Research on the Relationship between Cutting Force and Machined Surface Quality in Micro Ball End-Milling of Potassium Dihydrogen Phosphate Crystal





Abstract
:
1. Introduction
2. Experimental Procedure
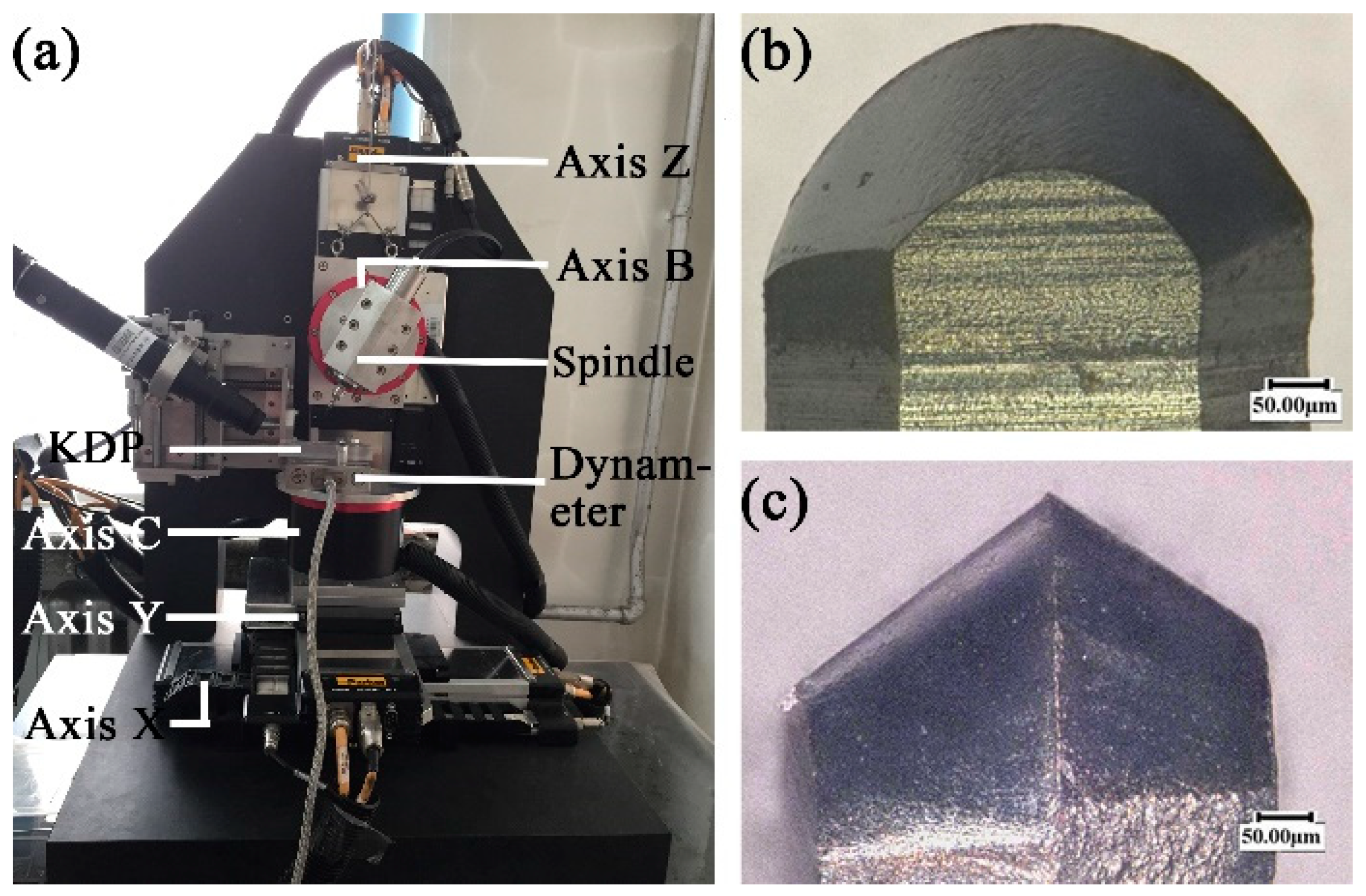
