Manufacturing Signatures of Injection Molding and Injection Compression Molding for Micro-Structured Polymer Fresnel Lens Production

 ,
,  , , and
, , and 
Abstract
1. Introduction
2. Materials and Methods
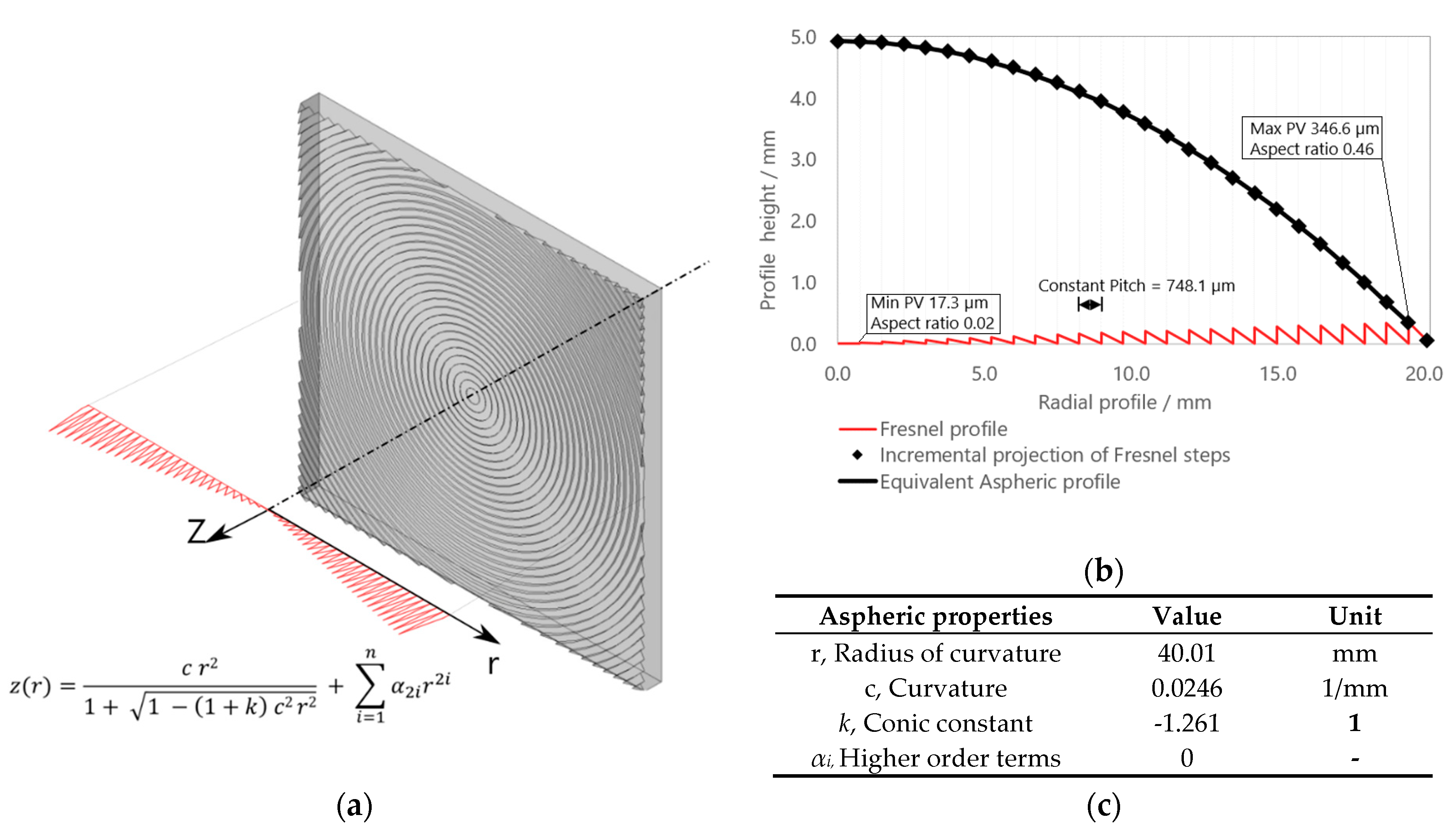
2.1. Device under Investigation
