
Experimental Analysis of Fabrication Parameters in the Development of Microfluidic Paper-Based Analytical Devices (µPADs)


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
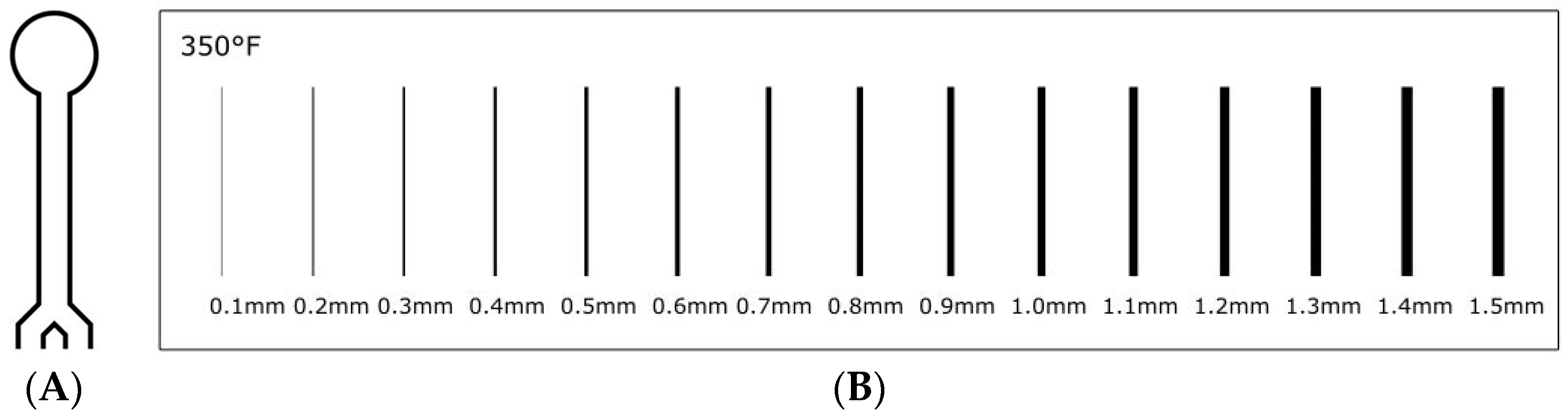
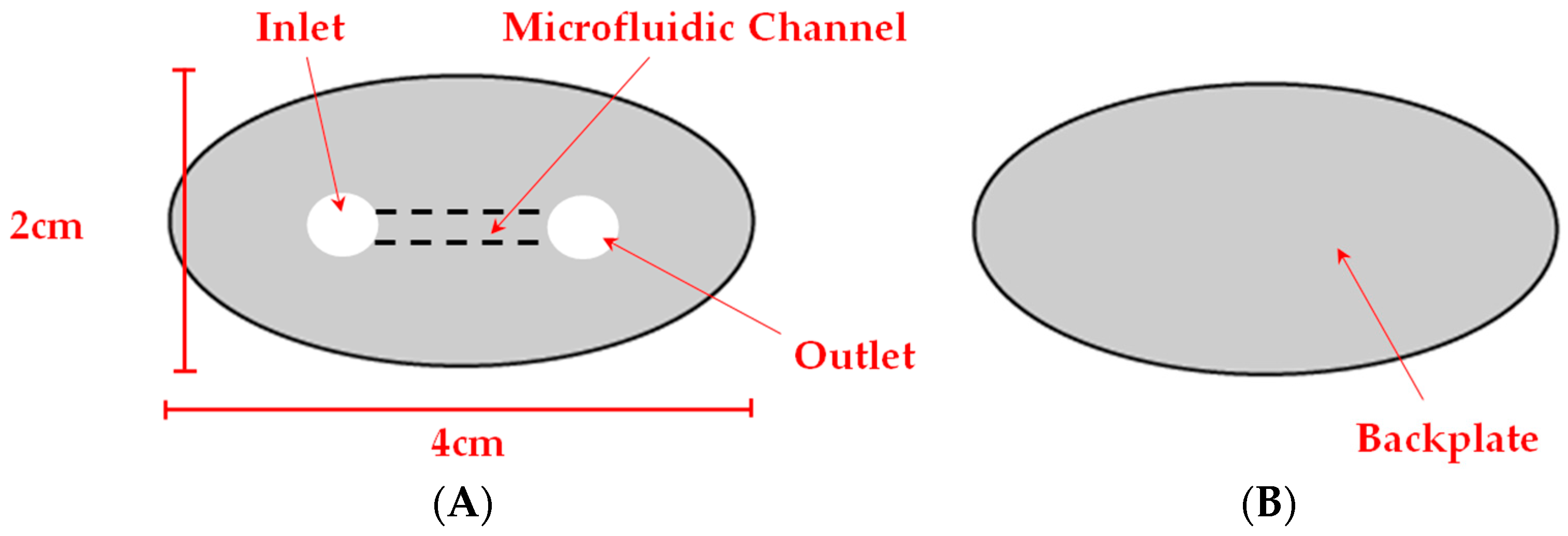
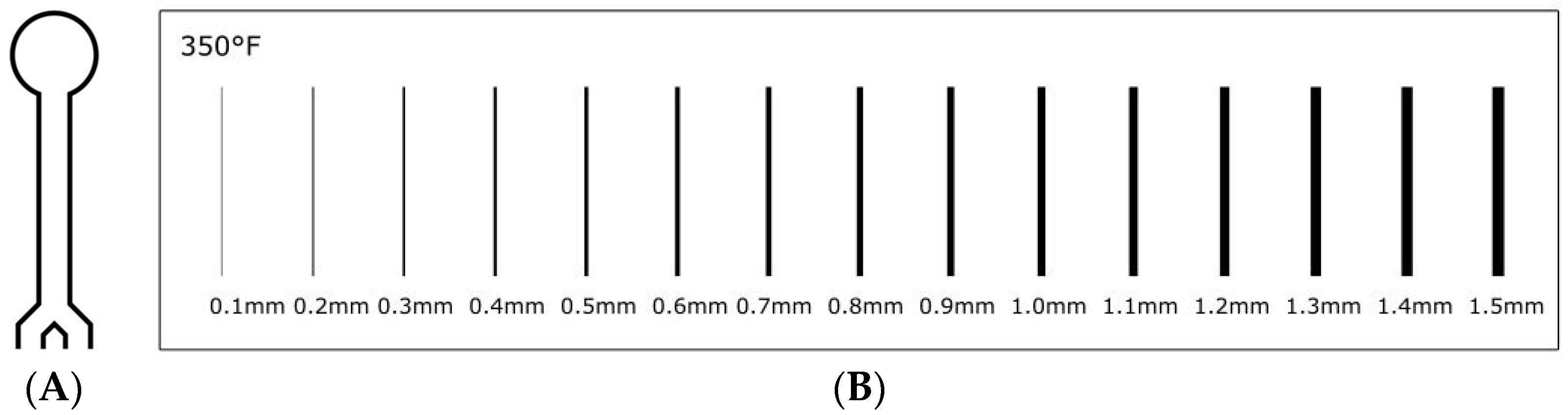
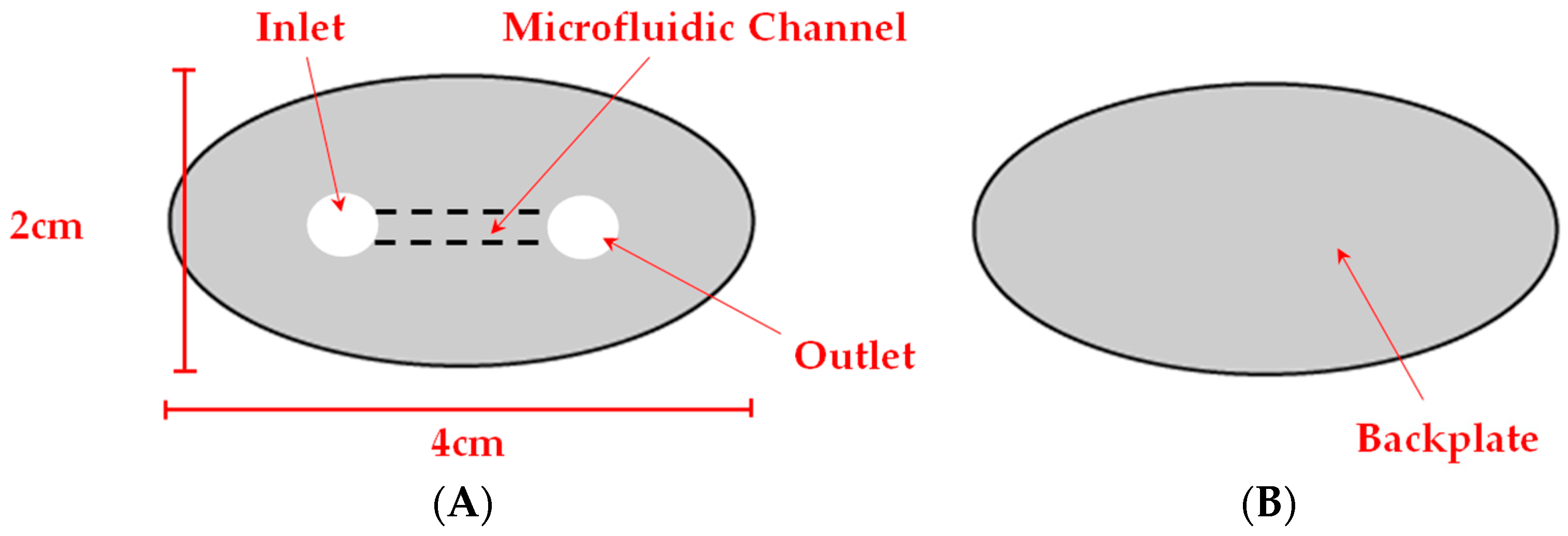
2.2. Fabrication
3. Results and Discussion
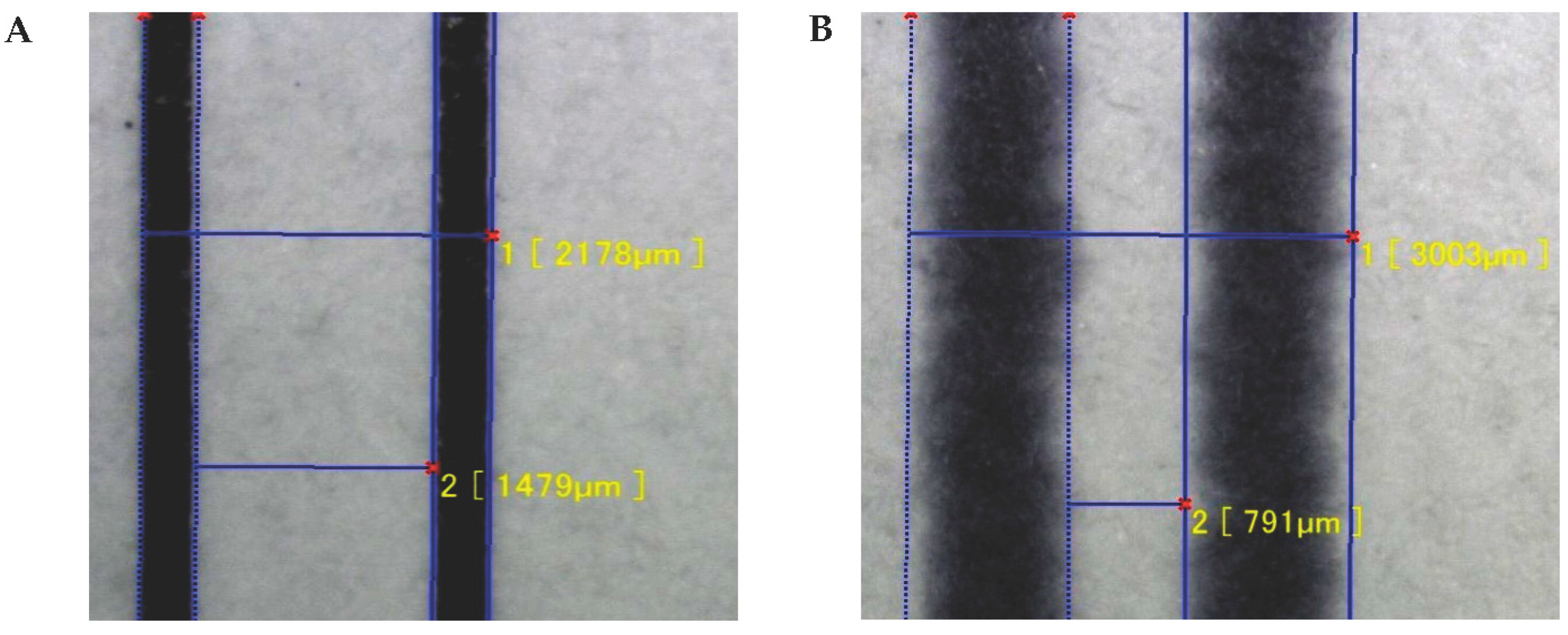
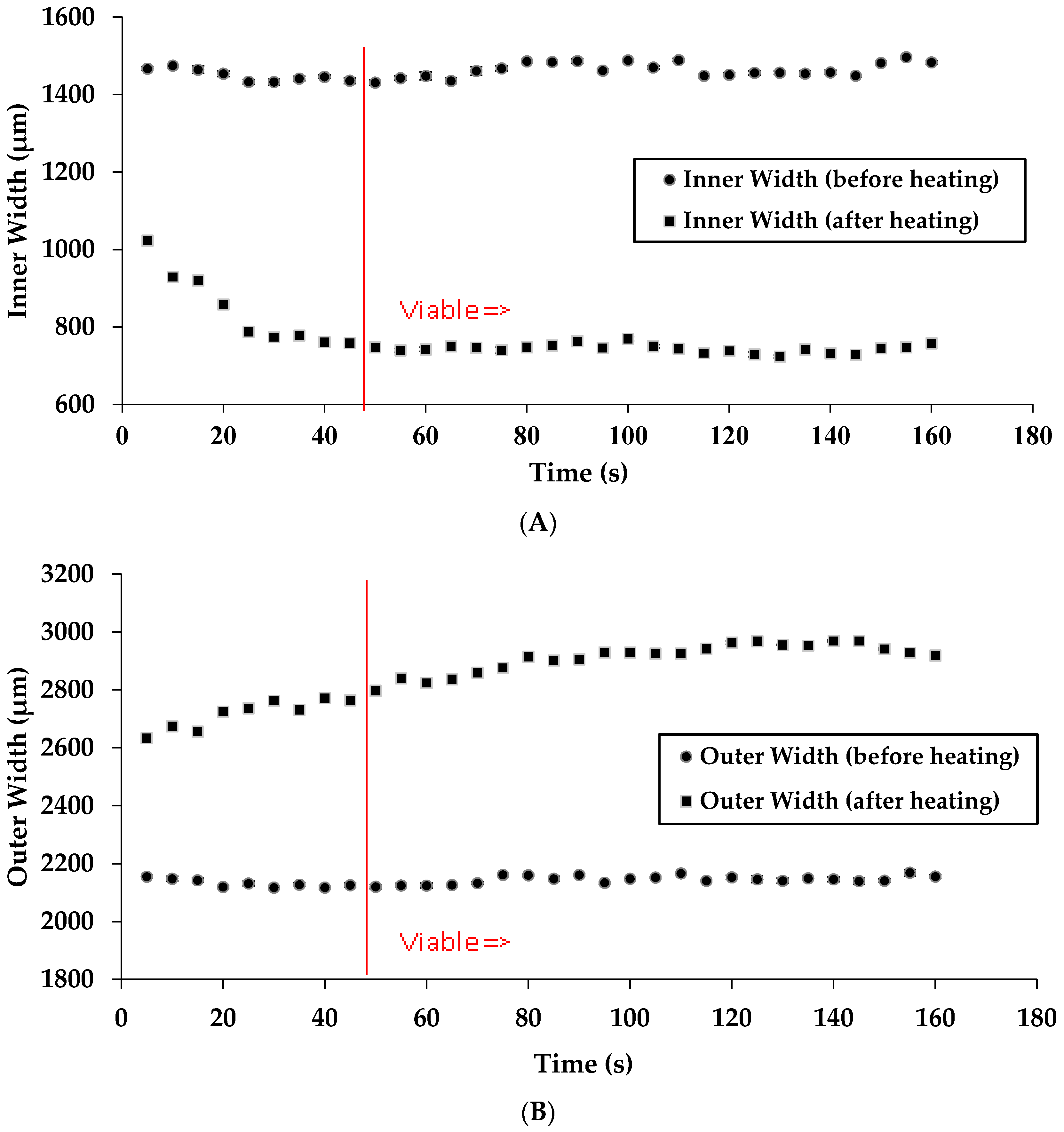
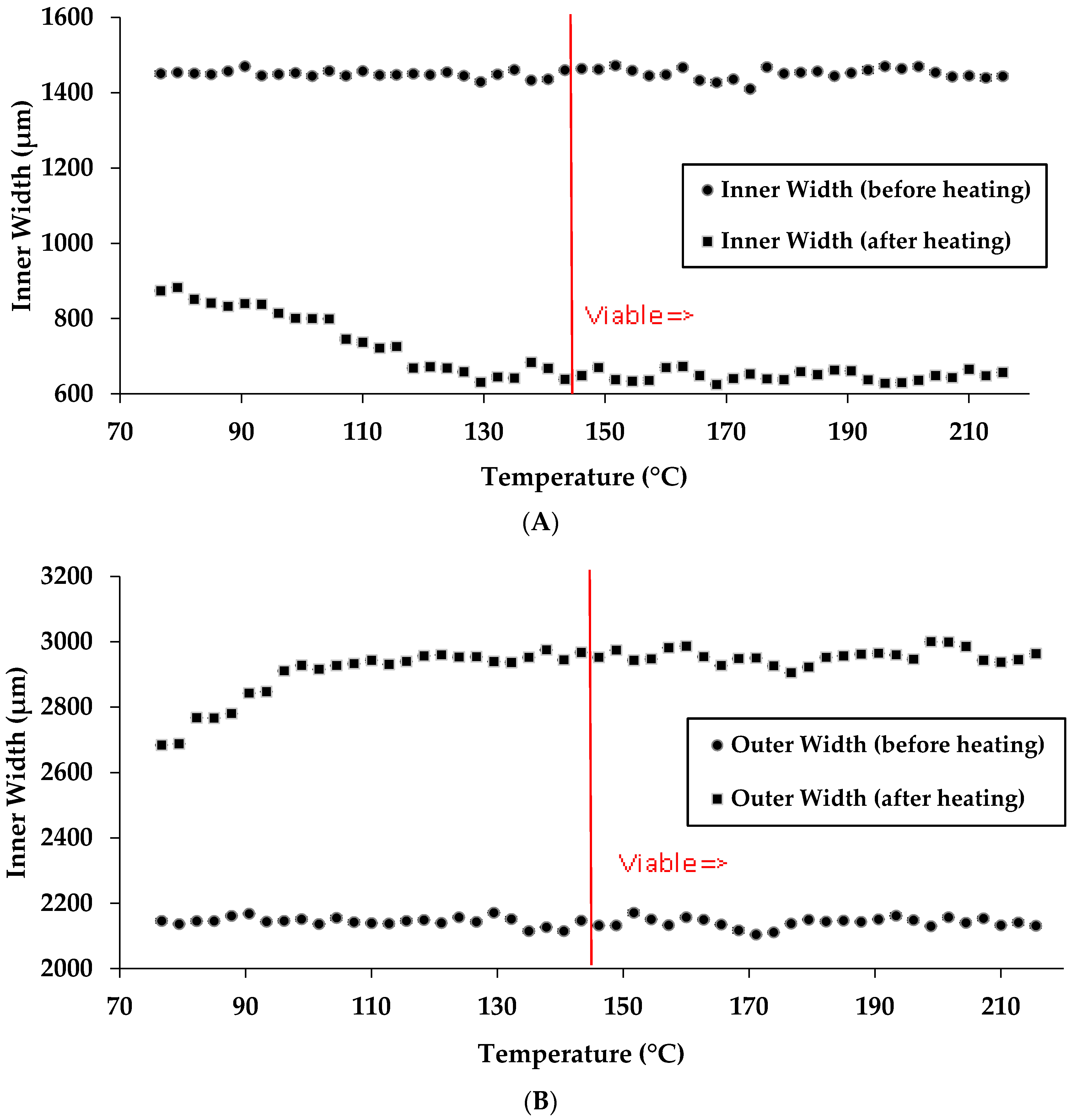
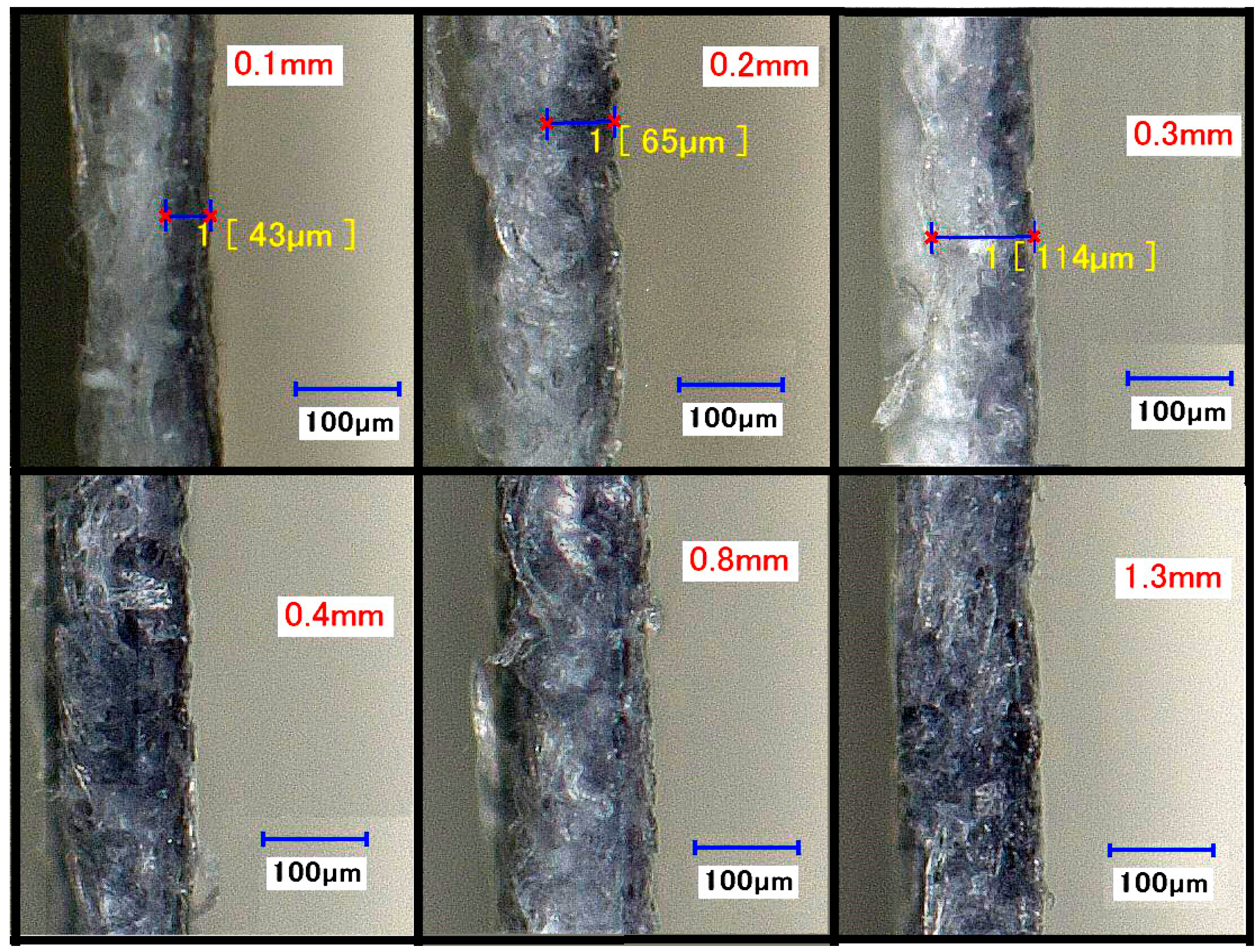
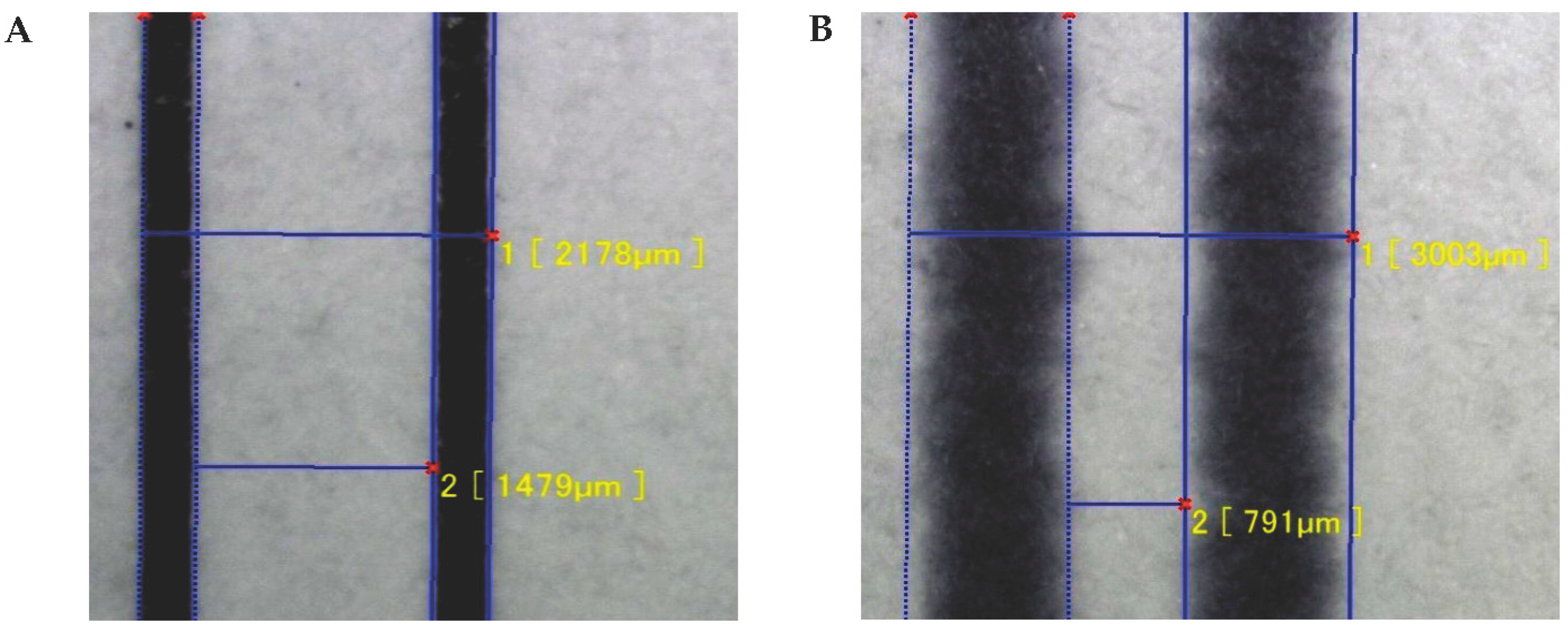
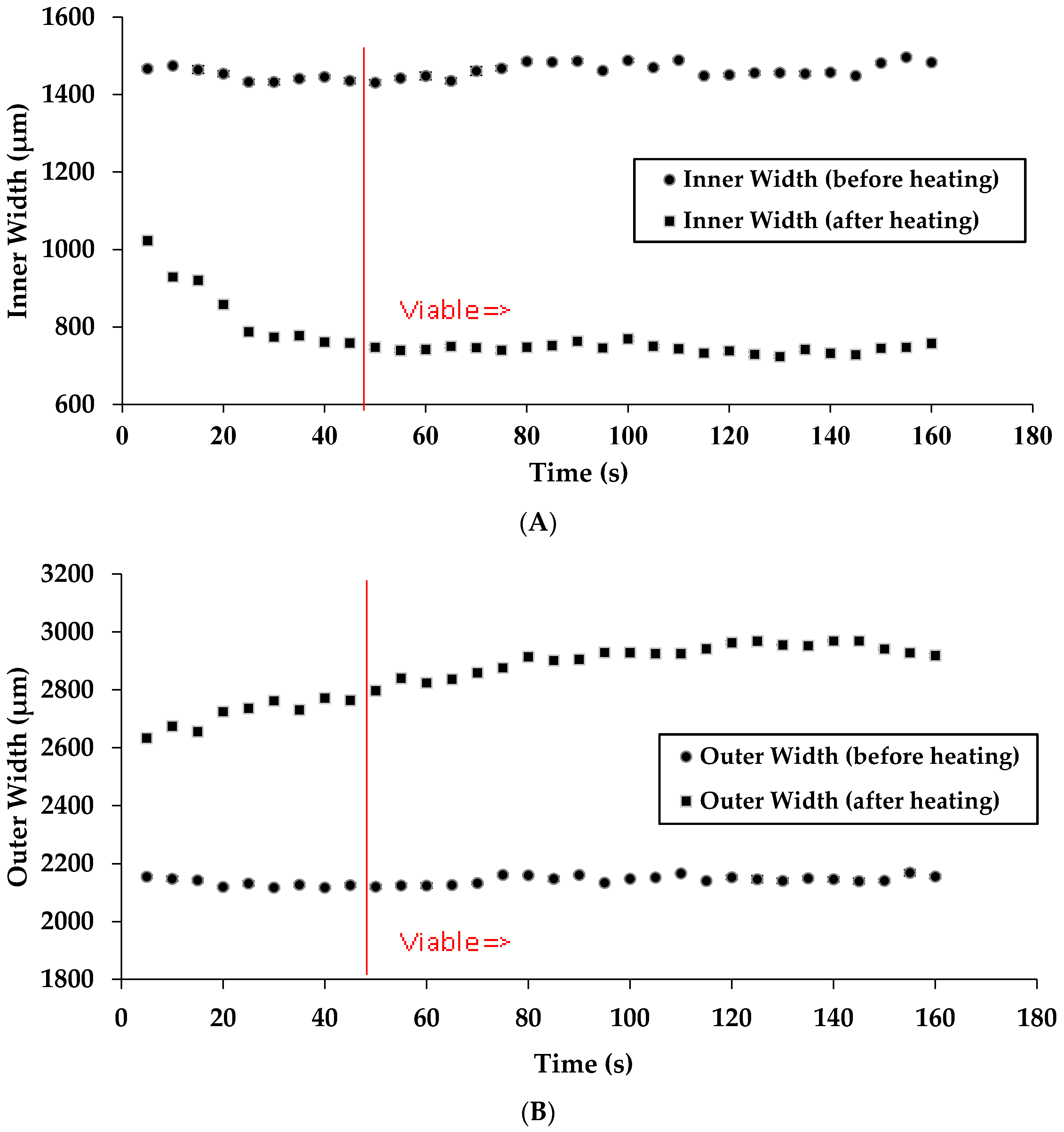
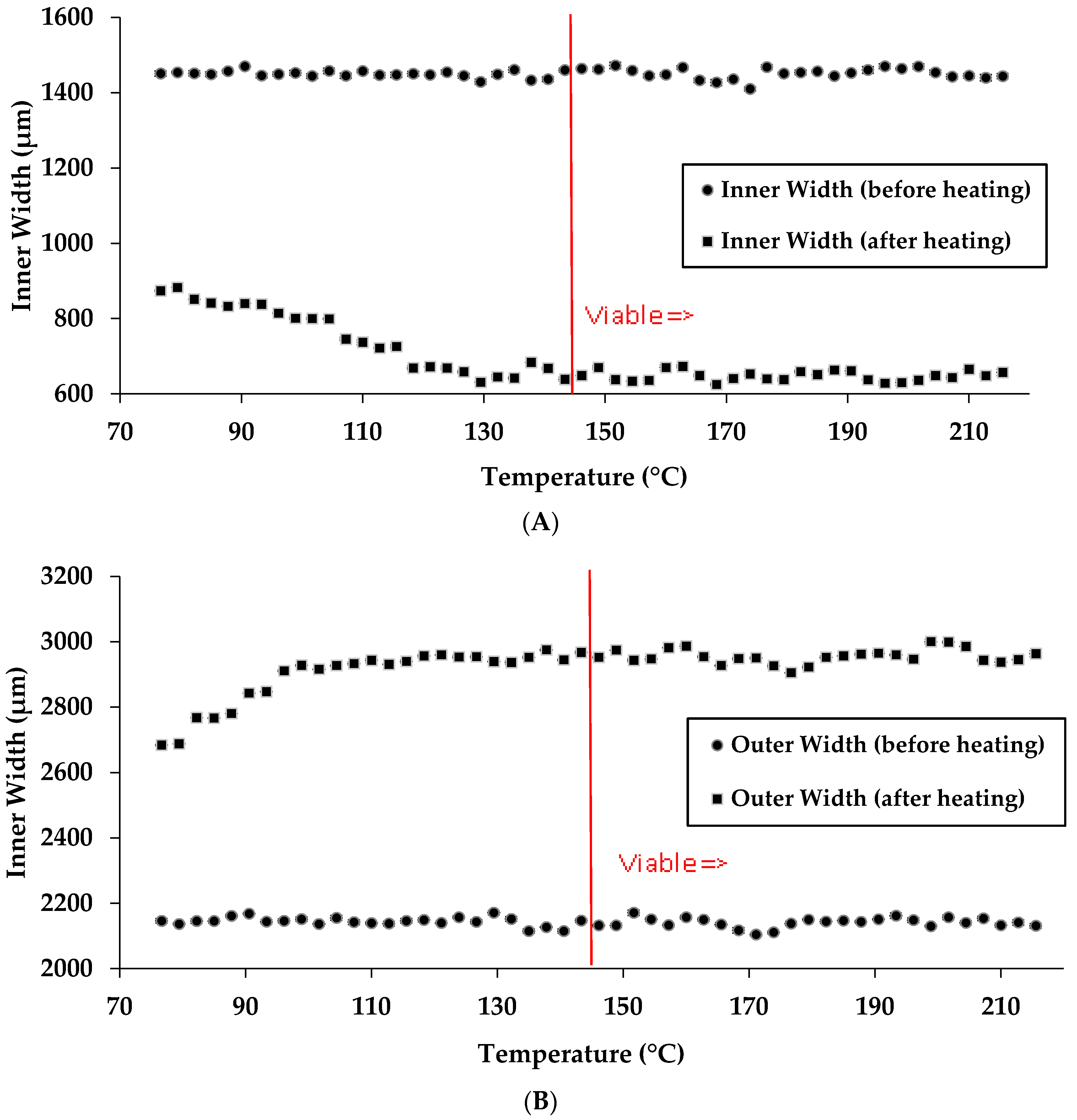
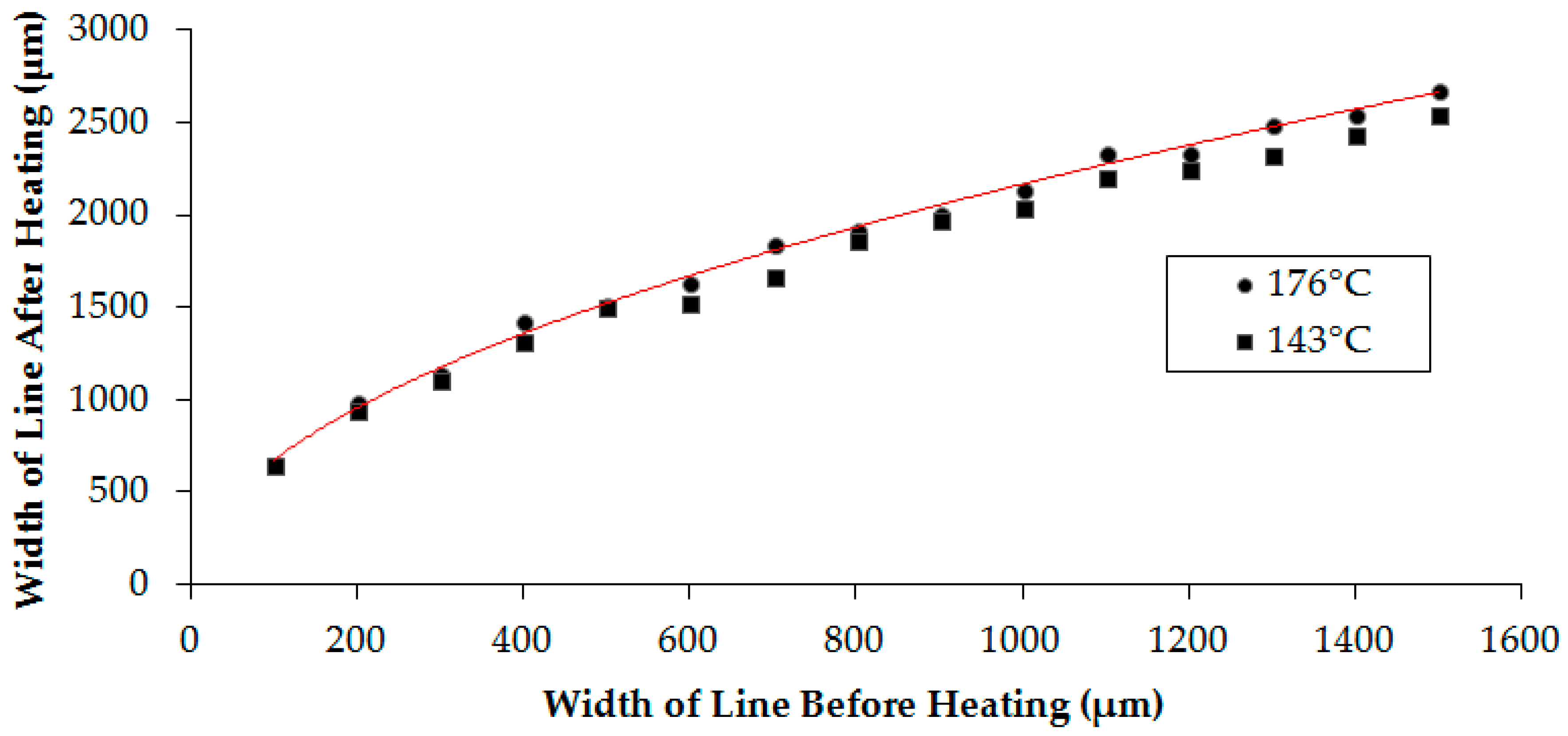
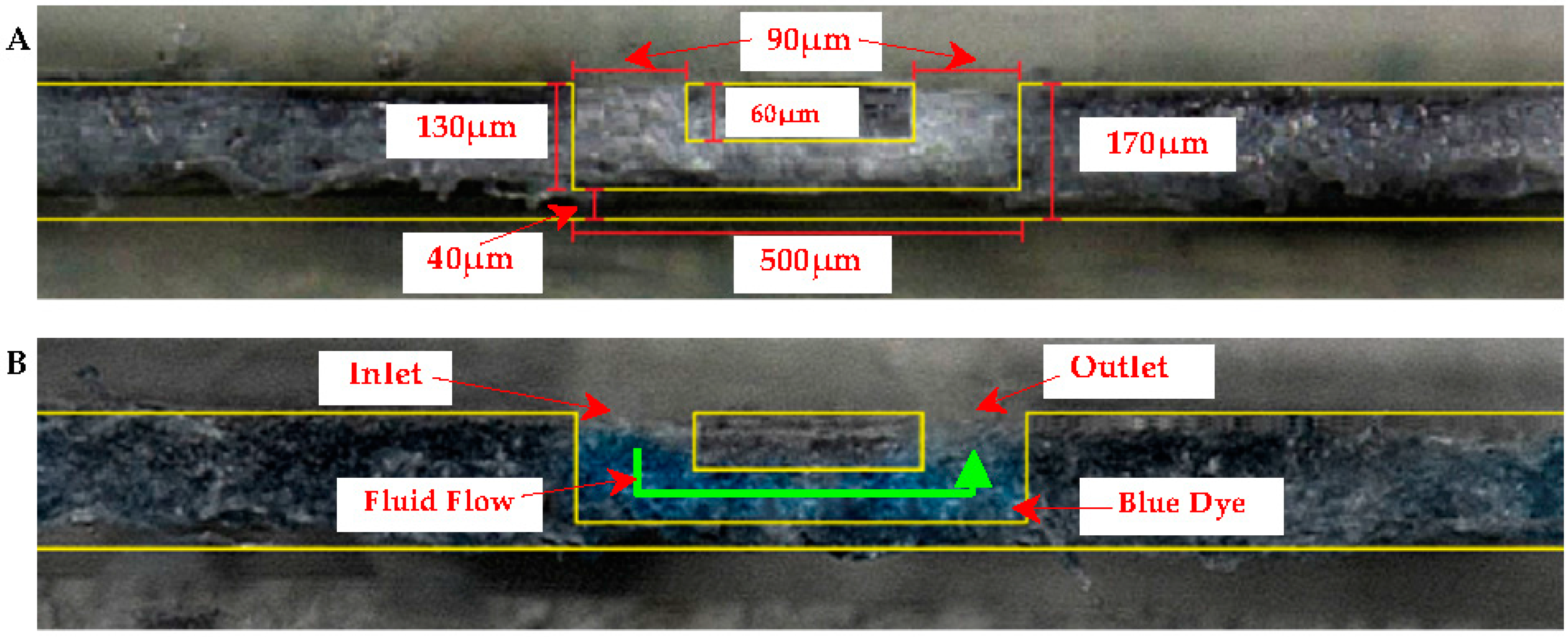
3.1. Analysis of µPAD Channel Widths
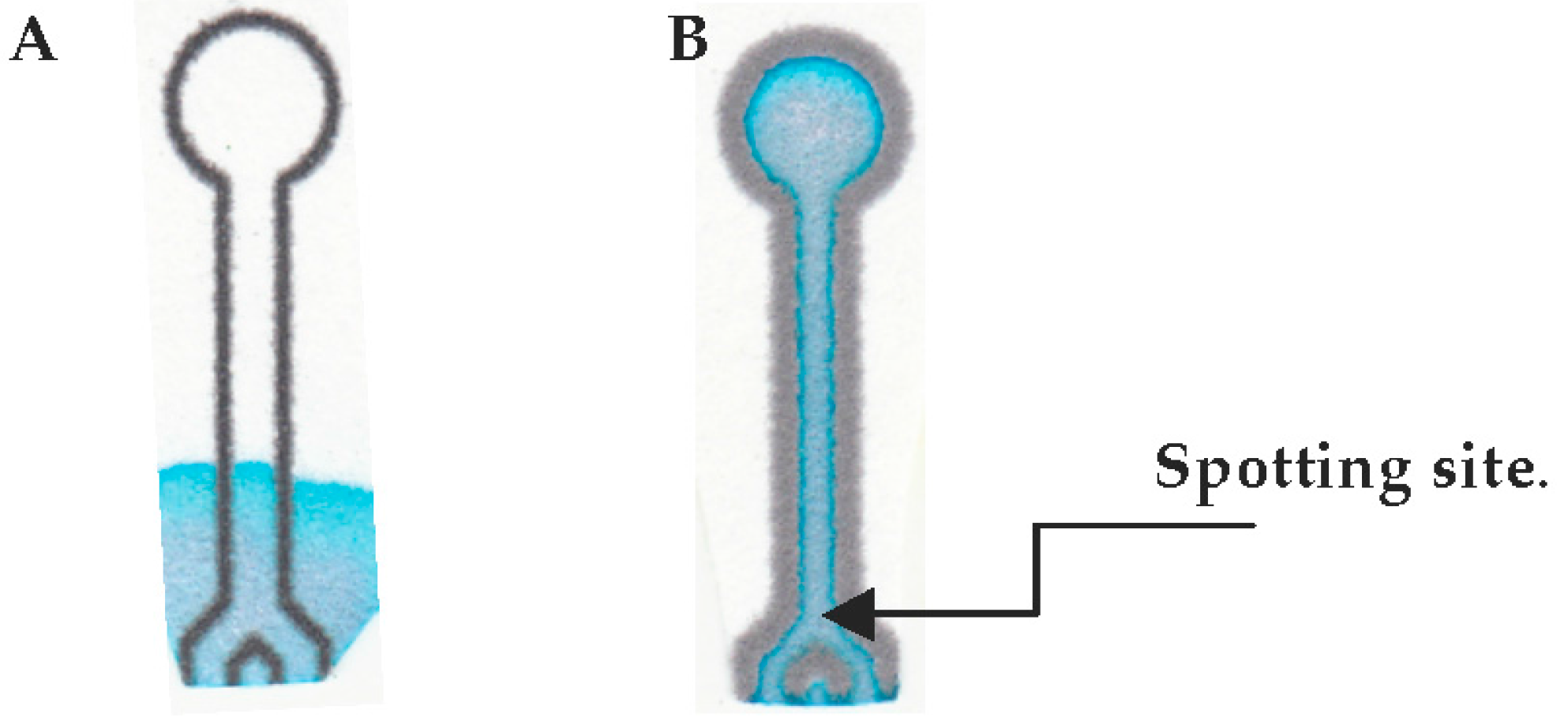
