3.1. Hybrid Mask Mold
The fabrication of the hybrid mask mold was started with the deposition of a 30-nm aluminum (Al) thin film on a quartz substrate. The Al thin film layer works, firstly, as a conductive discharging layer of electrons exposed during the electron-beam lithography and, secondly, as a hard mask for the quartz substrate etching. After the aluminum deposition, S1813 photoresist was spun on the aluminum layer with a spin speed of 3000 rpm for 60 s and baked on a hotplate with 115 °C for 60 s. After the UV exposure with the exposure dose of 120 mJ/cm
2, it was developed by MF-319. Then, a 100 nm-thick chromium alignment mark was formed by the lift-off process using sonication in acetone for 3 min (
Figure 4a). Then, a copolymer resist was coated on top of the substrate with a spin speed of 4000 rpm for 60 s and baked on a 150-°C hotplate for 90 s. Polymethyl methacrylate (PMMA) was directly coated on the copolymer with 4000 rpm for 60 s and baked on a 180-°C hotplate for 90 s. Electron-beam lithography was carried out with an exposure dose of 300 μC/cm
2 (
Figure 4b). PMMA was developed using a mixed solution of isopropyl alcohol (IPA) and methyl ethyl ketone (MEK) in a ratio of 3:1 for 8 min with light agitation. Twenty nanometers-thick chromium was then deposited by using an electron-beam evaporator. After sonication in acetone, a triangular array of circular dots was formed (
Figure 4c). The aluminum layer was dry etched by an inductively coupled plasma reactive ion etcher (ICP-RIE) with chlorine-based gases (15 sccm of BCl
3, 5 sccm of Ar, 500 W of ICP and 30 W of bias power). Chromium dots were used as a hard mask for etching the aluminum layer. The quartz substrate was then etched to form approximately a 300 nm-tall rod array by using fluorine-based dry etching (40 sccm of CHF
3, 10 sccm of Ar, 800 W of ICP and 100 W of bias power) (
Figure 4e). Both the chromium and aluminum hard masks were removed by wet etch processes with commercially available CR-9S and aluminum etchant, respectively (
Figure 4f). For the micron size features, the S1813 photoresist lift-off process was carried out for the formation of a 100 nm-thick chromium pattern of a micron-scale photomask, the same as the formation of the chromium alignment marks (
Figure 4g). The final fabrication step of the hybrid mask mold was a conformal coating of a self-assembled monolayer (SAM) of 1H,1H,2H,2H-perfluorodecyltrichlorosilane (FDTS) on the surface of the hybrid mask mold. This is for the easy detachment from the hybrid mask mold of the resist layer after imprinting.
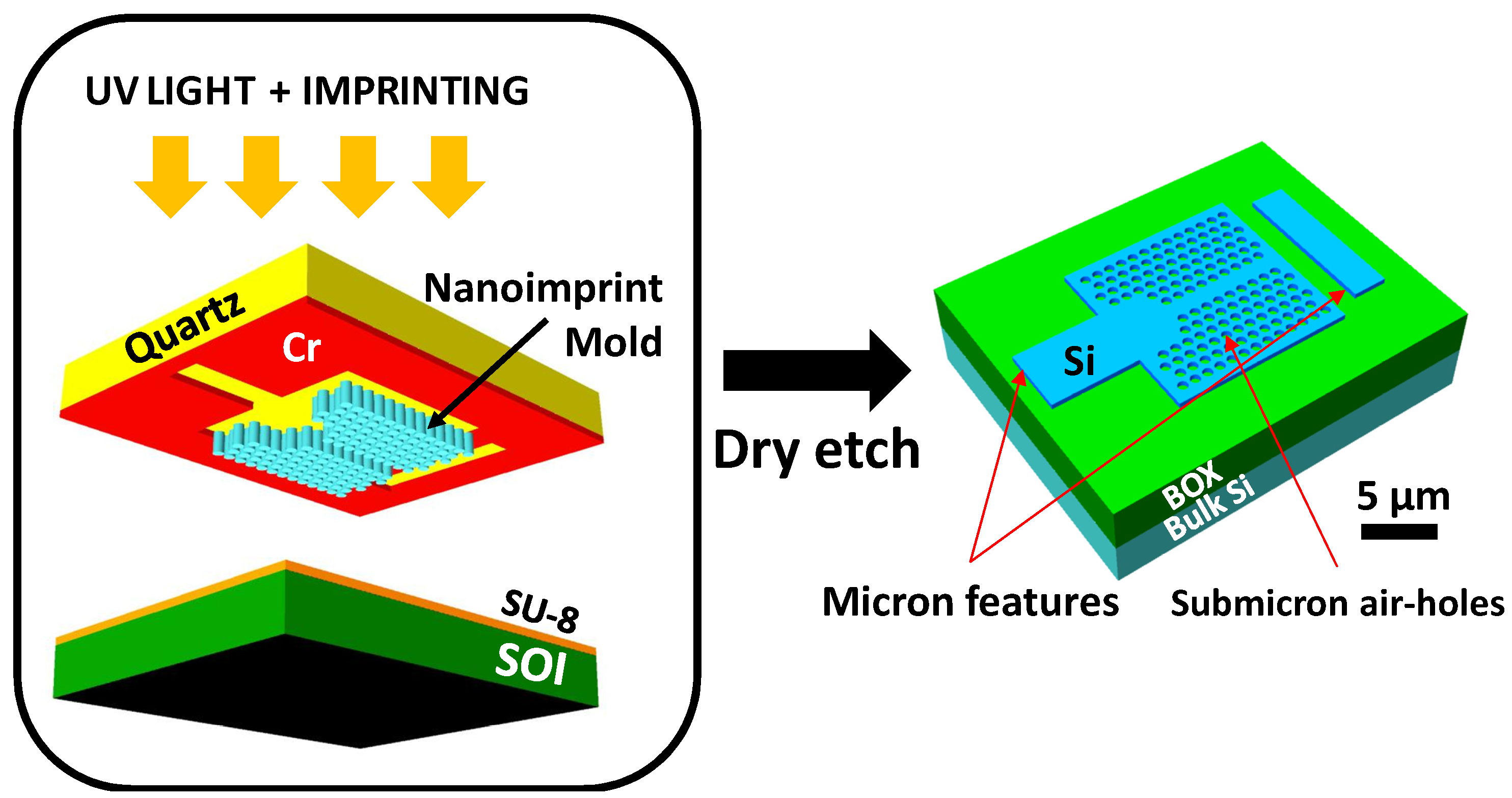
Figure 3.