2.1. The Experimental Set-Up
2.2. The Design of Cutting Experiments
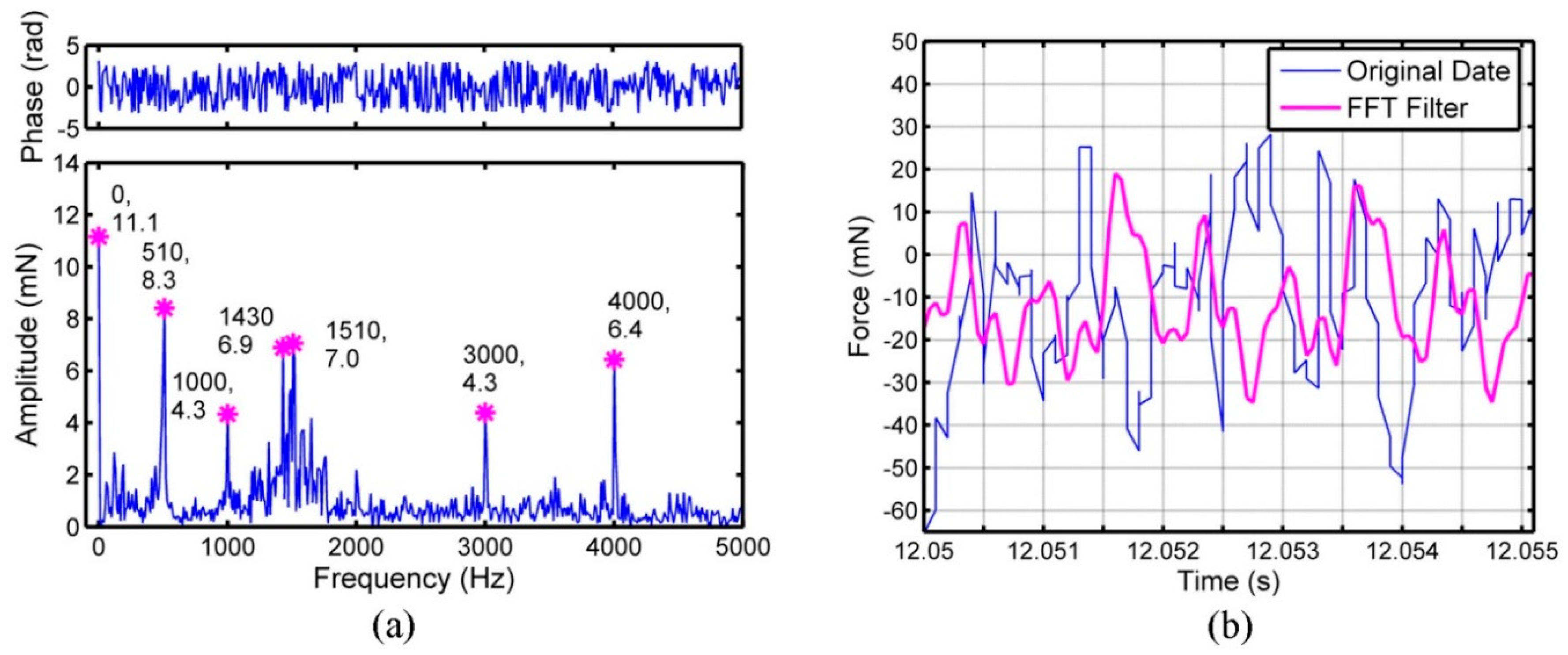
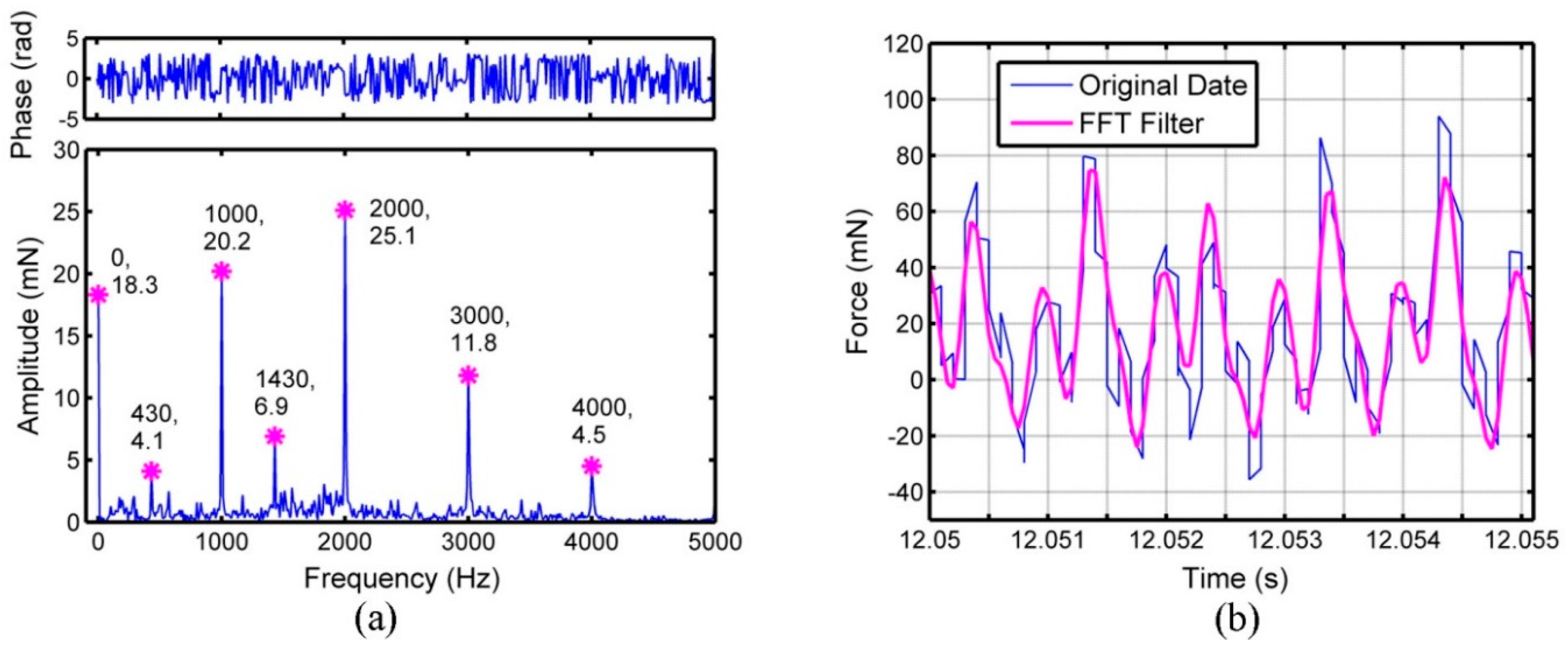
2.3. Cutting Force Measurement and FFT Analysis
2.4. Surface Detection and Measurement Method of Surface Roughness
