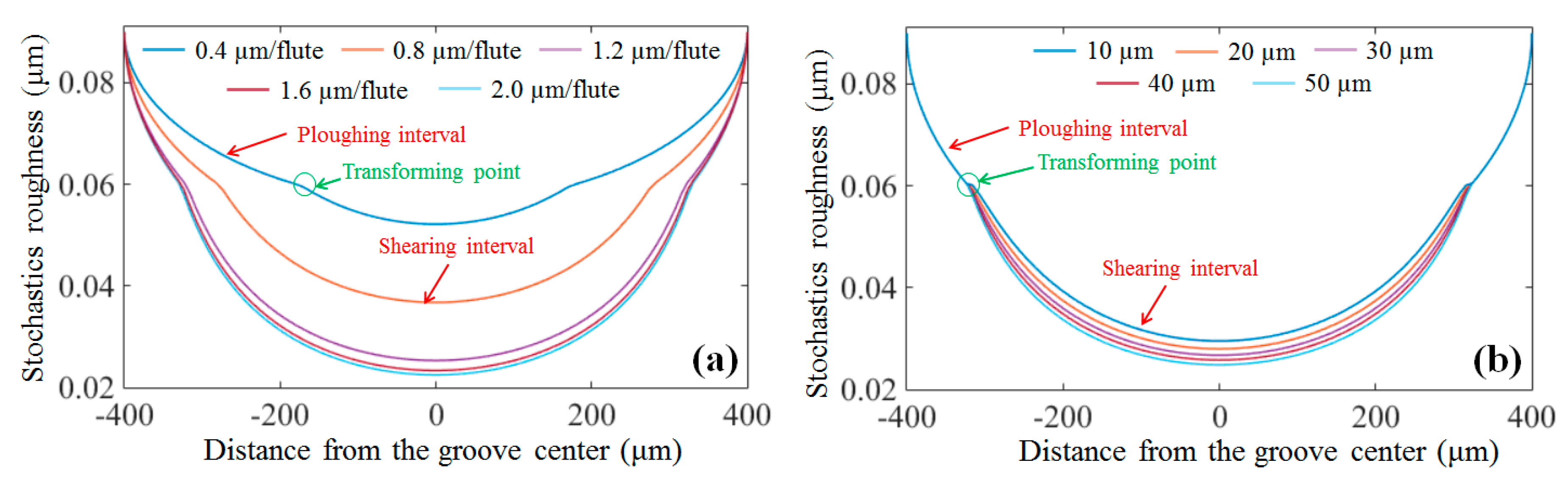
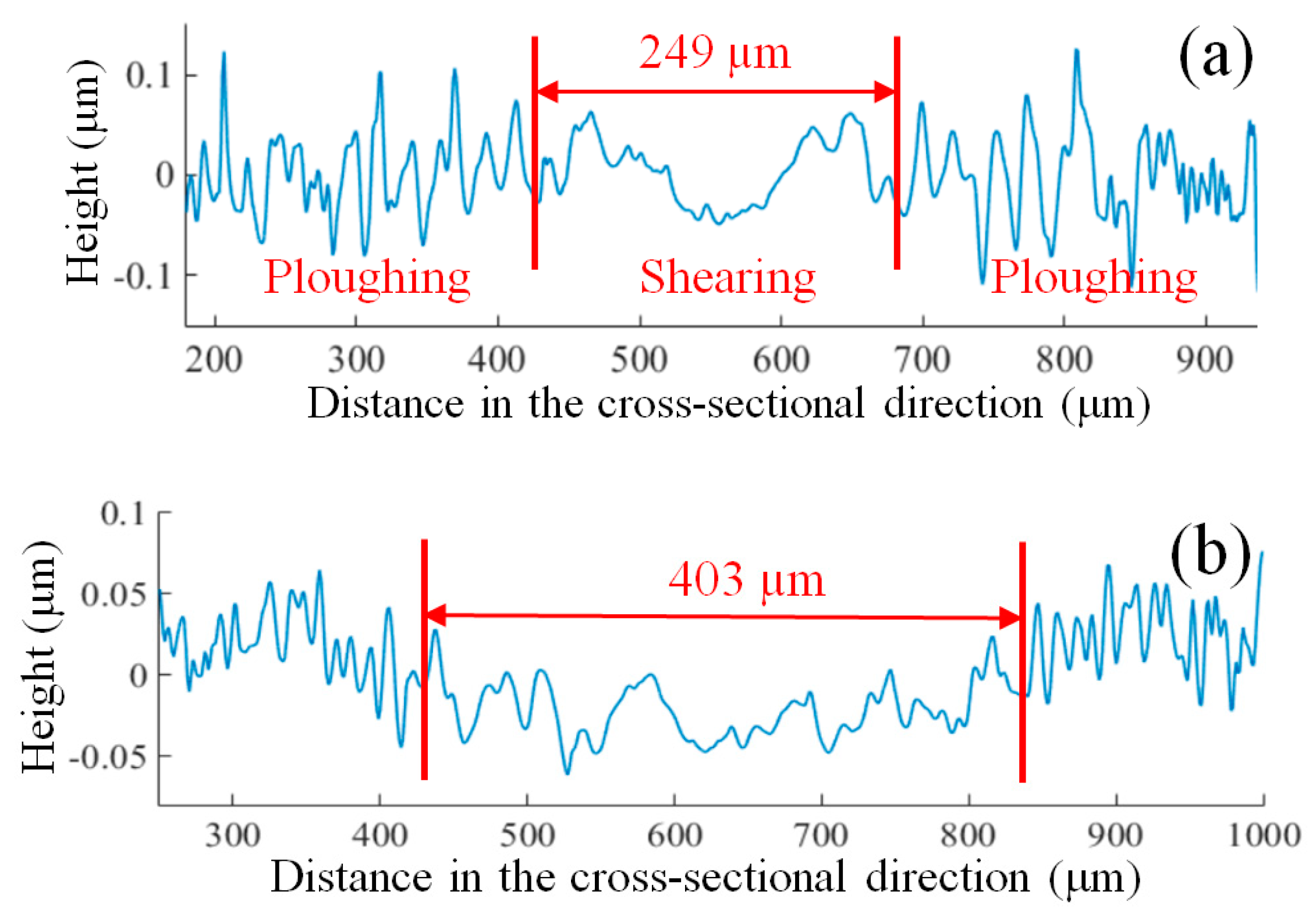
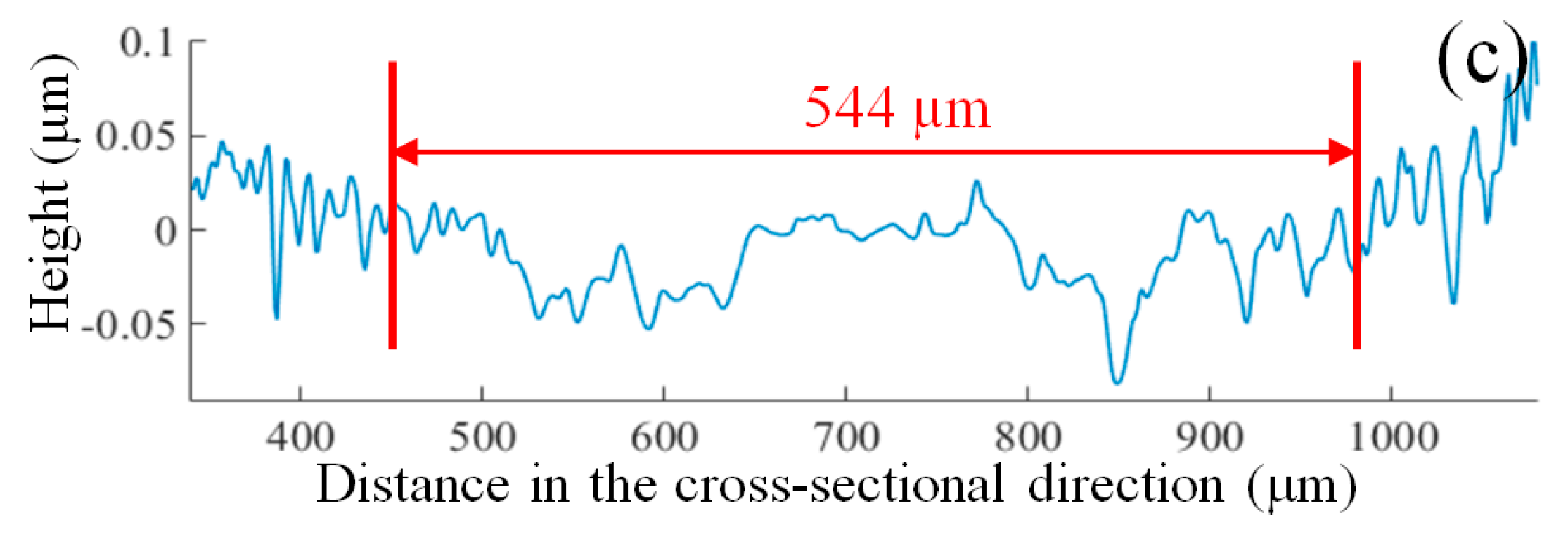
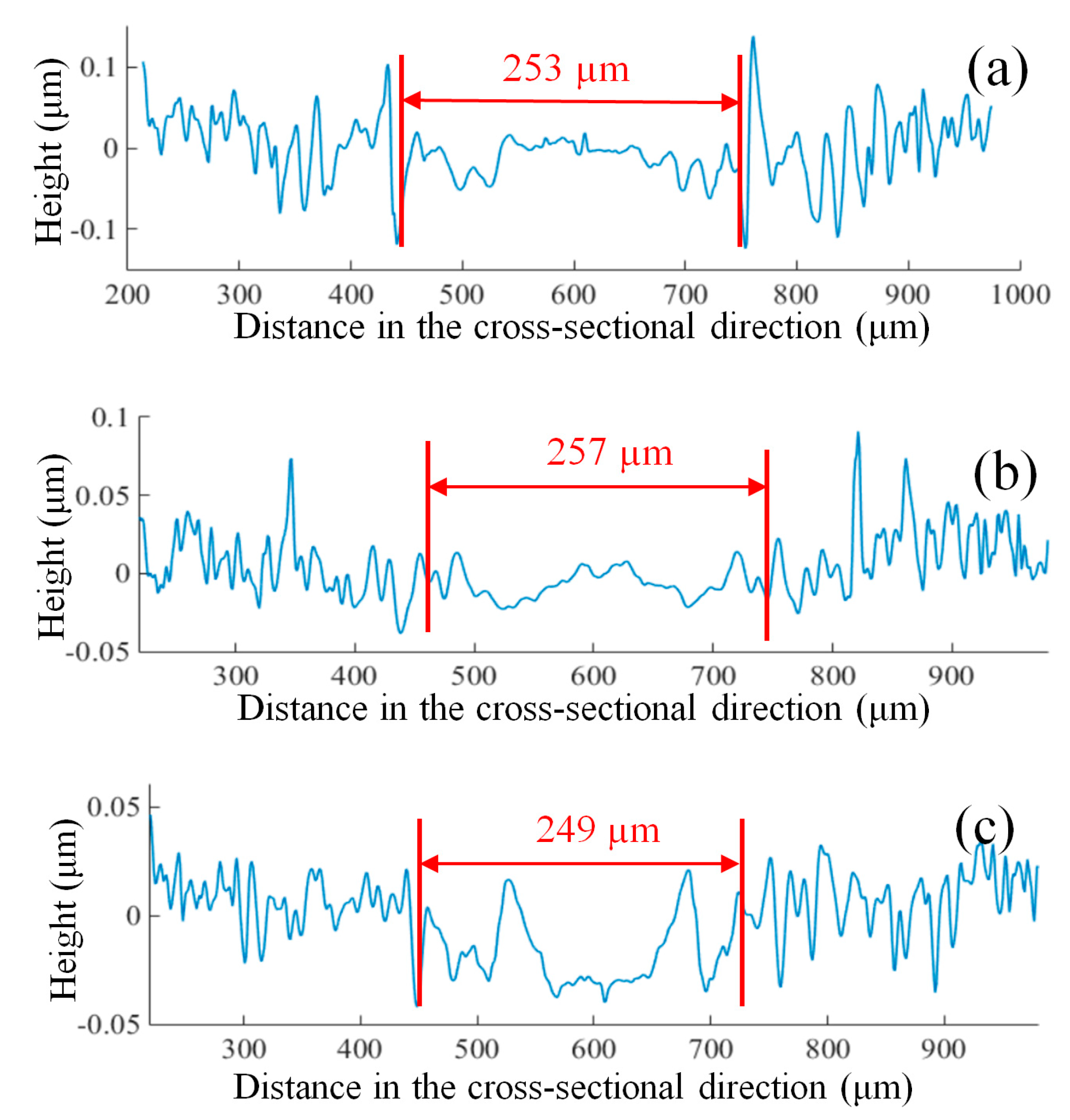
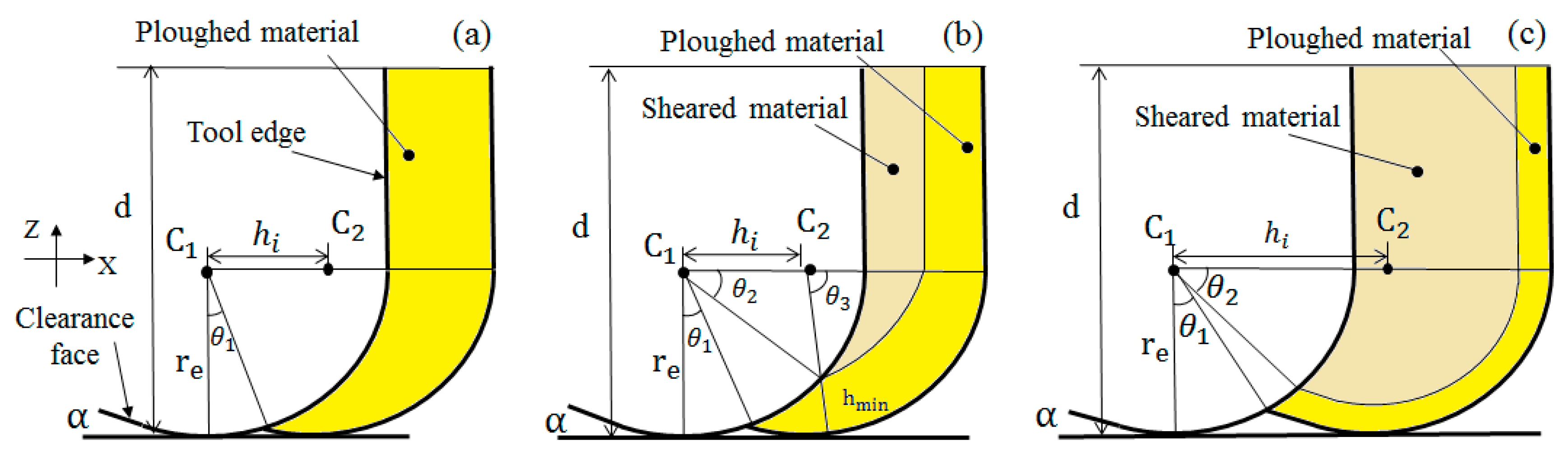