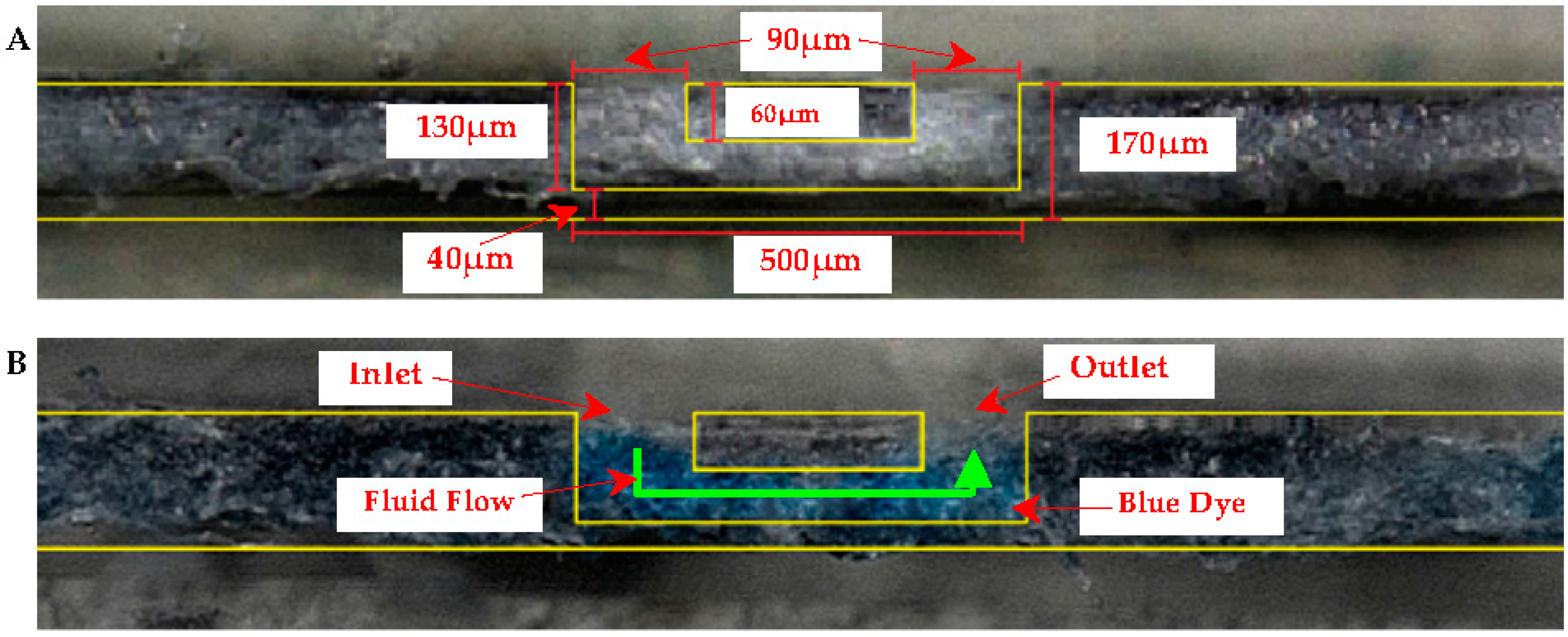
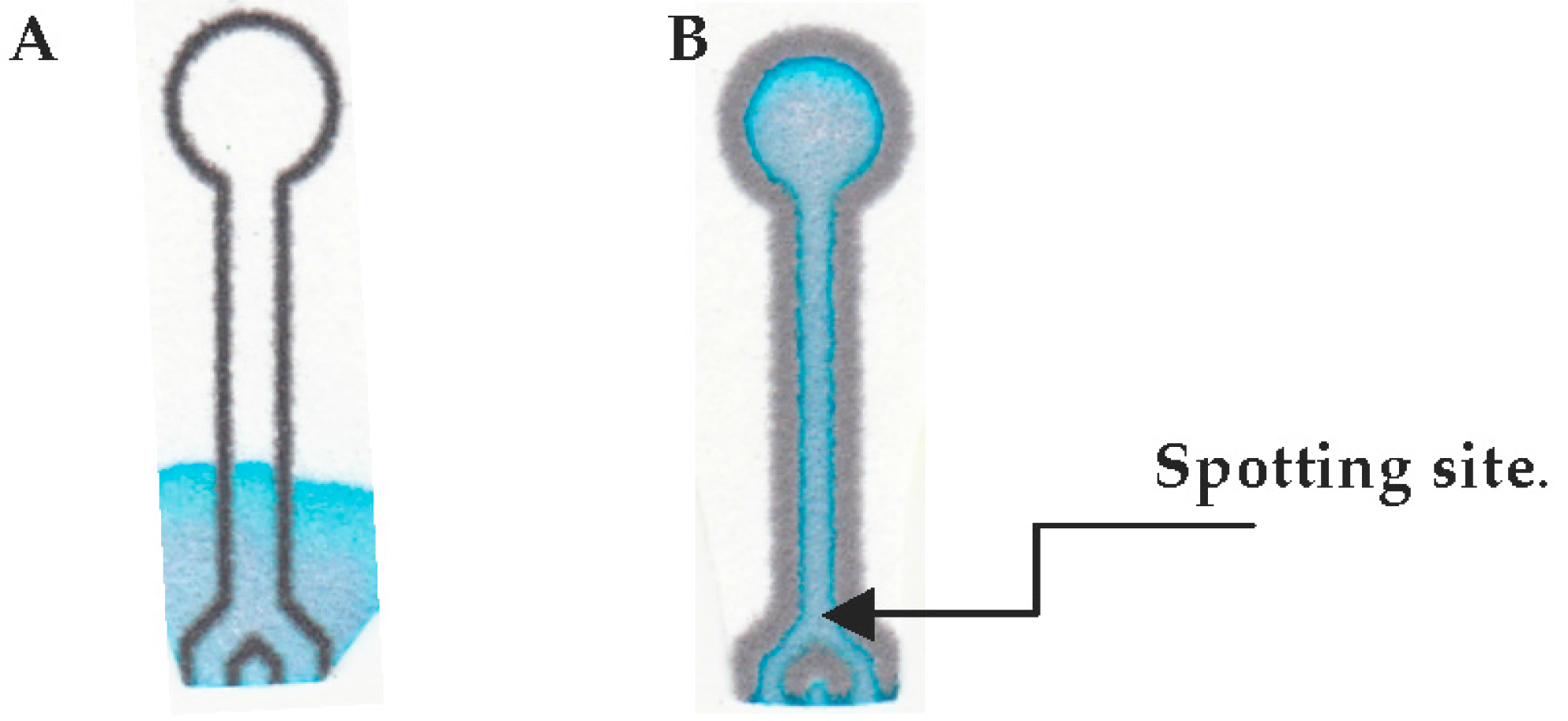
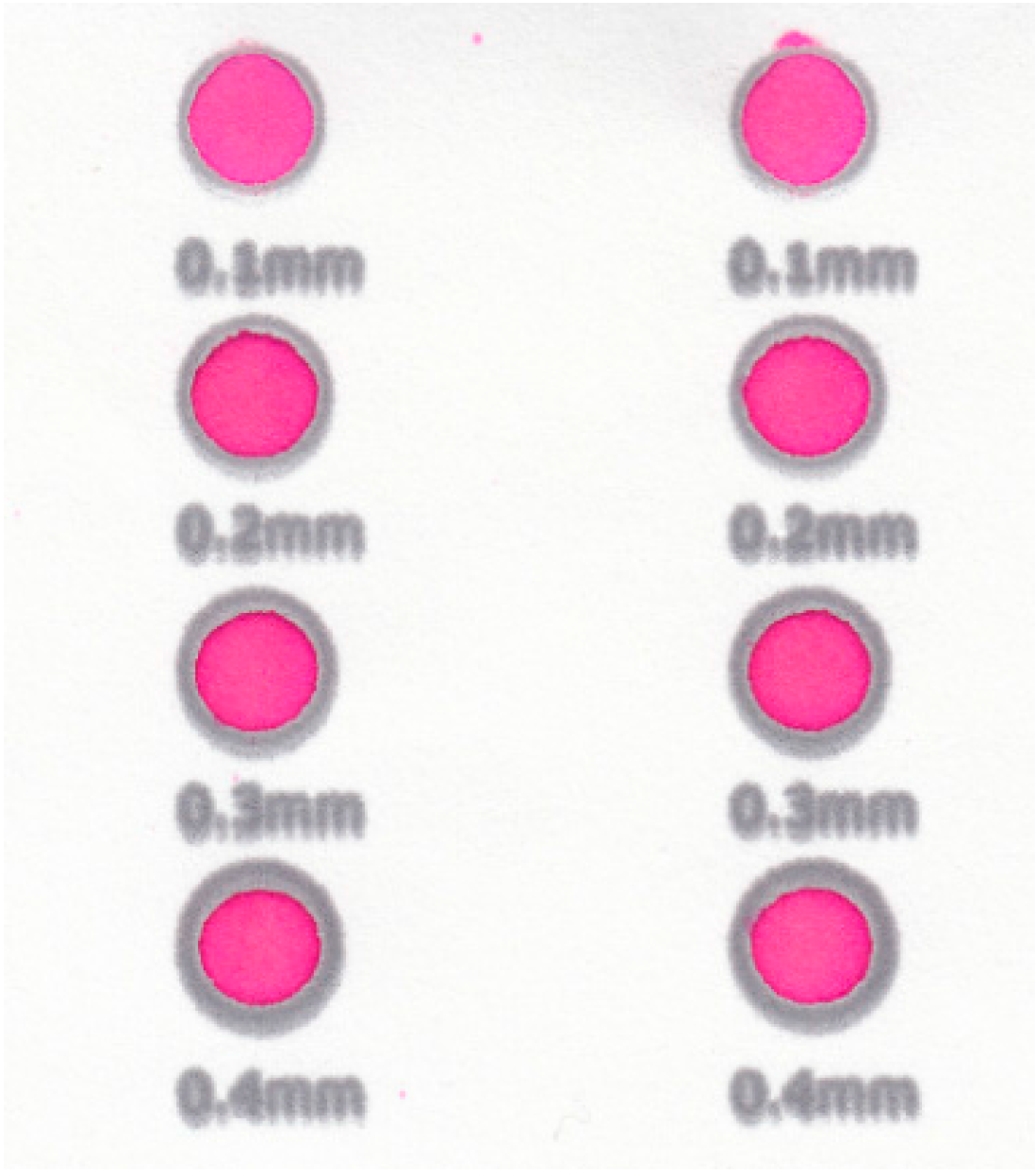
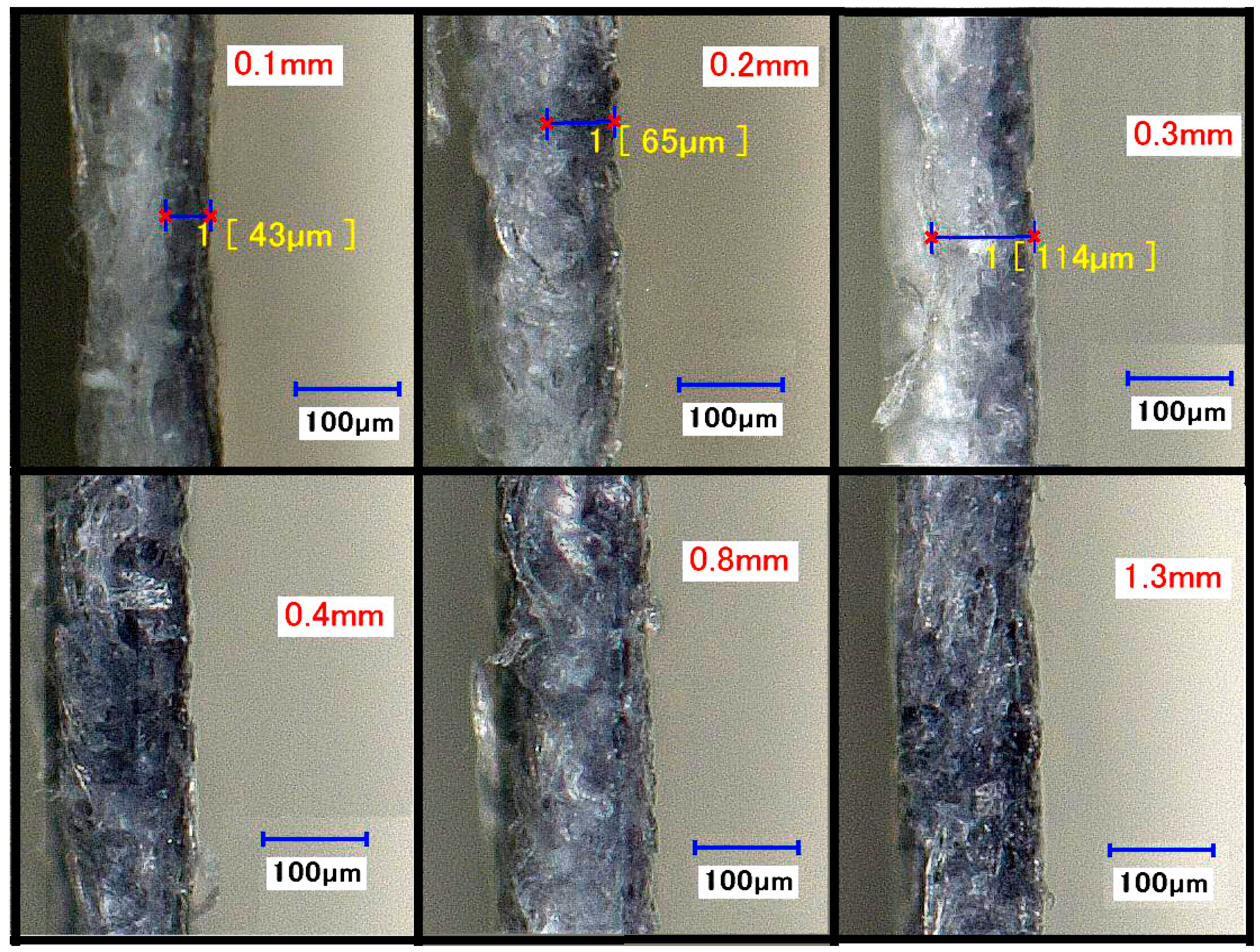
3.2. Wax-Ink Permeation
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mark, D.; Haeberle, S.; Roth, G.; Stetten, F.; Zengerle, R. Microfluidic lab-on-a-chip platforms: Requirements, characteristics and applications. Chem. Soc. Rev. 2010, 39, 1153–1182. [Google Scholar] [CrossRef] [PubMed]
- Chitnis, G.; Ding, Z.; Chang, C.; Savran, C.A.; Ziaie, B. Laser-treated hydrophobic paper: An inexpensive microfluidic platform. Lab Chip 2011, 11, 1161–1165. [Google Scholar] [CrossRef] [PubMed]
- Ahn, C.H.; Choi, J.; Beaucage, G.; Nevin, J.H.; Lee, J.; Puntambekar, A.; Lee, J.Y. Disposable smart-lab on a chip for point-of-care clinical diagnostics. Electr. Eng. 2004, 92, 154–173. [Google Scholar] [CrossRef]