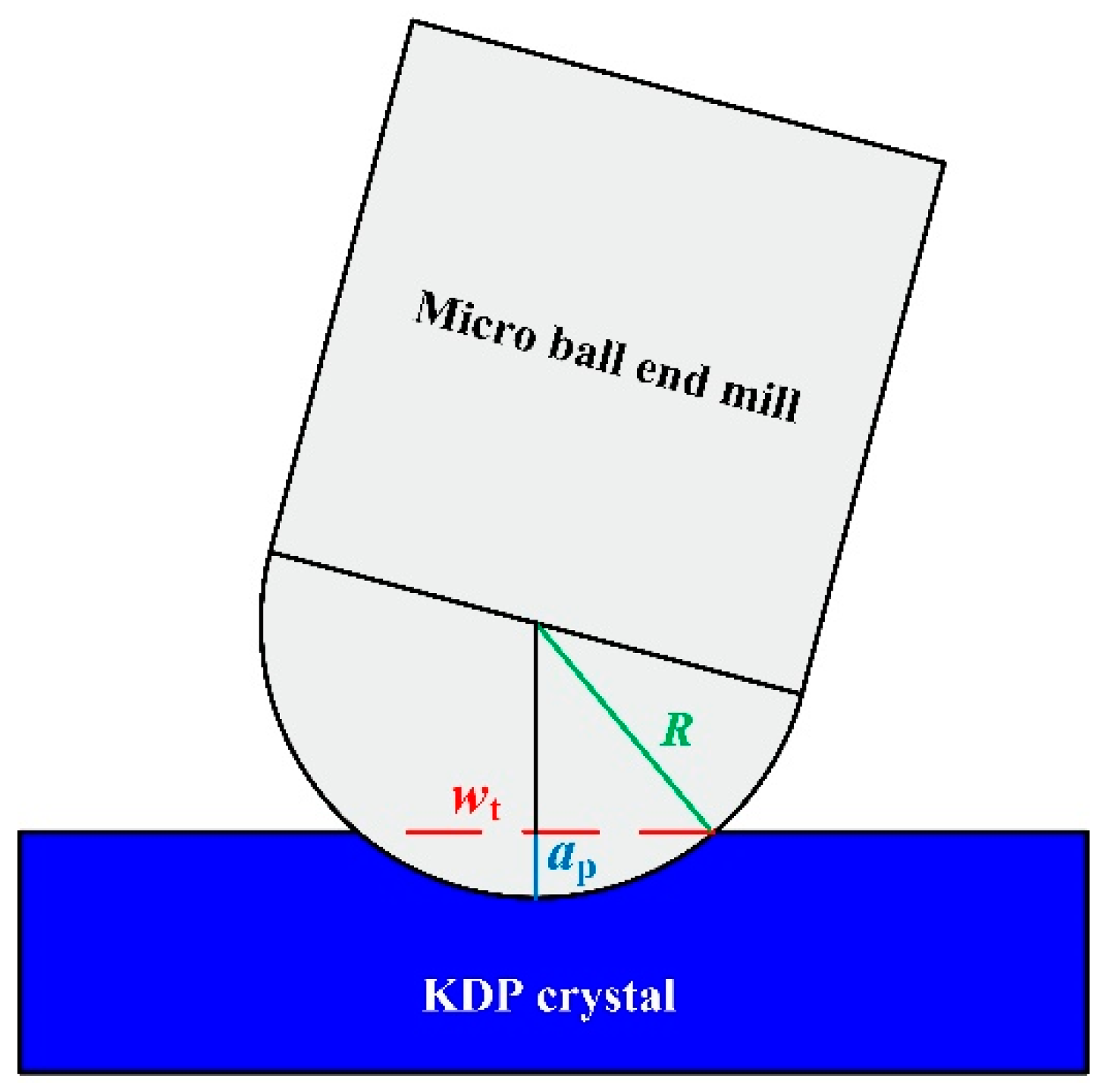
2.5. Measurement of Dimensional Error of Machined Groove Width
3. Results and Discussion
3.1. FFT Analysis of the Signals of Cutting Force
3.2. The Relationship between Cutting Force and Machined Surface Quality