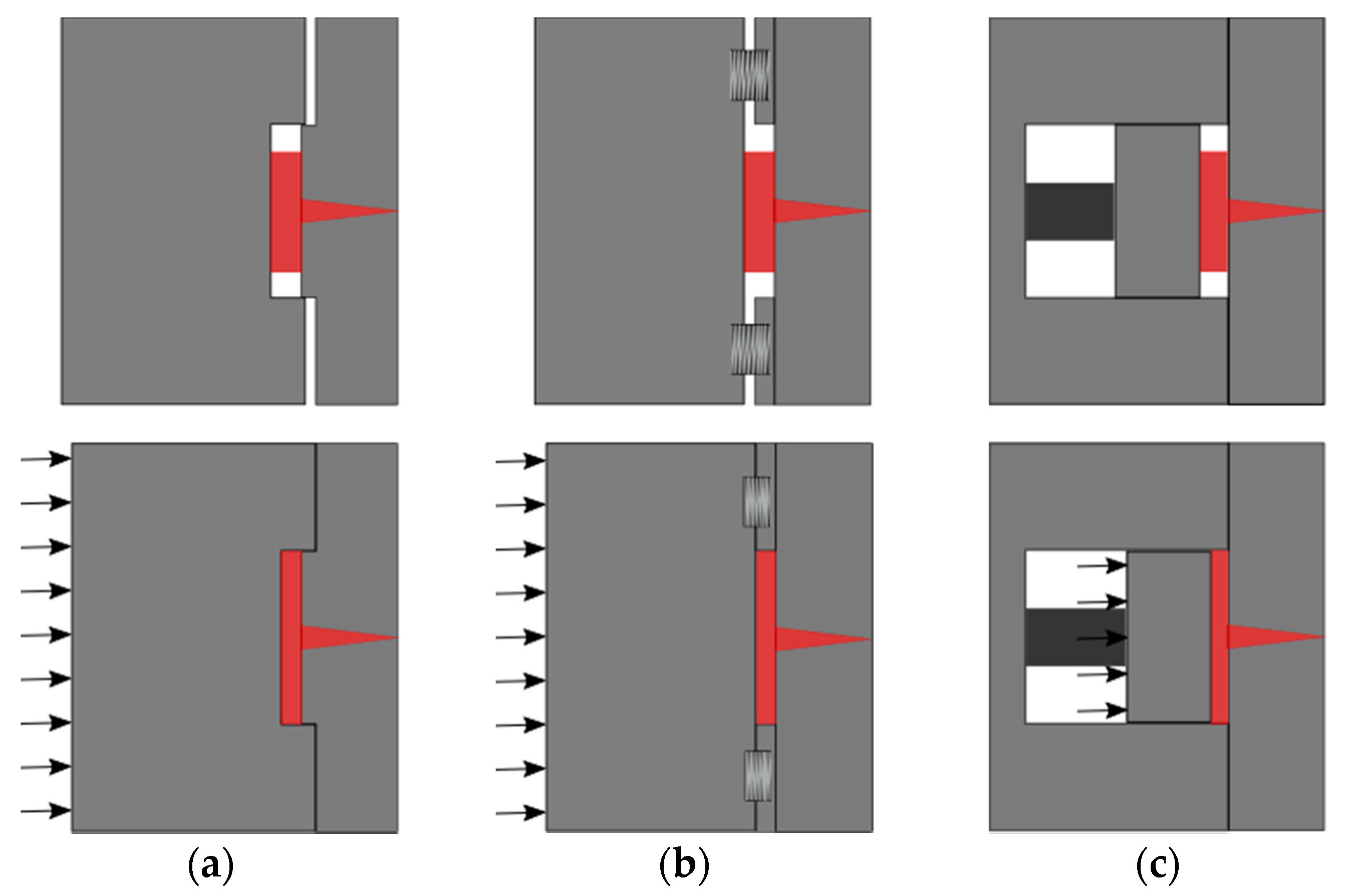
2.2. Injection Molding and Injection Compression Molding Machine
2.3. Metrology and Uncertainty
2.4. Design of Experiments
- a.
- IM without holding pressure;
- b.
- IM with holding pressure;
- c.
- ICM without holding pressure;
- d.
- ICM with holding pressure.