4.3. Variation of Cutting Mechanisms
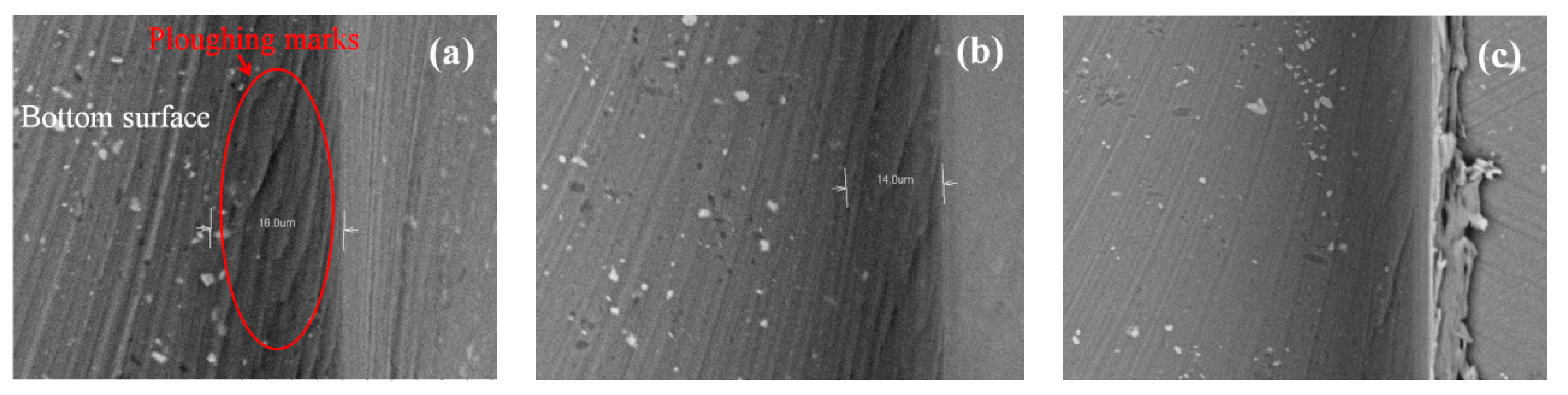
4.4. Tool Wear
5. Conclusions
- (1)
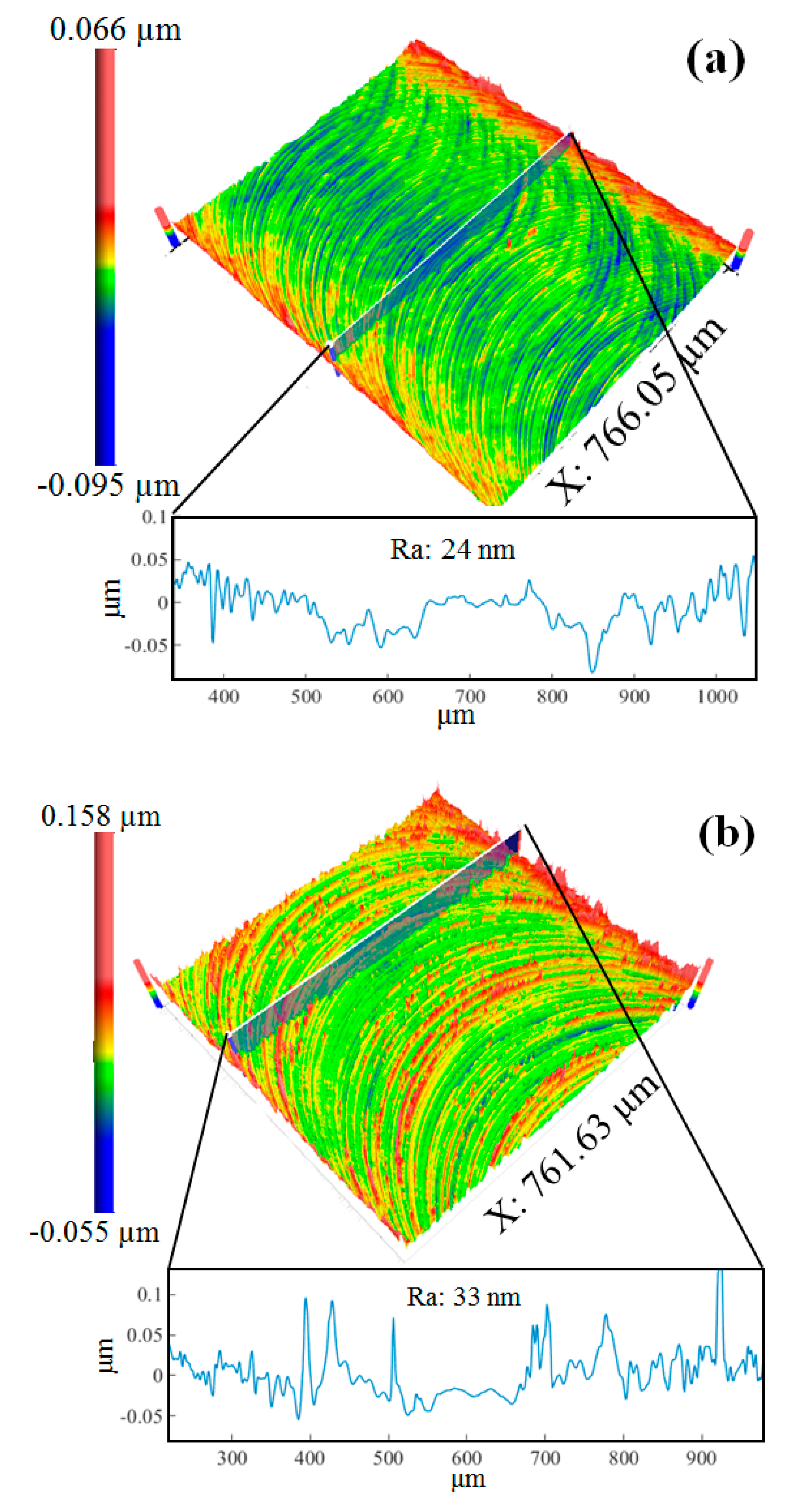
- Compared with the Ra or Sa, the proposed evaluation method, named the relative standard deviation of roughness (RSDS), is more appropriate to evaluating the change in micro-milled surface uniformity with different machining parameters.