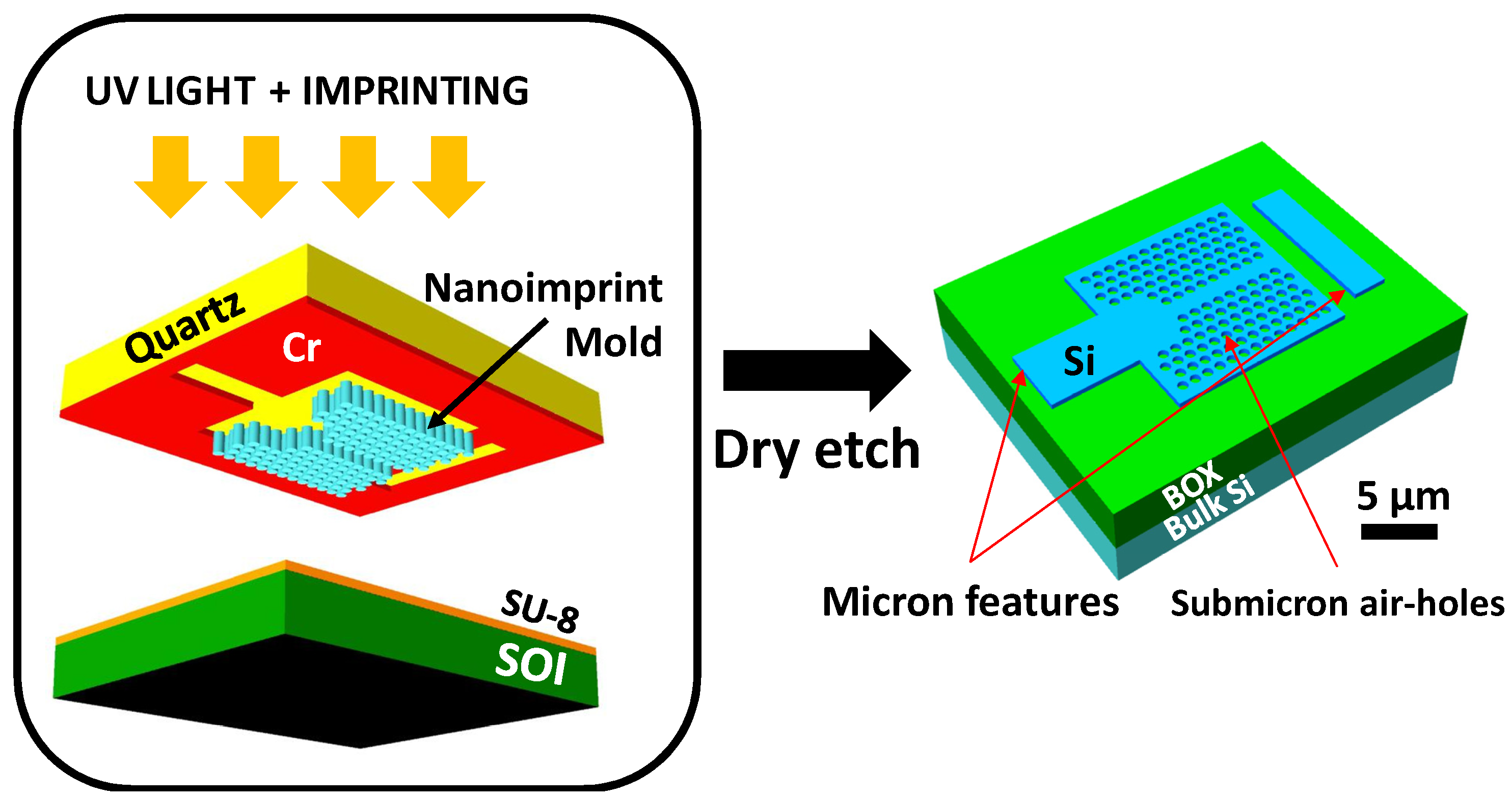
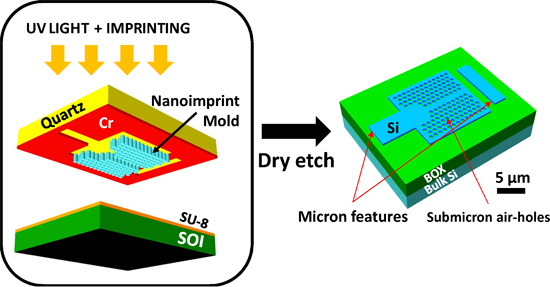
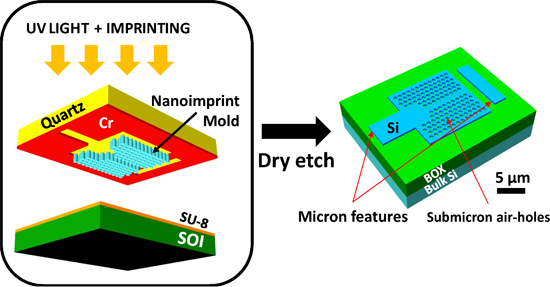
Schematic diagram of the combined-nanoimprint-and-photolithography (CNP) process for photonic crystal device fabrication. SOI, silicon-on-insulator.
Figure 3.
Schematic diagram of the combined-nanoimprint-and-photolithography (CNP) process for photonic crystal device fabrication. SOI, silicon-on-insulator.
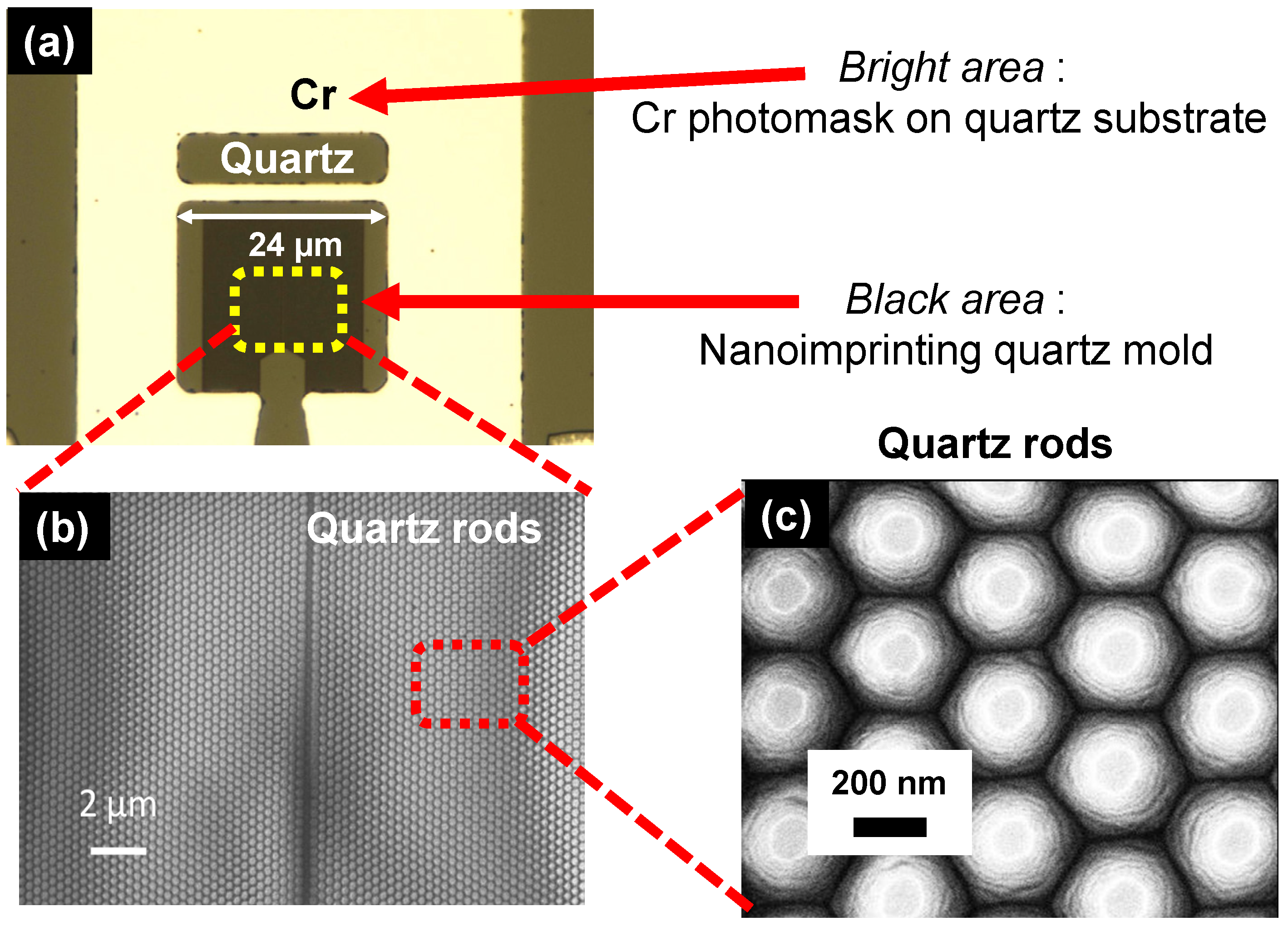
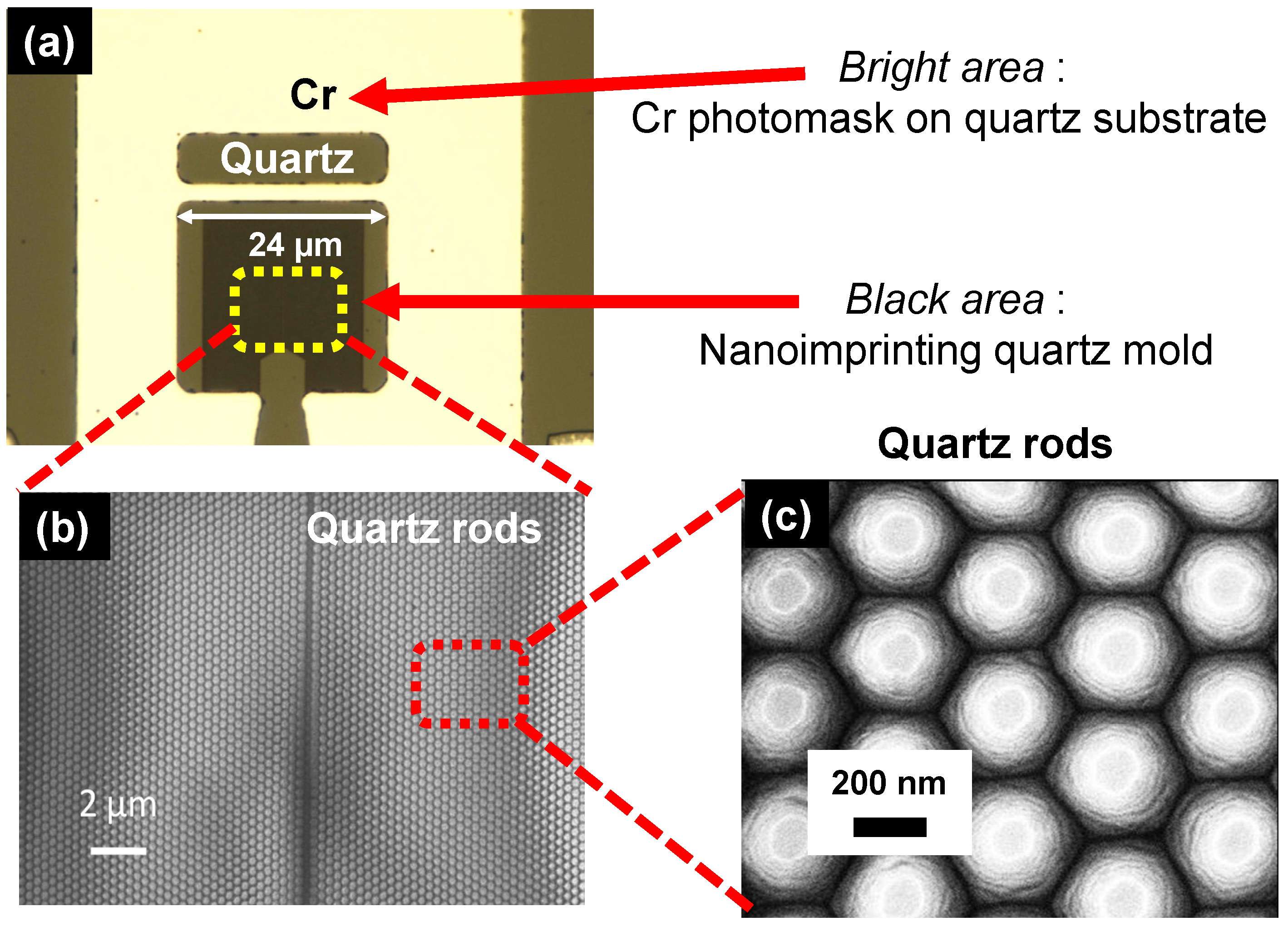
Figure 5a shows a photomicrograph of the overview of the nanoimprinting mold area. The dark brown area corresponds