- Fürjes, P.; Holezer, E.G.; Tóth, E.; Iván, K.; Fekete, Z.; Bernier, D.; Dortu, F.; Giannone, D. PDMS microfluidics developed for polymer based photonic biosensors. Microsyst. Technol. 2015, 21, 581–590. [Google Scholar] [CrossRef]
- Sun, X.; Peeni, B.A.; Yang, W.; Becerril, H.A.; Woolley, A.T. Rapid protyping of poly(methyl methacrylate) microfluidic systems using solvent imprinting and bonding. J. Chromatogr. A 2007, 1162, 162–166. [Google Scholar] [CrossRef] [PubMed]
- Martinez, A.W.; Phillips, S.T.; Whitesides, G.M. Three-dimensional microfluidic devices fabricated in layered paper and tape. Proc. Natl. Acad. Sci. USA 2008, 105, 19606–19611. [Google Scholar] [CrossRef] [PubMed]
- Whitesides, G.M. The origins and the future of microfluidics. Nature 2006, 442, 368–373. [Google Scholar] [CrossRef] [PubMed]
- Schilling, K.M.; Jauregui, D.; Martinez, A.W. Paper and toner three-dimensional fluidic devices: Programming fluid flow to improve point-of-care diagnostics. Lab Chip 2013, 13, 628–631. [Google Scholar] [CrossRef] [PubMed]
- Lutz, B.R.; Trinh, P.; Ball, C.; Fu, E.; Yager, P. Two-dimensional paper networks: Programmable fluidic disconnects for multi-step processes in shaped paper. Lab Chip 2011, 11, 4274–4278. [Google Scholar] [CrossRef] [PubMed]
- Noh, H.; Phillips, S.T. Fluidic timers for time-dependent, point- of-care assays on paper. Anal. Chem. 2010, 82, 8071–8078. [Google Scholar] [CrossRef] [PubMed]
- Yetisen, A.K.; Akram, M.S.; Lowe, C.R. Paper-based microfluidic point-of-care diagnostic devices. Chem. Soc. Rev. 2013, 13, 2210–2251. [Google Scholar] [CrossRef] [PubMed]