- (2)
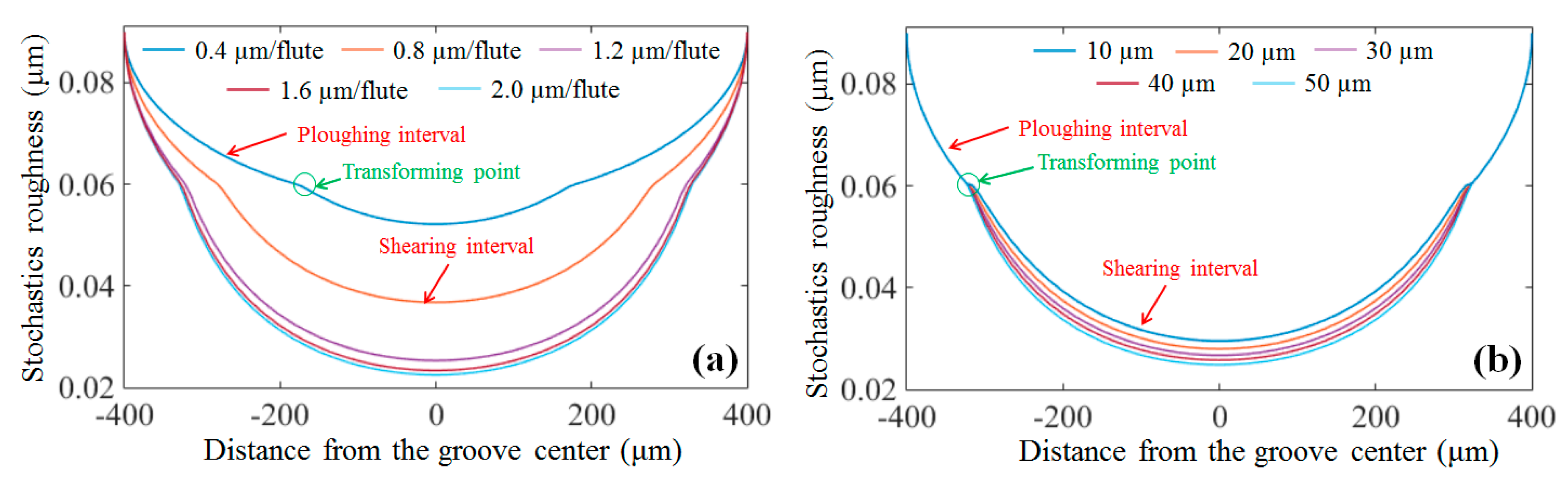
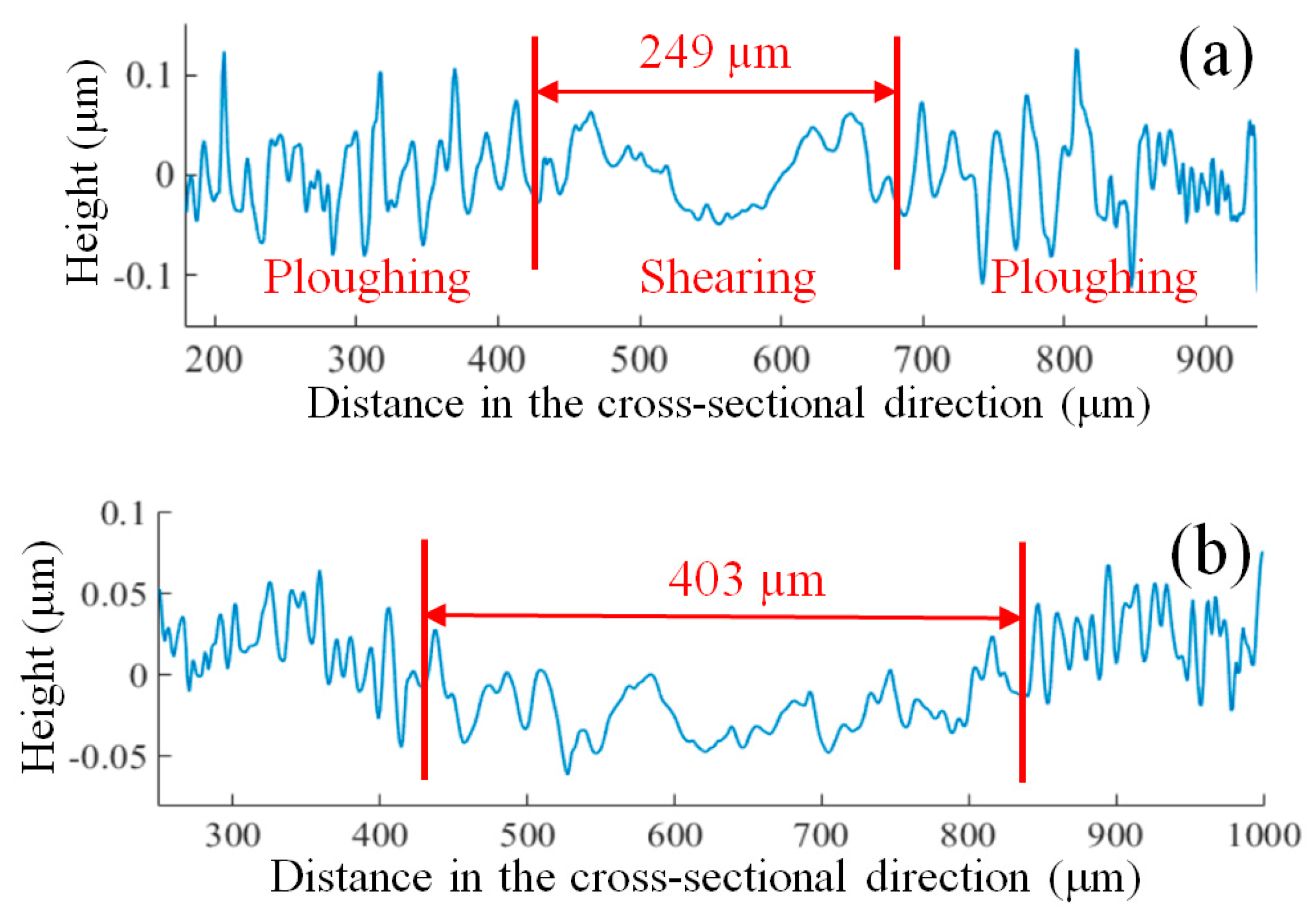
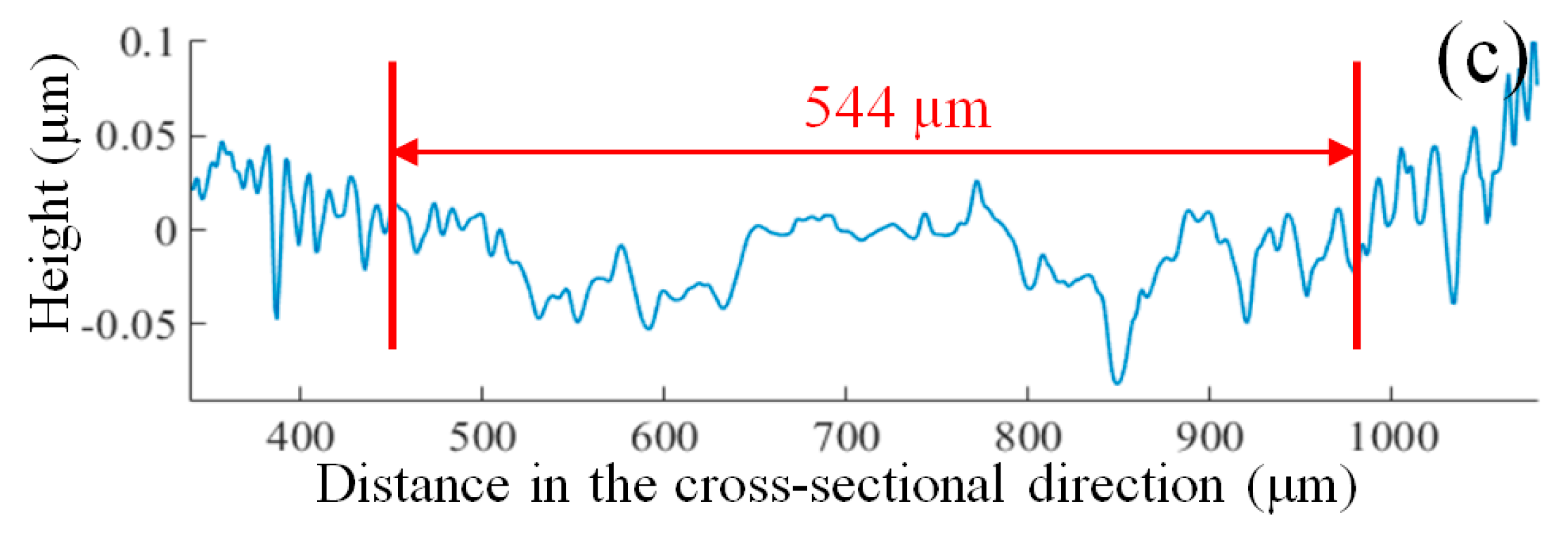
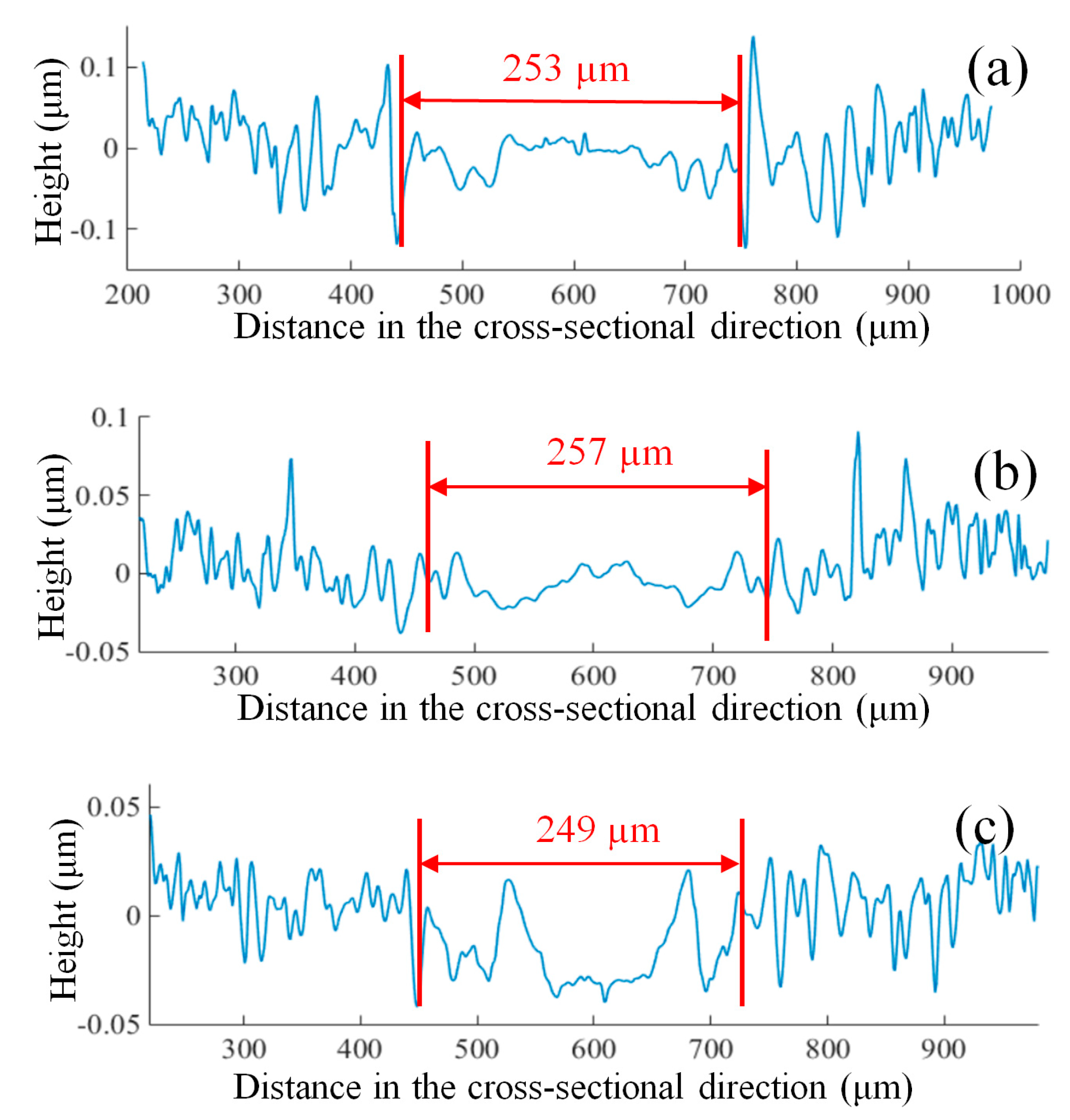
- Even though the surface roughness (Ra) decreases as the feed rate increases, when the feed rate is lower than 1.6 µm/flute, the surface uniformity decreases at the same time. This is due to the increased length of the shearing interval in the groove center.