to a dense array of nanoscale quartz rods for the nanoimprint. The light brown area is a bare quartz area without nanoscale structures. Surrounding the light brown area, a bright chromium photomask layer defines micron-scale structures (5~24 μm) for the photolithography. The scanning electron microscope (SEM) image of a part of the nanoscale rod array in the hybrid mask mold shows an array of fairly uniform cone-shaped rods (
Figure 5b,c). The rod’s flat top diameter was measured to be approximately 110 nm, while the bottom of the rod diameter was found to be 347 nm.
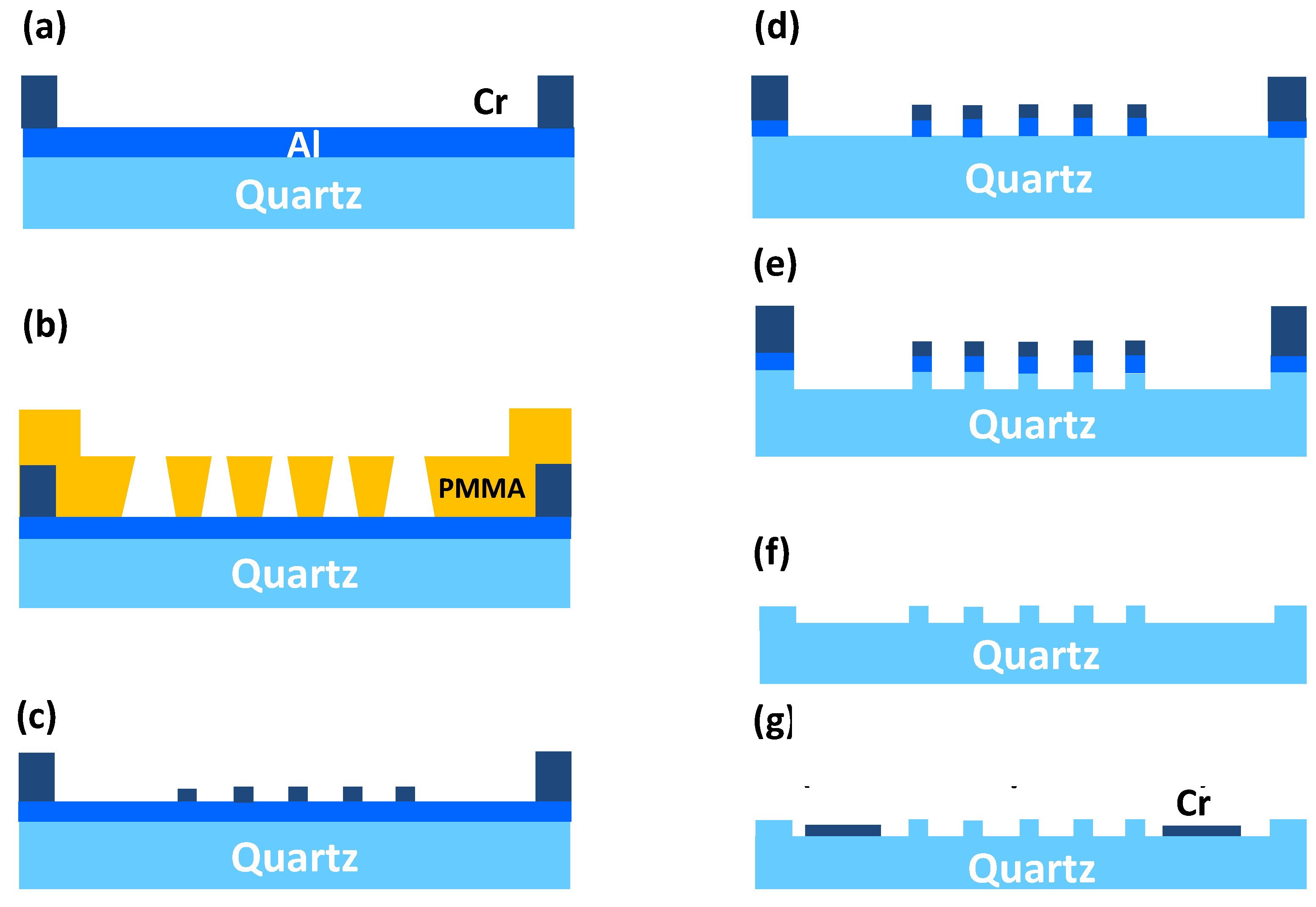
Figure 4.