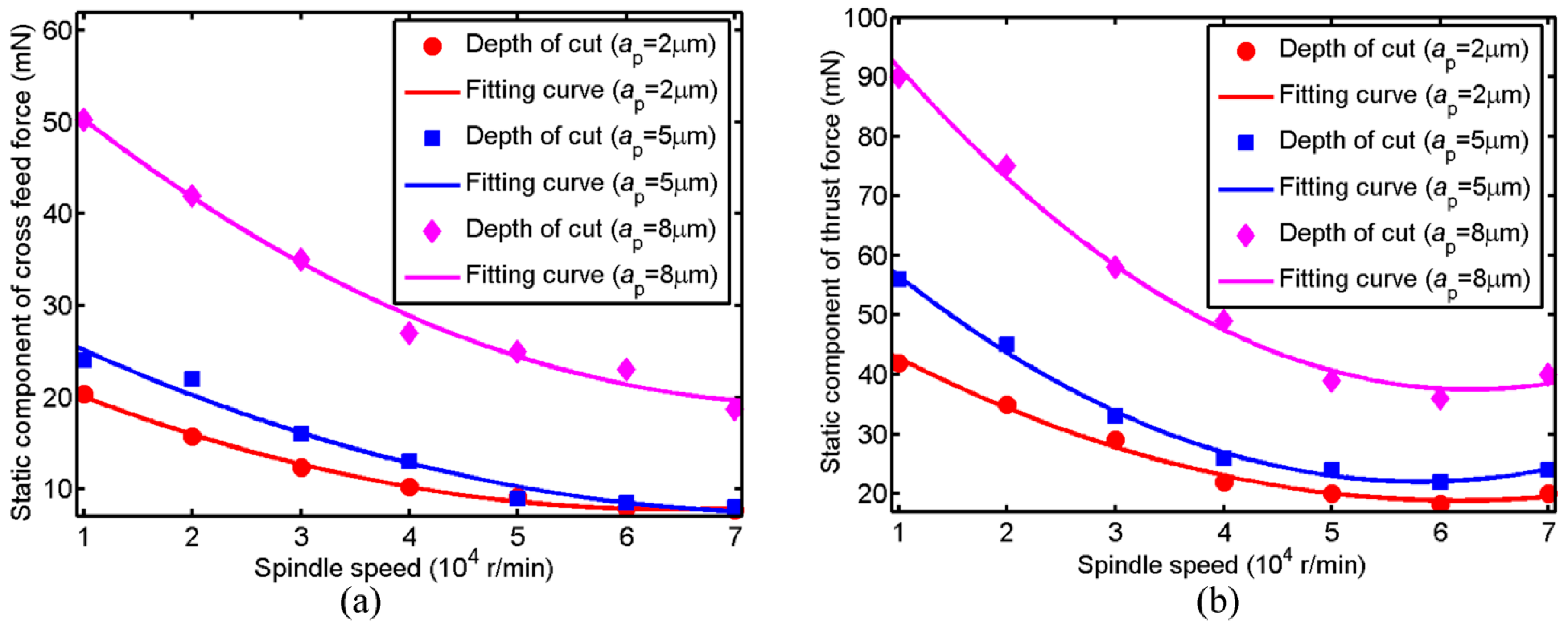
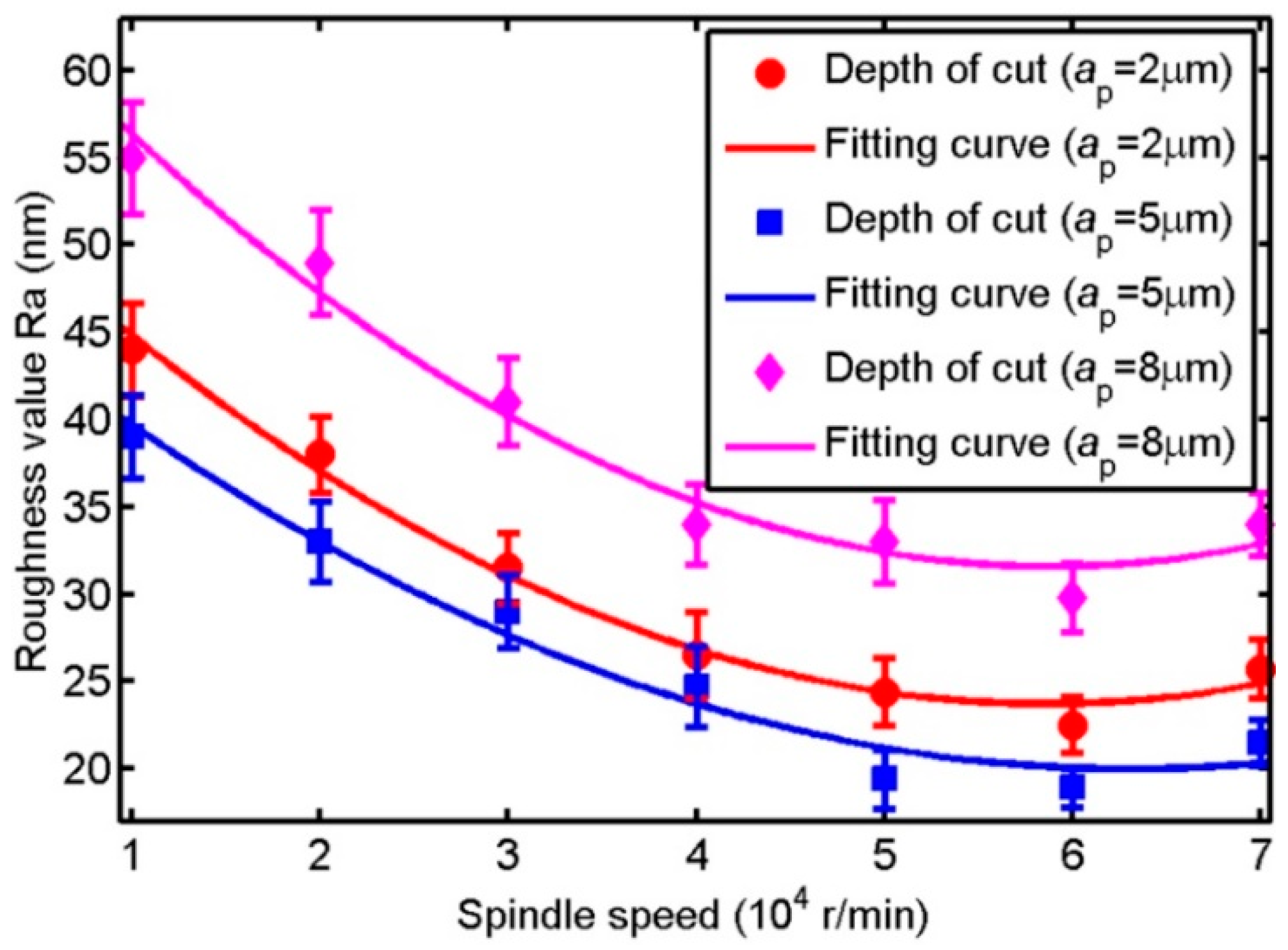
3.2.1. The Relationship between the Static Cutting Force and Roughness Value Ra of Machined Surface
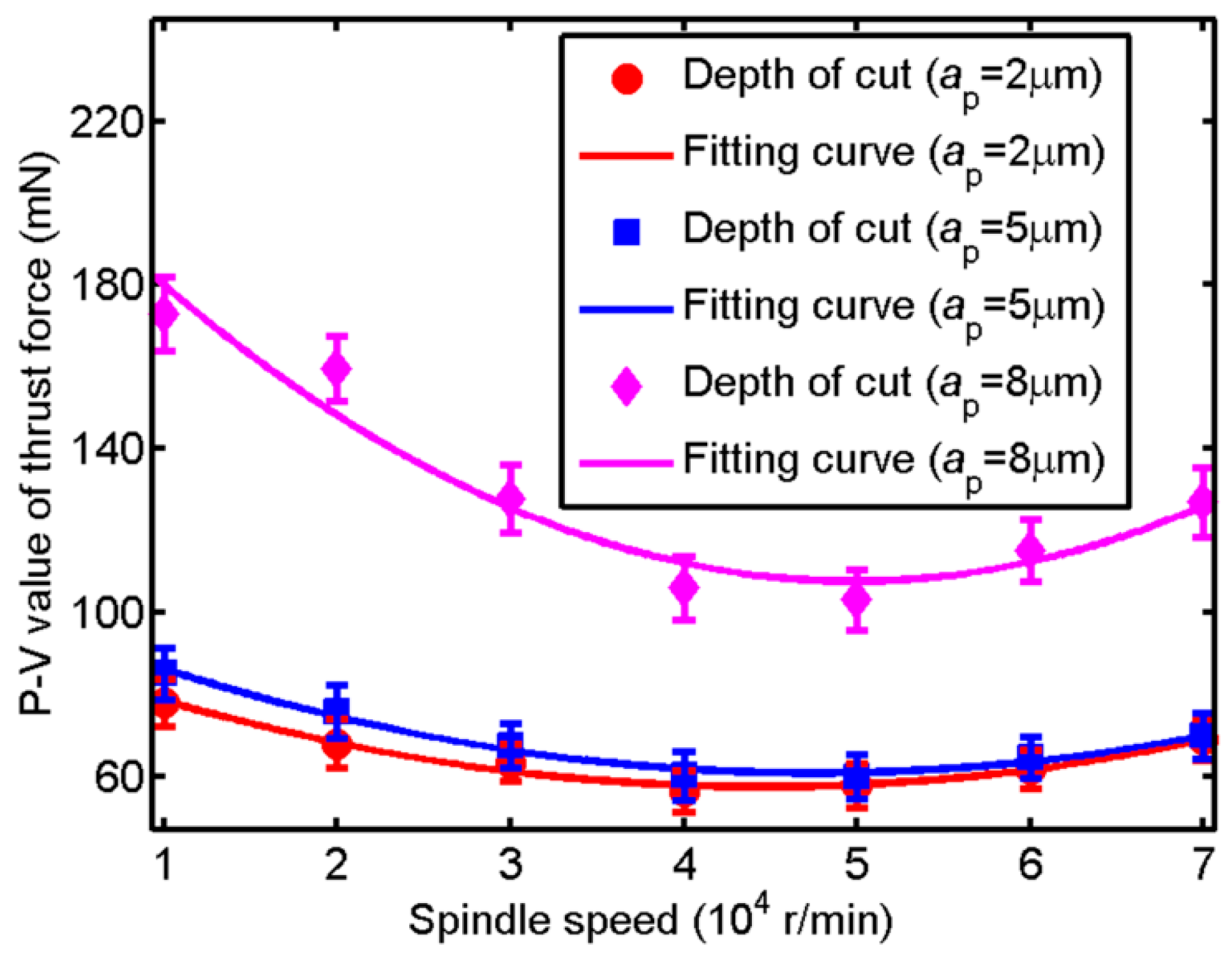