- (3)
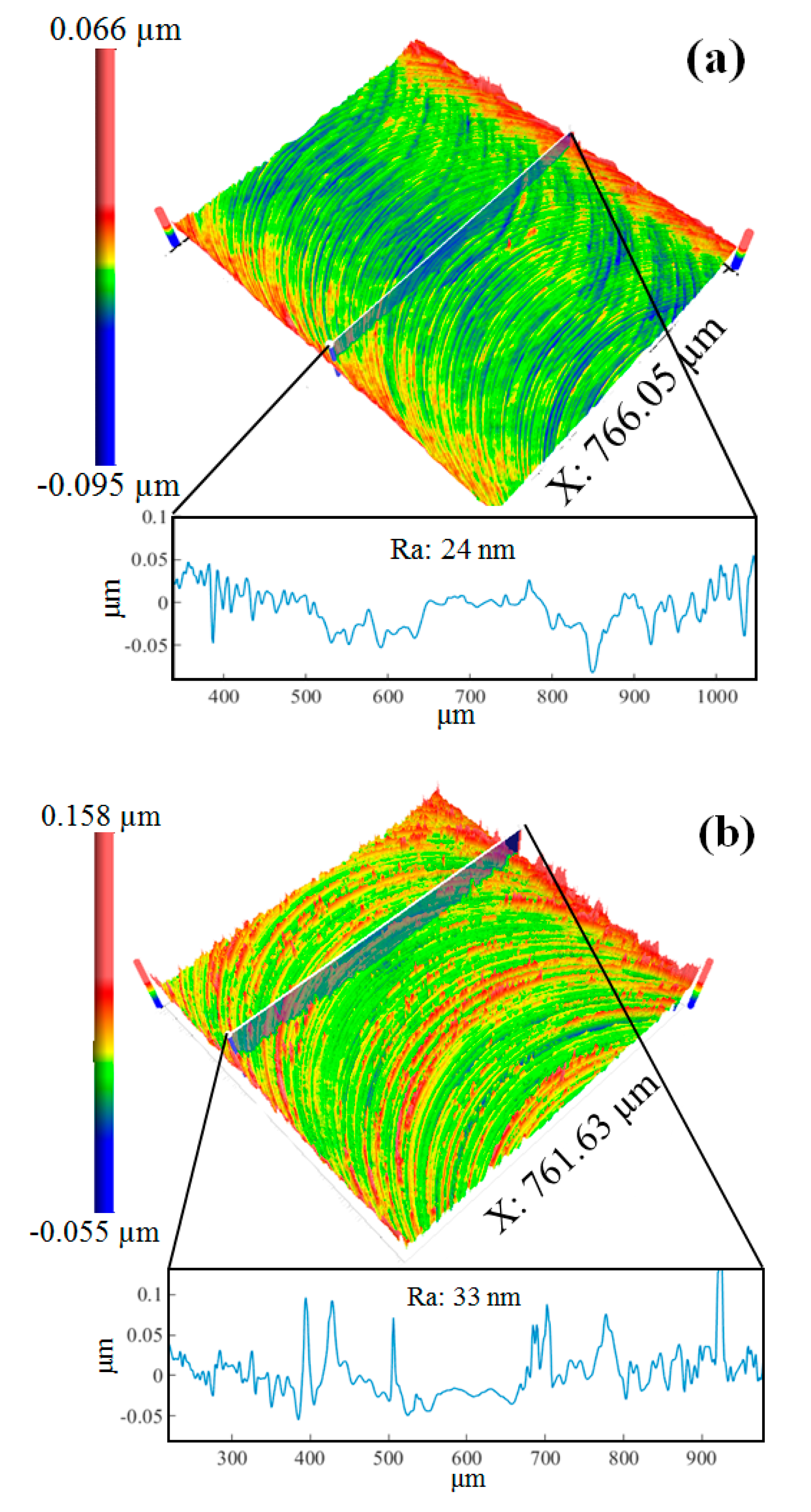
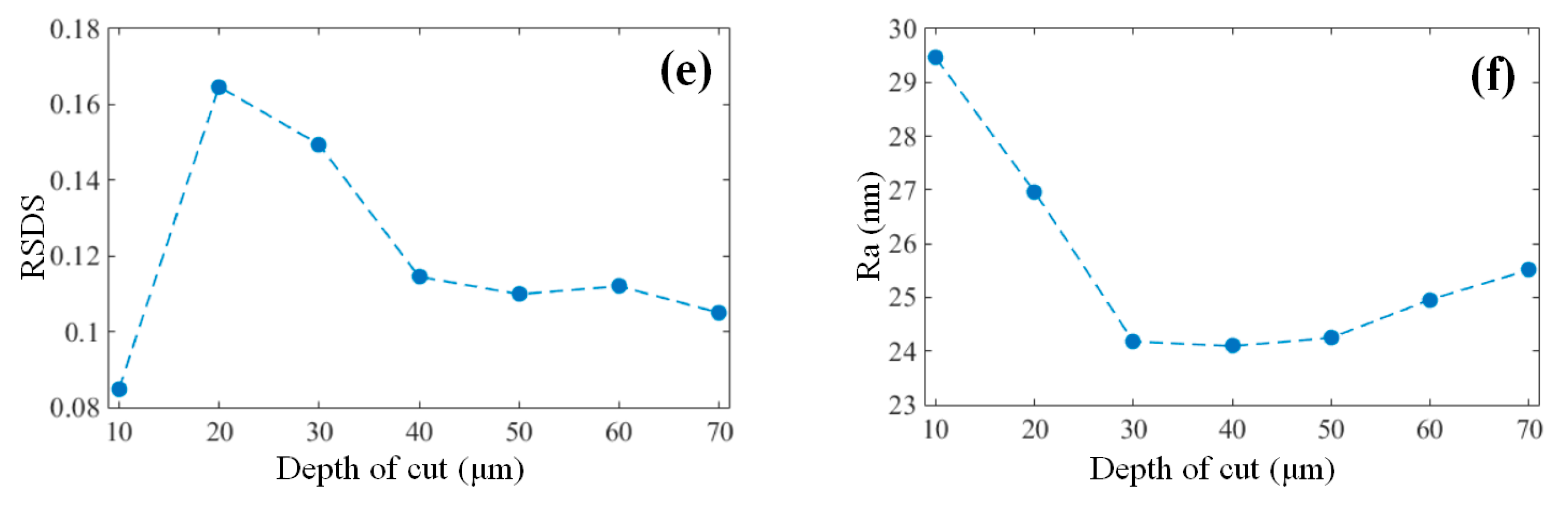
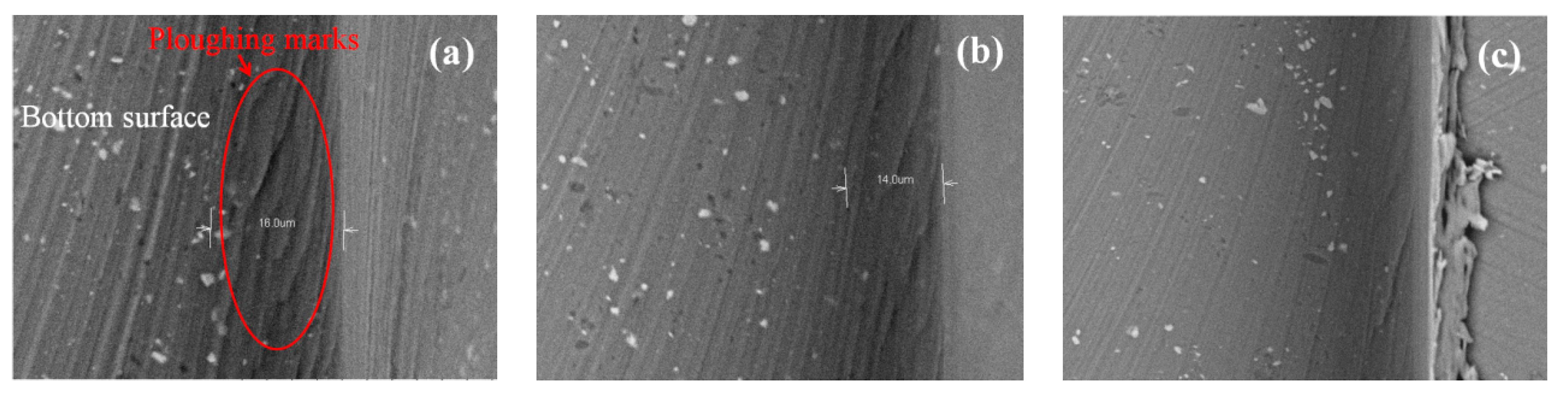
- Both surface uniformity and surface quality improve as the depth of cut increases. This is due to the reduced ploughing effect induced by the increasing contact area between the tool edge and the material.