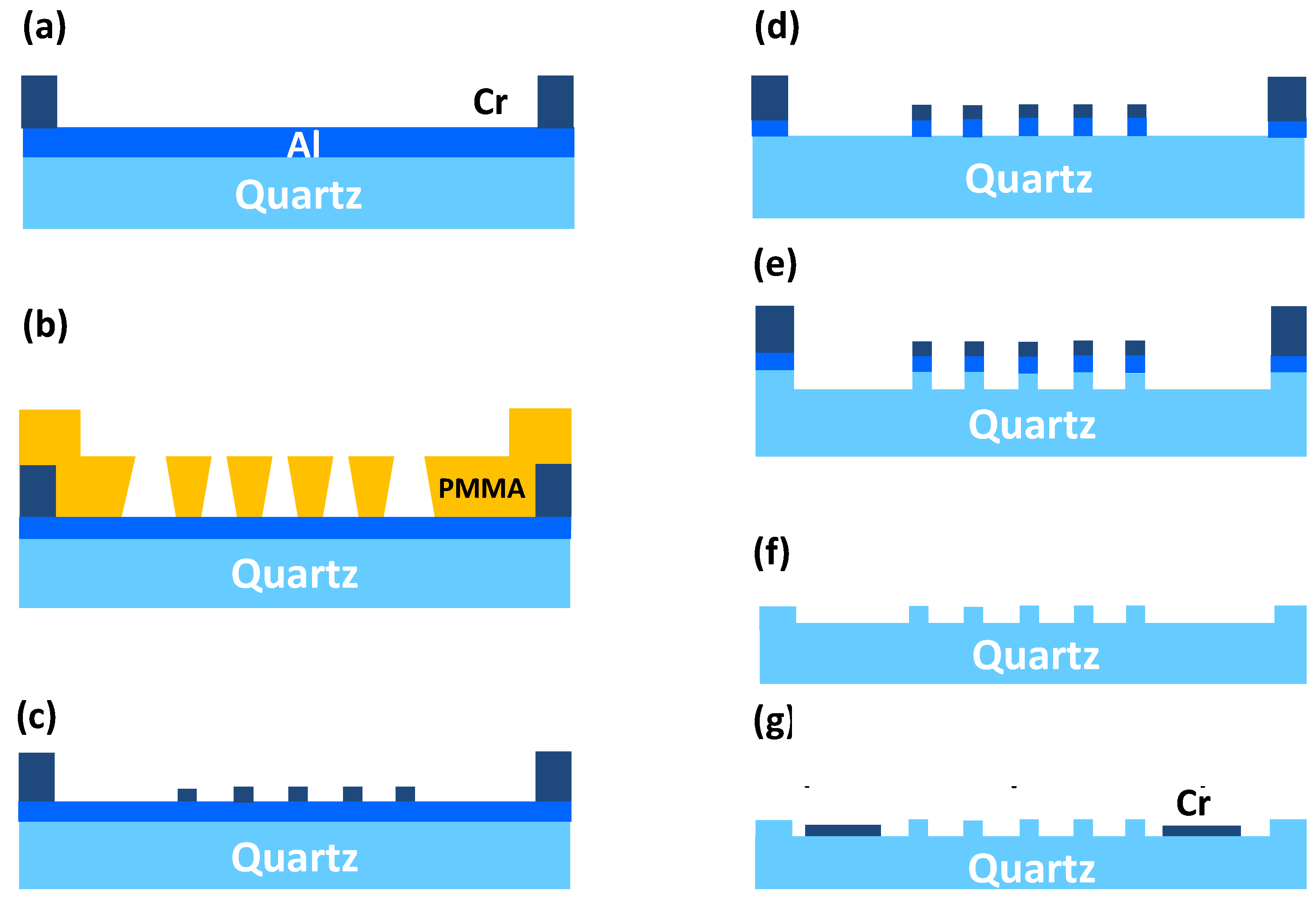
Schematic diagrams of the process sequence for the fabrication of the hybrid mask mold. (a) Cr alignment marks pattern over Al thin layer on quartz substrate, (b) PMMA and co-polymer pattern by e-beam lithography, (c) Cr dot array by lift-off, (d) Al dry etch, (e) quartz dry etch, (f) Cr and Al wet etch, and (g) micron size Cr pattern by lift-off.
Figure 4.
Schematic diagrams of the process sequence for the fabrication of the hybrid mask mold. (a) Cr alignment marks pattern over Al thin layer on quartz substrate, (b) PMMA and co-polymer pattern by e-beam lithography, (c) Cr dot array by lift-off, (d) Al dry etch, (e) quartz dry etch, (f) Cr and Al wet etch, and (g) micron size Cr pattern by lift-off.
Figure 5.
(a) An optical image of the hybrid mask mold and an SEM image of (b) a dense array of quartz rods; and (c) a close-up image of the rod array.
Figure 5.
(a) An optical image of the hybrid mask mold and an SEM image of (b) a dense array of quartz rods; and (c) a close-up image of the rod array.
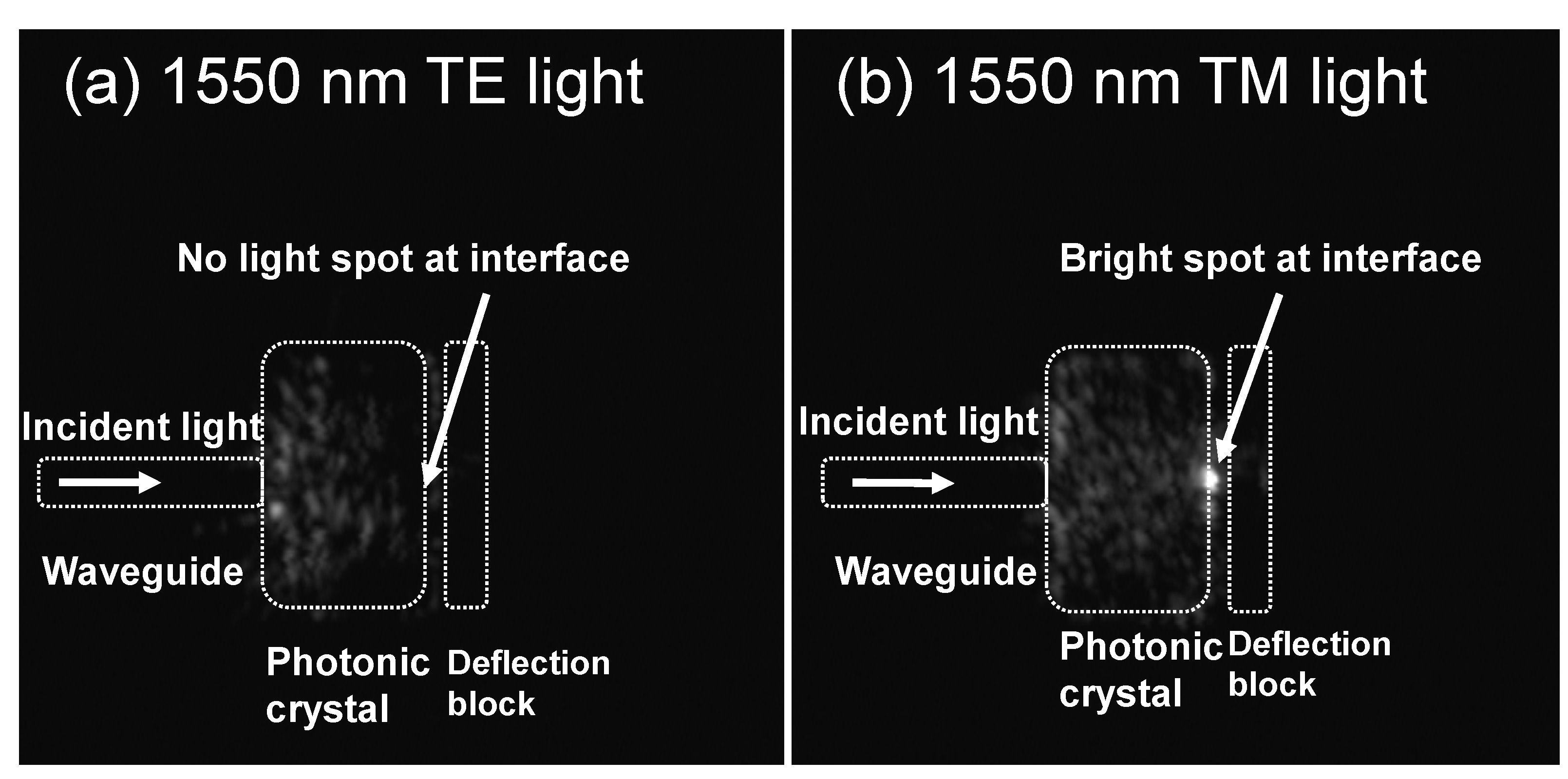
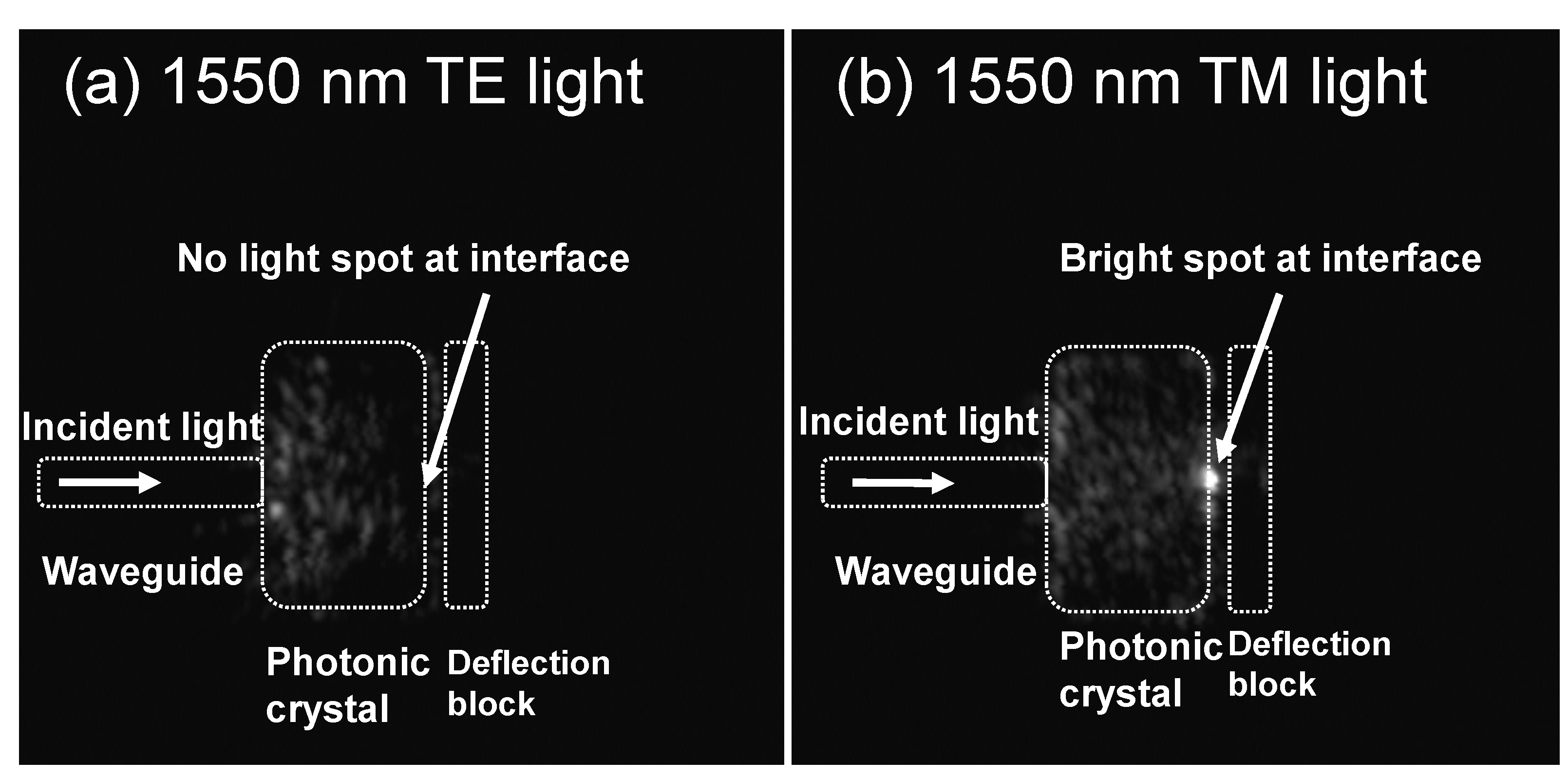
3.2. Photonic Crystal TM Polarizer
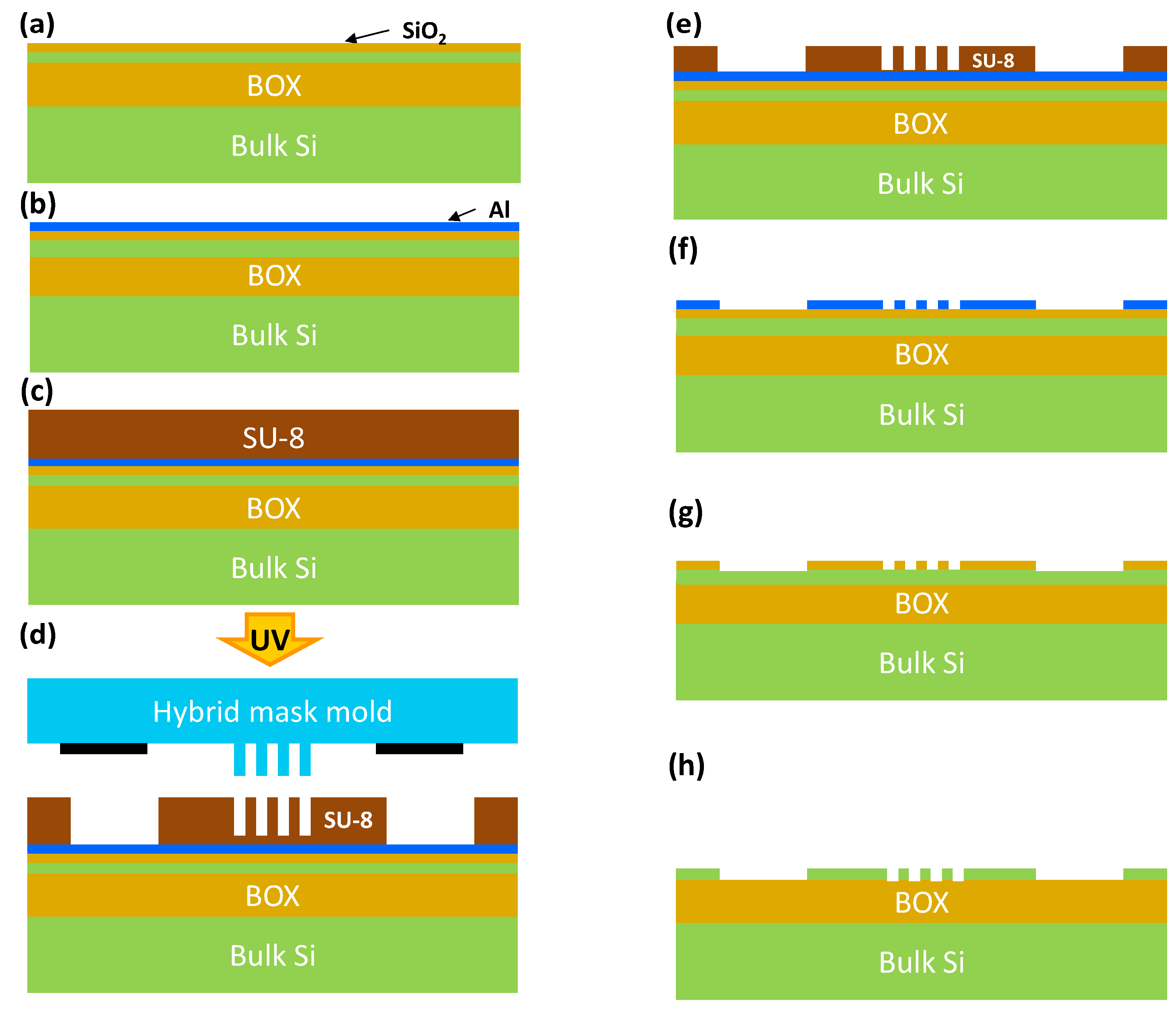
Such a hybrid mask mold was then utilized to fabricate a 2D slab silicon photonic crystal using the CNP technique. The fabrication was started with a deposition of 100 nm-thick SiO
2 on a silicon layer of an SOI substrate using plasma enhanced chemical vapor deposition (PECVD) at 250 °C (
Figure 6a). The aluminum layer with a thickness of 20 nm was deposited on top of the SiO