- Martinez, A.W.; Phillips, S.T.; Butte, M.J.; Whitesides, G.M. Patterned paper as a platform for inexpensive, low-volume, portable bioassays. Angew. Chem. Int. Ed. 2007, 46, 1318–1320. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.; Hao, X.; Wang, C.; Zhang, B.; Wang, W. Rapid and low cost replication of complex microfluidic structures with PDMS double casting technology. Microsyst. Technol. 2014, 20, 1933–1940. [Google Scholar] [CrossRef]
- Yi, X.; Kodziu, R.; Gong, X.; Xiao, K.; Wen, W. A simple method of fabrication mask-free microfluidic devices for biological analysis. Biomicrofluidics 2010, 4, 036503. [Google Scholar] [CrossRef] [PubMed]
- Songjaroen, T.; Dungchai, W.; Chailapakul, O.; Laiwattanapaisal, W. Novel, simple and low-cost alternative method for fabrication of paper-based microfluidics by wax dipping. Talanta 2011, 85, 2587–2593. [Google Scholar] [CrossRef] [PubMed]
- Gallibu, C.; Gallibu, C.; Avoundjian, A.; Gomez, F.A. Easily fabricated microfluidic devices using permanent marker inks for enzyme assays. Micromachines 2016, 7, 6. [Google Scholar] [CrossRef]
- Carrilho, E.; Martinez, A.W.; Whitesides, G.M. Understanding wax printing: A simple micropatterning process for paper- based microfluidics. Anal. Chem. 2009, 81, 7091–7095. [Google Scholar] [CrossRef] [PubMed]
- Avoundjian, A.; Jalali-Heravi, M.; Gomez, F.A. Use of a computational model to optimize a glucose assay on a paper microfluidic platform. Anal. Bioanal. Chem. 2017. [Google Scholar] [CrossRef]
- Li, X.; Tian, J.; Shen, W. Progress in patterned paper sizing for fabrication of paper-based microfluidic sensors. Cellulose 2010, 17, 649–659. [Google Scholar] [CrossRef]