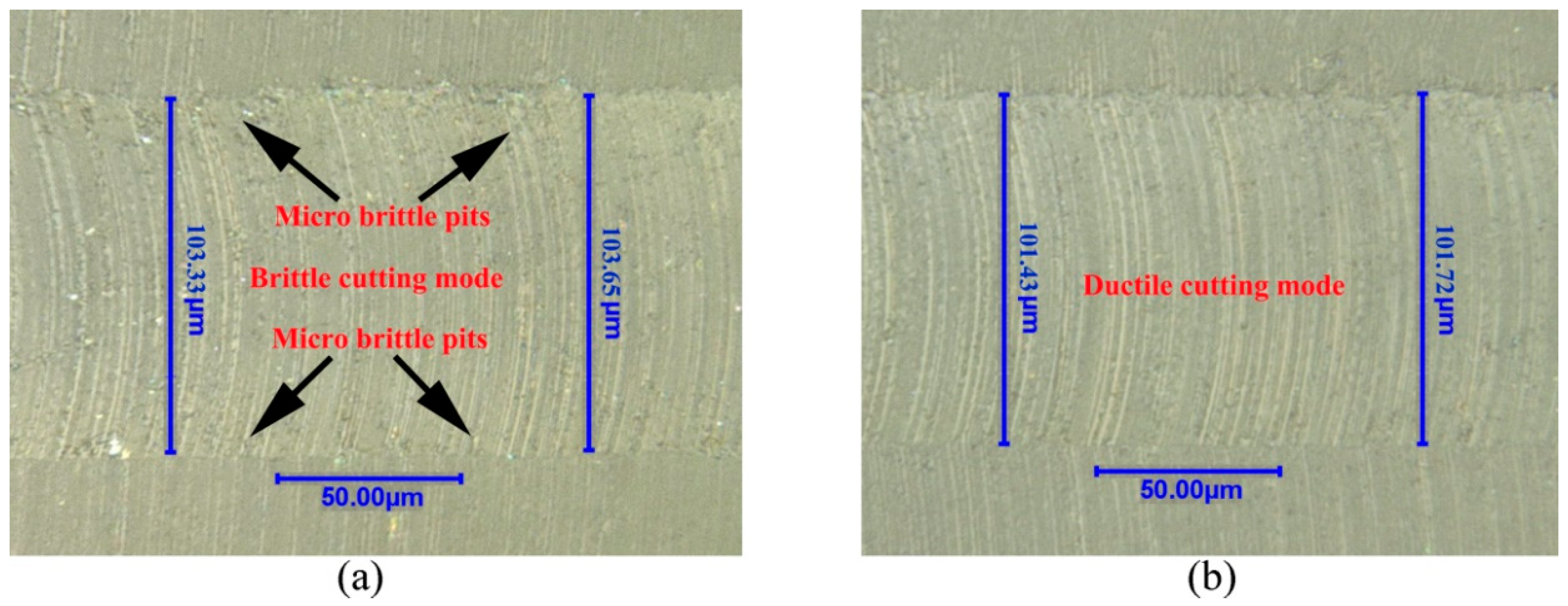
3.2.2. The Relationship between P-to-V Value of Cutting Force and Dimensional Error of Machined Groove
4. Conclusions
- (1)
- FFT analysis is a useful way to filter out the noises from the cross feed force and thrust force in micro ball end-milling of KDP crystal, while it is failed to filter the noises from the feed force because the feed force is relatively small which is easily influenced by external environment in the measurement.