2 layer by using sputtering (
Figure 6b). Then, approximately a 230 nm-thick SU-8 2000.5 was spin-coated on top of the aluminum layer with a spin speed of 7000 rpm for 60 s (
Figure 6c). After a sequential pre-bake of 65 °C–95 °C–65 °C on a hotplate for 1 min each, the imprinting was carried out at 85 °C with a pressure of 3 MPa for 10 min. Near the final stage of the imprinting process, the SU-8 resist was exposed by broadband UV light source (wavelengths of 200~400 nm) through the hybrid mask mold with an exposure dose of 100 mJ/cm
2 at 365 nm. The hybrid mask mold was then detached, and the sample was post-baked at 65 °C–95 °C–65 °C on a hotplate for 1 min each and developed (
Figure 6d). Next, the SU-8 residue layer was etched by an oxygen ICP-RIE to open the aluminum surface (50 sccm of O
2 and 300 W of ICP and 100 W of bias power) (
Figure 6e). Then, the aluminum layer was etched by the chlorine-based ICP-RIE process (15 sccm of BCl
3, 5 sccm of Ar, 500 W of ICP and 30 W of bias power), and residual SU-8 was removed by oxygen RIE (200 mTorr of O
2 pressure and 200 W of RIE power) (
Figure 6f). The 100 nm-thick SiO
2 layer was then etched by the fluorine-based ICP-RIE process (40 sccm of CHF
3, 10 sccm of Ar, 800W of ICP and 100W of bias power), and the remaining aluminum layer was completely etched by commercially available aluminum wet etchant (
Figure 6g). Finally, Si was etched by the chlorine-based ICP-RIE process (15 sccm of Cl
2 and 300 W of ICP and 100 W of bias power), and residual SiO
2 was removed by wet etchant by buffered oxide etchant (BOE 7:1) for 1 min (
Figure 6h).