3. Results
3.1. Absolute Dimensions
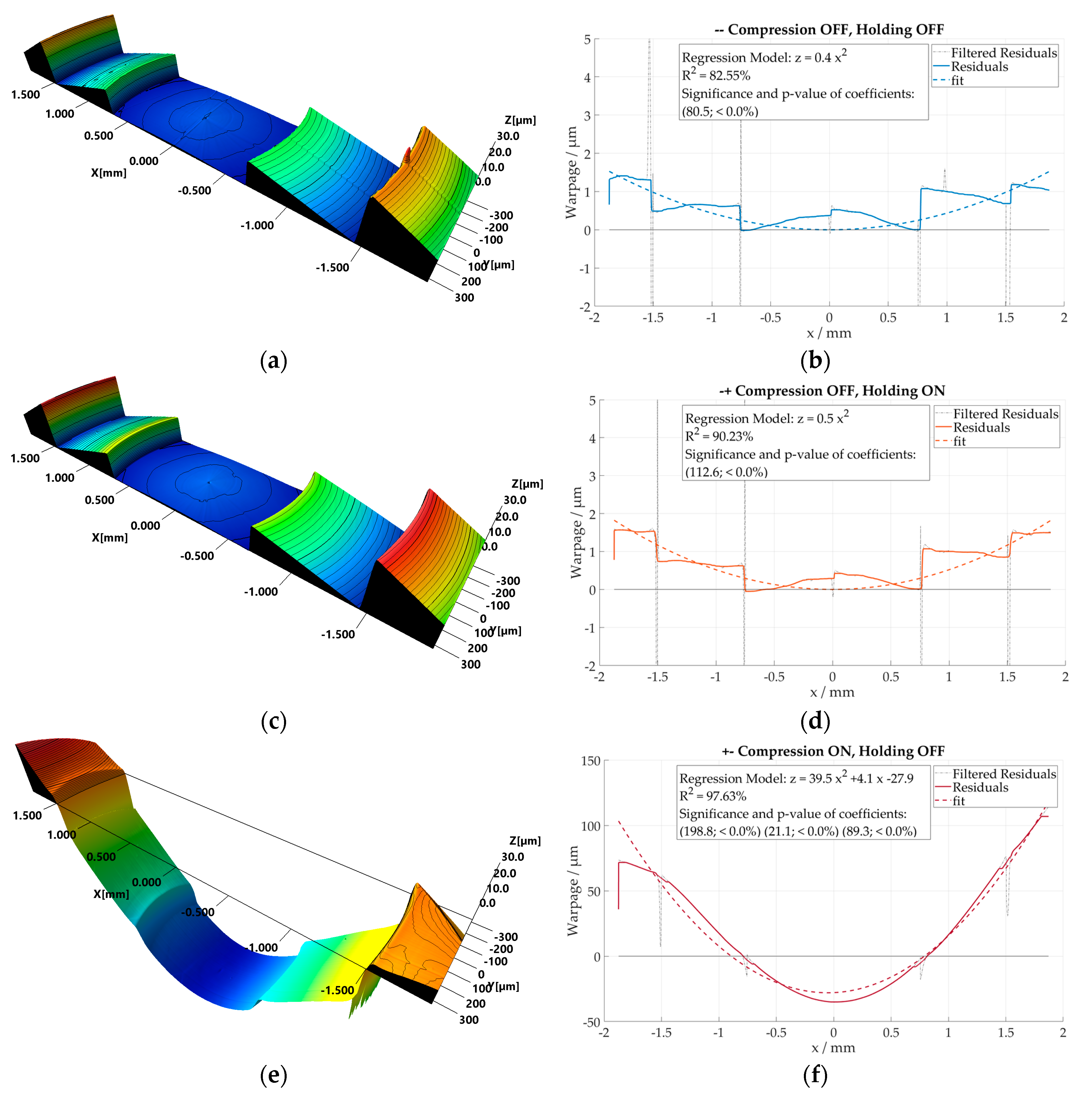
3.2. Warpage
3.3. Injection Pressure
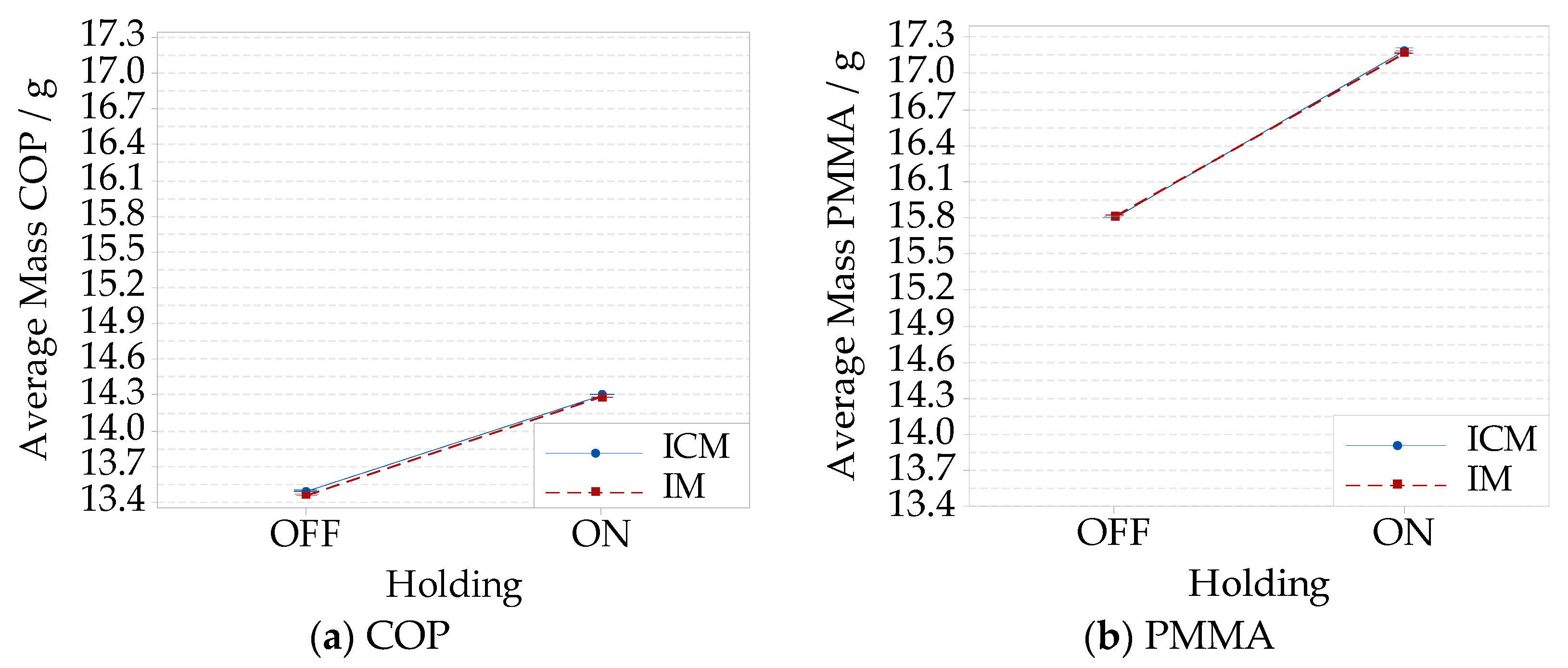
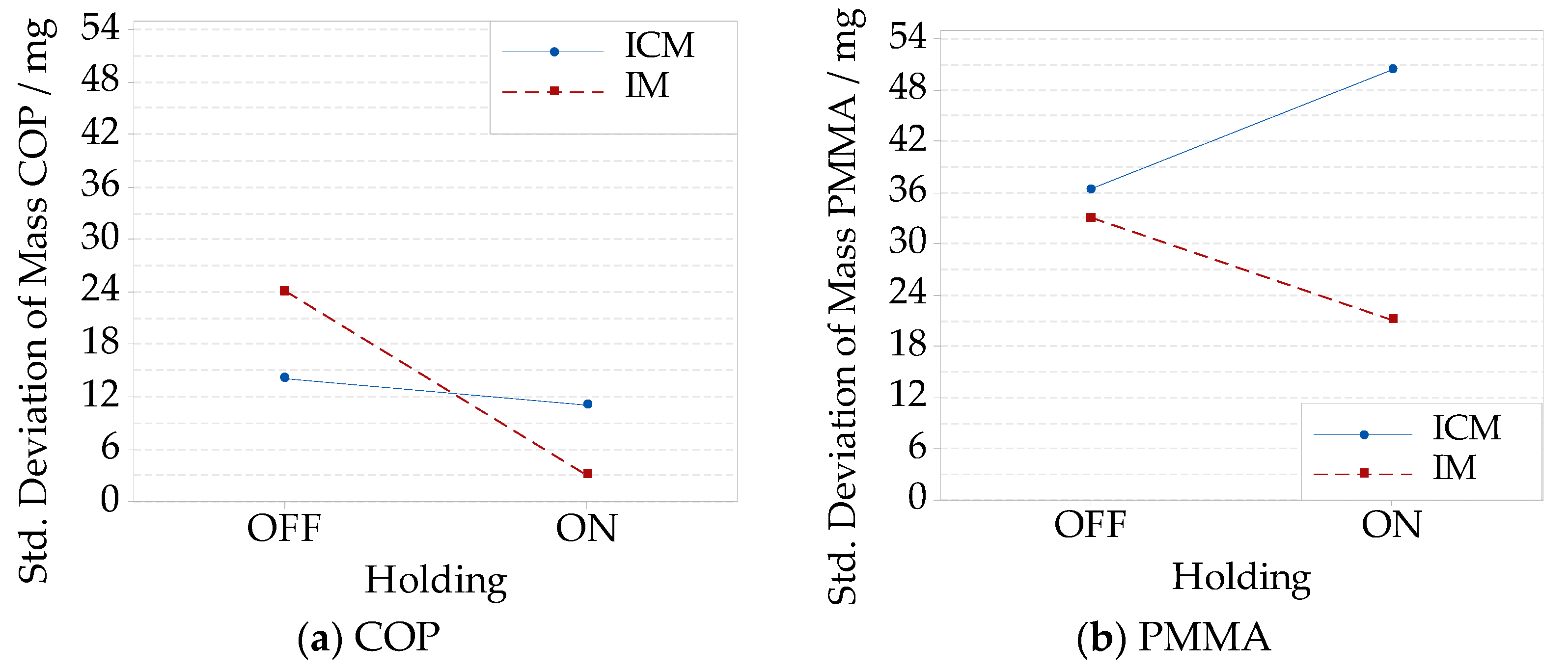
3.4. Part Mass
4. Conclusions
- The replication of absolute dimensions in terms of groove step height and pitch improved from IM to ICM. A higher replication fidelity was achieved using the PMMA material. The compression phase had a larger influence on pitch values. An optimal condition for ICM was achieved when a higher holding pressure and a lower compression gap were selected.