- (2)
- The changing trend of roughness value Ra of machined grooves and the static component of the thrust force is similar except for the size effect area. The correlation coefficients between the static component of thrust force and roughness value Ra of machined grooves are larger than 0.97 indicating that the roughness value Ra of machined grooves could be predicted by monitoring the static component of the thrust force. Relatively large spindle speed helps to improve the machined surface roughness.
- (3)
- The dimensional error of machined groove would be predicted by monitoring the P-V value of thrust force. The dimensional error of the machined groove will increase when the spindle speed is small enough (causing brittle cutting) or large enough (reducing cutting stability) and the spindle speed with a moderate value helps to reduce the dimensional error of machined groove.
Author Contributions
Funding
Conflicts of Interest
References
- Chen, M.J.; Cheng, J.; Li, M.Q.; Xiao, Y. Study of modulation property to incident laser by surface micro-defects on KH2PO4 crystal. Chin. Phys. B 2012, 21, 064212. [Google Scholar] [CrossRef]
- Egashira, K.; Furukawa, T.; Yamaguchi, K.; Ota, M. Microcutting using a micro turn-milling machine. Precis. Eng. 2016, 44, 81–86. [Google Scholar] [CrossRef]
- Yadav, A.K.; Kumar, M.; Bajpai, V.; Singh, N.K.; Singh, R.K. FE modeling of burr size in high-speed micro-milling of Ti6Al4V. Precis. Eng. 2017, 49, 287–292. [Google Scholar] [CrossRef]
- Medeossi, F.; Sorgato, M.; Bruschi, S.; Savio, E. Novel method for burrs quantitative evaluation in micro-milling. Precis. Eng. 2018, 54, 379–387. [Google Scholar] [CrossRef]
- Chen, N.; Chen, M.J.; Guo, Y.Q.; Wang, X.B. Effect of cutting parameters on surface quality in ductile cutting of KDP crystal using self-developed micro PCD ball end mill. Int. J. Adv. Manuf. Technol. 2015, 78, 221–229. [Google Scholar] [CrossRef]
- Geraghty, P.; Carr, W.; Draggoo, V.; Hackel, R.; Mailhiot, C.; Norton, M. Surface damage growth mitigation on KDP/DKDP optics using single-crystal diamond micro-machining ball end mill contouring. In Proceedings of the Boulder Damage Symposium XXXVIII: Annual Symposium on Optical Materials for High Power Lasers, Boulder, CO, USA, 15 January 2007. [Google Scholar]
- Wang, S.F.; An, C.H.; Zhang, F.H.; Wang, J.; Lei, X.Y.; Zhang, J.F. An experimental and theoretical investigation on the brittle ductile transition and cutting force anisotropy in cutting KDP crystal. Int. J. Mach. Tools Manuf. 2016, 106, 98–108. [Google Scholar] [CrossRef]
- Ast, J.; Schwiedrzik, J.J.; Wehrs, J.; Frey, D.; Polyakov, M.N.; Michler, J.; Maeder, X. The brittle-ductile transition of tungsten single crystals at the micro-scale. Mater. Des. 2018, 152, 168–180. [Google Scholar] [CrossRef]
- An, C.H.; Fu, P.Q.; Zhang, F.H.; Xu, Q.; Zhang, J.F. Experimental investigation of cutting mechanism of KDP crystal. In Proceedings of the 5th International Symposium on Advanced Optical Manufacturing and Testing Technologies, Dalian, China, 6 October 2010. [Google Scholar]
- Chen, H.F.; Dai, Y.F.; Zheng, Z.W.; Gao, H.; Li, X.P. Effect of crystallographic orientation on cutting forces and surface finish in ductile cutting of KDP crystal. Mach. Sci. Technol. 2011, 15, 231–242. [Google Scholar] [CrossRef]
- Chen, M.J.; Liang, Y.C.; Wang, J.H.; Dong, S. Research on influence of crystal KDP anisotropy on critical condition of brittle-ductile transition in ultra-precision cutting. Key Eng. Mater. 2005, 315, 725–730. [Google Scholar]
- Tie, G.P.; Dai, Y.F.; Guan, C.L.; Zhu, D.C.; Song, B. Research on full-aperture ductile cutting of KDP crystal using spiral turning technique. J. Mater. Process. Technol. 2013, 213, 2137–2144. [Google Scholar] [CrossRef]
- Chen, N.; Chen, M.J.; Wu, C.Y.; Pei, X.D.; Qian, J.; Reynaerts, D. Research in minimum undeformed chip thickness and size effect in micro end-milling of potassium dihydrogen phosphate crystal. Int. J. Mech. Sci. 2017, 134, 387–398. [Google Scholar] [CrossRef]