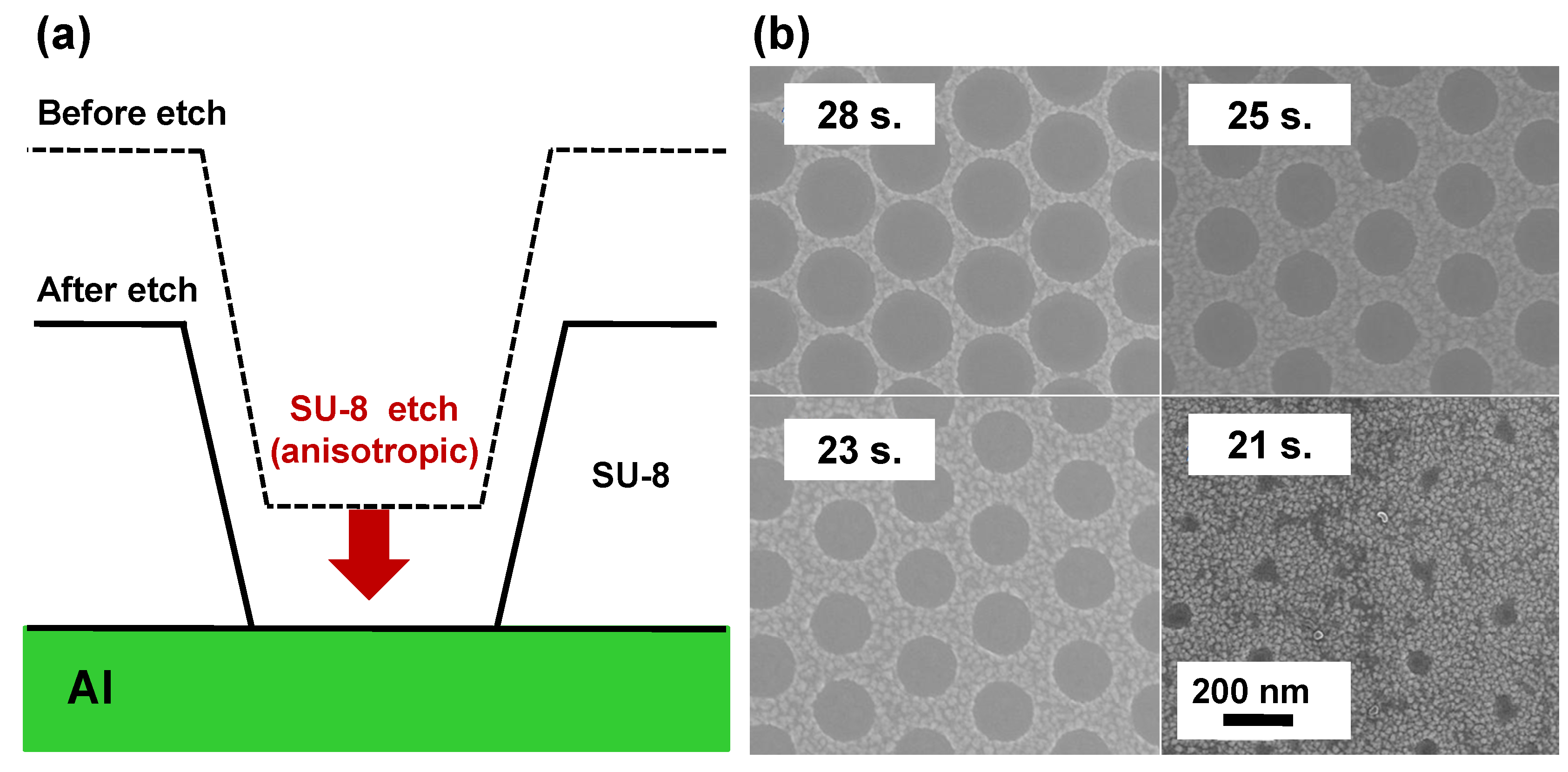
The profile of the cone-shaped rods in the hybrid mask mold was inversely replicated to SU-8 resist by the nanoimprint process. Due to the nature of the nanoimprint process, there is a thin layer of SU-8 residue at the bottom of the stamped trench, which must be removed by a subsequent O
2 plasma etch process. Since the rod profile is a cone shape, it is critical to control the O
2 plasma etch time to get an optimum etch profile in the SU-8 (
Figure 7a). As the process time of O
2 plasma etch increases, the exposed window on the aluminum hard mask becomes larger. As shown in