- The holding phase was of paramount importance in both IM and ICM for the reduction of the warpage. The parts’ warpage was described with second-order polynomials and it was related to differential shrinkages of the parts, due to different process conditions. The absence of the holding phase in ICM was detrimental. It increased the warpage and favored the formation of air traps, as shown in the case when processing PMMA. The optimal condition of ICM promoting less warpage occurred when a high holding pressure level was selected.
- The compression phase led to a pressure cavity variation over time, both during and after the filling phase. However, the main driver of pressure variation during the filling phase was the compression gap while its effect during the holding phase was overcome by the holding pressure. Pwork was used as an indicator of the energy transferred to the polymer part during processing, and its monitoring served as a production manufacturing signature.
- The holding phase was the major contributor to variations in the average part mass. In this case, IM and ICM showed similar process precision. However, process precision, measured as a global part mass standard deviation, can be minimized in the optimized ICM case with a high compression gap and low holding phase levels.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A






References
- Davis, A.; Kühnlenz, F. Optical Design using Fresnel Lenses Basic Principles and some Practical Examples. Opt. Photonik 2007, 4, 52–55. [Google Scholar] [CrossRef]
- Aničin, B.A.; Babović, V.M.; Davidović, D.M. Fresnel lenses. Am. J. Phys. 1989, 57, 312–316. [Google Scholar] [CrossRef]
- Egger, J.R. Use of Fresnel lenses in optical systems: some of some advantages and limitations. Proc. SPIE 1979, 193, 63–69. [Google Scholar] [CrossRef]
- Edmund Optics Inc. Modeling of Fresnel lenses in commonly available optical design software. 2001. [Google Scholar]
- Brinksmeier, E.; Riemer, O.; Gläbe, R. Fabrication of Complex Optical Components; Springer: Berlin/Heidelberg, Germany, 2013; pp. 21–38. ISBN 978-3-642-33000-1. [Google Scholar]
- Cao, W.; Min, Z.; Zhang, S.; Wang, T.; Jiang, J.; Li, H.; Wang, Y.; Shen, C. Numerical Simulation for Flow-Induced Stress in Injection/Compression Molding. Polym. Eng. Sci. 2015, 47, 21–25. [Google Scholar] [CrossRef]
- Kulkarni, S. Robust Process Development and Scientific Molding, 1st ed.; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2010; ISBN 978-3-446-42275-9. [Google Scholar]
- Mayer, R. Precision Injection Molding. In Optik & Photonik, 1st ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2007; pp. 46–51. ISSN 1863-1460. [Google Scholar]
- Lin, C.M.; Hsieh, H.K. Processing optimization of Fresnel lenses manufacturing in the injection molding considering birefringence effect. Microsyst. Technol. 2017, 23, 5689–5695. [Google Scholar] [CrossRef]
- Griffiths, C.A.; Tosello, G.; Dimov, S.S.; Scholz, S.G.; Rees, A.; Whiteside, B. Characterisation of demoulding parameters in micro-injection moulding. Microsyst. Technol. 2014, 21, 1677–1690. [Google Scholar] [CrossRef]
- Ito, H.; Suzuki, H.; Kazama, K.; Kikutani, T. Polymer structure and properties in micro- and nanomolding process. Curr. Appl. Phys. 2009, 9, 19–24. [Google Scholar] [CrossRef]
- Michaeli, W.; Heßner, S.; Klaiber, F.; Forster, J. Geometrical Accuracy and Optical Performance of Injection Moulded and Injection-compression Moulded Plastic Parts. CIRP Ann. Manuf. Technol. 2007, 56, 545–548. [Google Scholar] [CrossRef]
- Davis, A. Fresnel lens solar concentrator derivations and simulations. Proc. SPIE 2011, 8129, 81290J-1–81290J-15. [Google Scholar] [CrossRef]