- Chen, N.; Chen, M.J.; Wu, C.Y.; Pei, X.D. Cutting surface quality analysis in micro ball end-milling of KDP crystal considering size effect and minimum chip thickness. Precis. Eng. 2017, 50, 410–420. [Google Scholar] [CrossRef]
- De Oliveira, F.B.; Rodrigues, A.R.; Coelho, R.T.; De Souza, A.F. Size effect and minimum chip thickness in micro milling. Int. J. Mach. Tools Manuf. 2015, 89, 39–54. [Google Scholar] [CrossRef]
- Su, Y.; Jia, Z.; Niu, B.; Bi, G. Size effect of depth of cut on chip formation mechanism in machining of CFRP. Compos. Struct. 2017, 164, 316–327. [Google Scholar] [CrossRef]
- Arif, M.; Rahman, M.; San, W.Y. Analytical model to determine the critical conditions for the modes of material removal in the milling process of brittle material. J. Mater. Process. Technol. 2012, 212, 1925–1933. [Google Scholar] [CrossRef]
- Nurul Amin, A.K.M.; Bagum, M.N.; Fathiah, N.; Konneh, M.; Ariff, T.F.B.M. An experimental approach to determine the critical depth of cut in brittle-to-ductile phase transition during end milling of soda-lime glass. Arab. J. Sci. Eng. 2016, 41, 4553–4562. [Google Scholar] [CrossRef]
- Yang, H.; Cheng, J.; Chen, M.; Wang, J.; Liu, Z.; An, C. Optimization of morphological parameters for mitigation pits on rear KDP surface: experiments and numerical modeling. Opt. Express 2017, 25, 18332–18345. [Google Scholar] [CrossRef] [PubMed]
- Hrubesh, L.W.; Brusasco, R.M.; Grundler, W.; Norton, M.A.; Donohue, E.E.; Molander, W.A.; Thompson, S.L.; Strodtbeck, S.L.; Whitman, P.K.; Shirk, M.D.; et al. Methods for mitigating growth of laser-initiated surface damage on DKDP optics at 351 nm. In Proceedings of the XXXIV Annual Symposium on Optical Materials for High Power Lasers: Boulder Damage Symposium, Boulder, CO, USA, 30 May 2003. [Google Scholar]
- Sooraj, V.S.; Mathew, J. An experimental investigation on the machining characteristics of micro scale end milling. Int. J. Adv. Manuf. Technol. 2011, 56, 951–958. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, X.; Xu, H.; Jiang, K. Cutting force analysis in reaming of ZL102 aluminum cast alloys by PCD reamer. Int. J. Adv. Manuf. Technol. 2013, 67, 1509–1516. [Google Scholar] [CrossRef]
- Fard, M.J.B.; Bordatchev, E.V. Experimental study of the effect of tool orientation in five-axis micro-milling of brass using ball-end mills. Int. J. Adv. Manuf. Technol. 2013, 67, 1079–1089. [Google Scholar] [CrossRef]
- Chen, N.; Chen, M.J.; Wu, C.Y.; Guo, Y.Q.; Wang, Y.N. The design and optimization of micro polycrystalline diamond ball end mill for repairing micro-defects on the surface of KDP crystal. Precis. Eng. 2016, 43, 345–355. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spindle Speed n (104 r/min) | Depth of Cut ap (μm) | Feed per Tooth f (μm/z) | Cutting Length l (mm) | Tilt Angle β (°) |
|---|---|---|---|---|
| 1, 2, 3, 4, 5, 6, 7 | 2, 5, 8 | 1 | 3 | 30 |
| Depth of Cut (μm) | 2 | 5 | 8 |
|---|---|---|---|
| Correlation Coefficients | 0.9964 | 0.9745 | 0.9894 |
| Depth of Cut (μm) | 2 | 5 | 8 |
|---|---|---|---|
| Correlation Coefficients | 0.7272 | 0.5899 | 0.5182 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, N.; Wu, C.; Chen, M.; Li, L.; He, N. Research on the Relationship between Cutting Force and Machined Surface Quality in Micro Ball End-Milling of Potassium Dihydrogen Phosphate Crystal. Micromachines 2018, 9, 574. https://doi.org/10.3390/mi9110574
Chen N, Wu C, Chen M, Li L, He N. Research on the Relationship between Cutting Force and Machined Surface Quality in Micro Ball End-Milling of Potassium Dihydrogen Phosphate Crystal. Micromachines. 2018; 9(11):574. https://doi.org/10.3390/mi9110574
Chicago/Turabian StyleChen, Ni, Chunya Wu, Mingjun Chen, Liang Li, and Ning He. 2018. "Research on the Relationship between Cutting Force and Machined Surface Quality in Micro Ball End-Milling of Potassium Dihydrogen Phosphate Crystal" Micromachines 9, no. 11: 574. https://doi.org/10.3390/mi9110574
APA StyleChen, N., Wu, C., Chen, M., Li, L., & He, N. (2018). Research on the Relationship between Cutting Force and Machined Surface Quality in Micro Ball End-Milling of Potassium Dihydrogen Phosphate Crystal. Micromachines, 9(11), 574. https://doi.org/10.3390/mi9110574