- (4)
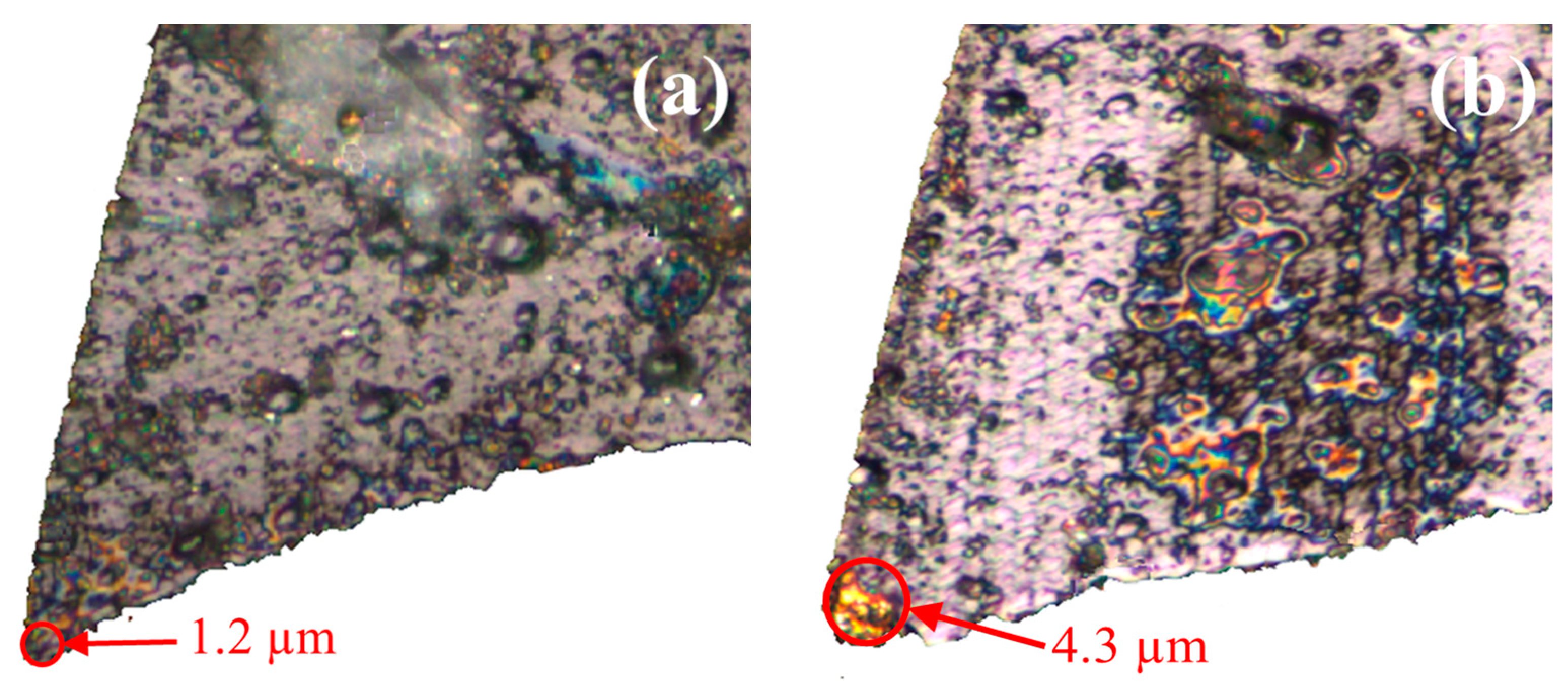
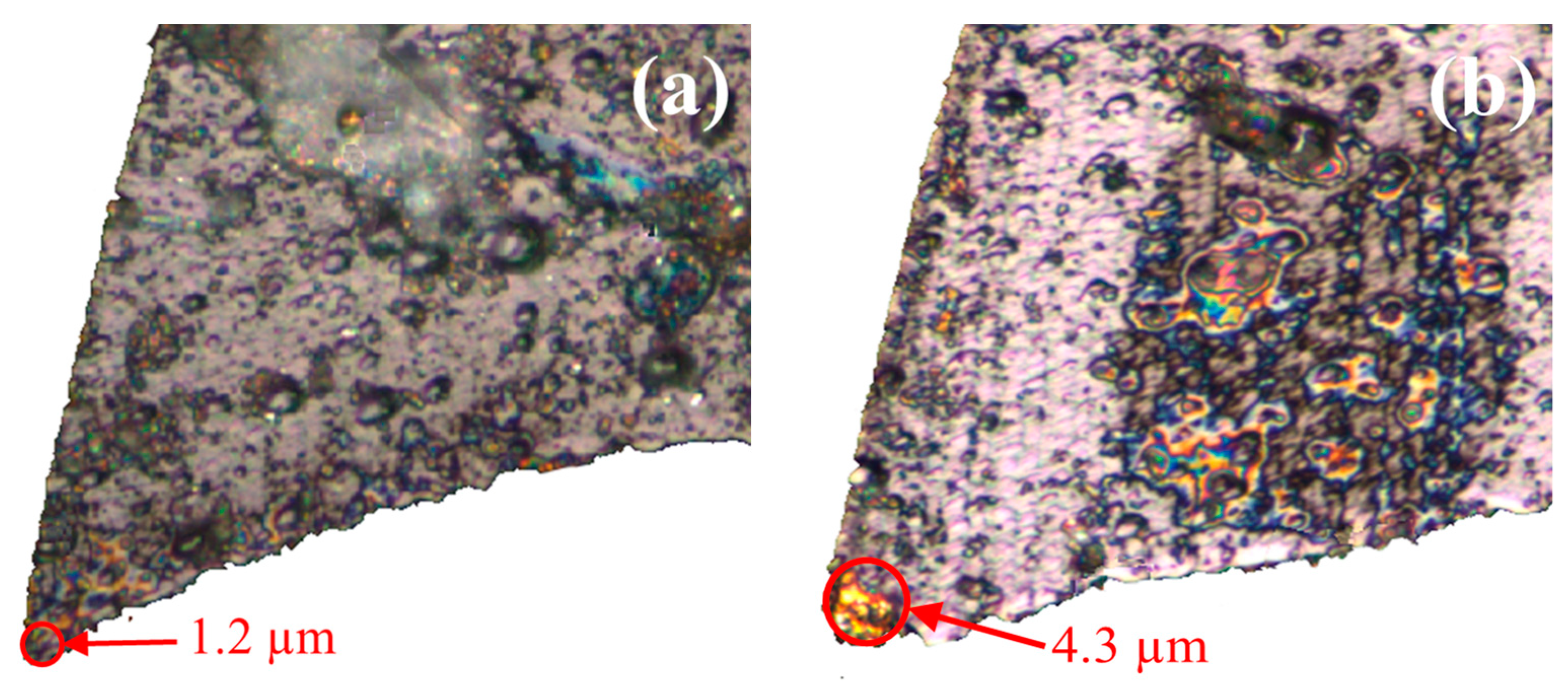
- The blunt tool edge enhances the micro-milled surface uniformity, but it also results in high surface roughness due to the severe ploughing effect under the worn tool.