- Suzuki, H.; Takayama, T.; Ito, H. Replication Behavior for Micro Surface Features With High Aspect Ratio and Structure Development in Injection Compression Molding. Int. J. Mod. Phys. Conf. Ser. 2012, 6, 563–569. [Google Scholar] [CrossRef]
- Rohde, M.; Derdouri, A.; Kamal, M.R. Micro replication by injection-compression molding. Int. Polym. Process. 2009, 24, 288–297. [Google Scholar] [CrossRef]
- Masato, D.; Sorgato, M.; Lucchetta, G. Characterization of the micro injection-compression molding process for the replication of high aspect ratio micro-structured surfaces. Microsyst. Technol. 2016, 23, 3661–3670. [Google Scholar] [CrossRef]
- Chen, S.C.; Chen, Y.C.; Peng, H.S.H.U. Simulation of Injection-Compression-Molding Process. Part 2. J. Appl. Polym. Sci. 1999, 75, 1640–1654. [Google Scholar] [CrossRef]
- Chen, S.C.; Chen, Y.C.; Peng, H.S.; Huang, L.T. Simulation of injection-compression molding process, Part 3: Effect of process conditions on part birefringence. Adv. Polym. Technol. 2002, 21, 177–187. [Google Scholar] [CrossRef]
- Shen, Y.K.; Chang, H.J.; Hung, L.H. Analysis of the Replication Properties of Lightguiding Plate for Micro Injection Compression Molding. Key Eng. Mater. 2007, 329, 643–648. [Google Scholar] [CrossRef]
- Ho, J.-Y.; Park, J.M.; Kang, T.G.; Park, S.J. Three-Dimensional Numerical Analysis of Injection-Compression Molding Process Jae-Yun. Polym. Eng. Sci. 2012, 52, 901–911. [Google Scholar] [CrossRef]
- Ito, H.; Suzuki, H. Micro-Features Formation in Injection Compression Molding. J. Solid Mech. Mater. Eng. 2009, 3, 320–327. [Google Scholar] [CrossRef]
- Kuo, H.C.; Jeng, M.C. The influence of injection molding and injection compression molding on ultra-high molecular weight polyethylene polymer microfabrication. Int. Polym. Process. 2011, 26, 508–516. [Google Scholar] [CrossRef]
- Sortino, M.; Totis, G.; Kuljanic, E. Comparison of injection molding technologies for the production of micro-optical devices. Procedia Eng. 2014, 69, 1296–1305. [Google Scholar] [CrossRef]
- Han, S.; Jin, X. The Three Dimensional Numerical Analysis Of Injection-Compression Molding Process. Proc. ANTEC interantional Conf. 2011, 52, 1764–1769. [Google Scholar] [CrossRef]
- Rytka, C.; Kristiansen, P.M.; Neyer, A. Iso- and variothermal injection compression moulding of polymer micro- and nanostructures for optical and medical applications. J. Micromech. Microeng. 2015, 25, 065008. [Google Scholar] [CrossRef]
- Nagato, K.; Hamaguchi, T.; Nakao, M. Injection compression molding of nanostructures. J. Vac. Sci. Technol. B 2011, 28, 06FG10-1-4. [Google Scholar] [CrossRef]
- Chuan-zhen, Q.; Yong-tao, W.; Jian, Z.; Ya-jun, Z. The Study of Injection Compression Molding of Thin-wall Light-guide Plates with Hemispherical Micro structures. MEMS 2012, 447–450. [Google Scholar] [CrossRef]
- Calaon, M.; Tosello, G.; Garnaes, J.; Hansen, H.N. Injection and injection-compression moulding replication capability for the production of polymer lab-on-a-chip with nano structures. J. Micromech. Microeng. 2017, 27, 105001. [Google Scholar] [CrossRef]
- Tosello, G.; Hansen, H.N.; Gasparin, S.; Albajez, J.A.; Esmoris, J.I. Surface wear of TiN coated nickel tool during the injection moulding of polymer micro Fresnel lenses. CIRP Ann. Manuf. Technol. 2012, 61, 535–538. [Google Scholar] [CrossRef]
- Roeder, M.; Schilling, P.; Hera, D.; Guenther, T.; Zimmermann, A. Influences on the Fabrication of Diffractive Optical Elements by Injection Compression Molding. J. Manuf. Mater. Process. 2018, 2, 5. [Google Scholar] [CrossRef]