Figure 7b, for etching times shorter than 21 s, results were not uniform and often gave irregular sizes and shapes of the window opening on the aluminum hard mask. For relatively longer etch times (greater than 22 s), fairly reproducible sizes and circular window openings were acquired.
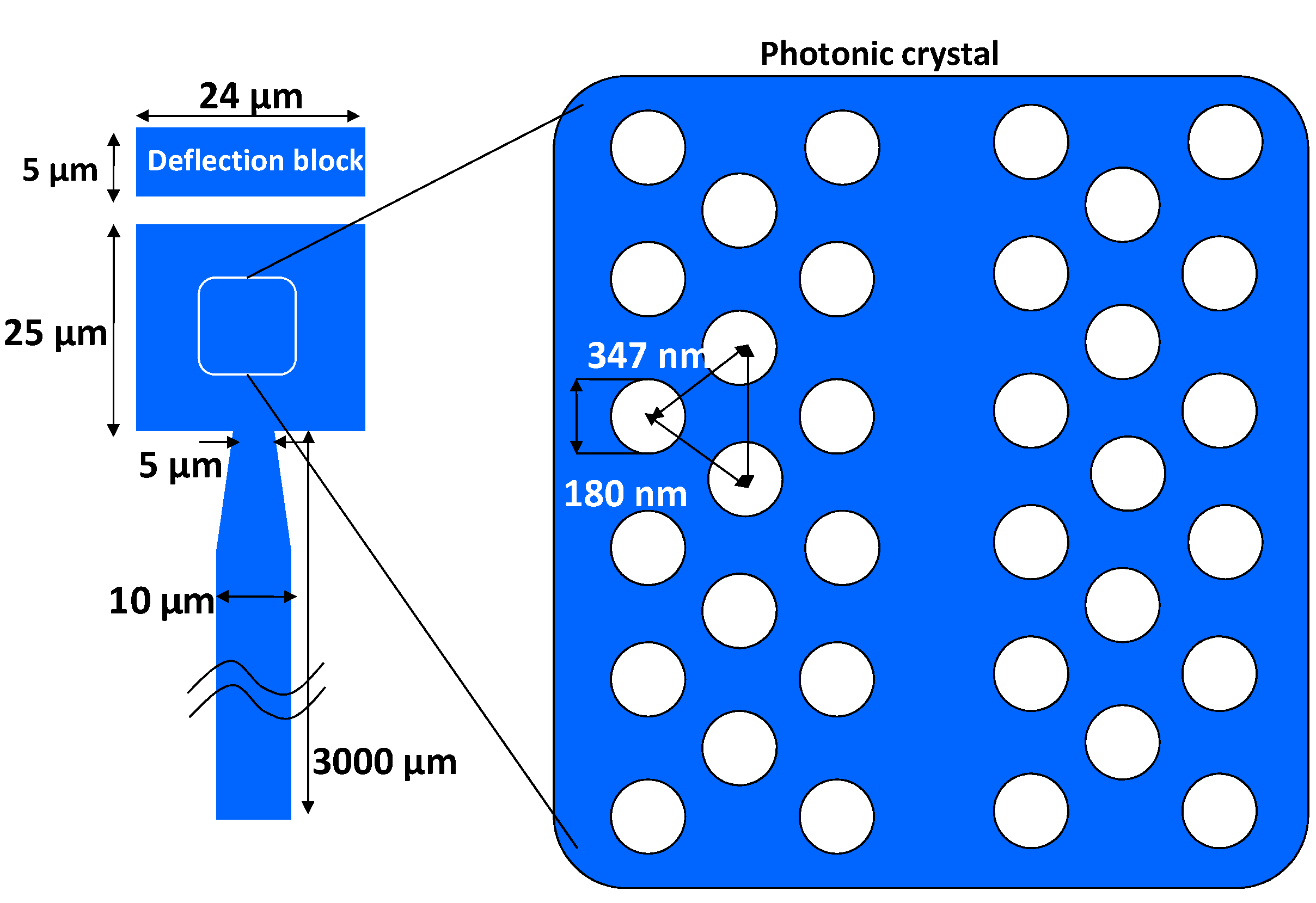
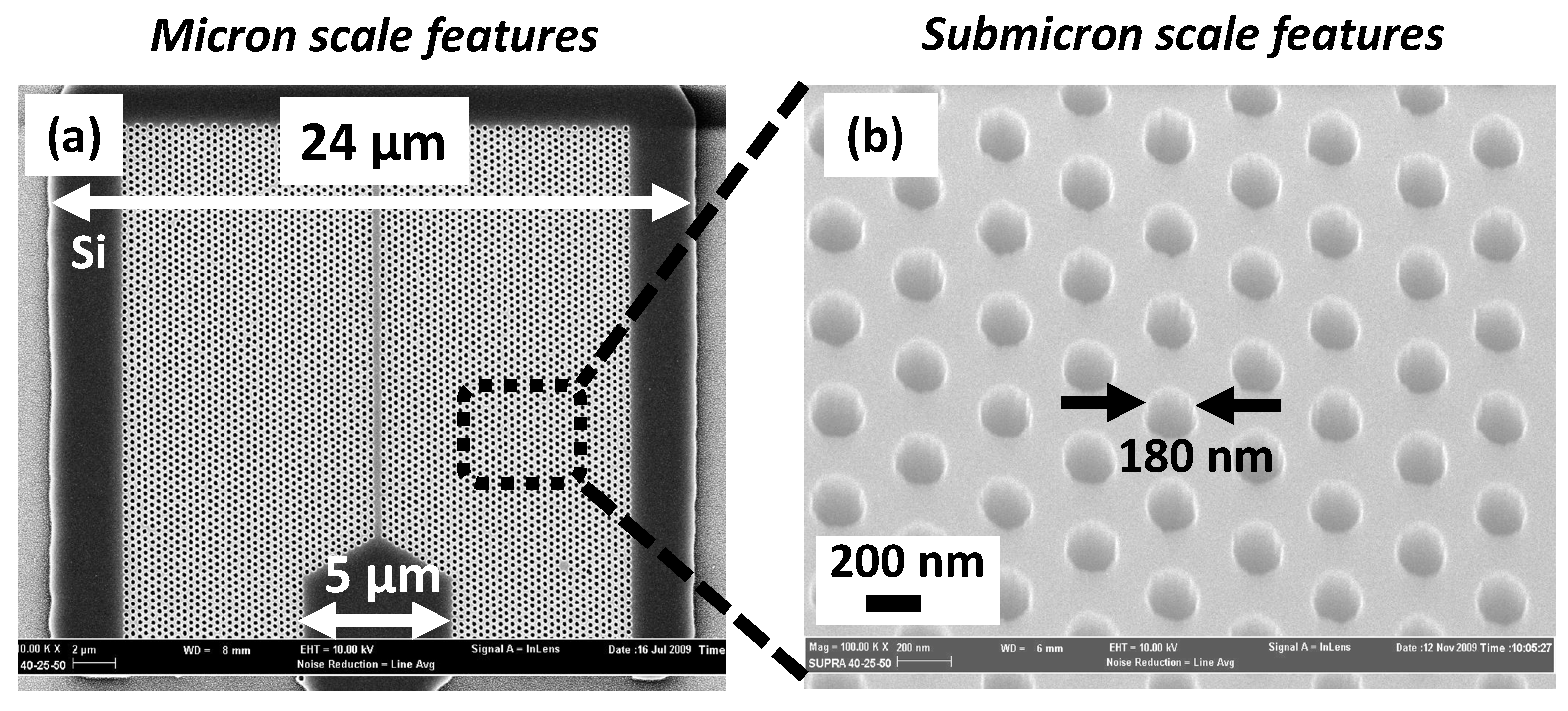
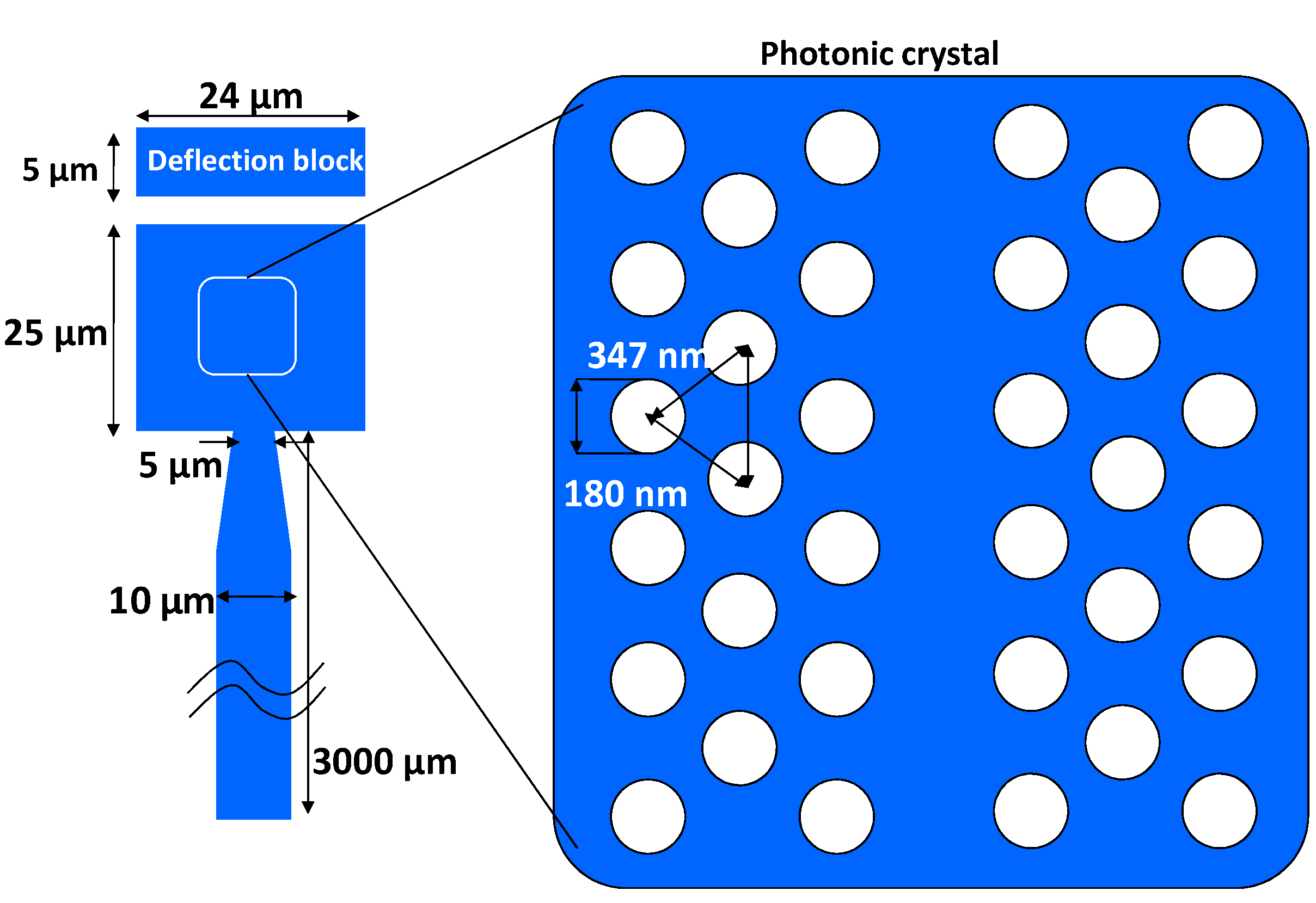
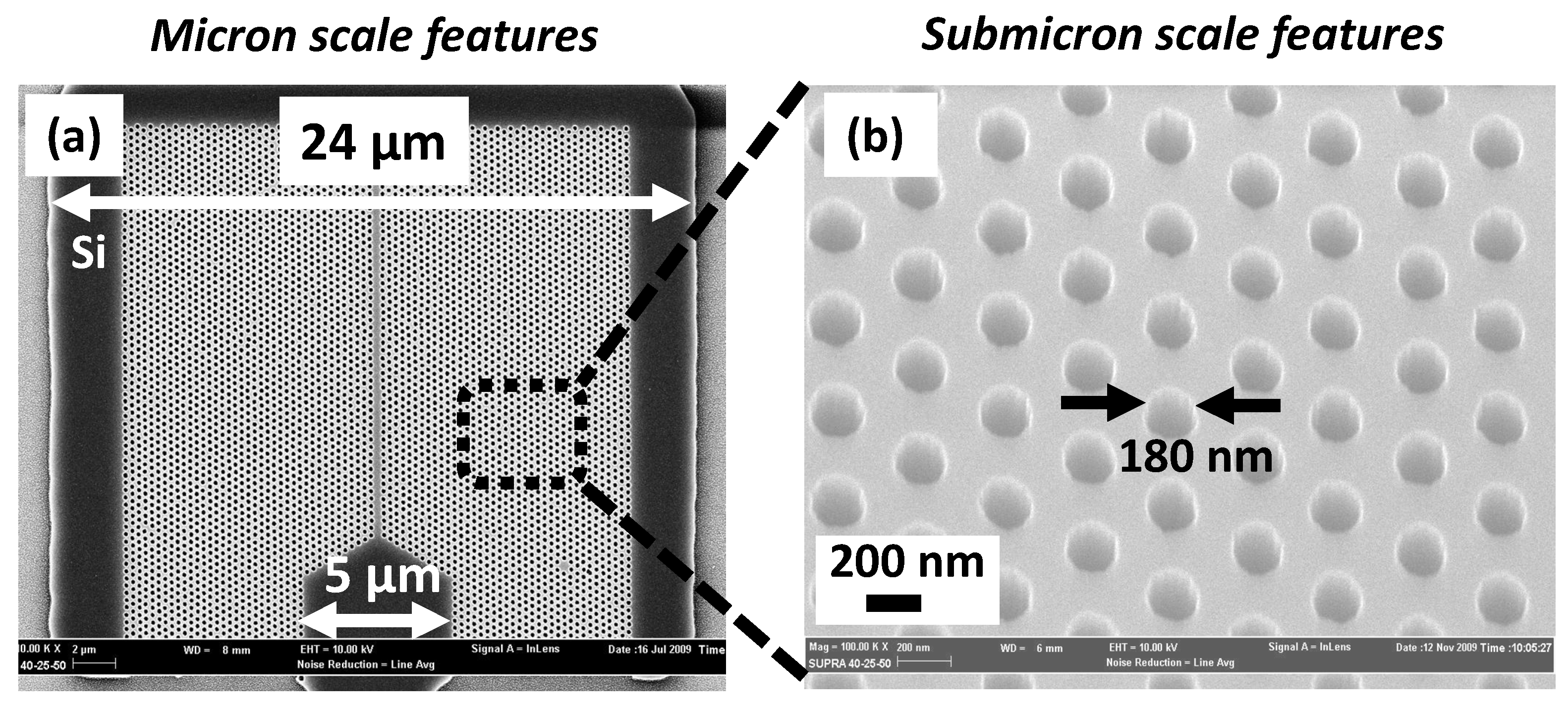
With the optimal etch profile formed in the SU-8 layer, we reliably and reproducibly fabricated fairly uniform a 180 nm-diameter air hole array with a 347-nm lattice constant in silicon (
Figure 8).