- Lu, Y.; Shi, W.; Jian, L.; Qin, J.; Lin, B. Rapid prototyping of paper-based microfluidics with wax for low-cost portable bioassay. Electrophoresis 2009, 30, 1497–1500. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Original (µm) (Before Heating) | Experimental (µm) (After Heating) | Theoretical (µm) (After Heating) | Percent Error |
|---|---|---|---|
| 236 | 1067 | 1041 | 2.50% |
| 336 | 1297 | 1245 | 4.18% |
| 456 | 1464 | 1454 | 0.69% |
| 812 | 1941 | 1948 | 0.36% |
| 985 | 2118 | 2148 | 1.40% |
| OCW (µm) | W1 (µm) Before/After Heating | Theoretical FCW (µm) | Experimental FCW (µm) | Percent Error | |
|---|---|---|---|---|---|
| 1500 | 236 | 1067 | 433 | 451 | 4.16% |
| 1700 | 336 | 1297 | 403 | 430 | 6.70% |
| 2200 | 456 | 1464 | 736 | 739 | 0.41% |
| 2800 | 812 | 1941 | 859 | 844 | 1.75% |
| 3800 | 985 | 2118 | 1682 | 1635 | 2.79% |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, W.; Gomez, F.A. Experimental Analysis of Fabrication Parameters in the Development of Microfluidic Paper-Based Analytical Devices (µPADs). Micromachines 2017, 8, 99. https://doi.org/10.3390/mi8040099
Lee W, Gomez FA. Experimental Analysis of Fabrication Parameters in the Development of Microfluidic Paper-Based Analytical Devices (µPADs). Micromachines. 2017; 8(4):99. https://doi.org/10.3390/mi8040099
Chicago/Turabian StyleLee, Wilson, and Frank A. Gomez. 2017. "Experimental Analysis of Fabrication Parameters in the Development of Microfluidic Paper-Based Analytical Devices (µPADs)" Micromachines 8, no. 4: 99. https://doi.org/10.3390/mi8040099
APA StyleLee, W., & Gomez, F. A. (2017). Experimental Analysis of Fabrication Parameters in the Development of Microfluidic Paper-Based Analytical Devices (µPADs). Micromachines, 8(4), 99. https://doi.org/10.3390/mi8040099