- Gale, M.T.; Khas, H. Efficiency of Fresnel lenses. Microelectron. Eng. 1981, 9, 173–183. [Google Scholar] [CrossRef]
- Joo, J.Y.; Lee, S.K. Miniaturized TIR fresnel lens for miniature optical LED applications. Int. J. Precis. Eng. Manuf. 2009, 10, 137–140. [Google Scholar] [CrossRef]
- Thanh Tuan, P. A Novel Technique to Design Flat Fresnel Lens with Uniform Irradiance Distribution. Int. J. Energy Power Eng. 2016, 5, 73–82. [Google Scholar] [CrossRef]
- Chen, L.T.; Keiser, G.; Huang, Y.R.; Lee, S.L. A Simple Design Approach of a Fresnel Lens for Creating Uniform Light-Emitting Diode Light Distribution Patterns. Fiber Integr. Opt. 2014, 33, 360–382. [Google Scholar] [CrossRef]
- Holthusen, A.K.; Riemer, O.; Schmütz, J.; Meier, A. Mold machining and injection molding of diffractive microstructures. J. Manuf. Process. 2017, 26, 290–294. [Google Scholar] [CrossRef]
- Tosello, G.; Hansen, H.N.; Calaon, M.; Gasparin, S. Challenges in high accuracy surface replication for micro optics and micro fluidics manufacture. Int. J. Precis. Technol. 2014, 4, 122–144. [Google Scholar] [CrossRef]
- Hansen, H.N.; Hocken, R.J.; Tosello, G. Replication of micro and nano surface geometries. CIRP Ann. Manuf. Technol. 2011, 60, 695–714. [Google Scholar] [CrossRef]
- Mason, R.J.; Rahman, M.M.; Maw, T.M.M. Analysis of the manufacturing signature using data mining. Precis. Eng. 2017, 47, 292–302. [Google Scholar] [CrossRef]
- Zahouani, H.; Mezghani, S.; Vargiolu, R.; Dursapt, M. Identification of manufacturing signature by 2D wavelet decomposition. Wear 2008, 264, 480–485. [Google Scholar] [CrossRef]
- Berger, G.; Wendel, M.; Fair, W.; Cb, B.; Hobson, T. Optical Metrology of Freeforms and Complex Lenses. Optik Photonik 2018, 13, 40–43. [Google Scholar] [CrossRef]
- Bergmans, R.H.; Kok, G.J.P.; Blobel, G.; Nouira, H.; Küng, A.; Baas, M.; Tevoert, M.; Baer, G.; Stuerwald, S. Comparison of asphere measurements by tactile and optical metrological instruments. Meas. Sci. Technol. 2015, 26. [Google Scholar] [CrossRef]
- Nadim, E.H.; Hichem, N.; Nabil, A.; Mohamed, D.; Olivier, G. Comparison of tactile and chromatic confocal measurements of aspherical lenses for form metrology. Int. J. Precis. Eng. Manuf. 2014, 15, 821–829. [Google Scholar] [CrossRef]
- Leach, R. Optical Measurement of Surface Topography; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Tosello, G.; Haitjema, H.; Leach, R.; Quagliotti, D.; Gasparin, S.; Hansen, H.N. An international comparison of surface texture parameters quantification on polymer artefacts using optical instruments. CIRP Ann. Manuf. Technol. 2016, 65, 529–532. [Google Scholar] [CrossRef]
- Yeh, N. Analysis of spectrum distribution and optical losses under Fresnel lenses. Renew. Sustain. Energy Rev. 2010, 14, 2926–2935. [Google Scholar] [CrossRef]
- Loaldi, D.; Calaon, M.; Quagliotti, D.; Parenti, P.; Annoni, M.; Tosello, G. Tolerance verification of precision injection moulded Fresnel lenses. Proc. CIRP 2018, 75, 137–142. [Google Scholar] [CrossRef]
- ISO 15530-3:2011 Geometrical product specication (GPS) - Geometrical Product Specifications (GPS) - Coordinate Measuring Machine (CMM): techniques for determining the uncertainty of measurement. (ISO 15530-3:2013). (Geneva: International Organization for Standardization).
- ISO 14253-2:2007 Geometrical product specication (GPS)-Inspection by measurement of workpieces and measuring equipment-Part 2: Guidance for the estimation of uncertainty in GPS measurement, in calibration of measuring equipment and in product verification (ISO 14253-2:2007). (Geneva: International Organization for Standardization).