Author Contributions
Acknowledgments
Conflicts of Interest
Nomenclature
| Coordinates of tool edge center in the direction of | |
| The coordinate of the -th point in feed direction | |
| The -th tool rotation angle | |
| Instantaneous negative rake angle | |
| The instantaneous uncut chip thickness in the direction of | |
| Minimum chip thickness | |
| Maximum uncut chip thickness | |
| Rai | The surface roughness of the i-th discrete region |
| Average value of N discrete surface roughness | |
| Tool edge radius | |
| D | The diameter of the milling tool |
| N | The number of the discrete regions |
| The total volume of tool contact material in the direction of | |
| , | The volume of sheared and ploughed material in the direction of |
| The -th normal specific ploughing amount | |
| Standard deviation of N discrete surface roughness | |
| The ordinal number of tool flutes | |
| Feed per tooth | |
| d | Depth of cut |
| The height of tool edge profile | |
| N | The number of sampling points of surface roughness |
| n | Spindle rotation speed |
| Tool clearance angle |
References
- Hourmand, M.; Sarhan, A.A.; Sayuti, M. Micro-electrode fabrication processes for micro-EDM drilling and milling: A state-of-the-art review. Int. J. Adv. Manuf. Technol. 2017, 91, 1023–1056. [Google Scholar] [CrossRef]
- Huo, D.; Chen, W.; Teng, X.; Lin, C.; Yang, K. Modeling the influence of tool deflection on cutting force and surface generation in micro-milling. Micromachines 2017, 8, 188. [Google Scholar] [CrossRef]
- Chauvin, A.; Stephant, N.; Du, K.; Ding, J.; Wathuthanthri, I.; Choi, C.-H.; Tessier, P.-Y.; el Mel, A.-A. Large-scale fabrication of porous gold nanowires via laser interference lithography and dealloying of gold–silver nano-alloys. Micromachines 2017, 8, 168. [Google Scholar] [CrossRef]
- Zhu, H.; Wang, J.; Yao, P.; Huang, C. Heat transfer and material ablation in hybrid laser-waterjet microgrooving of single crystalline germanium. Int. J. Mach. Tools Manuf. 2017, 116, 25–39. [Google Scholar] [CrossRef]
- Ahmmed, K.; Grambow, C.; Kietzig, A.-M. Fabrication of micro/nano structures on metals by femtosecond laser micromachining. Micromachines 2014, 5, 1219–1253. [Google Scholar] [CrossRef]
- Chen, P.-C.; Zhang, R.-H.; Aue-u-Lan, Y.; Chang, G.-E. Micromachining Microchannels on Cyclic Olefin Copolymer (COC) Substrates with the Taguchi Method. Micromachines 2017, 8, 264. [Google Scholar] [CrossRef]
- Davim, J.P. Modern Mechanical Engineering; Springer: Berlin, Germany, 2014. [Google Scholar]
- De Oliveira, F.B.; Rodrigues, A.R.; Coelho, R.T.; de Souza, A.F. Size effect and minimum chip thickness in micromilling. Int. J. Mach. Tools Manuf. 2015, 89, 39–54. [Google Scholar] [CrossRef]
- Wan, M.; Ma, Y.-C.; Feng, J.; Zhang, W.-H. Study of static and dynamic ploughing mechanisms by establishing generalized model with static milling forces. Int. J. Mech. Sci. 2016, 114, 120–131. [Google Scholar] [CrossRef]
- Zhang, J.; Shuai, M.; Zheng, H.; Li, Y.; Jin, M.; Sun, T. Atomistic and Experimental Investigation of the Effect of Depth of Cut on Diamond Cutting of Cerium. Micromachines 2018, 9, 26. [Google Scholar] [CrossRef]
- Sun, Z.; To, S.; Zhang, S.; Zhang, G. Theoretical and experimental investigation into non-uniformity of surface generation in micro-milling. Int. J. Mech. Sci. 2018, 140, 313–324. [Google Scholar] [CrossRef]
- Ventura, C.; Köhler, J.; Denkena, B. Influence of cutting edge geometry on tool wear performance in interrupted hard turning. J. Manuf. Processes 2015, 19, 129–134. [Google Scholar] [CrossRef]
- Rahman, M.A.; Amrun, M.R.; Rahman, M.; Kumar, A.S. Variation of surface generation mechanisms in ultra-precision machining due to relative tool sharpness (RTS) and material properties. Int. J. Mach. Tools Manuf. 2017, 115, 15–28. [Google Scholar] [CrossRef]
- Ramos, A.C.; Autenrieth, H.; Strauß, T.; Deuchert, M.; Hoffmeister, J.; Schulze, V. Characterization of the transition from ploughing to cutting in micro machining and evaluation of the minimum thickness of cut. J. Mater. Process. Technol. 2012, 212, 594–600. [Google Scholar] [CrossRef]
- Huo, D.; Lin, C.; Choong, Z.J.; Pancholi, K.; Degenaar, P. Surface and subsurface characterisation in micro-milling of monocrystalline silicon. Int. J. Adv. Manuf. Technol. 2015, 81, 1319–1331. [Google Scholar] [CrossRef]
- Arif, M.; Rahman, M.; San, W.Y. Ultraprecision ductile mode machining of glass by micromilling process. J. Manuf. Processes 2011, 13, 50–59. [Google Scholar] [CrossRef]
- Liu, X.; DeVor, R.E.; Kapoor, S.G. Model-based analysis of the surface generation in microendmilling—Part I: Model development. J. Manuf. Sci. Eng. 2007, 129, 453–460. [Google Scholar] [CrossRef]
- Liu, X.; DeVor, R.E.; Kapoor, S.G. Model-based analysis of the surface generation in microendmilling—Part II: Experimental validation and analysis. J. Manuf. Sci. Eng. 2007, 129, 461–469. [Google Scholar] [CrossRef]
- Bao, W.; Tansel, I. Modeling micro-end-milling operations. Part II: Tool run-out. Int. J. Mach. Tools Manuf. 2000, 40, 2175–2192. [Google Scholar] [CrossRef]
- Liu, X.; DeVor, R.; Kapoor, S. An analytical model for the prediction of minimum chip thickness in micromachining. J. Manuf. Sci. Eng. 2006, 128, 474–481. [Google Scholar] [CrossRef]
- Devor, R.E.; Kapoor, S.G. Cutting mechanisms and their influence on dynamic forces, vibrations and stability in micro-endmilling. In Proceedings of the ASME 2004 International Mechanical Engineering Congress and Exposition Manufacturing Engineering and Materials Handling Engineering, Anaheim, CA, USA, 13–19 November 2004; pp. 583–592. [Google Scholar]
- Wu, X.; Li, L.; Zhao, M.; He, N. Experimental investigation of specific cutting energy and surface quality based on negative effective rake angle in micro turning. Int. J. Adv. Manuf. Technol. 2016, 82, 1941–1947. [Google Scholar] [CrossRef]
- Oliaei, S.N.B.; Karpat, Y. Influence of tool wear on machining forces and tool deflections during micro milling. Int. J. Adv. Manuf. Technol. 2016, 84, 1963–1980. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Group 1 | Group 2 | Group 3 |
|---|---|---|---|
| Spindle speed (rpm) | 5000–35,000 | 20,000 | 30,000 |
| Feed rate (µm/flute) | 1.2 | 0.1–2.5 | 0.8 |
| Depth of cut (µm) | 30 | 30 | 10–70 |
| The number of sampling points of surface roughness (N) | 10 |
| Tool runout length () (µm) | 3 |
| Tool runout angle () () | 50 |
| Tool edge radius () (µm) | 1.2 |
| Tool clearance angle () () | 10 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Z.; To, S. Effect of Machining Parameters and Tool Wear on Surface Uniformity in Micro-Milling. Micromachines 2018, 9, 268. https://doi.org/10.3390/mi9060268
Sun Z, To S. Effect of Machining Parameters and Tool Wear on Surface Uniformity in Micro-Milling. Micromachines. 2018; 9(6):268. https://doi.org/10.3390/mi9060268
Chicago/Turabian StyleSun, Zhanwen, and Suet To. 2018. "Effect of Machining Parameters and Tool Wear on Surface Uniformity in Micro-Milling" Micromachines 9, no. 6: 268. https://doi.org/10.3390/mi9060268
APA StyleSun, Z., & To, S. (2018). Effect of Machining Parameters and Tool Wear on Surface Uniformity in Micro-Milling. Micromachines, 9(6), 268. https://doi.org/10.3390/mi9060268