Figure 8a shows the final 2D slab silicon photonic crystal with a silicon waveguide. High fidelity replication of high density nanoscale features along with micron-scale features have been achieved (
Figure 8).
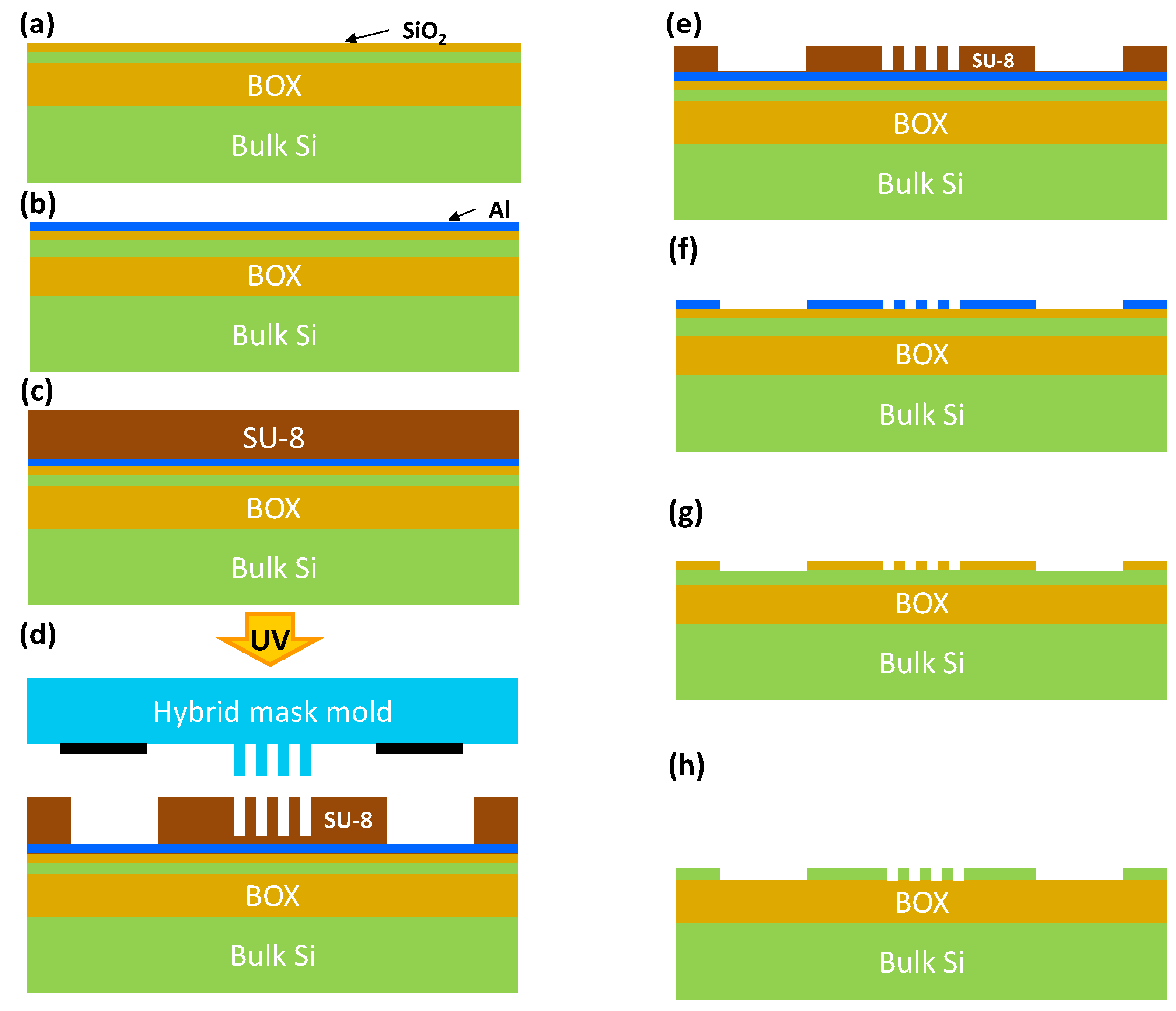
Figure 6.
Schematic diagrams of the process sequence for the fabrication of 2D slab silicon photonic crystals using combined-nanoimprint-and-photolithography. ICP-IRE, inductively coupled plasma reactive ion etcher. (a) PECVD SiO2 deposition (100 nm) on SOI substrate with 2 um-thick buried oxide (BOX) layer, (b) Al thin layer deposition (20 nm) on top of SiO2, (c) SU-8 spin-coat (230 nm) on Al layer, (d) Combined-Nanoimprint-and-Photolithography, (e) SU-8 residue dry etch, (f) Al dry etch, (g) SiO2 dry etch, and (h) silicon and SiO2 etch.
Figure 6.
Schematic diagrams of the process sequence for the fabrication of 2D slab silicon photonic crystals using combined-nanoimprint-and-photolithography. ICP-IRE, inductively coupled plasma reactive ion etcher. (a) PECVD SiO2 deposition (100 nm) on SOI substrate with 2 um-thick buried oxide (BOX) layer, (b) Al thin layer deposition (20 nm) on top of SiO2, (c) SU-8 spin-coat (230 nm) on Al layer, (d) Combined-Nanoimprint-and-Photolithography, (e) SU-8 residue dry etch, (f) Al dry etch, (g) SiO2 dry etch, and (h) silicon and SiO2 etch.
Figure 7.
(a) Schematic diagram of the profile of the imprinted SU-8 layer and (b) an SEM image of the Al hole diameter depending on the O2 plasma etching time.
Figure 7.
(a) Schematic diagram of the profile of the imprinted SU-8 layer and (b) an SEM image of the Al hole diameter depending on the O2 plasma etching time.
Figure 8.
SEM images of the 2D slab silicon photonic crystal device patterned by the CNP process: (a) the overall device image showing micron-scale features; (b) a close-up 30° tilted image of the uniformly patterned air hole array showing deep sub-micron-scale features.
Figure 8.
SEM images of the 2D slab silicon photonic crystal device patterned by the CNP process: (a) the overall device image showing micron-scale features; (b) a close-up 30° tilted image of the uniformly patterned air hole array showing deep sub-micron-scale features.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}