- Griffiths, C.A.; Dimov, S.; Scholz, S.G.; Hirshy, H.; Tosello, G. Process Factors Influence on Cavity Pressure Behavior in Microinjection Moulding. J. Manuf. Sci. Eng. 2011, 133, 031007. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Objective | Image Properties | ||
|---|---|---|---|
| Field of view | 640 × 640 µm2 | Dimensions | 3712 × 640 µm2 |
| Numerical aperture | 0.6 | Image size | 5328 × 913 pixels2 |
| XY diffraction limit | 0.412 µm | X pixel size | 0.120 µm |
| Stitching overlap | 20% | Y pixel size | 0.701 µm |
| Z spatial resolution | 0.030 µm | ||
| Uncertainty Contributor | IM—COP | ICM—COP | IM—PMMA | ICM—PMMA |
|---|---|---|---|---|
| ucal,z (calibration artefact) | 0.26 µm | 0.26 µm | 0.26 µm | 0.26 µm |
| up,z (instrument repeatability) | 0.03 µm | 0.03 µm | 0.03 µm | 0.03 µm |
| ub,z (instrument thermal) | 0.00 µm | 0.00 µm | 0.00 µm | 0.00 µm |
| uwp,z (part repeatability) | 0.13 µm | 0.13 µm | 0.11 µm | 0.11 µm |
| uwt,z (part thermal) | 0.01 µm | 0.01 µm | 0.04 µm | 0.04 µm |
| uform,z (form error) | 0.17 µm | 0.17 µm | 0.03 µm | 0.05 µm |
| k (coverage factor) | 2 | 2 | 2 | 2 |
| U (exp. Uncertainty) | 0.7 µm | 0.7 µm | 0.6 µm | 0.6 µm |
| Uncertainty Contributor | IM—COP | ICM—COP | IM—PMMA | ICM—PMMA |
|---|---|---|---|---|
| ucal,z (calibration artefact) | 0.08 µm | 0.08 µm | 0.08 µm | 0.08 µm |
| up,z (instrument repeatability) | 1.09 µm | 1.09 µm | 1.09 µm | 1.09 µm |
| ub,z (instrument thermal) | 0.01 µm | 0.01 µm | 0.01 µm | 0.01 µm |
| uwp,z (part repeatability) | 1.12 µm | 1.12 µm | 1.43 µm | 1.43 µm |
| uwt,z (part thermal) | 0.45 µm | 0.45 µm | 0.83 µm | 0.84 µm |
| uform,z (form error) | 0.99 µm | 1.45 µm | 0.73 µm | 1.27 µm |
| k (coverage factor) | 2 | 2 | 2 | 2 |
| U (exp. Uncertainty) | 3.8 µm | 4.4 µm | 4.2 µm | 4.7 µm |
| (a) | (b) | |||
|---|---|---|---|---|
| Factors | Low Level | High Level | Parameters | Value |
| Compression | OFF | ON | Injection Velocity | 40 mm/s |
| Holding | OFF | ON | Switch/over | 10 mm |
| Material | PMMA | COP | Compression gap | 0.7 mm |
| Holding pressure | 450 bar | |||
| T melt COP | 280 °C | |||
| T melt PMMA | 260 °C | |||
| T mold COP | 105 ± 3 °C | |||
| T mold PMMA | 93 ± 3 °C | |||
| (a) | (b) | |||
|---|---|---|---|---|
| Factors | Low Level | High Level | Parameters | Value |
| Compression gap | 0.4 mm | 1.0 mm | Injection velocity | 40 mm/s |
| Holding pressure | 250 bar | 450 bar | Switchover | 10 mm |
| T melt COP | 280 °C | |||
| T mold COP | 105 ± 3 °C | |||
| Factors | Max Warpage µm | Quadratic Regression Coefficient µm/mm2 | Factors | Max Warpage µm | Quadratic Regression Coefficient µm/mm2 |
|---|---|---|---|---|---|
| IM without holding; COP | 2.0 | −0.6 | ICM; 250 bar, 0.4 mm | 1.1 | 0.3 |
| IM; COP | 0.7 | 0.2 | ICM; 250 bar, 1.0 mm | 2.0 | 0.4 |
| ICM without holding; COP | 4.3 | 0.9 | ICM; 450 bar, 0.4 mm | 1.0 | 0.2 |
| ICM; COP | 2.0 | 0.4 | ICM; 450 bar, 1.0 mm | 1.1 | 0.2 |
| IM without holding; PMMA | 1.6 | 0.4 | |||
| IM; PMMA | 1.9 | 0.5 | |||
| ICM without holding; PMMA | 106.9 | 39.5 | |||
| ICM; PMMA | 2.2 | 0.6 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Loaldi, D.; Quagliotti, D.; Calaon, M.; Parenti, P.; Annoni, M.; Tosello, G. Manufacturing Signatures of Injection Molding and Injection Compression Molding for Micro-Structured Polymer Fresnel Lens Production. Micromachines 2018, 9, 653. https://doi.org/10.3390/mi9120653
Loaldi D, Quagliotti D, Calaon M, Parenti P, Annoni M, Tosello G. Manufacturing Signatures of Injection Molding and Injection Compression Molding for Micro-Structured Polymer Fresnel Lens Production. Micromachines. 2018; 9(12):653. https://doi.org/10.3390/mi9120653
Chicago/Turabian StyleLoaldi, Dario, Danilo Quagliotti, Matteo Calaon, Paolo Parenti, Massimiliano Annoni, and Guido Tosello. 2018. "Manufacturing Signatures of Injection Molding and Injection Compression Molding for Micro-Structured Polymer Fresnel Lens Production" Micromachines 9, no. 12: 653. https://doi.org/10.3390/mi9120653
APA StyleLoaldi, D., Quagliotti, D., Calaon, M., Parenti, P., Annoni, M., & Tosello, G. (2018). Manufacturing Signatures of Injection Molding and Injection Compression Molding for Micro-Structured Polymer Fresnel Lens Production. Micromachines, 9(12), 653. https://doi.org/10.3390/mi9120653